EP4455326A1 - Austenitischer stahl mit hervorragender beständigkeit gegen extrem niedrige temperaturen in wärmeeinflusster schweisszone und herstellungsverfahren dafür - Google Patents
Austenitischer stahl mit hervorragender beständigkeit gegen extrem niedrige temperaturen in wärmeeinflusster schweisszone und herstellungsverfahren dafür Download PDFInfo
- Publication number
- EP4455326A1 EP4455326A1 EP22911854.2A EP22911854A EP4455326A1 EP 4455326 A1 EP4455326 A1 EP 4455326A1 EP 22911854 A EP22911854 A EP 22911854A EP 4455326 A1 EP4455326 A1 EP 4455326A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel
- affected zone
- weld heat
- present disclosure
- austenitic steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C30/00—Alloys containing less than 50% by weight of each constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
Definitions
- the present disclosure relates to an austenitic steel and a manufacturing method therefor, and more particularly, to an austenitic high-manganese steel having excellent ultra-low temperature toughness in a weld heat-affected zone and a manufacturing method therefor.
- Liquefied gases such as liquefied hydrogen (boiling point: -253°C), liquefied natural gas (LNG, boiling point: -164°C), liquefied oxygen (boiling point: -183°C), and liquefied nitrogen (boiling point: -196°C) need to be stored at ultra-low temperatures. Therefore, in order to store these gases, structures such as pressure vessels made of materials with sufficient toughness and strength at ultra-low temperatures are required.
- Cr-Ni-based stainless steel alloys such as AISI 304, 9% of Ni steel, or 5000 series aluminum alloys have been used.
- the alloy cost is high, the design thickness of the structure increases due to low strength, and the weldability is poor, so its use is limited.
- the Cr-Ni-based stainless and 9% of nickel (Ni) steel have greatly improved physical properties of aluminum, the Cr-Ni-based stainless and 9% of nickel (Ni) steel contain a large amount of expensive nickel (Ni), which is not preferable from an economic perspective.
- the present disclosure provides an austenitic steel that has excellent ultra-low temperature toughness in a weld heat-affected zone to be able to be used as a structural material in ultra-low temperature environments such as a liquefied gas storage tank and a liquefied gas transportation facility, and a manufacturing method therefor.
- an austenitic steel including: by wt%, manganese (Mn): 10 to 45%, carbon (C): range satisfying 24*[C]+[Mn] ⁇ 25 and 33.5*[C]-[Mn] ⁇ 18, chromium (Cr): 10% or less (excluding 0%), and the balance of iron (Fe) and inevitable impurities, in which, when a Charpy impact test is performed at -253°C on a weld heat-affected zone, a lateral expansion in the weld heat-affected zone may be 0.32 mm or more.
- the [C] and [Mn] in the above equation may mean a content (wt%) of the carbon (C) and manganese (Mn) contained in the steel.
- a room temperature yield strength of the steel may be 245 MPa or more and less than 400 MPa.
- the weld heat-affected zone may include, as a microstructure, 95 area% or more (including 100 area%) of austenite and 5 area% or less (including 0 area%) of grain boundary carbides.
- An average grain size of the weld heat-affected zone may be 5 to 200 ⁇ m.
- An average grain aspect ratio of the weld heat-affected zone may be 1.0 to 5.0.
- a dislocation density of the steel may be 2.3*10 15 to 3.3*10 15 /mm 2 .
- a manufacturing method for an austenitic steel including: preparing a slab including, by wt%, manganese (Mn): 10 to 45%, carbon (C): range satisfying 24*[C]+[Mn] ⁇ 25 and 33.5*[C]-[Mn] ⁇ 18, chromium (Cr): 10% or less (excluding 0%), and the balance of iron (Fe) and inevitable impurities; providing a hot-rolled steel sheet by heating the slab and then hot-rolling the heated slab; and performing heat treatment that heats the hot-rolled steel sheet to a temperature range of 500 to 1000°C and maintains the heated hot-rolled steel sheet in the temperature range for 1.3t (hot-rolled steel sheet thickness, mm) + 5 minutes or more.
- the [C] and [Mn] in the above equation may mean a content (wt%) of the carbon (C) and manganese (Mn) contained in the slab.
- an austenitic steel that has excellent ultra-low temperature toughness in a weld heat-affected zone to be able to be used as a structural material in ultra-low temperature environments such as a liquefied gas storage tank and a liquefied gas transportation facility, and a manufacturing method therefor.
- the present disclosure relates to an austenitic steel and a manufacturing method therefor, and preferred embodiments of the present disclosure will be described below.
- Implementation embodiments of the present disclosure may be modified into several forms, and it is not to be interpreted that the scope of the present disclosure is limited to exemplary embodiments described in detail below.
- the present implementation embodiments are provided to explain the present disclosure in more detail to those skilled in the art to which the present disclosure pertains.
- the austenitic steel according to an aspect of the present disclosure includes: by wt%, manganese (Mn): 10 to 45%, carbon (C): range satisfying 24* [C] + [Mn] ⁇ 25 and 33.5*[C]-[Mn] ⁇ 18, chromium (Cr): 10% or less (excluding 0%), and the balance of iron (Fe) and inevitable impurities, in which, when a Charpy impact test is performed at -253°C on a weld heat-affected zone, a lateral expansion in the weld heat-affected zone may be 0.32 mm or more.
- Manganese is an element that plays an important role in stabilizing austenite. In order to stabilize austenite at ultra-low temperature, it is preferable that 10% or more of manganese (Mn) is contained. When the manganese (Mn) content is less than 10%, metastable epsilon martensite is formed and is easily transformed into alpha martensite by strain induced transformation at ultra-low temperature, making it impossible to secure toughness. In order to suppress the formation of the epsilon martensite, there is a method for stabilizing austenite by increasing the carbon (C) content, but in this case, a large amount of carbides may be precipitated and physical properties may rapidly deteriorate. Therefore, the manganese (Mn) content is preferably 10% or more.
- a preferable manganese (Mn) content may be 15% or more, and a more preferable manganese (Mn) content may be 18% or more.
- the manganese (Mn) content is preferably 45% or less.
- a preferable manganese (Mn) content may be 40% or less, and a more preferable manganese (Mn) content may be 35% or less.
- Carbon (C) Range satisfying 24*[C]+[Mn] ⁇ 25 and 33.5*[C]-[Mn] ⁇ 18
- Carbon (C) is an element that stabilizes austenite and increases strength.
- the carbon (C) plays a role in lowering a transformation point M s or M d from austenite to epsilon or alpha martensite during a cooling process, a processing process, etc. Therefore, carbon (C) is a component that effectively contributes to the stabilization of austenite.
- the carbon (C) content is insufficient, the stability of austenite is insufficient, so it is impossible to obtain stable austenite at ultra-low temperature, and external stress may easily cause strain induced transformation into the epsilon or alpha martensite, so it is possible to reduce the toughness of steel or lower the strength of steel.
- the carbon (C) content is excessive, the toughness of steel may rapidly deteriorate due to carbide precipitation, and the strength of steel may increase excessively, resulting in reduced processability.
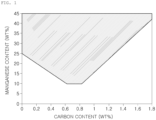
- the inventors of the present disclosure have conducted in-depth research on the relative behavior between the carbon (C) and manganese (Mn) contents in relation to carbide formation, and as a result, as illustrated in FIG. 1 , and came to the conclusion that determining the relative content relationship between the carbon (C) and manganese (Mn) may effectively stabilize the austenite and effectively control the amount of carbide precipitates.
- the carbide is formed by the carbon (C), but the carbon (C) does not independently affect the formation of the carbide, but compositely acts with the manganese (Mn) to affect the formation of the carbide.
- the value of 33.5*[C]-[Mn] (here, [C] and [Mn] mean the content of each component expressed in units of wt%) to 18 or less under the premise that other components meet the range specified in the present disclosure.
- the carbon (C) is preferably added to satisfy 24*[C]+[Mn] ⁇ 25 and 33.5*[C]-[Mn] ⁇ 18.
- the lowest limit of the carbon (C) content within the range that satisfies the above-mentioned equation is 0%.
- Chromium(Cr) 10% or less (excluding 0%)
- Chromium (Cr) is also an austenite stabilizing element. Up to the appropriate amount of chromium added, the austenite is stabilized to improve the low-temperature impact toughness of steel, and the chromium is dissolved in the austenite to play a role in increasing the strength of steel.
- the chromium (Cr) is also a component that effectively contributes to improving the corrosion resistance of steel. Therefore, the present disclosure adds the chromium (Cr) as an essential component.
- the preferable lower limit of the chromium (Cr) content may be 1%, and the more preferable lower limit of the chromium (Cr) content may be 2%.
- the chromium (Cr) is a carbide forming element, and in particular, it may reduce the low-temperature impact toughness of steel by forming carbides at austenite grain boundaries.
- the amount of chromium (Cr) added exceeds a certain level, the excessive carbides may precipitate in the weld heat-affected zone (HAZ), resulting in poor ultra-low temperature toughness. Therefore, the present disclosure may limit the upper limit of the chromium (Cr) content to 10%.
- the preferable upper limit of the chromium (Cr) content may be 8%, and the more preferable upper limit of the chromium (Cr) content may be 7%.
- the austenitic steel according to an aspect of the present disclosure may contain the balance of iron (Fe) and other inevitable impurities in addition to the above-described components.
- Fe iron
- the unintended impurities from raw materials or the surrounding environment may inevitably be mixed in a normal manufacturing process, the unintended impurities may not be completely excluded. Since these impurities are known to those skilled in the art, all of them are not specifically mentioned in this specification. In addition, the additional addition of the effective components in addition to the above-described components is not completely excluded.
- the austenitic steel according to an aspect of the present disclosure may include 95 area% or more of austenite as a microstructure in terms of securing the desired physical properties.
- a preferable fraction of the austenite may be 97 area% or more, and may include a case where the fraction of the austenite is 100 area%.
- the fraction of the carbides may be actively suppressed to 5 area% or less to prevent the deterioration in the ultra-low temperature impact toughness.
- a preferable fraction of the carbides may be 3 area% or less, and may include a case where the fraction of the carbides is 0 area%.
- the method for measuring a fraction of austenite and a fraction of carbides is not particularly limited, and it may be easily confirmed through measurement methods commonly used by those skilled in the art to measure the microstructure and carbide.
- a dislocation density of austenitic steel according to an aspect of the present disclosure may satisfy the range of 2.3*10 15 to 3.3*10 15 /mm 2 .
- the dislocation density of steel may be measured by measuring the strength of a specific surface of steel using X-ray diffraction and then using the Williamson-Hall method, etc.
- a person skilled in the art to which the present disclosure pertains may measure the dislocation density of steel without any particular technical difficulties. When the dislocation density of steel does not reach a certain level, the suitable strength as a structural material may not be secured. Therefore, the present disclosure may limit the lower limit of the dislocation density of steel to 2.3*10 15 /mm 2 .
- the present disclosure may limit the upper limit of the dislocation density of steel to 3.3*10 15 /mm 2 .
- the room temperature yield strength of the austenitic steel according to an aspect of the present disclosure may satisfy 245 MPa or more and less than 400 MPa.
- the low-temperature impact toughness decreases, and in particular, when the yield strength of steel used at ultra-low temperature of -253°C as in the present disclosure is excessively high, the possibility of not securing the desired impact toughness increases.
- it is difficult for commonly used austenitic welding materials to exceed the strength of the base material when the strength of the base material is maintained high, a difference in strength may occur between the weld zone and the base material, which may reduce structural stability.
- the room temperature yield strength of the austenitic steel according to an aspect of the present disclosure is less than 400 MPa. Meanwhile, when the room temperature yield strength of steel is excessively low, the thickness of the base material may excessively increase to ensure the stability of the structure, and the weight of the structure may excessively increase accordingly, so the austenitic steel according to an aspect of the present disclosure may limit the lower limit of the room temperature yield strength to 245 MPa.
- the austenitic steel according to an aspect of the present disclosure seeks to secure not only the ultra-low temperature impact toughness of the base material itself, but also the ultra-low temperature impact toughness of the weld heat-affected zone (HAZ). Therefore, the present disclosure controls not only the microstructure of the base material but also the fraction and shape of the microstructure of the weld heat-affected zone to a specific range.
- the weld heat-affected zone may include 95 area% or more of austenite and 5 area% or less of carbide.
- the fraction of the austenite included in the weld heat-affected zone may be 97 area% or more, and may include the case where the fraction of the austenite is 100 area%.
- the fraction of the carbides contained in the weld heat-affected zone may be limited to 3 area% or less and may include the case where the fraction of the carbides in the heat-affected zone (HAZ) is 0 area%.
- the average grain size of the austenite in the weld heat-affected zone (HAZ) may satisfy the range of 5 to 200 ⁇ m.
- the austenitic steel according to an aspect of the present disclosure may limit the average austenite grain size in the weld heat-affected zone (HAZ) to 5 ⁇ m or more.
- the present disclosure may limit the average austenite grain size in the weld heat-affected zone (HAZ) to 200 ⁇ m or less.
- the present disclosure may limit the average grain aspect ratio of the austenite present in the weld heat-affected zone (HAZ) to a level of 1.0 or more.
- the present disclosure may limit the average grain aspect ratio of the austenite present in the weld heat-affected zone (HAZ) to a level of 5.0 or less.
- the lateral expansion value in the weld heat-affected zone (HAZ) of the specimen subjected to the Charpy impact test at -253°C may be 0.32mm or more.
- the inventors of the present disclosure found that plastic deformation characteristics are major factors in securing the safety in the case of the steel applied in the ultra-low temperature environments. That is, after in-depth research, the inventors of the present disclosure found that in the case of the steel that satisfies the composition system proposed by the present disclosure, the lateral expansion value (mm) is a more important factor in securing the safety of the weld zone than the Charpy impact energy value (J) of the weld heat-affected zone (HAZ).
- the lateral expansion value in the weld heat-affected zone means the average value of the lateral plastic deformation of the specimen subjected to the Charpy impact test at -253°C.
- FIG. 3 illustrates a photograph of the specimen subjected to the Charpy impact test based on - 253°C. As illustrated in FIG. 3 , an increase amount ( ⁇ X1+ ⁇ X2) of lateral length near the fracture surface may be calculated to calculate the lateral expansion value.
- the lateral expansion value in the weld heat-affected zone (HAZ) is 0.32 mm or more, it may be determined to have the minimum low-temperature safety required for the ultra-low temperature structure.
- the manufacturing method for an austenitic steel may include: preparing a slab including, by wt%, manganese (Mn): 10 to 45%, carbon (C): range satisfying 24*[C]+[Mn] ⁇ 25 and 33.5*[C]-[Mn] ⁇ 18, chromium (Cr): 10% or less (excluding 0%), and the balance of iron (Fe) and inevitable impurities; providing a hot-rolled steel sheet by heating the slab and then hot-rolling the heated slab; and performing heat treatment that heats the hot-rolled steel sheet to a temperature range of 500 to 1000°C and maintains the heated hot-rolled steel sheet in a temperature range for 1.3t (hot-rolled steel sheet thickness, mm) + 5 minutes or more.
- the [C] and [Mn] in the above equation may mean a content (wt%) of the carbon (C) and manganese (Mn) contained in the slab.
- a steel slab having a predetermined alloy composition is prepared. Since the steel slab of the present disclosure has the steel composition corresponding to the austenitic steel described above, the description of the alloy composition of the steel slab is replaced with the description of the steel composition of the austenitic steel described above.
- the thickness of the steel slab is also not particularly limited, and a steel slab having a thickness suitable for manufacturing materials for low or ultra-low temperature structures may be used.
- the prepared slab may be heated and hot rolled into steel having the desired thickness.
- the heating temperature and hot rolling conditions of the slab are not particularly limited, but as a non-limiting example, the heating of the slab may be performed in a temperature range of 1000 to 1300°C and the finish rolling may be performed in a temperature range of 800 to 1100°C.
- the reduction rate during the hot rolling may be applied in an appropriate range depending on the desired plate thickness, and as a non-limiting example, the final thickness of the hot rolled steel sheet subjected to the hot rolling may satisfy a range of 6 mm or more.
- Heat treatment that heats the hot-rolled steel sheet to a temperature range of 500 to 1000°C and maintains the heated hot-rolled steel sheet in the corresponding temperature range for 1.3t (hot-rolled steel sheet thickness, mm) + 5 minutes or more may be performed.
- the heat treatment after the heat rolling is performed not only to appropriately control the grain size and shape of the final austenite, but also to remove the internal strain energy present in the steel.
- the present disclosure may limit the lower limit of the heat treatment temperature to 500°C.
- the preferred lower limit of the heat treatment temperature may be 600°C.
- the present disclosure may limit the upper limit of the heat treatment temperature to 1000°C.
- the preferred upper limit of the heat treatment temperature may be 950°C.
- the heat treatment time is insufficient compared to the thickness of steel, since it may be insufficient to remove the internal strain energy in the center of steel, the heat treatment is performed for a time of 1.3t (thickness of hot rolled steel sheet, mm) + 5 minutes or more to sufficiently heat the center of steel.
- each specimen was manufactured by applying process conditions shown in Table 2 below.
- Each steel slab includes iron (Fe) and other inevitable impurities in addition to the alloy components listed in Table 1.
- Steel Type Alloy Component (wt%) Mn 24*[C]+[Mn] 33.5*[C]-[Mn] Cr A 24.20 33.32 -11.47 3.14 B 22.50 30.90 -10.78 2.85 C 31.10 37.82 -21.72 1.20 D 38.00 44.96 -28.29 2.25 E 19.50 25.50 -11.13 6.30 F 31.50 37.98 -22.46 1.17 G 22.60 30.52 -11.55 2.87 H 33.60 39.60 -25.23 11.70 I 17.20 23.44 -8.49 0.80 J 15.30 44.34 25.24 1.12 [Table 2] Division Stee l Type Slab Heating Temperatur e (°C) FDT (°C ) Steel Thick
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Articles (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20210184271 | 2021-12-21 | ||
| PCT/KR2022/020834 WO2023121221A1 (ko) | 2021-12-21 | 2022-12-20 | 용접 열영향부 초저온 인성이 우수한 오스테나이트계 강재 및 그 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4455326A1 true EP4455326A1 (de) | 2024-10-30 |
| EP4455326A4 EP4455326A4 (de) | 2026-01-14 |
Family
ID=86903420
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22911854.2A Pending EP4455326A4 (de) | 2021-12-21 | 2022-12-20 | Austenitischer stahl mit hervorragender beständigkeit gegen extrem niedrige temperaturen in wärmeeinflusster schweisszone und herstellungsverfahren dafür |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20250034671A1 (de) |
| EP (1) | EP4455326A4 (de) |
| JP (1) | JP2024545707A (de) |
| KR (1) | KR20240128034A (de) |
| CN (1) | CN118369451A (de) |
| CA (1) | CA3236520A1 (de) |
| WO (1) | WO2023121221A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118460936B (zh) * | 2024-04-23 | 2026-02-17 | 南京钢铁股份有限公司 | 一种超低温钢及其热处理方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2905293B1 (fr) * | 2006-09-06 | 2008-11-07 | Air Liquide | Fil, flux et procede de soudage des aciers a forte teneur en nickel |
| JP5924058B2 (ja) * | 2011-10-03 | 2016-05-25 | Jfeスチール株式会社 | 溶接熱影響部の低温靭性に優れた高張力鋼板およびその製造方法 |
| KR101353843B1 (ko) * | 2011-12-27 | 2014-01-20 | 주식회사 포스코 | 용접 열영향부 극저온 인성이 우수한 오스테나이트 강재 |
| JP6078554B2 (ja) * | 2011-12-27 | 2017-02-08 | ポスコPosco | 被削性及び溶接熱影響部における極低温靱性に優れたオーステナイト系鋼材及びその製造方法 |
| KR101477375B1 (ko) * | 2013-02-27 | 2014-12-30 | 현대제철 주식회사 | 강판 및 그 제조 방법 |
| TWI641706B (zh) * | 2017-04-26 | 2018-11-21 | 日商杰富意鋼鐵股份有限公司 | 高錳鋼及其製造方法 |
| CN107620010A (zh) * | 2017-10-18 | 2018-01-23 | 舞阳钢铁有限责任公司 | 一种低屈强比高韧性高锰钢板及其生产方法 |
| WO2020085858A1 (ko) * | 2018-10-25 | 2020-04-30 | 주식회사 포스코 | 형상이 우수한 극저온용 오스테나이트계 고망간 강재 및 그 제조방법 |
| KR102255825B1 (ko) * | 2018-10-25 | 2021-05-26 | 주식회사 포스코 | 형상이 우수한 극저온용 오스테나이트계 고망간 강재 및 그 제조방법 |
| JP6947330B2 (ja) * | 2019-08-21 | 2021-10-13 | Jfeスチール株式会社 | 鋼およびその製造方法 |
-
2022
- 2022-12-20 US US18/707,417 patent/US20250034671A1/en active Pending
- 2022-12-20 WO PCT/KR2022/020834 patent/WO2023121221A1/ko not_active Ceased
- 2022-12-20 JP JP2024538165A patent/JP2024545707A/ja active Pending
- 2022-12-20 CA CA3236520A patent/CA3236520A1/en active Pending
- 2022-12-20 EP EP22911854.2A patent/EP4455326A4/de active Pending
- 2022-12-20 KR KR1020247024463A patent/KR20240128034A/ko active Pending
- 2022-12-20 CN CN202280081777.8A patent/CN118369451A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP4455326A4 (de) | 2026-01-14 |
| CN118369451A (zh) | 2024-07-19 |
| JP2024545707A (ja) | 2024-12-10 |
| WO2023121221A1 (ko) | 2023-06-29 |
| US20250034671A1 (en) | 2025-01-30 |
| KR20240128034A (ko) | 2024-08-23 |
| CA3236520A1 (en) | 2023-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5673399B2 (ja) | 極低温用鋼材およびその製造方法 | |
| EP3550049B1 (de) | Nickelhaltiger stahl für den niedrigtemperaturbetrieb und niedrigtemperaturtank | |
| CN115298343A (zh) | 不锈钢无缝钢管和不锈钢无缝钢管的制造方法 | |
| EP2987885A1 (de) | Dicke stahlplatte mit hervorragender beständigkeit gegen extrem niedrige temperaturen | |
| EP4455326A1 (de) | Austenitischer stahl mit hervorragender beständigkeit gegen extrem niedrige temperaturen in wärmeeinflusster schweisszone und herstellungsverfahren dafür | |
| EP4455348A1 (de) | Austenitischer stahl mit hervorragender beständigkeit gegen extreme niedrige temperaturen in wärmeeinflusszone und verfahren zur herstellung davon | |
| CN116888292B (zh) | 钢材及其制造方法、罐及其制造方法 | |
| WO2023162571A1 (ja) | 鋼板およびその製造方法 | |
| EP4455349A1 (de) | Austenitischer stahl mit hervorragender beständigkeit gegen extrem niedrige temperaturen in wärmeeinflusster schweisszone und herstellungsverfahren dafür | |
| KR102902065B1 (ko) | 내부식성이 우수한 경제형 오스테나이트계 스테인리스강 및 이의 제조방법 | |
| CN115210400A (zh) | 钢材及其制造方法、以及罐 | |
| WO2021033693A1 (ja) | 鋼およびその製造方法 | |
| JP7853422B2 (ja) | 溶接熱影響部の超低温靭性に優れたオーステナイト系鋼材及びその製造方法 | |
| JP2002275576A (ja) | 低温用低降伏比鋼材およびその製造方法 | |
| EP4640908A1 (de) | Austenitisches stahlmaterial und verfahren zur herstellung davon | |
| EP4640893A1 (de) | Austenitisches stahlmaterial und herstellungsverfahren dafür | |
| JPH0827517A (ja) | 降伏強度と靭性の優れた9%Ni鋼の熱処理法 | |
| KR20250065516A (ko) | 오스테나이트계 강재 및 그 제조방법 | |
| KR20190034947A (ko) | Tmcp 강재 및 그 제조 방법 | |
| JP4765680B2 (ja) | 焼戻し効率性および焼戻し安定性に優れるマルテンサイト系ステンレス鋼 | |
| KR20250004894A (ko) | 수소 분해 저항성을 갖는 저 니켈-함유 강철 합금 | |
| WO2024101317A1 (ja) | クラッド鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20240619 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20251215 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C22C 30/00 20060101AFI20251209BHEP Ipc: C22C 22/00 20060101ALI20251209BHEP Ipc: C21D 8/02 20060101ALI20251209BHEP Ipc: C21D 9/46 20060101ALI20251209BHEP Ipc: C21D 6/00 20060101ALI20251209BHEP Ipc: C22C 38/38 20060101ALI20251209BHEP |