ES2771149T3 - Método de impresión directa para esmaltar y decorar - Google Patents
Método de impresión directa para esmaltar y decorar Download PDFInfo
- Publication number
- ES2771149T3 ES2771149T3 ES14826635T ES14826635T ES2771149T3 ES 2771149 T3 ES2771149 T3 ES 2771149T3 ES 14826635 T ES14826635 T ES 14826635T ES 14826635 T ES14826635 T ES 14826635T ES 2771149 T3 ES2771149 T3 ES 2771149T3
- Authority
- ES
- Spain
- Prior art keywords
- enamel
- ink
- printing
- printing method
- ceramic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims abstract description 42
- 238000010017 direct printing Methods 0.000 title claims abstract description 14
- 238000004534 enameling Methods 0.000 title description 2
- 238000007639 printing Methods 0.000 claims abstract description 72
- 210000003298 dental enamel Anatomy 0.000 claims abstract description 71
- 239000000919 ceramic Substances 0.000 claims abstract description 44
- 238000010438 heat treatment Methods 0.000 claims abstract description 14
- 239000011521 glass Substances 0.000 claims abstract description 12
- 229910010293 ceramic material Inorganic materials 0.000 claims abstract 2
- 239000000203 mixture Substances 0.000 claims description 20
- 239000002245 particle Substances 0.000 claims description 14
- 239000007788 liquid Substances 0.000 claims description 11
- 239000007787 solid Substances 0.000 claims description 11
- 230000008859 change Effects 0.000 claims description 8
- 239000003795 chemical substances by application Substances 0.000 claims description 8
- 239000002904 solvent Substances 0.000 claims description 8
- 239000000049 pigment Substances 0.000 claims description 7
- 239000000126 substance Substances 0.000 claims description 7
- 239000002994 raw material Substances 0.000 claims description 6
- 239000000654 additive Substances 0.000 claims description 4
- 239000011230 binding agent Substances 0.000 claims description 4
- 150000001735 carboxylic acids Chemical class 0.000 claims description 4
- 239000002270 dispersing agent Substances 0.000 claims description 4
- 150000002334 glycols Chemical class 0.000 claims description 4
- 230000009974 thixotropic effect Effects 0.000 claims description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 2
- 150000001298 alcohols Chemical class 0.000 claims description 2
- 150000001338 aliphatic hydrocarbons Chemical class 0.000 claims description 2
- 150000004945 aromatic hydrocarbons Chemical class 0.000 claims description 2
- 229910052799 carbon Inorganic materials 0.000 claims description 2
- 229930195733 hydrocarbon Natural products 0.000 claims description 2
- 150000002430 hydrocarbons Chemical class 0.000 claims description 2
- 150000002576 ketones Chemical class 0.000 claims description 2
- 150000001247 metal acetylides Chemical class 0.000 claims description 2
- 150000004767 nitrides Chemical class 0.000 claims description 2
- 239000012454 non-polar solvent Substances 0.000 claims description 2
- 239000003921 oil Substances 0.000 claims description 2
- 150000007524 organic acids Chemical class 0.000 claims description 2
- 235000005985 organic acids Nutrition 0.000 claims description 2
- 150000003505 terpenes Chemical class 0.000 claims description 2
- 235000007586 terpenes Nutrition 0.000 claims description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 2
- 230000000694 effects Effects 0.000 abstract description 24
- 239000000758 substrate Substances 0.000 abstract description 21
- 238000005034 decoration Methods 0.000 abstract description 10
- 239000002184 metal Substances 0.000 abstract 1
- 229910052751 metal Inorganic materials 0.000 abstract 1
- 150000002739 metals Chemical class 0.000 abstract 1
- 239000000976 ink Substances 0.000 description 63
- -1 alkylamine salts Chemical class 0.000 description 7
- 238000010586 diagram Methods 0.000 description 6
- 239000004721 Polyphenylene oxide Substances 0.000 description 5
- 238000005516 engineering process Methods 0.000 description 5
- 229920000570 polyether Polymers 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 150000002902 organometallic compounds Chemical class 0.000 description 4
- 230000032258 transport Effects 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 239000002518 antifoaming agent Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 239000002105 nanoparticle Substances 0.000 description 3
- 229920000058 polyacrylate Polymers 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 239000003755 preservative agent Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 238000009736 wetting Methods 0.000 description 3
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 2
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229910052797 bismuth Inorganic materials 0.000 description 2
- 229910000416 bismuth oxide Inorganic materials 0.000 description 2
- TYIXMATWDRGMPF-UHFFFAOYSA-N dibismuth;oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[Bi+3].[Bi+3] TYIXMATWDRGMPF-UHFFFAOYSA-N 0.000 description 2
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 235000021317 phosphate Nutrition 0.000 description 2
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 150000004760 silicates Chemical class 0.000 description 2
- PUZPDOWCWNUUKD-UHFFFAOYSA-M sodium fluoride Chemical compound [F-].[Na+] PUZPDOWCWNUUKD-UHFFFAOYSA-M 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N titanium dioxide Inorganic materials O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 2
- JLHMJWHSBYZWJJ-UHFFFAOYSA-N 1,2-thiazole 1-oxide Chemical class O=S1C=CC=N1 JLHMJWHSBYZWJJ-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- BTBUEUYNUDRHOZ-UHFFFAOYSA-N Borate Chemical compound [O-]B([O-])[O-] BTBUEUYNUDRHOZ-UHFFFAOYSA-N 0.000 description 1
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 1
- 239000005751 Copper oxide Substances 0.000 description 1
- 239000013032 Hydrocarbon resin Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229910006404 SnO 2 Inorganic materials 0.000 description 1
- 238000003854 Surface Print Methods 0.000 description 1
- 229910034327 TiC Inorganic materials 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical class NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- XHCLAFWTIXFWPH-UHFFFAOYSA-N [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[V+5].[V+5] XHCLAFWTIXFWPH-UHFFFAOYSA-N 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical class C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 150000003973 alkyl amines Chemical class 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- ILRRQNADMUWWFW-UHFFFAOYSA-K aluminium phosphate Chemical compound O1[Al]2OP1(=O)O2 ILRRQNADMUWWFW-UHFFFAOYSA-K 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- CNLWCVNCHLKFHK-UHFFFAOYSA-N aluminum;lithium;dioxido(oxo)silane Chemical compound [Li+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O CNLWCVNCHLKFHK-UHFFFAOYSA-N 0.000 description 1
- 230000000844 anti-bacterial effect Effects 0.000 description 1
- 239000003899 bactericide agent Substances 0.000 description 1
- AYJRCSIUFZENHW-DEQYMQKBSA-L barium(2+);oxomethanediolate Chemical compound [Ba+2].[O-][14C]([O-])=O AYJRCSIUFZENHW-DEQYMQKBSA-L 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000004202 carbamide Chemical class 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 229910000420 cerium oxide Inorganic materials 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 229910000428 cobalt oxide Inorganic materials 0.000 description 1
- IVMYJDGYRUAWML-UHFFFAOYSA-N cobalt(ii) oxide Chemical compound [Co]=O IVMYJDGYRUAWML-UHFFFAOYSA-N 0.000 description 1
- 229910021540 colemanite Inorganic materials 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000002508 contact lithography Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 229910000431 copper oxide Inorganic materials 0.000 description 1
- 229910052906 cristobalite Inorganic materials 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 235000013870 dimethyl polysiloxane Nutrition 0.000 description 1
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000010459 dolomite Substances 0.000 description 1
- 229910000514 dolomite Inorganic materials 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000010433 feldspar Substances 0.000 description 1
- RAQDACVRFCEPDA-UHFFFAOYSA-L ferrous carbonate Chemical compound [Fe+2].[O-]C([O-])=O RAQDACVRFCEPDA-UHFFFAOYSA-L 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000000417 fungicide Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 229920006270 hydrocarbon resin Polymers 0.000 description 1
- BDAGIHXWWSANSR-NJFSPNSNSA-N hydroxyformaldehyde Chemical compound O[14CH]=O BDAGIHXWWSANSR-NJFSPNSNSA-N 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000007648 laser printing Methods 0.000 description 1
- XGZVUEUWXADBQD-UHFFFAOYSA-L lithium carbonate Chemical compound [Li+].[Li+].[O-]C([O-])=O XGZVUEUWXADBQD-UHFFFAOYSA-L 0.000 description 1
- 229910052808 lithium carbonate Inorganic materials 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 229910052863 mullite Inorganic materials 0.000 description 1
- 229910052664 nepheline Inorganic materials 0.000 description 1
- 239000010434 nepheline Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 239000010970 precious metal Substances 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000004062 sedimentation Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000011775 sodium fluoride Substances 0.000 description 1
- 235000013024 sodium fluoride Nutrition 0.000 description 1
- 229910052642 spodumene Inorganic materials 0.000 description 1
- 229910000018 strontium carbonate Inorganic materials 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229910052714 tellurium Inorganic materials 0.000 description 1
- PORWMNRCUJJQNO-UHFFFAOYSA-N tellurium atom Chemical compound [Te] PORWMNRCUJJQNO-UHFFFAOYSA-N 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 150000003672 ureas Chemical class 0.000 description 1
- LSGOVYNHVSXFFJ-UHFFFAOYSA-N vanadate(3-) Chemical compound [O-][V]([O-])([O-])=O LSGOVYNHVSXFFJ-UHFFFAOYSA-N 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 229910001935 vanadium oxide Inorganic materials 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 238000004017 vitrification Methods 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0052—Digital printing on surfaces other than ordinary paper by thermal printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
- B41J2/14088—Structure of heating means
- B41J2/14104—Laser or electron beam heating the ink
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/007—Digital printing on surfaces other than ordinary paper on glass, ceramic, tiles, concrete, stones, etc.
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/382—Contact thermal transfer or sublimation processes
- B41M5/38207—Contact thermal transfer or sublimation processes characterised by aspects not provided for in groups B41M5/385 - B41M5/395
- B41M5/38221—Apparatus features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0058—Digital printing on surfaces other than ordinary paper on metals and oxidised metal surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Thermal Sciences (AREA)
- Printing Methods (AREA)
- Decoration By Transfer Pictures (AREA)
- Surface Treatment Of Glass (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Inks, Pencil-Leads, Or Crayons (AREA)
Abstract
Procedimiento de impresión directa destinado al esmaltado y/o decoración sobre superficies en general (materiales cerámicos, vidrios o metales, entre otros), sometidas a un tratamiento térmico posterior a la impresión, que consiste en la transferencia, mediante el uso de un equipo de emisión de energía en forma de ondas electromagnéticas, preferentemente laser, de un esmalte/tinta desde un vehículo portador hasta la superficie de impresión sin que exista contacto entre el citado vehículo y la superficie de impresión.. El tratamiento térmico, realizado a temperaturas superiores a 500 º C, es necesario para que el esmalte/tinta se adhiera al substrato y se genere el efecto cerámico y/o cromático final.
Description
DESCRIPCIÓN
Método de impresión directa para esmaltar y decorar
Objeto de la invención
Método de impresión directa para esmaltar y/o decorar sobre superficies en general, sometidas a un tratamiento térmico posterior a la impresión, que consiste en la transferencia de un esmalte/tinta, mediante el uso de un dispositivo de emisión de energía en forma de ondas electromagnéticas, desde un vehículo portador hasta la superficie de impresión.
El tratamiento térmico es necesario para que el esmalte/tinta se adhiera al sustrato, produciendo el efecto cerámico y/o cromático final. Para ello, dicho tratamiento térmico se realiza a temperaturas superiores a 500 °C.
Descripción del estado de la técnica
En la actualidad, existen varios procedimientos de aplicación y diferentes composiciones para esmaltar y decorar superficies de cualquier tipo, tanto porosas como no porosas.
La técnica de inyección de tinta se ha usado durante años en la industria cerámica y del vidrio para imprimir motivos decorativos, habiendo sustituido parcialmente a otras técnicas de decoración como la serigrafía, el huecograbado, etc.
Estas tintas de inyección se caracterizan por contener principalmente partículas de pigmentos inorgánicos, que proporcionan los colores y tonos necesarios y, opcionalmente, fritas que acompañan a los pigmentos cerámicos, tal y como se da a conocer en las patentes US7976906, US6357868 y US5407474. Sin embargo, la tecnología de inyección de tinta, con el fin de asegurar una correcta impresión, requiere que el tamaño de las partículas que componen las tintas sea submicrométrico, siendo muy aconsejable que no supere los 500 nanómetros. Esto supone una limitación, ya que no es posible conseguir una gama amplia e intensa de efectos cromáticos y cerámicos con partículas tan pequeñas.
Hoy en día, el objetivo también incluye aprovechar la tecnología digital para esmaltar azulejos cerámicos. Así, la solicitud de patente EP2918560A1 (solicitud de patente española P201231722) da a conocer una serie de esmaltes que se aplican mediante la tecnología de inyección digital usando cabezales de impresión basados en el sistema Drop-on-Demand (DOD), destinados a esmaltar azulejos cerámicos grandes que requieren una cantidad baja de esmalte, menos de 200 g/m2 En este caso, la tecnología de inyección digital, además de las limitaciones mencionadas anteriormente en cuanto al tamaño de partícula que restringen las composiciones que van a usarse, presenta el inconveniente de que no es posible depositar pesos elevados. Estos dos aspectos limitan las posibilidades de acabado de los productos que tienen efectos cerámicos, impidiendo que se pueda conseguir toda la gama y variedad actual, principalmente cuando se quiere obtener productos que tienen efectos cerámicos tales como, entre otros, metalizado, lustre o mica.
En el contexto de la presente invención, el término “efecto cerámico” incluye cualquier efecto obtenido de una mezcla de fritas o materias primas o pigmentos cerámicos o una combinación de los mismos, que se somete a un tratamiento térmico bien sea para obtener superficies completamente recubiertas o bien zonas seleccionadas. Asimismo, incluye los conceptos conocidos por cualquier experto en la técnica tales como esmaltado, vidriado, vitrificado o similares.
Aunque la patente ES2386267 y la solicitud de patente EP2947057A1 (solicitud de patente española P201330061) dan a conocer tintas de esmaltes digitales y esmaltes digitales, respectivamente, que permiten aplicar pesos elevados usando tecnología de inyección digital, la calidad de imagen conseguida no es lo suficientemente alta como para cumplir con los requisitos requeridos en este sentido por la mayoría de los productos de la industria cerámica. En consecuencia, el ámbito de aplicación de ambas patentes está limitado a productos cerámicos en los que no se requiere una alta calidad de imagen del esmalte depositado o simplemente se requiere depositar una capa continua de esmalte en toda la superficie.
Además, la patente US2005/0212888 da a conocer un método para imprimir una composición con la ayuda de un dispositivo de emisión de ondas electromagnéticas, preferentemente láser, que provoca un cambio en el volumen y/o la posición de la composición para impresión con la ayuda de cuerpos absorbedores de dicha radiación láser. Dicha patente US2005/0212888 da a conocer un método de impresión indirecta caracterizado por una doble transferencia de la composición de impresión, en primer lugar, desde el vehículo portador de dicha composición hasta un segundo vehículo portador, mediante un cambio de volumen y/o posición de la composición y, en segundo lugar, desde el último vehículo portador hasta la superficie de impresión mediante contacto. Este método es inviable en la industria cerámica, puesto que es habitual el uso de sustratos que tienen relieves más o menos pronunciados
y, por tanto, el esmaltado y/o decoración por contacto imposibilita acceder a las zonas profundas del relieve.
Además, la patente US2005/0212888 no da a conocer la distancia a la superficie de impresión en su método, un aspecto esencial en el esmaltado y la decoración de productos cerámicos y de vidrio, tanto para asegurar una buena calidad de imagen como para evitar el contacto entre el elemento de impresión y el sustrato en cuestión debido a las diferencias de grosor entre diferentes partes dentro del procedimiento de producción.
Para conseguir productos cerámicos y de vidrio en toda la gama cromática y efectos cerámicos usados en la industria, se requiere el uso de esmaltes/tintas con contenidos sólidos superiores al 50% y con un tamaño de partícula que tenga un D90 de hasta 40 micrómetros, lo que provoca viscosidades superiores a 0,5 Pas (500 cPs). La patente US2005/0212888 da a conocer una composición de impresión caracterizada por una viscosidad comprendida entre 0,05 y 0,5 Pa s o, dicho de otro modo, entre 50 y 500 cPs, lo que impide realizar toda la gama cromática y efectos cerámicos demandados por la industria.
La patente US2012/0164777 da a conocer una composición para impresión por láser de pistas conductoras, especialmente destinada para la producción de células solares y que se somete a un tratamiento térmico posterior a ser depositada sobre el sustrato, preferentemente semiconductor. Las fritas, materias primas y pigmentos usados en el esmaltado y/o decoración de productos cerámicos y de vidrio no están contemplados en esta patente. De hecho la composición de frita adecuada para la aplicación dada a conocer en la patente US2012/0164777 comprende especialmente óxido de bismuto, óxido de silicio y/o óxido de teluro. En este sentido, no es adecuada para desarrollar las propiedades y acabados requeridos por la industria cerámica y del vidrio.
La patente US2012/0164777 da a conocer el uso de nanopartículas de Au, Ag, Pt, Pd, W, Ni, In, SnO2 , TiC y Ti3 N4 así como compuestos organometálicos, preferentemente de Al, Bi, Zn, V, B y Si, como absorbedores del láser. En este sentido, debe observarse que aunque se usan compuestos organometálicos en algunas composiciones especiales para conseguir efectos metálicos en la industria cerámica y del vidrio, tal y como se da a conocer en la solicitud de patente EP2894204A1 (solicitud de patente española P201231372), estas se caracterizan porque usan compuestos organometálicos de metales preciosos en vez de nanopartículas. Además, al margen de estas composiciones especiales que desarrollan el efecto metálico mencionado anteriormente, las nanopartículas descritas en la patente US2012/0164777 no se pueden usar en una composición habitual para esmaltado y/o decoración ya que no aportan ningún efecto cerámico o cromático según los requisitos de la industria cerámica. El documento US 2011/292159 A1 da a conocer una máquina de impresión, que comprende un vehículo flexible que está recubierto con una tinta que va a imprimirse, y para un dispositivo para introducir energía en la tinta. La energía que se usa para evaporar la tinta y transferirla al sustrato que va a imprimirse es preferentemente un láser y, según el documento US 2011/292159 A l, el sustrato no está sometido a tratamiento térmico a temperaturas superiores a 500°C después de la impresión.
El documento EP 2045091 A2 proporciona una disposición y un método para marcar la superficie de un sustrato transparente mediante un método de transferencia de láser. En una realización preferida, el material de marcado se aplica directamente a la superficie que va a marcarse y se prensa preferentemente contra esta. En otra realización, la distancia entre el material de recubrimiento del portador y la superficie del sustrato que va a grabarse es de al menos 0,05 mm, en particular al menos 0,1 mm y como máximo 0,5 mm. Las distancias que no evitan el contacto entre el elemento de impresión y el sustrato en un método de impresión directa para esmaltar y/o decorar superficies en general.
El documento DE 19637255 C1 da a conocer un método para el impacto directo con un láser sobre un sustrato. No se hace referencia a la aplicación de un esmalte/tinta sobre un sustrato.
El documento US 5021 808 A se refiere a la impresión de papel, así que no forma parte del conocimiento general en la materia para la decoración de sustratos sometidos a un tratamiento térmico a temperaturas por encima de 500 ° C.
Finalmente, en el documento EP 0483782 el sustrato tampoco está sometido a tratamiento térmico a temperaturas superiores a 500°C después de la transferencia de compuesto organometálico.
El objeto de la presente invención cumple las siguientes características:
• Es un método de impresión destinado al esmaltado y/o decoración sobre superficies en general, sometidas a un tratamiento térmico posterior a la impresión como puede ser el caso de materiales cerámicos, de vidrio o metálicos, entre otros.
• Consiste en la transferencia de un esmalte/tinta para impresión desde un vehículo portador hasta la superficie de impresión mediante el uso de un dispositivo de emisión de energía en forma de ondas
electromagnéticas, preferentemente láser.
• Permite desarrollar una amplia e intensa gama cromática y efectos cerámicos una vez sometidos los sustratos esmaltados y/o decorados al tratamiento térmico correspondiente.
• Permite depositar el peso (entre 0 y 500 g/m2) de esmalte/tinta necesario para conseguir los acabados requeridos industrialmente, manteniendo la calidad de imagen requerida por el usuario final.
• Es posible aplicar esmalte/tinta sobre superficies tanto lisas como en relieve.
• No se requiere contacto entre el vehículo portador y la superficie de impresión.
Descripción de la invención
La presente invención se refiere a un método de impresión directa destinado al esmaltado y/o decoración sobre superficies caracterizadas porque se someten a tratamiento térmico posterior a la impresión. Específicamente, dicho método de impresión directa según la presente invención consiste en la transferencia de un esmalte/tinta, mediante el uso de un dispositivo de emisión de energía en forma de ondas electromagnéticas, preferentemente láser, desde un vehículo portador hasta la superficie de impresión, sin que se produzca contacto entre el vehículo portador del esmalte/tinta mencionado anteriormente y la superficie de impresión. Este hecho representa una gran ventaja, puesto que es posible la aplicación de esmalte/tinta sobre cualquier tipo de superficie, como por ejemplo productos cerámicos y de vidrio, independientemente de que sean lisas o del tipo de relieve de dicha superficie.
Además, la presente invención también contempla la ventaja de permitir depositar esmalte/tinta tanto en zonas seleccionadas como en toda la superficie de impresión, como por ejemplo el esmaltado de azulejos cerámicos, depositando el peso requerido para conseguir los acabados habituales de los productos cerámicos, que puede abarcar un intervalo entre 0 y 500 g/m2. Un aspecto esencial del esmaltado y/o decoración de productos cerámicos y de vidrio es la calidad de imagen. En este sentido, la presente invención establece una distancia máxima de impresión de 2,5 milímetros, ya que para distancias mayores se pierde precisión en la deposición del esmalte/tinta, lo que produce imágenes borrosas y de mala calidad. Para evitar el contacto entre el elemento de impresión y el sustrato en cuestión debido a las diferencias de grosor que se producen entre diferentes partes dentro del procedimiento de producción, la distancia de impresión no debe ser inferior a 500 micrómetros. Si se produjera el contacto mencionado anteriormente, la imagen impresa estaría borrosa, perdiendo toda su calidad, con el consiguiente riesgo adicional de dañar partes del dispositivo de impresión.
La presente invención contempla la posibilidad de que la superficie de impresión esté fija y se produzca un movimiento en un sistema de coordenadas X-Y-Z del sistema de vehículo portador de esmalte/tinta- dispositivo de emisión de energía, realizando una impresión de múltiples pasadas. También se contempla que el sistema de vehículo portador de esmalte/tinta- dispositivo de emisión de energía esté fijo mientras la superficie de impresión se desplaza con movimientos en un sistema de coordenadas X-Y-Z. De hecho, la invención preferida es que los sustratos que van a esmaltarse/decorarse se desplacen en un sistema de transporte convencional, mientras el sistema de vehículo portador de esmalte/tinta- dispositivo de emisión de energía está fijo y en dirección transversal a la del movimiento de avance de los sustratos. De esta forma, se consigue la productividad requerida industrialmente, llegando a velocidades del sistema de transporte de la superficie de impresión de hasta 70 m/min.
En otra realización, es el sistema de vehículo portador de esmalte/tinta- dispositivo de emisión de energía el que se desplaza a lo largo de los ejes Y-Z de un sistema de coordenadas X-Y-Z mientras las superficies se desplazan a lo largo del eje X de un sistema de coordenadas X-Y-Z.
Los desplazamientos en un sistema de coordenadas X-Y-Z, tanto del sistema de vehículo portador de esmalte/tintadispositivo de emisión de energía como de la superficie de impresión tienen como finalidad, además de la impresión de la superficie, ajustarse a las condiciones óptimas de impresión y permitir las operaciones de limpieza y mantenimiento generales.
La invención también contempla un ajuste del esmalte/tinta para conseguir una amplia e intensa gama cromática y efectos cerámicos una vez sometidos los sustratos esmaltados y/o decorados al tratamiento térmico correspondiente. En este sentido, el esmalte/tinta según la invención se caracteriza por tener un contenido en sólidos entre el 50% y el 80%, preferentemente no inferior al 70%, y un tamaño de partícula de hasta 40 micrómetros (D90). El uso de los contenidos en sólidos y tamaños de partícula indicados anteriormente provoca que los esmaltes/tintas específicos para esta aplicación presenten valores de viscosidad superiores a 0,5 Pas (500 cPs) e incluso hasta 10 Pa s (10.000 cPs). Según la presente invención, el esmalte y/o tinta comprende al menos una parte cerámica y/o cromática que es sólida a temperatura ambiente, al menos una sustancia absorbedora, también sólida a temperatura ambiente, y al menos una parte que es líquida a temperatura ambiente.
La parte responsable de conferir el efecto cerámico y/o cromático está formada por partículas de fritas o materias primas o pigmentos cerámicos o una combinación de los mismos. Específicamente, las materias primas se seleccionan entre arenas, feldespatos, alúminas, arcillas, silicato de zirconio, óxido de zinc, dolomita, caolín, cuarzo, carbonato de bario, mullita, wollastonita, óxido de estaño, nefelina, óxido de bismuto, productos de borato, colemanita, carbonato de calcio, óxido de cerio, óxido de cobalto, óxido de cobre, óxido de hierro, fosfato de aluminio, carbonato de hierro, óxido de manganeso, fluoruro sódico, óxido de cromo, carbonato de estroncio, carbonato de litio, espodumena, talco, óxido de magnesio, cristobalita, rutilo, anatasa, vanadato de bismuto, óxido de vanadio, pentavanadato amónico o una combinación de los mismos. Los pigmentos cerámicos se seleccionan de entre óxidos sencillos, óxidos mixtos y estructuras cristalinas de cualquier estructura o composición química.
Con el fin de producir el cambio de volumen y/o posición del esmalte/tinta, debe calentarse hasta formar una burbuja. Para ello, se hace incidir sobre el esmalte/tinta una onda electromagnética, preferentemente un rayo láser. Sin embargo, si únicamente se incide con la onda electromagnética, la energía y/o el tiempo requerido para formar la burbuja es muy alto y la energía se disipa también a lo largo de un área muy amplia del esmalte/tinta. Con el fin de evitar los problemas descritos anteriormente, el esmalte/tinta contiene uno o varios elementos absorbedores caracterizados porque absorben la longitud de onda o los intervalos de longitud de onda emitidos por el dispositivo de emisión de energía. Por tanto, el absorbedor permite la formación de la burbuja usando mucho menos tiempo y/o energía, así como la generación de calor solo en zonas específicas. Según la presente invención, el elemento absorbedor se caracteriza porque se encuentra en el esmalte/tinta en un porcentaje en peso no superior al 10%.
En este sentido, el elemento absorbedor puede ser un elemento adicional del esmalte/tinta o incluso alguno de los componentes de la parte responsable de producir el efecto cerámico y/o cromático, como en el caso de fritas, materias primas y pigmentos cerámicos. Por tanto, el elemento absorbedor se selecciona entre óxidos sencillos, óxidos mixtos, estructuras cristalinas de cualquier estructura o composición química, carbono, carburos, nitruros o una combinación de los mismos.
Según la presente invención, la parte líquida se encuentra en el esmalte/tinta en un porcentaje en peso entre 20% y 50% y está formada por disolventes y/o aditivos. Entre los disolventes, estos pueden ser apolares o de polaridad baja, media o alta. Según la presente invención, el disolvente apolar se selecciona de entre hidrocarburos alifáticos lineales o ramificados, hidrocarburos aromáticos, hidrocarburos nafténicos, terpenos, aceites naturales o una combinación de los mismos. Asimismo, el disolvente de polaridad baja, media o alta se selecciona de entre glicoles, ésteres de glicol, alcoholes, cetonas, ácidos carboxílicos, ácidos orgánicos, agua o una combinación de los mismos. Asimismo, la parte líquida puede contener distintos aditivos que cumplen diferentes funciones. Entre estos aditivos podemos diferenciar aglutinantes, agentes dispersantes o hiperdispersantes, agentes antisedimentantes tixotrópicos, agentes humectantes o humidificantes, igualadores, agentes antiespumantes y conservantes.
El agente aglutinante facilita la cohesión entre las moléculas de los disolventes y las partículas sólidas y, en aquellos casos en los que se utiliza, se usa un porcentaje en peso del esmalte/tinta no superior al 10%. El agente aglutinante se selecciona de entre derivados de celulosas, polímeros y copolímeros acrílicos, polivinilacrilatos, alcohol polivinílico, polivinilpirrolidonas, acetatos de polivinilo, poliamidas, poliuretano y derivados de los mismos, resinas hidrocarbonadas, resinas de poliéster, resinas de colofonia, resinas maleicas, resinas de estireno, ésteres de colofonia, resinas fenólicas o combinaciones de los mismos.
El agente dispersante tiene como función evitar la aglomeración de las partículas y, en los casos en los que se utiliza, se encuentra en el esmalte/tinta en un porcentaje en peso no superior al 5%. El agente dispersante se selecciona de entre derivados de ácidos carboxílicos, derivados de polímeros acrílicos, fosfatos y sus derivados, silicatos y sus derivados, derivados de poliamida o polialquilaminas, derivados de poliéter con grupos amino, sales de alquilamina y acido polimérico o combinaciones de los mismos.
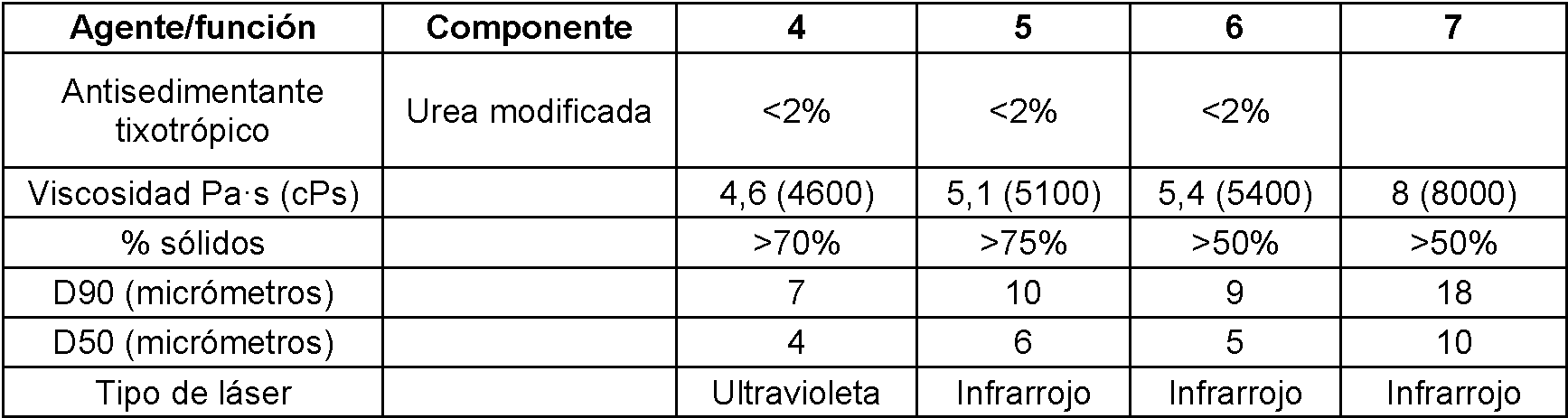
Según la presente invención, el agente antisedimentante tixotrópico dificulta la movilidad de las partículas sólidas, evitando su sedimentación. Cuando es necesario, se usa en el esmalte/tinta en un porcentaje en peso no superior al 2%. El agente antisedimentante tixotrópico se selecciona de entre derivados de ácidos carboxílicos, derivados de polímeros acrílicos, fosfatos y sus derivados, silicatos y sus derivados, derivados de poliamida o polialquilaminas, derivados de poliéter con grupos amino, sales de alquilamina y acido polimérico, sales de amina de ácido sulfónico, poliuretano modificado con urea, urea modificada o combinaciones de los mismos.
El agente humectante o humidificante modifica la tensión superficial del medio líquido, favoreciendo de esta manera la humectación de la superficie de las partículas sólidas por el disolvente. Puede encontrarse en el esmalte/tinta en un porcentaje en peso no superior al 2% y se selecciona de entre copolímeros de ácido carboxílico, poliésteres, sales de polialquilamonio de ácidos carboxílicos, derivados de poliéter y polisiloxano o combinaciones de los mismos.
El igualador se usa fundamentalmente para aplicaciones sobre sustratos no porosos como es el caso del vidrio y su función consiste en disminuir la rugosidad de la aplicación. Según la presente invención, el igualador se encuentra en el esmalte/tinta en un porcentaje en peso no superior al 2%. El igualador se selecciona de entre polidimetilsiloxanos, polimetilalquilsiloxano, poliéter modificado con polimetilsiloxano o combinaciones de los
mismos.
El agente antiespumante evita la formación de espuma y, en aquellos casos en los que se utiliza, se encuentra en el esmalte/tinta en un porcentaje en peso no superior al 2%. El agente antiespumante se selecciona de entre polisiloxanos y polisiloxanos con poliéter o combinaciones de los mismos.
Finalmente, también se pueden usar agentes que evitan el deterioro o la descomposición del medio líquido, conocidos por cualquier experto en la técnica, tales como bactericidas, fungicidas, conservantes o similares, que pueden encontrarse en el esmalte/tinta en un porcentaje en peso no superior al 2%. Pueden usarse isotiazolonas, carbendazimas, bronopoles u otros como agentes conservantes.
Descripción de las figuras
Como complemento a la descripción que se está realizando en el presente documento y con el objeto de ayudar a hacer que las características de la invención sean más fácilmente comprensibles, se acompaña a la presente memoria descriptiva de un conjunto de figuras que, a modo de ilustración y sin limitación, representan lo siguiente: La figura 1 muestra un diagrama general del método de impresión directa según la presente invención. El dispositivo (2) de emisión de energía incide sobre el esmalte/tinta (4) a través del vehículo (3) portador, provocando un cambio de volumen y/o posición del esmalte/tinta (4) y causando que se deposite sobre la superficie (1) de impresión.
La figura 2 muestra un diagrama del método de impresión directa según la presente invención, en el que se representa el cambio de volumen y/o posición del esmalte/tinta (4) desde el vehículo (3) portador hasta la superficie (1) de impresión. El esmalte/tinta (4) puede depositarse sobre ciertas zonas de la superficie (1) de impresión, tal como se representa en la figura 2, o cubriendo toda la superficie (1) de impresión.
La figura 3 muestra un diagrama del método de impresión directa en el que se representa el cambio de volumen y/o posición del esmalte/tinta (4) desde el vehículo (3) portador hasta una superficie (5) de impresión en relieve. Según la presente invención, durante este proceso de transferencia la distancia entre el esmalte/tinta (4) y la superficie (5) de impresión no es menor de 500 micrómetros ni mayor que 2,5 milímetros.
La figura 4 muestra un diagrama del método de impresión directa según la presente invención, en el que se representa la variación de la altura de los sustratos (6 y 7) cerámicos debido a las diferencias de grosor que se producen entre diferentes partes dentro del procedimiento de producción.
La figura 5 muestra un diagrama del método de impresión directa según la presente invención en el que la superficie de impresión está fija y se produce el movimiento en un sistema de coordenadas X-Y-Z del sistema láser-vehículo portador de esmalte/tinta.
La figura 6 muestra un diagrama del método de impresión directa según la presente invención en el que el sistema láser -vehículo portador de esmalte/tinta está fijo y la superficie de impresión se desplaza con movimientos en un sistema de coordenadas X-Y-Z.

Realizaciones preferidas
Para completar la descripción que se está realizando en el presente documento y con el objeto de ayudar a entender mejor sus características, esta memoria descriptiva se acompaña de varias realizaciones a modo de ejemplo de esmalte/tinta para proporcionar diseños con efectos cerámicos y cromáticos, según la invención. En todos los casos, se ha usado un rayo láser como dispositivo de emisión de energía.
Una realización preferida de la presente invención se caracteriza porque usa un rayo láser como dispositivo de emisión de energía en forma de ondas electromagnéticas. De esta manera es posible concentrar una alta cantidad de energía en un área muy pequeña del esmalte/tinta, produciendo de ese modo gotas del orden de picolitros y, por tanto, una alta calidad en la imagen impresa. En este sentido, pueden usarse distintos tipos de láseres, por ejemplo, CO2 , He-Ne o Nd-YAG, entre otros. Los diferentes láseres se caracterizan, entre otros, por la longitud de onda o intervalo de longitud de onda en el que se emite el rayo de energía, como por ejemplo infrarrojo, ultravioleta, verde y rojo, entre otros, y por el modo de emisión de energía, que puede ser continuo o pulsado. La selección del tipo de láser según la presente invención se basará en la composición del esmalte/tinta que va a aplicarse.
Todas las realizaciones a modo de ejemplo se indican a modo de ilustración y sin limitación.
Composiciones que proporcionan efectos cerámicos y sus propiedades
Los ejemplos 1, 2 y 3 corresponden a esmaltes que permiten obtener efectos cerámicos de la capa de vidriado según la invención. Específicamente, el ejemplo 1 proporciona un esmalte con un efecto opaco brillante, el ejemplo 2 proporciona un esmalte con un efecto mate satinado y el ejemplo 3 proporciona un esmalte con un efecto coloreado brillante.
El procedimiento de impresión de los ejemplos 1 a 3 se ha realizado de la siguiente manera. La superficie de impresión se desplaza en un sistema de transporte convencional mientras el sistema láser-vehículo portador de esmalte está fijo y en sentido transversal a la del movimiento de avance de dicha superficie que va a esmaltarse. En este sentido, el sistema que transporta las superficies que van a esmaltarse puede llegar a velocidades de hasta 70 m/min. Cuando la superficie que va a esmaltarse, que está desplazándose, llega al sistema láser-vehículo portador de esmalte, el láser emite un rayo de energía que atraviesa el vehículo portador y llega al esmalte. La incidencia de dicho rayo de energía sobre el esmalte se realiza siguiendo un patrón o diseño de manera que, cuando se produce el cambio de volumen y/o posición del esmalte en forma de burbujas, estas se depositan a lo largo y ancho de la superficie que va a esmaltarse según dicho patrón o diseño a medida que la superficie de impresión avanza, sin detenerse en ningún momento.


Composiciones que proporcionan efectos cromáticos y sus propiedades
Los ejemplos 4 a 7 corresponden con tintas que permiten obtener efectos cromáticos según la invención.
El procedimiento de impresión de los ejemplos 4, 5 y 6 se ha realizado de la siguiente manera. La superficie de impresión se desplaza en un sistema de transporte convencional mientras el sistema láser-vehículo portador de tinta está fijo y en sentido transversal a la del movimiento de avance de dicha superficie que va a decorarse. En este sentido, el sistema para transportar las superficies que van a decorarse puede llegar a velocidades de hasta 70 m/min. Cuando la superficie que va a decorarse que está desplazándose llega al sistema láser-vehículo portador de tinta, el láser emite un rayo de energía que atraviesa el vehículo portador y llega a la tinta. La incidencia de dicho rayo de energía sobre la tinta se realiza siguiendo un patrón o diseño de manera que, cuando se produce el cambio de volumen y/o posición de la tinta en forma de burbujas, estas se depositan a lo largo y ancho de la superficie que va a decorarse según dicho patrón o diseño a medida que la superficie de impresión avanza, sin detenerse en ningún momento.
El método de impresión del ejemplo 7 consiste en primer lugar en colocar la superficie que va a decorarse sobre un soporte o banco con el objetivo de inmovilizarlo. Después, el sistema láser-vehículo portador de tinta se coloca sobre la superficie de impresión y el láser comienza a emitir un rayo de energía que atraviesa el vehículo portador y llega a la tinta. La incidencia del rayo de energía sobre la tinta se realiza siguiendo un patrón o diseño de manera que, cuando se produce el cambio de volumen y/o posición de la tinta en forma de burbujas, estas se depositan en la superficie que va a decorarse según dicho patrón o diseño. Para depositar todo el diseño o patrón sobre la superficie de impresión, esta permanece inmóvil y el sistema láser-vehículo portador de tinta se desplaza a lo largo y ancho de la superficie de impresión a lo largo de las coordenadas X-Y-Z, realizando una o varias pasadas sobre una misma zona.

Claims (13)
1. Método de impresión directa para esmaltar y/o decorar sobre superficies en general sometidas a un tratamiento térmico realizado a temperaturas superiores a 500°C después de la impresión, que consiste en transferir un esmalte/tinta, mediante el uso de un dispositivo de emisión de energía en forma de ondas electromagnéticas, preferentemente láser, desde un vehículo portador del elemento de impresión hasta una superficie de impresión, en la que
- la distancia entre el elemento de impresión y la superficie de impresión es mayor de 500 micrómetros y menor de 2,5 milímetros,
- la viscosidad del esmalte/tinta está comprendida entre 0,5 Pas (500 cPs) y 10 Pas (10.000 cPs), - el esmalte y/o tinta comprende al menos una parte cerámica y/o cromática que es sólida a temperatura ambiente, al menos una sustancia absorbedora, también sólida a temperatura ambiente, que absorbe la energía emitida por el dispositivo de emisión de energía, para transformar dicha energía en calor y producir un cambio de volumen y/o posición del esmalte/tinta, y al menos una parte que es líquida a temperatura ambiente,
- la al menos una parte cerámica y/o cromática está formada por partículas de fritas o materia prima o pigmentos cerámicos o una combinación de los mismos,
- la al menos una sustancia absorbedora se encuentra en el esmalte/tinta en un porcentaje en peso de no más del 10% y se selecciona de entre óxidos sencillos, óxidos mixtos, estructuras cristalinas de cualquier estructura o composición química, carbono, carburos, nitruros o una combinación de los mismos,
- la al menos una parte líquida se encuentra en el esmalte/tinta en un porcentaje en peso entre el 20% y el 50% y está formada por disolventes y/o aditivos,
- los disolventes de la parte líquida pueden ser apolares o polares y el disolvente apolar se selecciona de entre hidrocarburos alifáticos lineales o ramificados, hidrocarburos aromáticos, hidrocarburos nafténicos, terpenos, aceites naturales o una combinación de los mismos y el disolvente de polaridad baja, media o alta se selecciona de entre glicoles, ésteres de glicol, alcoholes, cetonas, ácidos carboxílicos, ácidos orgánicos, agua o una combinación de los mismos
2. Método de impresión, según la reivindicación 1, caracterizado porque las superficies de impresión son lisas o en relieve.
3. Método de impresión, según la reivindicación 1, caracterizado porque las superficies son de materiales cerámicos y/o vidrio.
4. Método de impresión, según las reivindicaciones anteriores, caracterizado porque el esmalte/tinta se deposita en zonas seleccionadas de la superficie de impresión o en toda la superficie de impresión.
5. Método de impresión, según las reivindicaciones anteriores, caracterizado porque el peso depositado del esmalte/tinta es de hasta 500 g/m2
6. Método de impresión, según las reivindicaciones anteriores, en el que las superficies están fijas y es el sistema que comprende el sistema de vehículo portador de esmalte/tinta-dispositivo de emisión de energía el que se desplaza en un sistema de coordenadas X-Y-Z.
7. Método de impresión, según las reivindicaciones 1 a 5, caracterizado porque el sistema de vehículo portador de esmalte/tinta-dispositivo de emisión de energía está fijo y son las superficies las que se desplazan mediante un sistema de transporte en un sistema de coordenadas X-Y-Z.
8. Método de impresión, según las reivindicaciones 1 a 5, caracterizado porque el sistema de vehículo portador de esmalte/tinta-dispositivo de emisión de energía se desplaza a lo largo de ejes Y-Z de un sistema de coordenadas X-Y-Z y las superficies se desplazan mediante un sistema de transporte en el eje X de un sistema de coordenadas X-Y-Z.
9. Método de impresión, según la reivindicación 1, caracterizado porque el láser emite la luz de láser a una determinada longitud de onda o en un intervalo de longitud de onda.
10. Método de impresión, según las reivindicaciones anteriores, en el que la parte sólida formada por al menos una parte cerámica y/o cromática y al menos una sustancia absorbedora, se encuentra en el esmalte/tinta en un porcentaje en peso entre el 50% y el 80% y tiene un tamaño de partícula de D90 que puede llegar a los 40 micrómetros.
11. Método de impresión, según la reivindicación 1, caracterizado porque la parte líquida comprende al menos un agente aglutinante que se encuentra en el esmalte/tinta en un porcentaje en peso no superior al 10%.
12. Método de impresión, según la reivindicación 1, caracterizado porque la parte líquida comprende al menos un agente dispersante que se encuentra en el esmalte/tinta en un porcentaje en peso no superior al 5%.
13. Método de impresión, según la reivindicación 1, caracterizado porque la parte líquida comprende al menos un agente antisedimentante tixotrópico que se encuentra en el esmalte/tinta en un porcentaje en peso no superior al 2%.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES201331076A ES2529090B1 (es) | 2013-07-16 | 2013-07-16 | Procedimiento de impresión directa destinado al esmaltado y decoración |
| PCT/ES2014/070550 WO2015007936A1 (es) | 2013-07-16 | 2014-07-07 | Procedimiento de impresión directa destinado al esmaltado y decoración |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2771149T3 true ES2771149T3 (es) | 2020-07-06 |
Family
ID=52345775
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES201331076A Active ES2529090B1 (es) | 2013-07-16 | 2013-07-16 | Procedimiento de impresión directa destinado al esmaltado y decoración |
| ES14826635T Active ES2771149T3 (es) | 2013-07-16 | 2014-07-07 | Método de impresión directa para esmaltar y decorar |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES201331076A Active ES2529090B1 (es) | 2013-07-16 | 2013-07-16 | Procedimiento de impresión directa destinado al esmaltado y decoración |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9616684B2 (es) |
| EP (1) | EP3023256B1 (es) |
| ES (2) | ES2529090B1 (es) |
| WO (1) | WO2015007936A1 (es) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL3378847T3 (pl) | 2017-03-21 | 2022-01-17 | Sociedad Anónima Minera Catalano-Aragonesa | Sposób dekorowania materiałów ceramicznych wytwarzanych z użyciem polimerów nieorganicznych |
| CN108944231B (zh) * | 2017-05-19 | 2021-03-26 | 比亚迪股份有限公司 | 油墨组合物和3d玻璃的装饰方法以及3d装饰玻璃 |
| EP3743287B1 (en) | 2018-01-27 | 2022-07-20 | HELIOSONIC GmbH | Laser printing process |
| DE102018104059A1 (de) | 2018-02-22 | 2019-08-22 | Ferro Gmbh | Druckverfahren zur Übertragung von Drucksubstanz |
| WO2019175056A1 (en) * | 2018-03-12 | 2019-09-19 | Altana Ag | Laser printing process |
| KR20220042219A (ko) | 2019-09-10 | 2022-04-04 | 헬리오소닉 게엠베하 | 레이저 유도 전사 인쇄 프로세스 |
| CN113740286B (zh) * | 2021-07-12 | 2024-03-26 | 高邮鑫润龙印刷科技有限公司 | 一种印刷品用检测装置 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3702643A1 (de) * | 1986-02-10 | 1987-08-13 | Toshiba Kawasaki Kk | Tintenstrahlschreiber sowie schreibkopf und schreibkopfkassette dafuer |
| DE4034834C2 (de) * | 1990-11-02 | 1995-03-23 | Heraeus Noblelight Gmbh | Verfahren zur Herstellung metallischer Schichten auf Substraten und Verwendung der Schichten |
| GB9104171D0 (en) | 1991-02-27 | 1991-04-17 | British Ceramic Res Ltd | Improved ink |
| DE19637255C1 (de) * | 1996-09-13 | 1997-12-11 | Jenoptik Jena Gmbh | Verfahren zum indirekten Beschriften von transparenten Materialien |
| DE19921925A1 (de) | 1999-05-12 | 2000-11-16 | Dmc2 Degussa Metals Catalysts | Verfahren zur Dekoration fester Materialien |
| DE10210146A1 (de) | 2002-03-07 | 2003-09-25 | Aurentum Innovationstechnologi | Qualitätsdruckverfahren und Druckmaschine sowie Drucksbustanz hierfür |
| US7114014B2 (en) | 2003-06-27 | 2006-09-26 | Sun Microsystems, Inc. | Method and system for data movement in data storage systems employing parcel-based data mapping |
| WO2005019360A1 (en) | 2003-08-25 | 2005-03-03 | Dip Tech. Ltd. | Ink for ceramic surfaces |
| US20050264600A1 (en) * | 2004-05-27 | 2005-12-01 | Hewlett-Packard Development Company, L.P. | Emission of fluid droplet from printhead with coherent irradiation |
| US8001924B2 (en) * | 2006-03-31 | 2011-08-23 | Asml Netherlands B.V. | Imprint lithography |
| DE102007046176A1 (de) * | 2007-09-26 | 2009-04-02 | Mobil-Mark Gmbh | Anordnung und Verfahren zur Beschriftung einer Oberfläche eines Substrats |
| PH12011501221A1 (en) * | 2008-12-17 | 2010-06-24 | Basf Se | Method and printing press for printing a substrate |
| JP2012512065A (ja) * | 2008-12-17 | 2012-05-31 | ビーエーエスエフ ソシエタス・ヨーロピア | 基体を印刷する印刷機及び印刷方法 |
| GB0907362D0 (en) * | 2009-04-29 | 2009-06-10 | Ten Cate Itex B V | Print carriage |
| JP5709870B2 (ja) | 2009-09-04 | 2015-04-30 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | 導体トラックを印刷するための組成物、及び太陽電池の製造方法 |
| DE102009059042A1 (de) * | 2009-12-10 | 2011-06-16 | Schmid Technology Gmbh | Verfahren und Vorrichtung zur Übertragung von Drucksubstanz von einem Drucksubstanzträger auf ein Substrat |
| US20140035995A1 (en) * | 2010-12-07 | 2014-02-06 | Sun Chemical Corporation | Aerosol jet printable metal conductive inks, glass coated metal conductive inks and uv-curable dielectric inks and methods of preparing and printing the same |
| ES2386267B2 (es) | 2012-04-24 | 2013-02-11 | Esmalglass, Sau | Tinta esmalte digital |
| ES2453390B1 (es) | 2012-09-04 | 2014-12-05 | Torrecid, S.A | Composición de tinta metálica para decoración de substratos no porosos |
| ES2468553B1 (es) | 2012-11-12 | 2015-03-31 | Torrecid, S.A. | Composición de esmalte digital para inyección de tinta |
| ES2489293B1 (es) | 2013-01-21 | 2015-06-10 | Torrecid, S.A. | Esmalte digital para elevados gramajes, sin el empleo de antisedimentantes |
-
2013
- 2013-07-16 ES ES201331076A patent/ES2529090B1/es active Active
-
2014
- 2014-07-07 WO PCT/ES2014/070550 patent/WO2015007936A1/es active Application Filing
- 2014-07-07 EP EP14826635.6A patent/EP3023256B1/en active Active
- 2014-07-07 ES ES14826635T patent/ES2771149T3/es active Active
- 2014-07-07 US US14/905,572 patent/US9616684B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20160167400A1 (en) | 2016-06-16 |
| US9616684B2 (en) | 2017-04-11 |
| EP3023256A1 (en) | 2016-05-25 |
| EP3023256A4 (en) | 2017-06-07 |
| EP3023256B1 (en) | 2020-01-15 |
| WO2015007936A1 (es) | 2015-01-22 |
| ES2529090B1 (es) | 2015-11-25 |
| ES2529090A1 (es) | 2015-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2771149T3 (es) | Método de impresión directa para esmaltar y decorar | |
| ES2267400B1 (es) | Composiciones pigmentarias en base acuosa para marcado policromatico de materiales inorganicos con laser. | |
| ES2807508T3 (es) | Composiciones de marcado con láser y métodos relacionados | |
| JP6445194B2 (ja) | レーザー吸収化合物 | |
| ES2345985T3 (es) | Tinta para superficies ceramicas. | |
| ES2220286T3 (es) | Metodo para decorar materiales solidos. | |
| ES2386267B2 (es) | Tinta esmalte digital | |
| US6852948B1 (en) | High contrast surface marking using irradiation of electrostatically applied marking materials | |
| US6238847B1 (en) | Laser marking method and apparatus | |
| US20070263061A1 (en) | Methods for Digitally Printing on Ceramics | |
| US20060112729A1 (en) | Screen printing process | |
| WO1999025562A1 (en) | Laser marking method and material | |
| ES2716244T3 (es) | Tinta de impresión, transferencias y métodos de decoración de artículos de poliolefina | |
| WO2014072553A1 (es) | Composición de esmalte digital para inyección de tinta | |
| EP2436527A2 (en) | Machine and method for digital ink-jet glass printing with simultaneous drying | |
| ES2198777T5 (es) | Procedimiento y dispositivo de marcado de objetos con unos polvos minerales sinterizados. | |
| ES2674978B1 (es) | Esmalte ceramico de elevado tamano de particula y contenido en solidos | |
| ES2906855T3 (es) | Recipiente de vidrio que tiene una imagen impresa por inyección de tinta y un método para la fabricación del mismo | |
| ES2757503T3 (es) | Papel pintado pregofrado impreso digitalmente | |
| PT703863E (pt) | Processo de realizacao de motivos em objectos especialmente em materiais ceramicos | |
| ES2203528T3 (es) | Procedimiento de impresion en cuerpos tubulares de un estampado que cuenta simultaneamente con motivos brillantes y motivos mates o satinados. |