EP4250467A1 - Batterie secondaire et son procédé de fabrication - Google Patents
Batterie secondaire et son procédé de fabrication Download PDFInfo
- Publication number
- EP4250467A1 EP4250467A1 EP21895103.6A EP21895103A EP4250467A1 EP 4250467 A1 EP4250467 A1 EP 4250467A1 EP 21895103 A EP21895103 A EP 21895103A EP 4250467 A1 EP4250467 A1 EP 4250467A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pouch
- lead
- electrode assembly
- expansion part
- sealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 238000007789 sealing Methods 0.000 claims abstract description 44
- 238000000034 method Methods 0.000 claims description 27
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 229910052744 lithium Inorganic materials 0.000 description 4
- 239000003792 electrolyte Substances 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 230000004308 accommodation Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 150000002642 lithium compounds Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/178—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for pouch or flexible bag cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/049—Processes for forming or storing electrodes in the battery container
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/105—Pouches or flexible bags
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/14—Primary casings; Jackets or wrappings for protecting against damage caused by external factors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/186—Sealing members characterised by the disposition of the sealing members
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/198—Sealing members characterised by the material characterised by physical properties, e.g. adhesiveness or hardness
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/571—Methods or arrangements for affording protection against corrosion; Selection of materials therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Definitions
- the present invention relates to a secondary battery and a method for manufacturing the same, and more particularly, to a secondary battery, in which an expansion part is formed at a portion of a pouch, from which a lead protrudes, to increase in sealing area, thereby improving sealing performance, and a method for manufacturing the same.
- rechargeable secondary batteries are being developed not only for digital devices but also for vehicles such as electric vehicles.
- Secondary batteries are variously classified according to materials and external shapes of a positive electrode and a negative electrode. Among them, since such a lithium secondary battery using a lithium compound material has large capacity and a low self-discharge rate, the lithium secondary battery is being widely used instead of a nickelcadmium secondary battery according to the related art.
- the lithium secondary battery may be manufactured in various shapes.
- the lithium secondary battery may be manufactured in a cylinder type, a prismatic type, or a pouch type.
- a pouch-type secondary battery comprises a pouch 4 and an electrode assembly 1 embedded in the pouch 4 to charge and discharge electrical energy.
- the electrode assembly 1 is configured by alternately stacking a negative electrode and a positive electrode together with a separator therebetween, and electrode tabs 1a and 1b comprising a negative electrode tab protruding from the negative electrodes and a positive electrode tab protruding from the positive electrodes are welded to leads 2a and 2b at both sides of the electrode assembly 1, respectively.
- the positive electrode tab and the negative electrode tab may be disposed on sides opposite to each other according to a method for manufacturing the positive electrode and the negative electrode.
- ends of the leads 2a and 2b protrude out of the pouch 4 so as to be electrically connected to an external device.
- the pouch 4 is divided into an upper portion 5 and a lower portion 6, which are capable of accommodating the electrode assembly 1 by covering one side and the other side of the electrode assembly 1 and is provided in a structure in which the upper portion 5 and lower portion 6 are connected to each other at one side.
- Recessed grooves 5a and 6a are formed in the upper portion 5 and the lower portion 6 of the pouch 4 to accommodate the electrode assembly 1, respectively, and each of edges 5b and 6b of the grooves 5a and 6a are formed to be flat along a circumference of the pouch 4.
- each of the leads 2a and 2b protrudes out of the pouch 4 to prevent the sealing performance of the pouch 4 from being deteriorated, and simultaneously, lead films 3a and 3b are mounted in a state of being attached to leads 2a and 2b so as to secure electrical insulation.
- the edges 5b and 6b forming the sealing part of the pouch 4 tend to be gradually reduced in size.
- sealing strength is lowered, and in particular, when the sealing strength is lowered, there is a possibility that electrolyte leakage or the like occurs in the portion from which each of the leads 2a and 2b protrudes.
- a main object of the present invention is to provide a secondary battery capable of increasing in sealing strength of the pouch at a portion, from which a lead protrudes, and a method for manufacturing the same.
- a method for manufacturing a secondary battery, in which an electrode assembly is embedded in a pouch, and a lead electrically connected to the electrode assembly has one side protruding to the outside of the pouch comprises: a pouch providing process of providing the pouch, which has an inner space, in which the electrode assembly is embedded, and in which sealing is performed along an edge, wherein an expansion part protrudes from a position at which a lead having one end connected to the electrode assembly and the other end protruding to the outside is seated; and a sealing process of applying heat along an edge of the pouch to seal the pouch in a state in which the electrode assembly and the lead are mounted in the pouch, and the pouch is closed, wherein, in the sealing process, the sealing is performed so that the expansion part is bonded to the lead.
- the lead may be mounted together with a lead film, and when the sealing of the expansion part is performed, the expansion part may be thermally fused to the lead film, and the lead film may be thermally fused to a surface of the lead.
- the lead film may have an area so that the entire expansion part is accommodated therein.
- the lead film may have a width greater than that of the lead.
- a protruding length of the expansion part from one side of the pouch, in which the expansion part is formed may be less than 50% of a protruding length of the lead from one side of the pouch, in which the expansion part is formed.
- the expansion part may be thermally fused to the lead film, and the lead film may be thermally fused to a surface of the lead.
- the expansion part may have a width less than or equal to that of the lead, and the lead film may have a width greater than that of the lead.
- a protruding length of the expansion part from one side of the pouch, in which the expansion part is formed may be less than 50% of a protruding length of the lead from one side of the pouch, in which the expansion part is formed.
- the sealing part since the expansion part is formed on the pouch, and the sealing area increases by the increasing area by the expansion part, the sealing performance in the portion at which the lead is disposed may be further improved, and thus, the possibility of the leakage of the electrolyte and the possibility of the damage of the lead may be further reduced.
- the lead film may be thermally fused to the expansion part and the lead of the pouch.
- the lead film since the lead film has the area and width, which are greater than those of the expansion part, the effect of increasing in width of the sealed point may be expected.
- the present invention relates to a secondary battery and a method for manufacturing the same, and more particularly, to a secondary battery, in which expansion parts 51a, 51b, 61a, and 61b are formed at portions of a pouch 40, from which leads 20a and 20b protrude, to increase in sealing area, thereby improving sealing performance, and a method for manufacturing the same.
- expansion parts 51a, 51b, 61a, and 61b are formed at portions of a pouch 40, from which leads 20a and 20b protrude, to increase in sealing area, thereby improving sealing performance, and a method for manufacturing the same.
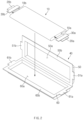
- FIG. 2 is a view illustrating a state before an electrode assembly is mounted in a pouch according to the present invention
- FIG. 3 is a view illustrating a state in which the electrode assembly is mounted in the pouch, and then, sealing is performed according to the present invention, and is an enlarged view of a region, in which a lead protrudes.
- a secondary battery provided in this embodiment has a structure, in which an electrode assembly 10 is embedded in a pouch 40, and one side of each of leads 20a and 20b electrically connected to the electrode assembly 10 protrudes to the outside of the pouch 40.
- the secondary battery comprises the electrode assembly 10, the pouch 40 (50 and 60), the leads 20 (20a and 20b), and lead films 30 (30a and 30b), the pouches 40 have a structure in which expansion parts 51 and 61 (51a, 51b, 61a, and 61b) are formed.
- the electrode assembly 10 is configured by alternately stacking a negative electrode and a positive electrode together with a separator therebetween, and a negative electrode tab protruding from the negative electrodes and a positive electrode tab protruding from the positive electrodes are welded to the leads 20a and 20b at both sides of the electrode assembly 10, respectively.
- ends of the leads 20a and 20b are mounted in the pouch 40 so as to protrude to the outside of the pouch 40 so that the leads 20a and 20b are electrically connected to an external device.
- the pouch 40 is divided into an upper portion 50 and a lower portion 60, which are capable of accommodating the electrode assembly 10 by covering one side and the other side of the electrode assembly 10 and is provided in a structure in which the upper portion 50 and lower portion 60 are connected to each other at one side. Alternatively, in some cases, the upper portion 50 and lower portion 60 may be provided in a completely separated state.
- Recessed grooves 50a and 60a are formed in the upper portion 50 and the lower portion 60 of the pouch 40 to accommodate the electrode assembly 10, respectively, and each of edges 50b and 60b of the grooves 50a and 60a are formed to be flat along a circumference of the pouch 40.
- each of the leads 20a and 20b is connected to the electrode assembly 10, and the other end protrudes to the outside of the pouch 40.
- the lead films 30 (30a and 30b) are attached to sides of the leads 20, which protrude to the outside of the pouch 40, respectively.
- each of the lead films 30 is disposed between each of the leads 20 and the pouch 40 (between the edges of the pouch), and when thermal fusion is performed, one surface of each of the lead films 30 adheres to the pouch 40, and the other side of each of the lead films 30 adheres to each of the leads 20.
- the expansion parts 51 and 61 are formed on the pouch 40.
- the lead film 30 is formed in a size so that the entire expansion parts 51 and 61 are accommodated therein.
- a width of the expansion part 51 is less than or equal to that of the lead 20, and a width of the lead film 30 is greater than that of the lead 20.
- the width as used herein means a length in a direction perpendicular to the longitudinal direction of the lead.
- a protruding length d1 of each of the expansion parts 51 and 61 from one side of the pouch 40, in which the expansion parts 51 and 61 are formed is less than 50% of a protruding length d2 of the lead 20 from one side of the pouch 40, in which the expansion parts 51 and 61 are formed.
- the protruding length d1 of each of the expansion parts 51 and 61 is formed within a range of 20% to 40% of the protruding length d2 of the lead 20.
- the protruding length d1 of each of the expansion parts 51 and 61 is formed to be less than 20% of the protruding length d2 of the lead 20, there is a problem in that an effect of increasing in sealing force due to the formation of the expansion parts 51 and 61 is reduced.
- the protruding length d1 exceeds 40% of the protruding length d2, an exposed area of the lead 20 is covered too much, and thus, there is a possibility of occurrence of an interference when the lead 20 is electrically connected to the external device. Therefore, it is preferable to be formed within the above range in order to compromise this state.
- the heat and pressure are applied to the pouch 40, the heat and pressure are transferred in order of the expansion parts 51 and 61, the lead film 30, and the lead 20.
- the expansion parts 51 and 61 are thermally fused to the lead film 30, and the lead film 30 is thermally fused to a surface of the lead 20.
- the present invention provides a method for manufacturing a secondary battery having the above structure as a second embodiment.
- the manufacturing method according to this embodiment comprises a pouch providing process and a sealing process.
- a pouch 40 which has an inner space, in which an electrode assembly 10 is embedded, and in which sealing is performed along edges 50b and 60b, is provided.
- each of expansion parts 51 and 61 protrudes from a position at which a lead 20 having one end connected to the electrode assembly 10 and the other end protruding to the outside is seated.
- the pouch 40 is manufactured by molding and cutting a raw material of the pouch 40.
- portions of upper and lower portions 50 and 60 of the pouch 40, in which grooves 50a and 60a are formed, are processed by being pressed by a punch to deform the raw material, and portions of the edges 50b and 60b are processed by cutting the raw material to be fitted with a predetermined size.
- the cutting is performed to form the edges 50b and 60b of the upper portion 50 and the lower portion 60
- the expansion parts 51 and 61 each of which protrudes to a predetermined size from each of the portions of the edge 50b and 60b on which the lead 20 is placed, are processed to be provided.
- the sealing process comprises an accommodation process of accommodating the electrode assembly 10 in the pouch 40.
- the accommodation process when the electrode assembly 10 is embedded in the pouch 40, a portion of a lead film 30 and an end of the lead 20 are accommodated so as to protrude to the expansion parts 51 and 61.
- the lead 20 Since the lead 20 is mounted in a state of being coupled to the lead film 30, when sealing of the expansion parts 51 and 61 is performed, the expansion parts 51 and 61 are thermally fused to the lead film 30 and, the lead film 30 is thermally fused to a surface of the lead 20.
- the lead film 30 has an area so that the entire expansion parts 51 and 61 are accommodated therein.
- the lead film 30 has a width greater than that of the lead 20.
- the expansion parts 51 and 61 may be formed in the pouch 40, and the sealing area may increase by the areas increasing by the expansion parts 51 and 61 to more improve the sealing performance at the portion at which the lead 20 is disposed. Therefore, possibility of leakage of an electrolyte and possibility of damage of the lead may be further reduced.
- the lead film 30 may be thermally fused to the extension parts 51 and 61 and the lead 20 of the pouch 40.
- the lead film 30 has the area and width, which are greater than those of each of the expansion parts 51 and 61, the effect of increasing in width of the sealed point may be expected.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020200154998A KR20220068070A (ko) | 2020-11-18 | 2020-11-18 | 이차전지 및 그 제조방법 |
| PCT/KR2021/016907 WO2022108335A1 (fr) | 2020-11-18 | 2021-11-17 | Batterie secondaire et son procédé de fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4250467A1 true EP4250467A1 (fr) | 2023-09-27 |
| EP4250467A4 EP4250467A4 (fr) | 2024-05-01 |
Family
ID=81709427
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21895103.6A Pending EP4250467A4 (fr) | 2020-11-18 | 2021-11-17 | Batterie secondaire et son procédé de fabrication |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230369690A1 (fr) |
| EP (1) | EP4250467A4 (fr) |
| KR (1) | KR20220068070A (fr) |
| CN (1) | CN116195126A (fr) |
| WO (1) | WO2022108335A1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118117224A (zh) * | 2021-03-03 | 2024-05-31 | 宁德新能源科技有限公司 | 电芯及用电装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101308242B1 (ko) * | 2006-10-27 | 2013-09-13 | 삼성에스디아이 주식회사 | 파우치형 이차전지 |
| JP5279784B2 (ja) * | 2009-09-16 | 2013-09-04 | 三星エスディアイ株式会社 | 二次電池及びそれを製造する方法 |
| EP2309568B1 (fr) * | 2009-09-16 | 2012-05-30 | Samsung SDI Co., Ltd. | Batterie secondaire et son procédé de fabrication |
| KR101200469B1 (ko) * | 2010-12-07 | 2012-11-12 | 주식회사 엘지화학 | 차등적 실링 폭을 갖는 이차 전지 |
| KR20160134331A (ko) * | 2015-05-15 | 2016-11-23 | 주식회사 엘지화학 | 파우치형 이차전지 및 그 제조방법 |
| KR101933655B1 (ko) * | 2015-07-28 | 2018-12-28 | 주식회사 엘지화학 | 전극 탭 부위에 형성된 만입부를 포함하는 전지셀 |
| KR102324360B1 (ko) * | 2015-08-17 | 2021-11-09 | 에스케이이노베이션 주식회사 | 이차전지 및 이를 포함하는 이차전지 모듈 |
| KR101904587B1 (ko) * | 2015-09-01 | 2018-10-04 | 주식회사 엘지화학 | 전지셀 및 그의 제조방법 |
| KR102051930B1 (ko) * | 2016-01-19 | 2020-01-08 | 주식회사 엘지화학 | 실링 외주변의 기계적 강성이 향상된 전지셀 및 이를 포함하는 전지팩 |
-
2020
- 2020-11-18 KR KR1020200154998A patent/KR20220068070A/ko not_active Application Discontinuation
-
2021
- 2021-11-17 CN CN202180063209.0A patent/CN116195126A/zh active Pending
- 2021-11-17 WO PCT/KR2021/016907 patent/WO2022108335A1/fr unknown
- 2021-11-17 US US18/029,205 patent/US20230369690A1/en active Pending
- 2021-11-17 EP EP21895103.6A patent/EP4250467A4/fr active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20230369690A1 (en) | 2023-11-16 |
| KR20220068070A (ko) | 2022-05-25 |
| WO2022108335A1 (fr) | 2022-05-27 |
| CN116195126A (zh) | 2023-05-30 |
| EP4250467A4 (fr) | 2024-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3561899B1 (fr) | Matériau de gaine de poche de batterie secondaire, batterie secondaire de type poche l'utilisant et son procédé de fabrication | |
| US8277970B2 (en) | Pouch-type secondary battery having an non-sealing residue portion | |
| US20090197160A1 (en) | Stack type battery | |
| KR100882915B1 (ko) | 이차 전지 | |
| US11923558B2 (en) | Rectangular secondary battery | |
| JP2006040899A (ja) | 二次電池 | |
| KR101243560B1 (ko) | 파우치형 리튬 이차 전지 | |
| KR101424003B1 (ko) | 스웰링 현상을 방지하는 파우치형 이차전지 | |
| US8021781B2 (en) | Jelly-roll type electrode assembly and secondary battery employing the same | |
| KR20110031883A (ko) | 이차 전지 | |
| US20230079811A1 (en) | Pouch-Type Battery Cell Including Venting Member and Battery Pack Including the Same | |
| KR20190054735A (ko) | 미실링부를 갖는 파우치 타입 이차 전지 | |
| KR100922742B1 (ko) | 파우치형 케이스와, 이를 적용한 리튬 이차 전지 | |
| KR20170002140A (ko) | 이차 전지 및 그 제조 방법 | |
| EP4250467A1 (fr) | Batterie secondaire et son procédé de fabrication | |
| JP4558279B2 (ja) | 角形電池およびその製造方法 | |
| KR102421369B1 (ko) | 파우치형 이차전지의 제조방법 및 이에 사용되는 지그 | |
| KR20190027528A (ko) | 파우치형 이차전지 | |
| KR102074995B1 (ko) | 전극단자에 대해 향상된 설계 자유도를 가지는 전지셀 | |
| US6207318B1 (en) | Electrochemical batteries with restricted liquid electrolyte volume | |
| KR100624959B1 (ko) | 리튬 이차 전지 및 이의 제조 방법 | |
| KR20170114404A (ko) | 이차 전지 | |
| KR102458418B1 (ko) | 포케팅 양극체의 제조방법, 포케팅 양극체 및 포케팅 양극체를 포함하는 전극조립체 | |
| EP4167354A1 (fr) | Batterie secondaire | |
| KR102458417B1 (ko) | 포케팅 양극체의 제조방법, 포케팅 양극체 및 포케팅 양극체를 포함하는 전극조립체 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230315 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20240402 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: H01M 50/19 20210101ALI20240325BHEP Ipc: H01M 50/186 20210101ALI20240325BHEP Ipc: H01M 50/14 20210101ALI20240325BHEP Ipc: H01M 50/178 20210101ALI20240325BHEP Ipc: H01M 50/105 20210101ALI20240325BHEP Ipc: H01M 50/183 20210101ALI20240325BHEP Ipc: H01M 50/172 20210101ALI20240325BHEP Ipc: H01M 50/116 20210101ALI20240325BHEP Ipc: H01M 50/543 20210101AFI20240325BHEP |