ES2922477T3 - Artículos absorbentes - Google Patents
Artículos absorbentes Download PDFInfo
- Publication number
- ES2922477T3 ES2922477T3 ES20213288T ES20213288T ES2922477T3 ES 2922477 T3 ES2922477 T3 ES 2922477T3 ES 20213288 T ES20213288 T ES 20213288T ES 20213288 T ES20213288 T ES 20213288T ES 2922477 T3 ES2922477 T3 ES 2922477T3
- Authority
- ES
- Spain
- Prior art keywords
- absorbent
- core
- channel
- distribution layer
- absorbent article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/47—Sanitary towels, incontinence pads or napkins
- A61F13/475—Sanitary towels, incontinence pads or napkins characterised by edge leakage prevention means
- A61F13/4751—Sanitary towels, incontinence pads or napkins characterised by edge leakage prevention means the means preventing fluid flow in a transversal direction
- A61F13/4756—Sanitary towels, incontinence pads or napkins characterised by edge leakage prevention means the means preventing fluid flow in a transversal direction the means consisting of grooves, e.g. channels, depressions or embossments, resulting in a heterogeneous surface level
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15617—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres
- A61F13/15634—Making fibrous pads between sheets or webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15617—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres
- A61F13/15658—Forming continuous, e.g. composite, fibrous webs, e.g. involving the application of pulverulent material on parts thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/42—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators with wetness indicator or alarm
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/47—Sanitary towels, incontinence pads or napkins
- A61F13/475—Sanitary towels, incontinence pads or napkins characterised by edge leakage prevention means
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/531—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/531—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad
- A61F13/532—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/531—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad
- A61F13/532—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad
- A61F13/533—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad having discontinuous areas of compression
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/535—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad, e.g. core absorbent layers being of different sizes
- A61F13/536—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad, e.g. core absorbent layers being of different sizes having discontinuous areas of compression
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/28—Polysaccharides or their derivatives
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/425—Porous materials, e.g. foams or sponges
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/60—Liquid-swellable gel-forming materials, e.g. super-absorbents
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
- D04H1/4291—Olefin series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F2013/15821—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/531—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad
- A61F2013/5312—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having a homogeneous composition through the thickness of the pad with structure resisting compression
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Vascular Medicine (AREA)
- Heart & Thoracic Surgery (AREA)
- Biomedical Technology (AREA)
- Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Hematology (AREA)
- Materials Engineering (AREA)
- Dispersion Chemistry (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Mechanical Engineering (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Un artículo absorbente que comprende un núcleo absorbente intercalado entre una lámina superior permeable a los líquidos y una lámina posterior impermeable a los líquidos, y una capa de distribución de adquisición situada entre dicha lámina superior y dicho núcleo absorbente, en el que el núcleo absorbente comprende material absorbente seleccionado del grupo que consta de fibras de celulosa, superabsorbente polímeros y combinaciones de los mismos, comprendiendo dicho núcleo absorbente al menos un canal interconectado libre de dicho material absorbente, en el que dicho canal tiene una longitud que se extiende a lo largo de un eje longitudinal y el núcleo absorbente tiene una longitud que se extiende a lo largo de dicho eje longitudinal y en el que la longitud de dicho canal es del 10% al 95% de la longitud de dicho núcleo absorbente en el que la capa de distribución de adquisición comprende una capa no tejida hilada y/o cardada que comprende fibras sintéticas, en el que dichas fibras sintéticas están comprendidas en un nivel superior al 80% en peso de dicha capa de distribución de adquisición, y en donde dicho acq la capa de distribución de la transición tiene un peso base de 10 a 50 g/m 2 . (Traducción automática con Google Translate, sin valor legal)
Description
DESCRIPCIÓN
Artículos absorbentes
CAMPO TÉCNICO
La divulgación se refiere al campo técnico de los productos de higiene absorbentes. En particular, la presente divulgación se refiere a un núcleo absorbente que se puede usar dentro de un artículo para absorber fluidos corporales y exudados, como orina y materia fecal, o sangre, menstruación y fluidos vaginales. Más particularmente, la presente divulgación se refiere a prendas absorbentes, tales como pañales desechables o pantalones pañal, pañales o pantalones de incontinencia desechables, y que están configurados para recoger y contener materia fecal y evitar fugas, o toallas sanitarias o forros de bragas, que están configurados para recoger y contener sangre, menstruaciones, orina, fluidos vaginales y evitar fugas
ANTECEDENTES
La divulgación se refiere a un núcleo absorbente para un artículo absorbente, en particular para artículos de higiene, a artículos absorbentes que comprenden dicho núcleo absorbente y a procedimientos para proporcionar dicho núcleo absorbente. En particular a los núcleos que tienen uno o más canales a través de ellos.
Los núcleos absorbentes han sido objeto de mejoras e innovaciones considerables a lo largo del tiempo para atender necesidades como la mejora de la absorción y distribución de fluidos, así como la comodidad, y existe la necesidad de una mejora continua. Tales necesidades están siempre presentes en el exigente entorno del consumidor de hoy. Los siguientes párrafos aclaran algunas de las divulgaciones relevantes relacionadas con este tema.
El documento EP 3 315 106 A1 divulga un artículo absorbente para la higiene personal que tiene una capa intermedia fibrosa entre la lámina superior y el núcleo absorbente. La capa intermedia comprende un primer canal y un segundo canal que se extienden longitudinalmente en el lado opuesto del eje longitudinal que están conectados a una cavidad trasera, de manera que juntos forman un área unitaria sustancialmente libre de material fibroso. La capa intermedia comprende un área central que comprende material fibroso entre los canales y el área unitaria puede estar completamente rodeada por el material fibroso.
Los documentos EP 1077052 A1 y EP 1078617 A2 divulgan una toalla sanitaria que permite una deformación controlada en respuesta a la compresión lateral cuando está en uso. La toalla sanitaria tiene zonas de flexión preferenciales que se extienden a lo largo de un eje longitudinal formado por un proceso de perforación, hendidura, corte, o estampado.
El documento EP 1959903 B1 divulga una almohadilla de incontinencia que comprende un par de líneas de plegado que dividen el material del núcleo absorbente en una parte central y un par de partes laterales longitudinales para adaptarse mejor al cuerpo del usuario. Las líneas de plegado se forman por compresión del material absorbente. El documento EP 2211808 B1 divulga un núcleo absorbente que comprende un núcleo absorbente superior y un núcleo absorbente inferior. El núcleo absorbente superior comprende indicaciones de plegado que permiten que el núcleo absorbente adopte una forma tridimensional predeterminada cuando se somete a presión en la dirección de la anchura. Las indicaciones de plegado son cortes o líneas de compresión que se extienden o no completamente a través del núcleo superior.
El documento EP 1349524 B1 divulga un forro de braga que comprende al menos una línea de pliegue que define un área central y dos áreas laterales que permiten ajustar el tamaño del forro de braga plegando el forro de braga a lo largo de la línea de pliegue. Las líneas de plegado son líneas de estampado.
El documento EP 1267775 B1 divulga una toalla sanitaria que se ajusta a los límites del cuerpo. La toalla sanitaria comprende una porción ancha delantera y una porción estrecha trasera y al menos dos líneas de pliegue preformadas en la superficie superior o inferior de la porción estrecha. Las líneas de plegado pueden seleccionarse entre líneas prensadas mecánicamente, constituyentes unidos químicamente que forman las líneas, líneas generadas por calor, líneas generadas por láser, líneas generadas por adhesivo y/o líneas generadas por vibración mecánica.
El documento EP1088536 A2 divulga una toalla higiénica provista de corrugaciones que permiten adaptar la toalla higiénica a las bragas del usuario.
El documento US 5.756.039 A divulga un núcleo absorbente que comprende segmentos distintos que pueden ser desplazados independientemente por un miembro de elevación. El elemento de elevación garantiza que la lámina superior se adapte al cuerpo del usuario.
El documento US 2006/0184150 A1 divulga un núcleo absorbente con flexibilidad variable que actúa como elemento de configuración para un mejor ajuste del cuerpo. El núcleo absorbente puede tener líneas de resistencia a la flexión reducida que se forman al eliminar el material, por ejemplo, en forma de aberturas o ranuras.
El documento US 6.503.233 B1 divulga un artículo absorbente que comprende una combinación de líneas de doblez que se desvían hacia abajo y una línea de diseño que se desvía hacia arriba para lograr una geometría para un mejor ajuste del cuerpo. Las líneas de pliegue se forman mediante el grabado del material absorbente. La línea de conformación está formada por perforación o muesca.
El documento US 2015/0088084 A1 divulga un método para fabricar una estructura absorbente que tiene una topografía tridimensional que incluye colocar al menos una parte de la estructura absorbente entre superficies opuestas del molde. Al menos una de las superficies del molde tiene una topografía tridimensional. La topografía tridimensional de la superficie del molde se imparte sobre la estructura absorbente de modo que la estructura absorbente tiene una topografía tridimensional correspondiente a la topografía tridimensional de la superficie del molde.
El documento EP3342386A1 divulga un núcleo absorbente que comprende zonas sustancialmente continuas de una o más estructuras de alta distribución de fluido y zonas discontinuas de estructuras de absorción de fluido que rodean una o más estructuras de alta distribución de fluido, en donde una o más estructuras de alta distribución de fluido están dispuestas para distribuir el fluido a través del núcleo absorbente a una velocidad que es más rápida que la velocidad de distribución de fluido a través del núcleo absorbente por dichas estructuras discontinuas de absorción de fluido, y en donde dichas zonas continuas se extienden a lo largo de un trayecto que es sustancialmente paralelo a al menos una parte del perímetro del núcleo, comprendiendo dicha parte del perímetro del núcleo al menos una parte de los lados del núcleo y uno de los extremos del núcleo.
Aunque los canales descritos en EP3342386A1 son beneficiosos en términos de manejo de fluidos, aún existe la necesidad de mejorar todavía más la sequedad mientras se mantiene la velocidad de adquisición.
La presente divulgación tiene como objetivo proporcionar un artículo absorbente novedoso que utiliza una combinación sinérgica de un núcleo canalizado y una capa de distribución de adquisición seleccionada, especialmente diseñada para proporcionar un rendimiento de velocidad de adquisición excelente, así como una rehumectación excepcionalmente baja que brinda una sequedad perceptible del producto aún mayor para el consumidor.
SUMARIO
La invención se refiere a un artículo absorbente como se define en la reivindicación 1 y las reivindicaciones dependientes de la misma. Preferiblemente, la longitud de dicho canal es del 30 % al 90 %, más preferiblemente del 40 % al 85 %, con máxima preferencia del 50 % al 80 %, de la longitud de dicho núcleo absorbente.
BREVE DESCRIPCIÓN DE LAS FIGURAS
La figura 1 muestra una vista superior esquemática de un núcleo absorbente según una realización de la presente. La figura 2 muestra una vista superior esquemática de un núcleo absorbente según una realización de la presente. La figura 3 muestra una vista superior esquemática de un núcleo absorbente según una realización de la presente. La figura 4 muestra una vista superior esquemática de núcleos absorbentes según una realización de la presente y que tienen diferentes formas geométricas formadas por canales interconectados.
La figura 5 muestra una vista general en perspectiva de un artículo absorbente según una realización de la presente. La figura 6 muestra una vista general en perspectiva de un producto según una realización de la presente.
La figura 7 muestra una vista plana de un artículo absorbente de según una realización de la presente.
La figura 8 muestra una vista plana de un artículo absorbente de según una realización de la presente.
La figura 9 muestra una vista general en perspectiva de un artículo absorbente según una realización de la presente. La figura 10 muestra una vista general en perspectiva de un producto según una realización de la presente.
La figura 11 muestra una vista plana de un artículo absorbente de según una realización de la presente.
La figura 12 muestra una vista plana de un artículo absorbente de según una realización de la presente.
La figura 13 muestra una vista esquemática de un artículo absorbente de según una realización de la presente. La figura 14 muestra una vista esquemática de un artículo absorbente de según una realización de la presente. Las figuras 15A y 15B muestra imágenes de moldes que comprenden un inserto 3D según un aspecto de la presente divulgación.
La figura 16 ilustra canales interconectados en donde el ancho varía a lo largo de los canales.
Las figuras 17A-D ilustran realizaciones de la presente divulgación en las que el núcleo absorbente se combina con una capa de adquisición y distribución.
Las figuras 18A-B ilustran es aspecto visual de un canal en estado seco (figura 18A) y estado húmedo (figura 18B), respectivamente.
Las figuras 19A-B muestra imágenes de muestras y un banco de prueba para el método de prueba del valor de cizallamiento.
La figura 20A ilustra una sección transversal de un núcleo según una realización de la presente divulgación, como la de la figura 1.
La figura 20B ilustra una sección transversal de un artículo absorbente según una realización de la presente divulgación que incorpora el núcleo de la figura 20A.
La figura 21A ilustra una sección transversal de un núcleo según una realización de la presente divulgación, como la de la figura 3.
La figura 21B ilustra una sección transversal de un artículo absorbente según una realización de la presente divulgación que incorpora el núcleo de la figura 21A.
La figura 22 ilustra un artículo absorbente según una realización de la presente divulgación que comprende canales sobresalientes (es decir, en estado húmedo).
La figura 23 es una fotografía de dos pañales idénticos que comprenden canales según el ejemplo 9, con la única diferencia de que el indicado como "D" comprende ADL según la muestra A/A' y el indicado como "E" comprende la muestra B/B'. La diferencia de humedad residual respectiva se muestra visualmente.
DESCRIPCIÓN DETALLADA
A menos que se defina lo contrario, todos los términos utilizados en la divulgación de las características de la divulgación, incluidos los términos técnicos y científicos, tienen el significado que comúnmente entiende un experto en la técnica a la que pertenece esta divulgación. A modo de orientación adicional, se incluyen definiciones de términos para apreciar mejor la enseñanza de la presente divulgación.
Como se usa en la presente, los siguientes términos tienen los siguientes significados: “un”, “uno, una” y “el, la” como se usa en la presente se refieren tanto a los referentes en singular como al plural, a menos que el contexto indique claramente lo contrario. A modo de ejemplo, “un compartimento” se refiere a uno o más de un compartimento.
“Aproximadamente”, como se usa en la presente que se refiere a un valor medible como un parámetro, una cantidad, una duración temporal y similares, pretende abarcar variaciones de /- 20 % o menos, preferiblemente /-10 % o menos, más preferiblemente /- 5 % o menos, incluso más preferiblemente /- 1 % o menos, y aún más preferiblemente /- 0,1% o menos del valor especificado, en la medida en que tales variaciones son adecuadas para desempeñarse en la divulgación divulgada. Sin embargo, debe entenderse que el valor al que se refiere el modificador “aproximadamente” también se divulga específicamente.
“Comprender”, “que comprende”, y “comprende” y “comprendido de” como se usa en la presente son sinónimos de “incluir”, “que incluye”, “incluye” o “contener”, “que contiene”, “contiene” y son inclusivas o términos de extremo abierto que especifican la presencia de lo que sigue, por ejemplo, un componente, y no excluyen o precluyen la presencia de componentes, rasgos, elementos, miembros, pasos adicionales no citados conocidos en la técnica o divulgados en la presente.
La expresión “% en peso” (porcentaje en peso), aquí y en toda la divulgación a menos que se defina lo contrario, se refiere al peso relativo del componente respectivo basado en el peso total de la formulación.
La mención de rangos numéricos por puntos finales incluye todos los números y fracciones subsumidas dentro de ese rango, así como los puntos finales citados.
“Artículo absorbente” se refiere a dispositivos que absorben y contienen líquido, y más específicamente, se refiere a dispositivos que se colocan contra o en proximidad al cuerpo del usuario para absorber y contener los diversos exudados descargados del cuerpo. Los artículos absorbentes incluyen, entre otros, pañales, calzones para incontinencia para adultos, pantalones de entrenamiento, soportes y revestimientos de pañal, toallas sanitarias y similares, así como vendajes quirúrgicos y esponjas. Los artículos absorbentes comprenden preferiblemente un eje longitudinal y un eje transversal perpendicular a dicho eje longitudinal. Por lo tanto, el eje longitudinal se elige convencionalmente en la dirección de frente hacia atrás del artículo cuando se refiere al artículo que se está portando, y el eje transversal se elige convencionalmente en la dirección de izquierda a derecha del artículo cuando se refiere al artículo que se está portando. Los artículos absorbentes desechables pueden incluir una lámina superior permeable a los líquidos, una lámina posterior unida a la lámina superior y un núcleo absorbente colocado y mantenido entre la lámina superior y la lámina posterior. La lámina superior es operativamente permeable a los líquidos que están destinados a ser retenidos o almacenados por el artículo absorbente, y la lámina posterior puede o no ser sustancialmente impermeable o, por lo demás, impermeable a los líquidos deseados. El artículo absorbente también puede incluir otros componentes, tales como capas de absorción de líquidos, capas de admisión de líquidos, capas de distribución de líquidos, capas de transferencia, capas de barrera, capas de envoltura y similares, así como combinaciones de las mismas. Los artículos absorbentes desechables y sus componentes pueden funcionar para proporcionar una superficie orientada hacia el cuerpo y una superficie orientada hacia la prenda.
Un artículo absorbente, tal como un pañal, comprende una región de pretina delantera, una región de pretina posterior, una región de entrepierna intermedia que interconecta las regiones de pretina delantera y trasera. Cuando se usa en la presente, la referencia a una parte “delantera” se refiere a la parte del artículo absorbente que generalmente se encuentra ubicada al frente de un sujeto, como un bebé o adulto, cuando está en uso. La referencia a la parte “trasera” se refiere a la parte del artículo absorbente generalmente ubicado en la parte trasera del sujeto, como un niño o adulto, cuando está en uso, y la referencia a la parte de “entrepierna” se refiere a esa parte que generalmente está ubicada entre las piernas del sujeto, como un bebé o adulto, cuando está en uso. La región de la entrepierna es un área donde normalmente se produce una oleada repetida del fluido, dentro del conjunto del artículo absorbente.
Las partes “delantera”, “posterior o trasera” y de “entrepierna” del núcleo absorbente, como se usa en la presente, se refieren normalmente a las partes del núcleo absorbente que están próximas a las partes respectivas del artículo absorbente. Por ejemplo, la parte “delantera” del núcleo es la que está más próxima a la parte delantera del sujeto cuando se porta, la parte “trasera o posterior” del núcleo es la que está más próxima a la parte posterior o trasera del sujeto cuando se porta, y la parte de “entrepierna” del núcleo es la parte media del núcleo absorbente entre las partes “delantera” y “posterior o trasera”.
Preferiblemente, un pañal comprende una “lámina superior” permeable a los líquidos, una “lámina posterior” impermeable a los líquidos y un “medio absorbente” dispuesto entre la lámina superior y la lámina posterior. La lámina superior, la lámina posterior y el medio absorbente podrían estar hechos de cualquier material adecuado conocido por el experto en la materia. La lámina superior generalmente se ubica en o cerca de la superficie del lado del cuerpo del artículo, mientras que la lámina posterior generalmente se ubica en o cerca de la superficie del lado de la prenda del artículo. Opcionalmente, el artículo puede comprender una o más capas separadas que están además de la lámina posterior y están interpuestas entre la lámina posterior y el medio absorbente. La lámina superior y la lámina posterior están conectadas o asociadas de alguna otra manera de manera operable.
El “medio absorbente” o “núcleo absorbente” o “cuerpo absorbente” es la estructura absorbente dispuesta entre la lámina superior y la lámina posterior del artículo absorbente en al menos la región de la entrepierna del artículo absorbente y es capaz de absorber y retener exudados de líquidos corporales. El tamaño y la capacidad absorbente del medio absorbente deben ser compatibles con el tamaño del usuario previsto y la carga de líquido impartida por el uso previsto del artículo absorbente. Además, el tamaño y la capacidad absorbente del medio absorbente pueden variar para adaptarse a los usuarios que van desde bebés hasta adultos. Puede fabricarse en una amplia variedad de formas (por ejemplo, rectangular, trapezoidal, en forma de T, en forma de I, en forma de reloj de arena, etc.) y en una amplia variedad de materiales. Ejemplos de materiales absorbentes que se producen comúnmente son la pulpa esponjosa celulósica, capas de tejido, polímeros altamente absorbentes (denominados partículas de polímero superabsorbente (SAP)), materiales de espuma absorbente, materiales no tejidos absorbentes o similares. Es común combinar pulpa esponjosa celulósica con polímeros superabsorbentes en un material absorbente.
“Capa de adquisición y distribución”, “ADL” o “parte de manejo de oleada” se refiere a una subcapa que preferiblemente es una capa de absorción no tejida bajo la lámina superior de un producto absorbente, que acelera el transporte y mejora la distribución de fluidos en todo el núcleo absorbente. La parte de control de oleada es
normalmente menos hidrófila que la parte de retención, y tiene la capacidad de recolectar rápidamente y retener temporalmente las oleadas de líquido, y de transportar el líquido desde su punto de entrada inicial a otras partes de la estructura absorbente, particularmente la parte de retención. Esta configuración puede ayudar a evitar que el líquido se acumule y se recolecte en la parte de la prenda absorbente colocada contra la piel del usuario, reduciendo así la sensación de humedad del usuario. Preferiblemente, la parte de manejo de oleada se coloca entre la lámina superior y la parte de retención.
El término "densidad aparente" como se usa en la presente se refiere al peso de un material por unidad de volumen. La densidad aparente generalmente se expresa en unidades de peso/volumen (por ejemplo, gramos por centímetro cúbico). La densidad aparente de materiales planos, generalmente planos, como, por ejemplo, redes no tejidas fibrosas, puede derivar de mediciones de grosor y peso base de una muestra. El grosor de las muestras se determina utilizando un medidor de grosor Modelo 49-70 disponible de TMI (Testing Machines Incorporated) de Amityville, Nueva York (alternativamente, se puede usar un medidor de grosor portátil J 100/A). El grosor se mide utilizando un pie circular de 6,45 cm (2 pulgadas) de diámetro a una presión aplicada de aproximadamente 1,38 x 103 Pa (aproximadamente 0,2 libras por pulgada cuadrada (psi)). El peso base de la muestra se determina esencialmente según la norma ASTM D-3776-9 con los siguientes cambios: 1) el tamaño de la muestra se corta a 10,16 cm X 10,16 cm (4 pulgadas X 4 pulgadas) cuadrados y 2); se pesan un total de 9 muestras.
El término "volumen específico", como se usa en la presente, se refiere a la densidad aparente inversa del material que se mide en volumen por unidad de peso y puede expresarse en unidades de centímetros cúbicos por gramo. El término "tamaño de poro de flujo medio" como se usa en la presente se refiere a una medida del diámetro de poro promedio determinado por técnicas de desplazamiento de líquido que utilizan un líquido de prueba Coulter Porometer y Coulter POROFIL® disponible de Coulter Electronics Limited, Luton, Inglaterra. El tamaño de poro de flujo medio se determina humedeciendo una muestra de prueba con un líquido que tiene una tensión superficial muy baja (es decir, Coulter POROFIL®). Se aplica presión de aire a un lado de la muestra. Finalmente, a medida que aumenta la presión del aire, se supera la atracción capilar del fluido en los poros más grandes, expulsando el líquido y permitiendo que el aire pase a través de la muestra. Si se aumenta la presión del aire, los agujeros se irán haciendo cada vez más pequeños. Se puede establecer una relación de flujo frente a la presión para la muestra húmeda y compararla con los resultados de la muestra seca. El tamaño de poro de flujo medio se mide en el punto donde la curva que representa el 50 % del flujo de la muestra seca frente a la presión se cruza con la curva que representa el flujo de la muestra húmeda frente a la presión. El diámetro del poro que se abre a esa presión particular (es decir, el tamaño de poro de flujo medio) se puede determinar a partir de la siguiente expresión:
D iá m e tro d e l p o ro (p m ) = (40 T) /p re s ió n
donde t = tensión superficial del fluido expresada en unidades de mN/M; la presión es la presión aplicada expresada en milibares (mbar); y la tensión superficial muy baja del líquido usado para humedecer la muestra permite suponer que el ángulo de contacto del líquido sobre la muestra es aproximadamente cero.
El término “adhesivo”, como se usa en la presente, pretende referirse a cualquier fundido en caliente, adhesivo que lleva agua o solvente adecuado que pueda aplicarse a una superficie de una capa de película en el patrón o red de áreas de adhesivo requeridas para formar el laminado no tejido de la película de la presente divulgación. Por consiguiente, los adhesivos adecuados incluyen adhesivos de fusión en caliente convencionales, adhesivos sensibles a la presión y adhesivos reactivos (es decir, poliuretano).
Como se usa en la presente, el término “unión adhesiva” significa un proceso de unión que forma una unión mediante la aplicación de un adhesivo. Dicha aplicación de adhesivo puede ser por diversos procesos, tales como recubrimiento de ranura, recubrimiento por pulverización y otras aplicaciones tópicas. Además, dicho adhesivo se puede aplicar dentro de un componente del producto y luego se expone a una presión tal que el contacto de un segundo componente del producto con el componente del producto que contiene el adhesivo forma una unión adhesiva entre los dos componentes.
Como se usa en la presente, una “red conformada por aire” se refiere a un material que comprende fibras celulósicas, tales como las de pulpa esponjosa que se han separado, tal como mediante un proceso de molienda, y luego se deposita sobre una superficie porosa sin una cantidad sustancial de fibras aglomerantes presentes. Los materiales “Airfelt” que se utilizan como núcleo absorbente en muchos pañales, por ejemplo, son un ejemplo típico de un material formado por aire.
Como se usa en la presente, una “red Airlaid” es una estructura fibrosa formada principalmente por un proceso que implica la deposición de fibras con aire atrapado sobre una estera, normalmente con fibras aglomerantes presentes, y normalmente seguida de densificación y unión térmica. Además de las estructuras Airlaid unidas térmicamente tradicionales (aquellas formadas con un material aglutinante no pegajoso presente y unidas térmicamente de manera sustancial), el alcance del término “Airlaid” según la presente divulgación también puede incluir coforma, que
se produce mediante la combinación de fibras celulósicas dispersas secas con aire atrapado con fibras poliméricas sintéticas fundidas por soplado, mientras que las fibras poliméricas aún son pegajosas. Además, una red conformada por aire a la que se añade posteriormente material aglutinante puede considerarse dentro del alcance del término “Airlaid” según la presente divulgación. El aglomerante se puede agregar a una red conformada por aire en forma líquida (por ejemplo, una solución acuosa o una masa fundida) por medio de boquillas de pulverización, inyección en la dirección o impregnación, extracción al vacío, impregnación con espuma, etc. Las partículas de aglomerante sólido también pueden agregarse por medios mecánicos o neumáticos.
Como se usa en la presente, un material no tejido "unido por aire" es una estructura no tejida formada principalmente por un proceso que comprende la aplicación de aire caliente a la superficie de la tela no tejida. Durante el proceso de unión por aire, el aire caliente fluye a través de los orificios en un plénum sobre el material no tejido. A diferencia de los hornos calientes, que empujan el aire a través del material, el proceso de aire pasante utiliza presión negativa de succión para jalar el aire a través de una plataforma transportadora abierta que sostiene el material no tejido a medida que pasa por el horno. Pasar aire a través del material permite la transmisión rápida y uniforme del calor para minimizar la distorsión del material no tejido. Los agentes aglutinantes utilizados en el proceso de unión por aire incluyen fibras y polvos aglutinantes cristalinos, que se funden para formar gotitas fundidas en toda la sección transversal de la tela no tejida. A medida que el material se enfría, se produce la unión en estos puntos de las gotitas.
Tal como se usa en el mismo, el término “asociado” abarca configuraciones en las que la lámina superior se une directamente a la lámina posterior al colocar la lámina superior directamente a la lámina posterior, y las configuraciones en donde la lámina superior se une a la lámina posterior al fijar la lámina superior a los miembros intermedios, que a su vez se colocan en la lámina posterior. La lámina superior y la lámina posterior pueden fijarse directamente entre sí mediante medios de unión tales como un adhesivo, uniones sónicas, uniones térmicas o cualquier otro medio de fijación conocido en la técnica. Por ejemplo, se puede usar una capa continua de adhesivo uniforme, una capa de adhesivo estampada, un patrón de adhesivo rociado o una serie de líneas separadas, remolinos o puntos de adhesivo de construcción para fijar la lámina superior a la lámina posterior. Debe apreciarse fácilmente que los medios de unión descritos anteriormente también pueden emplearse para interconectar y ensamblar las otras partes componentes del artículo descrito en la presente.
Los términos “sección trasera” y “sección posterior trasera” se usan en la presente como sinónimos y se refieren al área del artículo absorbente que está en contacto con la parte posterior del usuario cuando el artículo absorbente es portado.
El término “lámina posterior” se refiere a un material que forma la cubierta exterior del artículo absorbente. La lámina posterior evita que los exudados contenidos en la estructura absorbente humedezcan los artículos, tales como sábanas y sobreprendas que entran en contacto con el artículo absorbente desechable. La lámina posterior puede ser una capa unitaria de material o puede ser una capa de material compuesto múltiples componentes ensamblados lado a lado o laminados. La lámina posterior puede ser igual o diferente en diferentes partes del artículo absorbente. Al menos en el área del medio absorbente, la lámina posterior comprende un material impermeable a los líquidos en forma de una película plástica delgada, por ejemplo, una película de polietileno o polipropileno, un material no tejido recubierto con un material impermeable a los líquidos, un material no tejido hidrófobo, que resiste la penetración del líquido, o un laminado de una película de plástico y un material no tejido. El material de la lámina posterior puede ser transpirable para permitir que el vapor se escape del material absorbente, al mismo tiempo que evita que los líquidos pasen a través de él. Ejemplos de materiales de lámina posterior transpirable son películas poliméricas porosas, laminados no tejidos de capas hiladas por adhesión y fundidas por soplado y laminados de películas poliméricas porosas y materiales no tejidos.
Los términos “sección de vientre” y “sección de vientre delantera” se usan en la presente como sinónimos y se refieren al área del artículo absorbente que está en contacto con el vientre del portador cuando se porta el artículo absorbente.
El término “mezcla” significa una mezcla de dos o más polímeros, mientras que el término “aleación” significa una subclase de mezclas en donde los componentes son inmiscibles, pero se han compatibilizado.
Como se usa en la presente, la superficie “orientada hacia la piel”, “orientada hacia el cuerpo” o “al lado del cuerpo” significa la superficie del artículo o componente que se pretende disponer hacia el cuerpo del usuario o colocarse adyacente al mismo durante el uso normal, mientras que la superficie “hacia afuera”, “orientada hacia afuera” o “al lado de la prenda” está en el lado opuesto, y se pretende disponer para estar alejada del cuerpo del portador durante el uso normal. Dicha superficie exterior puede estar dispuesta para estar orientada hacia o colocada adyacente a la ropa interior del usuario cuando el artículo absorbente es portado.
“Unido” se refiere a la unión, adhesión, conexión, anexión o similar de al menos dos elementos. Se considerará que dos elementos están unidos entre sí cuando se unen directamente entre sí o indirectamente entre sí, como cuando cada uno está unido directamente a elementos intermedios.
El término “transpirable” se refiere a las películas que tienen una tasa de transmisión de vapor de agua (WVTR) de al menos 300 gramos/m2 - 24 horas.
La “red cardada” se refiere a las redes que están hechas de fibras cortadas que se envían a través de una unidad de peinado o cardado, que abre y alinea las fibras cortadas en la dirección de la máquina para formar una red no tejida fibrosa generalmente orientada a la máquina. La red se une luego por uno o más de varios métodos de unión conocidos. La unión de las redes no tejidas se puede lograr mediante varios métodos; unión de polvo, en donde un adhesivo en polvo o un aglutinante se distribuye a través de la red y luego se activa, generalmente calentando la red y el adhesivo con aire caliente; unión de patrones, en donde se utilizan rollos calandrados calentados o equipos de unión ultrasónica para unir las fibras, generalmente en un patrón de unión localizado, aunque la red se puede unir a través de su superficie completa si así se desea; unión a través del aire, en donde el aire que está suficientemente caliente para ablandar al menos un componente de la red se dirige a través de la red; unión química utilizando, por ejemplo, adhesivos de látex que se depositan en la red mediante, por ejemplo, pulverización; la consolidación por métodos mecánicos, tales como la punción y el hidroentrelazamiento. El material no tejido termoadherido cardado se refiere así a un material no tejido cardado en donde la unión se consigue mediante el uso de calor.
Como se usa en la presente, el término “celulósico” pretende incluir cualquier material que tenga celulosa como constituyente principal, y que comprende específicamente al menos el 50 por ciento en peso de celulosa o un derivado de celulosa. Por lo tanto, el término incluye algodón, pulpas de madera típicas, fibras celulósicas no leñosas, acetato de celulosa, triacetato de celulosa, rayón, pulpa de madera termomecánica, pulpa de madera química, pulpa de madera química desunida, algodoncillo o celulosa bacteriana.
“Chasis” se refiere a un componente fundamental de un artículo absorbente sobre el cual se construye o superpone el resto de la estructura del artículo, por ejemplo, en un pañal, los elementos estructurales que dan al pañal la forma de calzones o pantalones cuando se configuran para portarlos, como una lámina posterior, una lámina superior o una combinación de una lámina superior y una lámina posterior.
“Coforma”, como se usa en la presente, pretende describir una mezcla de fibras fundidas por soplado y fibras de celulosa que se forman por aire formando un material polimérico fundido por soplado mientras simultáneamente sopla fibras de celulosa suspendidas en aire en la corriente de fibras fundidas por soplado. El material de coforma también puede incluir otros materiales, tales como partículas superabsorbentes. Las fibras fundidas por soplado que contienen fibras de madera se recogen en una superficie de conformación, como la que proporciona una correa foraminosa. La superficie de formación puede incluir un material permeable a los gases, tal como material de tela unido por hilado por adhesión, que se ha colocado sobre la superficie de formación.
“Compresión” se refiere al proceso o resultado de presionar aplicando fuerza sobre un objeto, aumentando así la densidad del objeto.
El término “que consiste esencialmente en” no excluye la presencia de materiales adicionales que no afecten significativamente las características deseadas de una composición o producto dado. Los materiales de ejemplo de este tipo incluirían, entre otros, pigmentos, antioxidantes, estabilizantes, tensioactivos, ceras, promotores de flujo, disolventes, partículas y materiales añadidos para mejorar la procesabilidad de la composición.
El pañal puede comprender “aletas de contención” o “puños de barrera”. En general, se considera que las aletas de contención son particularmente bien adecuadas para contener la materia fecal y para prevenir el flujo lateral de desechos líquidos hasta que el artículo absorbente pueda absorber los desechos líquidos. Se conocen muchas construcciones de aletas de contención. Dichas aletas de contención generalmente comprenden un borde proximal, destinado a unirse al artículo absorbente, y un borde distal opuesto que generalmente no está unido al artículo absorbente a lo largo de al menos una parte de su longitud. Generalmente, un miembro elástico está ubicado adyacente al borde distal para ayudar a mantener la aleta de contención en una posición vertical y para mantener una relación de sellado entre el borde distal de la aleta de contención y el cuerpo de un usuario durante el uso. El miembro elástico generalmente se ubica entre dos capas de material de manera que el elástico no entra en contacto con el cuerpo del usuario. Las aletas de contención se pueden fabricar a partir de una amplia variedad de materiales, como polipropileno, poliéster, rayón, nailon, espumas, películas plásticas, películas formadas y espumas elásticas. Se pueden usar varias técnicas de fabricación para fabricar las aletas de contención. Por ejemplo, las aletas de contención pueden ser tejidas, no tejidas, hiladas por adhesión, cardadas, moldeadas, sopladas o similares.
El pañal puede comprender juntas de contención de piernas. Las “juntas de contención” de las piernas ayudan a prevenir la fuga de exudados corporales cuando el usuario ejerce fuerzas de compresión sobre el artículo absorbente. En particular, la rigidez de las juntas de contención de las piernas evita el retorcimiento y el agrupamiento de las aberturas de las piernas del artículo absorbente, lo que puede provocar fugas. Además, la elasticidad y la conformabilidad de las juntas de contención de las piernas aseguran que la superficie del cuerpo de las juntas de contención de las piernas proporcione un sellado adecuado contra el cuerpo del usuario. Las
propiedades físicas de las juntas de contención de las piernas, como el grosor y la rigidez, también funcionan para espaciar el revestimiento del lado del cuerpo, la cubierta exterior y el núcleo absorbente lejos del cuerpo del portador cuando están en uso. Como tal, se crea un volumen vacío entre el cuerpo del usuario y el revestimiento del lado del cuerpo y el núcleo absorbente del artículo absorbente para ayudar a contener los exudados corporales.
Una “pretina continua” puede ser un material fibroso no tejido, elastomérico, similar a una tela, tal como una red laminada unida estirada elastomérica o una red fundida por soplado elastomérica. Mediante la selección adecuada de los materiales, la pretina continua se puede inhibir temporalmente de forma elástica, por ejemplo, mediante compresión. Una vez que se ha inhibido elástica y temporalmente, el material elástico, del que se compone la pretina, puede activarse, tal como mediante tratamiento con calor, para recuperar un estado de elasticidad.
“Adhesivo fundido en caliente convencional” significa una formulación que generalmente comprende varios componentes. Estos componentes incluyen normalmente uno o más polímeros para proporcionar una fuerza cohesiva (por ejemplo, poliolefinas alifáticas tales como copolímeros de poli(etileno-co-propileno); copolímeros de etileno vinil acetato; copolímeros de bloque estireno-butadieno o estireno-isopreno; etc.); una resina o material análogo (a veces llamado agente de pegajosidad) para proporcionar resistencia adhesiva (por ejemplo, hidrocarburos destilados de destilados de petróleo; colofonias y/o ésteres de colofonia; terpenos derivados, por ejemplo, de madera o cítricos, etc.); quizás ceras, plastificantes u otros materiales para modificar la viscosidad (es decir, la fluidez) (los ejemplos de tales materiales incluyen, entre otros, aceite mineral, polibuteno, aceites de parafina, aceites de éster y similares); y/u otros aditivos que incluyen, entre otros, antioxidantes u otros estabilizantes. Una formulación típica de adhesivo fundido en caliente podría contener de aproximadamente 15 a aproximadamente 35 por ciento en peso de polímeros o polímeros de resistencia cohesiva; de aproximadamente 50 a aproximadamente 65 por ciento en peso de resina u otro agente o agentes de pegajosidad; de más de cero a aproximadamente 30 por ciento en peso de plastificante u otro modificador de viscosidad; y opcionalmente menos de aproximadamente 1 por ciento en peso de estabilizador u otro aditivo. Debe entenderse que son posibles otras formulaciones adhesivas que comprenden diferentes porcentajes en peso de estos componentes.
El término “densidad” o “concentración” cuando se refiere al material absorbente, en particular el SAP, de una capa, se refiere a la cantidad de material absorbente dividido por el área superficial de la capa sobre la cual se extiende el material absorbente.
Como se usa en la presente, el término “pañal” se refiere a un artículo absorbente generalmente usado por bebés alrededor del torso inferior.
El término “desechable” se usa en la presente para describir artículos absorbentes que generalmente no están destinados a ser lavados o restaurados o reutilizados de otra manera como un artículo absorbente (es decir, están destinados a ser desechados después de un solo uso y, preferiblemente, para ser reciclados, compostados o desechados de una manera compatible con el medio ambiente).
Como se usa en la presente, el término “resistencia elástica” describe una fuerza elástica que tiende a resistir una fuerza de tracción aplicada que hace que un material provisto con el mismo tiende a contraerse en una configuración sin tensión en respuesta a una fuerza de estiramiento.
Como se usa en la presente, los términos “elástico”, “elastomérico”, “elasticidad” o sus derivaciones se usan para describir la capacidad de diversos materiales y objetos que comprenden tales deformaciones reversibles bajo tensión, por ejemplo, se estiran o extienden, en al menos una dirección cuando se aplica una fuerza al material y para que recupere sustancialmente sus dimensiones originales al momento de relajarse, es decir, cuando se libera la fuerza, sin ruptura o rotura. Preferiblemente, se refiere a un material o material compuesto que se puede alargar en al menos una dirección en al menos el 50 % de su longitud relajada, es decir, alargado hasta al menos el 150 % de su longitud relajada, y que se recuperará con la liberación de la tensión aplicada al menos el 40 % de su alargamiento. Por consiguiente, al liberar la tensión aplicada a un alargamiento del 50 %, el material o el material compuesto se contrae a una longitud relajada que no supere el 130 % de su longitud original. Los ejemplos de materiales elastómeros adecuados incluyen copolímeros de bloques de poliéter-poliamida, poliuretanos, copolímeros de bloques A-B-A y A-B lineales sintéticos, mezclas de caucho clorado/EVA (etileno-acetato de vinilo), cauchos de EPDM (monómero de etileno-propileno), cauchos de EPM (monómero de etileno-propileno), mezclas de EPDM/EPM/EVA, y similares.
El término “elastizado” se refiere a un material, capa o sustrato que es naturalmente no elástico, pero que se ha vuelto elástico, por ejemplo, uniendo adecuadamente un material, capa o sustrato elástico al mismo.
“Alargamiento” significa la relación de la extensión de un material a la longitud del material antes de la extensión (expresada en porcentaje), como se representa mediante lo siguiente: “Extensión” significa el cambio en la longitud de un material debido al estiramiento (expresado en unidades de longitud).
Como se usa en la presente, el término “extensible” significa alargable en al menos una dirección, pero no necesariamente recuperable.
El término “telas” se utiliza para referirse a todas las redes fibrosas tejidas, de punto y no tejidas.
Los “medios de sujeción”, tales como los sujetadores de lengüetas de cinta, se aplican normalmente a la región de pretina posterior del pañal para proporcionar un mecanismo para sujetar el pañal sobre el portador. Pueden emplearse medios de sujeción, tales como sujetadores de lengüetas de cinta, broches, pasadores, correas, ganchos, hebillas, sujetadores de gancho/seta y bucle (por ejemplo, sujetadores de tipo VELCRO®) y similares, y se aplican normalmente en los extremos laterales de la región de pretina posterior del pañal para proporcionar un mecanismo para sujetar el pañal alrededor de la cintura del usuario de una manera convencional. Los sujetadores de lengüeta de cinta pueden ser cualquiera de los conocidos en la técnica, y se aplican normalmente a las esquinas del pañal. Por ejemplo, los sujetadores adhesivos, sujetadores mecánicos, sujetadores de gancho y bucle, broches, pasadores o hebillas, se pueden usar solos o en combinación. Por ejemplo, los sujetadores pueden ser sujetadores adhesivos, que están construidos para adherirse de manera liberable a un parche de zona de aterrizaje unido a la sección de la pretina delantera del pañal para proporcionar un sistema de cierre de adhesivo que se puede volver a sujetar.
El término “terminado” o “final”, cuando se usa con referencia a un producto, significa que el producto se ha fabricado adecuadamente para su objetivo previsto.
El término “flexible” se refiere a materiales que cumplen con los requisitos y que se ajustarán fácilmente a la forma general y los contornos del cuerpo del usuario.
Tal como se usa en la presente, el término “prenda de vestir” significa cualquier tipo de ropa que se pueda usar. Esto incluye pañales, pantalones de entrenamiento, productos para la incontinencia, batas quirúrgicas, ropa de trabajo industrial y sobretodos, ropa interior, pantalones, camisas, chaquetas y similares.
Muchas de las partículas de polímero superabsorbente conocidas presentan bloqueo de gel. El “bloqueo de gel” se produce cuando las partículas de polímero superabsorbente se humedecen y las partículas se hinchan para inhibir la transmisión del fluido a otras regiones de la estructura absorbente. La humectación de estas otras regiones del miembro absorbente tiene lugar por medio de un proceso de difusión muy lento. En términos prácticos, esto significa que la adquisición de fluidos por la estructura absorbente es mucho más lenta que la velocidad a la que se descargan los fluidos, especialmente en situaciones de chorro. La fuga del artículo absorbente puede tener lugar mucho antes de que las partículas de SAP en el miembro absorbente estén incluso cerca de estar completamente saturadas o antes de que el fluido pueda difundirse o pasar por las partículas “bloqueadoras” al resto del miembro absorbente. El bloqueo del gel puede ser un problema particularmente grave si las partículas de polímero superabsorbente no tienen una resistencia adecuada del gel y se deforman o diseminan bajo estrés una vez que las partículas se hinchan con el líquido absorbido.
El término “gráfico” incluye, entre otros, cualquier tipo de diseño, imagen, marca, figura, códigos, palabras, patrones o similares. Para un producto como un pantalón de entrenamiento, los gráficos generalmente incluirán objetos asociados con niños pequeños y niñas pequeñas, como camiones de varios colores, aviones, pelotas, muñecas, arcos o similares.
“Proceso de hidroentrelazamiento” se refiere a la fabricación de telas no tejidas. El proceso implica dirigir una serie de chorros de agua hacia una red fibrosa que se apoya en una cinta porosa en movimiento. Los chorros de agua pasan hacia abajo a través de la masa de fibras y al hacer contacto con la superficie de la cinta, los chorros rebotan y se rompen: la energía liberada causa el entrelazamiento de la masa de las fibras.
El término “material de alta absorbencia” se refiere a materiales que son capaces de absorber al menos 10 veces su propio peso en líquido. El material de alta absorbencia puede comprender materiales gelificantes absorbentes, tales como polímeros superabsorbentes. Los polímeros superabsorbentes son materiales orgánicos o inorgánicos insolubles en agua, hinchables en agua, capaces de absorber al menos aproximadamente 20 veces su propio peso de una solución acuosa que contiene 0,9 por ciento en peso de cloruro de sodio. Los materiales gelificantes absorbentes pueden ser polímeros y materiales naturales, sintéticos y modificados. Además, los materiales gelificantes absorbentes pueden ser materiales inorgánicos, tales como geles de sílice, o compuestos orgánicos tales como polímeros reticulados. El término “reticulado” se refiere a cualquier medio para hacer que los materiales normalmente solubles en agua sean efectivamente insolubles en agua, pero hinchables. Tales medios pueden incluir, por ejemplo, entrelazamientos físicos, dominios cristalinos, enlaces covalentes, complejos y asociaciones iónicas, asociaciones hidrofílicas, tales como enlaces de hidrógeno, y asociaciones hidrófobas o fuerzas de Van der Waals. Los ejemplos de polímeros de material gelificante absorbente sintético incluyen las sales de metales alcalinos y de amonio de poli(ácido acrílico) y poli(ácido metacrílico), poli(acrilamidas), poli(vinil éteres), copolímeros de anhídrido maleico con vinil éteres y alfaolefinas, poli(vinilpirrolidona), poli(vinilmorfolinona), poli(alcohol vinílico), y mezclas y copolímeros de los mismos. Otros polímeros adecuados para uso en la estructura absorbente incluyen
polímeros naturales y modificados naturales, tales como almidón injertado con acrilonitrilo hidrolizado, almidón injertado con ácido acrílico, metilcelulosa, carboximetilcelulosa, hidroxipropilcelulosa y las gomas naturales, tales como alginatos, goma de xantano, goma garrofín y similares. También se pueden usar mezclas de polímeros absorbentes naturales y total o parcialmente sintéticos. Los materiales gelificantes absorbentes sintéticos son normalmente xerogeles que forman hidrogeles cuando se humedecen. Sin embargo, el término “hidrogel” se ha usado comúnmente para referirse tanto a las formas húmedas como a las no humedecidas del material. El material de alta absorbencia puede estar en cualquiera de una amplia variedad de formas geométricas. Como regla general, se prefiere que el material de alta absorbencia esté en forma de partículas discretas. Sin embargo, el material de alta absorbencia también puede estar en forma de fibras, escamas, varillas, esferas, agujas, espirales o semiespirales, cúbicas, similares a varillas, poliédricas o similares. También se pueden usar conglomerados de partículas de material de alta absorbencia. El material de alta absorbencia puede estar presente en el núcleo absorbente en una cantidad de aproximadamente 5 a aproximadamente 100 por ciento en peso y deseablemente de aproximadamente 30 a aproximadamente 100 por ciento en peso basado en el peso total del núcleo absorbente. La distribución del material de alta absorbencia dentro de las diferentes partes del núcleo absorbente puede variar dependiendo del uso final previsto del núcleo absorbente. El material de alta absorbencia puede disponerse en una capa generalmente discreta dentro de la matriz de fibras hidrófilas. Alternativamente, el núcleo absorbente puede comprender un laminado de bandas fibrosas y material de alta absorbencia u otros medios adecuados para mantener un material de alta absorbencia en un área localizada.
Un “sujetador de gancho y bucle” se refiere a medios de sujeción complementarios que tienen una parte de “gancho” y una parte de “bucle” y que son reajustables. El término “gancho”, como se usa en el presente documento, se refiere a cualquier elemento capaz de enganchar a otro elemento, la llamada parte “bucle”. El término “gancho” no se limita a solo “ganchos” en su sentido normal, sino que abarca cualquier forma de elementos de acople, ya sea unidireccional o bidireccional. El término “bucle” tampoco está limitado a “bucles” en su sentido normal, sino que también abarca cualquier estructura capaz de acoplarse con un sujetador de “gancho”. Ejemplos de materiales de “bucle” son estructuras fibrosas, como materiales no tejidos.
El término “hidrófilo” describe las fibras o las superficies de las fibras que son humedecidas por los líquidos acuosos en contacto con las fibras. El grado de humectación de los materiales puede, a su vez, describirse en términos de los ángulos de contacto y las tensiones superficiales de los líquidos y materiales involucrados. El término “humectable” se refiere a una fibra que presenta un líquido, como agua, orina sintética o una solución salina acuosa al 0,9 por ciento en peso, en un ángulo de contacto con el aire de menos de 90°, mientras que “hidrófobo” o “no humectable” describe fibras que tienen ángulos de contacto iguales o superiores a 90°.
Como se usa en la presente, el término “impermeable” generalmente se refiere a artículos y/o elementos que no son penetrados sustancialmente por el fluido acuoso a través de todo su grosor bajo una presión de 1,0 kPa o menos. Preferiblemente, el artículo o elemento impermeable no es penetrado por un fluido acuoso bajo presiones 3,4 kPa o menos. Más preferiblemente, el artículo o elemento impermeable no es penetrado por el fluido a presiones de 6,8 kPa o menos. Un artículo o elemento que no sea impermeable es permeable.
“ Integral” se usa para referirse a varias partes de un solo elemento unitario en lugar de estructuras separadas unidas o colocadas una cerca de la otra.
“Unión”, “que une”, “unido”, o variaciones de las mismas, cuando se usan para describir la relación entre dos o más elementos, significa que los elementos pueden conectarse entre sí de cualquier manera adecuada, tal como mediante termosellado, unión ultrasónica, unión térmica, mediante adhesivos, costuras o similares. Además, los elementos pueden unirse directamente, o pueden tener uno o más elementos interpuestos entre ellos, todos los cuales están conectados entre sí.
El término “estado plano” pretende referirse al artículo cuando se aplana en un plano o se aplana sustancialmente en un plano y se usa en contraste cuando el artículo está colocado de otra manera, como cuando el artículo está doblado o conformado para uso por parte de un usuario.
“Laminado” se refiere a elementos que están unidos entre sí en una disposición en capas.
El uso del término “capa” puede referirse, entre otros, a cualquier tipo de sustrato, tal como una red tejida, red no tejida, películas, laminados, materiales compuestos, materiales elastoméricos, o similares. Una capa puede ser líquida y permeable al aire, permeable al aire, pero impermeable a los líquidos, impermeable tanto al aire como al líquido, o similares. Cuando se usa en singular, puede tener el doble significado de un elemento único o una pluralidad de elementos.
La parte de entrepierna del artículo absorbente comprende preferiblemente partes laterales longitudinales opuestas que comprenden un par de “puños de pierna” que se extienden longitudinalmente, elastificados. Los puños de las piernas generalmente se adaptan para ajustarse a las piernas de un usuario cuando están en uso y sirven como una barrera mecánica para el flujo lateral de los exudados corporales. Los puños de las piernas son elásticos por los
elásticos de las piernas. El pañal puede comprender además un elástico de cintura delantera y un elástico de cintura posterior.
Los materiales adecuados para su uso en la formación de elásticos de las piernas son conocidos por los expertos en la técnica. Ejemplos de tales materiales son las hebras o cintas de un material polimérico, elastomérico, que se adhieren al pañal en el puño de la pierna mientras está en una posición estirada, o que se unen al pañal mientras el pañal está plegado, de manera que se imparten fuerzas constrictivas elásticas puño de la pierna. Los ejemplos de materiales elastómeros adecuados que puede usarse incluyen copolímeros de bloques de poliéter-poliamida, poliuretanos, copolímeros de bloques A-B-A y A-B lineales sintéticos, mezclas de caucho clorado/EVA (etilenoacetato de vinilo), cauchos de EPDM (monómero de etileno-propileno), cauchos de EPM (monómero de etilenopropileno), mezclas de EPDM/EPM/EVA, y similares.
“Líquido” significa una sustancia y/o material no gaseoso que fluye y puede asumir la forma interior de un recipiente en el que se vierte o coloca.
“Longitudinal” es una dirección que corre paralela a la dimensión lineal máxima del artículo.
El término “fibras fundidas por soplado” significa fibras formadas por extrusión de un material termoplástico fundido a través de una pluralidad de capilares de matriz fina, generalmente circular, como hilos fundidos o filamentos en una corriente de gas de alta velocidad (por ejemplo, aire) que atenúa los filamentos de material termoplástico fundido para reducir su diámetro, que puede ser de diámetro de microfibra. En general, las fibras fundidas por soplado tienen un diámetro promedio de fibra de hasta aproximadamente 10 micrones. Una vez formadas las fibras, las corrientes de gas de alta velocidad transportan las fibras fundidas por soplado y se depositan sobre una superficie de recolección para formar una red de fibras fundidas por soplado distribuidas al azar.
El término “no elástico” se refiere a cualquier material que no se encuentre dentro de la definición de “elástico” anterior.
El término “tela o red no tejida” significa un material laminar que tiene una estructura de fibras o hilos individuales que se entrelazan, pero no de manera regular, como ocurre con los procesos de tejido de punto o tejido. Las telas no tejidas o redes se han formado a partir de muchos procesos, tales como, por ejemplo, procesos de fundido por soplado e hilado por adhesión y procesos de red cardada unida.
“Cuerpo de pantalón” se refiere a una prenda que tiene una abertura para la cintura y un par de aberturas para las piernas, similares a pantalones cortos, ropa de baño o similares. La prenda descrita puede o no tener una costura lateral rasgable manualmente.
Por los términos “partícula”, “partículas”, “particulado”, “particulados” y similares, se entiende que el material está generalmente en forma de unidades discretas. Las unidades pueden comprender gránulos, polvos, esferas, materiales pulverizados o similares, así como combinaciones de los mismos. Las partículas pueden tener cualquier forma deseada, como, por ejemplo, cúbica, similar a una barra, poliédrica, esférica o semiesférica, redondeada o semiredondeada, angular, irregular, etc. Las formas que tienen una gran dimensión mayor/relación de dimensión más pequeña, como agujas, escamas y fibras, también se contemplan para su inclusión en la presente. Los términos “partícula” o “particulado” también pueden incluir una aglomeración que comprende más de una partícula individual, partículas o similares. Además, una partícula, particulado o cualquier aglomeración deseada de los mismos puede estar compuesta por más de un tipo de material.
El término “polímero” generalmente incluye, entre otros, homopolímeros, copolímeros, tales como, por ejemplo, copolímeros, terpolímeros de bloque, injerto, aleatorios y alternantes, etc. y mezclas y modificaciones de los mismos. Además, a menos que esté específicamente limitado, el término “polímero” incluirá todas las posibles configuraciones geométricas del material. Estas configuraciones incluyen, entre otras, simetrías isotácticas, sindiotácticas y aleatorias.
Por el término “preenvasado” como se usa en la presente, se entiende que uno o más artículos absorbentes se empaquetan en una sola unidad antes de ser apilados.
“Esponja de pulpa” o “pulpa esponjosa” se refiere a un material formado por fibras de celulosa. Las fibras pueden ser naturales o sintéticas, o una combinación de ellas. El material es normalmente ligero y tiene propiedades absorbentes.
“Reasegurable” se refiere a la propiedad de dos elementos que son capaces de unión separable, separación y reunificación liberable posteriormente, sin una deformación o ruptura permanente sustancial.
La “parte de retención” o “capa de absorción de líquido” es parte del medio absorbente. Esta parte puede comprender una matriz de fibras hidrófilas, como una red de esponja celulósica, mezclada con partículas de material
de alta absorbencia. En disposiciones particulares, la parte de retención puede comprender una mezcla de partículas formadoras de hidrogel superabsorbente y fibras fundidas por soplado de polímero sintético, o una mezcla de partículas superabsorbentes con un material de coforma fibrosa que comprende una mezcla de fibras naturales y/o fibras de polímero sintético. Las partículas superabsorbentes pueden mezclarse sustancialmente de manera homogénea con las fibras hidrófilas, o pueden mezclarse de manera no uniforme. Por ejemplo, las concentraciones de partículas superabsorbentes pueden disponerse en un gradiente no escalonado a través de una parte sustancial del grosor de la estructura absorbente, con concentraciones más bajas hacia el lado del cuerpo de la estructura absorbente y concentraciones relativamente más altas hacia el exterior de la estructura absorbente. Las partículas superabsorbentes también pueden estar dispuestas en una capa generalmente discreta dentro de la matriz de fibras hidrófilas. Además, dos o más tipos diferentes de superabsorbentes pueden colocarse selectivamente en diferentes lugares dentro o a lo largo de la matriz de fibra.
Tal como se usa en la presente, el término “lámina” o “material laminar” se refiere a materiales tejidos, redes no tejidas, películas poliméricas, materiales similares a la entelado polimérico y láminas de espuma polimérica.
El artículo absorbente también puede contener paneles laterales. Los “paneles laterales” pueden tener cualquier forma tal como, entre otras, forma cuadrada, rectangular, triangular, circular y trapezoidal. Se pueden unir a las partes laterales opuestas respectivas de la sección posterior, mediante un método conocido, como el sellado térmico o la unión adhesiva. Los paneles laterales también pueden formarse integralmente con la sección posterior proyectando y uniendo la lámina superior respectiva y/o la lámina posterior y/o el medio absorbente hacia el exterior en orejetas que tienen la forma de los paneles laterales. Preferiblemente, los paneles laterales se forman laminando una capa de tela no tejida, una capa de película termoplástica y una capa de material elástico. La capa de material elástico podría estar intercalada entre la capa de tela no tejida y la película termoplástica mediante capas adhesivas. La capa de tela no tejida puede estar hecha de fibras naturales, fibras sintéticas o una mezcla de fibras naturales y fibras sintéticas. La capa de película termoplástica podría estar hecha de polietileno o polipropileno.
El término “fibras hiladas por adhesión (o capa(s) o telas no tejidas)” se refiere a las fibras formadas por extrusión de polímeros termoplásticos fundidos como filamentos o fibras de una pluralidad de capilares relativamente finos, generalmente circulares de una hilera, y luego se extraen rápidamente los filamentos extruidos mediante un mecanismo de extracción extractivo u otro bien conocido para impartir orientación molecular y resistencia física a los filamentos. El diámetro promedio de las fibras de hiladas por adhesión suele oscilar de 15-60 pm o más. La hilera puede ser una hilera grande que tenga varios miles de orificios por metro de ancho, o puede ser una hilera de hileras más pequeñas, por ejemplo, que contenga tan solo 40 orificios.
El término tela no tejida “hilado por adhesión fundido por soplado hilado por adhesión” (SMS) como se usa en la presente se refiere a una lámina compuesta de múltiples capas que comprende una red de fibras fundidas por soplado intercaladas entre y unidas a dos capas de hilado por adhesión. Una tela no tejida de SMS puede formarse en línea depositando secuencialmente una primera capa de fibras hiladas por adhesión, una capa de fibras fundidas por soplado y una segunda capa de fibras hiladas por adhesión sobre una superficie de recogida porosa móvil. Las capas ensambladas se pueden unir pasándolas a través de una línea de contacto formada entre dos rodillos que pueden calentarse o no calentarse y ser lisos o estampados. Alternativamente, las capas individuales hiladas por adhesión y fundidas por soplado pueden preformarse y, opcionalmente, unirse y recolectarse individualmente, al enrollar las telas en rodillo enrollado. Las capas individuales se pueden ensamblar mediante capas en un momento posterior y se pueden unir para formar una red no tejida SMS. Se pueden incorporar capas de hilado por adhesión y/o fundido por soplado adicionales en la tela de SMS, por ejemplo, hilado por adhesión-fundido por solado-hilado por adhesión ( S m M s ) , etc.
“Fibras cortadas” se refiere a las fibras disponibles comercialmente que tienen diámetros que varían desde menos de aproximadamente 0,001 mm hasta más de aproximadamente 0,2 mm; vienen en varias formas diferentes, tales como fibras cortas que varían de aproximadamente 10 a 50 mm de longitud y fibras largas con una longitud superior a 50 mm, preferiblemente hasta 100 mm.
Por “estiramiento”, se entiende que el material tiene la capacidad de extenderse más allá de su tamaño original en al menos una dimensión cuando se lo somete a una fuerza de tracción (es decir, tensión) aplicada en la dirección de esa dimensión, sin romper el material. Una extensión de, por ejemplo, 50% significa que el material con una longitud inicial de 100 mm ha alcanzado una longitud de 150 mm. El estiramiento puede ser unidireccional, bidireccional o multidireccional. Las propiedades específicas de estiramiento de un material pueden variar a lo largo de cualquiera de los vectores de estiramiento. El término puede incluir materiales elásticos, así como materiales no tejidos que pueden ser inherentemente extensibles, pero no necesariamente de una manera elástica. Se puede hacer que dichos materiales no tejidos se comporten de manera elástica uniéndolos a películas elásticas.
Por “canales” se entiende que la estructura a la que se hace referencia (por ejemplo, el núcleo absorbente) comprende regiones rebajadas que forman conductos o pasajes visibles que se extienden normalmente a lo largo del eje longitudinal del núcleo y que tienen una profundidad en una dirección perpendicular a dicho eje longitudinal. Por “visible” se entiende en la presente claramente visible a simple vista y normalmente que los canales tienen un
ancho generalmente mayor que 1 mm, preferiblemente de 5 mm a 50 mm, más preferiblemente de 8 mm a 40 mm, más preferiblemente de 10 mm a 30 mm, incluso más preferiblemente de más de 10 mm a menos de 25 mm.
Por “interconectado”, se entiende que la estructura a la que se hace referencia (por ejemplo, los canales) desde un trayecto sustancialmente continuo, tal como desde un primer extremo de un canal hasta un segundo extremo del mismo canal.
Por “sustancialmente”, se entiende al menos la mayoría de la estructura mencionada. Por ejemplo, con referencia a los canales interconectados, “sustancialmente interconectado” significa que la mayoría del canal está interconectado y, en general, se puede rastrear un trayecto directo y continuo comenzando desde un extremo del canal hacia otro extremo del canal, dichos extremos (también referidas en la presente como posiciones terminales) son distales entre sí en una dirección a lo ancho del núcleo y proximales a una parte del perímetro del núcleo, preferiblemente sus lados.
Por “directamente sobre”, se entiende que la característica a la que se hace referencia se coloca sobre la estructura a la que se hace referencia, de modo que los dos están en contacto directo entre sí, al menos a lo largo de una parte sustancial de dicha estructura.
Por “indirectamente sobre”, se entiende que la característica a la que se hace referencia se coloca sobre la estructura a la que se hace referencia, pero de tal manera que los dos no están en contacto directo entre, sí al menos en una parte sustancial de dicha estructura. Por ejemplo, una red no tejida aplicada indirectamente sobre un material absorbente tridimensional comprende una capa adicional de material entre dicha red no tejida y dicho material absorbente tridimensional.
El uso del término “sustrato” incluye, entre otros, redes tejidas o no tejidas, películas porosas, películas permeables a la tinta, papel, estructuras compuestas o similares.
Los materiales superabsorbentes adecuados para su uso en la presente divulgación son conocidos por los expertos en la técnica, y pueden estar en cualquier forma operativa, tal como forma de partículas, fibras y mezclas de los mismos. En general, el “material superabsorbente” puede ser un material absorbente polimérico hinchable en agua, generalmente insoluble en agua, formador de hidrogel, que es capaz de absorber al menos aproximadamente 15, adecuadamente aproximadamente 30, y posiblemente aproximadamente 60 veces o más de su peso en solución salina fisiológica (por ejemplo, solución salina con 0,9 % en peso de NaCl). El material superabsorbente puede ser biodegradable o bipolar. El material absorbente polimérico formador de hidrogel puede formarse a partir de material polimérico formador de hidrogel orgánico, que puede incluir material natural tal como agar, pectina y goma guar; materiales naturales modificados, tales como carboximetilcelulosa, carboxietilcelulosa e hidroxipropilcelulosa; y polímeros sintéticos formadores de hidrogel. Los polímeros sintéticos formadores de hidrogel incluyen, por ejemplo, sales de metales alcalinos de ácido poliacrílico, poliacrilamidas, alcohol polivinílico, copolímeros de etileno anhídrido maleico, polivinil éteres, polivinil morfolinona, polímeros y copolímeros de ácido vinil sulfónico, poliacrilatos, poliacrilamidas, polivinilpiridina, similares. Otros polímeros formadores de hidrogel adecuados incluyen almidón injertado con acrilonitrilo hidrolizado, almidón injertado con ácido acrílico y copolímeros de isobutileno anhídrido maleico y mezclas de los mismos. Los polímeros formadores de hidrogel pueden estar ligeramente reticulados para hacer que el material sea sustancialmente insoluble en agua. La reticulación puede ser, por ejemplo, por irradiación o covalente, iónica, Van der Waals, o enlaces de hidrógeno. El material superabsorbente puede incluirse adecuadamente en una parte de almacenamiento o retención designada del sistema absorbente, y puede emplearse opcionalmente en otros componentes o partes del artículo absorbente. El material superabsorbente puede incluirse en la capa absorbente u otra capa de almacenamiento de fluido del artículo absorbente de la presente divulgación en una cantidad de hasta aproximadamente 60 % en peso. Normalmente, el material superabsorbente, cuando esté presente, se incluirá en una cantidad de aproximadamente 5 % a aproximadamente 40 % en peso, basado en el peso total de la capa absorbente.
Las “partículas de polímero superabsorbente” o “SAP” se refieren a materiales orgánicos o inorgánicos hinchables en agua e insolubles en agua capaces, en las condiciones más favorables, de absorber al menos aproximadamente 10 veces su peso, o al menos aproximadamente 15 veces su peso, o al menos aproximadamente 25 veces su peso en una solución acuosa que contiene un 0,9 por ciento en peso de cloruro de sodio. En artículos absorbentes, tales como pañales, pañales de incontinencia, etc., el tamaño de partícula varía normalmente entre 100 y 800 pm, preferiblemente entre 300 y 600 pm, más preferiblemente entre 400 y 500 pm.
El término “zona objetivo” se refiere a un área de un núcleo absorbente en el que es particularmente deseable que la mayoría de los accesos con fluido, como la orina, la menstruación o el movimiento intestinal, se pongan en contacto inicialmente. En particular, para un núcleo absorbente con uno o más puntos de acceso con fluido en uso, la zona objetivo del acceso se refiere al área del núcleo absorbente que se extiende a una distancia igual al 15 % de la longitud total del compuesto desde cada punto del acceso en ambas direcciones.
“Tensión” incluye una fuerza uniaxial que tiende a causar la extensión de un cuerpo o la fuerza de equilibrio dentro de ese cuerpo que resiste la extensión.
Como se usa en la presente, el término “termoplástico” pretende describir un material que se ablanda cuando se expone al calor y que regresa sustancialmente a su condición original cuando se enfría a temperatura ambiente. El término “lámina superior” se refiere a una lámina de material permeable a los líquidos que forma la cubierta interior del artículo absorbente y que, en uso, se coloca en contacto directo con la piel del usuario. La lámina superior se emplea normalmente para ayudar a aislar la piel del usuario de los líquidos que se encuentran en la estructura absorbente. La lámina superior puede comprender un material no tejido, por ejemplo hilado por adhesión, fundido por soplado, cardado, hidroentrelazado, depositado en húmedo, etc. Los materiales no tejidos adecuados pueden estar compuestos de fibras artificiales, como poliéster, polietileno, polipropileno, viscosa, rayón, etc. o fibras naturales, como pulpa de madera o fibras de algodón, o de una mezcla de fibras naturales y artificiales. El material de lámina superior puede estar compuesto además de dos fibras, que pueden unirse entre sí en un patrón de unión. Otros ejemplos de materiales de lámina superior son espumas porosas, películas de plástico perforadas, laminados de materiales no tejidos y películas de plástico perforadas, etc. Los materiales adecuados como materiales de lámina superior deben ser suaves y no irritantes para la piel y deben ser fácilmente penetrados por el fluido corporal, por ejemplo, orina o fluido menstrual. La lámina de cubierta interna puede ser, además, diferente en diferentes partes del artículo absorbente. Las telas de lámina superior pueden estar compuestas de un material sustancialmente hidrófobo, y el material hidrófobo puede tratarse opcionalmente con un agente tensioactivo o procesarse de otro modo para impartir un nivel deseado de humectabilidad e hidrofilicidad.
Los “pantalones de entrenamiento” están disponibles para que los niños los usen en la etapa de entrenamiento, y son populares entre las madres y los cuidadores. Un pantalón de entrenamiento comprende normalmente una lámina superior, una lámina posterior, un medio absorbente entre la lámina superior y la lámina posterior, y costuras laterales que unen partes de los bordes laterales del pantalón para formar aberturas para la cintura y las piernas. Como se usa en la presente, el término “transversal” o “lateral” se refiere a una línea, eje o dirección que se encuentra dentro del plano del artículo absorbente y generalmente es perpendicular a la dirección longitudinal. La “soldadura ultrasónica” se refiere a una tecnología que une dos materiales fundiéndolos con el calor generado por la oscilación ultrasónica y luego laminándolos entre sí, de modo que los materiales fundidos fluyan y llenen el espacio entre las dos partes no afectadas de los dos materiales, respectivamente. Tras el enfriamiento y la conformación, los dos materiales se unen entre sí.
"Estado seco" se refiere a la condición en la que un artículo absorbente aún no ha sido saturado con exudados y/o líquido.
"Estado húmedo" se refiere a la condición en la que un artículo absorbente se ha saturado con exudados y/o líquido. Normalmente, en donde el artículo absorbente contiene al menos 30 ml, preferiblemente al menos 40 ml, incluso más preferiblemente al menos 50 ml, con máxima preferencia 60 ml a 800 ml de exudado y/o líquido.
Como se usa en la presente, el término “hinchable con agua, insoluble en agua” se refiere a un material que, cuando se expone a un exceso de agua, se hincha a su volumen de equilibrio, pero no se disuelve en la solución. Como tal, un material insoluble en agua e hinchable en agua generalmente conserva su identidad o estructura física original, pero en un estado altamente expandido, durante la absorción del agua y, por lo tanto, debe tener suficiente integridad física para resistir el flujo y la fusión con partículas vecinas.
Por el término “material de envoltura”, como se usa en la presente, se entiende un material flexible, preferiblemente un material laminar cuyo grosor es más pequeño, más preferiblemente mucho más pequeño que su ancho o longitud, tal como una lámina, una película o una hoja. En una realización particularmente preferida, dicho material de envoltura puede enrollarse.
Por el término "concentración" de (por ejemplo, polímero superabsorbente), tal como se usa en la presente, se entiende la cantidad del material referido dividida por el área de la superficie de la capa referida (normalmente dicha área está en el plano de la longitud y el ancho del núcleo) sobre o dentro de la cual está contenido el material referido. Esto puede determinarse mediante métodos estándar de pesaje y medición dimensional conocidos en la técnica y puede expresarse en g/mm2' Por el término "sustancialmente en forma de U", como se usa en la presente, se entiende cualquier forma que se aproxime visualmente a la forma de una "U", tal como una "forma de V", un semicírculo y similares.
Por el término "fibras celulósicas distintas", como se usa en la presente, se entiende fibras celulósicas que no son parte de un sustrato (por ejemplo, una capa no tejida) y que son bastante distintas y/o están separadas físicamente de las mismas, y normalmente se encuentran en forma de fibras celulósicas que se encierran aunque se mantienen
separadas de dicho sustrato. Para mayor claridad, las fibras celulósicas presentes dentro de un sustrato (por ejemplo, una capa no tejida) no están incluidas en su significado.
Por el término "sigue sustancialmente la forma del canal o de los canales" como se usa en la presente, significa que la característica a la que se hace referencia tiene una forma superpuesta que es visualmente igual a la del canal o los canales.
"Fibras poliméricas superabsorbentes", como se usa en la presente, significan fibras fabricadas a partir de polímeros superabsorbentes (a diferencia de las partículas fabricadas a partir de los mismos). Los ejemplos de fibras adecuadas para su uso en la presente se seleccionan entre las del Ejemplo 1, Ejemplo 2, Ejemplo 3 y/o Ejemplo 4 (página 5, líneas 1-46) del documento EP3190216A1.
Dichas fibras se usan normalmente para formar redes no tejidas o sustratos según la misma solicitud a la que se hace referencia.
Ahora se describirán realizaciones de los artículos y procesos según la divulgación. Se entiende que las características técnicas descritas en una o más realizaciones pueden combinarse con una o más realizaciones sin apartarse de la intención de la divulgación y sin generalizarla.
NÚCLEO ABSORBENTE
Los núcleos absorbentes 101, 501, 601 según la presente divulgación pueden comprender: una parte delantera 122; una parte trasera 124; una parte media 126 colocada entre la parte delantera 122 y la parte trasera 124; y un eje longitudinal que se extiende a lo largo de una longitud de dicho núcleo 101, 501, 601 y que cruza dichas partes delantera, media y trasera 122, 126, 124, teniendo el núcleo absorbente 101, 501, 601 un ancho que se extiende perpendicular a dicha longitud y un perímetro que comprende al menos dos extremos opuestos 102, 103 y al menos dos lados opuestos 104, 105 colocados entre dichos extremos 102, 103, siendo dicho núcleo 101, 501, 601 un núcleo multicapa que comprende al menos dos capas de núcleo distintas 502, 503, 602, 603, en donde una primera capa de núcleo 502, 602 comprende una primera concentración de polímero superabsorbente 504, 604 y una segunda capa de núcleo 503, 603 comprende una segunda concentración de polímero superabsorbente 504, 604, siendo dichas primera y segunda concentraciones diferentes, en donde al menos dicha primera capa de núcleo 502, 602 comprende uno o más canales 106, siendo dicho(s) canal(es) 106 continuos e interconectados al menos a lo largo de la longitud y ancho de dicho núcleo 101, 501, 601 de tal manera que al menos dos partes de canal 107, 108 que se extienden a lo largo de dicha longitud están en comunicación fluida a través de una parte del canal de conexión 109 colocada próxima a dicha parte trasera 124. Una ventaja de esta disposición es que se logra una distribución y absorción de fluidos sinérgica y eficiente dentro del núcleo, con la forma del canal que proporciona una redistribución inmediata de fluidos a lo largo y ancho del núcleo, en especial desde la parte delantera hasta la parte trasera del artículo, y la disposición del núcleo de capas múltiples con una concentración diferencial de polímero superabsorbente permite absorber dichos fluidos de manera más eficiente de una manera múltiple y reduce el riesgo de bloqueo de gel.
Preferiblemente, el o los canales 106 de la presente no se extienden hasta ninguno de los bordes que forman el perímetro del núcleo absorbente 101, 501, 601.
Preferiblemente, la parte de canal de conexión 109 forma un pliegue sustancialmente en forma de U, preferiblemente en donde la primera capa de núcleo 502, 602 comprende un solo canal 106. Tal forma optimiza las propiedades de distribución de fluidos del núcleo.
Preferiblemente, el canal o los canales 106 comprende(n) una única parte de canal de conexión 109, de modo que se forma un área continua de polímero superabsorbente (normalmente en el plano de longitud/ancho del núcleo) alrededor de dicho(s) canal(es) y, en general, ningún área de polímero superabsorbente está completamente encerrada por partes de dicho(s) canal(es) 106. Esta disposición permite una distribución óptima del fluido con un riesgo limitado de formación de áreas saturadas por encima o por debajo del núcleo, así como también reduce el riesgo de deslaminación de las capas unidas que forman el canal o canales.
Preferiblemente, al menos uno de los canales interconectados 106, preferiblemente cada uno de dichos canales 106, tiene una forma que tiene un extremo abierto en forma de dos extremos divergentes o en forma de embudo y un extremo cerrado opuesto al mismo formado por la parte de canal de conexión 109, preferiblemente en donde el extremo abierto se coloca proximal a la parte frontal 122 del núcleo absorbente 101 y distal a dicho extremo cerrado. Las ventajas incluyen la distribución de fluidos promovida desde la parte delantera hacia la parte trasera del artículo. Preferiblemente, la primera capa de núcleo 502, 602 comprende al menos un sustrato de envoltura de núcleo 505, 506, 605, 606 que encierra el polímero superabsorbente entre ellos y en donde una capa superior 505, 605 de la envoltura de núcleo se adhiere a una capa inferior 506, 606 de la envoltura de núcleo en regiones de dicho núcleo que comprenden el canal o canales 106 preferiblemente de tal manera que sustancialmente ningún (es decir, menos
del 1 % en peso, preferiblemente menos del 0,5 % en peso, más preferiblemente menos del 0,1 % en peso, incluso más preferiblemente menos del 0,05 % en peso, con máxima preferencia aproximadamente el 0% en peso, en peso del sustrato de envoltura de núcleo) polímero superabsorbente 504, 604 está presente en dicho(s) canal(es) 106. Esto asegura que los fluidos puedan fluir rápidamente a lo largo de la dirección del canal sin que la hinchazón/absorción ralentice su trayecto.
Preferiblemente, la primera capa de núcleo 502, 602 comprende además distintas fibras celulósicas 507, 607 mezcladas con el polímero superabsorbente 504, 604 y en donde la segunda capa de núcleo 503, 603 está libre de dichas distintas fibras celulósicas 507, 607. Esta disposición permite una distribución de fluido "localizada" añadida, proporcionada por las distintas fibras celulósicas que conducen el fluido al polímero superabsorbente disperso en el mismo para que sea absorbido y bloqueado por este último.
Preferiblemente, la segunda capa de núcleo 503, 603 normalmente no tiene pelusas y comprende un portador no tejido que tiene una capa portadora superior 508, 608 y una capa portadora inferior 509, 609 y un polímero superabsorbente entre ellas, en donde dicho polímero superabsorbente está en forma de partículas inmovilizadas en dicho portador y en donde la capa portadora superior 508, 608 es un material no tejido cardado hecho de fibras cortadas o un material no tejido hilado por adhesión fundido por soplado hilado por adhesión, y dicha capa portadora inferior 509, 609 es un material no tejido cardado hecho de fibras cortadas o un material no tejido hilado por adhesión fundido por soplado hilado por adhesión (preferiblemente en donde dichas capas portadoras superior e inferior son diferentes), preferiblemente en donde las capas portadoras superior e inferior están unidas mecánicamente entre sí, preferiblemente mediante hidroentrelazamiento, preferiblemente en donde la capa portadora superior 508, 608 consta de fibras cortadas penetrables por las partículas de polímero superabsorbente, y la capa portadora inferior 509, 609 que consiste en un material no tejido que está hidroentrelazado a dicha capa portadora superior 508, 608. Esta disposición permite formar una capa de núcleo sin pelusa que comprende partículas superabsorbentes inmovilizadas que conservan su posición, limitando así la voluminosidad del producto y maximizando las propiedades de absorción y bloqueo de fluidos de la capa.
Preferiblemente, la segunda capa de núcleo 503, 603 está libre de envoltura de núcleo y comprende una única capa portadora no tejida con polímero superabsorbente inmovilizado sobre ella o en su interior, en donde la capa portadora no tejida es porosa y el polímero superabsorbente está en forma de partículas e inmovilizado por medio de acción mecánica, como ultrasonido; uno o más adhesivos; y combinaciones de los mismos. Se ha descubierto que esta disposición es beneficiosa para reducir aún más la voluminosidad y las materias primas del núcleo. Particularmente al bloquear las partículas dentro del sustrato, por ejemplo, por ultrasonido, dicha inmovilización se puede lograr sin tratamientos adhesivos químicos y, por lo tanto, también reduce el riesgo de contaminación química y/o la necesidad de capas múltiples/adicionales para encerrar dichas partículas.
Preferiblemente, la segunda concentración de polímero superabsorbente 504, 604 es mayor que la primera concentración de polímero superabsorbente 504, 604, preferiblemente en donde dicha segunda concentración es al menos 1,5, preferiblemente 2 veces mayor que la primera concentración. Esto trae ventajas tales como un riesgo reducido de bloqueo de gel.
Preferiblemente, la segunda capa de núcleo 503, 603 se coloca debajo de la primera capa de núcleo 502, 602 y en donde dicha segunda capa de núcleo 503, 603 comprende una primera región de partículas de polímero superabsorbente 504 en una superficie de la misma que está opuesta a dicha primera capa de núcleo 502, 602, estando dispuesta dicha primera región en un patrón que sigue sustancialmente la forma del canal o canales 106, al menos a lo largo de un plano formado por la longitud y el ancho del núcleo, de modo que la forma de dicho(s) canal(es) 106 es sustancialmente igual a la de dicho patrón. Normalmente, en donde la primera región de partículas de polímero superabsorbente es la única región de la segunda capa de núcleo 503, 603 que comprende partículas de polímero superabsorbente, preferiblemente en donde la segunda capa de núcleo 503, 603 comprende fibras de polímero superabsorbente distintas de dicha primera región, estando dicha primera región libre de dichas fibras poliméricas superabsorbentes. Esta disposición permite la doble característica de maximizar los efectos de absorción en la superficie del núcleo, así como proporcionar una señal multisensorial (por ejemplo, visual y táctil) de que el núcleo está saturado.
Normalmente, la segunda capa de núcleo 503, 603 está libre de fibras celulósicas y comprende, preferiblemente consta de fibras superabsorbentes o una mezcla de fibras superabsorbentes (como se describe en la presente) y fibras sintéticas.
Preferiblemente, la segunda capa de núcleo 503, 603 tiene un tamaño más pequeño, en un plano correspondiente a la longitud y el ancho del núcleo, que la primera capa de núcleo 502, 602. Esto permite una optimización entre las necesidades de rendimiento y el uso y costo de la materia prima.
Los núcleos absorbentes 101 según la presente divulgación pueden comprender: una parte delantera 122; una parte trasera 124; una parte media 126 colocada entre la parte delantera 122 y la parte trasera 124; y un eje longitudinal que se extiende a lo largo de la longitud de dicho núcleo 101 y que cruza dichas partes delantera, de entrepierna y
trasera 122, 126, 124, teniendo el núcleo absorbente 101 un ancho que se extiende perpendicular a dicha longitud y un perímetro que comprende al menos dos extremos opuestos 102, 103 y al menos dos lados opuestos 104, 105 colocados entre dichos extremos 102, 103, en donde el núcleo absorbente 101 comprende uno o más canales 106, opcional y sustancialmente interconectados, que tienen una primera forma cuando el núcleo absorbente 101 está en estado seco y una segunda forma cuando el núcleo absorbente está en estado húmedo y en donde dichas primera y segunda formas son diferentes. Los inventores han descubierto que esta disposición permite proporcionar una alternativa más eficaz a los indicadores de humedad visuales estándar que utilizan un simple cambio de color para proporcionar tal indicación. De hecho, el cambio en la forma del canal en condiciones secas/húmedas no solo proporciona una indicación visual inmediata, sino también táctil, combinando así ambos sentidos para proporcionar una advertencia única al cuidador de que el artículo absorbente debe ser reemplazado.
En una realización, la primera forma y la segunda forma son visualmente discernibles y están dispuestas para proporcionar una indicación visual y/o táctil de que dicho núcleo está saturado con exudados.
Preferiblemente, el núcleo absorbente comprende un único canal sustancialmente interconectado 106 en estado seco, y más preferiblemente una pluralidad (normalmente dos) de distintos canales 206 en estado húmedo.
En una realización, el canal interconectado 106 comprende un pliegue en U próximo a un extremo trasero del artículo absorbente y un primer/segundo extremos terminales 110, 111 próximos a la parte delantera del artículo absorbente, por lo general cuando está en estado seco y cuando está húmedo (es decir, tras la saturación con exudados y/o líquido) el canal se separa en una pluralidad (preferiblemente dos) de canales distintos 206 y normalmente dichos canales distintos 206 están libres de dicho pliegue en U.
En una realización preferida, como se muestra en la figura 18A, en estado seco, el canal interconectado 106 comprende el primer/segundo extremos terminales 110, 111 dispuestos en relación divergente para formar un extremo abierto y/o en forma de embudo que está dispuesto de manera opuesta a un extremo cerrado formado por el pliegue en U. Una ventaja de esta forma es aumentar especialmente la velocidad de distribución de líquido y las primeras etapas de la descarga.
En estado húmedo, el canal descrito anteriormente está dispuesto para cambiar de forma, como se muestra en la figura 18B, en donde el único canal interconectado se convierte en una pluralidad de canales (preferiblemente dos) desconectados sustancialmente libres de dicho pliegue en U. Preferiblemente, la forma en estado húmedo de los canales es la misma que la forma en estado seco, excepto que el pliegue en U está ausente, de modo que un canal (en estado seco) se convierte en dos canales (en estado húmedo). Normalmente, esto se forma rompiendo la unión que forma la parte del canal en pliegue en U cuando el material absorbente se expande a medida que se absorbe el líquido.
Dicho cambio de forma se puede lograr de varias maneras, que se describirán a continuación como realizaciones preferidas, aunque no restrictivas.
El núcleo comprende al menos un sustrato de envoltura de núcleo que encierra uno o más materiales absorbentes en su interior, consistiendo preferiblemente dicho material absorbente en polímeros superabsorbentes y fibras celulósicas, y en donde una capa superior de la envoltura de núcleo se adhiere a una capa inferior de la envoltura de núcleo para formar un canal o canales libre(s) de material absorbente interconectado(s) 106 (por lo general en estado seco). Normalmente, las regiones donde las capas superior e inferior no están unidas comprenden material absorbente entre ellas (por lo general separando la capa superior de la capa inferior), y las regiones donde las capas superior e inferior están unidas entre sí están sustancialmente libres de material absorbente para formar canales dentro del material absorbente del núcleo. Preferiblemente, las capas superior e inferior adheridas de la envoltura de núcleo tienen una primera unión en al menos dos regiones distintas del canal o canales 106 y una segunda unión en al menos otra región del canal o canales 106 que conecta al menos esas dos regiones distintas, y en donde dicha segunda unión está dispuesta para romperse tras la saturación de líquido y/o la expansión del material absorbente, mientras que la primera unión está dispuesta para permanecer intacta con la saturación de líquido y/o la expansión del material absorbente, preferiblemente en donde dicha otra región es el pliegue en U de los canales. Más preferiblemente, el canal está dispuesto de tal manera que cuando está en estado seco, uno o más, preferiblemente un solo canal interconectado 106, es visible y cuando está en estado húmedo, una pluralidad de, preferiblemente dos, canales distintos 206 son visibles. Sin embargo, es evidente que una envoltura de núcleo (aunque se prefiere) no es necesaria para lograr este efecto, y más bien podrían contemplarse otros medios, como la unión de manera similar una lámina superior directa o indirectamente a una lámina posterior sin necesidad de una envoltura de núcleo (por tanto, las mismas características descritas anteriormente pueden estar presentes/reemplazadas por una lámina superior/lámina posterior en lugar de la envoltura de núcleo).
La primera unión y la segunda unión pueden comprender un primer y segundo adhesivo, respectivamente. Al ser diferentes el primero adhesivo y el segundo adhesivo, por ejemplo, el segundo adhesivo se selecciona para que sea soluble cuando entra en contacto con un líquido a temperatura corporal (aproximadamente 37 °C), como los adhesivos termofusibles sensibles a la presión que tienen un punto de fusión bajo (es decir, un punto de fusión de
aproximadamente 40 °C) como 3798LM comercializado por 3M Company. El primer adhesivo se puede seleccionar entre adhesivos de fusión en caliente que conservan la fuerza adhesiva también al entrar en contacto con líquido a temperatura corporal (es decir, tienen un punto de fusión superior a 60 °C, preferiblemente superior a 70 °C, incluso más preferiblemente superior a 90 °C), como Technomelt DM Cool 110 Dispomelt (conocido también como Dispomelt Cool 110) comercializado por Henkel AG & Co. KGaA; o VV290F comercializado por Savare' Speciality adhesives. En la disposición anterior, el segundo adhesivo se puede aplicar en la región del pliegue en U, mientras que el primer adhesivo se puede aplicar en todas las demás regiones del canal.
En una realización alternativa a la anterior, se puede usar el mismo adhesivo en todo el canal, pero en las regiones que deben liberarse en estado húmedo, se aplica una presión más baja entre los sustratos cuando se proporciona una fuerza de unión. Por ejemplo, la presión aplicada en el pliegue en U puede ser menor (preferiblemente menos de la mitad) que la presión aplicada a todas las demás regiones del canal.
Aunque los dos anteriores son ejemplos de cómo lograr diferentes formas de canal en estado seco/húmedo, se pueden considerar otros medios para lograr la disposición inventiva y, por lo tanto, la solicitud no debe estar tan limitada, por ejemplo, la primera unión y la segunda unión pueden proporcionar una primera y segunda fuerza de unión respectivamente, en donde la primera fuerza de unión es mayor que la segunda fuerza de unión. La fuerza de unión, como se usa en la presente, se determina preferiblemente como la "resistencia al pelado".
Normalmente, la primera unión tiene una resistencia al pelado superior a 5 g/mm, preferiblemente superior a 6 g/mm, incluso más preferiblemente de 7 g/mm a 50 g/mm, y la segunda unión tiene una resistencia al desprendimiento inferior a 5 g/mm, preferiblemente de 0,1 g/mm a 4 g/mm, más preferiblemente de 0,2 g/mm a 3,5 g/mm, aún más preferiblemente de 0,3 g/mm a 3 g/mm, en donde la resistencia al desprendimiento se determina generalmente de acuerdo con la Designación ASTM: D1876-72, "Métodos de prueba estándar para la resistencia al pelado de adhesivos (Ensayo de pelado T)".
En una realización preferida, la primera unión tiene un primer valor de cizallamiento y la segunda unión tiene un segundo valor de cizallamiento, en donde el primer valor de cizallamiento es mayor que el segundo valor de cizallamiento, en donde el valor de cizallamiento se determina por el ensayo de cizallamiento descrito en la presente. Preferiblemente, el primer valor de cizallamiento es superior a 14 minutos (min), preferiblemente de 15 min a 40 min, más preferiblemente de 20 min a 35 min, incluso más preferiblemente de 22 min a 29 min. Preferiblemente, el segundo valor de cizallamiento es inferior a 14 min, preferiblemente de 0,5 min a 10 min, más preferiblemente de 1 min a 5 min.
Los núcleos absorbentes 101 según la presente divulgación pueden comprender: una parte delantera 122; una parte trasera 124; una parte de la entrepierna (también denominada en la presente "parte media") 126 ubicada entre la parte delantera 122 y la parte trasera 124; y un eje longitudinal que se extiende a lo largo de la longitud de dicho núcleo 101 y que cruza dichas partes delantera, de entrepierna y trasera 122, 126, 124, teniendo el núcleo absorbente 101 un ancho que se extiende perpendicular a dicha longitud y un perímetro que comprende al menos dos extremos opuestos 102, 103 y al menos dos lados opuestos 104, 105 colocados entre dichos extremos 102, 103 en donde el núcleo absorbente 101 comprende uno o más canales 106 sustancialmente interconectados que se extienden a través de al menos una parte de la parte de la entrepierna 126 (preferiblemente siendo al menos el 60 %, más preferiblemente al menos el 70 %, incluso más preferiblemente al menos el 80 % de una parte de la entrepierna que corre sustancialmente paralela al eje longitudinal) a lo largo de la longitud del núcleo y a lo largo de al menos una parte de dicho ancho del núcleo, normalmente a lo largo y sustancialmente paralelo al eje longitudinal, y desde un lado del núcleo [por ejemplo, un primer lado 104] al otro [por ejemplo, un segundo lado 105], estando preferiblemente dichos uno o más canales sustancialmente interconectados 106 simétricos o asimétricos alrededor del eje longitudinal. Una ventaja de dicha disposición de canales interconectados es que se logra una distribución inmediata más rápida de fluido a través del núcleo en comparación con un núcleo libre de dichos canales o núcleos interconectados que comprenden solo canales discontinuos. Esto contribuye a limitar la saturación excesiva del núcleo en la parte de descarga de fluido. Sin pretender limitarse a la teoría, se cree que el hecho de que el fluido se distribuye a través del núcleo y se aleja de la posición de descarga del fluido, proporciona al sujeto una percepción de sequedad y comodidad de la piel, así como una impresión del usuario de mayor duración de la sequedad.
El eje longitudinal del núcleo al que se hace referencia en la presente puede ser sustancialmente paralelo a la dirección longitudinal 48 y puede aquí usarse indistintamente (como se ilustra, por ejemplo, en la figura 11 y la figura 12), y el ancho del núcleo o el eje del ancho del núcleo al que se hace referencia en la presente puede ser sustancialmente paralelo a la dirección lateral 49 y puede aquí usarse indistintamente (como se ilustra, por ejemplo, en la figura 11 y la figura 12).
En una realización, uno o más canales interconectados están conformados de tal manera que conducen efectivamente el fluido desde una región de descarga, normalmente formando una forma que tiene un gradiente de distancia entre superficies opuestas de los canales interconectados, preferiblemente formando un perfil en forma de embudo.
En una realización, los canales forman una forma geométrica a través del núcleo absorbente y a lo largo de un plano que se extiende paralelo al eje longitudinal de dicho núcleo, seleccionándose dicha forma geométrica del grupo que consiste en una forma de semireloj de arena, forma de v, forma de u, en forma de pastel y combinaciones de los de los mismos. En donde “por medio de forma de semireloj de arena” se entiende una forma de reloj de arena con un solo extremo, las figuras de ejemplo se muestran en la figura 4.
En una realización, los canales comprenden, preferiblemente consisten en, una primera red no tejida unida a una segunda red no tejida por uno o más adhesivos. Preferiblemente, el adhesivo se aplica en zonas a lo largo del ancho de los canales para formar zonas, preferiblemente zonas alternas, de diferente fuerza de unión entre el laminado de red no tejida. Por ejemplo, la primera red no tejida se puede unir a la segunda red no tejida en al menos tres zonas a lo largo del ancho del canal. Dicha disposición puede comprender una primera zona de adhesivo, una segunda zona de adhesivo y una tercera zona de adhesivo, estando la segunda zona de adhesivo interpuesta entre la primera y la tercera zona de adhesivo a lo largo del ancho del canal (por ejemplo, en un eje paralelo al ancho del núcleo y perpendicular al eje longitudinal del núcleo) en donde la resistencia de la unión de la segunda zona de adhesivo es mayor que la resistencia de la unión de la primera y la tercera zonas de adhesivo. Los ejemplos de formas de lograr una fuerza de unión más fuerte en la segunda zona incluyen el uso de cantidades más altas de adhesivo en esta zona, la aplicación de una mayor presión mecánica en esta zona o la utilización de un tipo de adhesivo diferente; también se contemplan otras formas siempre que una adhesión más fuerte entre las telas no tejidas resulte en dicha región.
En una realización, la resistencia de la unión en la primera y tercera zona es menor que la fuerza de tracción generada por el material absorbente ubicado proximal al canal al humedecerse, de modo que la primera y la segunda red no tejida pueden separarse en dichas zonas; y en donde la resistencia de la unión en la segunda zona es mayor que la fuerza de tracción generada por el material absorbente ubicado proximal al canal al humedecerse, de modo que la primera y segunda red no tejida no se puedan separar en dicha zona al humedecerse y normalmente al hincharse el material absorbente, y más bien pueden permanecer unidas de forma fija. Una ventaja de esta disposición es que, en condiciones secas, un canal notable es visible desde el lado de la lámina superior del artículo y/o el núcleo, lo que proporciona canales amplios que son útiles para adicionalmente para canalizar más fluido, particularmente en la descarga inicial/temprana. Esta disposición permite además que la unión en la primera y tercera región falle, por ejemplo, el hinchamiento del SAP para permitir que haya más volumen disponible para su expansión (y evitar la saturación temprana o la absorción no óptima), generalmente en la segunda zona resistiendo tal expansión y proporcionando así la integridad de los canales incluso en estado húmedo.
En una realización preferida, la primera red no tejida y/o la segunda red no tejida, preferiblemente la segunda red no tejida, son materiales no tejidos elásticos (por ejemplo, que contienen un material elástico tal como la resina Vistamaxx de ExxonMobil, u otros polímeros adecuados capaces de impartir elasticidad a una red no tejida). Una ventaja de esta realización es que la red no tejida se envuelve mejor y más fácilmente alrededor del inserto 3D tras la aplicación de un vacío y permite una unión posterior a la primera red no tejida en una ubicación correspondiente a una posición de la base del inserto 3D (opuesta a un vértice saliente del mismo). Esto tiene la ventaja de limitar la formación de depósitos o sumideros de recolección de fluidos dentro de los canales.
Los núcleos en la presente pueden tener un perímetro sustancialmente rectilíneo tal como se ilustra en la figura 1 y la figura 2, o pueden comprender partes cóncavas simétricas en la parte media de los mismos como se ilustra en la figura 3. En la última realización, las partes cóncavas pueden alinearse con y/o posicionarse en una parte de entrepierna del artículo absorbente para proporcionar una mejor ergonomía y encajar a lo largo de la pierna de un usuario. En cualquiera de estas realizaciones de forma de núcleo, se prefiere que dichos núcleos sean simétricos al menos alrededor de su eje longitudinal. Independientemente de la geometría del núcleo, se entiende en la presente que los mismos o similares canales a los descritos aquí se pueden usar indistintamente.
En una realización, con referencia a la figura 1 a la figura 3, al menos uno y preferiblemente cada canal 106 sustancialmente interconectado comprende: una primera parte de canal 107 que se extiende sustancialmente a lo largo del eje longitudinal proximal a un primer lado 104 del núcleo 101; una segunda parte de canal 108 que se extiende sustancialmente a lo largo del eje longitudinal proximal a un segundo lado 105 del núcleo 101; y al menos una, preferiblemente solo una parte del canal de conexión 109 en comunicación fluida con dichas primera y segunda parte del canal 107, 108. Una ventaja de esta disposición es la rápida distribución de líquidos a lo largo de más de un eje del núcleo absorbente, por lo general tanto el eje longitudinal como el eje de su ancho, para maximizar las capacidades de absorción del núcleo absorbente en toda su área de superficie. Además, dicha geometría mejora el plegado del núcleo y, por lo tanto, permite un ajuste mejor y cómodo en la piel de los sujetos (con o sin adición de otros elásticos proximales a dichas partes del canal).
Por lo tanto, la parte del canal de conexión (109) de al menos uno de los canales interconectados, estando la parte del canal de conexión en comunicación fluida con dichas primer y segunda parte del canal (107, 108), forma preferiblemente dicho extremo cerrado en forma de pliegue en U, preferiblemente en donde la primera y la segunda parte del canal (107, 108) se separan del eje longitudinal al menos a lo largo de una parte del canal de interconexión
(106) que normalmente sale del pliegue en U, formando así al menos parcialmente un canal interconectado en forma de embudo cerca del extremo cerrado.
La primera y segunda parte del canal pueden ser sustancialmente lineales; o tienen un perfil sustancialmente curvado, seleccionado preferiblemente de cóncavo o convexo; o puede comprender una combinación de dichos perfiles lineales y curvados. En una realización preferida, la prima y la segunda parte del canal son de forma cóncava y son generalmente simétricas alrededor de al menos el eje longitudinal.
La primera y la segunda parte del canal pueden extenderse a través de al menos una mayoría, preferiblemente la totalidad, de la longitud de la parte de la entrepierna a lo largo del eje longitudinal y, por lo general, correr sustancialmente paralela a los lados del núcleo que forma su perímetro.
En una realización muy preferida, cada canal interconectado en la presente comprende solo una única parte del canal de conexión 109, que forma normalmente un vértice del canal interconectado. Una ventaja de esta realización es la rápida distribución de fluidos a través del núcleo, al tiempo que limita el riesgo de bloqueos que de otro modo podrían resultar si se formaran bolsas de áreas húmedas.
Preferiblemente, la parte del canal de conexión 109 se extiende sustancialmente a lo largo del ancho de dicho núcleo 101, formando preferiblemente un extremo cerrado dentro de una superficie de dicho núcleo 101 a lo largo de un plano paralelo al eje longitudinal, y preferiblemente posicionado opuesto a un extremo abierto formado por la primera y segunda posiciones terminales no conectadas 110, 111 del canal interconectado 106, preferiblemente de la primera parte y segunda parte del canal 107, 108 respectivamente, por lo general dichas primera y segunda posiciones terminales no conectadas 110, 111 son distales entre sí y proximales al primer y segundo lado 104, 105 de dicho núcleo 101 respectivamente, incluso más preferiblemente dichas posiciones terminales 110, 111 están enfrentadas alejándose entre sí para formar una abertura geométrica en forma de embudo entre ellas. Sin pretender limitarse a la teoría, se cree que dicha geometría ayuda a “canalizar” y recolectar más fluido donde se necesita y distribuirlo de manera rápida y efectiva fuera de la región de recolección.
En una realización, y preferiblemente en combinación con la realización anterior, el canal interconectado comprende una primera (110) y segunda (111) posiciones terminales no conectadas, por lo que la primera posición terminal (110) se extiende hasta un primer lado (104) del núcleo y/o la segunda posición terminal (111) se extiende hasta un segundo lado (105) del núcleo, por ejemplo como se ilustra en la figura 3. De este modo, el canal puede cubrir todo el ancho del núcleo absorbente, lo que asegura una mejor distribución del fluido.
En una realización, el extremo cerrado tiene una forma sustancialmente curvilínea, formando preferiblemente una forma convexa entre la primera parte del canal y la segunda parte del canal 107, 108, o es de forma sustancialmente lineal, formando preferiblemente una forma recta o triangular entre la primera y la segunda parte del canal 107, 108. El extremo cerrado puede estar formado por la parte del canal de conexión 109. Una ventaja de dicha forma es aumentar el área de superficie de contacto con las regiones vecinas de material absorbente tridimensional para promover mejor la absorción del líquido distribuido una vez evacuado de áreas de saturación típicamente alta.
En una realización, una primera distancia (di) entre la primera parte del canal 107 y la segunda parte del canal 108, una segunda distancia (d2) entre la primera parte de canal 107 y la segunda parte del canal 108, en donde la primera distancia (di) es proximal a la parte delantera 122 del núcleo 101 y la segunda distancia (d2) es proximal a la parte trasera 124 del núcleo absorbente 101, y en donde la primera distancia (di) es mayor que la segunda distancia (d2), preferiblemente en donde la primera distancia (di) es al menos 1,5d2, más preferiblemente de 1,8d2 a 3d2. Una ventaja es la rápida y efectiva distribución de fluidos desde regiones de saturación típicamente alta hacia regiones de saturación típicamente más baja.
En una realización, el núcleo comprende una primera red no tejida, normalmente en forma de una lámina posterior; una segunda red no tejida, normalmente en forma de una lámina superior; y un material absorbente tridimensional colocado entre la primera y segunda red no tejidas para formar un laminado de núcleo absorbente, normalmente en donde el material absorbente tridimensional comprende una red fibrosa que normalmente comprende fibras Airlaid, y preferiblemente comprende una cantidad predeterminada de polímero superabsorbente dispersado a través de este. En una realización muy preferida, el canal interconectado 106 está sustancialmente libre de material absorbente tridimensional, y preferiblemente también está libre de polímero superabsorbente. Sin pretender limitarse a la teoría, se cree que los materiales absorbentes retrasan la distribución del fluido en comparación con la efectividad de dichos canales, de hecho a medida que el fluido es absorbido por los materiales absorbentes, se hinchan y/o saturan, reduciendo efectivamente la cantidad de fluido que podría permitirse viajar a través de estos. Eliminar dichos materiales de los canales permite mantener un sistema de distribución de fluidos altamente eficiente que funciona de manera sustancialmente independiente del mecanismo de adquisición/absorción de fluidos de las regiones vecinas.
En una realización preferida, el núcleo comprende una pluralidad de canales sustancialmente interconectados, preferiblemente dispuestos de una manera sustancialmente concéntrica, se muestra un ejemplo en la figura 4E. Una ventaja es la efectividad exponencial en la distribución de líquidos y la formación de canales, en particular a medida que las regiones vecinas se vuelven más saturadas o se hinchan.
En una realización, como se muestra en las figuras 4C y 4D, el núcleo comprende además uno o más canales desconectados, preferiblemente al menos una parte del mismo que está dispuesta concéntricamente al canal sustancialmente interconectado. Una ventaja de la eficacia es la adición uniforme de la distribución local de fluidos. Además, se cree que, tras hincharse las regiones vecinas a los canales, tras saturarse, se pueden formar patrones visuales que transmiten de manera más evidente la percepción de la eficacia de toda la superficie del núcleo para la absorción de fluido.
Preferiblemente, los canales sustancialmente interconectados 106 tienen una profundidad regular o irregular, midiéndose dicha profundidad en un eje perpendicular tanto al eje longitudinal como al eje a lo largo del ancho del núcleo 101, preferiblemente en donde se selecciona la sección transversal de dichos canales 106 del grupo formado por curvas, poligonales o combinaciones de los mismos.
En una realización preferida, como se ilustra en la figura 16, el ancho del canal interconectado (106) puede variar a lo largo del canal. Preferiblemente, el ancho del canal disminuye desde las posiciones terminales (110, 111) hacia la parte del canal de conexión (109). Esto se ilustra en la figura 16, en donde el ancho (210a) del canal (106) cerca de la primera posición terminal (110) y el ancho (210b) del canal (106) cerca de la segunda posición terminal (111) son mayores que el ancho (211a) del canal (106) en la primera parte del canal (107) y el ancho (211b) del canal (106) en la segunda parte del canal (108), que son mayores que el ancho (212) del canal (106) en la parte del canal de conexión (109). Tal variación del ancho de las partes del canal conduce a una distribución más rápida. Sin pretender limitarse a la teoría, los inventores creen que el ancho variable aprovecha los efectos capilares que fomentan mejor el transporte de líquido desde la parte delantera a la trasera del artículo absorbente.
Se entiende que se pueden usar varias formas alternativas para los canales descritos en la presente, cuyos ejemplos se muestran en la figura 4 y figura 16 sin apartarse de las realizaciones de divulgación descritas en la presente.
La presente divulgación se refiere además a un núcleo absorbente 101 que comprende zonas sustancialmente continuas de una o más estructuras de alta distribución de fluido 112 y zonas continuas o discontinuas de estructuras de absorción de fluido 113, 114 que rodean una o más estructuras de alta distribución de fluido 112, en donde una o más estructuras de alta distribución de fluido 112 están dispuestas para distribuir fluido a través del núcleo absorbente 101 a una velocidad que es más rápida que la velocidad de distribución de fluido a través del núcleo absorbente por dichas estructuras discontinuas de absorción de fluido 113, 114, y en donde dichas zonas continuas se extienden a lo largo de un trayecto que es sustancialmente paralelo a al menos una parte del perímetro del núcleo 101, comprendiendo dicha parte del perímetro del núcleo al menos una parte de los lados 104, 105, preferiblemente al menos una parte de ambos lados 104, 105, del núcleo 101 y uno de los extremos 102, 103 del núcleo 101 (preferiblemente solo un extremo 103), preferiblemente el extremo 103 proximal a la parte trasera 124. Las ventajas de esta realización incluyen la separación de las regiones absorbentes del núcleo con regiones de distribución de fluido que distribuyen el fluido de manera eficaz y uniforme a través de la superficie del núcleo con un mecanismo como el descrito anteriormente, además de proporcionar una percepción visual de la eficacia.
En una realización, las estructuras de distribución de fluido tienen una forma tal que conducen efectivamente el fluido desde una región de descarga, normalmente formando una forma que tiene un gradiente de distancia entre superficies opuestas de dichas estructuras, preferiblemente formando un perfil en forma de embudo sustancialmente delimitado por una o más estructuras de absorción de fluidos.
En una realización, las estructuras de alta distribución de fluidos forman una forma geométrica a través del núcleo absorbente y a lo largo de un plano que se extiende paralelo al eje longitudinal de dicho núcleo, seleccionándose dicha forma geométrica del grupo que consiste en una forma de semireloj de arena, forma de v, forma de u, en forma de pastel y combinaciones de los de los mismos. En donde “por medio de la forma de semireloj de arena” se entiende una forma de reloj de arena con un solo extremo como se muestra, por ejemplo, en la figura 4B.
En una realización preferida, una o más estructuras de alta distribución de fluidos comprenden, preferiblemente consisten en, al menos, dos redes no tejidas unidas entre sí (por ejemplo, con un adhesivo); y las zonas de estructuras de absorción de fluidos comprenden un material absorbente tridimensional (tal como una esponja celulósica y/o una red fibrosa que normalmente comprende fibras Airlaid, normalmente de tipo celulósico) y/o un polímero superabsorbente (normalmente en forma de una pluralidad de partículas discretas que pueden distribuirse dentro del material absorbente tridimensional o directamente aglomeradas en una o más bolsas entre al menos dos redes no tejidas).
Preferiblemente, dichas estructuras de distribución de fluidos comprenden canales sustancialmente interconectados como se describe en las realizaciones previas, y las estructuras de absorción de fluidos comprenden un material absorbente tridimensional y/o un polímero superabsorbente como se describe en las realizaciones previas.
ARTÍCULOS ABSORBENTES
Los artículos absorbentes 10, 20, 300, 500, 600 según la presente divulgación comprenden un núcleo 101, 501, 601 intercalado entre una lámina superior permeable a los líquidos 520, 620 y una lámina posterior impermeable a los líquidos 521, 621, y una capa de distribución de adquisición 522, 622, como se describe en la presente, colocada entre dicha lámina superior 520, 620 y dicho núcleo 101, 501, 601. Preferiblemente, en donde la lámina posterior comprende una impresión o un gráfico visible desde el lado de dicho artículo que mira hacia la prenda que coincide sustancialmente con la forma y/o el contorno del canal o canales 106. Este último tiene la ventaja de acentuar aún más la percepción visual de la presencia de dicho canal y su ubicación en el artículo absorbente.
Preferiblemente, tras la saturación con exudados, una primera región de la segunda capa de núcleo 503, 603 se hincha para formar una o más protuberancias 525 visibles desde un lado de dicho artículo que mira hacia la prenda, teniendo dichas protuberancias una forma que sustancialmente coincide con la forma de uno o más canales 106 normalmente para proporcionar una indicación a un cuidador de que el artículo absorbente está saturado y debe ser reemplazado. Una ventaja es que se proporciona una advertencia verdaderamente multisensorial de que se debe reemplazar el artículo absorbente.
Preferiblemente, la impresión o el gráfico comprende una pluralidad de tonos con el tono más oscuro posicionado de tal manera que cuando dicho artículo 10, 20, 300, 500, 600 está en estado húmedo dicho tono más oscuro está en un vértice de cada una de la única o más protuberancias 525. Una ventaja es que se proporciona una advertencia graduada, ya que las protuberancias aumentan de tamaño durante el hinchamiento, el tono más oscuro se vuelve más evidente (visualmente) hasta el estado completamente saturado/expandido.
En un aspecto de la divulgación, un artículo absorbente puede comprender un núcleo 101 como se describe anteriormente en la presente, seleccionándose preferiblemente dicho artículo entre pañales desechables o pantalones pañal; pañales o pantalones de incontinencia desechables; servilletas sanitarias; o forros de bragas; y normalmente en donde el canal o canales en dicho núcleo permanece(n) visible(s) tanto antes como después del uso del artículo y tiene(n) una primera forma cuando el núcleo absorbente 101 está en estado seco y una segunda forma cuando el núcleo absorbente está en estado húmedo, dicha primera forma y segunda forma son diferentes. Preferentemente, el canal o canales son visibles cuando se observan desde un lado de la prenda y/o desde el lado que mira a la piel del artículo, preferentemente son visibles cuando se observa una lámina posterior del artículo desde el lado de la prenda. Preferiblemente, los canales en dicho núcleo permanecen visibles tanto antes como después del uso del artículo, preferiblemente en donde los canales son más visibles después del uso que antes del uso del artículo.
En una realización, el artículo absorbente comprende una lámina superior y una lámina posterior que encierra directa o indirectamente el núcleo, en donde al menos una lámina posterior o lámina superior comprende un color que es diferente del color del núcleo, preferiblemente en donde la lámina posterior tiene un color que es diferente del color de la lámina superior y el núcleo, de modo que los canales pueden distinguirse visualmente desde el lado de la lámina superior del artículo.
CAPA DE ADQUISICIÓN Y DISTRIBUCIÓN
Un componente particular utilizado en los artículos absorbentes de la presente es una capa de adquisición y distribución (ADL). La ADL se coloca en un lado del núcleo absorbente que mira hacia el cuerpo, entre la lámina superior y el núcleo absorbente del artículo absorbente, y en buen contacto con el lado del núcleo absorbente que mira hacia el cuerpo. El uso de una ADL en combinación con las estructuras de distribución de fluidos y/o los canales interconectados de la presente invención conducen a una distribución de fluidos extremadamente buena desde un área de descarga a todo el núcleo absorbente, al mismo tiempo que se logra un excelente rendimiento de sequedad percibido.
La capa de distribución de adquisición 522, 622 para su uso en la presente consiste en una capa no tejida hilada por adhesión que comprende fibras sintéticas, en donde dichas fibras sintéticas están comprendidas en un nivel superior al 80 % en peso de dicha capa de distribución de adquisición 522, 622, y en donde dicha capa de distribución de adquisición 522, 622 tiene un peso base de 18 a 35 g/m2, aún más preferiblemente de 20 a 30 g/m2, con máxima preferencia de 21 a 25 g/m2.
Preferiblemente, la capa de distribución de adquisición 522, 622 tiene un volumen específico inferior a 11,4 cm3/g, preferiblemente inferior a 11,3 cm3/g, más preferiblemente de 5,5 cm3/g a 11,2 cm3/g, incluso más preferiblemente de 8,5 cm3/g a 11,17 cm3/g. Ventajosamente, un volumen específico dentro de estos rangos permite limitar los
inconvenientes de la rehumectación similar a la de una esponja al mismo tiempo que asegura velocidades de adquisición rápidas cuando se combina con núcleos canalizados como se describe en la presente.
Preferiblemente, las fibras sintéticas están comprendidas en un nivel superior al 90 % en peso, preferiblemente del 95 % al 100 %, en peso de dicha capa de distribución de adquisición 522, 622.
Preferiblemente, la capa de distribución de adquisición 522, 622 consiste en fibras sintéticas y está preferiblemente libre de fibras de celulosa, más preferiblemente en donde dicha capa de distribución de adquisición 522, 622 se trata, por ejemplo con un tensioactivo, para hacer que dicha capa 522, 622 sea hidrófi la. Las fibras sintéticas consisten en fibras de polipropileno. Ventajosamente, la sequedad percibida se mejora eliminando aún más las fibras de celulosa de la ADL.
En una realización, la capa de distribución de adquisición 522, 622 consiste en una capa no tejida hilada por adhesión, preferiblemente única, y está libre de capas no tejidas unidas por aire, Airlaid y/o fundidas por soplado. Preferiblemente, la capa de distribución de adquisición 522, 622 tiene un tamaño de poro de flujo medio de 15 pm a 200 pm, preferiblemente de 30 pm a 150 pm, más preferiblemente de 45 pm a 130 pm, incluso más preferiblemente de 55 pm a 110 pm, incluso más preferiblemente de 60 pm a menos de 100 pm, incluso más preferiblemente de 65 pm a 95 pm, incluso más preferiblemente de 70 pm a 90 pm. Sin pretender limitarse a la teoría, si el tamaño de los poros es demasiado pequeño, el material no tejido retendrá más líquido en su interior y tendrá un rendimiento reducido de eliminación de líquido; por otro lado, si el tamaño de los poros es demasiado grande, el material no tejido no tendrá las propiedades de absorción deseables para seguir proporcionando una distribución aceptable del líquido en el núcleo.
Preferiblemente, la capa de distribución de adquisición 522, 622 comprende una primera posición central C adl y el núcleo absorbente 101, 501, 601 comprende una segunda posición central Cc, y en donde la capa de distribución de adquisición 522, 622 está posicionada asimétricamente sobre el núcleo absorbente 101, 501, 601 de manera que la primera posición central C adl y la segunda posición central Cc están desplazadas al menos a lo largo del eje longitudinal 48, preferiblemente en donde la capa de distribución de adquisición 522, 622 se coloca de tal manera que no se superpone con una parte del canal 106 que se extiende en la dirección del ancho a lo largo de un eje sustancialmente perpendicular a dicho eje longitudinal 48. Esta disposición tiene la ventaja de ahorrar costes de materia prima al garantizar que la ADL esté en la posición donde más se necesita y, además, al garantizar que una parte del canal (en particular, el pliegue en U del canal) que permanece expuesta a la velocidad del flujo líquido a través del canal de adelante hacia atrás no esté comprometida.
Preferiblemente, la capa de distribución de adquisición (522, 622) tiene una porosidad relativa de menos de 9000 L/m2/s, preferiblemente de 1000 L/m2/s a 8000 L/m2/s, preferiblemente de 2000 L/m2/s a 7000 L/m2/s, más preferiblemente de 3000 L/m2/s a 5000 L/m2/s, con máxima preferencia de 3500 L/m2/s a 4500 L/m2/s. Ventajosamente, los materiales no tejidos que tienen una porosidad relativa dentro de estos rangos permiten un comportamiento similar a una esponja reducido mientras que proporcionan un buen rendimiento de distribución de líquidos.
Los inventores han descubierto que la distribución de fluidos en realizaciones del artículo absorbente según la presente invención que comprenden una ADL, puede depender del tamaño relativo y el posicionamiento de la ADL con respecto a la estructura de distribución de fluidos, y en particular los canales interconectados, del núcleo absorbente.
Las figuras 17A-D ilustran realizaciones con una ADL (201) y su tamaño y posición relativos con respecto a los canales interconectados (106). La figura 17A muestra una realización en donde la ADL (201) cubre el canal completo (106). Tal disposición ya mejora con respecto a las disposiciones de la técnica anterior porque los efectos combinados de la ADL y el canal interconectado conducen a una mejora sustancial en la distribución de fluidos sobre el núcleo absorbente completo. No obstante, los inventores han descubierto que ciertas disposiciones proporcionan mejoras incluso mejores en la distribución de líquidos, estas disposiciones se ilustran en las figuras 17B-D y se explican además a continuación.
La figura 17B ilustra una realización preferida en donde la ADL (201) es más estrecha que el canal interconectado (106) y se coloca de tal manera que la primera (110) y la segunda (111) posiciones de los terminales se extienden más allá de los bordes laterales (202, 203) de la A d L .
La figura 17C ilustra una realización preferida en donde la ADL (201) está colocada de tal manera que la parte del canal de conexión (109) se extiende más allá del borde trasero (204) de la ADL. La parte del canal de conexión (109) preferiblemente comprende o tiene la forma de un pliegue en U.
La figura 17D ilustra una realización preferida en donde la ADL (201) es más estrecha que el canal interconectado (106) y se coloca de tal manera que la primera (110) y la segunda (111) posiciones de los terminales se extienden
más allá de los bordes laterales (202, 203) de la ADL, y en donde la ADL (201) se coloca de manera que la parte del canal de conexión (109) se extienda más allá del borde trasero (204) de la ADL. La parte del canal de conexión (109) preferiblemente comprende o tiene la forma de un pliegue en U.
Estas disposiciones, que se ilustran en las figuras 17B-D, tienen en común que ciertas extremidades del canal interconectado (106), en particular las posiciones terminales (110, 111) y/o la parte del canal de conexión (109), no están cubiertas por la ADL y por lo tanto están más íntimamente expuestas al usuario. Sin pretender limitarse a la teoría, los inventores creen que estas extremidades son muy beneficiosas en el funcionamiento del canal interconectado (106) en la distribución de fluidos desde el área de descarga hacia las regiones del núcleo absorbente que normalmente no están expuestas, o al menos no directamente expuestas, a descargas de fluidos. Asegurándose de que la ADL no cubra algunas o todas estas extremidades, se cree que se maximiza el flujo de entrada y/o salida de fluido para el canal interconectado. Además, estas realizaciones permiten usar una ADL más pequeña y, por lo tanto, menos materia prima en el artículo absorbente.
MÉTODOS DE FABRICACIÓN Y USOS
El proceso de fabricación de núcleos absorbentes de la presente puede comprender los siguientes pasos:
i. proporcionar un molde que comprende un inserto 3D en su interior, siendo dicho inserto 3D la forma inversa de los canales deseados, en donde sustancialmente toda la superficie del molde está en comunicación fluida con una fuente de baja presión, excepto el inserto 3D;
ii. aplicar una primera red no tejida a dicho molde;
iii. aplicar un material absorbente tridimensional sobre al menos una parte de dicho material no tejido;
iv. aplicar una segunda red no tejida directa o indirectamente sobre el material absorbente tridimensional;
v. aplicar opcionalmente una paso de unión para formar un laminado que comprende dicho primer material no tejido, dicho segundo material no tejido y dicho material absorbente tridimensional entre ellos;
vi. opcionalmente, retirar dicho laminado del molde para formar un núcleo absorbente que comprende canales que tienen la forma inversa de dicho inserto 3D; y
en donde al menos en la duración del paso iii, la fuente de subpresión está dispuesta para proporcionar una fuerza de vacío que obliga a dicho material absorbente tridimensional alrededor del inserto 3D a evacuar sustancialmente la superficie del mismo del material absorbente tridimensional y formar canales sustancialmente exentos de material absorbente tridimensional. Este proceso se ha encontrado efectivo en la creación de canales sustancialmente libres de material absorbente tridimensional en comparación con los procesos que utilizan el estampado (es decir, la creación de canales de material absorbente tridimensional altamente denso/empaquetado) o procesos de eliminación de material que comprenden la eliminación de material absorbente tridimensional de una estructura de núcleo preformada que inevitablemente da como resultado la presencia de algún material absorbente tridimensional que puede afectar a la distribución de fluidos efectiva/uniforme en el momento de su saturación.
La figura 15A y la figura 15B ilustran un ejemplo de un molde que comprende un inserto 3D como se describe en la presente.
En una realización, el molde comprende una pluralidad de perforaciones o aberturas a través de su superficie, formando normalmente canales dispuestos para estar en comunicación fluida (preferiblemente aire) con la fuente de baja presión. Preferiblemente, el inserto 3D se coloca arriba y/o sobre dicha superficie del molde que comprende una pluralidad de dichas perforaciones o aberturas y dicho inserto 3D está libre de dichas perforaciones o aberturas y consiste en un componente sólido que no está en comunicación fluida con la fuente de baja presión.
Preferiblemente, el inserto 3D tiene una forma de sección transversal seleccionada del grupo que consiste en cuadrado, rectangular, ovalado, semicircular y combinaciones de los mismos.
Más preferiblemente, el inserto 3D tiene una profundidad igual o variable en todo su perímetro.
En una realización, el inserto 3D está impreso en 3D, preferiblemente hecho de un material seleccionado de aluminio, o está hecho de metal y se forma por fresado o fundición.
En una realización preferida, el paso de unión comprende aplicar un adhesivo sobre una superficie de la segunda red no tejida y unir dicha red a dicha primera red no tejida y/o material absorbente tridimensional, preferiblemente aplicándose el adhesivo en tiras separadas continuas o discontinuas alineado con dichos canales, de manera que el laminado del núcleo resultante comprenda regiones ricas en adhesivo y pobres en adhesivo, en donde las regiones ricas en adhesivo están ubicadas sustancialmente a lo largo de dichos canales y las regiones pobres en adhesivo están ubicadas en áreas del núcleo distintas de dichos canales. Una ventaja de esta realización es limitar el riesgo de adherir material absorbente dentro de los canales y unir directamente la lámina superior y la lámina posterior no tejidas juntas en estas ubicaciones de canal.
En una realización, el adhesivo se aplica en zonas a lo largo del ancho de los canales para formar zonas, preferiblemente zonas alternas, de diferente fuerza de unión entre el laminado. Por ejemplo, la primera red no tejida se puede unir a la segunda red no tejida en al menos tres zonas a lo largo del ancho del canal. Dicha disposición puede comprender una primera zona de adhesivo, una segunda zona de adhesivo y una tercera zona de adhesivo, estando la segunda zona de adhesivo interpuesta entre la primera y la tercera zona de adhesivo a lo largo del ancho del canal (por ejemplo, en un eje paralelo al ancho del núcleo y perpendicular al eje longitudinal del núcleo) en donde la resistencia de la unión de la segunda zona de adhesivo es mayor que la resistencia de la unión de la primera y la tercera zonas de adhesivo. Los ejemplos de formas de lograr una fuerza de unión más fuerte en la segunda zona incluyen el uso de cantidades más altas de adhesivo en esta zona, la aplicación de una mayor presión mecánica en esta zona o la utilización de un tipo de adhesivo diferente; también se contemplan otras formas siempre que una adhesión más fuerte entre las telas no tejidas resulte en dicha región.
En una realización, la resistencia de la unión en la primera y tercera zona es menor que la fuerza de tracción generada por el material absorbente ubicado proximal al canal al humedecerse, de modo que la primera y la segunda red no tejida pueden separarse en dichas zonas al humedecerse; y en donde la resistencia de la unión en la segunda zona es mayor que la fuerza de tracción generada por el material absorbente ubicado proximal al canal al humedecerse, de modo que la primera y segunda red no tejida no se puedan separar en dicha zona al hincharse el material absorbente, y más bien pueden permanecer unidas de forma fija. Una ventaja de esta disposición es que, en condiciones secas, un canal notable es visible desde el lado de la lámina superior del artículo y/o el núcleo, lo que proporciona canales amplios que son útiles para adicionalmente para canalizar más fluido, particularmente en la descarga inicial/temprana. Esta disposición permite además que la unión en la primera y tercera región falle, por ejemplo, el hinchamiento del SAP para permitir que haya más volumen disponible para su expansión (y evitar la saturación temprana o la absorción no óptima), generalmente en la segunda zona resistiendo tal expansión y proporcionando así la integridad de los canales incluso en estado húmedo.
En una realización preferida, la primera red no tejida y/o la segunda red no tejida, preferiblemente la segunda red no tejida, son materiales no tejidos elásticos (por ejemplo, que contienen un material elástico tal como la resina Vistamaxx de ExxonMobil). Una ventaja de esta realización es que la red no tejida se envuelve mejor y más fácilmente alrededor del inserto 3D tras la aplicación de un vacío y permite una unión posterior a la primera red no tejida en una ubicación correspondiente a una posición de la base del inserto 3D (opuesta a un vértice saliente del mismo). Esto tiene la ventaja de limitar la formación de depósitos o sumideros de recolección de fluidos dentro de los canales.
Más preferiblemente, los canales están formados sustancialmente solo por dicha fuerza de vacío y no hay acción mecánica adicional tal como el estampado.
En una realización, el adhesivo se aplica de manera tal que, cuando se lamina, la primera y la segunda redes no tejidas adheridas en las ubicaciones de los canales están sustancialmente al ras con las partes no adheridas de la segunda red no tejida, de tal manera que se limita la formación de bolsas de retención de fluido en el núcleo laminado resultante. Una ventaja de esta realización es evitar la formación de bolsas de fluido que pueden reducir la comodidad del sujeto.
El molde descrito previamente en la presente puede estar contenido dentro de la circunferencia de un aparato de tambor giratorio, comprendiendo dicho aparato de tambor normalmente una pluralidad de dichos moldes a lo largo de su circunferencia. Dicho aparato de tambor puede integrarse dentro de los aparatos existentes para formar laminados de núcleo absorbente. Una ventaja de tal disposición simple es que permite la formación de tales nuevos núcleos absorbentes de una manera simple y efectiva sin una inversión de capital considerable para cambiar sustancialmente las partes principales del equipo de formación de núcleo existente.
La divulgación también se refiere al uso de un núcleo absorbente descrito en las secciones anteriores de la presente en un artículo absorbente descrito con anterioridad, para una mejor distribución del líquido en comparación con el mismo artículo absorbente que comprende un núcleo libre de canales sustancialmente interconectados.
La divulgación se refiere además al uso de un núcleo absorbente descrito en las secciones anteriores de la presente en un artículo absorbente descrito con anterioridad, para proporcionar una adquisición de fluido en tres etapas que comprende normalmente una primera distribución de fluido a una primera velocidad, una segunda distribución de fluido a una segunda la velocidad y una tercera distribución de fluido a una tercera velocidad, siendo dicha primera velocidad mayor o igual a dicha segunda velocidad y dicha tercera velocidad es menor que dicha primera velocidad y menor o igual a dicha segunda velocidad, preferiblemente en donde la primera distribución de fluido es impulsada por los canales sustancialmente interconectados, la segunda distribución de fluidos es impulsada por un material absorbente tridimensional comprendido dentro del núcleo, y la tercera distribución de fluidos es impulsada por una cantidad de polímero superabsorbente dispersado dentro del material absorbente tridimensional. Sin pretender limitarse a la teoría, se cree que los nuevos núcleos descritos en la presente, que comprenden la nueva disposición descrita de canales interconectados, permiten lograr un sistema de absorción y distribución de fluidos único y el primero en su clase, en el que en primer lugar los canales proporcionan una rápida distribución/evacuación de
líquidos desde la región de descarga, seguido de una mayor distribución desde las superficies vecinas de los canales hacia otras partes del núcleo a través del material absorbente tridimensional, y finalmente el polímero superabsorbente dispersado dentro del material absorbente tridimensional cuando se presenta con fluido comienza una absorción de dicho fluido mientras se hincha para permitir que el material absorbente tridimensional distribuya y transfiera más de dicho fluido al polímero superabsorbente.
Método de ensayo de cizallamiento:
Un núcleo (sin usar, es decir, en estado seco) que comprende un canal como se describe en la presente se corta en múltiples muestras de aproximadamente 5 cm x 10 cm como se muestra en la figura 19A (como se muestra en la figura, la muestra 3 representa la parte de pliegue en U del canal y las muestras 1 y 2, otras partes del canal). Luego, cada muestra se acondiciona en condiciones ambientales (generalmente en un horno a una temperatura de 25 °C y 40 % de humedad relativa durante al menos 12 horas).
Para cada muestra, los sustratos superior e inferior de la misma se pelan/separan hasta (sin incluir) la posición del canal (lugar donde se unen los sustratos superior e inferior) y el sustrato inferior se fija a una abrazadera estacionaria y el sustrato superior se fija a una segunda abrazadera en la que se enganchan pesos por un total de 109 g a cada muestra (como se muestra en la figura 19B).
Luego, se registra el tiempo desde el momento en que se aplican los pesos hasta el momento en que se produce la rotura completa entre los sustratos superior e inferior (es decir, los pesos caen al suelo). El último tiempo representa el valor de cizallamiento.
La divulgación se describe además mediante los siguientes ejemplos no restrictivos que ilustran además la divulgación , y no pretenden, ni deben interpretarse como restrictivos del alcance de la divulgación. Los ejemplos de la presente proporcionan realizaciones adicionales y características técnicas estructurales que pueden incluirse (en forma aislada o combinada) en artículos absorbentes según la presente divulgación. Sin embargo, se entiende que se pueden aplicar características estructurales alternativas del artículo absorbente sin apartarse del alcance inventivo de la presente divulgación.
Método de prueba de tiempo de adquisición:
La siguiente prueba se realiza para determinar el tiempo de adquisición de un pañal.
El núcleo del pañal se carga con un peso de 8 kg. Se vierte una cantidad definida de solución de NaCl en el pañal utilizando un tipo especial de embudo y se mide el tiempo de absorción. Este procedimiento se repite cuatro veces en total, esperando 5 min después de cada inyección.
Soluciones que se utilizarán: agua desmineralizada (conductividad < 5 p S/cm); solución coloreada de NaCl (0,9 %) [9 g de cloruro de sodio, NaCl p.a. debe disolverse en 991 g de agua desmineralizada y colorearse con colorante alimentario libre de sal común].
Equipo que se utilizará: Estera de espuma plástica cubierta con material de gancho; peso de 8 kg con embudo en la parte superior (área de la base 100 mm X 300 mm; aprox. 0,4 psi); reloj de tiempo electrónico (exactitud 1 s por 20 min); escala (exactitud ± 0,01 g); papel de filtro según Hy-Tec (100 mm x 300 mm; Schleicher & Schuell tipo 604); vaso de precipitados.
Preparación de muestras: Se prueban al menos cuatro pañales sin usar. Se determina y se anota el peso de cada muestra. Se coloca papel de filtro pesado (10 piezas) para detectar fugas a través de la lámina posterior sobre las esteras de espuma plástica antes de que se fijen las muestras sobre las mismas. El punto de acceso está marcado en el pañal según la posición específica del género, es decir, en el centro del pañal total para niña, 2,5 cm hacia el frente para unisex y 5 cm hacia el frente para niño. Posteriormente se coloca el papel filtro con su centro sobre el punto de acceso.
Procedimiento: El pañal se monta sobre el papel de filtro para evitar fugas a través de la lámina posterior sobre la estera de espuma plástica. El peso de 8 kg se coloca sobre el núcleo absorbente de modo que la marca del lateral quede alineada con la marca del pañal. La solución de NaCl (4 x 70ml) se vierte sobre el pañal a través del embudo. Se mide y registra el tiempo que necesita el líquido para penetrar la lámina superior. Una vez que el líquido es absorbido por el pañal, se pone en marcha un reloj para medir el período de espera. Después de un período de espera de 5 minutos, se vierte la misma cantidad de líquido sobre el pañal por segunda vez y el tiempo de absorción se mide nuevamente y se registra. Este procedimiento se repite cuatro veces en total. Después del cuarto período de espera de 5 minutos, se quita el peso del pañal y se limpia el líquido que queda en la placa base.
De los productos probados, el promedio y la desviación estándar del tiempo de absorción (en segundos) después de la cuarta adición de líquido se registra como el tiempo de adquisición promedio.
Método de prueba de evaluación de la sequedad de la superficie (rehumectación):
La siguiente prueba se realiza para determinar la sequedad superficial de la superficie de un pañal.
Se vierte una cantidad definida de solución de NaCl de una sola vez sobre el pañal con un cilindro de medición. Se toma el tiempo cuando se absorbe el líquido.
Dos minutos después de la inyección, debe determinarse el rehumectación con un peso de 580 g utilizando papel de filtro que se pesa antes y después de la prueba y se registran los valores.
Soluciones que se utilizarán: agua desmineralizada (conductividad < 5 pS/cm); solución coloreada de NaCl (0,9 %) [9 g de cloruro de sodio, NaCl p.a. debe disolverse en 991 g de agua desmineralizada y colorearse con colorante alimentario libre de sal común].
Equipo que se utilizará: Caja de plástico (37 cm ± 26 cm X 17 cm); tablero de metal e imanes; placa de plexiglás (25(±1) cm X 20(±1) cm; 580±2 g); reloj de tiempo electrónico (exactitud 1 s por 20 min); balanza (exactitud ±0,01 g); papel de filtro según Hytec (14 cm X 19 cm; Schleicher & Schuell 604); cilindro de medición (capacidad > 100 ml) Preparación de las muestras: Los pañales (al menos 5 muestras de cada uno) se colocan en una caja transparente en forma curva, fijados con clips metálicos en los bordes/bordes de la caja. Se supone que el núcleo está completamente dentro de la caja sin que los bordes del núcleo se vuelquen sobre las paredes de la caja.
Procedimiento: El cilindro de medición se llena con 100 ml de la solución de NaCl y se coloca delante de la mitad del pañal. Se vierte el líquido de una sola vez sobre el pañal y se pone en marcha el reloj. Un minuto después de verter el líquido, el pañal se coloca plano sobre una placa de metal con la ayuda de cuatro imanes situados las esquinas del pañal. Después de dos minutos en total, el papel de filtro, que ya se pesó antes, y la placa de plexiglás se colocan centrados sobre el pañal. La pila de papel de filtro y placa de plexiglás permanecen en el pañal durante 5 segundos. Posteriormente se vuelve a pesar el papel de filtro. La diferencia de peso del papel de filtro antes y después de la prueba es igual al de la rehumectación en gramos. La rehumectación se calcula según la siguiente fórmula: Rehumectación [g] = W A - W B
Donde, W B = Peso del papel de filtro antes de la prueba, y W A = Peso del papel de filtro después de la prueba. La rehumectación promedio se informa luego como el promedio de todas las muestras analizadas (valores en g). Método de prueba de permeabilidad al aire:
El siguiente método de prueba se realiza para medir la permeabilidad al aire (o "porosidad relativa" como se denomina en la presente) de sustratos no tejidos.
Equipo que se utilizará: Probador de permeabilidad al aire modelo FX 3300 LABOTESTER III (de Textest AG) equipado con un cabezal de prueba con el número de pieza FX 3300-20 (de Textest AG).
Procedimiento: Cada muestra de material no tejido se coloca (utilizando el respectivo soporte de sujeción en el equipo) como un obstáculo en un flujo de aire. Se desarrolla una diferencia de presión Ap (entre las caras superior e inferior de la muestra de material no tejido) como consecuencia de las pérdidas hidráulicas. La diferencia de presión se registra utilizando el manómetro. La evaluación estándar (según EN ISO 9237:1995) se realiza bajo las siguientes condiciones: área de sujeción 20 cm2, diferencia de presión 200 Pa. El valor medido se puede informar como la velocidad del aire en litros por metro cuadrado por segundo (Um2/s).
EJEMPLOS
Ejemplo 1:
Las figuras 5-8 ilustran de manera representativa un ejemplo de un pañal desechable, como se indica generalmente en 20, según la presente divulgación.
Como se ilustra de manera representativa en las figuras 5-7, el pañal 20 define una región de cintura delantera 22, una región de cintura trasera 24, una región de la entrepierna 26 que se extiende entre ellas y conecta las regiones de cintura delantera y trasera 22 y 24, un par de bordes laterales lateralmente opuestos 28, una superficie interna 30 y una superficie externa 32. La región de cintura delantera 22 comprende la parte del pañal 20 que, cuando se porta, se coloca en la parte delantera del usuario, mientras que la región de cintura trasera 24 comprende la parte del pañal 20 que, cuando se porta, se coloca en la parte posterior del usuario. La región de la entrepierna 26 del pañal
20 comprende la parte del pañal 20 que, cuando se porta, se coloca entre las piernas del usuario y cubre la parte inferior del torso del usuario.
El pañal 20 incluye una cubierta exterior 34, un chasis absorbente 36 y un sistema de sujeción 50. El chasis absorbente 36 está configurado para contener y/o absorber cualquier exudado corporal descargado por el usuario. Mientras, la cubierta exterior 34 y el sistema de sujeción 50 están configurados para mantener el pañal 20 alrededor de la cintura del usuario, ocultar el chasis absorbente 36 de la vista y proporcionar un aspecto similar a una prenda. El pañal 20 puede incluir además elásticos para las piernas 96 y 98 y aletas de contención 100 y 102. Debe reconocerse que los componentes individuales del pañal 20 pueden ser opcionales dependiendo del uso previsto del pañal 20.
Como se ilustra de manera representativa en las figuras 5-8, los bordes laterales lateralmente opuestos 28 del pañal 20 están generalmente definidos por los bordes laterales de la cubierta exterior 34 que definen además las aberturas para las piernas que pueden ser curvilíneas. Los bordes de la cintura de la cubierta exterior 34 también definen una abertura para la cintura que está configurada para rodear la cintura del usuario cuando se porta.
Como se ilustra de manera representativa en las figuras 5-8, el chasis absorbente 36 del pañal 20 está adecuadamente conectado a la cubierta exterior 34 para proporcionar el pañal desechable 20. El chasis absorbente 36 se puede conectar a la cubierta exterior 34 de formas muy conocidas por los expertos en la materia. Por ejemplo, el chasis absorbente 36 se puede unir a la cubierta exterior 34 utilizando técnicas de unión adhesivas, térmicas o ultrasónicas conocidas por los expertos en la técnica. Alternativamente, el chasis absorbente 36 se puede conectar a la cubierta exterior 34 usando sujetadores convencionales tales como botones, sujetadores de tipo gancho y bucle, sujetadores de cinta adhesiva y similares. Los otros componentes del pañal 20 se pueden conectar entre sí adecuadamente utilizando medios similares.
De manera deseable, el chasis absorbente 36 está conectado a la cubierta exterior 34 solo en los bordes de la cintura de la cubierta exterior 34 o adyacentes a ellos, creando así una parte delantera unida, una parte trasera unida y una parte no unida que se extiende entre las partes unidas y las conecta. La parte no unida del chasis absorbente 36 permanece sustancialmente no unida a la cubierta exterior 34 y generalmente está configurada para encajar entre las piernas del usuario y cubrir, al menos parcialmente, la parte inferior del torso del usuario cuando está en uso. Como resultado, la parte no unida es generalmente la parte del chasis absorbente 36 que está configurada para recibir inicialmente los exudados corporales del usuario cuando está en uso.
De esa manera, el chasis absorbente 36 se conecta a la cubierta exterior 34 de tal manera que asegura el chasis 36 en su lugar sin restringir negativamente el movimiento de la cubierta exterior 34 en uso. Alternativamente, el chasis absorbente 36 puede unirse a la cubierta exterior 34 a lo largo de toda la longitud longitudinal del chasis absorbente 36 o cualquier parte del mismo o solo a lo largo de la periferia exterior del chasis absorbente 36.
Como se ilustra de manera representativa en las figuras 5-8, el chasis absorbente 36 según la presente divulgación puede incluir una lámina posterior 38, una lámina superior 40 que está conectada a la lámina posterior 38 en una relación superpuesta, y un núcleo absorbente 42 que está ubicado entre la lámina superior 40 y la lámina posterior 38.
El chasis absorbente 36 es generalmente adaptable y capaz de absorber y retener los exudados corporales. El chasis absorbente 36 puede tener varias formas y tamaños. Por ejemplo, como se ilustra de manera representativa en las figuras 5-8, el chasis absorbente 36 puede ser rectangular, en forma de I o en forma de T. El tamaño y la capacidad absorbente del chasis absorbente 36 deben ser compatibles con el tamaño del usuario previsto y la carga de fluido impartida por el uso previsto del pañal 20.
La lámina superior 40 del chasis absorbente 36, como se ilustra de forma representativa en las figuras 5-8, presenta adecuadamente una superficie orientada hacia el cuerpo que está destinada a ser usada junto al cuerpo del usuario y es dócil, suave al tacto y no irrita la piel del usuario.
Además, la lámina superior 40 puede ser menos hidrófila que el núcleo absorbente 42, presentar una superficie relativamente seca al usuario, y puede ser suficientemente porosa para ser permeable a los líquidos, permitiendo que el líquido penetre fácilmente a través de su grosor. Se puede fabricar una lámina superior adecuada 40 a partir de una amplia selección de materiales de red, como espumas porosas, espumas reticuladas, películas de plástico perforadas, fibras naturales (por ejemplo, fibras de madera o algodón), fibras sintéticas (por ejemplo, fibras de poliéster o polipropileno), o una combinación de fibras naturales y sintéticas. La lámina superior 40 se emplea adecuadamente para ayudar a aislar la piel del usuario de los fluidos retenidos en el núcleo absorbente 42 del chasis absorbente 36.
La lámina superior 40 y la lámina posterior 38 generalmente se adhieren entre sí para formar una cavidad en la que se ubica el núcleo absorbente 42 para proporcionar el chasis absorbente 36. La lámina superior 40 y la lámina posterior 38 pueden adherirse directamente entre sí alrededor de la periferia exterior del chasis absorbente 36
mediante cualquier medio conocido por los expertos en la técnica, como uniones adhesivas, uniones sónicas o uniones térmicas. Por ejemplo, se puede usar una capa continua de adhesivo uniforme, una capa de adhesivo estampada, un patrón de adhesivo rociado o fundido por soplado o una serie de líneas, remolinos o puntos de adhesivo para fijar la lámina superior 40 a la lámina posterior 38. Cabe señalar que tanto la lámina superior 40 como la lámina posterior 38 no necesitan extenderse completamente hasta la periferia exterior del chasis absorbente 36. Por ejemplo, la lámina posterior 38 puede extenderse hasta la periferia exterior del chasis absorbente 36 mientras que la lámina superior 40 puede estar unida a la lámina posterior 38 por dentro de la periferia exterior del chasis absorbente 36, o más hacia la línea central longitudinal del pañal 20.
El núcleo absorbente 42, como se ilustra de forma representativa en las figuras 5-8, se coloca entre la lámina superior 40 y la lámina posterior 38 para formar el chasis absorbente 36. El núcleo absorbente 42 es deseablemente adaptable y capaz de absorber y retener los exudados corporales. El núcleo absorbente 42 puede tener varias formas y generalmente una capa discreta dentro de la matriz de fibras hidrófilas. Alternativamente, el núcleo absorbente 42 puede comprender un laminado de bandas fibrosas y material de alta absorbencia u otros medios adecuados para mantener un material de alta absorbencia en un área localizada.
Como se ilustra de manera representativa en las figuras 5 a 8, el chasis absorbente 36 del pañal desechable 20 puede incluir un par de aletas de contención 100 y 102 que están configuradas para proporcionar una barrera al flujo lateral de exudados corporales. Las aletas de contención 100 y 102 pueden ubicarse a lo largo de los bordes laterales opuestos lateralmente del chasis absorbente 36. Cada aleta de contención define un borde unido 104 y un borde no unido 106. Cada una de las aletas de contención 100 y 102 también puede incluir al menos un miembro elástico alargado 108 que se adhiere al borde no unido 106 de la aleta de contención 100 y 102 y configurado para juntar el borde no unido 106 y formar un sellado contra el cuerpo del usuario cuando está en uso. Las aletas de contención 100 y 102 pueden extenderse longitudinalmente a lo largo de toda la longitud del chasis absorbente 36 o pueden extenderse solo parcialmente a lo largo de la longitud del chasis absorbente 36. Cuando las aletas de contención 100 y 102 tienen una longitud más corta que el chasis absorbente 36, las aletas de contención 100 y 102 pueden colocarse selectivamente en cualquier lugar a lo largo de los bordes laterales 38 del chasis absorbente 36. En un aspecto particular de la divulgación, las aletas de contención 100 y 102 se extienden a lo largo de toda la longitud del chasis absorbente 36 para contener mejor los exudados corporales.
Cada aleta de contención 100 y 102 está unida a los bordes laterales 38 del chasis absorbente 36 de modo que las aletas de contención 100 y 102 proporcionan una barrera al flujo lateral de exudados corporales. El borde unido 104 de cada una de las aletas de contención 100 y 102 está unido a los bordes laterales 38 del chasis absorbente 36 mientras que el borde no unido 106 permanece no unido desde el chasis absorbente 36 en al menos la región de la entrepierna 26 del pañal 20. El borde unido 104 de las aletas de contención 100 y 102 se puede unir al chasis absorbente 36 de varias formas que son muy conocidas por los expertos en la técnica. Por ejemplo, el borde unido 104 de las aletas 100 y 102 puede estar unido ultrasónicamente, unido térmicamente o unido con adhesivo al chasis absorbente 36. En un aspecto particular, el borde no unido 106 de cada una de las aletas de contención 100 y 102 permanece no unido desde los bordes laterales 38 del chasis absorbente 36 sustancialmente a lo largo de toda la longitud del borde no unido 106 para proporcionar un rendimiento mejorado.
Alternativamente, como se ilustra de forma representativa en las figuras 4-7, las aletas de contención 100 y 102 pueden integrarse con la lámina posterior 38 o la lámina superior 40 del chasis absorbente 36.
Cada aleta de contención 100 y 102 también está configurada de manera que el borde no unido 106 de las aletas de contención 100 y 102 tiende a colocarse en una relación espaciada lejos del chasis absorbente 36 hacia una configuración generalmente vertical y perpendicular, en especial en la región de la entrepierna 26 cuando está en uso. Como se ilustra de manera representativa en las figuras 5-8, el borde no unido 106 de cada aleta de contención 100 y 102 está deseablemente separado del chasis absorbente 36 cuando está en uso, proporcionando así una barrera al flujo lateral de exudados corporales. Deseablemente, el borde no unido 106 de cada aleta de contención 100 y 102 mantiene una relación de contacto con el cuerpo del usuario mientras que el chasis absorbente 36 puede estar separado del cuerpo del usuario cuando está en uso. Por lo general, un miembro elástico 108 está unido al borde no unido 106 de cada aleta de contención 100 y 102 para mantener la relación espaciada entre el borde no unido 106 y el chasis absorbente 36. Por ejemplo, el miembro elástico 108 se puede unir al borde no unido 106 en una condición de contracción elástica de tal manera que la contracción del miembro elástico 108 recoge o contrae y acorta el borde no unido 106 de la aleta de contención 100 y 102.
El pañal desechable 20 de los diferentes aspectos de la presente divulgación puede incluir además elásticos en los bordes de la cintura y los bordes laterales 28 del pañal 20 para evitar aún más la fuga de exudados corporales y soportar el chasis absorbente 36. Por ejemplo, como se ilustra de manera representativa en las figuras 5-8, el pañal 20 de la presente divulgación puede incluir un par de miembros elásticos para las piernas 96 y 98 que están conectados a los bordes laterales lateralmente opuestos 28 en la región de la entrepierna 26 del pañal 20. Los elásticos de las piernas 96 y 98 están generalmente adaptados para ajustarse alrededor de piernas del usuario en uso para mantener una relación de contacto positiva con el usuario para reducir o eliminar efectivamente la fuga de exudados corporales del pañal 20.
El artículo absorbente ilustrado en la figura 9 a la figura 12 representa generalmente un pantalón de entrenamiento. El artículo absorbente 10. La dirección longitudinal 48 se extiende generalmente desde la parte delantera del artículo absorbente hasta la parte trasera del artículo absorbente. Opuesta a la dirección longitudinal 48 hay una dirección lateral 49. El artículo absorbente 10 incluye un chasis 12 que comprende una parte delantera 22, una parte trasera 24 y una parte de la entrepierna 26. Posicionado dentro de la parte de la entrepierna 26 y extendiéndose desde la parte delantera 22 hasta la parte trasera 24, se encuentra un núcleo absorbente 28.
El artículo absorbente 10 define una superficie interna que está configurada para colocarse adyacente al cuerpo cuando se usa. El artículo absorbente 10 también incluye una superficie externa opuesta a la superficie interna. Las partes delantera y trasera 22 y 24 son aquellas parte del artículo que, cuando se portan, cubren o rodean parcialmente la cintura o el torso medio inferior del usuario. La parte de la entrepierna 26 , por otra parte, generalmente se coloca entre las piernas del usuario cuando se ha colocado el artículo absorbente.
Como se muestra en la figura 9, el artículo absorbente incluye además una primera área lateral 30 y una segunda área lateral 34. Las áreas laterales 30 y 34 conectan la parte delantera 22 con la parte trasera 24. Las áreas laterales 30 y 34 también pueden ayudar a definir las aberturas de las piernas y la abertura de la cintura.
Las áreas laterales 30 y 34, en una realización, pueden estar hechas de un material estirable o extensible. En una realización, por ejemplo, las áreas laterales 30 y 34 están hechas de un material elástico. Las áreas laterales sirven para formar un ajuste ceñido pero confortable alrededor del torso de un usuario. Las áreas laterales 30 y 34 también pueden permitir acomodar diferentes circunferencias del torso.
Como se muestra, cada una de las áreas laterales 30 y 34 puede estar hecha de múltiples paneles estirables. Por ejemplo, en la realización mostrada en la figura 9, las áreas laterales 30 y 34 están hechas cada una de dos paneles. Como se muestra, por ejemplo, el área lateral 30 incluye un primer panel 31 y un segundo panel 33. De manera similar, la segunda área lateral 34 incluye un primer panel 35 unido a un segundo panel 37. Los paneles 31 y 33 de la primera área lateral 30 se unen entre sí para formar una primera área de unión vertical 41 mientras que los paneles 35 y 37 de la segunda área lateral 34 se unen a lo largo de una segunda área de unión vertical 43. La unión entre los paneles puede ser permanente o puede ser desmontable y reajustable. Cuando los paneles están unidos entre sí de manera que se puedan soltar, por ejemplo, se puede usar cualquier sujetador mecánico adecuado. Por ejemplo, en una realización, los paneles se pueden unir de forma liberable usando cualquier sujetador adhesivo adecuado, sujetador cohesivo, sujetador mecánico o similar. Los elementos de sujeción mecánica adecuados pueden proporcionarse entrelazando materiales con formas geométricas, tales como ganchos, bucles, bulbos, setas, puntas de flecha, bolas en tallos, componentes acoplados macho y hembra, hebillas, broches de presión y similares.
En la realización ilustrada en las figuras 9-12, los paneles 31 y 33 que comprenden la primera área lateral 30 y los paneles 35 y 37 que comprenden la segunda área lateral 34 se unen entre sí usando un sistema de sujeción 80 que incluye los primeros componentes de sujeción lateralmente opuestos 82 adaptados para el acoplamiento reasegurable a los correspondientes segundos componentes de sujeción 84. Por ejemplo, en una realización, una superficie delantera o externa de cada uno de los componentes de sujeción 82, 84 incluye una pluralidad de elementos de acoplamiento. Los elementos de acoplamiento de los primeros componentes de sujeción 82 están adaptados para acoplarse y desacoplar los elementos de acoplamiento correspondientes de los segundos componentes de sujeción 84 para asegurar de manera liberable el artículo absorbente en su configuración tridimensional.
En una realización, por ejemplo, los primeros componentes de sujeción 82 incluyen sujetadores de bucle y los segundos componentes de sujeción 84 incluyen sujetadores de gancho complementarios. Alternativamente, los primeros componentes de sujeción 82 pueden incluir sujetadores de gancho y los segundos componentes de sujeción 84 pueden ser sujetadores de bucle complementarios. En otro aspecto, los componentes de sujeción 82 y 84 pueden estar interbloqueados con sujetadores de superficie similares, o elementos de sujeción adhesivos o coadhesivos, tales como un sujetador adhesivo y una zona o material de aterrizaje receptivo de adhesivo.
Como se describió anteriormente, en una realización alternativa, los paneles que comprenden las áreas laterales se pueden unir permanentemente entre sí. Por ejemplo, refiriéndose a la figura 10, se muestra una realización alternativa de un artículo absorbente 10. Se han usado números de referencia similares para indicar los mismos elementos o elementos similares. Como se muestra, el artículo absorbente 10 en la figura 10 incluye una primera área lateral 30 comprendida por paneles 31 y 33 y una segunda área lateral 34 comprendida por paneles 35 y 37. El primer panel lateral 30 define una primera área de unión vertical 41 donde los paneles 31 y 33 están unidos entre sí de manera permanente. De manera similar, la segunda área lateral 34 define una segunda área de unión vertical 43 donde los paneles 35 y 37 se han unido de forma permanente. En esta realización, las áreas de unión vertical comprenden costuras. Las costuras, por ejemplo, se pueden construir de cualquier manera adecuada. Por ejemplo, la costura vertical puede comprender una costura de vuelta, una costura a tope o cualquier otra configuración adecuada. Las costuras se pueden formar al unir los paneles utilizando cualquier método o técnica adecuada. Por
ejemplo, los paneles se pueden unir permanentemente entre sí mediante unión ultrasónica, unión térmica, unión adhesiva y/o unión por presión. Incluso en otra realización alternativa, los paneles separados se pueden coser juntos.
Como se muestra en las figuras 9 y 10 cuando las áreas laterales 30 y 34 están en una posición sujetada, las partes delantera y trasera 22 y 24 están conectadas entre sí para definir una configuración de pantalón tridimensional que tiene una abertura de cintura 50 y un par de aberturas de pierna 52. Las áreas laterales 30 y 34, al portar el artículo 10 absorbente, incluyen así las partes del artículo que están posicionadas en las caderas del usuario y, en una realización, definen el borde superior de las aberturas de pierna 52.
Como se describió anteriormente, el chasis 12 puede, en una realización, incluir una cubierta exterior 40 y una lámina superior 42 como se muestra particularmente en las figuras 11 y 12. Dependiendo de la realización, la cubierta exterior 40 y la lámina superior 42 pueden comprender una sola pieza unitaria de material o pueden comprender múltiples piezas de material unidas entre sí. La lámina superior 42 se puede unir a la cubierta exterior 40 en una relación superpuesta utilizando, por ejemplo, adhesivos, enlaces ultrasónicos, enlaces térmicos, enlaces de presión u otras técnicas convencionales. La lámina superior 42 se puede unir adecuadamente a la cubierta exterior 40 a lo largo del perímetro del chasis 12 para formar una costura de cintura delantera 62 y una costura de cintura trasera 64. La lámina superior 42 también puede unirse a la cubierta exterior 40 para formar un par de costuras laterales 61. La lámina superior 42 puede adaptarse generalmente, es decir, posicionarse con respecto a los otros componentes del artículo absorbente 10, para estar dispuesta hacia la piel del usuario cuando se coloca. Como se describió anteriormente, el chasis 12 también incluye el núcleo absorbente 28 que está dispuesto entre la cubierta exterior 40 y la lámina superior 42 para absorber los exudados corporales líquidos exudados por el usuario. Según la presente divulgación, el artículo absorbente 10 incluye además una o más pretinas de cintura extendidas que están destinadas a mejorar el aspecto del producto, a mejorar el ajuste, y/o hacer que el producto se sienta más como ropa interior real. Como se muestra en las figuras, por ejemplo, el artículo absorbente 10 puede incluir una pretina trasera 56, una pretina delantera 54, o puede incluir tanto una pretina delantera como una pretina trasera. Como se muestra, por ejemplo, la pretina trasera 56 se extiende sobre toda la parte posterior 24 del chasis 12 y termina en cada extremo en las áreas laterales 30 y 34.
Se supone que la presente divulgación no está restringida a ninguna forma de realización descrita anteriormente y que se pueden agregar algunas modificaciones al ejemplo de fabricación presentado sin tener que volver a evaluar las reivindicaciones adjuntas. Por ejemplo, aunque el ejemplo anterior hace referencia a las realizaciones de la figura 5 a la figura 8, se pueden encontrar estructuras similares en otras realizaciones como se ilustra en la figura 9 a la figura 12, y otros artículos de cuidado femenino como los de la figura 13 y la figura 14. Además, aunque el ejemplo y las figuras se refieren a pañales y pantalones para bebés, lo mismo se aplica a los pañales y pantalones de incontinencia para adultos, aunque con algunas alteraciones estructurales que serían evidentes para una persona experta en la materia.
Ejemplo 2:
Con referencia a la figura 13 y la figura 14, los artículos absorbentes pueden ser del tipo de toalla sanitaria o forro de bragas.
La estructura del pañal o del forro de bragas puede variar en la construcción siempre que se use un núcleo como se divulga en la presente. En general, dicho pañal o forro de bragas incluye un laminado que comprende una lámina posterior, un núcleo absorbente (con o sin material absorbente tridimensional) y, opcionalmente, una capa de distribución de líquido (ADL) colocada entre la lámina superior y el núcleo absorbente.
Como se muestra en la figura 14, el canal interconectado 106 puede estar en una pluralidad y ser sustancialmente concéntrico entre sí y puede tener una forma inversa alrededor de un eje paralelo al ancho del núcleo. Aunque tal patrón se ilustra como un ejemplo para su uso en un núcleo para un pañal sanitario o un forro de braga 300, tal forma se puede aplicar igualmente y se incluye en la presente en la enseñanza de núcleos para pañales y pantalones (ya sea para bebés o incontinencia para adultos).
Ejemplo 3:
Referencia: los pañales para bebés disponibles comercialmente (tamaño junior) con núcleo, sin canales, que comprenden una mezcla de pelusa y SAP (vendidos por Ontex bvba, con el nombre FlexFit) se prueban según el procedimiento mencionado anteriormente para el método "Tiempo de adquisición". Se analizan un total de 5 muestras de pañales, cada una de las cuales tiene una capa de distribución de adquisición (ADL) correspondiente a la siguiente Muestra A-C. El tiempo de adquisición promedio y la desviación estándar (STD) se informan en la siguiente Tabla 1.
Muestra A: cap a no tejida unida por aire con un peso base de 50 g/m2 (disponible comercialmente en TWE Meulebeke bvba y vendido como DryWeb T28)
Muestra B: capa no tejida hilada por adhesión que tiene 100 % fibras de polipropileno (PP) y un peso base de 21 g/m2 (disponible comercialmente en Fitesa Italy Srl. y vendido con el código de artículo ISEW-100021 FA-S) Muestra C: capa no tejida termoadherida cardada que tiene 100 % fibras de polipropileno (PP) y un peso base de 30 g/m2 (disponible comercialmente en Union Industries SpA y vendido con el código de artículo T3000PIWT) Tabla 1:

Los resultados de la Tabla 1 muestran que en los pañales tradicionales sin canales, el tiempo de adquisición promedio es muy alto cuando se usan ADL según las muestras B y C. Los niveles superiores a 200s se consideran inaceptables en la industria (por ejemplo, valores objetivo de Hy-Tec para pañales para bebés 01-2019) mientras que niveles inferiores a 200s se consideran aceptables (en especial para tallas Junior/Junior+, Maxi/Maxi+, XL/XL+). El último ha disuadido el uso de tales ADL en los pañales de rendimiento moderno.
Ejemplo 4:
Los pañales para bebés (tamaño junior) con núcleo, que tienen un solo canal en forma de U libre de material absorbente, que comprenden una mezcla de pelusa y SAP, se analizan según el procedimiento mencionado anteriormente para el método "Tiempo de adquisición". Se analizan un total de 5 muestras de pañales, cada una de las cuales tiene una capa de distribución de adquisición (ADL) correspondiente a la siguiente Muestra A'-C'. El tiempo de adquisición promedio y la desviación estándar (STD) se informan en la siguiente Tabla 2.
Muestra A': capa no tejida unida por aire con un peso base de 50 g/m2 (disponible comercialmente en TWE Meulebeke bvba y vendido como DryWeb T28)
Muestra B': capa no tejida hilada por adhesión que tiene 100 % fibras de polipropileno (PP) y un peso base de 21 g/m2 (disponible comercialmente en Fitesa Italy Srl. y vendido con el código de artículo ISEW-100021 FA-S) Muestra C': capa no tejida termoadherida cardada que tiene 100 % fibras de polipropileno (PP) y un peso base de 30 g/m2 (disponible comercialmente en Union Industries SpA y vendido con el código de artículo T3000PIWT) Tabla 2:

Los resultados en la Tabla 2 muestran que la introducción de un núcleo canalizado permite reducir significativamente el tiempo de adquisición, con ADL según las Muestras B' y C' que ahora brindan un rendimiento muy aceptable (en especial según los umbrales de Hy-Tec explicados en el Ejemplo 3).
Ejemplo 5:
Referencia: los pañales para bebés disponibles comercialmente (tamaño junior) con núcleo, sin canales, que comprenden una mezcla de pelusa y SAP (vendidos por Ontex bvba, con el nombre FlexFit) se prueban según el procedimiento mencionado anteriormente para el método "Sequedad de la superficie (rehumectación)". Se analizan un total de 6 muestras de pañales, cada una de las cuales tiene una capa de distribución de adquisición (ADL) correspondiente a la siguiente Muestra A-C. El tiempo de adquisición promedio y la desviación estándar (STD) se informan en la siguiente Tabla 3.
Muestra A: capa no tejida unida por aire con un peso base de 50 g/m2 (disponible comercialmente en TWE Meulebeke bvba y vendido como DryWeb T28)
Muestra B: capa no tejida hilada por adhesión que tiene 100 % fibras de polipropileno (PP) y un peso base de 21 g/m2 (disponible comercialmente en Fitesa Italy Srl. y vendido con el código de artículo ISEW-100021 FA-S) Muestra C: capa no tejida termoadherida cardada que tiene 100 % fibras de polipropileno (PP) y un peso base de 30 g/m2 (disponible comercialmente en Union Industries SpA y vendido con el código de artículo T3000PIWT)
Tabla 3:

Los resultados de la tabla 3 muestran un menor rendimiento de rehumectación de los pañales que comprenden las ADL de la Muestra A.
Ejemplo 6:
Los pañales para bebés (tamaño junior) con núcleo, que tienen un solo canal en forma de U libre de material absorbente, que comprenden una mezcla de pelusa y SAP se prueban de acuerdo con el procedimiento mencionado anteriormente para el método de "Sequedad de la superficie (rehumectación)". Se analizan un total de 6 muestras de pañales, cada una de las cuales tiene una capa de distribución de adquisición (ADL) correspondiente a la siguiente Muestra A'-C'. El tiempo de adquisición promedio y la desviación estándar (STD) se informan en la siguiente Tabla 4. Muestra A': capa no tejida unida por aire con un peso base de 50 g/m2 (disponible comercialmente en TWE Meulebeke bvba y vendido como DryWeb T28)
Muestra B': capa no tejida hilada por adhesión que tiene 100 % fibras de polipropileno (PP) y un peso base de 21 g/m2 (disponible comercialmente en Fitesa Italy Srl. y vendido con el código de artículo ISEW-100021 FA-S) Muestra C': capa no tejida termoadherida cardada que tiene 100 % fibras de polipropileno (PP) y un peso base de 30 g/m2 (disponible comercialmente en Union Industries SpA y vendido con el código de artículo T3000PIWT) Tabla 4:

Los resultados muestran que al introducir las ADL según las Muestras B/B' y C/C' en pañales con núcleos canalizados, sorprendentemente se logra un equilibrio óptimo entre el tiempo de adquisición (Ejemplo 4) y el rendimiento de rehumectación (Ejemplo 6). La compensación en el rendimiento del tiempo de adquisición en pañales canalizados (Ejemplo 4) cuando se seleccionan las Muestras B/B' y C/C' es mucho menor en comparación con los pañales no canalizados (Ejemplo 3), esa compensación se ve sobrepasada considerablemente por la mejora significativa de la rehumectación para mantener una excelente sequedad percibida. Eso conduce a un punto ideal en términos de rendimiento general del pañal de una manera rentable.
Ejemplo 7:
Las ADL según las Muestras A/A', B/B', C/C' de los Ejemplos 3 a 6 se analizan además según la prueba de densidad aparente descrita en la presente y los resultados se informan en la Tabla 5.
Tabla 5:

Ejemplo 8:
Las ADL según las Muestras A/A', B/B', C/C' de los Ejemplos 3 a 6 se analizan además para determinar la retención de líquidos. La prueba implica los siguientes pasos: cortar cada muestra hasta una dimensión de 245 mm x 80 mm; medir y registrar el peso de la muestra en estado seco; sumergir cada muestra en un baño de solución salina (la misma que se describe/utiliza en los Ejemplos 3 a 6) y dejarla en solución durante 2 minutos; sacar la muestra del
baño y permitir que el exceso de líquido gotee sujetando un extremo de la muestra a una plantilla en voladizo y dejar que cuelgue por gravedad en condiciones ambientales durante 3 minutos; luego medir el peso nuevamente. La diferencia de peso desde el estado seco hasta después de la prueba de inmersión proporciona el peso de retención de líquido. La prueba se repite para al menos 3 muestras para cada una de las Muestras A/A', B/B', C/C' de los Ejemplos 3 a 6. Los resultados se informan en la Tabla 6.
Tabla 6:
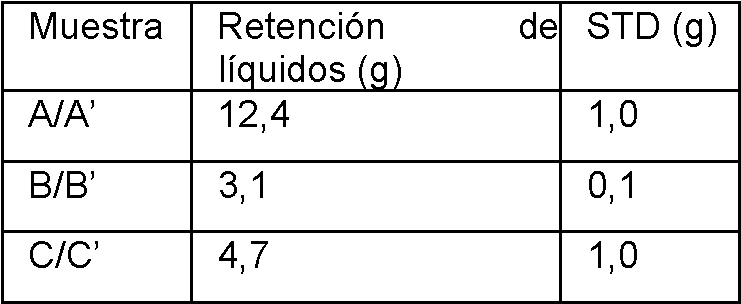
Los resultados de la Tabla 6 muestran que las ADL según la Muestra A/A' retienen una cantidad significativamente mayor de líquido en comparación con las Muestras B/B' y C/C'. Sin pretender limitarse a la teoría, se cree que una de las razones de la mayor humedad percibida se debe a un comportamiento similar a una esponja de las ADL. Ejemplo 9:
Los pañales según los Ejemplos 3 a 6 que tienen ADL según la Muestra A/A' y B/B' se prueban para determinar la inspección visual de la humedad residual. Esto se mide siguiendo el siguiente procedimiento: Verter 150 ml de agua del grifo de una sola vez en el pañal que se encuentra en forma de taza sobre una mesa; cronometrar un período de espera y dejar que el líquido se absorba en el pañal durante el período de espera de 90 segundos; aplicar un paño Softshell (tejido hidrofóbico repelente al agua, 100 % poliéster) sobre la lámina superior en el lado del pañal que mira hacia la piel y aplicar un peso de 4 kg durante 5 segundos; retirar el paño Softshell e inspeccionar visualmente en busca de signos de humedad. La figura 23 muestra la diferencia en el aspecto visual de la humedad, con el pañal que contiene la ADL de la Muestra A/A' que muestra un grado significativamente mayor de humedad residual en comparación con el mismo pañal que usa la ADL de la Muestra B/B'.
Ejemplo 10:
Las ADL según las Muestras A/A', B/B', C/C' se prueban para determinar la porosidad relativa según el método de prueba de permeabilidad al aire descrito en la presente.
Se cortan 3 réplicas de cada una de las Muestras A/A', B/B', C/C' y se dimensionan para encajar en el área de sujeción de 20 cm2 como se describe en el método de prueba descrito en la presente (y según ISO 9237:1995), la porosidad relativa promedio y la desviación estándar (sTd ) correspondiente se calculan y los resultados se informan en la Tabla 7.
Tabla 7:

Los resultados de la Tabla 7 muestran valores significativamente más altos de porosidad relativa de la Muestra A/A' en comparación con las Muestras B/B' y C/C'. Sin pretender limitarse a la teoría, la mayor porosidad relativa promueve la acción capilar a un grado que en uso resulta en un comportamiento similar a una esponja que afecta la humedad percibida después de los eventos de exudado en uso.
Claims (13)
1. Un artículo absorbente (10, 20, 300, 500, 600) que comprende un núcleo absorbente (101, 501, 601) intercalado entre una lámina superior permeable a los líquidos (520, 620) y una lámina posterior impermeable a los líquidos (521, 621), y una capa de distribución de adquisición (522, 622) colocada entre dicha lámina superior (520, 620) y dicho núcleo absorbente (101, 501, 601) y colocada en un lado del núcleo absorbente que mira hacia el cuerpo en contacto con el lado del núcleo absorbente que mira hacia el cuerpo, en donde el núcleo absorbente (101, 501, 601) comprende material absorbente seleccionado del grupo que consiste en fibras de celulosa, polímeros superabsorbentes y combinaciones de los mismos, comprendiendo dicho núcleo absorbente (101, 501, 601) al menos un canal (106) que forma un trayecto sustancialmente continuo libre de dicho material absorbente, en donde dicho canal (106) tiene una longitud que se extiende a lo largo de un eje longitudinal (48) y el núcleo absorbente (101, 501, 601) tiene una longitud que se extiende a lo largo de dicho eje longitudinal (48) y en donde la longitud de dicho canal (106) es del 10 % al 95 % de la longitud de dicho núcleo absorbente (101, 501, 601) caracterizado porque la capa de distribución de adquisición (522, 622) comprende fibras sintéticas, en donde dichas fibras sintéticas están comprendidas en un nivel superior al 80 % en peso por peso de dicha capa de distribución de adquisición (522, 622), y en donde dicha capa de distribución de adquisición (522, 622) tiene un peso base de 18 a 35 g/m2, consistiendo dicha capa de distribución de adquisición (522, 622) en un material no tejido hilado por adhesión, y en donde las fibras sintéticas consisten en fibras de polipropileno, y en donde dicho núcleo absorbente comprende al menos un sustrato de envoltura de núcleo que encierra dicho material absorbente en su interior, consistiendo dicho material absorbente en polímeros superabsorbentes y fibras celulósicas, y en donde una capa superior de la envoltura de núcleo se adhiere a una capa inferior de la envoltura de núcleo para formar dicho(s) canal(es).
2. Un artículo absorbente según la reivindicación 1, en donde el núcleo absorbente (101, 501, 601) comprende un único canal (106).
3. Un artículo absorbente según cualquiera de las reivindicaciones anteriores, en donde dicho canal (106) se extiende tanto a lo largo del eje longitudinal (48) como a lo largo de un eje perpendicular a dicho eje longitudinal (48), de manera que se conforma una forma sustancialmente en U.
4. Un artículo absorbente según cualquiera de las reivindicaciones anteriores, en donde la capa de distribución de adquisición (522, 622) tiene un volumen específico inferior a 11,4 cm3/g, preferiblemente inferior a 11,3 cm3/g, más preferiblemente de 5,5 cm3/g a 11,2 cm3/g, incluso más preferiblemente de 8,5 cm3/g a 11,17 cm3/g.
5. Un artículo absorbente según cualquiera de las reivindicaciones anteriores, en donde las fibras sintéticas están comprendidas en un nivel superior al 90 % en peso, preferiblemente del 95 % al 100 %, en peso de dicha capa de distribución de adquisición (522, 622).
6. Un artículo absorbente según cualquiera de las reivindicaciones anteriores, en donde la capa de distribución de adquisición (522, 622) consiste en fibras sintéticas preferiblemente en donde dicha capa de distribución de adquisición (522, 622) se trata, por ejemplo, con un tensioactivo, para hacer que dicha capa (522, 622) sea hidrófila.
7. Un artículo absorbente según cualquiera de las reivindicaciones anteriores, en donde la capa de distribución de adquisición (522, 622) tiene un peso base de 20 a 30 g/m2, más preferiblemente de 21 a 25 g/m2.
8. Un artículo absorbente según cualquiera de las reivindicaciones anteriores, en donde la capa de distribución de adquisición (522, 622) tiene un tamaño de poro de flujo medio de 15 pm a 200 pm, preferiblemente de 30 pm a 150 |jm, más preferiblemente de 45 pm a 130 pm, incluso más preferiblemente de 55 pm a 110 pm, incluso más preferiblemente de 60 pm a menos de 100 pm, incluso más preferiblemente de 65 pm a 95 pm, incluso más preferiblemente de 70 pm a 90 pm.
9. Un artículo absorbente según cualquiera de las reivindicaciones anteriores, en donde la capa de distribución de adquisición (522, 622) comprende una primera posición central (Cadl) y el núcleo absorbente (101, 501, 601) comprende una segunda posición central (Cc), y en donde la capa de distribución de adquisición (522, 622) está posicionada asimétricamente sobre el núcleo absorbente (101, 501, 601) de manera que la primera posición central (Cadl) y la segunda posición central (Cc) están desplazadas al menos a lo largo del eje longitudinal (48), preferiblemente en donde la capa de distribución de adquisición (522, 622) se coloca de tal manera que no se superpone con una parte del canal (106) que se extiende en la dirección del ancho a lo largo de un eje sustancialmente perpendicular a dicho eje longitudinal (48).
10. Un artículo absorbente según cualquiera de las reivindicaciones anteriores, en donde la capa de distribución de adquisición (522, 622) tiene una porosidad relativa de menos de 9000 L/m2/s, preferiblemente de 1000 L/m2/s a 8000 L/m2/s, preferiblemente de 2000 L/m2/s a 7000 L/m2/s, más preferiblemente de 3000 L/m2/s a 5000 L/m2/s, con máxima preferencia de 3500 L/m2/s a 4500 L/m2/s.
11. Un artículo absorbente según cualquiera de las reivindicaciones anteriores, en donde la capa de distribución de adquisición (522, 622) tiene una porosidad relativa de menos de 9000 L/m2/s preferiblemente de 1000 L/m2/s a 8000 L/m2/s, preferiblemente de 2000 L/m2/s a 7000 L/m2/s, más preferiblemente de 3000 L/m2/s a 5000 L/m2/s, con máxima preferencia de 3500 L/m2/s a 4500 L/m2/s.
12. Un artículo absorbente según las reivindicaciones 1 a 12, en donde el núcleo comprende una pluralidad de dichos canales.
13. Un artículo absorbente según la reivindicación 1, en donde la longitud de dicho canal es del 30 % al 90 %, más preferiblemente del 40 % al 85 %, con máxima preferencia del 50 % al 80 %, de la longitud de dicho núcleo absorbente.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19164452.5A EP3711729B1 (en) | 2019-03-21 | 2019-03-21 | Absorbent articles |
| EP20213288.2A EP3827798B1 (en) | 2019-03-21 | 2019-03-21 | Absorbent articles |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2922477T3 true ES2922477T3 (es) | 2022-09-15 |
Family
ID=65904234
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES20213288T Active ES2922477T3 (es) | 2019-03-21 | 2019-03-21 | Artículos absorbentes |
| ES19164452T Active ES2844196T3 (es) | 2019-03-21 | 2019-03-21 | Artículos absorbentes |
| ES19218948T Active ES2843827T3 (es) | 2019-03-21 | 2019-12-20 | Artículos absorbentes y métodos de fabricación |
| ES20213357T Active ES2901768T3 (es) | 2019-03-21 | 2019-12-20 | Artículos absorbentes |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES19164452T Active ES2844196T3 (es) | 2019-03-21 | 2019-03-21 | Artículos absorbentes |
| ES19218948T Active ES2843827T3 (es) | 2019-03-21 | 2019-12-20 | Artículos absorbentes y métodos de fabricación |
| ES20213357T Active ES2901768T3 (es) | 2019-03-21 | 2019-12-20 | Artículos absorbentes |
Country Status (7)
| Country | Link |
|---|---|
| EP (7) | EP3711729B1 (es) |
| AU (2) | AU2020243062A1 (es) |
| BE (1) | BE1026999B1 (es) |
| DE (2) | DE202019005399U1 (es) |
| ES (4) | ES2922477T3 (es) |
| PL (3) | PL3711729T3 (es) |
| WO (5) | WO2020188056A1 (es) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2922477T3 (es) | 2019-03-21 | 2022-09-15 | Ontex Bv | Artículos absorbentes |
| PL3838241T3 (pl) | 2019-03-21 | 2022-02-14 | Ontex Bv | Wyroby chłonne |
| US12127922B2 (en) | 2019-03-21 | 2024-10-29 | Ontex Bv | Process and apparatus for making channeled absorbent articles |
| EP3861970A1 (en) | 2020-02-10 | 2021-08-11 | Drylock Technologies NV | Absorbent article with capillary acceleration sheet |
| NL2026975B1 (en) * | 2020-11-25 | 2022-07-04 | Drylock Tech Nv | Absorbent article with improved capillary acceleration sheet |
| EP4277585A1 (en) | 2021-01-14 | 2023-11-22 | Soane Materials LLC | Absorbent fibrous composites and resulting high performance products |
| EP4112028A1 (en) * | 2021-06-28 | 2023-01-04 | Ontex BV | Improved absorbent article for liquid stool management |
| EP4368160A1 (en) * | 2022-11-09 | 2024-05-15 | Ontex BV | Forming pocket suitable for forming moulded absorbent material deposit structure to be used as an absorbent core for absorbent articles |
Family Cites Families (51)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4251377A (en) | 1979-08-28 | 1981-02-17 | E. I. Du Pont De Nemours And Company | Separation device of cordierite ceramic and α-alumina |
| ES2097846T5 (es) | 1991-09-11 | 2006-04-16 | Kimberly-Clark Worldwide, Inc. | Articulo absorbente. |
| US5433715A (en) | 1993-10-29 | 1995-07-18 | Kimberly-Clark Corporation | Absorbent article which includes superabsorbent material located in discrete pockets having water-sensitive and water-insensitive containment structures |
| US5562650A (en) | 1994-03-04 | 1996-10-08 | Kimberly-Clark Corporation | Absorbent article having an improved surge management |
| US5486166A (en) | 1994-03-04 | 1996-01-23 | Kimberly-Clark Corporation | Fibrous nonwoven web surge layer for personal care absorbent articles and the like |
| US5591148A (en) | 1994-04-08 | 1997-01-07 | The Procter & Gamble Company | Sanitary napkin having an independently displaceable central core segment |
| US5520673A (en) | 1994-05-24 | 1996-05-28 | Kimberly-Clark Corporation | Absorbent article incorporating high porosity tissue with superabsorbent containment capabilities |
| US6503233B1 (en) | 1998-10-02 | 2003-01-07 | Kimberly-Clark Worldwide, Inc. | Absorbent article having good body fit under dynamic conditions |
| WO2000066058A1 (en) | 1999-04-29 | 2000-11-09 | Paragon Trade Brands, Inc. | Absorbent article comprising topsheet with low surfactant or no synthetic surfactant |
| US7223900B1 (en) | 1999-08-16 | 2007-05-29 | Johnson & Johnson Inc. | Thin sanitary napkin allowing for controlled deformation when in use |
| CZ302200B6 (cs) | 1999-08-16 | 2010-12-15 | Johnson & Johnson Inc. | Hygienická vložka |
| BR9904370A (pt) | 1999-09-28 | 2001-06-05 | Johnson & Johnson Ind Com | Absorvente higiênico feminino |
| US6350258B1 (en) | 2000-03-13 | 2002-02-26 | Nora Markowiecki | Sanitary pad |
| US7278988B2 (en) | 2000-12-15 | 2007-10-09 | Kimberly-Clark Worldwide, Inc. | Dual-use pantiliner |
| US20050008839A1 (en) | 2002-01-30 | 2005-01-13 | Cramer Ronald Dean | Method for hydrophilizing materials using hydrophilic polymeric materials with discrete charges |
| US8211815B2 (en) | 2003-06-13 | 2012-07-03 | Kimberly-Clark Worldwide, Inc. | Absorbent structure having three-dimensional topography on upper and lower surfaces |
| DE602004026566D1 (de) * | 2004-07-28 | 2010-05-27 | Procter & Gamble | Indirekter Druck von AMG |
| US8211078B2 (en) | 2005-02-17 | 2012-07-03 | The Procter And Gamble Company | Sanitary napkins capable of taking complex three-dimensional shape in use |
| US8183430B2 (en) | 2005-12-15 | 2012-05-22 | Sca Hygiene Products Ab | Absorbent article |
| US7718021B2 (en) | 2006-04-21 | 2010-05-18 | Kimberly-Clark Worldwide, Inc. | Method for making a stabilized absorbent composite |
| CN101868208B (zh) | 2007-11-20 | 2013-08-14 | Sca卫生用品公司 | 成形吸收性物品 |
| US9044359B2 (en) | 2008-04-29 | 2015-06-02 | The Procter & Gamble Company | Disposable absorbent article with absorbent particulate polymer material distributed for improved isolation of body exudates |
| JP5513267B2 (ja) | 2010-06-10 | 2014-06-04 | 花王株式会社 | 吸収性物品 |
| EP2444046A1 (en) | 2010-10-20 | 2012-04-25 | Vynka Bvba | Environmentally friendly absorbent structure |
| US8426671B2 (en) | 2011-02-11 | 2013-04-23 | Polymer Group, Inc. | Liquid management layer for personal care absorbent articles |
| CN105816277A (zh) | 2011-06-10 | 2016-08-03 | 宝洁公司 | 一次性尿布 |
| RU2657973C1 (ru) | 2011-06-10 | 2018-06-18 | Дзе Проктер Энд Гэмбл Компани | Абсорбирующий конструктивный элемент для абсорбирующих изделий |
| JP5765150B2 (ja) | 2011-09-06 | 2015-08-19 | 王子ホールディングス株式会社 | 吸収性物品 |
| ES2686023T3 (es) | 2011-10-18 | 2018-10-16 | Basf Se | Artículo absorbente de fluidos |
| US9532910B2 (en) | 2012-11-13 | 2017-01-03 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US9216118B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| JP6334705B2 (ja) | 2013-08-27 | 2018-05-30 | ザ プロクター アンド ギャンブル カンパニー | チャネルを有する吸収性物品 |
| AU2013406835B2 (en) | 2013-12-03 | 2016-12-08 | Essity Hygiene And Health Aktiebolag | Absorbent article having acquisition layer |
| EP2905000B1 (en) * | 2014-02-11 | 2016-12-28 | The Procter and Gamble Company | Method and apparatus for making an absorbent structure comprising channels |
| EP2905001B1 (en) | 2014-02-11 | 2017-01-04 | The Procter and Gamble Company | Method and apparatus for making an absorbent structure comprising channels |
| US20150290047A1 (en) | 2014-04-15 | 2015-10-15 | The Procter Gamble Company | Methods for Inspecting Channel Regions in Absorbent Structures in Absorbent Articles |
| WO2016040100A1 (en) * | 2014-09-12 | 2016-03-17 | The Procter & Gamble Company | Absorbent article comprising a topsheet/acquisition layer laminate |
| JP6647015B2 (ja) | 2014-12-16 | 2020-02-14 | 花王株式会社 | 吸収性物品 |
| US10070997B2 (en) | 2015-01-16 | 2018-09-11 | The Procter & Gamble Company | Absorbent pant with advantageously channeled absorbent core structure and bulge-reducing features |
| KR101929450B1 (ko) | 2015-09-04 | 2018-12-14 | 주식회사 엘지화학 | 고흡수성 수지 섬유의 제조 방법 |
| WO2017053036A1 (en) | 2015-09-22 | 2017-03-30 | The Procter & Gamble Company | Absorbent articles having curved channels |
| EP3315106B1 (en) * | 2016-10-31 | 2019-08-07 | The Procter and Gamble Company | Absorbent article with an intermediate layer comprising channels and back pocket |
| WO2018122117A1 (en) | 2016-12-27 | 2018-07-05 | Ontex Bvba | Absorbent core, articles comprising said core, and methods of making |
| ES2801925T3 (es) | 2016-12-27 | 2021-01-14 | Ontex Bv | Núcleo absorbente, artículos que comprenden dicho núcleo, y métodos para fabricarlo |
| IT201700031317A1 (it) | 2017-03-22 | 2018-09-22 | Gdm Spa | Apparato e metodo di formatura di una imbottitura assorbente. |
| EP3403630B1 (en) | 2017-05-15 | 2019-08-28 | Drylock Technologies NV | Absorbent article with channels and method for manufacturing thereof |
| PL3403627T3 (pl) | 2017-05-15 | 2019-11-29 | Drylock Tech Nv | Wyrób chłonny z kanałami i sposób jego wytwarzania |
| EP3644929B1 (en) * | 2017-06-30 | 2022-10-12 | The Procter & Gamble Company | Absorbent article with a lotioned topsheet |
| EP3560469B1 (en) | 2018-04-24 | 2021-06-16 | Drylock Technologies NV | Absorbent article |
| ES2922477T3 (es) | 2019-03-21 | 2022-09-15 | Ontex Bv | Artículos absorbentes |
| PL3838241T3 (pl) | 2019-03-21 | 2022-02-14 | Ontex Bv | Wyroby chłonne |
-
2019
- 2019-03-21 ES ES20213288T patent/ES2922477T3/es active Active
- 2019-03-21 PL PL19164452T patent/PL3711729T3/pl unknown
- 2019-03-21 ES ES19164452T patent/ES2844196T3/es active Active
- 2019-03-21 PL PL20213288.2T patent/PL3827798T4/pl unknown
- 2019-03-21 EP EP19164452.5A patent/EP3711729B1/en active Active
- 2019-03-21 EP EP20213288.2A patent/EP3827798B1/en active Active
- 2019-12-20 EP EP20213357.5A patent/EP3838241B1/en active Active
- 2019-12-20 DE DE202019005399.9U patent/DE202019005399U1/de active Active
- 2019-12-20 DE DE202019005402.2U patent/DE202019005402U1/de active Active
- 2019-12-20 EP EP19218948.8A patent/EP3711730B1/en active Active
- 2019-12-20 PL PL19218948T patent/PL3711730T3/pl unknown
- 2019-12-20 ES ES19218948T patent/ES2843827T3/es active Active
- 2019-12-20 ES ES20213357T patent/ES2901768T3/es active Active
-
2020
- 2020-02-11 BE BE20200018A patent/BE1026999B1/nl active IP Right Grant
- 2020-02-19 EP EP20158150.1A patent/EP3711726B1/en active Active
- 2020-02-19 EP EP21162901.9A patent/EP3881813A1/en active Pending
- 2020-03-19 AU AU2020243062A patent/AU2020243062A1/en active Pending
- 2020-03-19 WO PCT/EP2020/057684 patent/WO2020188056A1/en active Application Filing
- 2020-03-19 EP EP20164374.9A patent/EP3711732B1/en active Active
- 2020-03-19 AU AU2020244212A patent/AU2020244212A1/en active Pending
- 2020-03-19 WO PCT/EP2020/057659 patent/WO2020188047A1/en active Application Filing
- 2020-03-20 WO PCT/EP2020/057817 patent/WO2020188094A1/en active Application Filing
- 2020-03-20 WO PCT/EP2020/057824 patent/WO2020188098A1/en active Application Filing
-
2021
- 2021-02-19 WO PCT/EP2021/054141 patent/WO2021165466A1/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020188047A1 (en) | 2020-09-24 |
| EP3711732A1 (en) | 2020-09-23 |
| EP3838241A1 (en) | 2021-06-23 |
| AU2020243062A1 (en) | 2021-08-12 |
| EP3711726B1 (en) | 2021-03-24 |
| WO2021165466A1 (en) | 2021-08-26 |
| EP3711729A1 (en) | 2020-09-23 |
| ES2844196T3 (es) | 2021-07-21 |
| EP3711732B1 (en) | 2021-11-17 |
| PL3827798T4 (pl) | 2023-02-27 |
| WO2020188056A1 (en) | 2020-09-24 |
| PL3827798T3 (pl) | 2022-08-22 |
| ES2843827T3 (es) | 2021-07-20 |
| EP3711729B1 (en) | 2020-12-16 |
| DE202019005402U1 (de) | 2020-07-06 |
| EP3838241B1 (en) | 2021-11-17 |
| PL3711729T3 (pl) | 2021-04-19 |
| ES2901768T3 (es) | 2022-03-23 |
| EP3711730B1 (en) | 2020-12-16 |
| EP3827798A1 (en) | 2021-06-02 |
| WO2020188094A1 (en) | 2020-09-24 |
| BE1026999B1 (nl) | 2020-08-20 |
| PL3711730T3 (pl) | 2021-04-19 |
| EP3881813A1 (en) | 2021-09-22 |
| DE202019005399U1 (de) | 2020-07-06 |
| ES2843827T8 (es) | 2021-07-29 |
| WO2020188098A1 (en) | 2020-09-24 |
| EP3827798B1 (en) | 2022-06-22 |
| EP3711726A1 (en) | 2020-09-23 |
| EP3711730A1 (en) | 2020-09-23 |
| AU2020244212A1 (en) | 2021-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2916702T3 (es) | Núcleo absorbente, artículos que comprenden dicho núcleo y procedimientos de producción | |
| ES2922477T3 (es) | Artículos absorbentes | |
| US11998433B2 (en) | Absorbent core and absorbent articles comprising said core | |
| US12109097B2 (en) | Absorbent articles and methods of making | |
| ES2975935T3 (es) | Artículos absorbentes y métodos de fabricación | |
| RU2810779C2 (ru) | Абсорбирующее изделие и применение нетканого материала в абсорбирующем изделии | |
| RU2805501C2 (ru) | Абсорбирующая прокладка и способы ее изготовления |