EP4256981A1 - Filter segment manufacturing method and manufacturing apparatus - Google Patents
Filter segment manufacturing method and manufacturing apparatus Download PDFInfo
- Publication number
- EP4256981A1 EP4256981A1 EP20964270.1A EP20964270A EP4256981A1 EP 4256981 A1 EP4256981 A1 EP 4256981A1 EP 20964270 A EP20964270 A EP 20964270A EP 4256981 A1 EP4256981 A1 EP 4256981A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- plasticizer
- breakable
- insertion wheel
- rim
- filter segment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 45
- 239000002775 capsule Substances 0.000 claims abstract description 325
- 239000004014 plasticizer Substances 0.000 claims abstract description 317
- 239000000835 fiber Substances 0.000 claims abstract description 213
- 238000003780 insertion Methods 0.000 claims abstract description 143
- 230000037431 insertion Effects 0.000 claims abstract description 143
- 235000019505 tobacco product Nutrition 0.000 claims abstract description 55
- URAYPUMNDPQOKB-UHFFFAOYSA-N triacetin Chemical compound CC(=O)OCC(OC(C)=O)COC(C)=O URAYPUMNDPQOKB-UHFFFAOYSA-N 0.000 claims description 116
- 239000001087 glyceryl triacetate Substances 0.000 claims description 58
- 235000013773 glyceryl triacetate Nutrition 0.000 claims description 58
- 229960002622 triacetin Drugs 0.000 claims description 58
- 238000000034 method Methods 0.000 claims description 46
- 238000005507 spraying Methods 0.000 claims description 26
- 229920002301 cellulose acetate Polymers 0.000 claims description 23
- 239000007921 spray Substances 0.000 claims description 19
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 claims description 18
- NIQCNGHVCWTJSM-UHFFFAOYSA-N Dimethyl phthalate Chemical compound COC(=O)C1=CC=CC=C1C(=O)OC NIQCNGHVCWTJSM-UHFFFAOYSA-N 0.000 claims description 6
- 150000001875 compounds Chemical class 0.000 claims description 6
- DOIRQSBPFJWKBE-UHFFFAOYSA-N dibutyl phthalate Chemical compound CCCCOC(=O)C1=CC=CC=C1C(=O)OCCCC DOIRQSBPFJWKBE-UHFFFAOYSA-N 0.000 claims description 6
- FLKPEMZONWLCSK-UHFFFAOYSA-N diethyl phthalate Chemical compound CCOC(=O)C1=CC=CC=C1C(=O)OCC FLKPEMZONWLCSK-UHFFFAOYSA-N 0.000 claims description 6
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 claims description 5
- 229920002148 Gellan gum Polymers 0.000 claims description 5
- 239000001110 calcium chloride Substances 0.000 claims description 5
- 229910001628 calcium chloride Inorganic materials 0.000 claims description 5
- 239000000216 gellan gum Substances 0.000 claims description 5
- 235000010492 gellan gum Nutrition 0.000 claims description 5
- 229920001817 Agar Polymers 0.000 claims description 4
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 claims description 4
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 claims description 4
- 239000004375 Dextrin Substances 0.000 claims description 4
- 229920001353 Dextrin Polymers 0.000 claims description 4
- 108010010803 Gelatin Proteins 0.000 claims description 4
- 229920002472 Starch Polymers 0.000 claims description 4
- DOOTYTYQINUNNV-UHFFFAOYSA-N Triethyl citrate Chemical compound CCOC(=O)CC(O)(C(=O)OCC)CC(=O)OCC DOOTYTYQINUNNV-UHFFFAOYSA-N 0.000 claims description 4
- 239000008272 agar Substances 0.000 claims description 4
- 235000010419 agar Nutrition 0.000 claims description 4
- 235000019425 dextrin Nutrition 0.000 claims description 4
- 239000008273 gelatin Substances 0.000 claims description 4
- 229920000159 gelatin Polymers 0.000 claims description 4
- 235000019322 gelatine Nutrition 0.000 claims description 4
- 235000011852 gelatine desserts Nutrition 0.000 claims description 4
- 239000003349 gelling agent Substances 0.000 claims description 4
- 150000004676 glycans Chemical class 0.000 claims description 4
- 229920001282 polysaccharide Polymers 0.000 claims description 4
- 239000005017 polysaccharide Substances 0.000 claims description 4
- 239000000600 sorbitol Substances 0.000 claims description 4
- 239000008107 starch Substances 0.000 claims description 4
- 235000019698 starch Nutrition 0.000 claims description 4
- 239000001069 triethyl citrate Substances 0.000 claims description 4
- VMYFZRTXGLUXMZ-UHFFFAOYSA-N triethyl citrate Natural products CCOC(=O)C(O)(C(=O)OCC)C(=O)OCC VMYFZRTXGLUXMZ-UHFFFAOYSA-N 0.000 claims description 4
- 235000013769 triethyl citrate Nutrition 0.000 claims description 4
- WBKWVLAHWVFXKM-UHFFFAOYSA-N (2-methylphenyl) 4-methylbenzenesulfonate Chemical compound C1=CC(C)=CC=C1S(=O)(=O)OC1=CC=CC=C1C WBKWVLAHWVFXKM-UHFFFAOYSA-N 0.000 claims description 3
- PZBLUWVMZMXIKZ-UHFFFAOYSA-N 2-o-(2-ethoxy-2-oxoethyl) 1-o-ethyl benzene-1,2-dicarboxylate Chemical compound CCOC(=O)COC(=O)C1=CC=CC=C1C(=O)OCC PZBLUWVMZMXIKZ-UHFFFAOYSA-N 0.000 claims description 3
- YJERZJLSXBRUDQ-UHFFFAOYSA-N 2-o-(3,4-dihydroxybutyl) 1-o-methyl benzene-1,2-dicarboxylate Chemical compound COC(=O)C1=CC=CC=C1C(=O)OCCC(O)CO YJERZJLSXBRUDQ-UHFFFAOYSA-N 0.000 claims description 3
- 239000004641 Diallyl-phthalate Substances 0.000 claims description 3
- HSUIVCLOAAJSRE-UHFFFAOYSA-N bis(2-methoxyethyl) benzene-1,2-dicarboxylate Chemical compound COCCOC(=O)C1=CC=CC=C1C(=O)OCCOC HSUIVCLOAAJSRE-UHFFFAOYSA-N 0.000 claims description 3
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 claims description 3
- PCYQQSKDZQTOQG-NXEZZACHSA-N dibutyl (2r,3r)-2,3-dihydroxybutanedioate Chemical compound CCCCOC(=O)[C@H](O)[C@@H](O)C(=O)OCCCC PCYQQSKDZQTOQG-NXEZZACHSA-N 0.000 claims description 3
- FBSAITBEAPNWJG-UHFFFAOYSA-N dimethyl phthalate Natural products CC(=O)OC1=CC=CC=C1OC(C)=O FBSAITBEAPNWJG-UHFFFAOYSA-N 0.000 claims description 3
- 229960001826 dimethylphthalate Drugs 0.000 claims description 3
- CGWFVEFHQWJOKI-UHFFFAOYSA-N ethyl 2-benzoylbenzoate Chemical compound CCOC(=O)C1=CC=CC=C1C(=O)C1=CC=CC=C1 CGWFVEFHQWJOKI-UHFFFAOYSA-N 0.000 claims description 3
- FGTVYMTUTYLLQR-UHFFFAOYSA-N n-ethyl-1-phenylmethanesulfonamide Chemical compound CCNS(=O)(=O)CC1=CC=CC=C1 FGTVYMTUTYLLQR-UHFFFAOYSA-N 0.000 claims description 3
- WEAPVABOECTMGR-UHFFFAOYSA-N triethyl 2-acetyloxypropane-1,2,3-tricarboxylate Chemical compound CCOC(=O)CC(C(=O)OCC)(OC(C)=O)CC(=O)OCC WEAPVABOECTMGR-UHFFFAOYSA-N 0.000 claims description 3
- DQWPFSLDHJDLRL-UHFFFAOYSA-N triethyl phosphate Chemical compound CCOP(=O)(OCC)OCC DQWPFSLDHJDLRL-UHFFFAOYSA-N 0.000 claims description 3
- XZZNDPSIHUTMOC-UHFFFAOYSA-N triphenyl phosphate Chemical compound C=1C=CC=CC=1OP(OC=1C=CC=CC=1)(=O)OC1=CC=CC=C1 XZZNDPSIHUTMOC-UHFFFAOYSA-N 0.000 claims description 3
- YZWRNSARCRTXDS-UHFFFAOYSA-N tripropionin Chemical compound CCC(=O)OCC(OC(=O)CC)COC(=O)CC YZWRNSARCRTXDS-UHFFFAOYSA-N 0.000 claims description 3
- 238000006073 displacement reaction Methods 0.000 abstract description 36
- 241000208125 Nicotiana Species 0.000 description 46
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 46
- 238000010438 heat treatment Methods 0.000 description 31
- 239000000796 flavoring agent Substances 0.000 description 26
- 235000019634 flavors Nutrition 0.000 description 26
- 235000019504 cigarettes Nutrition 0.000 description 22
- 239000000123 paper Substances 0.000 description 20
- 230000000704 physical effect Effects 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 15
- 239000011257 shell material Substances 0.000 description 14
- 238000011156 evaluation Methods 0.000 description 13
- 239000007788 liquid Substances 0.000 description 12
- 230000004927 fusion Effects 0.000 description 10
- 239000000203 mixture Substances 0.000 description 10
- 239000000779 smoke Substances 0.000 description 10
- 239000000443 aerosol Substances 0.000 description 9
- 210000000214 mouth Anatomy 0.000 description 9
- 238000005520 cutting process Methods 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 239000000284 extract Substances 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- NOOLISFMXDJSKH-UTLUCORTSA-N (+)-Neomenthol Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@@H]1O NOOLISFMXDJSKH-UTLUCORTSA-N 0.000 description 6
- NOOLISFMXDJSKH-UHFFFAOYSA-N DL-menthol Natural products CC(C)C1CCC(C)CC1O NOOLISFMXDJSKH-UHFFFAOYSA-N 0.000 description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 6
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 6
- 239000002657 fibrous material Substances 0.000 description 6
- 239000003292 glue Substances 0.000 description 6
- 238000007689 inspection Methods 0.000 description 6
- 229940041616 menthol Drugs 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 238000001914 filtration Methods 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 238000005485 electric heating Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- RUVINXPYWBROJD-ONEGZZNKSA-N trans-anethole Chemical compound COC1=CC=C(\C=C\C)C=C1 RUVINXPYWBROJD-ONEGZZNKSA-N 0.000 description 4
- 241000196324 Embryophyta Species 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 238000007865 diluting Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- 238000013519 translation Methods 0.000 description 3
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 2
- OALYTRUKMRCXNH-UHFFFAOYSA-N 5-pentyloxolan-2-one Chemical compound CCCCCC1CCC(=O)O1 OALYTRUKMRCXNH-UHFFFAOYSA-N 0.000 description 2
- 244000037364 Cinnamomum aromaticum Species 0.000 description 2
- GLZPCOQZEFWAFX-UHFFFAOYSA-N Geraniol Chemical compound CC(C)=CCCC(C)=CCO GLZPCOQZEFWAFX-UHFFFAOYSA-N 0.000 description 2
- FHLGUOHLUFIAAA-UHFFFAOYSA-N Linalyl butyrate Chemical compound CCCC(=O)OC(C)(C=C)CCC=C(C)C FHLGUOHLUFIAAA-UHFFFAOYSA-N 0.000 description 2
- 235000009470 Theobroma cacao Nutrition 0.000 description 2
- 244000299461 Theobroma cacao Species 0.000 description 2
- 229940011037 anethole Drugs 0.000 description 2
- HUMNYLRZRPPJDN-UHFFFAOYSA-N benzaldehyde Chemical compound O=CC1=CC=CC=C1 HUMNYLRZRPPJDN-UHFFFAOYSA-N 0.000 description 2
- 235000019506 cigar Nutrition 0.000 description 2
- 235000017803 cinnamon Nutrition 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000003571 electronic cigarette Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- RRAFCDWBNXTKKO-UHFFFAOYSA-N eugenol Chemical compound COC1=CC(CC=C)=CC=C1O RRAFCDWBNXTKKO-UHFFFAOYSA-N 0.000 description 2
- 238000004817 gas chromatography Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- MLFHJEHSLIIPHL-UHFFFAOYSA-N isoamyl acetate Chemical compound CC(C)CCOC(C)=O MLFHJEHSLIIPHL-UHFFFAOYSA-N 0.000 description 2
- XAOGXQMKWQFZEM-UHFFFAOYSA-N isoamyl propanoate Chemical compound CCC(=O)OCCC(C)C XAOGXQMKWQFZEM-UHFFFAOYSA-N 0.000 description 2
- XMGQYMWWDOXHJM-UHFFFAOYSA-N limonene Chemical compound CC(=C)C1CCC(C)=CC1 XMGQYMWWDOXHJM-UHFFFAOYSA-N 0.000 description 2
- CDOSHBSSFJOMGT-UHFFFAOYSA-N linalool Chemical compound CC(C)=CCCC(C)(O)C=C CDOSHBSSFJOMGT-UHFFFAOYSA-N 0.000 description 2
- UWKAYLJWKGQEPM-LBPRGKRZSA-N linalyl acetate Chemical compound CC(C)=CCC[C@](C)(C=C)OC(C)=O UWKAYLJWKGQEPM-LBPRGKRZSA-N 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 229940057917 medium chain triglycerides Drugs 0.000 description 2
- ZRSNZINYAWTAHE-UHFFFAOYSA-N p-methoxybenzaldehyde Chemical compound COC1=CC=C(C=O)C=C1 ZRSNZINYAWTAHE-UHFFFAOYSA-N 0.000 description 2
- RUVINXPYWBROJD-UHFFFAOYSA-N para-methoxyphenyl Natural products COC1=CC=C(C=CC)C=C1 RUVINXPYWBROJD-UHFFFAOYSA-N 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000000341 volatile oil Substances 0.000 description 2
- PHXATPHONSXBIL-UHFFFAOYSA-N xi-gamma-Undecalactone Chemical compound CCCCCCCC1CCC(=O)O1 PHXATPHONSXBIL-UHFFFAOYSA-N 0.000 description 2
- NFLGAXVYCFJBMK-RKDXNWHRSA-N (+)-isomenthone Natural products CC(C)[C@H]1CC[C@@H](C)CC1=O NFLGAXVYCFJBMK-RKDXNWHRSA-N 0.000 description 1
- 239000001490 (3R)-3,7-dimethylocta-1,6-dien-3-ol Substances 0.000 description 1
- CDOSHBSSFJOMGT-JTQLQIEISA-N (R)-linalool Natural products CC(C)=CCC[C@@](C)(O)C=C CDOSHBSSFJOMGT-JTQLQIEISA-N 0.000 description 1
- MIDXCONKKJTLDX-UHFFFAOYSA-N 3,5-dimethylcyclopentane-1,2-dione Chemical compound CC1CC(C)C(=O)C1=O MIDXCONKKJTLDX-UHFFFAOYSA-N 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 244000144730 Amygdalus persica Species 0.000 description 1
- 240000007087 Apium graveolens Species 0.000 description 1
- 235000015849 Apium graveolens Dulce Group Nutrition 0.000 description 1
- 235000010591 Appio Nutrition 0.000 description 1
- SGHZXLIDFTYFHQ-UHFFFAOYSA-L Brilliant Blue Chemical compound [Na+].[Na+].C=1C=C(C(=C2C=CC(C=C2)=[N+](CC)CC=2C=C(C=CC=2)S([O-])(=O)=O)C=2C(=CC=CC=2)S([O-])(=O)=O)C=CC=1N(CC)CC1=CC=CC(S([O-])(=O)=O)=C1 SGHZXLIDFTYFHQ-UHFFFAOYSA-L 0.000 description 1
- 240000007436 Cananga odorata Species 0.000 description 1
- 235000005747 Carum carvi Nutrition 0.000 description 1
- 240000000467 Carum carvi Species 0.000 description 1
- 241001090476 Castoreum Species 0.000 description 1
- 235000013912 Ceratonia siliqua Nutrition 0.000 description 1
- 240000008886 Ceratonia siliqua Species 0.000 description 1
- 240000003538 Chamaemelum nobile Species 0.000 description 1
- 235000007866 Chamaemelum nobile Nutrition 0.000 description 1
- NPBVQXIMTZKSBA-UHFFFAOYSA-N Chavibetol Natural products COC1=CC=C(CC=C)C=C1O NPBVQXIMTZKSBA-UHFFFAOYSA-N 0.000 description 1
- 235000014489 Cinnamomum aromaticum Nutrition 0.000 description 1
- 244000223760 Cinnamomum zeylanicum Species 0.000 description 1
- 235000005979 Citrus limon Nutrition 0.000 description 1
- 244000131522 Citrus pyriformis Species 0.000 description 1
- 240000007154 Coffea arabica Species 0.000 description 1
- 235000002787 Coriandrum sativum Nutrition 0.000 description 1
- 244000018436 Coriandrum sativum Species 0.000 description 1
- 240000002943 Elettaria cardamomum Species 0.000 description 1
- 241000402754 Erythranthe moschata Species 0.000 description 1
- YIKYNHJUKRTCJL-UHFFFAOYSA-N Ethyl maltol Chemical compound CCC=1OC=CC(=O)C=1O YIKYNHJUKRTCJL-UHFFFAOYSA-N 0.000 description 1
- 239000005770 Eugenol Substances 0.000 description 1
- 240000006927 Foeniculum vulgare Species 0.000 description 1
- 235000004204 Foeniculum vulgare Nutrition 0.000 description 1
- 229930091371 Fructose Natural products 0.000 description 1
- RFSUNEUAIZKAJO-ARQDHWQXSA-N Fructose Chemical compound OC[C@H]1O[C@](O)(CO)[C@@H](O)[C@@H]1O RFSUNEUAIZKAJO-ARQDHWQXSA-N 0.000 description 1
- 239000005715 Fructose Substances 0.000 description 1
- 239000005792 Geraniol Substances 0.000 description 1
- GLZPCOQZEFWAFX-YFHOEESVSA-N Geraniol Natural products CC(C)=CCC\C(C)=C/CO GLZPCOQZEFWAFX-YFHOEESVSA-N 0.000 description 1
- 241000208152 Geranium Species 0.000 description 1
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 description 1
- 240000004670 Glycyrrhiza echinata Species 0.000 description 1
- 235000001453 Glycyrrhiza echinata Nutrition 0.000 description 1
- 235000006200 Glycyrrhiza glabra Nutrition 0.000 description 1
- 235000017382 Glycyrrhiza lepidota Nutrition 0.000 description 1
- 241000282375 Herpestidae Species 0.000 description 1
- 244000267823 Hydrangea macrophylla Species 0.000 description 1
- 235000014486 Hydrangea macrophylla Nutrition 0.000 description 1
- 235000010254 Jasminum officinale Nutrition 0.000 description 1
- 240000005385 Jasminum sambac Species 0.000 description 1
- 244000255365 Kaskarillabaum Species 0.000 description 1
- 240000008415 Lactuca sativa Species 0.000 description 1
- 244000165082 Lavanda vera Species 0.000 description 1
- 235000010663 Lavandula angustifolia Nutrition 0.000 description 1
- 235000007232 Matricaria chamomilla Nutrition 0.000 description 1
- 235000014749 Mentha crispa Nutrition 0.000 description 1
- 244000246386 Mentha pulegium Species 0.000 description 1
- 235000016257 Mentha pulegium Nutrition 0.000 description 1
- 244000078639 Mentha spicata Species 0.000 description 1
- 235000004357 Mentha x piperita Nutrition 0.000 description 1
- NFLGAXVYCFJBMK-UHFFFAOYSA-N Menthone Chemical compound CC(C)C1CCC(C)CC1=O NFLGAXVYCFJBMK-UHFFFAOYSA-N 0.000 description 1
- 241001465754 Metazoa Species 0.000 description 1
- 244000179970 Monarda didyma Species 0.000 description 1
- 235000010672 Monarda didyma Nutrition 0.000 description 1
- 235000009421 Myristica fragrans Nutrition 0.000 description 1
- 244000270834 Myristica fragrans Species 0.000 description 1
- 240000009023 Myrrhis odorata Species 0.000 description 1
- 235000007265 Myrrhis odorata Nutrition 0.000 description 1
- 235000012550 Pimpinella anisum Nutrition 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 235000006040 Prunus persica var persica Nutrition 0.000 description 1
- UVMRYBDEERADNV-UHFFFAOYSA-N Pseudoeugenol Natural products COC1=CC(C(C)=C)=CC=C1O UVMRYBDEERADNV-UHFFFAOYSA-N 0.000 description 1
- 244000046146 Pueraria lobata Species 0.000 description 1
- 235000010575 Pueraria lobata Nutrition 0.000 description 1
- 240000000513 Santalum album Species 0.000 description 1
- 235000008632 Santalum album Nutrition 0.000 description 1
- 235000016639 Syzygium aromaticum Nutrition 0.000 description 1
- 244000223014 Syzygium aromaticum Species 0.000 description 1
- 244000269722 Thea sinensis Species 0.000 description 1
- 235000009499 Vanilla fragrans Nutrition 0.000 description 1
- 244000263375 Vanilla tahitensis Species 0.000 description 1
- 235000012036 Vanilla tahitensis Nutrition 0.000 description 1
- 235000006886 Zingiber officinale Nutrition 0.000 description 1
- 244000273928 Zingiber officinale Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- WQZGKKKJIJFFOK-VFUOTHLCSA-N beta-D-glucose Chemical compound OC[C@H]1O[C@@H](O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-VFUOTHLCSA-N 0.000 description 1
- WHGYBXFWUBPSRW-FOUAGVGXSA-N beta-cyclodextrin Chemical compound OC[C@H]([C@H]([C@@H]([C@H]1O)O)O[C@H]2O[C@@H]([C@@H](O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O3)[C@H](O)[C@H]2O)CO)O[C@@H]1O[C@H]1[C@H](O)[C@@H](O)[C@@H]3O[C@@H]1CO WHGYBXFWUBPSRW-FOUAGVGXSA-N 0.000 description 1
- 235000011148 calcium chloride Nutrition 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 235000013736 caramel Nutrition 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 235000005300 cardamomo Nutrition 0.000 description 1
- 230000001055 chewing effect Effects 0.000 description 1
- 235000016213 coffee Nutrition 0.000 description 1
- 235000013353 coffee beverage Nutrition 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- GHVNFZFCNZKVNT-UHFFFAOYSA-M decanoate Chemical compound CCCCCCCCCC([O-])=O GHVNFZFCNZKVNT-UHFFFAOYSA-M 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000003995 emulsifying agent Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 229940093503 ethyl maltol Drugs 0.000 description 1
- 229960002217 eugenol Drugs 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- OALYTRUKMRCXNH-QMMMGPOBSA-N gamma-Nonalactone Natural products CCCCC[C@H]1CCC(=O)O1 OALYTRUKMRCXNH-QMMMGPOBSA-N 0.000 description 1
- PHXATPHONSXBIL-JTQLQIEISA-N gamma-Undecalactone Natural products CCCCCCC[C@H]1CCC(=O)O1 PHXATPHONSXBIL-JTQLQIEISA-N 0.000 description 1
- 229940020436 gamma-undecalactone Drugs 0.000 description 1
- 229940113087 geraniol Drugs 0.000 description 1
- 235000008397 ginger Nutrition 0.000 description 1
- 239000008103 glucose Substances 0.000 description 1
- 235000019534 high fructose corn syrup Nutrition 0.000 description 1
- 235000012907 honey Nutrition 0.000 description 1
- 235000001050 hortel pimenta Nutrition 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 229930002839 ionone Natural products 0.000 description 1
- 150000002499 ionone derivatives Chemical class 0.000 description 1
- 229940117955 isoamyl acetate Drugs 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 150000002596 lactones Chemical class 0.000 description 1
- 239000001102 lavandula vera Substances 0.000 description 1
- 235000018219 lavender Nutrition 0.000 description 1
- 229940010454 licorice Drugs 0.000 description 1
- 229940087305 limonene Drugs 0.000 description 1
- 235000001510 limonene Nutrition 0.000 description 1
- 229930007744 linalool Natural products 0.000 description 1
- UWKAYLJWKGQEPM-UHFFFAOYSA-N linalool acetate Natural products CC(C)=CCCC(C)(C=C)OC(C)=O UWKAYLJWKGQEPM-UHFFFAOYSA-N 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229930007503 menthone Natural products 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000001702 nutmeg Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 235000019198 oils Nutrition 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000001254 oxidized starch Substances 0.000 description 1
- 235000013808 oxidized starch Nutrition 0.000 description 1
- QNGNSVIICDLXHT-UHFFFAOYSA-N para-ethylbenzaldehyde Natural products CCC1=CC=C(C=O)C=C1 QNGNSVIICDLXHT-UHFFFAOYSA-N 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000002304 perfume Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000011002 quantification Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000010666 rose oil Substances 0.000 description 1
- 235000019719 rose oil Nutrition 0.000 description 1
- 235000002020 sage Nutrition 0.000 description 1
- 235000012045 salad Nutrition 0.000 description 1
- 238000004826 seaming Methods 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000012086 standard solution Substances 0.000 description 1
- 238000010025 steaming Methods 0.000 description 1
- 235000000346 sugar Nutrition 0.000 description 1
- 150000008163 sugars Chemical class 0.000 description 1
- 235000013616 tea Nutrition 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- UFTFJSFQGQCHQW-UHFFFAOYSA-N triformin Chemical compound O=COCC(OC=O)COC=O UFTFJSFQGQCHQW-UHFFFAOYSA-N 0.000 description 1
- VLPFTAMPNXLGLX-UHFFFAOYSA-N trioctanoin Chemical compound CCCCCCCC(=O)OCC(OC(=O)CCCCCCC)COC(=O)CCCCCCC VLPFTAMPNXLGLX-UHFFFAOYSA-N 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- MWOOGOJBHIARFG-UHFFFAOYSA-N vanillin Chemical compound COC1=CC(C=O)=CC=C1O MWOOGOJBHIARFG-UHFFFAOYSA-N 0.000 description 1
- FGQOOHJZONJGDT-UHFFFAOYSA-N vanillin Natural products COC1=CC(O)=CC(C=O)=C1 FGQOOHJZONJGDT-UHFFFAOYSA-N 0.000 description 1
- 235000012141 vanillin Nutrition 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images






Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/04—Tobacco smoke filters characterised by their shape or structure
- A24D3/048—Tobacco smoke filters characterised by their shape or structure containing additives
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0212—Applying additives to filter materials
- A24D3/0216—Applying additives to filter materials the additive being in the form of capsules, beads or the like
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0212—Applying additives to filter materials
- A24D3/022—Applying additives to filter materials with liquid additives, e.g. application of plasticisers
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
- A24D3/061—Use of materials for tobacco smoke filters containing additives entrapped within capsules, sponge-like material or the like, for further release upon smoking
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
- A24D3/14—Use of materials for tobacco smoke filters of organic materials as additive
Definitions
- the present invention relates to a manufacturing method and a manufacturing apparatus for a filter segment.
- a tobacco product for example, a common cigarette includes a tobacco-containing segment, which has been formed into a rod shape by wrapping a cigarette paper around dried tobacco leaves, and a filter segment, which has been formed into a rod shape by wrapping a filter wrapper around a filter that contains one or more cellulose acetate fiber bundles or around a filter prepared by bundling or folding one or more pulp-containing nonwoven fabrics.
- a cigarette is obtained through integration of the tobacco-containing segment and the filter segment connected to each other at the ends by wrapping a tipping paper around the whole circumference for bonding.
- Such a cigarette is a combustible tobacco product that generates smoke by burning the tip of the tobacco-containing segment.
- exemplary combustible tobacco products other than such cigarettes include cigars and cigarillos.
- exemplary tobacco products include non-combustion-heating tobacco products that generate a flavor component through heating without burning of the tobacco-containing segment, which contains tobacco, a flavor component, and an aerosol former, such as glycerol (Patent Literature (PTL) 1 and 2, for example).
- PTL Patent Literature
- Exemplary methods of heating without burning include heating methods by electrical resistance, IH, chemical changes, or phase transition.
- filtering smoke diluting smoke, imparting a flavor to smoke, holding a second filter (activated carbon or the like) or members excluding filters, and adjusting the pressure drop.
- filtering smoke diluting smoke
- imparting a flavor to smoke holding a second filter (activated carbon or the like) or members excluding filters
- adjusting the pressure drop for the filter segment of a non-combustion-heating tobacco product, more functions are required, such as filtering an aerosol, diluting an aerosol, imparting a flavor to an aerosol, cooling an aerosol, holding a second filter (activated carbon or the like) or members excluding filters, and adjusting the pressure drop.
- the filter segment of a cigarette or a non-combustion-heating tobacco product has recently been required to include a plurality of filter segments that bear the respective functions as well as to shorten the length in the axial direction of each filter segment to about 5 to 15 mm.
- Filter segments are typically manufactured by cutting, on a plane perpendicular to the longitudinal direction, a continuous bar which has been prepared by bundling many long fibers, such as cellulose acetate fibers, followed by continuous winding. Since the fibers that constitute a filter segment extend almost parallel to the axial direction of the filter segment, the filter segment containing a breakable capsule sometimes undergoes the displacement of the breakable capsule when an external force is applied thereto. When the displacement of a breakable capsule occurs, it is impossible in some cases to rupture the breakable capsule easily.
- a filter segment particularly when the length in the axial direction is short, exhibits low holding ability of a breakable capsule due to a fewer portions of fibers tangled together and thus readily undergoes the displacement of the breakable capsule when an external force is applied thereto. Further, noticeable displacement could possibly force the breakable capsule outside the filter segment.
- the object of the present invention is to provide a manufacturing method and a manufacturing apparatus for a filter segment that suppresses the displacement of a breakable capsule even when an external force is applied thereto.
- a manufacturing method for a filter segment according to the present invention is a method of manufacturing a filter segment for a tobacco product, including the steps of:
- a manufacturing apparatus for a filter segment according to the present invention is an apparatus for manufacturing a filter segment for a tobacco product, including:
- the present invention it is possible to provide a manufacturing method and a manufacturing apparatus for a filter segment that suppresses the displacement of a breakable capsule even when an external force is applied thereto.
- a manufacturing method for a filter segment according to the present invention is a method of manufacturing a filter segment for a tobacco product.
- Such a filter segment may be disposed downstream of a tobacco-containing segment in a tobacco product and may be disposed at the mouth end of the tobacco product.
- the method includes in the following order the following steps of: applying a plasticizer (hereinafter, referred to as first plasticizer) to one or more breakable capsules held on the rim of an insertion wheel and to the rim of the insertion wheel (hereinafter, referred to as first plasticizer application step); and burying the rim of the insertion wheel in a fiber bundle that extends in a direction tangential to the insertion wheel and allowing to release the breakable capsules, thereby embedding the breakable capsules in the fiber bundle (hereinafter, referred to as breakable capsule embedding step).
- first plasticizer a plasticizer
- a first plasticizer is applied in advance to one or more breakable capsules held on the rim (outer perimeter) of an insertion wheel and to the rim of the insertion wheel before embedding the breakable capsules in a fiber bundle by the insertion wheel.
- the first plasticizer attached to the surface of a breakable capsule and the rim of the insertion wheel is attached and diffused to fibers located near the breakable capsule and the insertion wheel when the breakable capsule is embedded in the fiber bundle.
- the first plasticizer attached to the surface of a breakable capsule diffuses to fibers located around the breakable capsule, thereby forming a cocoon-like first hardened structure of the fibers fused together by the first plasticizer to cover the perimeter of the breakable capsule. Consequently, it is possible by the first hardened structure to restrict the movement of the breakable capsule even when a force is applied from the outside of the filter and thus to suppress the displacement of the breakable capsule.
- the first plasticizer attached to the rim of the insertion wheel diffuses to fibers that come into contact with the rim of the insertion wheel, in other words, fibers located near the central axis (hereinafter, also referred to as axis A) of the fiber bundle (filter segment) to form a second hardened structure of the fibers fused together by the first plasticizer. Consequently, it is possible by the second hardened structure as well to restrict the movement of the breakable capsule even when a force is applied from the outside of the filter and thus to suppress the displacement of the breakable capsule.
- a plasticizer the same as those commonly added in advance uniformly to fibers that constitute a filter for the purpose of adjusting the hardness of the filter, such as triacetin (hereinafter, also referred to as second plasticizer), may be used as the first plasticizer. For this reason, it is not needed to separately use, for fusing, a common adhesive, which is not usually added to a filter.
- the second plasticizer which is added in advance uniformly to fibers before embedding a breakable capsule, does not contribute to local fusion of fibers.
- a conventional filter segment has neither the first hardened structure nor the second hardened structure.
- the first plasticizer attached to the surface of a breakable capsule is attached to fibers located around the breakable capsule to form, for example, a compatible mixture of the first plasticizer and the fiber material, thereby fusing the breakable capsule and the fibers.
- the above-mentioned second plasticizer which has been added in advance uniformly to fibers before embedding a breakable capsule and thus has solidified at the time of embedding the breakable capsule, does not contribute to the fusion between the breakable capsule and fibers that constitute a filter.
- a breakable capsule and fibers that constitute a filter are not fused by a plasticizer in a conventional filter segment.
- FIG. 1 illustrates an exemplary filter segment manufactured by the method according to the present invention.
- a filter segment 10 illustrated in Fig. 1 is cylindrical and includes a filter 11, a breakable capsule 12, and a filter wrapper 13.
- the filter 11 is formed from fibers, such as cellulose acetate fibers. The fibers extend almost parallel to the axial direction (horizontal direction in Fig. 1 ) of the filter segment 10.
- the breakable capsule 12 is embedded in the filter 11 and thus present within the fibers.
- the breakable capsule 12 is located on axis A, which is the central axis of the filter segment 10.
- the filter segment 10 has a first hardened structure 14, which is formed of fibers located near the breakable capsule 12 and fused together by a first plasticizer to cover the breakable capsule 12, and a second hardened structure 15, which is formed of fibers located near axis A and fused together by the first plasticizer.
- first hardened structure 14 and the second hardened structure 15 are joined, and the second hardened structure 15 is formed to extend along axis A from the first hardened structure 14.
- the surface of the breakable capsule 12 and fibers of the filter 11 located near the breakable capsule 12 are fused by the first plasticizer.
- the filter wrapper 13, such as paper, is wrapped around the filter 11 that contains the breakable capsule 12.
- the filter wrapper 13 need not necessarily be wrapped around the filter 11.
- the above-mentioned axis A is represented as a line segment connecting the center of gravity on either end face to the center of gravity on the other end face of the filter segment 10 through the breakable capsule 12.
- a filter segment manufactured by the method according to the present invention has a first hardened structure of fibers located near a breakable capsule and fused together by a first plasticizer.
- the first hardened structure covers, like a cocoon, at least part of the breakable capsule. Consequently, it is possible to suppress the movement of the breakable capsule even when a force is applied from the outside of the filter.
- fibers located near a breakable capsule may be fused together at least partially by the first plasticizer.
- the first hardened structure may include a non-fused portion and a portion of fibers fused together by the first plasticizer.
- Fig. 12 is a magnified image taken after removing a breakable capsule for convenience.
- the thickness of the first hardened structure may be 0.1 to 1.0 mm, for example.
- a filter segment manufactured by the method according to the present invention has a second hardened structure formed of fibers located near axis A, which is the central axis of the filter segment, and fused together by the first plasticizer.
- the second hardened structure is formed continuously to extend along axis A from the breakable capsule.
- the first hardened structure that covers, like a cocoon, a breakable capsule is integrated with the second hardened structure that is formed to extend along axis A from the first hardened structure.
- a partially exposed breakable capsule is imaged for convenience in Fig. 13 , the breakable capsule may be covered completely by the first hardened structure.
- the second hardened structure may be, for example, cylindrical having axis A as its central axis.
- the diameter of such a cylinder may be smaller than the diameter of a breakable capsule, for example, may be 14.0 to 86.0% of the diameter of a breakable capsule, and may be 0.5 to 3.0 mm.
- fibers located near axis A may be fused together by the first plasticizer at least partially.
- the second hardened structure may include a non-fused portion and a portion of fibers fused together by the first plasticizer.
- the second hardened structure may also be formed in a portion extending from axis A to the periphery of the filter segment.
- the second hardened structure may be formed like a rib from fibers located near axis A and fused together by a first plasticizer as well as from fibers located in a portion extending from axis A to the periphery of the filter segment and fused together by the first plasticizer.
- Such a rib-like second hardened structure can be formed through diffusion of a first plasticizer attached to the rim of an insertion wheel to fibers located in a portion extending from axis A to the periphery of the filter segment, thereby fusing the fibers together by the first plasticizer.
- a first plasticizer attached to the rim of an insertion wheel to fibers located in a portion extending from axis A to the periphery of the filter segment, thereby fusing the fibers together by the first plasticizer.
- a filter segment 20 may include a first hardened structure 22 that covers a breakable capsule 23 and a second hardened structure 24 that extends from axis A to the periphery of the filter segment 20. Both the first hardened structure 22 and the second hardened structure 24 are formed of fibers that constitute a filter 21 and are fused together by a first plasticizer. The first hardened structure 22 and the second hardened structure 24 may be thus joined and integrated.
- the breakable capsule and the fibers that constitute the filter may be fused by a first plasticizer.
- a first plasticizer attached to the surface of a breakable capsule is attached to fibers located around the breakable capsule to form, for example, a compatible mixture of the first plasticizer and the fiber material, thereby fusing the breakable capsule and the fibers.
- the expression that "fibers are fused together by a first plasticizer” means that fibers may be fused together by a first plasticizer alone or fibers may be fused together by a compatible mixture of a first plasticizer and the fiber material. In other words, a portion of fibers fused together may just contain a first plasticizer.
- a breakable capsule and fibers are fused by a first plasticizer
- a breakable capsule and fibers may be fused by a first plasticizer alone; a breakable capsule and fibers may be fused by a compatible mixture of a first plasticizer and the fiber material; a breakable capsule and fibers may be fused by a compatible mixture of a first plasticizer and the shell material of the breakable capsule; or a breakable capsule and fibers may be fused by a compatible mixture of a first plasticizer, the shell material of the breakable capsule, and the fiber material.
- a fused portion between a breakable capsule and fibers may just contain a first plasticizer.
- At least part of the surface of a breakable capsule and at least part of fibers located near the surface of the breakable capsule may be fused by a first plasticizer.
- the fusion between a breakable capsule and fibers by a first plasticizer can be judged from a magnified image near the surface of the breakable capsule and by identifying compounds contained in the fused portion. For example, on the magnified image of Fig. 11 , it is confirmed that part of the breakable capsule surface and part of fibers are fused.
- the manufacturing method for a filter segment according to the present invention is not particularly limited provided that at least a first plasticizer application step and a breakable capsule embedding step are included and may include other steps.
- the method may be performed using, for example, a manufacturing apparatus for a filter segment according to the present invention described hereinafter.
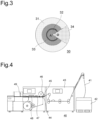
- a method of manufacturing a filter segment using a manufacturing apparatus for a filter segment 40 illustrated in Fig. 4 will be described hereinafter.
- a fiber bundle 41 is supplied, from a fiber dispenser, typically in the form of a bale 42 of compressed fibers.
- Exemplary fibers of the fiber bundle 41 include cellulose acetate fibers and polypropylene fibers, and cellulose acetate fibers are preferable.
- An acetate tow as a bundle of cellulose acetate fibers may have, for example, filament denier: 1.9 to 12.0 (g/9000 m), total denier: 10,000 to 44,000 (g/9000 m), the number of fibers: 830 to 23,500, pressure drop: 100 to 600 (mmH 2 O/120 mm), and tow mass: 0.300 to 1.100 (g/filament).
- the fiber bundle 41 is stretched using compressed air and cylinders and then relaxed in a strand processing unit 43. As a result, the fiber bundle 41 is spread to incorporate more air therein. Subsequently, the fiber bundle 41 is wet with a second plasticizer. For example, a predetermined amount of second plasticizer can be added uniformly to the fiber bundle 41 by spraying the second plasticizer uniformly onto the entire fiber bundle 41. Such a second plasticizer is commonly added in advance uniformly to the fiber bundle 41 in order to adjust the hardness of a filter. Any plasticizer the same as a first plasticizer can be used as a second plasticizer. A first plasticizer and a second plasticizer may be the same or different.
- a second plasticizer contributes to neither the formation of the above-described first hardened structure or second hardened structure nor the fusion between a breakable capsule and fibers.
- menthol may also be added to the fiber bundle 41 simultaneously with or at a different timing from the addition of a second plasticizer. By the addition of menthol, it is possible to further suppress the displacement of a breakable capsule.
- menthol may be dissolved in a suitable solvent and added through spraying or the like of the resulting solution.
- the fiber bundle 41 is passed through a funnel-shaped insertion member 44 for pre-compression of the fiber bundle 41.
- the insertion member 44 is usually provided with an opening for easy discharge of excess air within the fiber bundle 41.
- a breakable capsule feeder 46 is disposed downstream of the insertion member 44, and one or more breakable capsules are embedded in the fiber bundle 41 by the breakable capsule feeder 46.
- FIG. 5 illustrates an enlarged view of a portion around a breakable capsule feeder.
- a breakable capsule feeder 50 illustrated in Fig. 5 is equipped with a rotatable disk-shape insertion wheel 53 having a plurality of breakable capsule feeding pockets 55 arranged at regular intervals on the circumference. Each breakable capsule feeding pocket 55 can hold a breakable capsule 54.
- a fiber bundle that has passed through an insertion member 51 is guided (and held), while being conveyed, in a direction tangential to the insertion wheel 53 by a fiber bundle guide 52, and breakable capsules 54 held in the breakable capsule feeding pockets 55 of the insertion wheel 53 are continuously embedded in the fiber bundle at regular intervals.
- a first plasticizer 57 is supplied to the breakable capsules 54 and the rim of the insertion wheel 53 by a first plasticizer feeder 56.
- the first plasticizer feeder 56 sprays the first plasticizer 57 onto the rim of the insertion wheel 53, thereby attaching the first plasticizer 57 to the surface of each breakable capsule 54 and the rim of the insertion wheel 53.
- the first plasticizer feeder 56 may spray the first plasticizer 57 toward the interface between the insertion wheel 53 and each breakable capsule 54.
- the method of applying the first plasticizer 57 is not limited to spraying, and the first plasticizer 57 may be applied, for example, by immersing the rim of the insertion wheel 53 in a liquid of the first plasticizer 57.
- the first plasticizer 57 may be sprayed from a direction almost parallel to or almost perpendicular to the wheel surface of the insertion wheel 53.
- a first plasticizer 153 may be sprayed by a first plasticizer sprayer 152a from a direction almost perpendicular to the wheel surface of an insertion wheel 151.
- the first plasticizer sprayer 152a preferably sprays the first plasticizer 153 toward the boundary between the insertion wheel 151 and a breakable capsule 150 from a direction almost perpendicular to the wheel surface of the insertion wheel 151 since the attachment efficiency of the first plasticizer 153 is high.
- the first plasticizer 153 may be sprayed by two first plasticizer sprayers 152a from the both sides by separately providing another first plasticizer sprayer 152a on the opposite side of the insertion wheel 151 as well. Meanwhile, as illustrated in Fig. 15 (b) , the first plasticizer 153 may also be sprayed by the first plasticizer sprayer 152b from a direction almost parallel to the wheel surface of the insertion wheel 151. By spraying a first plasticizer from a direction almost perpendicular to the wheel surface of an insertion wheel, it is possible to efficiently apply the first plasticizer to the wheel surface of the insertion wheel and consequently to transfer the first plasticizer to a breakable capsule as well as a fiber bundle to be located around the breakable capsule.
- the expression of "a direction almost perpendicular” indicates a direction within the ⁇ 10° range of a direction normal to the wheel surface of an insertion wheel.
- the expression of "a direction almost parallel” indicates a direction within the ⁇ 10° range of a radial direction on the wheel surface of an insertion wheel.
- the spraying rate is preferably 5 to 120 g/min, more preferably 6 to 60 g/min, and further preferably 7 to 32 g/min although depending on the position of the first plasticizer sprayer 56, the rotational speed of the insertion wheel 53, or the target amount of the first plasticizer 57 to be applied, for example.
- the spraying rate of the first plasticizer is 7 g/min or more, a sufficient amount of the first plasticizer 57 is applied to the breakable capsules 54 and the rim of the insertion wheel 53.
- the spraying rate of the first plasticizer 57 is 32 g/min or less, it is possible to apply an appropriate amount of first plasticizer relative to the mass ratio of the fiber bundle.
- the first plasticizer 57 is preferably sprayed continuously during the rotation of the insertion wheel 53.
- the first plasticizer is sprayed from a position preferably 2 mm to 20 mm apart, more preferably 2 mm to 10 mm apart, and further preferably 2 mm to 3 mm apart from the rim edge of the insertion wheel 53.
- a position 2 mm or more apart from the rim edge of the insertion wheel 53 it is possible to apply the first plasticizer without interference between the sprayer tip and the insertion wheel or breakable capsules of 4.0 mm or less in cross-sectional width or diameter held in and protruded from the insertion wheel.
- the first plasticizer 57 is applied to the breakable capsules 54 and the rim of the insertion wheel 53.
- the first plasticizer 57 diverted from the rim of the insertion wheel 53 or the wheel surface of the insertion wheel 53 sometimes reaches near the rotational axis of the insertion wheel 53.
- a salad oil as a lubricant dissolves out from the rotational axis of the insertion wheel 53 to soil the surroundings, or the rotational axis that has lost the lubricant is damaged in some cases.
- the spraying position of the first plasticizer is represented as the shortest distance from the rim edge of the insertion wheel 53.
- the rotational speed of the insertion wheel 53 is not particularly limited but may be 500 rpm to 3000 rpm, for example, and preferably 2000 rpm to 2500 rpm.
- breakable capsules 54 are preferably embedded to be disposed at positions that overlap the central axis of the fiber bundle (filter segment). Moreover, breakable capsules 54 are more preferably embedded such that the center of each breakable capsule 54 is located on the central axis of the fiber bundle (filter segment). From a viewpoint of further favorably attaining the effect of suppressing the displacement of a breakable capsule, the length of a filter segment in the axial direction is preferably shorter.
- the intervals when a plurality of breakable capsules 54 are embedded in a fiber bundle are preferably 5 to 15 mm, more preferably 7 to 15 mm, and further preferably 10 to 15 mm. Further, the intervals may be equidistant.
- a first plasticizer feeder By supplying a first plasticizer in advance to breakable capsules and the rim of an insertion wheel by a first plasticizer feeder as in the foregoing, when the breakable capsules are embedded in a fiber bundle, as illustrated in Fig. 6 , for example, a first plasticizer 62 attached to the surface of each breakable capsule 61 and the rim of an insertion wheel 63 is attached and diffused to fibers 60 located near the breakable capsule 61 and the insertion wheel 63. Consequently, the first plasticizer attached to the surface of the breakable capsule is attached to fibers located around the breakable capsule to fuse the breakable capsule and the fibers located around the breakable capsule.
- the first plasticizer attached to the surface of the breakable capsule diffuses to fibers located around the breakable capsule and forms a cocoon-like first hardened structure of the fibers fused together by the first plasticizer to cover the perimeter of the breakable capsule.
- the first plasticizer attached to the rim of the insertion wheel diffuses to fibers that come into contact with the rim of the insertion wheel, in other words, fibers located near axis A as well as to fibers located in a portion extending from axis A to the periphery of the filter segment, thereby forming a rib-like second hardened structure of the fibers fused together by the first plasticizer.
- the fiber bundle 41 is introduced into a wrapper unit 48 and wrapped in a filter wrapper.
- the filter wrapper is introduced into an adhesive feeding unit 47 before supplied to the wrapper unit 48, and an adhesive is applied to a portion of the side edge where the filter wrapper is to be overlapped and stuck together after being formed into a filter segment, in other words, to a margin for a glue.
- the fiber bundle 41 wrapped in the filter wrapper is formed into a continuous bar by passing through the wrapper unit 48.
- the fiber bundle 41 wrapped in the filter wrapper is cut with a rotary cutting head 49 to yield filter segments.
- Fig. 7 illustrates a schematic horizontal cross-sectional view of continuous fibers before cutting with a rotary cutting head.
- a fiber bundle 70 illustrated in Fig. 7 is wrapped in a filter wrapper 71.
- a cocoon-like first hardened structure 73 is formed to cover the breakable capsule 72.
- a second hardened structure 74 is continuously provided almost parallel to the axial direction (horizontal direction in Fig. 7 ) of the fiber bundle 70.
- Filter segments are obtained by cutting the fiber bundle 70 along dotted line regions at regular intervals.
- any cigarette paper or filter wrapper manufactured by papermaking companies may be used as the filter wrapper, and in particular, 35NFB or 50NFB (trade name, from Nippon Paper Papylia Co., Ltd.) may be used therefor.
- a "breakable capsule” indicates a capsule that can be ruptured by applying an external force.
- a breakable capsule may include a shell and liquid contents including a flavor and so forth retained inside the shell.
- Exemplary materials for the shell include edible materials, such as starch, dextrin, polysaccharides, agar, gellan gum, gelatin, natural gelling agents, glycerol, sorbitol, and calcium chloride. These materials may be used alone or in combination of two or more.
- the surface of a breakable capsule may be formed from at least one compound selected from the group consisting of starch, dextrin, polysaccharides, agar, gellan gum, gelatin, natural gelling agents, glycerol, sorbitol, and calcium chloride. These materials largely have high hydrophilicity and thus can exhibit excellent affinity for a compatible mixture of an amphiphilic first plasticizer and a fiber material and hence excellent fusing properties.
- the shell may further contain a flavor.
- a breakable capsule is preferably colored such that a user can easily recognize the position of the breakable capsule when rupturing the breakable capsule.
- the shell preferably contains a colorant, such as Blue No. 1.
- any flavor used for tobacco products such as menthol and plant essential oils, may be used as a flavor of the liquid contents.
- Concrete examples include menthol, leaf tobacco extracts, natural plant flavors (cinnamon, sage, herb, chamomile, kudzu vine, hydrangea tea, clove, lavender, cardamom, nutmeg, bergamot, geranium, honey essence, rose oil, lemon, orange, Chinese cinnamon, caraway, jasmine, ginger, coriander, vanilla extract, spearmint, peppermint, cassia, coffee, celery, cascarilla, sandalwood, cocoa, ylang-ylang, fennel, anise, licorice, St.
- natural plant flavors cinnamon, caraway, jasmine, ginger, coriander, vanilla extract, spearmint, peppermint, cassia, coffee, celery, cascarilla, sandalwood, cocoa, ylang-ylang, fennel, anise, licorice, St.
- These flavors
- the liquid contents may include a solvent. Any solvent suitable for a flavor may be used as the solvent, and examples include medium-chain triglycerides (MCTs) (specifically, glyceryl tricaprylate/caprate), propylene glycol, water, and ethanol.
- MCTs medium-chain triglycerides
- the liquid contents may further include other solvents or other additives, such as a dye, an emulsifier, and a thickener.
- a manufacturing method for breakable capsules is not particularly limited but may adopt a dropping process, for example.
- a dropping process it is possible, by using a double nozzle and simultaneously discharging liquid contents from the inner nozzle and a liquid shell substance from the outer nozzle, to enclose the liquid contents seamlessly with the shell liquid. According to the process, it is thus possible to manufacture breakable capsules each having a seamless shell.
- the shape of a breakable capsule is not particularly limited and may be spherical or cylindrical, for example. Such a spherical shape encompasses both an almost spherical shape having an almost circular cross-section and an oval shape having an elliptic cross-section.
- a breakable capsule is preferably almost spherical in shape.
- "almost spherical” indicates sphericity of 95% or more.
- the sphericity is calculated by feeding 100 g of breakable capsules to CAMSIZER P4 (trade name, from Retsch Technology GmbH) analyzer, analyzing the major and minor axes from an image of each capsule taken by a CCD camera equipped with the analyzer, and calculating using the new particle shape descriptor function of the analyzer.
- CAMSIZER P4 trade name, from Retsch Technology GmbH
- the diameter of the breakable capsule (the maximum cross-sectional length of the breakable capsule) is preferably 1.0 to 3.5 mm, more preferably 1.5 to 3.5 mm, and further preferably 2.0 to 3.5 mm.
- the diameter of a breakable capsule is 1.0 mm or more, it is possible to load a sufficient amount of liquid contents including a flavor within the shell of the breakable capsule and hence to provide full satisfaction to a user.
- a user can easily recognize the position of the breakable capsule when rupturing the breakable capsule.
- a breakable capsule may have tiny protrusions present on the surface. The presence of the protrusions, which act as the points of fusion with fibers, makes it possible to further satisfactorily fuse the breakable capsule and fibers by a first plasticizer.
- a breakable capsule is embedded in a filter and thus present within fibers that constitute the filter.
- One or two or more (two to ten, for example) breakable capsules may be embedded in the filter of one filter segment.
- Such breakable capsules are preferably disposed at positions that overlap axis A, which is the central axis of a filter segment. More preferably, the center of each breakable capsule is located on axis A. Further, when the position of the mouth side end is set to 0% and the position of the opposite side end to 100% in the axial direction of a filter, the center of a breakable capsule is located preferably in a zone of 16.7 to 83.3% and more preferably in a zone of 30.0 to 53.3%.
- a breakable capsule When the center of a breakable capsule is located in a zone of 16.7% or more, it is possible to further prevent the breakable capsule from being forced outside the filter segment due to noticeable displacement. Meanwhile, when a breakable capsule is located in a zone of 83.3% or less, a user can easily rupture the breakable capsule not only with fingers but also by chewing during use. Moreover, since a flavor source is close to the mouth end, a user can taste a further intense flavor.
- the outer shell ends of a breakable capsule may be located in a zone of 10.8 to 89.2% as the maximum zone, a zone of 12.0 to 88.0% as a smaller zone, a zone of 32.5% to 67.5% as a further smaller zone, or a zone of 36.0% to 64.0% as the smallest zone.
- the outer shell ends of the breakable capsule may be located in a zone of 32.5% to 67.5% as the maximum zone, a zone of 36.0% to 64.0% as a smaller zone, a zone of 44.2% to 55.8% as a further smaller zone, or a zone of 45.3% to 54.7% as the smallest zone.
- a first plasticizer is not particularly limited provided that the plasticizer is an edible plasticizer commonly used for tobacco products, and examples include triethyl citrate, acetyl triethyl citrate, dibutyl phthalate, diallyl phthalate, diethyl phthalate, dimethyl phthalate, bis(2-methoxyethyl) phthalate, dibutyl tartrate, ethyl o-benzoylbenzoate, ethyl phthalyl ethyl glycolate, methyl phthalyl ethyl glycolate, N-ethyltoluenesulfonamide, triacetin, o-cresyl p-toluenesulfonate, triethyl phosphate, triphenyl phosphate, and tripropionin.
- These first plasticizers may be used alone or in combination of two or more.
- triacetin is preferable as a first plasticizer.
- any plasticizer the same as a first plasticizer may be used as a second plasticizer.
- a first plasticizer and a second plasticizer may be the same or different.
- a second plasticizer contributes to neither the formation of the first or the second hardened structure nor the fusion between a breakable capsule and fibers.
- the plasticizer content (the total of first plasticizer and second plasticizer) relative to the filter of the entire filter segment manufactured by the method according to the present invention is preferably 5 to 15 mass%, preferably 7.8 to 13.3 mass%, more preferably 9.0 to 13.3 mass%, further preferably 10.3 to 13.3 mass%, and most preferably 12.1 to 13.3 mass%.
- the plasticizer content is quantified by gas chromatography.
- the first plasticizer content relative to the filter of the entire filter segment manufactured by the method according to the present invention is preferably 0.1 to 3 mass%, more preferably 0.2 to 2 mass%, and further preferably 0.3 to 1.5 mass%.
- the second plasticizer content relative to the filter of the entire filter segment manufactured by the method according to the present invention is preferably 3 to 9 mass%, more preferably 4 to 8 mass%, and further preferably 5 to 7 mass%.
- the second plasticizer content can be calculated by measuring the second plasticizer content after applying the second plasticizer to fibers and before embedding, in a filter, one or more breakable capsules to which a first plasticizer has been attached.
- the first plasticizer content can be calculated by subtracting the second plasticizer content from the total content of the first plasticizer and the second plasticizer.
- the plasticizer content (mass%, the total of first plasticizer and second plasticizer) in a zone near the breakable capsule is preferably 1.05 times or more and more preferably 1.20 times or more of the plasticizer content (mass%, the total of first plasticizer and second plasticizer) in a zone adjacent to the neighboring zone, in other words, a zone excluding the neighboring zone (adjacent zone).
- the plasticizer content in the capsule neighboring zone is 1.05 times or more of the plasticizer content in the adjacent zone, the plasticizer is high in concentration near the breakable capsule and thus contributes to the formation of a cocoon-like first hardened structure that covers the perimeter of the breakable capsule. Moreover, the breakable capsule and fibers are fused further firmly.
- the above-mentioned conditions are preferably satisfied in every section containing a breakable capsule.
- a filter segment is cylindrical and that the plasticizer content (mass%, the total of first plasticizer and second plasticizer) in a cylindrical region having axis A, which is the central axis of the filter segment, at the center and having a dimeter of 75% length (preferably 65% and more preferably 55%) of the diameter of the filter segment is preferably higher than the plasticizer content (mass%, the total of first plasticizer and second plasticizer) in the filter segment outside the cylindrical region.
- the plasticizer content within the cylindrical region is higher than the plasticizer content in the filter segment outside the cylindrical region, the plasticizer is high in concentration near a breakable capsule and thus contributes to the formation of a cocoon-like first hardened structure that covers the perimeter of the breakable capsule. Moreover, the breakable capsule and fibers are fused further firmly.
- the plasticizer content within the cylindrical region is 5 to 20 mass% and the plasticizer content in the filter segment outside the cylindrical region is 3 to 8 mass%. It is more preferable that the plasticizer content within the cylindrical region is 6 to 18 mass% and the plasticizer content in the filter segment outside the cylindrical region is 4 to 7 mass%. It is further preferable that the plasticizer content within the cylindrical region is 6.7 to 16 mass% and the plasticizer content in the filter segment outside the cylindrical region is 5 to 6.4 mass%.
- a filter segment is cylindrical; and the plasticizer content (mass%, the total of first plasticizer and second plasticizer) inside a cylindrical region having axis A at the center and having a diameter of 75% length (preferably 65% and more preferably 55%) of the diameter of the filter segment and inside a fan-shaped columnar region having a central angle of 30° to 90° and radially extending from axis A to the periphery of the filter segment is preferably higher than the plasticizer content (mass%, the total of first plasticizer and second plasticizer) in the filter segment outside the cylindrical region and the fan-shaped columnar region.
- the plasticizer content mass (mass%, the total of first plasticizer and second plasticizer) inside a cylindrical region having axis A at the center and having a diameter of 75% length (preferably 65% and more preferably 55%) of the diameter of the filter segment and inside a fan-shaped columnar region having a central angle of 30° to 90° and radially extending from axis A to the periphery of the filter
- the plasticizer content inside a cylindrical region 33 having axis A at the center and having a dimeter of 75% length of the diameter of a filter segment and inside a fan-shaped columnar region 34 having a central angle ⁇ of 30° to 90° and radially extending from axis A to the periphery of the filter segment 30 is preferably higher than the plasticizer content in a region 31 outside the cylindrical region 33 and the fan-shaped columnar region 34.
- the plasticizer When the plasticizer content within the cylindrical region and the fan-shaped columnar region is higher than the plasticizer content in the filter segment outside the cylindrical region and the fan-shaped columnar region, the plasticizer contributes to the formation of a cocoon-like first hardened structure that covers the perimeter of the breakable capsule as well as to the formation of a second hardened structure that extend from axis A to the periphery of the filter segment. Moreover, the plasticizer is high in concentration near the breakable capsule, thereby fusing the breakable capsule and fibers further firmly.
- the plasticizer content within the cylindrical region and the fan-shaped columnar region is 5 to 20 mass% and the plasticizer content in the filter segment outside the cylindrical region and the fan-shaped columnar region is 3 to 8 mass%. It is more preferable that the plasticizer content within the cylindrical region and the fan-shaped columnar region is 6 to 18 mass% and the plasticizer content in the filter segment outside the cylindrical region and the fan-shaped columnar region is 4 to 7 mass%. It is further preferable that the plasticizer content within the cylindrical region and the fan-shaped columnar region is 6.7 to 16 mass% and the plasticizer content in the filter segment outside the cylindrical region and the fan-shaped columnar region is 5 to 6.4 mass%.
- the length in the axial direction of a filter segment manufactured by the method according to the present invention is preferably shorter and is, for example, preferably 5 to 15 mm, more preferably 7 to 15 mm, and further preferably 10 to 15 mm.
- the proportion (d/L) of the diameter (d) of a breakable capsule to the length (L) in the axial direction of a filter segment manufactured by the method according to the present invention is preferably 0.1 to 0.5, more preferably 0.15 to 0.4, and further preferably 0.2 to 0.3.
- the perimeter length of a filter segment manufactured by the method according to the present invention is not particularly limited but is preferably 16 to 25 mm and more preferably 20 to 24 mm.
- the pressure drop of a filter segment manufactured by the method according to the present invention is preferably 4 to 200 mmH 2 O.
- the pressure drop of a filter segment is measured by a pressure drop meter (FQA, QTM, and so forth).
- FQA, QTM, and so forth When a filter segment manufactured by the method according to the present invention is cylindrical, the circularity of the cross-section perpendicular to the axial direction of the filter segment is preferably 85 to 100%. The circularity is measured using a circumference measuring device (laser-based).
- the hardness of a filter segment manufactured by the method according to the present invention is preferably 75 to 100%.
- the hardness of a filter segment is measured using a hardness meter (FQA and so forth) as the amount of deformation when a constant load of 300 gf is applied.
- the manufacturing apparatus for a filter segment is an apparatus for manufacturing a filter segment for a tobacco product.
- the apparatus includes the following members of: a breakable capsule feeder equipped with a rotatable insertion wheel that detachably holds one or more breakable capsules on the rim; a fiber bundle guide that guides a conveyed fiber bundle in a direction tangential to the insertion wheel; and a plasticizer feeder that applies a plasticizer to the rim and the breakable capsules held on the rim.
- the breakable capsule feeder and the fiber bundle guide are positioned such that the insertion wheel and the fiber bundle have a point of contact and the rim of the insertion wheel is buried in the fiber bundle at the point of contact.
- the plasticizer feeder is provided to apply a plasticizer to the rim and the breakable capsules held on the rim both of which are located in the rear of the point of contact relative to the conveying direction of the fiber bundle.
- the manufacturing apparatus for a filter segment according to the present invention is not particularly limited provided that at least the breakable capsule feeder, the fiber bundle guide, and the plasticizer feeder are included and may include other members.
- Exemplary other members include a fiber bundle conveyor, a rail feeder for glue, a rail heat retention device for glue, a spiral coater for glue, a glue feeding unit for seaming, a cooling device for seams, a suction conveyor, a belt conveyor, a filter wrapper wrapping device, a filter wrapper feeder, an inspection apparatus for filter wrapper seams, an X-ray inspection apparatus, a microwave inspection apparatus, a potentiometer, a transmissive inspection apparatus, a circumference measuring device, and a pressure drop meter.
- the apparatus may be a manufacturing apparatus for a filter segment illustrated in Fig. 4 , for example.
- a breakable capsule feeder is not particularly limited provided that a rotatable insertion wheel that detachably holds one or more breakable capsules on the rim is included.
- an insertion wheel 53 is a disk rotatable in the direction of arrow and has a plurality of breakable capsule feeding pockets 55 arranged at regular intervals on the circumference.
- Each capsule feeding pocket 55 is connected to a suction device and an air feeding device through a vent pipe radially extending inside the insertion wheel from the rotational axis. Since a device connected to the suction device and the air feeding device is switched as the insertion wheel rotates, the breakable capsule feeding pocket 55 can detachably hold a breakable capsule 54.
- the breakable capsules 54 are released from the breakable capsule feeding pockets 55 and embedded in the fiber bundle.
- the insertion wheel 53 which is a rotary disk, can continuously embed breakable capsules 54 in a fiber bundle at regular intervals through the rotation.
- the diameter of the insertion wheel 53 is not particularly limited but may be 250 mm to 350 mm, for example.
- the thickness of the insertion wheel 53 is not particularly limited but may be 2.5 mm to 3.5 mm, for example. From a viewpoint of further favorably attaining the effect of suppressing the displacement of a breakable capsule, the length in the axial direction of a filter segment to be manufactured is preferably shorter. For this reason, intervals for embedding breakable capsules 54 in a fiber bundle are preferably and similarly shorter.
- the intervals are preferably 5 to 15 mm, more preferably 7 to 15 mm, and further preferably 10 to 15 mm.
- the insertion wheel 53 holds breakable capsules 54 such that a plurality of breakable capsules 54 are embedded in a fiber bundle at intervals of preferably 5 to 15 mm, more preferably 7 to 15 mm, and further preferably 10 to 15 mm.
- new breakable capsules 54 are supplied to the breakable capsule feeding pockets 55 again by a breakable capsule loader, which is not illustrated, and held therein.
- the breakable capsule feeder may include, in addition to the insertion wheel and the breakable capsule loader, members, such as a conveyor wheel for breakable capsules, a weight inspection device, an optical inspection apparatus for cracks, and a detector for a leaked flavor.
- a fiber bundle guide is not particularly limited provided that a conveyed fiber bundle can be guided in a direction tangential to the insertion wheel.
- a fiber bundle guide 52 may be a tubular member that is open in the portion into which the insertion wheel 53 is inserted and that allows a fiber bundle to pass through the inside and may be disposed downstream of a funnel-shaped insertion member 51.
- the fiber bundle guide 52 is provided such that the insertion wheel 53 and a fiber bundle have a point of contact and the rim of the insertion wheel 53 is buried in the fiber bundle at the point of contact.
- a fiber bundle is conveyed and guided in a direction tangential to the insertion wheel 53, and breakable capsules 54 are released from the insertion wheel 53 and embedded in the fiber bundle when the insertion wheel 53 rotating in the same direction as the conveying direction of the fiber bundle is buried in the fiber bundle.
- a fiber bundle may be conveyed by the fiber bundle guide or by fiber bundle conveyors separately provided upstream and downstream of the fiber bundle guide.
- a fiber bundle may be conveyed by pinching and sending out with revolving rollers.
- openings may be formed on the side surface of the fiber bundle guide 52.
- a plasticizer feeder is not particularly limited provided that a first plasticizer can be applied to the rim of an insertion wheel and one or more breakable capsules held on the rim.
- the plasticizer feeder is provided to apply a plasticizer to the rim and the breakable capsules held on the rim both of which are located in the rear of the point of contact between the insertion wheel and a fiber bundle relative to the conveying direction of the fiber bundle (the rim and the breakable capsules held on the rim both of which are present at positions before reaching the point of contact in the rotational direction of the insertion wheel).
- One or two or more plasticizer feeders may be provided.
- Such a plasticizer feeder may be, for example, a plasticizer sprayer that can spray a first plasticizer to the rim and the breakable capsules or a plasticizer immersing member that can hold a solution of a first plasticizer in a container and immerse the rim and the breakable capsules in the solution.
- a plasticizer sprayer is preferable as a plasticizer feeder.
- Such a plasticizer sprayer is not particularly limited provided that the member can spray a first plasticizer.
- a plasticizer sprayer can spray a first plasticizer from a direction almost perpendicular to or almost parallel to the wheel surface of an insertion wheel.
- a first plasticizer sprayer 152a can spray a first plasticizer 153 from a direction almost perpendicular to the wheel surface of an insertion wheel 151.
- the first plasticizer sprayer 152a preferably sprays the first plasticizer 153 toward the boundary between the insertion wheel 151 and a breakable capsule 150 from a direction almost perpendicular to the wheel surface of the insertion wheel 151.
- two first plasticizer sprayers 152a may spray the first plasticizer 153 from the both sides by separately providing another first plasticizer sprayer 152a on the opposite side of the insertion wheel 151. Meanwhile, as illustrated in Fig. 15 (b) , the first plasticizer sprayer 152b can also spray the first plasticizer 153 from a direction almost parallel to the wheel surface of the insertion wheel 151.
- the spraying rate of a first plasticizer by the plasticizer sprayer is preferably 5 to 120 g/min, more preferably 6 to 60 g/min, and further preferably 7 to 32 g/min although depending on the position of the plasticizer sprayer, the rotational speed of the insertion wheel, or the target amount of first plasticizer to be applied, for example.
- the plasticizer sprayer sprays a first plasticizer from a position preferably 2 mm to 20 mm, more preferably 2 mm to 10 mm, and further preferably 2 mm to 3 mm apart from the rim edge of an insertion wheel.
- the position of the plasticizer sprayer is represented as the shortest distance from the rim edge of the insertion wheel 53.
- an angle a between the line connecting the center, as the rotation center of the insertion wheel 53, and the point of contact between the insertion wheel 53 and a fiber bundle and the line connecting the center and a spraying port of the plasticizer sprayer 56 is preferably 30° to 180°, more preferably 45° to 120°, and further preferably 60° to 90°.
- the angle a is 60° or more and 90° or less, excessive first plasticizer is readily collected from the insertion wheel during so-called idling immediately after starting the operation of the machine where a first plasticizer is sprayed but breakable capsules are not conveyed.
- the plasticizer sprayer 56 sprays a first plasticizer from a direction almost parallel to the wheel surface of the insertion wheel 53.
- the angle a preferably falls within the above-mentioned ranges also when a first plasticizer is sprayed from a direction almost perpendicular to the wheel surface of the insertion wheel 53.
- the angle a is defined by drawing a normal line from the spraying port of the plasticizer sprayer 56 to the wheel surface of the insertion wheel 53 and connecting the resulting point of contact and the rotation center of the insertion wheel 53.
- all the plasticizer sprayers 56 preferably fall within the above-mentioned ranges for the angle a .
- a fiber bundle, breakable capsules, and first and second plasticizers for manufacturing a filter segment using the manufacturing apparatus for a filter segment according to the present invention may be the same as those for the manufacturing method for a filter segment according to the present invention.
- the plasticizer content, dimensions, physical properties, and so forth of a filter segment to be obtained may also be the same as those of the manufacturing method for a filter segment according to the present invention.
- Embodiments according to the present invention encompass a tobacco product that includes a tobacco-containing segment and a filter segment manufactured by the method or the apparatus according to the present invention. Since a filter segment manufactured by the method or the apparatus according to the present invention is included, such a tobacco product can suppress the displacement of a breakable capsule even when an external force is applied thereto.
- Exemplary tobacco products include: cigarettes, such as common cigarettes, cigars, hand-rolled cigarettes, and cigarillos; non-combustion-heating tobacco products, such as tobacco products (electronic cigarettes) in which tobacco flavor is inhalable through heating of tobacco using a heater or the like or through steaming of tobacco and tobacco products in which tobacco flavor is inhalable through heating of tobacco using a carbon heat source or the like; and tobacco products in which tobacco flavor is inhalable without heating.
- cigarettes such as common cigarettes, cigars, hand-rolled cigarettes, and cigarillos
- non-combustion-heating tobacco products such as tobacco products (electronic cigarettes) in which tobacco flavor is inhalable through heating of tobacco using a heater or the like or through steaming of tobacco and tobacco products in which tobacco flavor is inhalable through heating of tobacco using a carbon heat source or the like
- tobacco products in which tobacco flavor is inhalable without heating.
- a cigarette 80 includes: a tobacco-containing segment 81 that contains tobacco shreds 83 (shredded leaves, tobacco) and a cigarette paper 84 wrapped around the tobacco shreds 83; and a filter segment 82 that has been manufactured by the method or the apparatus according to the present invention and that is provided adjacent to the tobacco-containing segment 81.
- the tobacco-containing segment 81 and the filter segment 82 are connected by a tipping paper 85 wrapped around the tobacco-containing segment 81 and the filter segment 82.
- the tipping paper 85 may have vent holes on part of the outer perimeter. The number of vent holes may be one or more, and 10 to 40 vent holes may be formed, for example.
- a plurality of vent holes are arranged, for example, aligning in a row or on a ring on the outer perimeter of the tipping paper 85.
- a plurality of vent holes may be arranged at almost constant intervals. Through vent holes formed, air is taken into the filter segment 82 during inhalation. By diluting mainstream smoke with external air from vent holes, it is possible to design a product having a desirable tar value.
- a user can enjoy tobacco flavor by igniting the tip of the tobacco-containing segment 81 and inhaling with the mouth end of the filter segment 82 in the mouth.
- mainstream smoke is mixed with a flavor in liquid contents of a breakable capsule, thereby imparting the intended flavor in the oral cavity of the user.
- the movement of a breakable capsule is inhibited when rupturing the breakable capsule. Consequently, a user can easily rupture the breakable capsule at a desirable timing and enjoy the altered flavor as a result.
- a tobacco product may further include at least one or more second filter segments.
- a cigarette 90 illustrated in Fig. 9 includes a second filter segment 92 between a tobacco-containing segment 91 and a filter segment 93 manufactured by the method or the apparatus according to the present invention.
- Such a second filter segment 92 may be different from or the same as the filter segment 93 manufactured by the method or the apparatus according to the present invention except for lacking a breakable capsule. Since the second filter segment 92 can be functionalized differently from the filter segment 93 manufactured by the method or the apparatus according to the present invention, it is possible to impart a plurality of functions to the filter.
- Non-combustion-heating tobacco products belong to the field of so-called electronic cigarettes in which a tobacco-containing segment is heated by an electric heater or the like.
- Fig. 10 illustrates an exemplary non-combustion-heating tobacco system including a tobacco product, which is a non-combustion-heating tobacco product, and a heating device for heating the tobacco product.
- Fig. 10 is a cross-sectional view of a tobacco product 100 and a heating device 101 cut on a plane containing central axis C.
- the non-combustion-heating tobacco system illustrated in Fig. 10 includes: a heating device 101 having a battery 106, an electric heating section 107, and a recess 108; and a tobacco product 100 to be detachably inserted into the recess 108 of the heating device 101.
- the recess 108 is formed as a depression on part of a case 109 for the heating device 101.
- the battery 106 can be charged and discharged.
- the electric heating section 107 is a so-called heater and includes a heating element provided to surround the recess 108. The heating element of the electric heating section 107 heats a tobacco-containing segment 102 to release a flavor from the filler of the tobacco-containing segment 102 to the surrounding air.
- the heating temperature of the tobacco-containing segment 102 by the electric heating section 107 is 400°C or lower, for example, which is lower than the burning temperature (700°C to 800°C) of heated tobacco products.
- the amount of mainstream smoke generated from the tobacco-containing segment 102 is smaller than that of heated tobacco products.
- the amount of mainstream smoke supplied to the mouth of a user becomes favorable when the filtering function of the filter segment (104, 105) is lower than the filtering function of a filter segment in heated tobacco products.
- the length in the axial direction of the filter segment (104, 105) is preferably shorter than the length in the axial direction of a filter segment in heated tobacco products. It is also possible to shorten the length in the axial direction of the filter segment (104, 105) and dispose a tubular section or another segment having a low filtering rate of mainstream smoke in the corresponding portion.
- the tobacco product 100 is cylindrical and includes: a tobacco-containing segment 102 that contains tobacco and an aerosol former for generating an aerosol upon heating; a tubular segment 103 provided adjacent to the tobacco-containing segment 102; a second filter segment 104 provided adjacent to the tubular segment 103; and a first filter segment 105 that has been manufactured by the method or the apparatus according to the present invention and that is provided adjacent to the second filter segment 104.
- the tobacco-containing segment 102, the tubular segment 103, the second filter segment 104, and the first filter segment 105 are connected by a tipping paper 110.
- the tobacco-containing segment 102 includes: a tobacco filler 111 containing tobacco and an aerosol former; and a cigarette paper 112 wrapped around the tobacco filler.
- tobacco tobacco shreds (shredded leaves, tobacco), tobacco sheet shreds, a folded or rolled tobacco sheet, or a pleated and gathered tobacco sheet may be used, for example.
- Exemplary aerosol formers include glycerol, propylene glycol, triethyl citrate, and 1,3-butanediol.
- the cigarette paper 112 may be paper alone or paper stuck together with a metal foil having satisfactory thermal conductivity, such as aluminum foil or stainless steel foil.
- the tubular segment 103 is cylindrically formed from 100 to 300 ⁇ m-thick cardboard, for example, to have predetermined rigidity.
- the tipping paper 110 is supported by the rigid tubular segment 103. Consequently, crushing of the tipping paper 110 in the direction of central axis C is suppressed even when the tobacco product 100 is pressed in the direction of central axis C.
- the tipping paper 110 and the tubular segment 103 have a plurality of vent holes 113 on part of the outer perimeters.
- a plurality of vent holes 113 penetrate through the tipping paper 110 and the tubular segment 103.
- the number of the vent holes 113 may be 10 to 40, for example.
- a plurality of vent holes 113 are arranged, for example, aligning in a row or on a ring on the tubular outer perimeter.
- a plurality of vent holes 113 may be arranged at constant intervals.
- the second filter segment 104 may be different from or the same as the first filter segment 105 except for lacking a breakable capsule. Although one second filter segment 104 is provided between the tubular segment 103 and the first filter segment 105 in Fig. 10 , two or more second filter segments 104 may be provided. In this case, two or more second filter segments 104 may be the same or different from each other.
- the second filter segment 104 and the first filter segment 105 are connected by a second filter wrapper 114.
- a user can enjoy a flavor of the tobacco product 100 in the oral cavity through inhalation via the first filter segment 105 while the tobacco product 100 remains inserted into the heating device 101 or after detaching the tobacco product 100 from the heating device 101.
- the tobacco product 100 includes the first filter segment 105 manufactured by the method or the apparatus according to the present invention, it is possible to suppress the movement of a breakable capsule and thus improve the ease in rupturing the breakable capsule as well as the convenience of a user. Since the amount of mainstream smoke is small in the tobacco product 100, in particular, the length in the axial direction of the first filter segment 105 tends to be short. Even when the length of the first filter segment 105 is short, however, it is possible in the tobacco product 100 to satisfactorily suppress the movement of a breakable capsule. In the tobacco product 100 having a short first filter segment 105 like this, in which a breakable capsule could possibly be forced outside from the inside of the first filter segment 105, effectively suppressing the movement of a breakable capsule is useful in designing products.
- a filter segment containing breakable capsules was prepared using the manufacturing apparatus for a filter segment 40 illustrated in Fig. 4 (machine speed: 500 fpm).
- a fiber bundle 41 which is a cellulose acetate fiber bundle (5.9Y35, target tow mass: 0.636 g/filament), was supplied in the form of a bale 42 of compressed fibers from a fiber dispenser.
- the fiber bundle 41 was stretched using compressed air and cylinders, relaxed, and then uniformly added with triacetin (also referred to as TA) as a second plasticizer through spraying onto the fiber bundle 41.
- Triacetin was added aiming at the content of triacetin as a second plasticizer of 6 mass% relative to fibers.
- the fiber bundle 41 was passes through the insertion member 44 and then guided, in the fiber bundle guide, in a direction tangential to the insertion wheel of the breakable capsule feeder 46, and breakable capsules were disposed in the fiber bundle 41 by the insertion wheel.
- a breakable capsule an almost spherical capsule of 3.5 mm in diameter in which a mixture of a medium-chain triglyceride, menthol, and a plant essential oil as a flavor is covered with a shell containing gellan gum, oxidized starch, and calcium chloride was used.
- the breakable capsule feeder 46 was equipped with an insertion wheel (diameter: 305.4 mm, thickness: 3 mm, rotation speed: 25 rpm) having a plurality of breakable capsule feeding pockets arranged on the circumference.
- Triacetin as a first plasticizer was sprayed onto the rim of the insertion wheel by the first plasticizer sprayer 45 (gap between the rim edge of the insertion wheel and the spraying section of the first plasticizer sprayer: 2.5 mm, angle a in Fig. 5 : 90°).
- the first plasticizer sprayer 45 sprays a first plasticizer from a direction almost parallel to the wheel surface of the insertion wheel.
- the first plasticizer was sprayed toward the boundary between the insertion wheel and each breakable capsule from an almost perpendicular direction. Further, in this example, triacetin was sprayed at 7 g/min aiming at the content of triacetin as a first plasticizer of 1 mass% relative to fibers.
- the magnified image was taken after removing the breakable capsule for convenience.
- triacetin attached to the rim of the insertion wheel of the breakable capsule feeder 46 diffused to cellulose acetate fibers that came into contact with the rim of the insertion wheel, in other words, cellulose acetate fibers located near axis A as well as to cellulose acetate fibers located in a portion extending from axis A to the periphery of the filter segment, thereby forming a rib-like second hardened structure of cellulose acetate fibers fused together by triacetin.
- the fiber bundle 41 was introduced into the wrapper unit 48 and wrapped in a filter wrapper (trade name: 50NFB, from Nippon Paper Papylia Co., Ltd.).
- the filter wrapper was introduced into the adhesive feeding unit 47 before supplied to the wrapper unit 48, and an adhesive was applied to a portion of the side edge where the filter wrapper is to be overlapped and stuck together after being formed into a filter segment, in other words, to a margin for a glue.
- the fiber bundle 41 wrapped in the filter wrapper was passed through the wrapper unit 48 and formed into a continuous bar.
- the bar was cut with the rotary cutting head 49 to yield a cylindrical contiguous filter segment of 120 mm in length in the long axis direction containing eight breakable capsules, in other words, a filter segment consisting of contiguous eight filter segments of 15 mm.
- Table 1 shows target values for the respective physical properties of the contiguous filter segment, and Table 2 shows the evaluation results. The respective physical properties were evaluated by the following methods.
- the triacetin content in the filter segment was calculated as a percentage of the mass of triacetin to the mass of filter fibers contained in the contiguous filter segment.
- the mass of filter fibers was weighed using a precise balance.
- the mass of triacetin was quantified by gas chromatography (from Agilent Technologies, Inc.).
- An extract of triacetin subjected to quantification was obtained by immersing a sample in 25 mL ethanol (GR-grade) containing 1 mg/3 mL of anethole as an internal standard, shaking at 200 ⁇ 10 reciprocations/min for 20 minutes, leaving overnight, and shaking again for 20 minutes.
- Triacetin was quantified by subjecting 1 ⁇ L of the extract to a gas chromatograph equipped with a flame ionization detector and extrapolating the acquired data to a calibration curve similarly obtained using eight standard solutions of the triacetin concentrations within the range of 0.020 mg/mL to 5.000 mg/mL. The series of measurements by weighing and quantifying were repeated two to three times, and the respective calculated results were averaged as the triacetin content.
- the circularity of a cross-section perpendicular to the axial direction of a filter segment was measured by the roundness measuring function of a laser-based circumference measuring device (RL-2200 (trade name) noncontact roundness tester from Mitutoyo Corporation).
- the pressure drop (PD) of a filter segment was measured using a pressure drop meter in accordance with ISO 6565: 2015.
- the coefficient of variation for pressure drop was determined by dividing the standard deviation for measured pressure drop by the mean.
- the hardness of a filter segment was calculated as a percentage of the diameter before and after applying, with an indenter, a load of 300 gf to the filter segment using a Rockwell hardness tester.
- a filter segment was prepared in the same manner as Example 1 except for spraying triacetin at 14 g/min aiming at the content of triacetin as a first plasticizer relative to fibers of 2 mass%, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
- a filter segment was prepared in the same manner as Example 1 except for spraying triacetin at 21 g/min aiming at the content of triacetin as a first plasticizer relative to fibers of 3 mass%, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
- a filter segment was prepared in the same manner as Example 1 except for changing the target tow mass to 0.580 g/filament, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
- a filter segment was prepared in the same manner as Example 3 except for changing the target tow mass to 0.580 g/filament, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
- a filter segment was prepared in the same manner as Example 1 except for omitting the spraying of triacetin as a first plasticizer by the first plasticizer sprayer, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
- a filter segment was prepared in the same manner as Example 4 except for omitting the spraying of triacetin as a first plasticizer by the first plasticizer sprayer, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
- Table 1 Target value Tow mass (g/filament) First plasticizer content (mass%) Second plasticizer content (mass%) PD (mmHzO) Length in axial direction (mm) Circumference (mm) Ex. 1 0.636 1 6 305 120 23.7 Ex. 2 0.636 2 Ex. 3 0.636 3 Ex. 4 0.580 1 Ex. 5 0.580 3 Comp. Ex. 1 0.636 0 Comp. Ex.
- the filter segments of Examples 1 to 5 added with triacetin as a first plasticizer exhibited physical properties comparable to the filter segments of Comparative Examples 1 and 2, to which triacetin as a first plasticizer was not added. Accordingly, it was confirmed that the local addition of a first plasticizer separately from uniform addition of a second plasticizer does not affect the physical properties of a filter segment.
- a contiguous filter segment was prepared in the same manner as Example 2, and the mass of triacetin (total mass of triacetin as a first plasticizer and triacetin as a second plasticizer) was quantified for a zone near a breakable capsule, in other words, a zone of 5 mm width with a breakable capsule at the center (capsule neighboring zone) as well as a zone adjacent to the breakable capsule neighboring zone (adjacent zone) to determine the mass% of triacetin in filter fibers.
- the results are shown in Table 3.
- a contiguous filter segment was prepared in the same manner as Example 2 except for omitting the spraying of triacetin as a first plasticizer by the first plasticizer sprayer, and the mass of triacetin (total mass of triacetin as a first plasticizer and triacetin as a second plasticizer) was quantified for a zone near a breakable capsule, in other words, a zone of 5 mm width with a breakable capsule at the center (capsule neighboring zone) as well as a zone adjacent to the breakable capsule neighboring zone (adjacent zone) to determine the mass% of triacetin in filter fibers.
- Table 3 Repeat number Triacetin content (mass%) Average triacetin content (mass%) Ex. 6 Capsule neighboring zone 1 6.13 6.57 2 7.01 Adjacent zone 1 5.81 6.25 2 6.69 Comp. Ex. 3 Capsule neighboring zone 1 4.90 5.08 2 5.25 Adjacent zone 1 4.82 5.03 2 5.24
- the average triacetin concentration in a zone near a breakable capsule was comparable to that in a zone adjacent to the breakable capsule neighboring zone (adjacent zone) in Comparative Example 3. Meanwhile, the average triacetin concentration in a zone near a breakable capsule (capsule neighboring zone) was 1.05 times or more of that in a zone adjacent to the breakable capsule neighboring zone (adjacent zone) in Example 6.
- Cellulose acetate fibers of 3.5Y35 were used.
- a mixture of 99 mass% of triacetin (TA) and 1 mass% of cellulose acetate (CA) was used as a first plasticizer.
- the first plasticizer was sprayed aiming at the first plasticizer content of 3.0 ⁇ 1.5 mass% relative to filter fibers of the entire filter segment. Further, fibers wrapped in a cigarette paper were not cut with a rotary cutting head. Except for these, a filter segment was prepared in the same manner as Example 1 to yield a contiguous filter segment in which breakable capsules of 3.5 mm in diameter were embedded at intervals of 15 mm.
- the rebound stress from the terminal filter segment 142 was measured from the strain produced in the pinching members 143.
- a case in which the breakable capsule 140 of the terminal filter segment 142 was moved by 3.0 mm or more at the end of the test was evaluated as noticeable displacement.
- These evaluations were made for 30 contiguous filter segments to determine the rate of noticeable displacement, maximum stress position when the central position of the breakable capsule 140 at the start of the test is set to 0 mm, maximum stress, and average stress. The results are shown in Table 4.
- a contiguous filter segment was prepared in the same manner as Example 7 except for using triacetin (TA) as a first plasticizer, and the displacement evaluation was made similarly. The results are shown in Table 4.
- TA triacetin
- a contiguous filter segment was prepared in the same manner as Example 7 except for adding the second plasticizer aiming at the plasticizer content of 9 mass% relative to fibers, and the displacement evaluation was made similarly. The results are shown in Table 4.
- a contiguous filter segment was prepared in the same manner as Example 8 except for adding the second plasticizer aiming at the plasticizer content of 9 mass% relative to fibers, and the displacement evaluation was made similarly. The results are shown in Table 4.
- a contiguous filter segment was prepared in the same manner as Example 7 except for omitting the addition of the first plasticizer, and the displacement evaluation was made similarly. The results are shown in Table 4.
- a contiguous filter segment was prepared in the same manner as Example 9 except for omitting the addition of the first plasticizer, and the displacement evaluation was made similarly. The results are shown in Table 4.
- the terminal filter segments of Examples 7 to 10 added with the first plasticizer exhibited a lower rate of noticeable displacement of a breakable capsule than the terminal filter segments of Comparative Examples 4 to 6, to which a first plasticizer was not added.
- the displacement of a breakable capsule was suppressed in Examples 7 to 10 even when an external force is applied thereto.
- the maximum stress was measured at a position on the breakable capsule side of the start position of the test (-7.5 mm) in Examples 7 to 10. Meanwhile, the maximum stress was measured at the start position of the test in Comparative Examples 4 to 6. Since the movement of the breakable capsule was suppressed in Examples 7 to 10, the stress gradually increased from the start position of the test and decreased after reaching the maximum stress to rupture the breakable capsule at a reduced number of pinching. Meanwhile, since the breakable capsule was moved by every pinching in Comparative Examples 4 to 6, the stress slightly and gradually decreased from the start position of the test without rupturing the breakable capsule by pinching.
- the maximum stress value was significantly larger than the average stress value in Examples 7 to 10. Meanwhile, the maximum stress value was comparable to the average stress value in Comparative Examples 4 to 6. Since the movement of the breakable capsule was suppressed in Examples 7 to 10, the stress was larger before rupturing the breakable capsule and the maximum stress value was significantly larger than the average stress value. Meanwhile, since the breakable capsule was moved by every pinching in Comparative Examples 4 to 6, the stress slightly and gradually decreased from the start position of the test without significant changes and the maximum stress value was almost comparable to the average stress value.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
Description
- The present invention relates to a manufacturing method and a manufacturing apparatus for a filter segment.
- A tobacco product, for example, a common cigarette includes a tobacco-containing segment, which has been formed into a rod shape by wrapping a cigarette paper around dried tobacco leaves, and a filter segment, which has been formed into a rod shape by wrapping a filter wrapper around a filter that contains one or more cellulose acetate fiber bundles or around a filter prepared by bundling or folding one or more pulp-containing nonwoven fabrics. Such a cigarette is obtained through integration of the tobacco-containing segment and the filter segment connected to each other at the ends by wrapping a tipping paper around the whole circumference for bonding.
- Such a cigarette is a combustible tobacco product that generates smoke by burning the tip of the tobacco-containing segment. Exemplary combustible tobacco products other than such cigarettes include cigars and cigarillos. Moreover, in addition to combustible tobacco products, exemplary tobacco products include non-combustion-heating tobacco products that generate a flavor component through heating without burning of the tobacco-containing segment, which contains tobacco, a flavor component, and an aerosol former, such as glycerol (Patent Literature (PTL) 1 and 2, for example). Exemplary methods of heating without burning include heating methods by electrical resistance, IH, chemical changes, or phase transition.
- Concerning filter segments, incorporating a flavor-containing breakable capsule into a filter has been practiced conventionally to enjoy the aroma of liquid contents during inhalation or to mask the smell of an extinguished cigarette butt by rupturing the breakable capsule with fingers during use (PTL 3 to 6, for example).
-
- PTL 1:
Japanese Patent No. 5990500 - PTL 2:
Japanese Patent No. 5292410 - PTL 3:
Japanese Patent No. 6078657 - PTL 4:
Japanese Unexamined Patent Application Publication (Translation of PCT Application) No. 2007-520204 - PTL 5:
Japanese Unexamined Patent Application Publication (Translation of PCT Application) No. 2016-533764 - PTL 6:
Japanese Unexamined Patent Application Publication (Translation of PCT Application) No. 2016-524924 - For the filter segment of a cigarette or a cigarillo, many functions are required, such as filtering smoke, diluting smoke, imparting a flavor to smoke, holding a second filter (activated carbon or the like) or members excluding filters, and adjusting the pressure drop. Meanwhile, for the filter segment of a non-combustion-heating tobacco product, more functions are required, such as filtering an aerosol, diluting an aerosol, imparting a flavor to an aerosol, cooling an aerosol, holding a second filter (activated carbon or the like) or members excluding filters, and adjusting the pressure drop. For these reasons, the filter segment of a cigarette or a non-combustion-heating tobacco product has recently been required to include a plurality of filter segments that bear the respective functions as well as to shorten the length in the axial direction of each filter segment to about 5 to 15 mm.
- Filter segments are typically manufactured by cutting, on a plane perpendicular to the longitudinal direction, a continuous bar which has been prepared by bundling many long fibers, such as cellulose acetate fibers, followed by continuous winding. Since the fibers that constitute a filter segment extend almost parallel to the axial direction of the filter segment, the filter segment containing a breakable capsule sometimes undergoes the displacement of the breakable capsule when an external force is applied thereto. When the displacement of a breakable capsule occurs, it is impossible in some cases to rupture the breakable capsule easily. A filter segment, particularly when the length in the axial direction is short, exhibits low holding ability of a breakable capsule due to a fewer portions of fibers tangled together and thus readily undergoes the displacement of the breakable capsule when an external force is applied thereto. Further, noticeable displacement could possibly force the breakable capsule outside the filter segment.
- The object of the present invention is to provide a manufacturing method and a manufacturing apparatus for a filter segment that suppresses the displacement of a breakable capsule even when an external force is applied thereto.
- A manufacturing method for a filter segment according to the present invention is a method of manufacturing a filter segment for a tobacco product, including the steps of:
- applying a plasticizer to one or more breakable capsules held on the rim of an insertion wheel and to the rim of the insertion wheel; and
- burying the rim of the insertion wheel in a fiber bundle that extends in a direction tangential to the insertion wheel and allowing to release the breakable capsules, thereby embedding the breakable capsules in the fiber bundle.
- A manufacturing apparatus for a filter segment according to the present invention is an apparatus for manufacturing a filter segment for a tobacco product, including:
- a breakable capsule feeder equipped with a rotatable insertion wheel that detachably holds one or more breakable capsules on the rim;
- a fiber bundle guide that guides a conveyed fiber bundle in a direction tangential to the insertion wheel; and
- a plasticizer feeder that applies a plasticizer to the rim and the breakable capsules held on the rim, where
- the breakable capsule feeder and the fiber bundle guide are positioned such that the insertion wheel and the fiber bundle have a point of contact and the rim of the insertion wheel is buried in the fiber bundle at the point of contact; and
- the plasticizer feeder is provided to apply a plasticizer to the rim and the breakable capsules held on the rim both of which are located in the rear of the point of contact relative to the conveying direction of the fiber bundle.
- According to the present invention, it is possible to provide a manufacturing method and a manufacturing apparatus for a filter segment that suppresses the displacement of a breakable capsule even when an external force is applied thereto.
-
-
Fig. 1 is a cross-sectional view of an exemplary filter segment according to the present invention. -
Fig. 2 is a cross-sectional view of an exemplary filter segment according to the present invention, having a first hardened structure and a second hardened structure. -
Fig. 3 is a cross-sectional view of a cylindrical region and a fan-shaped columnar region of an exemplary filter segment according to the present invention. -
Fig. 4 is a schematic view of an exemplary manufacturing apparatus for a filter segment used for manufacturing a filter segment according to the present invention. -
Fig. 5 is an enlarged schematic view of a portion around a breakable capsule feeder of an exemplary manufacturing apparatus for a filter segment. -
Fig. 6 is a cross-sectional view illustrating an exemplary state when a breakable capsule is embedded in fibers by a breakable capsule feeder. -
Fig. 7 is a schematic horizontal cross-sectional view of an exemplary continuous fiber bundle before cutting. -
Fig. 8 is a cross-sectional view of an exemplary tobacco product (cigarette) according to the present invention. -
Fig. 9 is a cross-sectional view of another exemplary tobacco product (cigarette) according to the present invention. -
Fig. 10 is a schematic view of exemplary heating device and tobacco product (non-combustion-heating tobacco product) according to the present invention. -
Fig. 11 is a magnified image showing the fused state between a breakable capsule and cellulose acetate fibers present around the breakable capsule in the filter segment of Example 1. -
Fig. 12 is a magnified image showing a cocoon-like first hardened structure of cellulose acetate fibers fused together by triacetin, which was formed around the breakable capsule in the filter segment of Example 1. -
Fig. 13 is a magnified image showing an exemplary second hardened structure of a filter segment according to the present invention. -
Fig. 14 is a schematic view of a pinch tester used for evaluating the displacement of a breakable capsule in the Examples and Comparative Examples. -
Fig. 15 is a schematic view illustrating exemplary spraying directions when a plasticizer is sprayed onto a breakable capsule and the rim of an insertion wheel. - A manufacturing method for a filter segment according to the present invention is a method of manufacturing a filter segment for a tobacco product. Such a filter segment may be disposed downstream of a tobacco-containing segment in a tobacco product and may be disposed at the mouth end of the tobacco product. The method includes in the following order the following steps of: applying a plasticizer (hereinafter, referred to as first plasticizer) to one or more breakable capsules held on the rim of an insertion wheel and to the rim of the insertion wheel (hereinafter, referred to as first plasticizer application step); and burying the rim of the insertion wheel in a fiber bundle that extends in a direction tangential to the insertion wheel and allowing to release the breakable capsules, thereby embedding the breakable capsules in the fiber bundle (hereinafter, referred to as breakable capsule embedding step).
- In the manufacturing method for a filter segment according to the present invention, a first plasticizer is applied in advance to one or more breakable capsules held on the rim (outer perimeter) of an insertion wheel and to the rim of the insertion wheel before embedding the breakable capsules in a fiber bundle by the insertion wheel. As a result, the first plasticizer attached to the surface of a breakable capsule and the rim of the insertion wheel is attached and diffused to fibers located near the breakable capsule and the insertion wheel when the breakable capsule is embedded in the fiber bundle. The first plasticizer attached to the surface of a breakable capsule diffuses to fibers located around the breakable capsule, thereby forming a cocoon-like first hardened structure of the fibers fused together by the first plasticizer to cover the perimeter of the breakable capsule. Consequently, it is possible by the first hardened structure to restrict the movement of the breakable capsule even when a force is applied from the outside of the filter and thus to suppress the displacement of the breakable capsule. Further, the first plasticizer attached to the rim of the insertion wheel diffuses to fibers that come into contact with the rim of the insertion wheel, in other words, fibers located near the central axis (hereinafter, also referred to as axis A) of the fiber bundle (filter segment) to form a second hardened structure of the fibers fused together by the first plasticizer. Consequently, it is possible by the second hardened structure as well to restrict the movement of the breakable capsule even when a force is applied from the outside of the filter and thus to suppress the displacement of the breakable capsule.
- In particular, even when the length in the axial direction of a filter segment is short as 5 to 15 mm, for example, and hence the fibers that constitute the filter segment exhibit low holding ability of a breakable capsule, it is possible to satisfactorily suppress the displacement of the breakable capsule. Moreover, a plasticizer the same as those commonly added in advance uniformly to fibers that constitute a filter for the purpose of adjusting the hardness of the filter, such as triacetin (hereinafter, also referred to as second plasticizer), may be used as the first plasticizer. For this reason, it is not needed to separately use, for fusing, a common adhesive, which is not usually added to a filter. Consequently, it is possible to suppress the displacement of a breakable capsule without altering the physical properties of a filter as well as to reduce the manufacturing costs. Here, the second plasticizer, which is added in advance uniformly to fibers before embedding a breakable capsule, does not contribute to local fusion of fibers. In other words, a conventional filter segment has neither the first hardened structure nor the second hardened structure.
- Further, the first plasticizer attached to the surface of a breakable capsule is attached to fibers located around the breakable capsule to form, for example, a compatible mixture of the first plasticizer and the fiber material, thereby fusing the breakable capsule and the fibers. Through such fusion as well, it is possible to further suppress the displacement of a breakable capsule even when a force is applied from the outside of the filter. Here, the above-mentioned second plasticizer, which has been added in advance uniformly to fibers before embedding a breakable capsule and thus has solidified at the time of embedding the breakable capsule, does not contribute to the fusion between the breakable capsule and fibers that constitute a filter. In other words, a breakable capsule and fibers that constitute a filter are not fused by a plasticizer in a conventional filter segment. Hereinafter, the details of the present invention will be described.
-
Fig. 1 illustrates an exemplary filter segment manufactured by the method according to the present invention. Afilter segment 10 illustrated inFig. 1 is cylindrical and includes afilter 11, a breakable capsule 12, and afilter wrapper 13. Thefilter 11 is formed from fibers, such as cellulose acetate fibers. The fibers extend almost parallel to the axial direction (horizontal direction inFig. 1 ) of thefilter segment 10. The breakable capsule 12 is embedded in thefilter 11 and thus present within the fibers. Moreover, the breakable capsule 12 is located on axis A, which is the central axis of thefilter segment 10. Thefilter segment 10 has a firsthardened structure 14, which is formed of fibers located near the breakable capsule 12 and fused together by a first plasticizer to cover the breakable capsule 12, and a secondhardened structure 15, which is formed of fibers located near axis A and fused together by the first plasticizer. In thefilter segment 10, the firsthardened structure 14 and the secondhardened structure 15 are joined, and the secondhardened structure 15 is formed to extend along axis A from the firsthardened structure 14. Although not illustrated inFig. 1 , the surface of the breakable capsule 12 and fibers of thefilter 11 located near the breakable capsule 12 are fused by the first plasticizer. Thefilter wrapper 13, such as paper, is wrapped around thefilter 11 that contains the breakable capsule 12. However, thefilter wrapper 13 need not necessarily be wrapped around thefilter 11. Here, when the end faces of thefilter segment 10 are not perfect circular, the above-mentioned axis A is represented as a line segment connecting the center of gravity on either end face to the center of gravity on the other end face of thefilter segment 10 through the breakable capsule 12. - A filter segment manufactured by the method according to the present invention has a first hardened structure of fibers located near a breakable capsule and fused together by a first plasticizer. The first hardened structure covers, like a cocoon, at least part of the breakable capsule. Consequently, it is possible to suppress the movement of the breakable capsule even when a force is applied from the outside of the filter. In the first hardened structure, fibers located near a breakable capsule may be fused together at least partially by the first plasticizer. For example, as in the magnified image of
Fig. 12 , the first hardened structure may include a non-fused portion and a portion of fibers fused together by the first plasticizer. Here,Fig. 12 is a magnified image taken after removing a breakable capsule for convenience. The thickness of the first hardened structure may be 0.1 to 1.0 mm, for example. - Further, a filter segment manufactured by the method according to the present invention has a second hardened structure formed of fibers located near axis A, which is the central axis of the filter segment, and fused together by the first plasticizer. In other words, the second hardened structure is formed continuously to extend along axis A from the breakable capsule. When a filter segment has such a second hardened structure, it is possible to suppress the displacement of a breakable capsule even when an external force is applied thereto. The second hardened structure is joined to the first hardened structure and is formed to extend along axis A from the first hardened structure. For example, as shown in
Fig. 13 , the first hardened structure that covers, like a cocoon, a breakable capsule is integrated with the second hardened structure that is formed to extend along axis A from the first hardened structure. Although a partially exposed breakable capsule is imaged for convenience inFig. 13 , the breakable capsule may be covered completely by the first hardened structure. - The second hardened structure may be, for example, cylindrical having axis A as its central axis. In this case, the diameter of such a cylinder may be smaller than the diameter of a breakable capsule, for example, may be 14.0 to 86.0% of the diameter of a breakable capsule, and may be 0.5 to 3.0 mm. In the second hardened structure, fibers located near axis A may be fused together by the first plasticizer at least partially. The second hardened structure may include a non-fused portion and a portion of fibers fused together by the first plasticizer.
- The second hardened structure may also be formed in a portion extending from axis A to the periphery of the filter segment. In other words, the second hardened structure may be formed like a rib from fibers located near axis A and fused together by a first plasticizer as well as from fibers located in a portion extending from axis A to the periphery of the filter segment and fused together by the first plasticizer. Such a rib-like second hardened structure can be formed through diffusion of a first plasticizer attached to the rim of an insertion wheel to fibers located in a portion extending from axis A to the periphery of the filter segment, thereby fusing the fibers together by the first plasticizer. For example, as illustrated in
Fig. 2 , afilter segment 20 may include a firsthardened structure 22 that covers abreakable capsule 23 and a secondhardened structure 24 that extends from axis A to the periphery of thefilter segment 20. Both the firsthardened structure 22 and the secondhardened structure 24 are formed of fibers that constitute afilter 21 and are fused together by a first plasticizer. The firsthardened structure 22 and the secondhardened structure 24 may be thus joined and integrated. - In a filter segment manufactured by the method according to the present invention, the breakable capsule and the fibers that constitute the filter may be fused by a first plasticizer. Such fusion is possible when the first plasticizer attached to the surface of a breakable capsule is attached to fibers located around the breakable capsule to form, for example, a compatible mixture of the first plasticizer and the fiber material, thereby fusing the breakable capsule and the fibers. Through this fusion as well, it is possible to further suppress the displacement of the breakable capsule even when a force is applied from the outside of the filter.
- In the present invention, the expression that "fibers are fused together by a first plasticizer" means that fibers may be fused together by a first plasticizer alone or fibers may be fused together by a compatible mixture of a first plasticizer and the fiber material. In other words, a portion of fibers fused together may just contain a first plasticizer. Moreover, in the present invention, the expression that "a breakable capsule and fibers are fused by a first plasticizer" means that: a breakable capsule and fibers may be fused by a first plasticizer alone; a breakable capsule and fibers may be fused by a compatible mixture of a first plasticizer and the fiber material; a breakable capsule and fibers may be fused by a compatible mixture of a first plasticizer and the shell material of the breakable capsule; or a breakable capsule and fibers may be fused by a compatible mixture of a first plasticizer, the shell material of the breakable capsule, and the fiber material. In other words, a fused portion between a breakable capsule and fibers may just contain a first plasticizer. Further, at least part of the surface of a breakable capsule and at least part of fibers located near the surface of the breakable capsule may be fused by a first plasticizer. The fusion between a breakable capsule and fibers by a first plasticizer can be judged from a magnified image near the surface of the breakable capsule and by identifying compounds contained in the fused portion. For example, on the magnified image of
Fig. 11 , it is confirmed that part of the breakable capsule surface and part of fibers are fused. - The manufacturing method for a filter segment according to the present invention is not particularly limited provided that at least a first plasticizer application step and a breakable capsule embedding step are included and may include other steps. The method may be performed using, for example, a manufacturing apparatus for a filter segment according to the present invention described hereinafter. As an exemplary method, a method of manufacturing a filter segment using a manufacturing apparatus for a
filter segment 40 illustrated inFig. 4 will be described hereinafter. - First, a
fiber bundle 41 is supplied, from a fiber dispenser, typically in the form of abale 42 of compressed fibers. Exemplary fibers of thefiber bundle 41 include cellulose acetate fibers and polypropylene fibers, and cellulose acetate fibers are preferable. An acetate tow as a bundle of cellulose acetate fibers may have, for example, filament denier: 1.9 to 12.0 (g/9000 m), total denier: 10,000 to 44,000 (g/9000 m), the number of fibers: 830 to 23,500, pressure drop: 100 to 600 (mmH2O/120 mm), and tow mass: 0.300 to 1.100 (g/filament). - The
fiber bundle 41 is stretched using compressed air and cylinders and then relaxed in astrand processing unit 43. As a result, thefiber bundle 41 is spread to incorporate more air therein. Subsequently, thefiber bundle 41 is wet with a second plasticizer. For example, a predetermined amount of second plasticizer can be added uniformly to thefiber bundle 41 by spraying the second plasticizer uniformly onto theentire fiber bundle 41. Such a second plasticizer is commonly added in advance uniformly to thefiber bundle 41 in order to adjust the hardness of a filter. Any plasticizer the same as a first plasticizer can be used as a second plasticizer. A first plasticizer and a second plasticizer may be the same or different. As in the foregoing, a second plasticizer contributes to neither the formation of the above-described first hardened structure or second hardened structure nor the fusion between a breakable capsule and fibers. Further, menthol may also be added to thefiber bundle 41 simultaneously with or at a different timing from the addition of a second plasticizer. By the addition of menthol, it is possible to further suppress the displacement of a breakable capsule. For example, menthol may be dissolved in a suitable solvent and added through spraying or the like of the resulting solution. - Later, the
fiber bundle 41 is passed through a funnel-shapedinsertion member 44 for pre-compression of thefiber bundle 41. Theinsertion member 44 is usually provided with an opening for easy discharge of excess air within thefiber bundle 41. Abreakable capsule feeder 46 is disposed downstream of theinsertion member 44, and one or more breakable capsules are embedded in thefiber bundle 41 by thebreakable capsule feeder 46. -
Fig. 5 illustrates an enlarged view of a portion around a breakable capsule feeder. Abreakable capsule feeder 50 illustrated inFig. 5 is equipped with a rotatable disk-shape insertion wheel 53 having a plurality of breakable capsule feeding pockets 55 arranged at regular intervals on the circumference. Each breakablecapsule feeding pocket 55 can hold abreakable capsule 54. A fiber bundle that has passed through aninsertion member 51 is guided (and held), while being conveyed, in a direction tangential to theinsertion wheel 53 by afiber bundle guide 52, andbreakable capsules 54 held in the breakable capsule feeding pockets 55 of theinsertion wheel 53 are continuously embedded in the fiber bundle at regular intervals. Here, beforebreakable capsules 54 are embedded in the fiber bundle, afirst plasticizer 57 is supplied to thebreakable capsules 54 and the rim of theinsertion wheel 53 by afirst plasticizer feeder 56. InFig. 5 , thefirst plasticizer feeder 56 sprays thefirst plasticizer 57 onto the rim of theinsertion wheel 53, thereby attaching thefirst plasticizer 57 to the surface of eachbreakable capsule 54 and the rim of theinsertion wheel 53. Thefirst plasticizer feeder 56 may spray thefirst plasticizer 57 toward the interface between theinsertion wheel 53 and eachbreakable capsule 54. The method of applying thefirst plasticizer 57 is not limited to spraying, and thefirst plasticizer 57 may be applied, for example, by immersing the rim of theinsertion wheel 53 in a liquid of thefirst plasticizer 57. - In the case of spraying the
first plasticizer 57, thefirst plasticizer 57 may be sprayed from a direction almost parallel to or almost perpendicular to the wheel surface of theinsertion wheel 53. Specifically, as illustrated inFig. 15 (a) , afirst plasticizer 153 may be sprayed by afirst plasticizer sprayer 152a from a direction almost perpendicular to the wheel surface of aninsertion wheel 151. In this case, thefirst plasticizer sprayer 152a preferably sprays thefirst plasticizer 153 toward the boundary between theinsertion wheel 151 and abreakable capsule 150 from a direction almost perpendicular to the wheel surface of theinsertion wheel 151 since the attachment efficiency of thefirst plasticizer 153 is high. Further, as illustrated inFig. 15 (c) , thefirst plasticizer 153 may be sprayed by twofirst plasticizer sprayers 152a from the both sides by separately providing anotherfirst plasticizer sprayer 152a on the opposite side of theinsertion wheel 151 as well. Meanwhile, as illustrated inFig. 15 (b) , thefirst plasticizer 153 may also be sprayed by thefirst plasticizer sprayer 152b from a direction almost parallel to the wheel surface of theinsertion wheel 151. By spraying a first plasticizer from a direction almost perpendicular to the wheel surface of an insertion wheel, it is possible to efficiently apply the first plasticizer to the wheel surface of the insertion wheel and consequently to transfer the first plasticizer to a breakable capsule as well as a fiber bundle to be located around the breakable capsule. Meanwhile, by spraying a first plasticizer from a direction almost parallel to the wheel surface of an insertion wheel, it is possible to apply the first plasticizer to the outer perimeter, of a breakable capsule, near the insertion wheel as well. Herein, the expression of "a direction almost perpendicular" indicates a direction within the ±10° range of a direction normal to the wheel surface of an insertion wheel. Meanwhile, the expression of "a direction almost parallel" indicates a direction within the ±10° range of a radial direction on the wheel surface of an insertion wheel. - In the case of spraying the
first plasticizer 57, the spraying rate is preferably 5 to 120 g/min, more preferably 6 to 60 g/min, and further preferably 7 to 32 g/min although depending on the position of thefirst plasticizer sprayer 56, the rotational speed of theinsertion wheel 53, or the target amount of thefirst plasticizer 57 to be applied, for example. When the spraying rate of the first plasticizer is 7 g/min or more, a sufficient amount of thefirst plasticizer 57 is applied to thebreakable capsules 54 and the rim of theinsertion wheel 53. Meanwhile, when the spraying rate of thefirst plasticizer 57 is 32 g/min or less, it is possible to apply an appropriate amount of first plasticizer relative to the mass ratio of the fiber bundle. Here, thefirst plasticizer 57 is preferably sprayed continuously during the rotation of theinsertion wheel 53. - In the case of spraying the
first plasticizer 57, the first plasticizer is sprayed from a position preferably 2 mm to 20 mm apart, more preferably 2 mm to 10 mm apart, and further preferably 2 mm to 3 mm apart from the rim edge of theinsertion wheel 53. By spraying the first plasticizer from a position 2 mm or more apart from the rim edge of theinsertion wheel 53, it is possible to apply the first plasticizer without interference between the sprayer tip and the insertion wheel or breakable capsules of 4.0 mm or less in cross-sectional width or diameter held in and protruded from the insertion wheel. Meanwhile, by spraying the first plasticizer from aposition 20 mm or less apart from the rim edge of theinsertion wheel 53, a sufficient amount of thefirst plasticizer 57 is applied to thebreakable capsules 54 and the rim of theinsertion wheel 53. When sprayed from a far distant position, thefirst plasticizer 57 diverted from the rim of theinsertion wheel 53 or the wheel surface of theinsertion wheel 53 sometimes reaches near the rotational axis of theinsertion wheel 53. In this case, a salad oil as a lubricant dissolves out from the rotational axis of theinsertion wheel 53 to soil the surroundings, or the rotational axis that has lost the lubricant is damaged in some cases. The spraying position of the first plasticizer is represented as the shortest distance from the rim edge of theinsertion wheel 53. - The rotational speed of the
insertion wheel 53 is not particularly limited but may be 500 rpm to 3000 rpm, for example, and preferably 2000 rpm to 2500 rpm. - When burying the rim of the
insertion wheel 53 in a fiber bundle and allowing to releasebreakable capsules 54, thereby embedding thebreakable capsules 54 in the fiber bundle,breakable capsules 54 are preferably embedded to be disposed at positions that overlap the central axis of the fiber bundle (filter segment). Moreover,breakable capsules 54 are more preferably embedded such that the center of eachbreakable capsule 54 is located on the central axis of the fiber bundle (filter segment). From a viewpoint of further favorably attaining the effect of suppressing the displacement of a breakable capsule, the length of a filter segment in the axial direction is preferably shorter. For this reason, the intervals when a plurality ofbreakable capsules 54 are embedded in a fiber bundle are preferably 5 to 15 mm, more preferably 7 to 15 mm, and further preferably 10 to 15 mm. Further, the intervals may be equidistant. - By supplying a first plasticizer in advance to breakable capsules and the rim of an insertion wheel by a first plasticizer feeder as in the foregoing, when the breakable capsules are embedded in a fiber bundle, as illustrated in
Fig. 6 , for example, afirst plasticizer 62 attached to the surface of eachbreakable capsule 61 and the rim of aninsertion wheel 63 is attached and diffused tofibers 60 located near thebreakable capsule 61 and theinsertion wheel 63. Consequently, the first plasticizer attached to the surface of the breakable capsule is attached to fibers located around the breakable capsule to fuse the breakable capsule and the fibers located around the breakable capsule. Moreover, the first plasticizer attached to the surface of the breakable capsule diffuses to fibers located around the breakable capsule and forms a cocoon-like first hardened structure of the fibers fused together by the first plasticizer to cover the perimeter of the breakable capsule. Further, the first plasticizer attached to the rim of the insertion wheel diffuses to fibers that come into contact with the rim of the insertion wheel, in other words, fibers located near axis A as well as to fibers located in a portion extending from axis A to the periphery of the filter segment, thereby forming a rib-like second hardened structure of the fibers fused together by the first plasticizer. - Subsequently, as illustrated in
Fig. 4 , thefiber bundle 41 is introduced into awrapper unit 48 and wrapped in a filter wrapper. Here, the filter wrapper is introduced into anadhesive feeding unit 47 before supplied to thewrapper unit 48, and an adhesive is applied to a portion of the side edge where the filter wrapper is to be overlapped and stuck together after being formed into a filter segment, in other words, to a margin for a glue. Thefiber bundle 41 wrapped in the filter wrapper is formed into a continuous bar by passing through thewrapper unit 48. Finally, thefiber bundle 41 wrapped in the filter wrapper is cut with arotary cutting head 49 to yield filter segments.Fig. 7 illustrates a schematic horizontal cross-sectional view of continuous fibers before cutting with a rotary cutting head. Afiber bundle 70 illustrated inFig. 7 is wrapped in afilter wrapper 71. Around abreakable capsule 72, a cocoon-like firsthardened structure 73 is formed to cover thebreakable capsule 72. Moreover, a secondhardened structure 74 is continuously provided almost parallel to the axial direction (horizontal direction inFig. 7 ) of thefiber bundle 70. Filter segments are obtained by cutting thefiber bundle 70 along dotted line regions at regular intervals. Here, any cigarette paper or filter wrapper manufactured by papermaking companies may be used as the filter wrapper, and in particular, 35NFB or 50NFB (trade name, from Nippon Paper Papylia Co., Ltd.) may be used therefor. - In the present invention, a "breakable capsule" indicates a capsule that can be ruptured by applying an external force. Such a breakable capsule may include a shell and liquid contents including a flavor and so forth retained inside the shell. Exemplary materials for the shell include edible materials, such as starch, dextrin, polysaccharides, agar, gellan gum, gelatin, natural gelling agents, glycerol, sorbitol, and calcium chloride. These materials may be used alone or in combination of two or more. In other words, the surface of a breakable capsule may be formed from at least one compound selected from the group consisting of starch, dextrin, polysaccharides, agar, gellan gum, gelatin, natural gelling agents, glycerol, sorbitol, and calcium chloride. These materials largely have high hydrophilicity and thus can exhibit excellent affinity for a compatible mixture of an amphiphilic first plasticizer and a fiber material and hence excellent fusing properties. The shell may further contain a flavor. Moreover, a breakable capsule is preferably colored such that a user can easily recognize the position of the breakable capsule when rupturing the breakable capsule. In this view, the shell preferably contains a colorant, such as Blue No. 1.
- Any flavor used for tobacco products, such as menthol and plant essential oils, may be used as a flavor of the liquid contents. Concrete examples include menthol, leaf tobacco extracts, natural plant flavors (cinnamon, sage, herb, chamomile, kudzu vine, hydrangea tea, clove, lavender, cardamom, nutmeg, bergamot, geranium, honey essence, rose oil, lemon, orange, Chinese cinnamon, caraway, jasmine, ginger, coriander, vanilla extract, spearmint, peppermint, cassia, coffee, celery, cascarilla, sandalwood, cocoa, ylang-ylang, fennel, anise, licorice, St. John's bread, plum extract, peach extract, for example), sugars (glucose, fructose, high-fructose corn syrup, caramel, for example), cocoa (powder, extract, and so forth), esters (isoamyl acetate, linalyl acetate, isoamyl propionate, linalyl butyrate, for example), ketones (menthone, ionones, damascenones, ethyl maltol, for example), alcohols (geraniol, linalool, anethole, eugenol, for example), aldehydes (vanillin, benzaldehyde, anisaldehyde, for example), lactones (γ-undecalactone, γ-nonalactone, for example), animal perfume (musk, ambergris, civet, castoreum, for example), and hydrocarbons (limonene, pinene, for example). These flavors may be used alone or as mixtures of two or more.
- The liquid contents may include a solvent. Any solvent suitable for a flavor may be used as the solvent, and examples include medium-chain triglycerides (MCTs) (specifically, glyceryl tricaprylate/caprate), propylene glycol, water, and ethanol. The liquid contents may further include other solvents or other additives, such as a dye, an emulsifier, and a thickener.
- A manufacturing method for breakable capsules is not particularly limited but may adopt a dropping process, for example. In a dropping process, it is possible, by using a double nozzle and simultaneously discharging liquid contents from the inner nozzle and a liquid shell substance from the outer nozzle, to enclose the liquid contents seamlessly with the shell liquid. According to the process, it is thus possible to manufacture breakable capsules each having a seamless shell.
- The shape of a breakable capsule is not particularly limited and may be spherical or cylindrical, for example. Such a spherical shape encompasses both an almost spherical shape having an almost circular cross-section and an oval shape having an elliptic cross-section. A breakable capsule is preferably almost spherical in shape. Herein, "almost spherical" indicates sphericity of 95% or more. The sphericity is calculated by feeding 100 g of breakable capsules to CAMSIZER P4 (trade name, from Retsch Technology GmbH) analyzer, analyzing the major and minor axes from an image of each capsule taken by a CCD camera equipped with the analyzer, and calculating using the new particle shape descriptor function of the analyzer.
- When a breakable capsule is almost spherical in shape, the diameter of the breakable capsule (the maximum cross-sectional length of the breakable capsule) is preferably 1.0 to 3.5 mm, more preferably 1.5 to 3.5 mm, and further preferably 2.0 to 3.5 mm. When the diameter of a breakable capsule is 1.0 mm or more, it is possible to load a sufficient amount of liquid contents including a flavor within the shell of the breakable capsule and hence to provide full satisfaction to a user. Moreover, a user can easily recognize the position of the breakable capsule when rupturing the breakable capsule. Meanwhile, when the diameter of a breakable capsule is 3.5 mm or less, it is possible to reduce the ratio of the cross-sectional area of the breakable capsule to the cross-sectional area of a filter segment and hence to suppress the increase in pressure drop of the filter segment due to the presence of the breakable capsule. Consequently, the ease in inhalation by a user improves. Further, a breakable capsule may have tiny protrusions present on the surface. The presence of the protrusions, which act as the points of fusion with fibers, makes it possible to further satisfactorily fuse the breakable capsule and fibers by a first plasticizer.
- A breakable capsule is embedded in a filter and thus present within fibers that constitute the filter. One or two or more (two to ten, for example) breakable capsules may be embedded in the filter of one filter segment. Such breakable capsules are preferably disposed at positions that overlap axis A, which is the central axis of a filter segment. More preferably, the center of each breakable capsule is located on axis A. Further, when the position of the mouth side end is set to 0% and the position of the opposite side end to 100% in the axial direction of a filter, the center of a breakable capsule is located preferably in a zone of 16.7 to 83.3% and more preferably in a zone of 30.0 to 53.3%. When the center of a breakable capsule is located in a zone of 16.7% or more, it is possible to further prevent the breakable capsule from being forced outside the filter segment due to noticeable displacement. Meanwhile, when a breakable capsule is located in a zone of 83.3% or less, a user can easily rupture the breakable capsule not only with fingers but also by chewing during use. Moreover, since a flavor source is close to the mouth end, a user can taste a further intense flavor.
- The outer shell ends of a breakable capsule may be located in a zone of 10.8 to 89.2% as the maximum zone, a zone of 12.0 to 88.0% as a smaller zone, a zone of 32.5% to 67.5% as a further smaller zone, or a zone of 36.0% to 64.0% as the smallest zone. Moreover, when the center of a breakable capsule is located in the center between the mouth end and the opposite end of a filter segment, the outer shell ends of the breakable capsule may be located in a zone of 32.5% to 67.5% as the maximum zone, a zone of 36.0% to 64.0% as a smaller zone, a zone of 44.2% to 55.8% as a further smaller zone, or a zone of 45.3% to 54.7% as the smallest zone.
- A first plasticizer is not particularly limited provided that the plasticizer is an edible plasticizer commonly used for tobacco products, and examples include triethyl citrate, acetyl triethyl citrate, dibutyl phthalate, diallyl phthalate, diethyl phthalate, dimethyl phthalate, bis(2-methoxyethyl) phthalate, dibutyl tartrate, ethyl o-benzoylbenzoate, ethyl phthalyl ethyl glycolate, methyl phthalyl ethyl glycolate, N-ethyltoluenesulfonamide, triacetin, o-cresyl p-toluenesulfonate, triethyl phosphate, triphenyl phosphate, and tripropionin. These first plasticizers may be used alone or in combination of two or more. Among these plasticizers, triacetin is preferable as a first plasticizer.
- Any plasticizer the same as a first plasticizer may be used as a second plasticizer. A first plasticizer and a second plasticizer may be the same or different. As in the foregoing, a second plasticizer contributes to neither the formation of the first or the second hardened structure nor the fusion between a breakable capsule and fibers.
- The plasticizer content (the total of first plasticizer and second plasticizer) relative to the filter of the entire filter segment manufactured by the method according to the present invention is preferably 5 to 15 mass%, preferably 7.8 to 13.3 mass%, more preferably 9.0 to 13.3 mass%, further preferably 10.3 to 13.3 mass%, and most preferably 12.1 to 13.3 mass%. When the content is 5 mass% or more, it is possible to satisfactorily form the first hardened structure and the second hardened structure as well as to adjust the hardness of the filter. Meanwhile, when the content is 15 mass% or less, it is possible to suppress deterioration in filter physical properties, such as pressure drop, due to a cavity formed within the filter and to reduce odor due to the plasticizer. The plasticizer content is quantified by gas chromatography.
- The first plasticizer content relative to the filter of the entire filter segment manufactured by the method according to the present invention is preferably 0.1 to 3 mass%, more preferably 0.2 to 2 mass%, and further preferably 0.3 to 1.5 mass%. The second plasticizer content relative to the filter of the entire filter segment manufactured by the method according to the present invention is preferably 3 to 9 mass%, more preferably 4 to 8 mass%, and further preferably 5 to 7 mass%. When a first plasticizer and a second plasticizer are the same, the second plasticizer content can be calculated by measuring the second plasticizer content after applying the second plasticizer to fibers and before embedding, in a filter, one or more breakable capsules to which a first plasticizer has been attached. Moreover, the first plasticizer content can be calculated by subtracting the second plasticizer content from the total content of the first plasticizer and the second plasticizer.
- When the diameter (the maximum cross-sectional length) of a breakable capsule is 5 mm or less (1.0 to 3.5 mm, for example), the plasticizer content (mass%, the total of first plasticizer and second plasticizer) in a zone near the breakable capsule, in other words, a zone of 5 mm width with the breakable capsule at the center (capsule neighboring zone) in the axial direction of the filter segment is preferably 1.05 times or more and more preferably 1.20 times or more of the plasticizer content (mass%, the total of first plasticizer and second plasticizer) in a zone adjacent to the neighboring zone, in other words, a zone excluding the neighboring zone (adjacent zone). When the plasticizer content in the capsule neighboring zone is 1.05 times or more of the plasticizer content in the adjacent zone, the plasticizer is high in concentration near the breakable capsule and thus contributes to the formation of a cocoon-like first hardened structure that covers the perimeter of the breakable capsule. Moreover, the breakable capsule and fibers are fused further firmly. Here, when a plurality of breakable capsules are contained in a filter segment, the above-mentioned conditions are preferably satisfied in every section containing a breakable capsule.
- It is preferable that a filter segment is cylindrical and that the plasticizer content (mass%, the total of first plasticizer and second plasticizer) in a cylindrical region having axis A, which is the central axis of the filter segment, at the center and having a dimeter of 75% length (preferably 65% and more preferably 55%) of the diameter of the filter segment is preferably higher than the plasticizer content (mass%, the total of first plasticizer and second plasticizer) in the filter segment outside the cylindrical region. When the plasticizer content within the cylindrical region is higher than the plasticizer content in the filter segment outside the cylindrical region, the plasticizer is high in concentration near a breakable capsule and thus contributes to the formation of a cocoon-like first hardened structure that covers the perimeter of the breakable capsule. Moreover, the breakable capsule and fibers are fused further firmly.
- It is preferable that the plasticizer content within the cylindrical region is 5 to 20 mass% and the plasticizer content in the filter segment outside the cylindrical region is 3 to 8 mass%. It is more preferable that the plasticizer content within the cylindrical region is 6 to 18 mass% and the plasticizer content in the filter segment outside the cylindrical region is 4 to 7 mass%. It is further preferable that the plasticizer content within the cylindrical region is 6.7 to 16 mass% and the plasticizer content in the filter segment outside the cylindrical region is 5 to 6.4 mass%.
- Furthermore, it is preferable that a filter segment is cylindrical; and the plasticizer content (mass%, the total of first plasticizer and second plasticizer) inside a cylindrical region having axis A at the center and having a diameter of 75% length (preferably 65% and more preferably 55%) of the diameter of the filter segment and inside a fan-shaped columnar region having a central angle of 30° to 90° and radially extending from axis A to the periphery of the filter segment is preferably higher than the plasticizer content (mass%, the total of first plasticizer and second plasticizer) in the filter segment outside the cylindrical region and the fan-shaped columnar region. Specifically, as illustrated in
Fig. 3 , the plasticizer content inside acylindrical region 33 having axis A at the center and having a dimeter of 75% length of the diameter of a filter segment and inside a fan-shapedcolumnar region 34 having a central angle ø of 30° to 90° and radially extending from axis A to the periphery of thefilter segment 30 is preferably higher than the plasticizer content in aregion 31 outside thecylindrical region 33 and the fan-shapedcolumnar region 34. When the plasticizer content within the cylindrical region and the fan-shaped columnar region is higher than the plasticizer content in the filter segment outside the cylindrical region and the fan-shaped columnar region, the plasticizer contributes to the formation of a cocoon-like first hardened structure that covers the perimeter of the breakable capsule as well as to the formation of a second hardened structure that extend from axis A to the periphery of the filter segment. Moreover, the plasticizer is high in concentration near the breakable capsule, thereby fusing the breakable capsule and fibers further firmly. - It is preferable that the plasticizer content within the cylindrical region and the fan-shaped columnar region is 5 to 20 mass% and the plasticizer content in the filter segment outside the cylindrical region and the fan-shaped columnar region is 3 to 8 mass%. It is more preferable that the plasticizer content within the cylindrical region and the fan-shaped columnar region is 6 to 18 mass% and the plasticizer content in the filter segment outside the cylindrical region and the fan-shaped columnar region is 4 to 7 mass%. It is further preferable that the plasticizer content within the cylindrical region and the fan-shaped columnar region is 6.7 to 16 mass% and the plasticizer content in the filter segment outside the cylindrical region and the fan-shaped columnar region is 5 to 6.4 mass%.
- From a viewpoint of further favorably attaining the effect of suppressing the displacement of a breakable capsule in the present invention, the length in the axial direction of a filter segment manufactured by the method according to the present invention is preferably shorter and is, for example, preferably 5 to 15 mm, more preferably 7 to 15 mm, and further preferably 10 to 15 mm. The proportion (d/L) of the diameter (d) of a breakable capsule to the length (L) in the axial direction of a filter segment manufactured by the method according to the present invention is preferably 0.1 to 0.5, more preferably 0.15 to 0.4, and further preferably 0.2 to 0.3. The perimeter length of a filter segment manufactured by the method according to the present invention is not particularly limited but is preferably 16 to 25 mm and more preferably 20 to 24 mm.
- The pressure drop of a filter segment manufactured by the method according to the present invention is preferably 4 to 200 mmH2O. The pressure drop of a filter segment is measured by a pressure drop meter (FQA, QTM, and so forth). When a filter segment manufactured by the method according to the present invention is cylindrical, the circularity of the cross-section perpendicular to the axial direction of the filter segment is preferably 85 to 100%. The circularity is measured using a circumference measuring device (laser-based). The hardness of a filter segment manufactured by the method according to the present invention is preferably 75 to 100%. The hardness of a filter segment is measured using a hardness meter (FQA and so forth) as the amount of deformation when a constant load of 300 gf is applied.
- The manufacturing apparatus for a filter segment according to the present invention is an apparatus for manufacturing a filter segment for a tobacco product. The apparatus includes the following members of: a breakable capsule feeder equipped with a rotatable insertion wheel that detachably holds one or more breakable capsules on the rim; a fiber bundle guide that guides a conveyed fiber bundle in a direction tangential to the insertion wheel; and a plasticizer feeder that applies a plasticizer to the rim and the breakable capsules held on the rim. The breakable capsule feeder and the fiber bundle guide are positioned such that the insertion wheel and the fiber bundle have a point of contact and the rim of the insertion wheel is buried in the fiber bundle at the point of contact. Moreover, the plasticizer feeder is provided to apply a plasticizer to the rim and the breakable capsules held on the rim both of which are located in the rear of the point of contact relative to the conveying direction of the fiber bundle. By the manufacturing apparatus for a filter segment according to the present invention, it is possible to favorably carry out the above-described manufacturing method for a filter segment according to the present invention. Consequently, it is possible to manufacture a filter segment that can suppress the displacement of a breakable capsule even when a force is applied from the outside of the filter.
- The manufacturing apparatus for a filter segment according to the present invention is not particularly limited provided that at least the breakable capsule feeder, the fiber bundle guide, and the plasticizer feeder are included and may include other members. Exemplary other members include a fiber bundle conveyor, a rail feeder for glue, a rail heat retention device for glue, a spiral coater for glue, a glue feeding unit for seaming, a cooling device for seams, a suction conveyor, a belt conveyor, a filter wrapper wrapping device, a filter wrapper feeder, an inspection apparatus for filter wrapper seams, an X-ray inspection apparatus, a microwave inspection apparatus, a potentiometer, a transmissive inspection apparatus, a circumference measuring device, and a pressure drop meter. The apparatus may be a manufacturing apparatus for a filter segment illustrated in
Fig. 4 , for example. - A breakable capsule feeder is not particularly limited provided that a rotatable insertion wheel that detachably holds one or more breakable capsules on the rim is included. For example, as illustrated in
Fig. 5 , aninsertion wheel 53 is a disk rotatable in the direction of arrow and has a plurality of breakable capsule feeding pockets 55 arranged at regular intervals on the circumference. Eachcapsule feeding pocket 55 is connected to a suction device and an air feeding device through a vent pipe radially extending inside the insertion wheel from the rotational axis. Since a device connected to the suction device and the air feeding device is switched as the insertion wheel rotates, the breakablecapsule feeding pocket 55 can detachably hold abreakable capsule 54. When the rim of theinsertion wheel 53 is buried in a fiber bundle, thebreakable capsules 54 are released from the breakable capsule feeding pockets 55 and embedded in the fiber bundle. - The
insertion wheel 53, which is a rotary disk, can continuously embedbreakable capsules 54 in a fiber bundle at regular intervals through the rotation. The diameter of theinsertion wheel 53 is not particularly limited but may be 250 mm to 350 mm, for example. The thickness of theinsertion wheel 53 is not particularly limited but may be 2.5 mm to 3.5 mm, for example. From a viewpoint of further favorably attaining the effect of suppressing the displacement of a breakable capsule, the length in the axial direction of a filter segment to be manufactured is preferably shorter. For this reason, intervals for embeddingbreakable capsules 54 in a fiber bundle are preferably and similarly shorter. Specifically, the intervals are preferably 5 to 15 mm, more preferably 7 to 15 mm, and further preferably 10 to 15 mm. In other words, theinsertion wheel 53 holdsbreakable capsules 54 such that a plurality ofbreakable capsules 54 are embedded in a fiber bundle at intervals of preferably 5 to 15 mm, more preferably 7 to 15 mm, and further preferably 10 to 15 mm. Afterbreakable capsules 54 are embedded, newbreakable capsules 54 are supplied to the breakable capsule feeding pockets 55 again by a breakable capsule loader, which is not illustrated, and held therein. The breakable capsule feeder may include, in addition to the insertion wheel and the breakable capsule loader, members, such as a conveyor wheel for breakable capsules, a weight inspection device, an optical inspection apparatus for cracks, and a detector for a leaked flavor. - A fiber bundle guide is not particularly limited provided that a conveyed fiber bundle can be guided in a direction tangential to the insertion wheel. For example, as illustrated in
Fig. 5 , afiber bundle guide 52 may be a tubular member that is open in the portion into which theinsertion wheel 53 is inserted and that allows a fiber bundle to pass through the inside and may be disposed downstream of a funnel-shapedinsertion member 51. Thefiber bundle guide 52 is provided such that theinsertion wheel 53 and a fiber bundle have a point of contact and the rim of theinsertion wheel 53 is buried in the fiber bundle at the point of contact. Inside thefiber bundle guide 52, a fiber bundle is conveyed and guided in a direction tangential to theinsertion wheel 53, andbreakable capsules 54 are released from theinsertion wheel 53 and embedded in the fiber bundle when theinsertion wheel 53 rotating in the same direction as the conveying direction of the fiber bundle is buried in the fiber bundle. Here, a fiber bundle may be conveyed by the fiber bundle guide or by fiber bundle conveyors separately provided upstream and downstream of the fiber bundle guide. For example, a fiber bundle may be conveyed by pinching and sending out with revolving rollers. Further, as illustrated inFig. 5 , openings may be formed on the side surface of thefiber bundle guide 52. - A plasticizer feeder is not particularly limited provided that a first plasticizer can be applied to the rim of an insertion wheel and one or more breakable capsules held on the rim. The plasticizer feeder is provided to apply a plasticizer to the rim and the breakable capsules held on the rim both of which are located in the rear of the point of contact between the insertion wheel and a fiber bundle relative to the conveying direction of the fiber bundle (the rim and the breakable capsules held on the rim both of which are present at positions before reaching the point of contact in the rotational direction of the insertion wheel). One or two or more plasticizer feeders may be provided. Such a plasticizer feeder may be, for example, a plasticizer sprayer that can spray a first plasticizer to the rim and the breakable capsules or a plasticizer immersing member that can hold a solution of a first plasticizer in a container and immerse the rim and the breakable capsules in the solution. Among these, a plasticizer sprayer is preferable as a plasticizer feeder. Such a plasticizer sprayer is not particularly limited provided that the member can spray a first plasticizer.
- As in the foregoing, a plasticizer sprayer can spray a first plasticizer from a direction almost perpendicular to or almost parallel to the wheel surface of an insertion wheel. Specifically, as illustrated in
Fig. 15 (a) , afirst plasticizer sprayer 152a can spray afirst plasticizer 153 from a direction almost perpendicular to the wheel surface of aninsertion wheel 151. In this case, thefirst plasticizer sprayer 152a preferably sprays thefirst plasticizer 153 toward the boundary between theinsertion wheel 151 and abreakable capsule 150 from a direction almost perpendicular to the wheel surface of theinsertion wheel 151. Further, as illustrated inFig. 15 (c) , twofirst plasticizer sprayers 152a may spray thefirst plasticizer 153 from the both sides by separately providing anotherfirst plasticizer sprayer 152a on the opposite side of theinsertion wheel 151. Meanwhile, as illustrated inFig. 15 (b) , thefirst plasticizer sprayer 152b can also spray thefirst plasticizer 153 from a direction almost parallel to the wheel surface of theinsertion wheel 151. - The spraying rate of a first plasticizer by the plasticizer sprayer is preferably 5 to 120 g/min, more preferably 6 to 60 g/min, and further preferably 7 to 32 g/min although depending on the position of the plasticizer sprayer, the rotational speed of the insertion wheel, or the target amount of first plasticizer to be applied, for example. Moreover, the plasticizer sprayer sprays a first plasticizer from a position preferably 2 mm to 20 mm, more preferably 2 mm to 10 mm, and further preferably 2 mm to 3 mm apart from the rim edge of an insertion wheel. The position of the plasticizer sprayer is represented as the shortest distance from the rim edge of the
insertion wheel 53. - As illustrated in
Fig. 5 , an angle a between the line connecting the center, as the rotation center of theinsertion wheel 53, and the point of contact between theinsertion wheel 53 and a fiber bundle and the line connecting the center and a spraying port of theplasticizer sprayer 56 is preferably 30° to 180°, more preferably 45° to 120°, and further preferably 60° to 90°. In particular, when the angle a is 60° or more and 90° or less, excessive first plasticizer is readily collected from the insertion wheel during so-called idling immediately after starting the operation of the machine where a first plasticizer is sprayed but breakable capsules are not conveyed. InFig. 5 , theplasticizer sprayer 56 sprays a first plasticizer from a direction almost parallel to the wheel surface of theinsertion wheel 53. Meanwhile, the angle a preferably falls within the above-mentioned ranges also when a first plasticizer is sprayed from a direction almost perpendicular to the wheel surface of theinsertion wheel 53. In this case, the angle a is defined by drawing a normal line from the spraying port of theplasticizer sprayer 56 to the wheel surface of theinsertion wheel 53 and connecting the resulting point of contact and the rotation center of theinsertion wheel 53. Further, when two ormore plasticizer sprayers 56 are provided, all theplasticizer sprayers 56 preferably fall within the above-mentioned ranges for the angle a. - A fiber bundle, breakable capsules, and first and second plasticizers for manufacturing a filter segment using the manufacturing apparatus for a filter segment according to the present invention may be the same as those for the manufacturing method for a filter segment according to the present invention. Moreover, the plasticizer content, dimensions, physical properties, and so forth of a filter segment to be obtained may also be the same as those of the manufacturing method for a filter segment according to the present invention.
- Embodiments according to the present invention encompass a tobacco product that includes a tobacco-containing segment and a filter segment manufactured by the method or the apparatus according to the present invention. Since a filter segment manufactured by the method or the apparatus according to the present invention is included, such a tobacco product can suppress the displacement of a breakable capsule even when an external force is applied thereto.
- Exemplary tobacco products include: cigarettes, such as common cigarettes, cigars, hand-rolled cigarettes, and cigarillos; non-combustion-heating tobacco products, such as tobacco products (electronic cigarettes) in which tobacco flavor is inhalable through heating of tobacco using a heater or the like or through steaming of tobacco and tobacco products in which tobacco flavor is inhalable through heating of tobacco using a carbon heat source or the like; and tobacco products in which tobacco flavor is inhalable without heating.
- Hereinafter, embodiments of a cigarette as an exemplary tobacco product will be described. As illustrated in
Fig. 8 , acigarette 80 includes: a tobacco-containingsegment 81 that contains tobacco shreds 83 (shredded leaves, tobacco) and acigarette paper 84 wrapped around the tobacco shreds 83; and afilter segment 82 that has been manufactured by the method or the apparatus according to the present invention and that is provided adjacent to the tobacco-containingsegment 81. The tobacco-containingsegment 81 and thefilter segment 82 are connected by a tippingpaper 85 wrapped around the tobacco-containingsegment 81 and thefilter segment 82. The tippingpaper 85 may have vent holes on part of the outer perimeter. The number of vent holes may be one or more, and 10 to 40 vent holes may be formed, for example. When the number is more than one, a plurality of vent holes are arranged, for example, aligning in a row or on a ring on the outer perimeter of the tippingpaper 85. A plurality of vent holes may be arranged at almost constant intervals. Through vent holes formed, air is taken into thefilter segment 82 during inhalation. By diluting mainstream smoke with external air from vent holes, it is possible to design a product having a desirable tar value. - A user can enjoy tobacco flavor by igniting the tip of the tobacco-containing
segment 81 and inhaling with the mouth end of thefilter segment 82 in the mouth. By rupturing a breakable capsule on this occasion, mainstream smoke is mixed with a flavor in liquid contents of a breakable capsule, thereby imparting the intended flavor in the oral cavity of the user. In a filter segment manufactured by the method or the apparatus according to the present invention, the movement of a breakable capsule is inhibited when rupturing the breakable capsule. Consequently, a user can easily rupture the breakable capsule at a desirable timing and enjoy the altered flavor as a result. - In addition to a filter segment containing a breakable capsule manufactured by the method or the apparatus according to the present invention, a tobacco product may further include at least one or more second filter segments. For example, a
cigarette 90 illustrated inFig. 9 includes asecond filter segment 92 between a tobacco-containingsegment 91 and afilter segment 93 manufactured by the method or the apparatus according to the present invention. Such asecond filter segment 92 may be different from or the same as thefilter segment 93 manufactured by the method or the apparatus according to the present invention except for lacking a breakable capsule. Since thesecond filter segment 92 can be functionalized differently from thefilter segment 93 manufactured by the method or the apparatus according to the present invention, it is possible to impart a plurality of functions to the filter. - Embodiments of a non-combustion-heating tobacco product as another exemplary tobacco product will be described. Non-combustion-heating tobacco products belong to the field of so-called electronic cigarettes in which a tobacco-containing segment is heated by an electric heater or the like.
Fig. 10 illustrates an exemplary non-combustion-heating tobacco system including a tobacco product, which is a non-combustion-heating tobacco product, and a heating device for heating the tobacco product.Fig. 10 is a cross-sectional view of atobacco product 100 and aheating device 101 cut on a plane containing central axis C. - The non-combustion-heating tobacco system illustrated in
Fig. 10 includes: aheating device 101 having abattery 106, anelectric heating section 107, and arecess 108; and atobacco product 100 to be detachably inserted into therecess 108 of theheating device 101. Therecess 108 is formed as a depression on part of acase 109 for theheating device 101. Thebattery 106 can be charged and discharged. Theelectric heating section 107 is a so-called heater and includes a heating element provided to surround therecess 108. The heating element of theelectric heating section 107 heats a tobacco-containingsegment 102 to release a flavor from the filler of the tobacco-containingsegment 102 to the surrounding air. The heating temperature of the tobacco-containingsegment 102 by theelectric heating section 107 is 400°C or lower, for example, which is lower than the burning temperature (700°C to 800°C) of heated tobacco products. By heating at a low temperature like this, the amount of mainstream smoke generated from the tobacco-containingsegment 102 is smaller than that of heated tobacco products. For this reason, the amount of mainstream smoke supplied to the mouth of a user becomes favorable when the filtering function of the filter segment (104, 105) is lower than the filtering function of a filter segment in heated tobacco products. In other words, the length in the axial direction of the filter segment (104, 105) is preferably shorter than the length in the axial direction of a filter segment in heated tobacco products. It is also possible to shorten the length in the axial direction of the filter segment (104, 105) and dispose a tubular section or another segment having a low filtering rate of mainstream smoke in the corresponding portion. - The
tobacco product 100 is cylindrical and includes: a tobacco-containingsegment 102 that contains tobacco and an aerosol former for generating an aerosol upon heating; atubular segment 103 provided adjacent to the tobacco-containingsegment 102; asecond filter segment 104 provided adjacent to thetubular segment 103; and afirst filter segment 105 that has been manufactured by the method or the apparatus according to the present invention and that is provided adjacent to thesecond filter segment 104. The tobacco-containingsegment 102, thetubular segment 103, thesecond filter segment 104, and thefirst filter segment 105 are connected by a tippingpaper 110. - The tobacco-containing
segment 102 includes: atobacco filler 111 containing tobacco and an aerosol former; and acigarette paper 112 wrapped around the tobacco filler. As tobacco, tobacco shreds (shredded leaves, tobacco), tobacco sheet shreds, a folded or rolled tobacco sheet, or a pleated and gathered tobacco sheet may be used, for example. Exemplary aerosol formers include glycerol, propylene glycol, triethyl citrate, and 1,3-butanediol. Thecigarette paper 112 may be paper alone or paper stuck together with a metal foil having satisfactory thermal conductivity, such as aluminum foil or stainless steel foil. - The
tubular segment 103 is cylindrically formed from 100 to 300 µm-thick cardboard, for example, to have predetermined rigidity. The tippingpaper 110 is supported by therigid tubular segment 103. Consequently, crushing of the tippingpaper 110 in the direction of central axis C is suppressed even when thetobacco product 100 is pressed in the direction of central axis C. The tippingpaper 110 and thetubular segment 103 have a plurality of vent holes 113 on part of the outer perimeters. A plurality of vent holes 113 penetrate through the tippingpaper 110 and thetubular segment 103. The number of the vent holes 113 may be 10 to 40, for example. A plurality of vent holes 113 are arranged, for example, aligning in a row or on a ring on the tubular outer perimeter. A plurality of vent holes 113 may be arranged at constant intervals. - The
second filter segment 104 may be different from or the same as thefirst filter segment 105 except for lacking a breakable capsule. Although onesecond filter segment 104 is provided between thetubular segment 103 and thefirst filter segment 105 inFig. 10 , two or moresecond filter segments 104 may be provided. In this case, two or moresecond filter segments 104 may be the same or different from each other. Thesecond filter segment 104 and thefirst filter segment 105 are connected by asecond filter wrapper 114. - A user can enjoy a flavor of the
tobacco product 100 in the oral cavity through inhalation via thefirst filter segment 105 while thetobacco product 100 remains inserted into theheating device 101 or after detaching thetobacco product 100 from theheating device 101. Since thetobacco product 100 includes thefirst filter segment 105 manufactured by the method or the apparatus according to the present invention, it is possible to suppress the movement of a breakable capsule and thus improve the ease in rupturing the breakable capsule as well as the convenience of a user. Since the amount of mainstream smoke is small in thetobacco product 100, in particular, the length in the axial direction of thefirst filter segment 105 tends to be short. Even when the length of thefirst filter segment 105 is short, however, it is possible in thetobacco product 100 to satisfactorily suppress the movement of a breakable capsule. In thetobacco product 100 having a shortfirst filter segment 105 like this, in which a breakable capsule could possibly be forced outside from the inside of thefirst filter segment 105, effectively suppressing the movement of a breakable capsule is useful in designing products. - Hereinafter, the present invention will be described further specifically by means of working examples. The present invention, however, is by no means limited by these examples.
- A filter segment containing breakable capsules was prepared using the manufacturing apparatus for a
filter segment 40 illustrated inFig. 4 (machine speed: 500 fpm). Afiber bundle 41, which is a cellulose acetate fiber bundle (5.9Y35, target tow mass: 0.636 g/filament), was supplied in the form of abale 42 of compressed fibers from a fiber dispenser. In thestrand processing unit 43, thefiber bundle 41 was stretched using compressed air and cylinders, relaxed, and then uniformly added with triacetin (also referred to as TA) as a second plasticizer through spraying onto thefiber bundle 41. Triacetin was added aiming at the content of triacetin as a second plasticizer of 6 mass% relative to fibers. - The
fiber bundle 41 was passes through theinsertion member 44 and then guided, in the fiber bundle guide, in a direction tangential to the insertion wheel of thebreakable capsule feeder 46, and breakable capsules were disposed in thefiber bundle 41 by the insertion wheel. As a breakable capsule, an almost spherical capsule of 3.5 mm in diameter in which a mixture of a medium-chain triglyceride, menthol, and a plant essential oil as a flavor is covered with a shell containing gellan gum, oxidized starch, and calcium chloride was used. Thebreakable capsule feeder 46 was equipped with an insertion wheel (diameter: 305.4 mm, thickness: 3 mm, rotation speed: 25 rpm) having a plurality of breakable capsule feeding pockets arranged on the circumference. Triacetin as a first plasticizer was sprayed onto the rim of the insertion wheel by the first plasticizer sprayer 45 (gap between the rim edge of the insertion wheel and the spraying section of the first plasticizer sprayer: 2.5 mm, angle a inFig. 5 : 90°). InFig. 4 , thefirst plasticizer sprayer 45 sprays a first plasticizer from a direction almost parallel to the wheel surface of the insertion wheel. In this example, however, the first plasticizer was sprayed toward the boundary between the insertion wheel and each breakable capsule from an almost perpendicular direction. Further, in this example, triacetin was sprayed at 7 g/min aiming at the content of triacetin as a first plasticizer of 1 mass% relative to fibers. - The sprayed triacetin was attached to the surface of each breakable capsule and the rim of the insertion wheel. Consequently, triacetin attached to the surface of each breakable capsule fused the breakable capsule and cellulose acetate fibers present around the breakable capsule.
Fig. 11 shows a magnified image of this fusion. Moreover, triacetin attached to the surface of each breakable capsule diffused to cellulose acetate fibers present around the breakable capsule to form, around the breakable capsule, a cocoon-like first hardened structure of cellulose acetate fibers fused together by triacetin.Fig. 12 is a magnified image showing the formation of such a cocoon-like first hardened structure. InFig. 12 , the magnified image was taken after removing the breakable capsule for convenience. Further, triacetin attached to the rim of the insertion wheel of thebreakable capsule feeder 46 diffused to cellulose acetate fibers that came into contact with the rim of the insertion wheel, in other words, cellulose acetate fibers located near axis A as well as to cellulose acetate fibers located in a portion extending from axis A to the periphery of the filter segment, thereby forming a rib-like second hardened structure of cellulose acetate fibers fused together by triacetin. - Subsequently, the
fiber bundle 41 was introduced into thewrapper unit 48 and wrapped in a filter wrapper (trade name: 50NFB, from Nippon Paper Papylia Co., Ltd.). The filter wrapper was introduced into theadhesive feeding unit 47 before supplied to thewrapper unit 48, and an adhesive was applied to a portion of the side edge where the filter wrapper is to be overlapped and stuck together after being formed into a filter segment, in other words, to a margin for a glue. Thefiber bundle 41 wrapped in the filter wrapper was passed through thewrapper unit 48 and formed into a continuous bar. Finally, the bar was cut with therotary cutting head 49 to yield a cylindrical contiguous filter segment of 120 mm in length in the long axis direction containing eight breakable capsules, in other words, a filter segment consisting of contiguous eight filter segments of 15 mm. Table 1 shows target values for the respective physical properties of the contiguous filter segment, and Table 2 shows the evaluation results. The respective physical properties were evaluated by the following methods. - By using a contiguous filter segment containing capsules as a sample, the triacetin content in the filter segment was calculated as a percentage of the mass of triacetin to the mass of filter fibers contained in the contiguous filter segment. The mass of filter fibers was weighed using a precise balance. The mass of triacetin was quantified by gas chromatography (from Agilent Technologies, Inc.). An extract of triacetin subjected to quantification was obtained by immersing a sample in 25 mL ethanol (GR-grade) containing 1 mg/3 mL of anethole as an internal standard, shaking at 200 ± 10 reciprocations/min for 20 minutes, leaving overnight, and shaking again for 20 minutes. Triacetin was quantified by subjecting 1 µL of the extract to a gas chromatograph equipped with a flame ionization detector and extrapolating the acquired data to a calibration curve similarly obtained using eight standard solutions of the triacetin concentrations within the range of 0.020 mg/mL to 5.000 mg/mL. The series of measurements by weighing and quantifying were repeated two to three times, and the respective calculated results were averaged as the triacetin content.
- The circularity of a cross-section perpendicular to the axial direction of a filter segment was measured by the roundness measuring function of a laser-based circumference measuring device (RL-2200 (trade name) noncontact roundness tester from Mitutoyo Corporation).
- The pressure drop (PD) of a filter segment was measured using a pressure drop meter in accordance with ISO 6565: 2015.
- The coefficient of variation for pressure drop (PD CV) was determined by dividing the standard deviation for measured pressure drop by the mean.
- The hardness of a filter segment was calculated as a percentage of the diameter before and after applying, with an indenter, a load of 300 gf to the filter segment using a Rockwell hardness tester.
- A filter segment was prepared in the same manner as Example 1 except for spraying triacetin at 14 g/min aiming at the content of triacetin as a first plasticizer relative to fibers of 2 mass%, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
- A filter segment was prepared in the same manner as Example 1 except for spraying triacetin at 21 g/min aiming at the content of triacetin as a first plasticizer relative to fibers of 3 mass%, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
- A filter segment was prepared in the same manner as Example 1 except for changing the target tow mass to 0.580 g/filament, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
- A filter segment was prepared in the same manner as Example 3 except for changing the target tow mass to 0.580 g/filament, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
- A filter segment was prepared in the same manner as Example 1 except for omitting the spraying of triacetin as a first plasticizer by the first plasticizer sprayer, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
- A filter segment was prepared in the same manner as Example 4 except for omitting the spraying of triacetin as a first plasticizer by the first plasticizer sprayer, and the physical properties were evaluated similarly. The results are shown in Tables 1 and 2.
[Table 1] Target value Tow mass (g/filament) First plasticizer content (mass%) Second plasticizer content (mass%) PD (mmHzO) Length in axial direction (mm) Circumference (mm) Ex. 1 0.636 1 6 305 120 23.7 Ex. 2 0.636 2 Ex. 3 0.636 3 Ex. 4 0.580 1 Ex. 5 0.580 3 Comp. Ex. 1 0.636 0 Comp. Ex. 2 0.580 0 [Table 2] Evaluation results Tow mass (g/filament) First plasticizer content (mass%) Total content of first and second plasticizers (mass%) Addition efficiency of first plasticizer (%) PD (mmHzO) PD CV (-) Length in axial direction (mm) Circumference (mm) Circularity (%) Hardness (%) Ex. 1 0.662 0.96 6.47 45.1 321.6 2.4 120.3 23.7 96.9 97.93 Ex. 2 0.654 1.02 6.53 24.0 320.4 2.5 120.3 23.7 96.8 98.04 Ex. 3 0.661 0.83 6.34 13.0 322.7 1.9 120.3 23.7 96.9 97.96 Ex. 4 0.601 0.46 6.84 19.4 253.0 2.5 120.3 23.8 96.4 96.52 Ex. 5 0.598 0.98 7.36 13.8 252.8 2.3 120.3 23.7 96.6 96.41 Comp. Ex. 1 0.658 0 5.51 - 320.8 2.1 120.3 23.7 96.7 97.60 Comp. Ex. 2 0.591 0 6.38 - 253.3 2.7 120.3 23.8 96.3 96.16 - As shown in Tables 1 and 2, the filter segments of Examples 1 to 5 added with triacetin as a first plasticizer exhibited physical properties comparable to the filter segments of Comparative Examples 1 and 2, to which triacetin as a first plasticizer was not added. Accordingly, it was confirmed that the local addition of a first plasticizer separately from uniform addition of a second plasticizer does not affect the physical properties of a filter segment.
- A contiguous filter segment was prepared in the same manner as Example 2, and the mass of triacetin (total mass of triacetin as a first plasticizer and triacetin as a second plasticizer) was quantified for a zone near a breakable capsule, in other words, a zone of 5 mm width with a breakable capsule at the center (capsule neighboring zone) as well as a zone adjacent to the breakable capsule neighboring zone (adjacent zone) to determine the mass% of triacetin in filter fibers. The results are shown in Table 3.
- A contiguous filter segment was prepared in the same manner as Example 2 except for omitting the spraying of triacetin as a first plasticizer by the first plasticizer sprayer, and the mass of triacetin (total mass of triacetin as a first plasticizer and triacetin as a second plasticizer) was quantified for a zone near a breakable capsule, in other words, a zone of 5 mm width with a breakable capsule at the center (capsule neighboring zone) as well as a zone adjacent to the breakable capsule neighboring zone (adjacent zone) to determine the mass% of triacetin in filter fibers. The results are shown in Table 3.
[Table 3] Repeat number Triacetin content (mass%) Average triacetin content (mass%) Ex. 6 Capsule neighboring zone 1 6.13 6.57 2 7.01 Adjacent zone 1 5.81 6.25 2 6.69 Comp. Ex. 3 Capsule neighboring zone 1 4.90 5.08 2 5.25 Adjacent zone 1 4.82 5.03 2 5.24 - As is evident from Table 3, the average triacetin concentration in a zone near a breakable capsule (capsule neighboring zone) was comparable to that in a zone adjacent to the breakable capsule neighboring zone (adjacent zone) in Comparative Example 3. Meanwhile, the average triacetin concentration in a zone near a breakable capsule (capsule neighboring zone) was 1.05 times or more of that in a zone adjacent to the breakable capsule neighboring zone (adjacent zone) in Example 6.
- Cellulose acetate fibers of 3.5Y35 were used. A mixture of 99 mass% of triacetin (TA) and 1 mass% of cellulose acetate (CA) was used as a first plasticizer. The first plasticizer was sprayed aiming at the first plasticizer content of 3.0 ± 1.5 mass% relative to filter fibers of the entire filter segment. Further, fibers wrapped in a cigarette paper were not cut with a rotary cutting head. Except for these, a filter segment was prepared in the same manner as Example 1 to yield a contiguous filter segment in which breakable capsules of 3.5 mm in diameter were embedded at intervals of 15 mm.
- Noticeable displacement was evaluated using a pinch tester for a breakable capsule contained in a filter segment that is located at the end of a contiguous filter segment (hereinafter, also referred to as terminal filter segment). Specifically, as illustrated in
Fig. 14 , the boundary between theterminal filter segment 142 of 15 mm in length in the axial direction and thesecond filter segment 141 of 15 mm in length in the axial direction adjacent to theterminal filter segment 142 was pinched by pressing with pinchingmembers 143 of the pinch tester. After the end of pinching, the contiguous filter segment was moved by 1 mm in the sendingdirection 144 to shift the pinching position by 1 mm to the terminal side and then pinched again. These steps were repeated 11 times. - The rebound stress from the
terminal filter segment 142 was measured from the strain produced in the pinchingmembers 143. Here, a case in which thebreakable capsule 140 of theterminal filter segment 142 was moved by 3.0 mm or more at the end of the test was evaluated as noticeable displacement. These evaluations were made for 30 contiguous filter segments to determine the rate of noticeable displacement, maximum stress position when the central position of thebreakable capsule 140 at the start of the test is set to 0 mm, maximum stress, and average stress. The results are shown in Table 4. - A contiguous filter segment was prepared in the same manner as Example 7 except for using triacetin (TA) as a first plasticizer, and the displacement evaluation was made similarly. The results are shown in Table 4.
- A contiguous filter segment was prepared in the same manner as Example 7 except for adding the second plasticizer aiming at the plasticizer content of 9 mass% relative to fibers, and the displacement evaluation was made similarly. The results are shown in Table 4.
- A contiguous filter segment was prepared in the same manner as Example 8 except for adding the second plasticizer aiming at the plasticizer content of 9 mass% relative to fibers, and the displacement evaluation was made similarly. The results are shown in Table 4.
- A contiguous filter segment was prepared in the same manner as Example 7 except for omitting the addition of the first plasticizer, and the displacement evaluation was made similarly. The results are shown in Table 4.
- A contiguous filter segment was prepared in the same manner as Example 9 except for omitting the addition of the first plasticizer, and the displacement evaluation was made similarly. The results are shown in Table 4.
- A contiguous filter segment was prepared again in the same manner as Comparative Example 5, and the displacement evaluation was made similarly. The results are shown in Table 4.
[Table 4] Second plasticizer content (target value) (mass%) First plasticizer First plasticizer content (mass%) Rate of noticeable displacement (%) Maximum stress position (mm) Maximum stress (N) Average stress (N) Ex. 7 6 TA+CA 1.8 30 -4.5 to -3.5 15.4 (+1.1) 14.3 Ex. 8 6 TA 4.3 23 -7.5 to -1.5 14.6 (+1.0) 13.6 Ex. 9 9 TA+CA 3.1 0 -3.5 to -1.5 16.5 (+1.8) 14.7 Ex. 10 9 TA 4.3 0 -6.5 to -3.5 15.8 (+1.5) 14.3 Comp. Ex. 4 6 - 0 100 -7.5 13.7 13.7 Comp. Ex. 5 9 - 0 77 -7.5 15.2 15.2 Comp. Ex. 6 9 - 0 77 -7.5 14.8 14.7 - As shown in Table 4, the terminal filter segments of Examples 7 to 10 added with the first plasticizer exhibited a lower rate of noticeable displacement of a breakable capsule than the terminal filter segments of Comparative Examples 4 to 6, to which a first plasticizer was not added. In other words, the displacement of a breakable capsule was suppressed in Examples 7 to 10 even when an external force is applied thereto.
- Moreover, the maximum stress was measured at a position on the breakable capsule side of the start position of the test (-7.5 mm) in Examples 7 to 10. Meanwhile, the maximum stress was measured at the start position of the test in Comparative Examples 4 to 6. Since the movement of the breakable capsule was suppressed in Examples 7 to 10, the stress gradually increased from the start position of the test and decreased after reaching the maximum stress to rupture the breakable capsule at a reduced number of pinching. Meanwhile, since the breakable capsule was moved by every pinching in Comparative Examples 4 to 6, the stress slightly and gradually decreased from the start position of the test without rupturing the breakable capsule by pinching.
- Further, the maximum stress value was significantly larger than the average stress value in Examples 7 to 10. Meanwhile, the maximum stress value was comparable to the average stress value in Comparative Examples 4 to 6. Since the movement of the breakable capsule was suppressed in Examples 7 to 10, the stress was larger before rupturing the breakable capsule and the maximum stress value was significantly larger than the average stress value. Meanwhile, since the breakable capsule was moved by every pinching in Comparative Examples 4 to 6, the stress slightly and gradually decreased from the start position of the test without significant changes and the maximum stress value was almost comparable to the average stress value.
-
- 50
- Breakable capsule feeder
- 52
- Fiber bundle guide
- 53
- Insertion wheel
- 54
- Breakable capsule
- 56
- First plasticizer feeder (First plasticizer sprayer)
- 57
- First plasticizer
Claims (28)
- A method of manufacturing a filter segment for a tobacco product, comprising the steps of:applying a plasticizer to one or more breakable capsules held on the rim of an insertion wheel and to the rim of the insertion wheel; andburying the rim of the insertion wheel in a fiber bundle that extends in a direction tangential to the insertion wheel and allowing to release the breakable capsules, thereby embedding the breakable capsules in the fiber bundle.
- The method according to Claim 1, wherein the plasticizer is applied to the breakable capsules and the rim by spraying the plasticizer onto the rim of the insertion wheel.
- The method according to Claim 2, wherein the plasticizer is sprayed from a direction almost perpendicular to the wheel surface of the insertion wheel.
- The method according to Claim 3, wherein the plasticizer is sprayed toward the boundary between the insertion wheel and each of the breakable capsules from a direction almost perpendicular to the wheel surface of the insertion wheel.
- The method according to Claim 2, wherein the plasticizer is sprayed from a direction almost parallel to the wheel surface of the insertion wheel.
- The method according to any one of Claims 2 to 5, wherein the plasticizer is sprayed at a rate of 7 g/min to 32 g/min.
- The method according to any one of Claims 2 to 6, wherein the plasticizer is sprayed from a position 2 mm to 20 mm apart from the rim edge of the insertion wheel.
- The method according to any one of Claims 1 to 7, wherein a plurality of the breakable capsules are embedded in the fiber bundle at intervals of 5 to 15 mm.
- The method according to any one of Claims 1 to 8, wherein the plasticizer is at least one compound selected from the group consisting of triethyl citrate, acetyl triethyl citrate, dibutyl phthalate, diallyl phthalate, diethyl phthalate, dimethyl phthalate, bis(2-methoxyethyl) phthalate, dibutyl tartrate, ethyl o-benzoylbenzoate, ethyl phthalyl ethyl glycolate, methyl phthalyl ethyl glycolate, N-ethyltoluenesulfonamide, triacetin, o-cresyl p-toluenesulfonate, triethyl phosphate, triphenyl phosphate, and tripropionin.
- The method according to Claim 9, wherein the plasticizer is triacetin.
- The method according to any one of Claims 1 to 10, wherein the surface of each of the breakable capsules is formed from at least one compound selected from the group consisting of starch, dextrin, polysaccharides, agar, gellan gum, gelatin, natural gelling agents, glycerol, sorbitol, and calcium chloride.
- The method according to any one of Claims 1 to 11, wherein the fibers are cellulose acetate fibers.
- The method according to any one of Claims 1 to 12, wherein the breakable capsules are almost spherical in shape.
- The method according to Claim 13, wherein the breakable capsules have a diameter of 1.0 to 3.5 mm.
- An apparatus for manufacturing a filter segment for a tobacco product, comprising:a breakable capsule feeder equipped with a rotatable insertion wheel that detachably holds one or more breakable capsules on the rim;a fiber bundle guide that guides a conveyed fiber bundle in a direction tangential to the insertion wheel; anda plasticizer feeder that applies a plasticizer to the rim and the breakable capsules held on the rim, whereinthe breakable capsule feeder and the fiber bundle guide are positioned such that the insertion wheel and the fiber bundle have a point of contact and the rim of the insertion wheel is buried in the fiber bundle at the point of contact; andthe plasticizer feeder is provided to apply a plasticizer to the rim and the breakable capsules held on the rim both of which are located in the rear of the point of contact relative to the conveying direction of the fiber bundle.
- The apparatus according to Claim 15, wherein the plasticizer feeder is a plasticizer sprayer that sprays a plasticizer onto the rim and the breakable capsules held on the rim.
- The apparatus according to Claim 16, wherein the plasticizer sprayer sprays the plasticizer from a direction almost perpendicular to the wheel surface of the insertion wheel.
- The apparatus according to Claim 17, wherein the plasticizer sprayer sprays the plasticizer toward the boundary between the insertion wheel and each of the breakable capsules from a direction almost perpendicular to the wheel surface of the insertion wheel.
- The apparatus according to Claim 16, wherein the plasticizer sprayer sprays the plasticizer from a direction almost parallel to the wheel surface of the insertion wheel.
- The apparatus according to any one of Claims 16 to 19, wherein the plasticizer sprayer sprays the plasticizer at a rate of 7 g/min to 32 g/min.
- The apparatus according to any one of Claims 16 to 20, wherein the plasticizer sprayer sprays the plasticizer from a position 2 mm to 20 mm apart from the rim edge of the insertion wheel.
- The apparatus according to any one of Claims 15 to 21, wherein the insertion wheel holds the breakable capsules such that a plurality of the breakable capsules are embedded in the fiber bundle at intervals of 5 to 15 mm.
- The apparatus according to any one of Claims 15 to 22, wherein the plasticizer is at least one compound selected from the group consisting of triethyl citrate, acetyl triethyl citrate, dibutyl phthalate, diallyl phthalate, diethyl phthalate, dimethyl phthalate, bis(2-methoxyethyl) phthalate, dibutyl tartrate, ethyl o-benzoylbenzoate, ethyl phthalyl ethyl glycolate, methyl phthalyl ethyl glycolate, N-ethyltoluenesulfonamide, triacetin, o-cresyl p-toluenesulfonate, triethyl phosphate, triphenyl phosphate, and tripropionin.
- The apparatus according to Claim 23, wherein the plasticizer is triacetin.
- The apparatus according to any one of Claims 15 to 24, wherein the surface of each of the breakable capsules is formed from at least one compound selected from the group consisting of starch, dextrin, polysaccharides, agar, gellan gum, gelatin, natural gelling agents, glycerol, sorbitol, and calcium chloride.
- The apparatus according to any one of Claims 15 to 25, wherein the fibers are cellulose acetate fibers.
- The apparatus according to any one of Claims 15 to 26, wherein the breakable capsules are almost spherical in shape.
- The apparatus according to Claim 27, wherein the breakable capsules have a diameter of 1.0 to 3.5 mm.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/044954 WO2022118417A1 (en) | 2020-12-03 | 2020-12-03 | Filter segment manufacturing method and manufacturing apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4256981A1 true EP4256981A1 (en) | 2023-10-11 |
| EP4256981A4 EP4256981A4 (en) | 2024-08-28 |
Family
ID=81853087
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20964270.1A Pending EP4256981A4 (en) | 2020-12-03 | 2020-12-03 | Filter segment manufacturing method and manufacturing apparatus |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4256981A4 (en) |
| JP (1) | JP7420974B2 (en) |
| WO (1) | WO2022118417A1 (en) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201023769A (en) | 2008-10-23 | 2010-07-01 | Japan Tobacco Inc | Non-burning type flavor inhalation article |
| ES2674139T5 (en) | 2009-03-23 | 2024-05-08 | Japan Tobacco Inc | Article for aroma inhalation, non-combustion type |
| GB0906192D0 (en) * | 2009-04-09 | 2009-05-20 | British American Tobacco Co | Apparatus |
| US8303474B2 (en) * | 2009-08-31 | 2012-11-06 | Aiger Group Ag | Apparatus and method for insertion of capsules into filter tows |
| MY181551A (en) | 2013-11-21 | 2020-12-28 | Japan Tobacco Inc | Cigarette |
| JP7019724B2 (en) * | 2017-12-27 | 2022-02-15 | 日本たばこ産業株式会社 | Smoking goods |
-
2020
- 2020-12-03 JP JP2022566566A patent/JP7420974B2/en active Active
- 2020-12-03 EP EP20964270.1A patent/EP4256981A4/en active Pending
- 2020-12-03 WO PCT/JP2020/044954 patent/WO2022118417A1/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022118417A1 (en) | 2022-06-09 |
| EP4256981A4 (en) | 2024-08-28 |
| JPWO2022118417A1 (en) | 2022-06-09 |
| JP7420974B2 (en) | 2024-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20190075840A1 (en) | Method of forming smoking articles with mouth end cavities | |
| EP3818864B1 (en) | Aerosol-generating article | |
| EP3698654B1 (en) | Smoking article with mouth end cavity | |
| AU2019293162B2 (en) | An aerosol generating component for a tobacco heating device and a mouthpiece therefor | |
| US20220167659A1 (en) | Tobacco composition comprising a tobacco component and an aerosol forming material | |
| EP1895863A1 (en) | Cigarettes and filter subassemblies with sqeezable flavor capsule and methods of manufacture | |
| JP2014503204A (en) | Smoking articles containing flavored granules | |
| TW200528039A (en) | Smoking article | |
| US11375742B2 (en) | Smoking article with reduced tobacco | |
| KR102714479B1 (en) | Plasma treatment of filtration media for smoking articles | |
| US20240156150A1 (en) | Flavoring sheet with enhanced flavor holding amount and flavor retention and smoking article including the same | |
| EP4140326A1 (en) | Non-combustion-heated tobacco product and electrically heated tobacco product | |
| EP3731662A1 (en) | Firm filter for aerosol-generating article | |
| EP4256981A1 (en) | Filter segment manufacturing method and manufacturing apparatus | |
| EP4256982A1 (en) | Filter segment and tobacco product | |
| EP4256983A1 (en) | Filter segment and tobacco product | |
| US20230240352A1 (en) | Aerosol-generating material | |
| WO2023089769A1 (en) | Tobacco product-use filter segment, manufacturing method therefor, and manufacturing device therefor, and tobacco product | |
| EP3731663B1 (en) | Firm filter for aerosol-generating article | |
| RU2772252C1 (en) | Aerosol-forming component for a tobacco heating apparatus and mouthpiece thereof | |
| RU2781358C2 (en) | Solid filter for aerosol generating product | |
| JP7552985B2 (en) | Tobacco extract sheet, its method of manufacture and smoking article containing same | |
| RU2808106C2 (en) | Mouthpiece and product for use in aerosol delivery system | |
| US20240284962A1 (en) | Article for use in a non-combustible aerosol provision system | |
| RU2776742C2 (en) | Aerosol generating product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230703 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20240725 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: A24D 3/02 20060101AFI20240719BHEP |