EP4534211A1 - Verfahren zur lackierung einer oberfläche eines polymeren bauteils - Google Patents
Verfahren zur lackierung einer oberfläche eines polymeren bauteils Download PDFInfo
- Publication number
- EP4534211A1 EP4534211A1 EP24199576.0A EP24199576A EP4534211A1 EP 4534211 A1 EP4534211 A1 EP 4534211A1 EP 24199576 A EP24199576 A EP 24199576A EP 4534211 A1 EP4534211 A1 EP 4534211A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- polymer material
- masking
- area
- painting
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/32—Processes for applying liquids or other fluent materials using means for protecting parts of a surface not to be coated, e.g. using stencils, resists
- B05D1/322—Removable films used as masks
- B05D1/325—Masking layer made of peelable film
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/02—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/14—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by electrical means
Definitions
- the invention relates to a method for painting a surface of a polymeric component, in particular an exterior attachment for motor vehicles, wherein the component surface has at least one coating area to be painted and at least one masking area not to be painted, wherein the masking is carried out using a polymeric material.
- the polymeric exterior attachments can be, for example, bumpers, rear spoilers, wheel arch trims, or sills.
- paint components must be protected from overspray in certain surface areas that are to remain unpainted. These unpainted areas are intended, for example, for the later assembly of other components or on another component. Therefore, masking must secure the areas to be protected so that they are not exposed to paint and are, for example, fully available for subsequent assembly operations.
- Masking with masking tapes is generally known. However, these are limited in terms of their geometry and also disadvantageous in terms of their application.
- a method with the features described above is known, for example, from DE 10 2009 020 264 B4 and the DE 10 2021 132 337 A1
- the methods known in the prior art are generally functional, but also have disadvantages, especially when the polymer material is applied to the component surface at a certain distance.
- the document DE 197 37 065 A1 The component can generally be painted in a single layer or in multiple layers, whereby the individual layers of paint can be applied directly one after the other or individually at different times.
- the invention is based on the object of specifying a method with the features described above, which avoids the disadvantages of the methods known in the prior art and enables a masking that is easy to apply and also easy to remove.
- liquid also includes a viscous, for example, gel-like consistency of the polymer material.
- the invention is particularly characterized in that the application of the polymer material to the masking area does not produce any splashes or other defects on the component surface.
- the masking can be applied individually to the required locations, if necessary three-dimensionally, for example in a ring-like manner, by swirling, spraying, doctoring, or even stamping.
- the liquid polymer material can harden through physical processes, e.g., by simple cooling, by circulating air, or by active curing through the addition of energy.
- the polymer material expediently cures without chemical reactions or without any thixotropy of the polymer material playing a role. Preferably, no chemical reactions are required to develop the desired cohesion and adhesion properties of the polymer film.
- the polymer material is applied to the masking area in spray form.
- application can be carried out in foamed spray form.
- Application as a spray or foamed spray allows for particularly close-to-contour application in hard-to-reach, curved masking areas.
- the polymer material is preferably sprayed onto the masking area using an automated spraying device.
- Such a spraying device is preferably attached to an industrial robot, cobot, or handling device and preferably has an automated dosing device.
- the polymer material is expediently applied to the masking area in a layer thickness of 50 to 700 ⁇ m, preferably 100 to 500 ⁇ m, particularly preferably 150 to 450 ⁇ m. At this thickness, the polymer material or the polymer film formed therefrom can withstand the stresses encountered during the painting process. In addition, the internal strength of the polymer film is sufficiently high that the polymer film can be removed or peeled off without leaving any residue, particularly after absorbing overspray in the painting system.
- the required thickness of the polymer film can vary depending on the selected polymer material and process requirements. The layer thickness is expediently applied as required based on the specific process requirements.
- suitable total volume flows are 0.1 to 100 liters/sec, in particular 0.2 to 10 liters/sec (see above for preferred volume fractions of the mixture of air and polymer material).
- the mass flows also depend on the geometry of the surface to be protected and the requirements.
- the mass flows can be 0.1 to 100 g/sec, in particular 0.2 to 10 g/sec.
- the application device for the air/polymer material mixture which can in particular be designed as a nozzle, can have a nozzle opening for the air in the center and nozzle openings for the polymer material arranged in a ring around the outside.
- a nozzle opening for the polymer material can also be provided in the center with nozzle openings for the polymer material arranged in a ring around the outside.
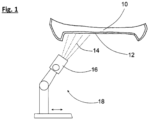
- the Fig. 1 shows a method for painting a surface of a polymeric component 10 in the form of an exterior attachment for motor vehicles, wherein the component surface has at least one painting area to be painted and at least one non-painting area masking area 12 and wherein the masking is carried out using a polymer material 14.
- the component 10 is provided and fixed.
- the masking area 12 of the component 10 is coated with the polymer material 14 in the form of a liquid mass.
- the polymer material 14 then solidifies after it has been coated on the masking area 12 to form a polymer film.
- the painting area is then painted, during which process the masking area 12 is protected by the polymer film from exposure to overspray. After the paint has cured, the polymer film is peeled off in one piece.
- the polymer material 14 can be designed as a 1K system or as a 2K system, wherein in the exemplary embodiment the polymer material 14 has thixotropic properties.
- the polymer material 14 is applied in spray form to the masking area 12 with a layer thickness of 150 to 450 ⁇ m.
- the polymer material 14 is in the form of a polyvinyl acetate copolymer or SIKA® Hotmelt 050, although this does not preclude the use of other materials.
- the polymer material 14 can generally be in the form of a hot-melt adhesive and has a dynamic viscosity of no more than 2000 mPas at 150°C.
- the polymer material 14 is applied to the masking area 12, preferably using circular movements. Furthermore, the polymer material 14 is applied to the masking area 12 in a foamed state with air 50.
- the application device 16 for the polymer material 14 is attached to an industrial robot 18 and has a nozzle 100 (see FIG. 1) that enables the spray application of the mixture of air 50 and polymer material 14. Fig. 2 to 4 ).
- the industrial robot 18 is guided in a straight line along the longitudinal extent of the component 10, wherein the component 10 can be located on a movable product carrier (not shown in detail).
- the automated application device 16 for the polymer material 14 has an automatic or automated dosing device with a heating element.
- the masking area 12 is sprayed with the polymer material 14 in order to cover the masking area 12 with the polymer material 14 and thus protect it from overspray during the painting process.
- the application device 16 comprises the nozzle 100 with the appropriate geometry in order to be able to apply the polymer material 12 in the desired thickness.
- the application device 16 has a control device (not shown in detail) which is designed to control the application device 16 flexibly via the industrial robot 18.
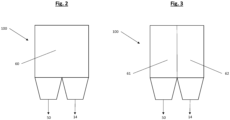
- Fig. 2 to 4 show different embodiments of the nozzle 100 for applying the mixture of air 50 and polymer material 14 to the masking area 12.
- the exit of air 50 and liquid polymer material 14 from the same block 60 takes place.
- the air 50 and the liquid polymer material 14 exit from different blocks 61 and 62.
- Fig. 4 shows a further embodiment of a nozzle 100 in a view from below.
- a central opening 101 can be seen, around which a plurality of openings 102 are arranged in a ring.
- Such a nozzle 100 is particularly suitable for applying the mixture of liquid polymer material 14 and air 50 to the masking area 12 using circular movements.
- the polymer material 14 can be applied through the central opening 101 and the air 50 through the openings 102.
- the air 50 can also be applied through the central opening 101 and the polymer material 14 through the openings 102.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Lackierung einer Oberfläche eines polymeren Bauteils, insbesondere eines Außenanbauteils für Kraftfahrzeuge, wobei die Bauteiloberfläche wenigstens einen zu lackierenden Lackierbereich und wenigstens einen nicht zu lackierenden Maskierbereich aufweist, wobei die Maskierung unter Verwendung eines Polymermaterials erfolgt. Bei den polymeren Außenanbauteilen kann es sich beispielsweise um Stoßfänger, Heckspoiler, Radlaufblenden oder Schweller handeln.
- Bauteile, die lackiert werden, müssen für verschiedene Anwendungen in bestimmten Oberflächenbereichen, die unlackiert bleiben sollen, vor Overspray durch die Lackierung geschützt werden. Diese unlackiert verbleibenden Bereich sind beispielsweise für eine spätere Montage anderer Bauteile bzw. an einem anderen Bauteil vorgesehen. Deshalb müssen Maskierungen die zu schützenden Bereiche absichern, so dass die zu schützenden Bereiche nicht mit Lack beaufschlagt werden und beispielsweise für nachfolgende Montageoperationen uneingeschränkt zur Verfügung stehen. Grundsätzlich bekannt ist die Maskierung mit Abdeckbändern. Diese sind jedoch hinsichtlich ihrer Geometrie beschränkt und auch bezüglich ihrer Applikation nachteilig. Ein Verfahren mit den eingangs beschriebenen Merkmalen ist beispielsweise aus der
DE 10 2009 020 264 B4 sowie derDE 10 2021 132 337 A1 bekannt. Die im Stand der Technik bekannten Verfahren sind zwar grundsätzlich funktionsfähig, weisen jedoch auch Nachteile auf, insbesondere wenn der Auftrag des Polymermaterials mit einem gewissen Abstand auf die Bauteiloberfläche erfolgt. Als Stand der Technik ist ferner das DokumenteDE 197 37 065 A1 zu nennen. Die Lackierung des Bauteils kann grundsätzlich einschichtig oder auch mehrschichtig erfolgen, wobei die einzelnen Lackschichten zeitlich unmittelbar nacheinander oder aber auch mit zeitlichem Abstand einzeln aufgetragen werden können. - Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren mit den eingangs beschriebenen Merkmalen anzugeben, welches die Nachteile der im Stand der Technik bekannten Verfahren vermeidet und eine leicht applizierbare sowie ebenfalls einfach wieder zu entfernende Maskierung ermöglicht.
- Erfindungsgemäß wird die Aufgabe gelöst durch ein Verfahren zur Lackierung einer Oberfläche eines polymeren Bauteils, insbesondere eines Außenanbauteils für Kraftfahrzeuge, wobei die Bauteiloberfläche wenigstens einen zu lackierenden Lackierbereich und wenigstens einen nicht zu lackierenden Maskierbereich aufweist, wobei die Maskierung unter Verwendung eines Polymermaterials erfolgt,
- a. wobei das Bauteil zunächst bereitgestellt und fixiert wird,
- b. wobei danach der Maskierbereich des Bauteils mit dem Polymermaterial, vorzugsweise in Form einer flüssigen Masse, beschichtet wird,
- c. wobei danach sich das Polymermaterial zu einem Polymerfilm verfestigt,
- d. wobei danach der Lackierbereich lackiert wird, und
- e. wobei danach der Polymerfilm, vorzugsweise in einem Stück, abgezogen wird.
- Alternativ zum Auftrag des Polymermaterials in Form einer flüssigen Masse ist es grundsätzlich auch möglich, dass das Polymermaterial in Form von Feststoffpartikeln appliziert wird. Die Bezeichnung flüssig umfasst auch eine viskose, beispielsweise gelartige Konsistenz des Polymermaterials.
- Im Rahmen der Erfindung liegt es, dass die kohäsiven und/oder adhäsiven Eigenschaften des verfestigten Polymerfilms durch Energiebeaufschlagung verändert werden (z.B. durch damit einhergehende Vernetzungs- und/oder Aushärtungsvorgänge), so dass die die Kohäsionskräfte durch diese Maßnahme kleiner als die Adhäsionskräfte sind. Dies ermöglicht das Abziehen des Polymerfilms in einem Stück.
- Die Erfindung zeichnet sich insbesondere dadurch aus, dass die Appliaktion des Polymermaterials auf den Maskierbereich keine Spritzer oder andere Defekte auf der Bauteiloberfläche erzeugt. Die Maskierung kann individuell an den benötigten Stellen ggf. dreidimensional selektiv aufgebracht werden wie beispielsweise kringelförmig, per Swirl, Sprühen, Aufrakeln oder auch Stempel. Das flüssige Polymermaterial kann durch physikalische Prozesse, z.B. durch einfaches Abkühlen, mittels Umluft oder mittels aktiver Härtung durch Energiezufuhr aushärten. Zweckmäßigerweise erfolgt die Aushärtung des Polymermaterials ohne chemische Reaktionen bzw. ohne dass eine etwaige Thixotropie des Polymermaterials hierbei eine Rolle spielt. Vorzugsweise werden für die Ausbildung der gewünschten Kohäsions- und Adhäsionseigenschaften des Polymerfilms keine chemischen Reaktionen benötigt.
- Gleichwohl kann das Bauteil im Maskierbereich bereits vor dem Auftragen der Maskierung eine Vorlackierung bzw. Kontrastlackierung aufweisen, so dass die Maskierung eine vorab lackierte Oberfläche schützt, beispielsweise gegen Überlackierung oder gegen die thermische Belastung eines Lacktrockenofens. Während im Stand der Technik die Applikation des Polymermaterials mit einem sehr geringen Abstand zum Maskierbereich erfolgt, z.B. weniger als 5 mm, insbesondere auch weniger als 1 mm, kann im Rahmen der Erfindung der Applikationsabstand - also die Distanz zwischen einem Gerät zum Ausstoß des Polymermaterials und dem Maskierbereich - mehr als 10 mm betragen, z.B. auch mehr als 20 mm.
- Der Maskierbereich kann nahezu jede beliebige Geometrie aufweisen. Wird ein polymeres Material mit thixotropen Eigenschaften verwendet, kann der Maskierbereich auch "über Kopf" liegen, da das polymere Material aufgrund der thixotropen Eigenschaften nicht abtropft. Der Maskierbereich kann beispielsweise bandförmig ausgebildet sein, um beispielsweise unlackierte Flächen zur Verklebung oder Verschweißung des Bauteils mit weiteren Bauteilen bereitzustellen.
- Zweckmäßigerweise wird der Lackierbereich vor dem Lackieren gereinigt und elektrostatisch aktiviert oder deaktiviert. Das Polymermaterial kann als Einkomponenten(1K)-System oder alternativ auch als Zweikomponenten(2K)-System ausgebildet sein. Vorzugsweise weist das Polymermaterial thixotrope Eigenschaften auf. Der Begriff der Thixotropie bezeichnet die Eigenschaft eines nichtnewtonischen Fluids, dass dessen Viskosität bei Scherung im Verlauf der Zeit nach und nach zurückgeht bzw. das Wiederansteigen der Viskosität, wenn nur noch wenig oder gar keine Scherung mehr vorliegt. So kann das Polymermaterial entsprechend eingestellt werden, um sich aufgrund seiner thixotropen Eigenschaften und durch Abkühlen nach dem Auftragen auf den Maskierbereich zu verfestigen. Damit ist ein konturgerechter Auftrag des Polymermaterials möglich, ohne dass es nach dem Auftragen zerfließt.
- Im Rahmen der Erfindung liegt es, dass das Polymermaterial in Sprayform auf den Maskierbereich aufgetragen wird. Insbesondere kann eine Auftragung in aufgeschäumter Sprayform erfolgen. Das Auftragen als Spray bzw. geschäumtes Spray erlaubt einen besonders konturnahen Auftrag in schwer zugänglichen, gekrümmten Maskierbereichen. Das Polymermaterial wird bevorzugt mittels einer automatisierten Sprühvorrichtung auf den Maskierbereich aufgesprüht. Eine solche Sprühvorrichtung ist bevorzugt an einem Industrieroboter, Cobot oder Handlinggerät angebracht und weist bevorzugt eine automatisierte Dosiereinrichtung auf.
- Zweckmäßigerweise wird das Polymermaterial mit einer Schichtdicke von 50 bis 700 µm, vorzugsweise 100 bis 500 µm, besonders bevorzugt 150 bis 450 µm auf den Maskierbereich aufgetragen. in dieser Stärke bzw. Dicke kann das polymere Material bzw. der daraus gebildete Polymerfilm den während des Lackiervorgangs einwirkenden Belastungen standhalten. Zudem ist die innere Festigkeit des Polymerfilms ausreichend hoch, so dass der Polymerfilm insbesondere nach Aufnahme des Oversprays in der Lackieranlage, rückstandsfrei entfernt bzw. abgezogen werden kann. Die erforderliche Stärke bzw. Dicke des Polymerfilms kann in Abhängigkeit des gewählten Polymermaterials und Prozessanforderungen variieren. Zweckmäßigerweise wird die Schichtdicke wie benötigt appliziert ausgehend von den spezifischen Prozessanforderungen.
- Das Polymermaterial kann polare Eigenschaften aufweisen und z.B. als Polyvinylacetat-Copolymer ausgebildet sein (z.B. EVATANE® 18-500 oder PLANATOL® HSP). Alternativ liegen auch Polymermaterialien auf Polyamid-Basis oder auch Polyactone im Rahmen der Erfindung. Als geeignete Materialien können hier die Substanzen C41404 der Fa. Bühnen, Bremen, oder Hotbond AH 780L von BASF® genannt werden. Im Rahmen der Erfindung liegt es aber auch, alternativ ein unpolares Polymermaterial für die Maskierung bereitzustellen. Es kann von Vorteil sein, wenn das Polymermaterial auf Kunststoff klebefähig ist. Für die Aufbringung des Polymermaterials auf unpolare Bauteilkunststoffe ist es von Vorteil, wenn das Polymermaterial unpolare Eigenschaften aufweist. Für polare Bauteilkunststoffe eignen sich insbesondere unpolare Polymermaterialien, zB. auf Basis von Polypropylen, ggf. gefüllt bzw. Blends daraus, zur Maskierung. Beispiele hierfür sind, ohne sich darauf zu beschränken, Polyolefine, wie z.B. SiKA® Hotmelt 050 oder Jowat® 253.70 oder auch PP Hot Melt Adhesive 3731-B von 3M®. Zweckmäßigerweise ist das Polymermaterial als Schmelzkleber mit einer dynamischen Viskosität von höchstens 2000 mPas bei 150 °C ausgebildet.
- Im Rahmen der Erfindung liegt es, dass das Polymermaterial mit kreisförmigen Bewegungen auf den Maskierbereich aufgetragen werden. Grundsätzlich kann die Auftragung des Poylmermaterials auf den zu maskierenden Bereich des Bauteils auf unterschiedliche Art und Weise erfolgen, z.B. durch Aufrakeln, Aufstreichen, Aufsprühen, Kringeln, Schäumen, bzw. durch Stempeln/Tampondruck. Die Auftragung kann ggf. unter gleichzeitiger (oder aber auch ohne) Warm- bzw. Heißluftzufuhr erfolgen. Das polymere Material kann grundsätzlich mittels einer automatisierten Aufbringvorrichtung auf dem Maskierbereich aufgebracht werden. Gemäß einer bevorzugten Ausführungsform der Erfindung kann das Polymermaterial in einem mit Luft aufgeschäumten Zustand auf den Maskierbereich aufgetragen werden. Das Mischungsverhältnis Volumenanteile Luft zu Volumenanteile Polymermaterial bewegt sich hierbei zweckmäßigerweise im Bereich von 95/5 bis 85/15, insbesondere 92/8 bis 88/12. Die Applikationsgeschwindigkeiten, mit der das Polymermaterial zwecks Aufbringung auf den Maskierbereich aus einem entsprechenden Applikationsgerät, bspw. einer Düse, austritt, sind abhängig von der Geometrie der zu schützenden Oberfläche und den Anforderungen. Ohne sich darauf zu beschränken, sind geeignete Geschwindigkeiten für die Applikation beispielsweise 0,05 bis 0,5 m/sec, insbesondere 0,1 bis 0,35 m/sec. Die Applikationsmengen des Polymermaterials sind ebenfalls abhängig von der Geometrie der zu schützenden Oberfläche und den Anforderungen. Diese Mengen können 10 bis 100 gr. pro Bauteil, insbesondere 20 bis 90 gr. pro Bauteil betragen. Ebenso sind bei einer gemeinsamen Applikation von Polymermaterial in Verbindung mit Luft, z.B. als Schaum, die Volumenströme abhängig von der Geometrie der zu schützenden Oberfläche und den Anforderungen. Beispielsweise, ohne sich darauf zu beschränken, sind geeignete Gesamtvolumenströme 0,1 bis 100 Liter/sec, insbesondere 0,2 bis 10 Liter/sec (bevorzugte Volumenanteile des Gemisches aus Luft und Polymermaterial hierzu siehe oben). Auch die Massenströme sind abhängig von der Geometrie der zu schützenden Oberfläche und den Anforderungen. Die Massenströme können 0,1 bis 100 g/sec, insbesondere 0,2 bis 10 g/sec betragen. Das Applikationsgerät für das Luft/Polymermaterialgemisch, welches insbesondere als Düse ausgeführt sein kann, kann in der Mitte eine Düsenöffnung für die Luft und außen darum herum kranzförmig angeordnete Düsenöffnungen für das Polymermaterial aufweisen. Alternativ kann auch in der Mitte eine Düsenöffnung für das Polymermaterial vorgesehen sein mit außen darum herum kranzförmig angeordnete Düsenöffnungen für das Polymermaterial.
- Im Folgenden wird die Erfindung anhand einer lediglich ein Ausführungsbeispiel darstellenden Zeichnung ausführlich erläutert. Es zeigen schematisch:
- Fig. 1
- ein erfindungsgemäßes Verfahren zur Lackierung einer polymeren Bauteiloberfläche und
- Fig. 2-4
- verschiedene Düsengeometrien zur Maskierung eines Bereiches der Bauteiloberfläche.
- Die
Fig. 1 zeigt ein Verfahren zur Lackierung einer Oberfläche eines polymeren Bauteils 10 in Form eines Außenanbauteils für Kraftfahrzeuge, wobei die Bauteiloberfläche wenigstens einen zu lackierenden Lackierbereich und wenigstens einen nicht zu lackierenden Maskierbereich 12 aufweist und wobei die Maskierung unter Verwendung eines Polymermaterials 14 erfolgt. Zunächst wird das Bauteil 10 bereitgestellt und fixiert. Danach wird der Maskierbereich 12 des Bauteils 10 mit dem Polymermaterial 14 in Form einer flüssigen Masse beschichtet. Das Polymermaterial 14 verfestigt sich sodann nach seiner Beschichtung auf dem Maskierbereich 12 zu einem Polymerfilm. Hiernach wird der Lackierbereich lackiert, wobei während dieses Vorgangs der Maskierbereich 12 durch den Polymerfilm vor einer Beaufschlagung mit Overspray geschützt wird. Nach der Aushärtung des Lackes wird der Polymerfilm in einem Stück abgezogen. Vor dem Lackieren wird der Lackierbereich in der Regel gereinigt und ggf. elektrostatisch aktiviert oder deaktiviert. Das Polymermaterial 14 kann als 1K-System oder als 2K-System ausgebildet sein, wobei im Ausführungsbeispiel das Polymermaterial 14 thixotrope Eigenschaften aufweist. Das Polymermaterial 14 wird in Sprayform auf den Maskierbereich 12 mit einer Schichtdicke von 150 bis 450 µm aufgetragen. Im Ausführungsbeispiel ist das Polymermaterial 14 als Polyvinylacetat-Copolymer oder auch als SIKA® Hotmelt 050 ausgebildet, wodurch andere Materialien jedoch nicht ausgeschlossen werden. Das Polymermaterial 14 kann grundsätzlich als Schmelzkleber ausgebildet sein und weist bei 150 °C eine dynamische Viskosität von höchstens 2000 mPas auf. - Das Polymermaterial 14 wird mit vorzugsweise mit kreisförmigen Bewegungen auf den Maskierbereich 12 aufgetragen. Ferner wird das Polymermaterial 14 in einem mit Luft 50 aufgeschäumten Zustand auf den Maskierbereich 12 appliziert. Die Applikationsvorrichtung 16 für das Polymermaterial 14 ist an einem Industrieroboter 18 angebracht und weist eine die Sprühapplikation des Gemisches aus Luft 50 und Polymermaterial 14 ermöglichende Düse 100 (s.
Fig. 2 bis 4 ) auf. Der Industrieroboter 18 wird geradlinig entlang der Längserstreckung des Bauteils 10 geführt, wobei sich das Bauteil 10 auf einem bewegbaren Warenträger (nicht näher dargestellt) befinden kann. Die automatisierte Applikationsvorrichtung 16 für das Polymermaterial 14 weist eine automatische bzw. automatisierte Dosiereirichtung mit Aufheizelement auf. Mit Hilfe der Applikationsvorrichtung 16 wird der Maskierbereich 12 mit dem Polymermaterial 14 besprüht, um den Maskierbereich 12 mit dem Polymermaterial 14 abzudecken und damit vor Overspray beim Lackiervorgang zu schützen. Die Applikationsvorrichtung 16 umfasst die Düse 100 mit entsprechender Geometrie, um das Polymermaterial 12 in der gewünschten Dicke auftragen zu können. Um beliebige Bereiche der Oberfläche des Bauteils 10 mit dem Polymermaterial 14 bedecken zu können, weist die Applikationsvorrichtung 16 eine Steuervorrichtung (nicht näher dargestellt) auf, die dazu eingerichtet ist, die Applikationsvorrichtung 16 über den Industrieroboter 18 entsprechend flexibel anzusteuern. Mittels dieses Verfahrens lässt sich eine sehr hohe Genauigkeit bezüglich der Aufbringung des Polymermaterials 16 auf den Maskierbereich 12 erzielen. Der mittels des erfindungsgemäßen Verfahrens bereitgestellte, unlackiert verbliebene Maskierbereich 12 ist z.B. eine Funktionsfläche, die in vorteilhafter Weise mit Flächen anderer Bauteile verbunden, bspw. verklebt oder verschweißt werden kann. - Die
Fig. 2 bis 4 zeigen unterschiedliche Ausführungsformen der Düse 100 zur Applikation des Gemisches aus Luft 50 und Polymermaterial 14 auf den Maskierbereich 12. Beim Ausführungsbeispiel gemäßFig. 2 erfolgt der Austritt von Luft 50 und flüssigem Polymermaterial 14 aus demselben Block 60. Beim Ausführungsbeispiel gemäßFig. 3 hingegen treten die Luft 50 und das flüssige Polymermaterial 14 aus unterschiedlichen Blöcken 61 und 62 aus.Fig. 4 zeigt ein weiteres Ausführungsbeispiel einer Düse 100 in einer Ansicht von unten. Es ist eine zentrale Öffnung 101 erkennbar, um die kranzförmig herum mehrere Öffnungen 102 angeordnet sind. Eine solche Düse 100 eignet sich insbesondere für eine Applikation des Gemisches aus flüssigem Polymermaterial 14 und Luft 50 auf den Maskierbereich 12 mit kreisförmigen Bewegungen. Hierbei kann z.B. das Polymermaterial 14 durch die zentrale Öffnung 101 appliziert werden und die Luft 50 durch die Öffnungen 102. Alternativ kann aber auch die Luft 50 durch die zentrale Öffnung 101 appliziert werden und das Polymermaterial 14 durch die Öffnungen 102. - Die Bestimmung der Abzugskräfte für den Polymerfilm kann auf die folgende Weise erfolgen: Analog dem ASTM posiTest kann die Zugscherfestigkeit bei einer Vorkraft von 5 N und einer Prüfgeschwindigkeit von 1,2 MPa/s ermittelt werden. Mit der Hand nichtabziehbare oder äußerst schwer abziehbare SK (B119) ergeben eine Zugscherfestigkeit von 1,67 MPa. Im Kringelverfahren aufgetragene SK auf EVA-Basis (A44004) oder auf PA-Basis (C41404) erreichen Zugscherfestigkeiten von 0,27 bis 0,78 MPa.
Claims (10)
- Verfahren zur Lackierung einer Oberfläche eines polymeren Bauteils (10), insbesondere eines Außenanbauteils für Kraftfahrzeuge, wobei die Bauteiloberfläche wenigstens einen zu lackierenden Lackierbereich und wenigstens einen nicht zu lackierenden Maskierbereich (12) aufweist, wobei die Maskierung unter Verwendung eines Polymermaterials (14) erfolgt,a. wobei das Bauteil (10) zunächst bereitgestellt und fixiert wird,b. wobei danach der Maskierbereich (12) des Bauteils (10) mit dem Polymermaterial (14), vorzugsweise in Form einer flüssigen Masse, beschichtet wird,c. wobei danach sich das Polymermaterial (14) zu einem Polymerfilm verfestigt,d. wobei danach der Lackierbereich lackiert wird, unde. wobei danach der Polymerfilm, vorzugsweise in einem Stück, abgezogen wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der Lackierbereich vor dem Lackieren gereinigt und elektrostatisch aktiviert oder deaktiviert wird.
- Verfahren nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass das Polymermaterial (14) als 1K-System oder als 2K-System ausgebildet ist.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass das Polymermaterial (14) thixotrope Eigenschaften aufweist.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das Polymermaterial (14) in Sprayform auf den Maskierbereich (12) aufgetragen wird.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das Polymermaterial (14) mit einer Schichtdicke von 50 bis 700 µm, vorzugsweise 100 bis 500 µm, besonders bevorzugt 150 bis 450 µm auf den Maskierbereich (12) aufgetragen wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass das Polymermaterial (14) als Polyvinylacetat-Copolymer ausgebildet ist.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass das Polymermaterial (14) als Schmelzkleber mit einer dynamischen Viskosität von höchstens 2000 mPas bei 150 °C ausgebildet ist.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass das Polymermaterial (14) mit kreisförmigen Bewegungen auf den Maskierbereich (12) aufgetragen werden.
- Verfahren nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass das Polymermaterial (14) in einem mit Luft (50) aufgeschäumten Zustand auf den Maskierbereich (12) aufgetragen wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102023126204.1A DE102023126204A1 (de) | 2023-09-27 | 2023-09-27 | Verfahren zur Lackierung einer Oberfläche eines polymeren Bauteils |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4534211A1 true EP4534211A1 (de) | 2025-04-09 |
Family
ID=92746229
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24199576.0A Withdrawn EP4534211A1 (de) | 2023-09-27 | 2024-09-10 | Verfahren zur lackierung einer oberfläche eines polymeren bauteils |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP4534211A1 (de) |
| DE (1) | DE102023126204A1 (de) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19737065A1 (de) | 1997-08-26 | 1999-03-04 | Daimler Benz Ag | Verfahren, Vorrichtung und eine pastöse Masse zum Aufbringen eines Abdeckstreifens |
| DE102009020264B4 (de) | 2009-05-07 | 2014-03-27 | Rehau Ag + Co | Verfahren zur Lackierung und Verwendung eines polymeren Materials zur Maskierung einer Oberfläche eines Bauteils |
| WO2016097654A1 (fr) * | 2014-12-19 | 2016-06-23 | Compagnie Plastic Omnium | Procede de realisation d'une piece d'aspect de vehicule automobile |
| DE202020104416U1 (de) * | 2020-07-30 | 2021-11-03 | Rehau Ag + Co | Bauteil, das zumindest abschnittsweise lackiert ist |
| DE102021132337A1 (de) | 2020-12-09 | 2022-06-09 | Analog Devices, Inc. | Techniken zum Messen der Flankensteilheit bei einem stromintegrierenden Phaseninterpolator |
| DE102022115729A1 (de) * | 2021-06-25 | 2022-12-29 | REHAU Industries SE & Co. KG | Verfahren zur Herstellung eines Bauteils, das zumindest abschnittsweise lackiert ist, dadurch hergestelltes Bauteil und dessen Verwendung |
-
2023
- 2023-09-27 DE DE102023126204.1A patent/DE102023126204A1/de active Pending
-
2024
- 2024-09-10 EP EP24199576.0A patent/EP4534211A1/de not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19737065A1 (de) | 1997-08-26 | 1999-03-04 | Daimler Benz Ag | Verfahren, Vorrichtung und eine pastöse Masse zum Aufbringen eines Abdeckstreifens |
| DE102009020264B4 (de) | 2009-05-07 | 2014-03-27 | Rehau Ag + Co | Verfahren zur Lackierung und Verwendung eines polymeren Materials zur Maskierung einer Oberfläche eines Bauteils |
| WO2016097654A1 (fr) * | 2014-12-19 | 2016-06-23 | Compagnie Plastic Omnium | Procede de realisation d'une piece d'aspect de vehicule automobile |
| DE202020104416U1 (de) * | 2020-07-30 | 2021-11-03 | Rehau Ag + Co | Bauteil, das zumindest abschnittsweise lackiert ist |
| DE102021132337A1 (de) | 2020-12-09 | 2022-06-09 | Analog Devices, Inc. | Techniken zum Messen der Flankensteilheit bei einem stromintegrierenden Phaseninterpolator |
| DE102022115729A1 (de) * | 2021-06-25 | 2022-12-29 | REHAU Industries SE & Co. KG | Verfahren zur Herstellung eines Bauteils, das zumindest abschnittsweise lackiert ist, dadurch hergestelltes Bauteil und dessen Verwendung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102023126204A1 (de) | 2025-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102009020264B4 (de) | Verfahren zur Lackierung und Verwendung eines polymeren Materials zur Maskierung einer Oberfläche eines Bauteils | |
| DE102016014919A1 (de) | Applikationsvorrichtung und Verfahren zum Applizieren eines Beschichtungsmittels | |
| EP2542349B2 (de) | Zerstäuber und verfahren zum applizieren von ein- und mehr-komponenten-beschichtungsmitteln | |
| EP1232017B1 (de) | Verfahren und anlage zur herstellung von mit einer dämmstoffschicht versehenen karosseriebauteilen | |
| EP4534211A1 (de) | Verfahren zur lackierung einer oberfläche eines polymeren bauteils | |
| DE19737065C2 (de) | Verfahren, Vorrichtung und eine pastöse Masse zum Aufbringen eines Abdeckstreifens | |
| EP2198071B1 (de) | Verfahren zur partiellen beschichtung von katalytisch aktiven komponenten auf komplexen bauteilen | |
| EP3587084B1 (de) | Verfahren zum herstellen eines kunststoffbauteils | |
| EP3551897A1 (de) | Befestigungsvorrichtung | |
| EP0767749A1 (de) | Karosserieverbundteil und verfahren zu seiner herstellung | |
| EP3390554B1 (de) | Verfahren zum beschichten eines kunststoffbauteils mit einem schmelzklebstoff | |
| EP2827999B1 (de) | VORRICHTUNG UND VERFAHREN ZUM SPRÜHBESCHICHTEN EINES GEGENSTANDS MIT EINEM HEIßKLEBER | |
| DE102006046568B4 (de) | Verfahren zum Aufbringen einer Trennmittelsuspension sowie Vorrichtung zur Durchführung des Verfahrens | |
| DE102018212807B4 (de) | Verfahren zum Verbinden von Bauteilen und System zum Verbinden von Bauteilen | |
| EP3402599B1 (de) | Lochplatte mit vergrössertem lochabstand in einem oder beiden randbereichen einer düsenreihe | |
| EP2922639B1 (de) | Befüllvorrichtung mit einstellbarem auftragswinkel und verfahren zum befüllen eines bauteils | |
| EP4008510B1 (de) | Verfahren zum versprühen eines flüssigen bindemittels und beleimungsvorrichtung | |
| EP0853983B1 (de) | Konservierung eines Kraftfahrzeugs | |
| DE102023123445A1 (de) | Auftragevorrichtung sowie Verfahren zum Auftragen eines Kunststoffs auf eine Bauteiloberfläche | |
| DE10337155A1 (de) | Mit Lackfolien kaschierte endgeformte Bauteile und Auftragungsverfahren für Lackfolien | |
| DE102014109521B4 (de) | Verfahren zum Kaschieren eines Materials auf einen Träger und Vorrichtung zum Auftragen eines Schmelzklebstoffes | |
| EP4574417A1 (de) | Verfahren zur herstellung einer wabenplatte | |
| DE102006055676A1 (de) | Verfahren zur Montage von Bauteilen, vorzugsweise für Kraftfahrzeuge, Verfahren zur Vorbehandlung für eine Montage eines ersten Bauteils, Kraftfahrzeug mit zumindest einem ersten und einem zweiten Bauteil sowie vorbehandeltes Bauteil | |
| EP3931280A1 (de) | Klebeband, umfassend mindestens zwei voneinander verschiedene klebemassen, welche durch eine barriereschicht voneinander getrennt sind | |
| DE102017211250A1 (de) | Verfahren zur Verringerung eines Öffnungsbereichs, Vorrichtung zur Ausbringung eines Mediums und Kraftfahrzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: GRIMMER GMBH Owner name: RESRG AUTOMOTIVE SE & CO. KG |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20251010 |