EP4148171B1 - Armierungsstruktur für bauteil, die armierungsstruktur umfassendes bauteil sowie verfahren zur herstellung der armierungsstruktur und verfahren zur herstellung des bauteils - Google Patents
Armierungsstruktur für bauteil, die armierungsstruktur umfassendes bauteil sowie verfahren zur herstellung der armierungsstruktur und verfahren zur herstellung des bauteils Download PDFInfo
- Publication number
- EP4148171B1 EP4148171B1 EP22194810.2A EP22194810A EP4148171B1 EP 4148171 B1 EP4148171 B1 EP 4148171B1 EP 22194810 A EP22194810 A EP 22194810A EP 4148171 B1 EP4148171 B1 EP 4148171B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fabric layer
- fabric
- fibers
- reinforcement structure
- woven
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D25/00—Woven fabrics not otherwise provided for
- D03D25/005—Three-dimensional woven fabrics
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
Definitions
- the present invention relates to a reinforcement structure for components.
- the reinforcement structure comprises a multi-layer fabric with at least one first fabric layer, which is designed as a first annular element, at least one second fabric layer, which is designed as a second annular element, and at least one third fabric layer arranged between the at least one first fabric layer and the at least one second fabric layer and partially woven with the at least one first fabric layer and with the at least one second fabric layer, which is designed at least in some areas in the form of webs, via which the first annular element and the second annular element are connected to one another, wherein the webs have no joint.
- the present invention also relates to a component which comprises the reinforcement structure according to the invention and a matrix in which the reinforcement structure is embedded.
- the present invention further relates to a method for producing the reinforcement structure according to the invention and also to a method for producing the component according to the invention.
- fan wheels can be manufactured (differential and integral design).
- integral design the fan wheel is manufactured in one piece (complex shape).
- the fan wheel manufactured in this way does not have any joints, which results in high performance.
- production is very costly and time-consuming.
- the differential design is based on mass production of individual parts of a geometry.
- the blades must be subsequently joined to the cover and carrier disk.
- the joints created in this way represent weak points or potential damage points, which result in stress peaks in the material during operation. This leads to a reduction in the service life of a fan wheel and to low performance or a limitation of the maximum performance due to a reduced peripheral speed, which results in lower efficiency.
- the composite construction can be mentioned separately as part of the differential construction with regard to fiber-reinforced materials.
- a reinforcement component is used here, e.g. fibers in a textile preform.
- the composite construction currently still involves a high level of assembly work, since the blades are subsequently joined (e.g. by sewing).
- the peripheral speed can be increased due to the lightweight construction character, but is at the same time limited by the joints.
- Fan wheels can be milled out of one piece using 5-axis milling. The process uses a lot of material and is also very time-consuming.
- the textile manufacturing process of winding is one way to produce a textile reinforcement structure for a fan wheel.
- a fan wheel is known in which the blades are segments of a wound tube (see Raether F., "Systematically developing sustainable heat treatment processes", final report of the EnerTHERM project, 1st edition, Frankfurt am Main, VDMA Verlag, 2018 ).
- the carrier and cover discs are made of a laminate made of 2D fabrics (wet prepreg).
- the laminates are further processed mechanically after sintering.
- the discs are provided with slots into which the blades are precisely fitted.
- the joints are joined using a glass solder. This means that both a form-fitting and a material-fitting connection can be created.
- the porosity in the joining area is higher than in the other areas, which means that the joints still remain weak points.
- the manufacture of a fiber-reinforced fan wheel is described.
- This is a fiber-reinforced plastic component and meets the criteria of lightweight construction such as low weight and use of material only where necessary.
- the reinforcement structure of the fan wheel is made up of many individual pieces that have to be joined together. The large number of joints that occur make the manufacturing process very complex in terms of costs and time.
- the webs or blades themselves are already joined.
- a web or blade is made up of two individual parts that are joined together, preferably sewn. These individual blade segments are then further processed into sub-segments.
- a fan wheel is therefore made up of several sub-segments sewn together.
- the DE 101 04 170 A1 The fan wheel described has more than twenty joints in total.
- another fabric strip is sewn onto the upper and lower sides for stabilization. The assembly effort and thus the susceptibility to errors are extremely high with this approach.
- the object of the present invention was to provide a reinforcement structure for a component which can be produced in a simple and time-saving manner and leads to a higher performance and durability of the component.
- the reinforcement structure comprises a multi-layer fabric with at least a first fabric layer which is designed as a first annular element, at least one second fabric layer which is designed as a second annular element, and at least one third fabric layer which is arranged between the at least one first fabric layer and the at least one second fabric layer and which is partially (or in regions) woven with the at least one first fabric layer and with the at least one second fabric layer (i.e.
- third fabric layer is at least partially (or partially) designed in the form of webs via which the first annular element and the second annular element are connected to one another, wherein the webs (each) have no joint (or the at least one third fabric layer has no joint in the region of the webs).
- the reinforcing structure according to the invention comprises a multi-layer fabric which has at least three fabric layers, namely at least one first fabric layer, at least one second fabric layer and at least one third fabric layer.
- the at least one third fabric layer is arranged between the at least one first fabric layer and the at least one second fabric layer.
- the at least one third fabric layer is both partially or in regions woven with the at least one first fabric layer and partially or in regions woven with the at least one second fabric layer (i.e. connected or woven by the fabric). Due to the fact that the fabric layers are only partially or in regions woven together, the multi-layer fabric can also be referred to as a 2.5D multi-layer structure. This can be a flat structure and can be a structure arranged (or twisted) in the third dimension, whereby the flat structure and the structure arranged in the third dimension can be converted into one another, preferably multiple times or as often as desired.
- the first ring-shaped element can also be referred to as a cover plate (or as a carrier plate).
- the second ring-shaped element can also be referred to as a carrier plate (or as a cover plate).
- the at least one first fabric layer can also be referred to as at least one upper fabric layer (or as at least one lower fabric layer).
- the at least one second fabric layer can also be referred to as at least one lower fabric layer (or at least one upper fabric layer).
- the at least one third fabric layer can also be referred to as at least one middle fabric layer.
- the multi-layer fabric initially has one or more first fabric layers that are designed as a first annular element.
- the multi-layer fabric can have only one first fabric layer that is designed as a first annular element.
- the multi-layer fabric can also have several first fabric layers (lying one above the other) that are together designed as a first annular element.
- these several first fabric layers are preferably woven together (by the fabric), particularly preferably completely woven together (by the fabric).
- preferably only the first fabric layers that are adjacent to one another (or directly next to one another) are woven together, preferably completely woven together.
- the multi-layer fabric has one or more second fabric layers that are designed as a second annular element.
- the multi-layer fabric can have only one second fabric layer that is designed as a second annular element.
- the multi-layer fabric can also have several (superimposed) second fabric layers that are together designed as a second annular element.
- these several second fabric layers are preferably woven together (by the fabric), particularly preferably completely woven together (by the fabric).
- preferably only the second fabric layers that are adjacent to one another (or directly next to one another) are woven together, preferably completely woven together.
- the multi-layer fabric has one or more third fabric layers.
- the webs can also each have one or more fabric layers
- the multi-layer fabric can have only a third fabric layer, which is at least partially designed in the form of webs.
- the multi-layer fabric can, for example, also have several (superimposed) third fabric layers, which are at least partially designed in the form of webs, each of the webs then having several fabric layers.
- these several third fabric layers are preferably woven together (by the fabric), particularly preferably completely woven together (by the fabric).
- preferably only the third fabric layers which are adjacent to one another (or directly next to one another) are woven together, preferably completely woven together.
- the webs (each) have no joint.
- a joint can be understood as a point at which two or more parts of one or more fabric layers are not connected by the fabric itself but are joined together (by an additional joining process).
- the third fabric layer(s) is/are arranged between the at least one first fabric layer and the at least one second fabric layer.
- the third fabric layer(s) can be arranged on the outer sides of the at least one first fabric layer and the at least one second fabric layer.
- the third fabric layer(s) is/are woven both partially or in regions with the at least one first fabric layer and partially or in regions with the at least one second fabric layer.
- one or more regions or parts of the at least one third fabric layer can be woven with one or more regions or parts of the at least one first fabric layer and one or more other regions or other parts of the at least one third fabric layer can be woven with one or more regions or parts of the at least one second fabric layer.
- the multi-layer fabric has several third fabric layers
- the multi-layer fabric has a plurality of first fabric layers, it is possible that only one of the plurality of first fabric layers is partially or partially woven with the at least one third fabric layer.
- the multi-layer fabric has a plurality of second fabric layers, it is possible that only one of the plurality of second fabric layers is partially or partially woven with the at least one third fabric layer.
- the multi-layer fabric can have a plurality of first fabric layers, a plurality of second fabric layers, and a plurality of third fabric layers.
- the at least one third fabric layer is designed in regions or in part in the form of webs, via which the first ring-shaped element and the second ring-shaped element are connected to one another. In this case, several regions or parts of the at least one third fabric layer can be designed as such webs. Because the at least one third fabric layer is woven both partially or in regions with the at least one first fabric layer and partially or in regions with the at least one second fabric layer, there is a (preferably fully woven) connection of the first ring-shaped element and the second ring-shaped element to one another via the webs, which is also present when the structure is set up in the third dimension.
- the at least one third fabric layer may have one or more first regions at which it is woven with the at least one first fabric layer, may have one or more second regions at which it is woven with the at least one second fabric layer, and may have a plurality of third regions which are designed in the form of webs via which the first annular element and the second annular element are connected to one another.
- the at least one third fabric layer can be divided into several (each continuously woven) sections, which preferably do not directly connect or are not directly connected to one another. These sections preferably each have a first region in which the respective section is woven with the at least one first fabric layer (or connected by the fabric), a second region in which the respective section is woven with the at least one second fabric layer (or connected by the fabric), and a third region (arranged between the first region and the second region) in which the respective section is designed in the form of a web, via which the first annular element and the second annular element are connected to one another.
- the web or the third region
- the web can be connected to the first annular element via the first region and connected to the second annular element via the second region.
- the respective third region is connected to the respective first region and the respective second region by the fabric, i.e. the sections are each continuously woven and have no joint.
- the said sections into which the at least one third fabric layer is divided are separated from one another by severed floating threads.
- the reinforcing structure according to the invention is particularly characterized in that it comprises a multi-layer fabric with several fabric layers that are partially or partially interwoven with one another, and the at least one third fabric layer that is located between the at least one first and the at least one second fabric layer is partially interwoven with the at least one first fabric layer and with the at least one second fabric layer and is at least partially designed in the form of webs that do not have a joint. Because the at least one third fabric layer is partially interwoven with the at least one first fabric layer and with the at least one second fabric layer, and the webs themselves do not have any joint, the complete connection between the first annular element and the second annular element can be made via the webs without a joint.
- the reinforcement structure according to the invention can have significantly fewer joints than reinforcement structures known in the prior art produced using the differential construction method.
- the reinforcement structure according to the invention can have only two joints or no joints at all.
- the reinforcement structure according to the invention can thus serve as a reinforcement structure for a (three-dimensional) component, such as a fan wheel, wherein the presence of significantly fewer joints also means that it has significantly fewer weak points in its structure than reinforcement structures previously produced using the differential construction method in the prior art.
- the use of the reinforcement structure according to the invention in a component can also achieve a higher level of performance and durability of the component than the use of reinforcement structures previously produced using the differential construction method in the prior art.
- the reinforcing structure according to the invention can be produced more easily and in a more time-efficient manner than reinforcing structures previously produced using an integral construction method in the prior art due to the fact that it is based on a multi-layer fabric. Furthermore, the reinforcing structure according to the invention has a lightweight construction character due to the fact that it is based on a multi-layer fabric, as a result of which a component reinforced with it can be used more efficiently in various application areas (energy, cost-effectiveness in production and operation, resources).
- the reinforcement structure according to the invention can reduce the number of joints, which leads to fewer weak points in a component reinforced by the reinforcement structure.
- the webs e.g. impeller blades
- the first and second annular element or to the cover and carrier disk
- a lightweight construction that can cope with the load can be achieved because targeted use of materials is possible where necessary. Material and time savings can also be achieved, which can be attributed to a significant reduction in the amount of assembly work and the possibility of automating some process steps in production.
- the reinforcement structure according to the invention provides a reinforcement structure for a component which can be produced in a simple and time-saving manner and leads to a higher performance and durability of the component.
- the webs are woven continuously.
- the reinforcement structure according to the invention preferably has a rotationally symmetrical and/or rotationally symmetrical basic shape, e.g. a wheel-shaped basic shape.
- the reinforcement structure according to the invention is preferably a reinforcement structure for a component with a rotationally symmetrical and/or rotationally symmetrical basic shape, e.g. with a wheel-shaped basic shape.
- the reinforcement structure according to the invention particularly preferably has a rotationally symmetrical and/or rotationally symmetrical basic shape, e.g. with a wheel-shaped basic shape
- the reinforcement structure according to the invention is a reinforcement structure for a component with a rotationally symmetrical and/or rotationally symmetrical basic shape, e.g. with a wheel-shaped basic shape.
- the fact that the reinforcement structure has a rotationally symmetrical and/or rotationally symmetrical basic shape can be understood to mean that only the basic shape of the reinforcement structure is rotationally symmetrical and/or rotationally symmetrical, but the reinforcement structure itself (e.g. due to irregularly woven or protruding threads, due to an asymmetrical weave structure, or due to asymmetrically arranged joints) is not completely rotationally symmetrical and/or rotationally symmetrical.
- the fact that the component has a rotationally symmetrical and/or rotationally symmetrical basic shape can be understood to mean that only the basic shape of the component is rotationally symmetrical and/or rotationally symmetrical, but the component itself (e.g. due to an asymmetrical structure, or due to asymmetrically arranged joints) is not completely rotationally symmetrical and/or rotationally symmetrical.
- the reinforcement structure according to the invention preferably has a wheel-shaped basic shape.
- the reinforcement structure according to the invention is preferably a reinforcement structure for a component with a wheel-shaped basic shape.
- the reinforcement structure according to the invention particularly preferably has a wheel-shaped basic shape and the reinforcement structure according to the invention is a reinforcement structure for a component with a wheel-shaped basic shape.
- the reinforcement structure according to the invention is a (substantially) rotationally symmetrical reinforcement structure and/or a reinforcement structure for a (substantially) rotationally symmetrical component.
- the reinforcement structure according to the invention is a wheel-shaped reinforcement structure and/or a reinforcement structure for a wheel-shaped rotationally symmetrical component.
- the webs are arranged at regular intervals (along a running direction or circumferential direction of the reinforcement structure).
- the (entire) at least one third fabric layer (each) no joint Preferably, the (entire) at least one third fabric layer (each) no joint.
- the webs have no joints or the at least one third fabric layer has no joints in the area of the webs.
- the entire at least one third fabric layer can also have no joints.
- the at least one first fabric layer can have no joints and the at least one second fabric layer can have no joints.
- the reinforcing structure according to the invention has no joint or (maximum) two joints.
- the at least one third fabric layer has severed - preferably cut - floating threads (or floating thread sections). "Severed” can be understood here as meaning that the floating threads (or floating thread sections) are each completely severed at at least one point.
- the at least one third fabric layer can be divided into several sections that are preferably not directly connected or directly connected to one another.
- the sections into which the at least one third fabric layer is divided are separated from one another by the severed floating threads.
- the severed (or cut) floating threads are preferably warp threads of the at least one third fabric layer.
- the at least one third fabric layer can have severed - preferably cut - floating threads (or floating Thread sections) enables the reinforcement structure to be set up (or untwisted) in the third dimension. It is thus possible that during the manufacture of the reinforcement structure, the at least one third fabric layer is led back from the at least one second fabric layer to the at least one first fabric layer via the floating threads (after the at least one third fabric layer has been woven with the at least one first fabric layer, then led in the form of woven webs to the at least one second fabric layer, and then woven with the at least one second fabric layer).
- the reinforcement structure can be set up or untwisted in the third dimension by severing, preferably cutting, the floating threads.
- the floating threads of the at least one third fabric layer are located during production on a part of the fabric that lies outside the part of the fabric that ultimately serves as the reinforcing structure, i.e. the areas with the floating threads are completely cut away during production and are therefore no longer present in the manufactured reinforcing structure.
- the at least one third fabric layer of the reinforcing structure would have no floating threads and therefore no severed or cut floating threads (or floating thread sections). Nevertheless, this reinforcing structure could be set up (or turned up) in the third dimension.
- a further preferred embodiment of the reinforcing structure according to the invention is characterized in that the multi-layer fabric comprises or consists of fibers which are preferably selected from the group consisting of glass fibers; carbon fibers; basalt fibers; ceramic fibers, preferably Al 2 O 3 fibers, mullite fibers, SiC fibers; metal fibers; polymer fibers, preferably polyamide fibers, e.g. aramid fibers, polyethylene terephthalate fibers, polypropylene fibers, polyethylene fibers, polyacrylonitrile fibers, polyetheretherketone fibers; and mixtures thereof.
- Polymer fibers can be particularly easy to process due to their mechanical properties (brittleness, strength, etc.).
- the fabric In terms of weaving technology, it is possible to create backward-curved, straight and backward-inclined straight webs (e.g. impeller blades) in the fabric.
- a significantly higher web density e.g. blade density
- the number of layers should be much higher.
- a weaving machine should therefore be precisely tailored to ensure sufficient warp thread density in the individual layers.
- the length of the webs e.g. blade length
- the conical take-off is responsible for the binding of the webs (e.g. blades) to the first ring-shaped element (e.g.
- the design of the binding areas is designed in such a way that the web length (e.g. blade length) is constant across the entire width.
- the web length e.g. blade length
- at least three shuttles are required when using a shuttle weaving machine, with which the reinforcement structure can be produced, for example. If the number of webs (e.g. number of blades) is increased and the distance between the webs (e.g. blade distance) is reduced at the same time, additional shuttles are required.
- forward-curved webs e.g.
- the number of possible webs depends on the weaving machine (thread density).
- the strength and stability of the individual layers depends on the warp thread density and the weave, e.g. angle interlock or orthogonal weaves increase stability.
- At least six shafts are required to form a wheel on a shaft weaving machine.
- a jacquard weaving machine is preferable because the profile of the blades can be worked out more precisely.
- the size of the wheel depends on the geometry of the conical fabric take-off. The number of blades could be increased on a weaving machine.
- the webs have a width that is at least as large as the width of the at least one first fabric layer and/or the at least one second fabric layer.
- the width of the web can be wider than the width of the at least one first fabric layer and/or the at least one second fabric layer.
- the web should not protrude at the inner and outer edge of the at least one first fabric layer and/or the at least one second fabric layer, but due to the curvature of the web it can still be wider than the at least one first fabric layer and/or the at least one second fabric layer. The same applies if the webs are not curved but inclined.
- the multi-layer fabric is preferably a radial fabric or a fabric with a linear thread path (e.g. a jacquard fabric).
- a fabric with a linear thread path can be understood as a fabric in which the warp threads are aligned in the 0° direction. The weft threads can be aligned in the 90° direction.
- a radial fabric has a radial thread path, which means that the warp threads are not aligned in the 0° direction. In a fabric with a linear thread path, the warp threads therefore run linearly or straight and not curved or radially.
- the multi-layer fabric is a radial fabric, wherein the at least one first fabric layer has at least one joint, preferably one or two joints, particularly preferably (exactly) one joint, via which one end of the at least one first fabric layer is connected to another end of the at least one first fabric layer, and the at least one second fabric layer has at least one joint, preferably one or two joints, particularly preferably (exactly) one joint, via which one end of the at least one second fabric layer is connected to another end of the at least one second fabric layer.
- the at least one first fabric layer can have a maximum of eight, preferably a maximum of four joints
- the at least one second fabric layer can have a maximum of eight, preferably a maximum of four joints.
- the reinforcement structure By designing the reinforcement structure as a radial fabric, high costs and high energy and material expenditure during production can be avoided. In addition, the occurrence of potential weak points caused by joining is also minimized.
- the number of joints can preferably be reduced to a total of two (one joint in the at least one first fabric layer and one joint in the at least one second fabric layer).
- the (preferably rotationally symmetrical) fabric structure contains webs that can function as impeller blades. The webs are firmly incorporated into the cover and carrier disk (due to the fabric structure). The strength of the connection of the webs (e.g. blades) can be adjusted in terms of binding technology. There is no subsequent joining process for the webs (e.g. impeller blades). Since it is a radial fabric, the fibers are also arranged in the direction of the load. This brings further advantages in terms of the achievable performance.
- the multi-layer fabric is a radial fabric comprising one or more radially woven sections, each comprising a section of the at least one first fabric layer, a section of the at least one second fabric layer and a section of the at least one third fabric layer, each section of the at least one first fabric layer and each section of the at least one second fabric layer having a first end and a second end, the at least one first fabric layer has one or more joints via which two of the ends of the sections of the at least one first fabric layer are connected to one another, and wherein the at least one second fabric layer has one or more joints via which two of the ends of the sections of the at least one second fabric layer are connected to one another.
- a further preferred embodiment of the reinforcing structure according to the invention is characterized in that the at least one joint of the at least one first fabric layer and/or the at least one joint of the at least one second fabric layer is a woven joint, a textile hinge, an anchor-belt connector, a material-fit connection, preferably by welding or gluing, a form-fit connection, preferably by riveting or sewing, or a material-fit and form-fit connection, preferably by a combination of gluing and riveting.
- the open fabric ends (or the ends of the at least one first fabric layer and the ends of the at least one second fabric layer) can be connected to one another in different ways. Preferred embodiments are:
- At least one woven pocket can be inserted into the at least one first fabric layer and the at least one second fabric layer as a closure woven through which a pin is pushed.
- straps can be inserted into the ends of the fabric (i.e. into the ends of the at least one first fabric layer and into the ends of the at least one second fabric layer).
- the respective two ends can be put together with the straps (like a zipper).
- a rod can be pushed through the straps in the middle in order to connect the respective two ends or straps.
- a material-to-material connection can be made by gluing and/or welding.
- a positive connection can be made by riveting and/or sewing.
- a sewing technique can be used for sewing, for example: overlapping layers and sewing them together, or splitting layers at the ends, pushing individual layers into each other and sewing them together.
- a material and form-fitting connection can be achieved through a combination of gluing and riveting.
- a further preferred embodiment of the reinforcing structure according to the invention is characterized in that the multi-layer fabric is a fabric with linear thread guidance, preferably a jacquard fabric, which has no joint.
- a fabric with a linear thread path can be understood to mean a fabric in which the warp threads are aligned in the 0° direction. The weft threads can be aligned in the 90° direction.
- a radial fabric has a radial thread path, which means that the warp threads are not aligned in the 0° direction. In a fabric with a linear thread path, the warp threads therefore run linearly or straight and not curved or radially.
- the fabric with linear thread guidance can be produced, for example, by using a weaving machine (without conical take-off - fiber orientation in 0° and 90° directions), preferably a Jacquard weaving machine.
- the multi-layer fabric is at least three-layered.
- the middle layer can be repeatedly connected to the upper and lower layers, creating webs (e.g. blades).
- the webs can be formed directly in the weaving process and are therefore not joined.
- the multi-layer fabric is a fabric with linear thread guidance, it is particularly cost-effective to produce, since, depending on the machine size and number of repeats, several components can be produced at the same time.
- there is no weak point caused by joining since the fabric with linear thread guidance has no joining point.
- the present invention also relates to a component (or fiber composite component) comprising a reinforcement structure according to the invention and a matrix in which the reinforcement structure is embedded.
- a preferred embodiment of the component according to the invention is characterized in that the matrix contains or consists of a material which is selected from the group consisting of metals, ceramics, polymers (e.g. epoxy resin), and mixtures thereof.
- the component is a wheel, preferably a fan wheel.
- the at least one third fabric layer can preferably be woven in such a way that it has a plurality of sections, wherein the at least one third fabric layer in each of the sections is first woven with the at least one first fabric layer for a part of the section, then woven further in the form of a web for a further part of the section and thereby guided to the at least one second fabric layer and then woven with the at least one second fabric layer for a further part of the section, wherein the at least one third fabric layer is then preferably guided back (in each of the sections) to the at least one first fabric layer in the form of floating threads for a further part of the section, where the next of the plurality of sections then begins.
- the webs are woven continuously.
- first (several) floating threads (or floating thread sections) of the at least one third fabric layer are severed - preferably cut open - and then the flat multi-layer fabric is set up (or twisted up) into a three-dimensional structure, whereby this (ie the severing and the setting up) preferably takes place between step a) and b), during step b) and/or after step b).
- the at least one third fabric layer is returned via the floating threads from the at least one second fabric layer to the at least one first fabric layer (after the at least one third fabric layer has been woven with the at least one first fabric layer, then guided in the form of woven webs to the at least one second fabric layer, and then woven with the at least one second fabric layer).
- the setting up or untwisting of the reinforcement structure in the third dimension can be made possible by cutting through, preferably cutting open, the floating threads.
- the floating threads of the at least one third fabric layer are located on a part of the fabric during production that is outside the part of the fabric that ultimately serves as the reinforcing structure, i.e. the areas with the floating threads are completely cut away during production and are therefore no longer present in the manufactured reinforcing structure.
- the at least one third fabric layer of the manufactured reinforcing structure obtained after such cutting away would no longer have any floating threads and thus no floating threads would be severed during the process. Nevertheless, this reinforcing structure can be set up (or turned up) in the third dimension.
- the flat multi-layer fabric is woven from fibers which are preferably selected from the group consisting of glass fibers; carbon fibers; basalt fibers; ceramic fibers, preferably Al 2 O 3 fibers, mullite fibers, SiC fibers; metal fibers; polymer fibers, preferably polyamide fibers, e.g. aramid fibers, polyethylene terephthalate fibers, polypropylene fibers, polyethylene fibers, polyacrylonitrile fibers, polyetheretherketone fibers; and mixtures thereof.
- fibers which are preferably selected from the group consisting of glass fibers; carbon fibers; basalt fibers; ceramic fibers, preferably Al 2 O 3 fibers, mullite fibers, SiC fibers; metal fibers; polymer fibers, preferably polyamide fibers, e.g. aramid fibers, polyethylene terephthalate fibers, polypropylene fibers, polyethylene fibers, polyacrylonitrile fibers, polyetheretherketone fibers; and mixtures thereof.
- the flat multi-layer fabric woven in step a) is a radial fabric or a fabric with linear thread guidance, e.g. a jacquard fabric.
- the (preferably rotationally symmetrical) fabric structure contains webs that can function as impeller blades.
- the webs are firmly incorporated into the cover and carrier disk (due to the fabric structure).
- the strength of the connection of the webs can be adjusted using binding technology.
- Floating threads can preferably be severed (preferably cut open) during production (preferably at each web) in order to be able to set up the reinforcement structure (e.g. the impeller).
- the fabric can be manufactured endlessly and then cut to the appropriate length.
- the fabric ends must be joined in at least one first fabric layer and at least one second fabric layer.
- the number of joints can preferably be reduced to a total of two (one joint in the at least one first fabric layer and one joint in the at least one second fabric layer). Since it is a radial fabric, the fibers are also arranged in the direction of the load. This brings further advantages in terms of the achievable performance. It is also possible to weave a carrier disk directly. To do this, the take-off must be designed in such a way that a very small inner diameter can be implemented.
- the at least one first fabric layer and/or the at least one second fabric layer and/or the at least one third fabric layer is/are woven radially.
- the joining process is selected from the group consisting of weaving; forming a textile hinge; forming an anchor belt connector; forming a material-locking connection, preferably welding, gluing; forming a positive-locking connection, preferably riveting, sewing; and forming a material-locking and positive-locking connection, preferably a combination of gluing and riveting.
- the open fabric ends (or the ends of the at least one first fabric layer and the ends of the at least one second fabric layer) can be connected to one another in different ways. Preferred variants are:
- At least one woven pocket can be woven into the at least one first fabric layer and the at least one second fabric layer as a closure, through which a pin is pushed.
- straps can be inserted into the ends of the fabric (i.e. into the ends of the at least one first fabric layer and into the ends of the at least one second fabric layer).
- the respective two ends can be put together with the straps (like a zipper).
- a rod can be pushed through the straps in the middle to connect the respective two ends or straps.
- a material-to-material connection can be achieved by gluing and/or welding.
- a positive connection can be achieved by riveting and/or sewing.
- a sewing technique can be used for sewing, for example: overlapping layers and sewing them together, or splitting layers at the ends, pushing individual layers into each other and sewing them together.
- a material-fitting and form-fitting connection can be achieved through a combination of gluing and riveting.
- a further preferred variant of the method according to the invention is characterized in that in step a) a flat multi-layer fabric with linear thread guidance (e.g. a jacquard fabric) is woven, which has at least one first fabric layer, at least one second fabric layer and at least one third fabric layer arranged between the at least one first fabric layer and the at least one second fabric layer, wherein the at least one third fabric layer is partially (or in regions) woven with the at least one first fabric layer and with the at least one second fabric layer and is at least partially (or partially) woven in the form of webs via which the at least one first fabric layer and the at least one second fabric layer are connected to one another, and in step b) the flat multi-layer fabric with linear thread guidance (e.g. jacquard fabric) is cut (in a ring shape), the at least one first fabric layer being formed as the first ring-shaped element and the at least one second fabric layer being formed as the second ring-shaped element.
- a flat multi-layer fabric with linear thread guidance e.
- the flat, multi-layer fabric with linear thread guidance can preferably be produced using a weaving machine (without conical take-off - fiber orientation in 0° and 90° direction), preferably a Jacquard weaving machine.
- the multi-layer fabric produced is at least three-layered.
- the middle layer can repeatedly connect with the upper and lower layers, thereby forming webs (e.g. blades).
- the webs are formed directly in the weaving process and do not need to be joined.
- the connection and unbinding areas can also be designed so that the web length (e.g. blade length) is constant across the entire ring width.
- the connection and unbinding areas are determined using geometric relationships. In this variant, the setting of the fabric thickness depends on the thread density in the warp and weft directions.
- the fabric thickness can be controlled via the fabric weave and the weft thread density.
- the advantage of this variant i.e. producing the multi-layer fabric as a fabric with linear thread guidance
- the main focus here is on cost-effectiveness.
- the woven structures must be cut out of the fabric at the end.
- a preferred variant according to the invention provides that the matrix is produced by infiltration with at least one resin or resin system.
- the reinforcing structure is infiltrated with a resin system which comprises a resin and a hardener added to the resin to harden the resin.
- the resin is preferably selected from the group consisting of epoxy resins, unsaturated polyester resins, melamine resins and mixtures thereof.
- the present invention further relates to the use of the component according to the invention as a fan wheel in fans, preferably hot gas fans, Radial fans; ventilation systems; air conditioning systems; or wind turbines, preferably small wind turbines.
- fans preferably hot gas fans, Radial fans; ventilation systems; air conditioning systems; or wind turbines, preferably small wind turbines.
- Fig. 1 shows a schematic representation of an exemplary embodiment of the reinforcing structure according to the invention.
- the reinforcing structure comprises a multi-layer fabric with at least one first fabric layer, which is designed as a first annular element 1, at least one second fabric layer, which is designed as a second annular element 2, and at least one third fabric layer arranged between the at least one first fabric layer and the at least one second fabric layer and partially woven with the at least one first fabric layer and the at least one second fabric layer, which has severed floating threads and is designed in some areas in the form of webs 3, via which the first annular element 1 and the second annular element 2 are connected to one another.
- Fig. 2 shows a schematic representation of another exemplary embodiment of the reinforcement structure according to the invention.
- the webs 3 are curved backwards.
- the multi-layer fabric of the reinforcing structure according to the invention is a radial fabric
- the reinforcing structure has at least two joints (at least one joint in the at least one first fabric layer and at least one joint in the at least one second fabric layer). Two ends of the respective fabric layer are joined together at these joints. This joining can be done in different ways.
- joining can be done by forming a textile hinge.
- At least one woven pocket is woven into the at least one first fabric layer and the at least one second fabric layer as a closure, through which a pin is pushed.
- a schematic representation of such a textile hinge is shown in Fig. 3 shown.
- the joining can be done by weaving, whereby various weaving variants are possible.
- semicircles are woven and the ends of the fabric layers (or the threads of the ends of the fabric layers) are woven directly together.
- the procedure for weaving semicircles is described in Fig. 4 shown schematically.
- thread end A is woven with thread end D and thread end B is woven with thread end C.
- the fan wheel is woven in half, the number of layers is doubled.
- the thread path and the exact procedure for this end connection is shown in Fig. 5a to Fig. 5h shown.
- Fig. 5a shows a representation of the thread path at the transition between two woven future reinforcement structures, which were woven endlessly as a radial fabric.
- the threads (5, 6) of the carrier layer float, while the threads (7, 8) of the cover layer are woven together.
- Fig. 5b shows the placement of the cut at the transition between the two woven future reinforcement structures.
- Fig. 5c shows the unfolded reinforcement structure with ends still protruding.
- Fig. 5d shows the cutting off of the protruding threads in the top layer.
- Fig. 5e shows the folding of the joint in the cover layer.
- Fig. 5f shows the pushing up of the weft threads in the carrier layer.
- Fig. 5g shows the cutting off of the protruding ends.
- Fig. 5h finally shows the finished joint.
- a flat, multi-layered radial fabric is woven with a first fabric layer, a second fabric layer and a third fabric layer arranged between the first fabric layer and the second fabric layer.
- the third fabric layer is partially woven with the first fabric layer and the second fabric layer, and the third fabric layer is also woven in some areas in the form of webs over which the first fabric layer and the second fabric layer are connected together.
- the radial fabric is woven using a weaving machine with a conical fabric take-up, for example.
- the first fabric layer and the second fabric layer of the woven radial fabric each have a first end and a second end.
- the third fabric layer of the woven radial fabric has floating threads.
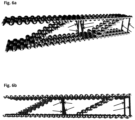
- a schematic representation of a portion of the woven radial fabric is shown in Fig. 6a and Fig. 6b The floating threads are marked with arrows.
- the floating threads of the third fabric layer are severed.
- the first end of the first fabric layer is then connected to the second end of the first fabric layer by a joining process, e.g. by weaving together, and the first fabric layer is thereby formed as a first ring-shaped element.
- the first end of the second fabric layer is connected to the second end of the second fabric layer by a joining process, e.g. by weaving together, and the second fabric layer is thereby formed as a second ring-shaped element.
- the multi-layer fabric can then be set up (or twisted) into a three-dimensional structure.
- a flat, multi-layered fabric with linear (0°) thread guidance is woven, which has a first fabric layer, a second fabric layer and a third fabric layer arranged between the first fabric layer and the second fabric layer.
- the third fabric layer is partially woven with the first fabric layer and the second fabric layer, and the third fabric layer is also woven in some areas in the form of webs, via which the first fabric layer and the second fabric layer are connected to one another.
- the fabric with linear thread guidance is woven, for example, on a weaving machine with linear (0°) warp threads, e.g. a Jacquard weaving machine.
- the fabric produced with a more linear thread guide is cut (ring-shaped) and the fabric layer is formed as the first ring-shaped element and the second fabric layer is formed as the second ring-shaped element.
- floating threads of the third fabric layer can be cut away, provided they are not arranged on the part of the fabric that belongs to the finished reinforcement structure. If floating threads of the third fabric layer are arranged on the part of the fabric that belongs to the finished reinforcement structure, these floating threads of the third fabric layer are severed.
- the multi-layer fabric can then be arranged in a three-dimensional structure.
- the reinforcement structure obtained in embodiment 1 is infiltrated with an epoxy resin and a hardener added to the epoxy resin to harden the epoxy resin and then cured at room temperature.
- a component with an epoxy resin matrix in which the reinforcement structure is embedded is obtained.
- the reinforcement structure obtained in embodiment 2 is infiltrated with an epoxy resin and a hardener added to the epoxy resin to harden the epoxy resin and then cured.
- a component with an epoxy resin matrix in which the reinforcement structure is embedded is obtained.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Woven Fabrics (AREA)
Description
- Die vorliegende Erfindung betrifft eine Armierungsstruktur für Bauteile. Die Armierungsstruktur umfasst ein Mehrlagengewebe mit mindestens einer ersten Gewebelage, die als erstes ringförmiges Element ausgebildet ist, mindestens einer zweiten Gewebelage, die als zweites ringförmiges Element ausgebildet ist, und mindestens einer zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordneten und teilweise mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebten dritten Gewebelage, die zumindest bereichsweise in Form von Stegen ausgebildet ist, über die das erste ringförmige Element und das zweite ringförmige Element miteinander verbunden sind, wobei die Stege keine Fügestelle aufweisen. Zudem betrifft die vorliegende Erfindung auch ein Bauteil, welches die erfindungsgemäße Armierungsstruktur sowie eine Matrix, in welche die Armierungsstruktur eingebettet ist, umfasst. Die vorliegende Erfindung betrifft ferner ein Verfahren zur Herstellung der erfindungsgemäßen Armierungsstruktur sowie auch ein Verfahren zur Herstellung des erfindungsgemäßen Bauteils.
- In der Literatur sind verschiedene Bauweisen bekannt, nach deren Prinzip Lüfterräder hergestellt werden können (Differential- und Integralbauweise). Bei der Integralbauweise wird das Lüfterrad an einem Stück (komplexe Form) hergestellt. Zwar weist das so hergestellte Lüfterrad keine Fügestellen auf, woraus eine hohe Leistungsfähigkeit (Performance) resultiert. Doch ist die Fertigung sehr kosten- und zeitintensiv. Die Differentialbauweise basiert auf einer Massenfertigung von Einzelteilen einer Geometrie. Hier müssen die Schaufeln nachträglich an die Deck- und Trägerscheibe gefügt werden. Die so entstehenden Fügestellen (mindestens 2 pro Schaufel) stellen Schwachstellen bzw. potentielle Schadstellen dar, aus denen während des Betriebs Spannungsspitzen im Material resultieren. Dies führt zu einer Verringerung der Lebensdauer eines Lüfterrads sowie zu einer geringen Leistungsfähigkeit bzw. einer Limitierung der maximalen Leistungsfähigkeit aufgrund einer verringerten Umfangsgeschwindigkeit, woraus eine geringere Effizienz resultiert.
- Weiterhin kann die Verbundbauweise im Hinblick auf faserverstärkte Werkstoffe separat als Teil der Differentialbauweise genannt werden. Hierbei kommt eine Verstärkungskomponente zum Einsatz, z.B. Fasern in einer textilen Preform. Die Verbundbauweise ist aktuell noch mit hohem Konfektionsaufwand verbunden, da die Schaufeln nachträglich gefügt werden (z.B. durch Nähen). Die Umfangsgeschwindigkeit kann durch den Leichtbaucharakter erhöht werden, ist jedoch durch die Fügestellen gleichzeitig limitiert.
- Übergreifend kommt der Leichtbauaspekt hinzu, der bei Lüfterrädern sehr wichtig ist. Hierbei führt ein lastgerechter Materialeinsatz zu einer Gewichtsreduktion. In der Folge kann die Umfangsgeschwindigkeit erhöht werden, da sich die auftretenden Zentripetalkräfte linear zur verringerten Masse des Teils verkleinern, wodurch weniger Spannungen im Material entstehen.
- Die Bauweise hängt teilweise von den eingesetzten Materialien ab, nicht mit jeder Technologie kann jedes Material bearbeitet werden. Im Folgenden werden verschiedene Verfahren kurz beschrieben, mit denen aktuell Lüfterräder hergestellt werden können.
- Mittels 5-Achs-Fräsen können Lüfterräder aus einem Stück herausgefräst werden. Das Verfahren weist einen sehr hohen Materialverbrauch auf und ist zudem sehr zeitaufwändig.
- Beim Gießen (Metall), Spritzguss (Kunststoff) oder heißisostatischen Pressen (Keramik) werden für die Herstellung von Lüfterrädern Werkzeuge mit vielen Hinterschnitten benötigt, was das Werkzeug sehr komplex macht. Für jede Größe eines Lüfterrades wird ein neues Werkzeug benötigt. Die Anschaffungskosten für Werkzeuge sind dabei vor allem in dieser Komplexität sehr kostenintensiv. Die Einbringung von textilen Schnittfasern zur Erhöhung der Festigkeit ist bei einigen Verfahren möglich, jedoch können die relativ kurzen Fasern nicht optimal entsprechend dem Kraftfluss im Bauteil ausgerichtet werden, sodass deren Festigkeitspotential nicht vollständig genutzt werden kann. Zufriedenstellende Lösungen für eine endkonturnahe, belastungsoptimierte Lösung mit textiler Verstärkung sind derzeit nicht vorhanden.
- Beim 3D-Druck mit Metall oder Kunststoff können nur sehr kleine Stückzahlen hergestellt werden. Je nachdem wie hoch der Füllgehalt ist, desto mehr Stabilität hat die Struktur. Wenn das Lüfterrad lediglich aus Kunststoff hergestellt wird, kann es nur für einen niedrigen Temperaturbereich eingesetzt werden. Der Prozess ist nicht großserientauglich und zudem zeitaufwändig.
- Gängig sind Verfahren, bei denen die Schaufeln und die Träger- und Deckscheibe separat hergestellt werden. Hier können Standard-Produktionsverfahren zum Einsatz kommen. Anschließend werden die Bleche zusammengesetzt und beispielsweise mittels Schweißen, Verstemmen oder Verlappen abhängig vom verwendeten Material verbunden. Jede Fügestelle ist hierbei eine potentielle Versagensstelle.
- Der textile Herstellungsprozess des Wickelns ist eine Möglichkeit, eine textile Armierungsstruktur für ein Lüfterrad herzustellen. Es ist ein Lüfterrad bekannt, bei dem die Schaufeln Segmente eines gewickelten Rohres sind (siehe Raether F., "Nachhaltige Wärmebehandlungsprozesse systematisch entwickeln", Abschlussbericht Projekt EnerTHERM, 1. Aufl., Frankfurt am Main, VDMA Verlag, 2018). Die Träger- und Deckscheibe besteht dabei aus einem Laminat aus 2D-Geweben (Nass-Prepreg). Die Laminate werden nach dem Sintern mechanisch weiterverarbeitet. Die Scheiben sind mit Schlitzen versehen, in die die Schaufeln passgenau eingesetzt werden. Die Fügung erfolgt mit einem Glaslot. So kann neben der formschlüssigen auch eine stoffschlüssige Verbindung erzeugt werden. Im Fügebereich ist die Porosität jedoch höher als in den anderen Bereichen, wodurch die Fügestellen dennoch Schwachstellen bleiben.
- In der
DE 101 04 170 A1 wird die Herstellung eines faserverstärkten Lüfterrads beschrieben. Dieses ist ein faserverstärktes Kunststoffbauteil und erfüllt die Kriterien des Leichtbaus wie geringes Gewicht und Materialeinsatz nur an den erforderlichen Stellen. Die Armierungsstruktur des Lüfterrads setzt sich aus vielen Einzelstücken zusammen, die mit einander gefügt werden müssen. Die große Anzahl hierbei auftretenden Fügestellen machen den Herstellungsprozess sehr aufwendig im Hinblick auf Kosten und Zeit. Bei dieser Vorgehensweise sind die Stege bzw. Schaufeln selbst bereits gefügt. Ein Steg bzw. eine Schaufel setzt sich aus zwei Einzelteilen zusammen, die miteinander gefügt, vorzugsweise vernäht, werden. Diese einzelnen Schaufelsegmente werden dann zu Teilsegmenten weiterverarbeitet. Ein Lüfterrad setzt sich somit aus mehreren zusammengenähten Teilsegmenten zusammen. Das in derDE 101 04 170 A1 beschriebene Lüfterrad weist somit in der Gesamtheit mehr als zwanzig Fügestellen auf. Zudem wird zur Stabilisation auf der oberen und unteren Seite noch eine weitere Gewebebahn aufgenäht. Der Konfektionsaufwand und damit die Fehleranfälligkeit sind bei dieser Herangehensweise enorm hoch. - Ausgehend hiervon war es die Aufgabe der vorliegenden Erfindung eine Armierungsstruktur für ein Bauteil bereitzustellen, die auf einfache und zeitsparende Weise herstellbar ist und zu einer höheren Leistungsfähigkeit und Haltbarkeit des Bauteils führt.
- Diese Aufgabe wird bezüglich einer Armierungsstruktur mit den Merkmalen des Patentanspruchs 1, bezüglich eines Bauteils mit den Merkmalen des Patentanspruchs 6, bezüglich eines Verfahrens zur Herstellung einer Armierungsstruktur mit den Merkmalen des Patentanspruchs 8 und bezüglich eines Verfahrens zur Herstellung eines Bauteils mit den Merkmalen des Patentanspruchs 13 gelöst. In Patentanspruch 15 werden Verwendungsmöglichkeiten des Bauteils angegeben. Die jeweilig abhängigen Patentansprüche stellen vorteilhafte Weiterbildungen dar.
- Erfindungsgemäß wird somit eine Armierungsstruktur für Bauteile bereitgestellt. Die Armierungsstruktur umfasst ein Mehrlagengewebe mit mindestens einer ersten Gewebelage, die als erstes ringförmiges Element ausgebildet ist, mindestens einer zweiten Gewebelage, die als zweites ringförmiges Element ausgebildet ist, und mindestens einer zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordneten und teilweise (bzw. bereichsweise) mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebten (d.h. durch das Gewebe verbundenen bzw. verwebten) dritten Gewebelage, die zumindest bereichsweise (bzw. teilweise) in Form von Stegen ausgebildet ist, über die das erste ringförmige Element und das zweite ringförmige Element miteinander verbunden sind, wobei die Stege (jeweils) keine Fügestelle aufweisen (bzw. die mindestens eine dritte Gewebelage im Bereich der Stege keine Fügestelle aufweist).
- Die erfindungsgemäße Armierungsstruktur umfasst ein Mehrlagengewebe, welches mindestens drei Gewebelagen aufweist, nämlich mindestens eine erste Gewebelage, mindestens eine zweite Gewebelage und mindestens eine dritte Gewebelage. Die mindestens eine dritte Gewebelage ist dabei zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordnet. Zudem ist die mindestens eine dritte Gewebelage sowohl teilweise bzw. bereichsweise mit der mindestens einen ersten Gewebelage als auch teilweise bzw. bereichsweise mit der mindestens einen zweiten Gewebelage verwebt (d.h. durch das Gewebe verbunden bzw. verwebt). Durch das nur teilweise bzw. bereichsweise Verweben der Gewebelagen kann das Mehrlagengewebe auch als eine 2,5D-Mehrlagenstruktur bezeichnet werden. Diese kann als plane Struktur vorliegen und kann als in die dritte Dimension aufgestellte (bzw. aufgedrehte) Struktur vorliegen, wobei die plane Struktur und die in die dritte Dimension aufgestellte Struktur, vorzugsweise mehrfach oder beliebig häufig, ineinander überführbar sind.
- Das erste ringförmige Element kann z.B. auch als Deckscheibe (oder als Trägerscheibe) bezeichnet werden. Das zweite ringförmige Element kann z.B. auch als Trägerscheibe (oder als Deckscheibe) bezeichnet werden. Die mindestens eine erste Gewebelage kann z.B. auch als mindestens eine obere Gewebelage (oder als mindestens eine untere Gewebelage) bezeichnet werden. Die mindestens eine zweite Gewebelage kann z.B. auch als mindestens eine untere Gewebelage (oder als mindestens eine obere Gewebelage) bezeichnet werden. Die mindestens eine dritte Gewebelage kann z.B. auch als mindestens eine mittlere Gewebelage bezeichnet werden.
- Das Mehrlagengewebe weist zunächst eine oder mehrere erste Gewebelagen auf, die als erstes ringförmiges Element ausgebildet sind. Beispielsweise kann das Mehrlagengewebe nur eine erste Gewebelage aufweisen, die als erstes ringförmiges Element ausgebildet ist. Alternativ kann das Mehrlagengewebe auch mehrere (übereinander liegende) erste Gewebelagen aufweisen, die zusammen als ein erstes ringförmiges Element ausgebildet sind. Für den Fall, dass das Mehrlagengewebe mehrere erste Gewebelagen aufweist, sind diese mehreren ersten Gewebelegen (oder zumindest ein Teil dieser mehreren ersten Gewebelagen) vorzugsweise (durch das Gewebe) miteinander verwebt, besonders bevorzugt (durch das Gewebe) vollständig miteinander verwebt. Hierbei sind vorzugsweise nur die jeweils miteinander benachbarten (bzw. die jeweils direkt nebeneinander liegenden) ersten Gewebelagen miteinander verwebt, bevorzugt vollständig miteinander verwebt.
- Zudem weist das Mehrlagengewebe eine oder mehrere zweite Gewebelagen auf, die als zweites ringförmiges Element ausgebildet sind. Beispielsweise kann das Mehrlagengewebe nur eine zweite Gewebelage aufweisen, die als zweites ringförmiges Element ausgebildet ist. Alternativ kann das Mehrlagengewebe auch mehrere (übereinander liegende) zweite Gewebelagen aufweisen, die zusammen als ein zweites ringförmiges Element ausgebildet sind. Für den Fall, dass das Mehrlagengewebe mehrere zweite Gewebelagen aufweist, sind diese mehreren zweiten Gewebelegen (oder zumindest ein Teil dieser mehreren zweiten Gewebelagen) vorzugsweise (durch das Gewebe) miteinander verwebt, besonders bevorzugt (durch das Gewebe) vollständig miteinander verwebt. Hierbei sind vorzugsweise nur die jeweils miteinander benachbarten (bzw. die jeweils direkt nebeneinander liegenden) zweiten Gewebelagen miteinander verwebt, bevorzugt vollständig miteinander verwebt.
- Ferner weist das Mehrlagengewebe eine oder mehrere dritte Gewebelagen auf. In der Folge können auch die Stege jeweils eine oder mehrere Gewebelagen aufweisen. Beispielsweise kann das Mehrlagengewebe nur eine dritte Gewebelage aufweisen, die zumindest bereichsweise in Form von Stegen ausgebildet ist. Alternativ kann das Mehrlagengewebe beispielsweise auch mehrere (übereinander liegende) dritte Gewebelagen aufweisen, die zumindest bereichsweise in Form von Stegen ausgebildet sind, wobei dann jeder der Stege mehrere Gewebelagen aufweist. Für den Fall, dass das Mehrlagengewebe mehrere dritte Gewebelagen aufweist, sind diese mehreren dritten Gewebelegen vorzugsweise (durch das Gewebe) miteinander verwebt, besonders bevorzugt (durch das Gewebe) vollständig miteinander verwebt. Hierbei sind vorzugsweise nur die jeweils miteinander benachbarten (bzw. die jeweils direkt nebeneinander liegenden) dritten Gewebelagen miteinander verwebt, bevorzugt vollständig miteinander verwebt.
- Erfindungsgemäß weisen die Stege (jeweils) keine Fügestelle auf. Unter einer Fügestelle kann dabei eine Stelle verstanden werden, an der zwei oder mehr Teile einer oder mehrerer Gewebelagen nicht das durch Gewebe an sich verbunden sondern (durch einen zusätzlichen Fügeprozess) zusammengefügt sind.
- Die dritte(n) Gewebelage(n) ist/sind zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordnet. Alternativ ist es möglich, dass die dritte(n) Gewebelagen auf den Außenseiten der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordnet. Außerdem ist/sind die dritte(n) Gewebelage(n) sowohl teilweise bzw. bereichsweise mit der mindestens einen ersten Gewebelage als auch teilweise bzw. bereichsweise mit der mindestens einen zweiten Gewebelage verwebt. Hierbei können ein oder mehrere Bereiche bzw. Teile der mindestens einen dritten Gewebelage mit ein oder mehreren Bereichen bzw. Teilen der mindestens einen ersten Gewebelage verwebt sein und ein oder mehrere andere Bereiche bzw. andere Teile der mindestens einen dritten Gewebelage mit ein oder mehreren Bereichen bzw. Teilen der mindestens einen zweiten Gewebelage verwebt sein. Für den Fall, dass das Mehrlagengewebe mehrere dritte Gewebelagen aufweist, ist es möglich, dass nur eine der mehreren dritten Gewebelagen teilweise bzw. bereichsweise mit der mindestens einen ersten Gewebelage verwebt ist und nur eine (andere) der mehreren dritten Gewebelagen teilweise bzw. bereichsweise mit der mindestens einen zweiten Gewebelage verwebt ist.
- Für den Fall, dass das Mehrlagengewebe mehrere erste Gewebelagen aufweist, ist es möglich, dass nur eine der mehreren ersten Gewebelagen teilweise bzw. bereichsweise mit der mindestens einen dritten Gewebelage verwebt ist. Für den Fall, dass das Mehrlagengewebe mehrere zweite Gewebelagen aufweist, ist es möglich, dass nur eine der mehreren zweiten Gewebelagen teilweise bzw. bereichsweise mit der mindestens einen dritten Gewebelage verwebt ist. Beispielsweise kann das Mehrlagengewebe mehrere erste Gewebelagen, mehrere zweite Gewebelagen und mehrere dritte Gewebelagen aufweisen. In diesem Fall ist es möglich, dass nur eine der mehreren dritten Gewebelagen teilweise bzw. bereichsweise mit nur einer der mehreren ersten Gewebelagen verwebt ist und nur eine (andere) der mehreren dritten Gewebelagen teilweise bzw. bereichsweise mit nur einer der mehreren zweiten Gewebelagen verwebt ist.
- Die mindestens eine dritte Gewebelage ist bereichsweise bzw. teilweise in Form von Stegen ausgebildet ist, über die das erste ringförmige Element und das zweite ringförmige Element miteinander verbunden sind. Hierbei können mehrere Bereiche bzw. Teile der mindestens einen dritten Gewebelage als solche Stege ausgebildet sein. Dadurch, dass die mindestens eine dritte Gewebelage sowohl teilweise bzw. bereichsweise mit der mindestens einen ersten Gewebelage als auch teilweise bzw. bereichsweise mit der mindestens einen zweiten Gewebelage verwebt ist, besteht eine (vorzugsweise vollständig gewebte) Verbindung des ersten ringförmigen Elements und des zweiten ringförmigen Elements miteinander über die Stege, die auch dann vorhanden ist, wenn die Struktur in die dritte Dimension aufgestellt ist.
- Die mindestens eine dritte Gewebelage kann einen oder mehrere erste Bereiche aufweisen, an dem/denen sie mit der mindestens einen ersten Gewebelage verwebt ist, kann ein oder mehrere zweite Bereiche aufweisen, an dem/denen sie mit der mindestens einen zweiten Gewebelage verwebt ist, und kann mehrere dritte Bereiche aufweisen, die in Form von Stegen ausgebildet sind, über welche das erste ringförmige Element und das zweite ringförmige Element miteinander verbunden sind.
- Die mindestens eine dritte Gewebelage kann in mehrere (jeweils durchgängig gewebte) Abschnitte unterteilt sein, die vorzugsweise nicht direkt zusammenhängen bzw. nicht direkt miteinander verbunden sind. Diese Abschnitte weisen vorzugsweise jeweils einen ersten Bereich auf, an dem der jeweilige Abschnitt mit der mindestens einen ersten Gewebelage verwebt (bzw. durch das Gewebe verbunden) ist, jeweils einen zweiten Bereich auf, an dem der jeweilige Abschnitt mit der mindestens einen zweiten Gewebelage verwebt (bzw. durch das Gewebe verbunden) ist, und jeweils einen (zwischen dem ersten Bereich und dem zweiten Bereich angeordneten) dritten Bereich auf, an dem der jeweilige Abschnitt in Form eines Stegs ausgebildet ist, über den das erste ringförmige Element und das zweite ringförmige Element miteinander verbunden sind. In der Folge kann der Steg (bzw. der dritte Bereich) über den ersten Bereich mit dem ersten ringförmigen Element verbunden sein und über den zweiten Bereich mit dem zweiten ringförmigen Element verbunden sein. In jedem der Abschnitte ist der jeweilige dritte Bereich durch das Gewebe mit dem jeweiligen ersten Bereich und dem jeweiligen zweiten Bereich verbunden, d.h. die Abschnitte sind jeweils durchgängig gewebt und weisen keine Fügestelle auf. Vorzugsweise sind die genannten Abschnitte, in die die mindestens eine dritte Gewebelage unterteilt ist, durch durchtrennte flottierende Fäden voneinander getrennt.
- Die erfindungsgemäße Armierungsstruktur zeichnet sich besonders dadurch aus, dass sie ein Mehrlagengewebe mit mehreren bereichsweise bzw. teilweise miteinander verwebten Gewebelagen umfasst und die mindestens eine dritte Gewebelage, die sich zwischen der mindestens einen ersten und der mindestens einen zweiten Gewebelage befindet, teilweise mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebt ist und zumindest bereichsweise in Form von Stegen ausgebildet ist, die keine Fügestelle aufweisen. Dadurch, dass die mindestens eine dritte Gewebelage teilweise mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebt ist, und die Stege selbst keine Fügestelle aufweisen, kann die komplette Verbindung zwischen dem ersten ringförmigen Element mit dem zweiten ringförmigen Element über die Stege ohne Fügestelle erfolgen. In der Folge kann die erfindungsgemäße Armierungsstruktur deutlich weniger Fügestellen aufweisen als im Stand der Technik bekannte mittels Differentialbauweise hergestellte Armierungsstrukturen. Beispielsweise kann die erfindungsgemäße Armierungsstruktur nur zwei Fügestellen oder gar keine Fügestelle aufweisen. Die erfindungsgemäße Armierungsstruktur kann somit als Armierungsstruktur für ein (dreidimensionales) Bauteil, wie z.B. ein Lüfterrad, dienen, wobei sie durch die Anwesenheit von deutlich weniger Fügestellen auch deutlich weniger Schwachstellen in ihrer Struktur als bisher im Stand der Technik mittels Differentialbauweise hergestellte Armierungsstrukturen aufweist. Infolge dessen kann durch die Verwendung der erfindungsgemäßen Armierungsstruktur in einem Bauteil auch eine höhere Leistungsfähigkeit und Haltbarkeit des Bauteils erreicht werden als durch die Verwendung von bisher im Stand der Technik mittels Differentialbauweise hergestellten Armierungsstrukturen.
- Im Weiteren ist die erfindungsgemäße Armierungsstruktur aufgrund der Tatsache, dass sie auf einem Mehrlagengewebe basiert, einfacher und zeitsparender herstellbar als bisher im Stand der Technik mittels Integralbauweise hergestellte Armierungsstrukturen. Ferner weist die erfindungsgemäße Armierungsstruktur aufgrund der Tatsache, dass sie auf einem Mehrlagengewebe basiert einen Leichtbaucharakter auf, aufgrund dessen ein damit verstärktes Bauteil in diversen Anwendungsbereichen (Energie, Wirtschaftlichkeit bei der Herstellung und im Betrieb, Ressourcen) effizienter verwendet werden kann.
- Mit der erfindungsgemäßen Armierungsstruktur kann eine Reduktion der Anzahl an Fügestellen erreicht werden, was zu weniger Schwachstellen in einem durch die Armierungsstruktur verstärkten Bauteil führt. So ist (durch die Gewebestruktur) eine direkte Anbindung der Stege (z.B. Laufradschaufeln) ohne Fügestellen an das erste und zweite ringförmige Element (bzw. an die Deck- und Trägerscheibe) vorhanden, woraus eine Vermeidung von Spannungsspitzen in einem durch die Armierungsstruktur verstärkten Bauteil führt. Zudem kann eine lastgerechte Leichtbauweise erreicht werden, da ein gezielter Materialeinsatz, wo es notwendig ist, möglich ist. Es kann ferner eine Material- und Zeitersparnis erreicht werden, was auf eine starke Verringerung des Konfektionsaufwands sowie die Möglichkeit der Automatisierbarkeit einiger Prozessschritte bei der Herstellung zurückführbar ist.
- In der Folge wird mit der erfindungsgemäßen Armierungsstruktur eine Armierungsstruktur für ein Bauteil bereitgestellt, die auf einfache und zeitsparende Weise herstellbar ist und zu einer höheren Leistungsfähigkeit und Haltbarkeit des Bauteils führt.
- Vorzugsweise sind die Stege jeweils durchgängig gewebt.
- Vorzugsweise weist die erfindungsgemäße Armierungsstruktur eine drehsymmetrische und/oder rotationssymmetrische Grundform, z.B. eine radförmige Grundform, auf. Vorzugsweise handelt es sich bei der erfindungsgemäßen Armierungsstruktur um eine Armierungsstruktur für ein Bauteil mit einer drehsymmetrischen und/oder rotationssymmetrischen Grundform, z.B. mit einer radförmigen Grundform. Besonders bevorzugt weist die erfindungsgemäße Armierungsstruktur eine drehsymmetrische und/oder rotationssymmetrische Grundform, z.B. eine radförmige Grundform, auf und es handelt sich bei der erfindungsgemäßen Armierungsstruktur um eine Armierungsstruktur für ein Bauteil mit einer drehsymmetrischen und/oder rotationssymmetrischen Grundform, z.B. mit einer radförmigen Grundform. Darunter, dass die Armierungsstruktur eine drehsymmetrische und/oder rotationssymmetrische Grundform (oder radförmige Grundform) aufweist, kann verstanden werden, dass lediglich die Grundform der Armierungsstruktur drehsymmetrisch und/oder rotationssymmetrisch ist, aber die Armierungsstruktur an sich (z.B. aufgrund unregelmäßig gewebter oder abstehender Fäden, aufgrund einer unsymmetrischen Webstruktur, oder aufgrund unsymmetrisch angeordneter Fügestellen) nicht vollständig drehsymmetrisch und/oder rotationssymmetrisch ist. Darunter, dass das Bauteil eine drehsymmetrische und/oder rotationssymmetrische Grundform aufweist, kann verstanden werden, dass lediglich die Grundform des Bauteils drehsymmetrisch und/oder rotationssymmetrisch ist, aber das Bauteil an sich (z.B. aufgrund einer unsymmetrischen Struktur, oder aufgrund unsymmetrisch angeordneter Fügestellen) nicht vollständig drehsymmetrisch und/oder rotationssymmetrisch ist.
- Vorzugsweise weist die erfindungsgemäße Armierungsstruktur eine radförmige Grundform auf. Vorzugsweise handelt es sich bei der erfindungsgemäßen Armierungsstruktur um eine Armierungsstruktur für ein Bauteil mit einer radförmigen Grundform. Besonders bevorzugt weist die erfindungsgemäße Armierungsstruktur eine radförmige Grundform auf und es handelt sich bei der erfindungsgemäßen Armierungsstruktur um eine Armierungsstruktur für ein Bauteil mit einer radförmigen Grundform.
- Vorzugsweise ist die erfindungsgemäße Armierungsstruktur eine (im Wesentlichen) drehsymmetrische Armierungsstruktur und/oder eine Armierungsstruktur für ein (im Wesentlichen) drehsymmetrisches Bauteil. Vorzugsweise ist die erfindungsgemäße Armierungsstruktur eine radförmige Armierungsstruktur und/oder eine Armierungsstruktur für ein radförmiges drehsymmetrisches Bauteil.
- Vorzugweise sind die Stege in regelmäßigen Abständen (entlang einer Laufrichtung bzw. Umfangsrichtung der Armierungsstruktur) angeordnet.
- Eine bevorzugte Ausführungsform der erfindungsgemäßen Armierungsstruktur zeichnet sich dadurch aus, dass
- die mindestens eine dritte Gewebelage durchtrennte flottierende Fäden aufweist, und/oder
- die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage
- (jeweils) keine Fügestelle aufweisen, oder
- (jeweils) eine Anzahl an Fügestellen aufweisen, die geringer ist als die Anzahl der Stege, bevorzugt (jeweils) maximal zwei Fügestellen aufweisen, besonders bevorzugt (jeweils) maximal eine Fügestelle aufweisen.
- Vorzugweise weist die (gesamte) mindestens eine dritte Gewebelage (jeweils) keine Fügestelle auf.
- Je weniger Fügestellen die Armierungsstruktur aufweist, desto weniger Schwachstellen bzw. potenzielle Schadstellen hat diese und desto höher ist die Leistungsfähigkeit und Haltbarkeit des mit der Armierungsstruktur verstärkten Bauteils. Erfindungsgemäß weisen die Stege keine Fügestelle auf bzw. die mindestens eine dritte Gewebelage weist im Bereich der Stege keine Fügestelle auf. Beispielsweise kann auch die gesamte mindestens eine dritte Gewebelage keine Fügestelle aufweisen. Ferner kann zum Beispiel die mindestens eine erste Gewebelage keine Fügestelle aufweisen und die mindestens eine zweite Gewebelage keine Fügestelle aufweisen. Alternativ ist es auch möglich, dass die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage jeweils nur eine geringe Anzahl an Fügestellen aufweisen, z.B. jeweils maximal zwei Fügestellen aufweisen oder jeweils maximal eine Fügestelle aufweisen.
- Ganz besonders bevorzugt weist die erfindungsgemäße Armierungsstruktur keine Fügestelle oder (maximal) zwei Fügestellen auf.
- Es ist bevorzugt, dass die mindestens eine dritte Gewebelage durchtrennte - vorzugsweise aufgeschnittene - flottierende Fäden (oder flottierende Fadenabschnitte) aufweist. Unter "durchtrennt" kann hierbei verstanden werden, dass die flottierenden Fäden (oder flottierenden Fadenabschnitte) jeweils an mindestens einer Stelle vollständig durchtrennt sind. Beispielsweise kann die mindestens eine dritte Gewebelage in mehrere Abschnitte unterteilt sein, die vorzugsweise nicht direkt zusammenhängen bzw. nicht direkt miteinander verbunden sind. Vorzugsweise sind hierbei die genannten Abschnitte, in die die mindestens eine dritte Gewebelage unterteilt ist, durch die durchtrennten flottierenden Fäden voneinander getrennt. Vorzugsweise handelt es sich bei den durchtrennten (bzw. aufgeschnittenen) flottierenden Fäden um Kettfäden der mindestens einen dritten Gewebelage.
- Vorzugsweise kann dadurch, dass die mindestens eine dritte Gewebelage durchtrennte - vorzugsweise aufgeschnittene - flottierende Fäden (oder flottierende Fadenabschnitte) aufweist, das Aufstellen (bzw. Aufdrehen) der Armierungsstruktur in die dritte Dimension ermöglicht werden. So ist es möglich, dass während der Herstellung der Armierungsstruktur die mindestens eine dritte Gewebelage über die flottierenden Fäden von der mindestens einen zweiten Gewebelage zur mindestens einen ersten Gewebelage zurückgeführt wird (nachdem die mindestens eine dritte Gewebelage mit der mindestens einen ersten Gewebelage verwebt, dann in Form von gewebten Stegen zur mindestens einen zweiten Gewebelage geführt, und dann mit der mindestens einen zweiten Gewebelage verwebt wurde). Für den Fall, dass sich diese flottierenden Fäden während der Herstellung auf dem Teil des Gewebes befinden, der am Ende als die Armierungsstruktur dient, kann durch das Durchtrennen, vorzugsweise Aufschneiden, der flottierenden Fäden ein Aufstellen bzw. Aufdrehen der Armierungsstruktur in die dritte Dimension ermöglicht werden. Es ist jedoch auch möglich (z.B. bei einem Gewebe mit linearem Fadenverlauf, insbesondere einem Jacquardgewebe), dass sich die genannten flottierenden Fäden der mindestens einen dritten Gewebelage bei der Herstellung auf einem Teil des Gewebes befinden, der außerhalb des Teils des Gewebes liegt, der am Ende als die Armierungsstruktur dient, d.h. die Bereiche mit den flottierenden Fäden während der Herstellung komplett weggeschnitten werden und somit in der hergestellten Armierungsstruktur nicht mehr vorhanden sind. In diesem Fall würde die mindestens eine dritte Gewebelage der Armierungsstruktur keine flottierenden Fäden und somit auch keine durchtrennten oder aufgeschnittenen flottierenden Fäden (oder flottierenden Fadenabschnitte) aufweisen. Trotzdem könnte diese Armierungsstruktur in die dritte Dimension aufgestellt (bzw. aufgedreht) werden.
- Eine weitere bevorzugte Ausführungsform der erfindungsgemäßen Armierungsstruktur ist dadurch gekennzeichnet, dass das Mehrlagengewebe Fasern umfasst oder daraus besteht, die vorzugsweise ausgewählt sind aus der Gruppe bestehend aus Glasfasern; Kohlenstofffasern; Basaltfasern; Keramikfasern, bevorzugt Al2O3-Fasern, Mullitfasern, SiC-Fasern; Metallfasern; Polymerfasern, bevorzugt, Polyamidfasern, z.B. Aramidfasern, Polyethylenterephthalatfasern, Polypropylenfasern, Polyethylenfasern, Polyacrylnitrilfasern, Polyetheretherketonfasern; und Mischungen hiervon. Polymerfasern lassen sich aufgrund ihrer mechanischen Eigenschaften (Sprödigkeit, Festigkeit, etc.) besonders leicht verarbeiten.
- Eine weitere bevorzugte Ausführungsform der erfindungsgemäßen Armierungsstruktur zeichnet sich dadurch aus, dass die Stege
- streifenförmig oder schaufelförmig sind, und/oder
- gerade oder gekrümmt verlaufen, und/oder
- in einer Laufrichtung (bzw. Umfangsrichtung) der ersten und zweiten Gewebelage geneigt sind,
- mindestens vier Stege, bevorzugt mindestens acht Stege, umfassen.
- Bindungstechnisch ist es möglich, rückwärts gekrümmte, gerade und rückwärts geneigte gerade Stege (z.B. Laufradschaufeln) im Gewebe auszuprägen. Bei Bauteilen (z.B. Lüfterrädern) mit vorwärtsgekrümmten Stegen (z.B. Laufrädern) ist oftmals eine deutlich höhere Stegdichte (z.B. Schaufeldichte) notwendig. Das bedeutet, dass die Anzahl der Lagen sehr viel höher sein sollte. Eine Webmaschine sollte daher genau darauf abgestimmt werden, um eine ausreichende Kettfadendichte in den einzelnen Lagen gewährleisten zu können. Vorzugsweise ist die Länge der Stege (z.B. Schaufellänge) an allen Stellen (am Innen- oder Außendurchmesser) gleich. Der konische Abzug ist dafür verantwortlich, dass die Abbindung der Stege (z.B. Schaufeln) an das erste ringförmige Element (z.B. Trägerscheibe) eine stärkere Ausprägung aufweist als die Abbindung der Stege (z.B. Schaufeln) an das zweite ringförmige Element (z.B. Deckscheibe) oder umgekehrt. Die Auslegung der Abbindungsbereiche wird dabei so gestaltet, dass die Steglänge (z.B. Schaufellänge) über die gesamte Breite konstant ist. Bei geraden, rückwärts geneigten geraden und bei rückwärtsgekrümmten Stegen (z.B. Schaufeln) werden bei Verwendung einer Schützenwebmaschine, mit welcher die Armierungsstruktur beispielsweise hergestellt werden kann, mindestens drei Webschützen benötigt. Bei Erhöhung der Anzahl der Stege (z.B. Schaufelanzahl) und gleichzeitiger Verringerung des Abstands der Stege (z.B. Schaufelabstands), sind weitere Webschützen nötig. Für vorwärtsgekrümmte Stege (z.B. Schaufeln) kommen mindestens vier Webschützen zum Einsatz, da hier bei der An- und Abbindung von zwei Seiten gearbeitet werden muss. Die Anzahl der möglichen Stege (z.B. Laufradschaufeln) ist abhängig von der Webmaschine (Fadendichte). Die Festigkeit und Stabilität der einzelnen Lagen hängt von der Kettfadendichte und der Gewebebindung ab, z.B. erhöhen Angle Interlock- oder Orthogonalbindungen die Stabilität. Für die Bildung eines Laufrades sind mindestens sechs Schäfte, bei einer Schaftwebmaschine notwendig. Eine Jaquardwebmaschine ist zu bevorzugen, da die Profilierung der Schaufeln präziser ausgearbeitet werden kann. Die Größe des Laufrads ist abhängig von der Geometrie des konischen Warenabzugs. Die Anzahl der Schaufeln könnte auf einer Webmaschine noch erhöht werden.
- Weiterhin ist es bevorzugt, dass die Stege eine Breite aufweisen, die mindestens genauso groß ist wie die Breite der mindestens einen ersten Gewebelage und/oder der mindestens einen zweiten Gewebelage. Insbesondere wenn der Steg gekrümmt vorliegt, kann die Breite des Stegs breiter als die Breite der mindestens einen ersten Gewebelage und/oder der mindestens einen zweiten Gewebelage. Der Steg soll nicht überstehen am inneren und am äußeren Rand der mindestens einen ersten Gewebelage und/oder der mindestens einen zweiten Gewebelage, aber durch die Krümmung des Stegs kann er dennoch breiter sein als die mindestens eine erste Gewebelage und/oder die mindestens eine zweite Gewebelage. Das gleiche gilt, wenn die Stege nicht gekrümmt sondern geneigt verlaufen.
- Vorzugsweise handelt es sich bei dem Mehrlagengewebe um ein Radialgewebe oder um ein Gewebe mit linearem Fadenverlauf (z.B. ein Jacquardgewebe). Unter einem Gewebe mit linearem Fadenverlauf kann ein Gewebe verstanden werden, bei dem die Kettfäden in 0°-Richtung ausgerichtet sind. Die Schussfäden können hierbei 90°-Richtung ausgerichtet sein. Im Gegensatz hierzu weist ein Radialgewebe einen radialen Fadenverlauf auf, was bedeutet, dass die Kettfäden nicht in 0°-Richtung ausgerichtet sind. In einem Gewebe mit linearem Fadenverlauf verlaufen die Kettfäden somit linear bzw. gerade und nicht gebogen oder radial.
- Gemäß einer weiteren bevorzugten Ausführungsform der erfindungsgemäßen Armierungsstruktur ist das Mehrlagengewebe ein Radialgewebe, wobei die mindestens eine erste Gewebelage mindestens eine Fügestelle, bevorzugt ein oder zwei Fügestellen, besonders bevorzugt (genau) eine Fügestelle, aufweist, über die ein Ende der mindestens einen ersten Gewebelage mit einem weiteren Ende der mindestens einen ersten Gewebelage verbunden ist, und die mindestens eine zweite Gewebelage mindestens eine Fügestelle, bevorzugt ein oder zwei Fügestellen, besonders bevorzugt (genau) eine Fügestelle, aufweist, über die ein Ende der mindestens einen zweiten Gewebelage mit einem weiteren Ende der mindestens einen zweiten Gewebelage verbunden ist. Beispielsweise kann die mindestens eine erste Gewebelage maximal acht, vorzugsweise maximal vier Fügestellen, aufweisen und/oder die mindestens eine zweite Gewebelage maximal acht, vorzugsweise maximal vier Fügestellen, aufweisen.
- Durch die Ausführung der Armierungsstruktur als Radialgewebe können hohe Kosten bzw. hoher Energie- und Materialaufwand bei der Herstellung vermieden werden. Zudem wird auch das Auftreten potentieller Schwachstellen verursacht durch Fügen minimiert. Die Anzahl der Fügestellen kann vorzugsweise auf insgesamt zwei (eine Fügestelle in der mindestens einen ersten Gewebelage und eine Fügestelle in der mindestens einen zweiten Gewebelage) reduziert werden. Die (vorzugsweise rotationssymmetrische) Gewebestruktur enthält dabei Stege, die als Laufradschaufeln fungieren können. Die Stege sind (durch die Gewebestruktur) fest in die Deck- und Trägerscheibe eingearbeitet. Bindungstechnisch kann die Festigkeit der Anbindung der Stege (z.B. Schaufeln) eingestellt werden. Es entfällt ein anschließender Fügeprozess der Stege (z.B. Laufradschaufeln). Da es sich um ein Radialgewebe handelt, liegen die Fasern zudem in Lastrichtung vor. Dies bringt weitere Vorteile hinsichtlich der erreichbaren Leistungsfähigkeit.
- Vorzugsweise ist das Mehrlagengewebe ein Radialgewebe, welches einen oder mehrere radial gewebte Abschnitte umfasst, die jeweils einen Abschnitt der mindestens einen ersten Gewebelage, einen Abschnitt der mindestens einen zweiten Gewebelage und einen Abschnitt der mindestens einen dritten Gewebelage umfassen, wobei jeder Abschnitt der mindestens einen ersten Gewebelage und jeder Abschnitt der mindestens einen zweiten Gewebelage ein erstes Ende und ein zweites Ende aufweist, wobei die mindestens eine erste Gewebelage eine oder mehrere Fügestellen aufweist, über die jeweils zwei der Enden der Abschnitte der mindestens einen ersten Gewebelage miteinander verbunden sind, und wobei die mindestens eine zweite Gewebelage eine oder mehrere Fügestellen aufweist, über die jeweils zwei der Enden der Abschnitte der mindestens einen zweiten Gewebelage miteinander verbunden sind.
- Eine weitere bevorzugte Ausführungsform der erfindungsgemäßen Armierungsstruktur ist dadurch gekennzeichnet, dass es sich bei der mindestens einen Fügestelle der mindestens einen ersten Gewebelage und/oder bei der mindestens einen Fügestelle der mindestens einen zweiten Gewebelage um eine gewebte Fügestelle, um ein textiles Scharnier, um einen Anker-Riemenverbinder, um eine stoffschlüssige Verbindung, vorzugsweise durch Schweißen oder Kleben, um eine formschlüssige Verbindung, vorzugsweise durch Nieten oder Nähen, oder um eine stoff- und formschlüssige Verbindung, vorzugsweise durch eine Kombination von Kleben und Nieten, handelt.
- Die offenen Gewebeenden (bzw. die Enden der mindestens einen ersten Gewebelage und die Enden der mindestens einen zweiten Gewebelage) können auf unterschiedliche Art und Weise miteinander verbunden sein. Bevorzugte Ausführungen sind:
-
- Beispielsweise können die Enden (bzw. die Fäden der Enden) zusammengewebt sein: Enden der beiden Gewebe sind zusammengelegt und miteinander verwebt. Dabei sind die ehemaligen Kettfäden nun Schussfäden. Es sind "neue" Kettfäden senkrecht zu den "alten" eingefügt.
- Beispielsweise können Halbkreise gewebt und die Enden (bzw. die Fäden der Enden) direkt zusammengewebt sein: Die Armierungsstruktur (z.B. das Lüfterrad) ist halbiert gewebt. Die Lagenanzahl ist verdoppelt.
- Hierbei kann jeweils mindestens eine gewebte Tasche in die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage als Abschluss eingewebt sein, durch die ein Stift geschoben ist.
- Hierbei können Riemen in die Gewebeenden (d.h. in die Enden der mindestens einen ersten Gewebelage und in die Enden der mindestens einen zweiten Gewebelage) eingebracht sein. Die jeweiligen beiden Enden können mit den Riemen zusammengesetzt sein (wie ein Reißverschluss). Hierfür kann in der Mitte kann ein Stab durch die Riemen geschoben sein, um die jeweiligen beiden Enden bzw. Riemen zu verbinden.
- Beispielsweise kann eine stoffschlüssige Verbindung durch Kleben und/oder Schweißen vorhanden sein.
- Beispielsweise kann eine formschlüssige Verbindung durch Nieten und/oder Nähen vorhanden sein. Zum Nähen kann eine Nähtechnik verwendet worden sein, beispielsweise: Lagen überlappen und zusammennähen, oder Lagen an den Enden teilen, Einzellagen ineinanderschieben und zusammennähen.
- Beispielsweise kann eine stoff- und formschlüssige Verbindung durch eine Kombination von Kleben und Nieten vorhanden sein.
- Eine weitere bevorzugte Ausführungsform der erfindungsgemäßen Armierungsstruktur zeichnet sich dadurch aus, dass das Mehrlagengewebe ein Gewebe mit linearer Fadenführung, vorzugsweise ein Jacquardgewebe, ist, welches keine Fügestelle aufweist. Unter einem Gewebe mit linearem Fadenverlauf kann ein Gewebe verstanden werden, bei dem die Kettfäden in 0°-Richtung ausgerichtet sind. Die Schussfäden können hierbei 90°-Richtung ausgerichtet sein. Im Gegensatz hierzu weist ein Radialgewebe einen radialen Fadenverlauf auf, was bedeutet, dass die Kettfäden nicht in 0°-Richtung ausgerichtet sind. In einem Gewebe mit linearem Fadenverlauf verlaufen die Kettfäden somit linear bzw. gerade und nicht gebogen oder radial.
- Das Gewebe mit linearer Fadenführung kann beispielsweise durch Verwendung einer Webmaschine (ohne konischen Abzug - Faserausrichtung in 0° und 90°-Richtung), vorzugsweise einer Jacquardwebmaschine, hergestellt sein. Das Mehrlagengewebe ist dabei mindestens dreilagig. Die Mittellage kann immer wieder mit der oberen und unteren Lage verbunden sein, wodurch Stege (z.B. Schaufeln) ausgebildet sind. Die Stege können direkt im Webprozess gebildet sein und sind daher nicht gefügt. Dadurch, dass das Mehrlagengewebe ein Gewebe mit linearer Fadenführung ist, ist es besonders kostengünstig herstellbar, da je nach Maschinengröße und Rapportanzahl mehrere Bauteile gleichzeitig hergestellt werden können. Zudem ist keine durch Fügen verursachte Schwachstelle vorhanden, da das Gewebe mit linearer Fadenführung keine Fügestelle aufweist.
- Die vorliegende Erfindung betrifft zudem ein Bauteil (bzw. Faserverbundbauteil) umfassend eine erfindungsgemäße Armierungsstruktur sowie eine Matrix, in welche die Armierungsstruktur eingebettet ist.
- Eine bevorzugte Ausführungsform des erfindungsgemäßen Bauteils zeichnet sich dadurch aus, dass die Matrix ein Material enthält oder aus diesem besteht, welches ausgewählt ist aus der Gruppe bestehend aus Metallen, Keramiken, Polymeren (z.B. Epoxidharz), und Mischungen hiervon.
- Gemäß einer weiteren bevorzugten Ausführungsform des erfindungsgemäßen Bauteils handelt es sich bei dem Bauteil um ein Rad, vorzugsweise um ein Lüfterrad.
- Die vorliegende Erfindung betrifft ferner ein Verfahren zur Herstellung einer erfindungsgemäßen Armierungsstruktur, bei welchem
- a) ein planes Mehrlagengewebe mit mindestens einer ersten Gewebelage, mindestens einer zweiten Gewebelage und mindestens einer zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordneten dritten Gewebelage gewebt wird, wobei die mindestens eine dritte Gewebelage teilweise (bzw. bereichsweise) mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebt wird und zumindest bereichsweise (bzw. teilweise) in Form von Stegen gewebt wird, über die die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage miteinander verbunden werden, und
- b) die mindestens eine erste Gewebelage als ein erstes ringförmiges Element (1) ausgebildet wird und die mindestens eine zweite Gewebelage als ein zweites ringförmiges Element (2) ausgebildet wird.
- In Schritt a) kann vorzugweise die mindestens eine dritte Gewebelage so gewebt werden, dass sie mehrere Abschnitte aufweist, wobei die mindestens eine dritte Gewebelage in jedem der Abschnitte zunächst für einen Teil des Abschnitts mit der mindestens einen ersten Gewebelage verwebt wird, danach für einen weiteren Teil des Abschnitts in Form eines Stegs weitergewebt und dabei zur mindestens einen zweiten Gewebelage geführt wird und danach für einen weiteren Teil des Abschnitts mit der mindestens einen zweiten Gewebelage verwebt wird, wobei vorzugsweise die mindestens eine dritte Gewebelage danach (in jedem der Abschnitte) für einen weiteren Teil des Abschnitts in Form flottierender Fäden zur mindestens einen ersten Gewebelage zurückgeführt wird, wo dann der nächste der mehreren Abschnitte beginnt.
- Vorzugsweise werden die Stege jeweils durchgängig gewebt.
- Eine bevorzugte Variante des erfindungsgemäßen Verfahrens ist dadurch gekennzeichnet, dass
- (mehrere) flottierende Fäden (oder flottierende Fadenabschnitte) der mindestens einen dritten Gewebelage durchtrennt - vorzugsweise aufgeschnitten -werden, wobei dies vorzugsweise zwischen Schritt a) und b), während Schritt b) und/oder nach Schritt b) erfolgt, und/oder
- das plane Mehrlagengewebe in eine dreidimensionale Struktur aufgestellt (oder aufgedreht) wird, wobei dies vorzugsweise zwischen Schritt a) und b), während Schritt b) und/oder nach Schritt b) erfolgt.
- Besonders bevorzugt ist, dass zunächst (mehrere) flottierende Fäden (oder flottierende Fadenabschnitte) der mindestens einen dritten Gewebelage durchtrennt - vorzugsweise aufgeschnitten - werden und danach das plane Mehrlagengewebe in eine dreidimensionale Struktur aufgestellt (oder aufgedreht) wird, wobei dies (d.h. das Durchtrennen und das Aufstellen) vorzugsweise zwischen Schritt a) und b), während Schritt b) und/oder nach Schritt b) erfolgt.
- Vorzugsweise kann dadurch, dass (mehrere) flottierende Fäden (oder flottierende Fadenabschnitte) der mindestens einen dritten Gewebelage durchtrennt - vorzugsweise aufgeschnitten - werden, das Aufstellen (bzw. Aufdrehen) der Armierungsstruktur in die dritte Dimension ermöglicht werden. So ist es möglich, dass während der Herstellung der Armierungsstruktur die mindestens eine dritte Gewebelage über die flottierenden Fäden von der mindestens einen zweiten Gewebelage zur mindestens einen ersten Gewebelage zurückgeführt wird (nachdem die mindestens eine dritte Gewebelage mit der mindestens einen ersten Gewebelage verwebt, dann in Form von gewebten Stegen zur mindestens einen zweiten Gewebelage geführt, und dann mit der mindestens einen zweiten Gewebelage verwebt wurde). Für den Fall, dass sich diese flottierenden Fäden während der Herstellung auf dem Teil des Gewebes befinden, der am Ende als die Armierungsstruktur dient, kann durch das Durchtrennen, vorzugsweise Aufschneiden, der flottierenden Fäden ein Aufstellen bzw. Aufdrehen der Armierungsstruktur in die dritte Dimension ermöglicht werden. Es ist jedoch auch möglich (z.B. bei einem Gewebe mit linearer Fadenführung, insbesondere einem Jacquardgewebe), dass sich die genannten flottierenden Fäden der mindestens einen dritten Gewebelage bei der Herstellung auf einem Teil des Gewebes befinden, der außerhalb des Teils des Gewebes liegt, der am Ende als die Armierungsstruktur dient, d.h. die Bereiche mit den flottierenden Fäden während der Herstellung komplett weggeschnitten werden und somit in der hergestellten Armierungsstruktur nicht mehr vorhanden sind. In diesem Fall würde die nach einem solchen Wegschneiden erhaltene mindestens eine dritte Gewebelage der hergestellten Armierungsstruktur keine flottierenden Fäden mehr aufweisen und es würden somit im Verfahren auch keine flottierenden Fäden durchtrennt werden. Trotzdem kann diese Armierungsstruktur in die dritte Dimension aufgestellt (bzw. aufgedreht) werden.
- Gemäß einer weiteren bevorzugten Variante des erfindungsgemäßen Verfahrens wird das plane Mehrlagengewebe aus Fasern gewebt, die vorzugsweise ausgewählt sind aus der Gruppe bestehend aus Glasfasern; Kohlenstofffasern; Basaltfasern; Keramikfasern, bevorzugt Al2O3-Fasern, Mullitfasern, SiC-Fasern; Metallfasern; Polymerfasern, bevorzugt, Polyamidfasern, z.B. Aramidfasern, Polyethylenterephthalatfasern, Polypropylenfasern, Polyethylenfasern, Polyacrylnitrilfasern, Polyetheretherketonfasern; und Mischungen hiervon.
- Vorzugsweise handelt es sich bei dem in Schritt a) gewebten planen Mehrlagengewebe um ein Radialgewebe oder um ein Gewebe mit linearer Fadenführung, z.B. ein Jacquardgewebe.
- Eine weitere bevorzugte Variante des erfindungsgemäßen Verfahrens zeichnet sich dadurch aus, dass
- in Schritt a) ein planes mehrlagiges Radialgewebe mit mindestens einer ersten Gewebelage, mindestens einer zweiten Gewebelage und mindestens einer zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordneten dritten Gewebelage gewebt wird, wobei die mindestens eine dritte Gewebelage teilweise (bzw. bereichsweise) mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebt wird und zumindest bereichsweise (bzw. teilweise) in Form von Stegen gewebt wird, über die die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage miteinander verbunden werden, und
- in Schritt b) ein Ende der mindestens einen ersten Gewebelage mit einem weiteren Ende der mindestens einen ersten Gewebelage durch einen Fügeprozess verbunden wird und dabei die mindestens eine erste Gewebelage als das erste ringförmige Element ausgebildet wird und ein Ende der mindestens einen zweiten Gewebelage mit einem weiteren Ende der mindestens einen zweiten Gewebelage durch einen Fügeprozess verbunden wird und dabei die mindestens eine zweite Gewebelage als das zweite ringförmige Element ausgebildet wird.
- Durch die Ausführung der Armierungsstruktur als Radialgewebe können hohe Kosten bzw. hoher Energie- und Materialaufwand bei der Herstellung vermieden werden. Zudem wird auch das Auftreten potentieller Schwachstellen verursacht durch Fügen minimiert. Die (vorzugsweise rotationssymmetrische) Gewebestruktur enthält dabei Stege, die als Laufradschaufeln fungieren können. Die Stege sind (durch die Gewebestruktur) fest in die Deck- und Trägerscheibe eingearbeitet. Bindungstechnisch kann die Festigkeit der Anbindung der Stege (z.B. Schaufeln) eingestellt werden. Es entfällt ein anschließender Fügeprozess der Stege (z.B. Laufradschaufeln). Vorzugsweise können bei der Herstellung (bevorzugt bei jedem Steg) flottierende Fäden durchtrennt (vorzugsweise aufgeschnitten) werden, um die Armierungsstruktur (z.B. das Laufrad) aufstellen zu können. Das Gewebe kann endlos hergestellt und anschließend in der entsprechenden Länge abgeschnitten werden. Die Gewebeenden müssen in der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage gefügt werden. Die Anzahl der Fügestellen kann vorzugsweise auf insgesamt zwei (eine Fügestelle in der mindestens einen ersten Gewebelage und eine Fügestelle in der in der mindestens einen zweiten Gewebelage) reduziert werden. Da es sich um ein Radialgewebe handelt, liegen die Fasern zudem in Lastrichtung vor. Dies bringt weitere Vorteile hinsichtlich der erreichbaren Leistungsfähigkeit. Es besteht außerdem die Möglichkeit eine Trägerscheibe direkt mit zu weben. Dazu muss der Abzug so konzipiert werden, dass ein sehr kleiner Innendurchmesser umgesetzt werden kann.
- Vorzugsweise ist/sind die mindestens eine erste Gewebelage und/oder die mindestens eine zweite Gewebelage und/oder die mindestens eine dritte Gewebelage radial gewebt.
- Eine weitere bevorzugte Variante des erfindungsgemäßen Verfahrens ist dadurch gekennzeichnet, dass
- in Schritt a) ein oder mehrere plane mehrlagige radial gewebte Abschnitte mit jeweils mindestens einer ersten Gewebelage, mindestens einer zweiten Gewebelage und mindestens einer zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordneten dritten Gewebelage gewebt werden, wobei jeweils die mindestens eine dritte Gewebelage zumindest bereichsweise in Form von Stegen gewebt wird, über die die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage miteinander verbunden werden, und
- in Schritt b) der eine plane mehrlagige radial gewebte Abschnitt bzw. die mehreren planen mehrlagigen radial gewebten Abschnitte zu einem Radialgewebe zusammengefügt werden, indem Enden der ersten Gewebelage des radial gewebten Abschnitts bzw. der ersten Gewebelagen der radial gewebten Abschnitte durch einen Fügeprozess verbunden werden und dabei die erste Gewebelage des radial gewebten Abschnitts bzw. die ersten Gewebelagen der radial gewebten Abschnitte als das erste ringförmige Element ausgebildet wird/werden und indem Enden der zweiten Gewebelage des radial gewebten Abschnitts bzw. der zweiten Gewebelagen der radial gewebten Abschnitte durch einen Fügeprozess verbunden werden und die zweite Gewebelage des radial gewebten Abschnitts bzw. die zweiten Gewebelagen der radial gewebten Abschnitte als das zweite ringförmige Element ausgebildet wird/werden.
- Gemäß einer weiteren bevorzugten Variante des erfindungsgemäßen Verfahrens ist der Fügeprozess ausgewählt aus der Gruppe bestehend aus Weben; Bilden eines textilen Scharniers; Bilden eines Anker-Riemenverbinders; Bilden einer stoffschlüssigen Verbindung, vorzugsweise Schweißen, Kleben; Bilden einer formschlüssigen Verbindung, vorzugsweise Nieten, Nähen; und Bilden einer stoff- und formschlüssigen Verbindung, vorzugsweise einer Kombination von Kleben und Nieten.
- Die offenen Gewebeenden (bzw. die Enden der mindestens einen ersten Gewebelage und die Enden der mindestens einen zweiten Gewebelage) können auf unterschiedliche Art und Weise miteinander verbunden werden. Bevorzugte Varianten sind:
-
- Beispielsweise können die Enden zusammengewebt werden: Enden der beiden Gewebe werden zusammengelegt und miteinander verwebt. Dabei werden die ehemaligen Kettfäden zu Schussfäden. Es werden "neue" Kettfäden senkrecht zu den "alten" eingefügt.
- Beispielsweise können Halbkreise gewebt und die Enden direkt zusammengewebt werden: Die Armierungsstruktur (z.B. das Lüfterrad) wird halbiert gewebt. Die Lagenanzahl verdoppelt sich.
- Hierbei kann jeweils mindestens eine gewebte Tasche in die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage als Abschluss eingewebt werden, durch die ein Stift geschoben ist.
- Hierbei können Riemen in die Gewebeenden (d.h. in die Enden der mindestens einen ersten Gewebelage und in die Enden der mindestens einen zweiten Gewebelage) eingebracht werden. Die jeweiligen beiden Enden können mit den Riemen zusammengesetzt werden (wie ein Reißverschluss). Hierfür kann in der Mitte kann ein Stab durch die Riemen geschoben werden, um die jeweiligen beiden Enden bzw. Riemen zu verbinden.
- Beispielsweise kann eine stoffschlüssige Verbindung durch Kleben und/oder Schweißen erreicht werden.
- Beispielsweise kann eine formschlüssige Verbindung durch Nieten und/oder Nähen erreicht werden. Zum Nähen kann eine Nähtechnik verwendet werden, beispielsweise: Lagen überlappen und zusammennähen, oder Lagen an den Enden teilen, Einzellagen ineinanderschieben und zusammennähen.
- Beispielsweise kann eine stoff- und formschlüssige Verbindung durch eine Kombination von Kleben und Nieten erreicht werden.
- Eine weitere bevorzugte Variante des erfindungsgemäßen Verfahrens ist dadurch gekennzeichnet, dass in Schritt a) ein planes mehrlagiges Gewebe mit linearer Fadenführung (z.B. ein Jacquardgewebe) gewebt wird, welches mindestens eine erste Gewebelage, mindestens eine zweite Gewebelage und mindestens eine zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordnete dritte Gewebelage aufweist, wobei die mindestens eine dritte Gewebelage teilweise (bzw. bereichsweise) mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebt wird und zumindest bereichsweise (bzw. teilsweise) in Form von Stegen gewebt wird, über die die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage miteinander verbunden werden, und in Schritt b) das plane mehrlagige Gewebe mit linearerer Fadenführung (z.B. Jacquardgewebe) (ringförmig) zugeschnitten wird und dabei die mindestens eine erste Gewebelage als das erste ringförmige Element ausgebildet wird und die mindestens eine zweiten Gewebelage als das zweite ringförmige Element ausgebildet wird.
- Das plane mehrlagige Gewebe mit linearer Fadenführung kann vorzugsweise durch Verwendung einer Webmaschine (ohne konischen Abzug - Faserausrichtung in 0° und 90°-Richtung), vorzugsweise einer Jacquardwebmaschine, hergestellt werden. Das hergestellte Mehrlagengewebe ist dabei mindestens dreilagig. Die Mittellage kann sich immer wieder mit der oberen und unteren Lage verbinden und bildet dadurch Stege (z.B. Schaufeln) aus. Die Stege werden direkt im Webprozess gebildet und müssen nicht gefügt werden. Die An- und Abbindungsbereiche können dabei auch so ausgelegt werden, dass die Steglänge (z.B. Schaufellänge) über die ganze Ringbreite konstant ist. Die Ermittlung der An- und Abbindungsbereiche erfolgt über geometrische Zusammenhänge. Die Einstellung der Gewebedicke ist bei dieser Variante abhängig von der Fadendichte in Kett- und Schussrichtung. Die Gewebedicke kann über die Gewebebindung und die Schussfadendichte gesteuert werden. Der Vorteil dieser Variante (d.h. der Herstellung des Mehrlagengewebes als Gewebe mit linearer Fadenführung) ist, dass je nach Maschinengröße und Rapportanzahl mehrere Bauteile gleichzeitig hergestellt werden können. Die Wirtschaftlichkeit steht hier im Vordergrund. Die gewebten Strukturen müssen zum Schluss aus dem Gewebe herausgeschnitten werden.
- Die vorliegende Erfindung betrifft außerdem ein Verfahren zur Herstellung eines Bauteils (bzw. Faserverbundbauteils), bei welchem zunächst
- eine Armierungsstruktur mit dem erfindungsgemäßen Verfahren zur Herstellung einer Armierungsstruktur hergestellt wird, oder
- eine erfindungsgemäße Armierungsstruktur bereitgestellt wird,
- Eine bevorzugte des erfindungsgemäßen Verfahrens ist dadurch gekennzeichnet, dass das Herstellen der Matrix
- durch Infiltrieren der Armierungsstruktur mit mindestens einem Material, vorzugsweise mindestens einem Metall oder mindestens einem Polymer (z.B. einem Polymer ausgewählt aus der Gruppe bestehend aus Epoxidharzen, ungesättigten Polyesterharzen, Melaminharzen, sowie Mischungen hiervon), oder
- durch Infiltrieren der Armierungsstruktur mit einem Schlicker (bzw. Keramik-Schlicker) und ein anschließendes Sintern der infiltrierten Armierungsstruktur erfolgt, oder
- durch Gasphasenabscheidung, vorzugsweise chemische Gasphaseninfiltration (CVI = chemical vapour infiltration),
- Eine bevorzugte erfindungsgemäße Variante sieht vor, dass die Matrix durch Infiltrieren mit mindestens einem Harz bzw. Harzsystem hergestellt. Hierbei wird die Armierungsstruktur mit einem Harzsystem infiltriert, welches ein Harz sowie ein dem Harz zugesetzten Härter zur Aushärtung des Harzes umfasst. Das Harz ist hierbei vorzugsweise ausgewählt aus der Gruppe bestehend aus Epoxidharzen, ungesättigten Polyesterharzen, Melaminharzen, sowie Mischungen hiervon.
- Die vorliegende Erfindung betrifft ferner die Verwendung des erfindungsgemäßen Bauteils als Lüfterrad in Ventilatoren, vorzugsweise Heißgasventilatoren, Radialventilatoren; Lüftungsanlagen; Klimaanlagen; oder Windkraftanlagen, vorzugweise Kleinwindkraftanlagen.
- Anhand der nachfolgenden Figuren und Beispiele soll die vorliegende Erfindung näher erläutert werden, ohne diese auf die hier gezeigten spezifischen Ausführungsformen und Parameter zu beschränken.
-
Fig. 1 zeigt eine schematische Darstellung einer beispielhaften Ausführungsform der erfindungsgemäßen Armierungsstruktur. Die Armierungsstruktur umfasst ein Mehrlagengewebe mit mindestens einer ersten Gewebelage, die als erstes ringförmiges Element 1 ausgebildet ist, mindestens einer zweiten Gewebelage, die als zweites ringförmiges Element 2 ausgebildet ist, und mindestens einer zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordneten und teilweise mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebten dritten Gewebelage, die durchtrennte flottierende Fäden aufweist und bereichsweise in Form von Stegen 3 ausgebildet ist, über die das erste ringförmige Element 1 und das zweite ringförmige Element 2 miteinander verbunden sind. -
Fig. 2 zeigt eine schematische Darstellung einer weiteren beispielhaften Ausführungsform der erfindungsgemäßen Armierungsstruktur. Hier sind die Stege 3 rückwärts gekrümmt. - In den
Figuren 3, 4 und5a bis 5h sind verschiedene Varianten von Fügestellen bzw. deren Herstellung dargestellt. Handelt es sich beim Mehrlagengewebe der erfindungsgemäßen Armierungsstruktur um ein Radialgewebe, so weist die Armierungsstruktur mindestens zwei Fügestellen (mindestens eine Fügestelle in der mindestens einen ersten Gewebelage und mindestens eine Fügestelle in der mindestens einen zweiten Gewebelage) auf. An diesen Fügestellen sind jeweils zwei Enden der jeweiligen Gewebelage aneinander gefügt. Dieses Fügen kann auf verschiedene Weisen erfolgen. - Beispielsweise kann das Fügen durch Bilden eines textilen Scharniers erfolgen.
- Hierbei wird jeweils mindestens eine gewebte Tasche in die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage als Abschluss eingewebt, durch die ein Stift geschoben wird. Eine schematische Darstellung eines solchen textilen Scharniers ist in
Fig. 3 dargestellt. - Gemäß eines alternativen Beispiels kann das Fügen mittels Weben erfolgen, wobei hier verschiedene Web-Varianten möglich sind. In einer beispielhaften Web-Variante werden Halbkreise gewebt und die Enden der Gewebelagen (bzw. die Fäden der Enden der Gewebelagen) direkt zusammen gewebt. Die Vorgehensweise beim Halbkreise weben ist in
Fig. 4 schematisch dargestellt. Hierbei wird beispielsweise Fadenende A mit Fadenende D verwebt sowie Fadenende B mit Fadenende C verwebt. Das Lüfterrad wird halbiert gewebt, die Lagenanzahl verdoppelt sich. Der Fadenverlauf sowie die genaue Vorgehensweise bei dieser Endenverbindung ist inFig. 5a bis Fig. 5h gezeigt.Fig. 5a zeigt eine Darstellung des Fadenverlaufs am Übergang zwischen zwei gewebten zukünftigen Armierungsstrukturen, die hier endlos als Radialgewebe gewebt wurden. Die Fäden (5, 6) der Trägerlage flottieren, während die Fäden (7, 8) der Decklage zusammengewebt werden.Fig. 5b zeigt die Platzierung des Schnitts am Übergang zwischen den beiden gewebten zukünftigen Armierungsstrukturen.Fig. 5c zeigt die auseinandergeklappte Armierungsstruktur mit noch überstehenden Enden.Fig. 5d zeigt das Abschneiden der überstehenden Fäden in der Decklage.Fig. 5e zeigt das Umklappen der Fügestelle in der Decklage.Fig. 5f zeigt das Aufschieben der Schussfäden in der Trägerlage.Fig. 5g zeigt das Abschneiden der überstehenden Enden.Fig. 5h zeigt schließlich die fertige Fügestelle. - Zunächst wird ein planes mehrlagiges Radialgewebe mit einer ersten Gewebelage, einer zweiten Gewebelage und einer zwischen der ersten Gewebelage und der zweiten Gewebelage angeordneten dritten Gewebelage gewebt. Hierbei wird die dritte Gewebelage teilweise mit der ersten Gewebelage und mit zweiten Gewebelage verwebt, wobei zudem die dritte Gewebelage bereichsweise in Form von Stegen gewebt wird, über die die erste Gewebelage und die zweite Gewebelage miteinander verbunden werden. Das Weben des Radialgewebes erfolgt beispielsweise mithilfe einer Webmaschine mit konischem Warenabzug.
- Die erste Gewebelage und die zweite Gewebelage des gewebten Radialgewebes weisen jeweils ein erstes Ende und ein zweites Ende auf. Die dritte Gewebelage des gewebten Radialgewebes weist flottierende Fäden auf. Eine schematische Darstellung eines Bereichs des gewebten Radialgewebes ist in
Fig. 6a und Fig. 6b dargestellt. Dort sind die flottierenden Fäden mit Pfeilen markiert. - Die flottierenden Fäden der dritten Gewebelage werden durchtrennt. Danach wird das erste Ende der ersten Gewebelage mit dem zweiten Ende der ersten Gewebelage durch einen Fügeprozess, z.B. durch Zusammenweben, verbunden und dabei die erste Gewebelage als ein erstes ringförmiges Element ausgebildet. Zudem wird das erste Ende der zweiten Gewebelage mit dem zweiten Ende der zweiten Gewebelage durch einen Fügeprozess, z.B. durch Zusammenweben, verbunden und dabei die zweite Gewebelage als zweites ringförmiges Element ausgebildet. Danach kann das Mehrlagengewebe in eine dreidimensionale Struktur aufgestellt (bzw. aufgedreht) werden.
- Zunächst wird ein planes mehrlagiges Gewebe mit linearer (0°) Fadenführung gewebt, welches eine erste Gewebelage, eine zweite Gewebelage und eine zwischen der ersten Gewebelage und der zweiten Gewebelage angeordnete dritte Gewebelage aufweist. Hierbei wird die dritte Gewebelage teilweise mit der ersten Gewebelage und mit der zweiten Gewebelage verwebt, wobei zudem die dritte Gewebelage bereichsweise in Form von Stegen gewebt wird, über die die erste Gewebelage und die zweite Gewebelage miteinander verbunden werden. Das Weben des Gewebes mit linearer Fadenführung erfolgt beispielsweise auf einer Webmaschine mit linear (0°) verlaufenden Kettfäden, z.B. einer Jacquardwebmaschine.
- Das hergestellte Gewebe mit linearerer Fadenführung wird (ringförmig) zugeschnitten und dabei die Gewebelage als erstes ringförmiges Element ausgebildet und die zweite Gewebelage als zweites ringförmiges Element ausgebildet. Durch das Zuschneiden können flottierende Fäden der dritten Gewebelage weggeschnitten werden, sofern diese nicht auf dem Teil des Gewebes angeordnet sind, der zur fertigen Armierungsstruktur gehört. Sollten flottierende Fäden der dritten Gewebelage auf dem Teil des Gewebes angeordnet sein, der zur fertigen Armierungsstruktur gehört, werden diese flottierenden Fäden der dritten Gewebelage durchtrennt. Anschließend kann das Mehrlagengewebe in eine dreidimensionale Struktur aufgestellt werden.
- Die in Ausführungsbeispiel 1 erhaltene Armierungsstruktur wird mit einem Epoxidharz sowie einem dem Epoxidharz zugesetzten Härter zur Härtung des Epoxidharzes infiltriert und anschließend bei Raumtemperatur ausgehärtet. Es wird ein Bauteil mit einer Epoxidharz-Matrix erhalten, in welche die Armierungsstruktur eingebettet ist.
- Die in Ausführungsbeispiel 2 erhaltene Armierungsstruktur wird mit einem Epoxidharz sowie einem dem Epoxidharz zugesetzten Härter zur Härtung des Epoxidharzes infiltriert und anschließend über ausgehärtet. Es wird ein Bauteil mit einer Epoxidharz-Matrix erhalten, in welche die Armierungsstruktur eingebettet ist.
Claims (15)
- Armierungsstruktur für Bauteile, umfassend ein Mehrlagengewebe mit mindestens einer ersten Gewebelage, die als erstes ringförmiges Element (1) ausgebildet ist, mindestens einer zweiten Gewebelage, die als zweites ringförmiges Element (2) ausgebildet ist, und mindestens einer zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordneten und teilweise mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebten dritten Gewebelage, die zumindest bereichsweise in Form von Stegen (3) ausgebildet ist, über die das erste ringförmige Element und das zweite ringförmige Element miteinander verbunden sind, wobei die Stege (3) keine Fügestelle aufweisen.
- Armierungsstruktur nach dem vorhergehenden Anspruch, dadurch gekennzeichnet, dass die mindestens eine dritte Gewebelage durchtrennte flottierende Fäden aufweist und/oder dass die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage- jeweils keine Fügestelle aufweisen, oder- jeweils eine Anzahl an Fügestellen aufweisen, die geringer ist als die Anzahl der Stege, bevorzugt jeweils maximal zwei Fügestellen aufweisen, besonders bevorzugt jeweils maximal eine Fügestelle aufweisen.
- Armierungsstruktur nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Mehrlagengewebe Fasern umfasst oder daraus besteht, die ausgewählt sind aus der Gruppe bestehend aus Glasfasern; Kohlenstofffasern; Basaltfasern; Keramikfasern, bevorzugt Al2O3-Fasern, Mullitfasern, SiC-Fasern; Metallfasern; Polymerfasern, bevorzugt, Polyamidfasern, z.B. Aramidfasern, Polyethylenterephthalatfasern, Polypropylenfasern, Polyethylenfasern, Polyacrylnitrilfasern, Polyetheretherketonfasern; und Mischungen hiervon.
- Armierungsstruktur nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Stege (3)- streifenförmig oder schaufelförmig sind, und/oder- gerade oder gekrümmt verlaufen, und/oder- in einer Laufrichtung der ersten und zweiten Gewebelage geneigt sind, und/oder- mindestens vier Stege, bevorzugt mindestens acht Stege, umfassen.
- Armierungsstruktur nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Mehrlagengewebe- ein Radialgewebe ist, wobei die mindestens eine erste Gewebelage mindestens eine Fügestelle aufweist, über die ein Ende der mindestens einen ersten Gewebelage mit einem weiteren Ende der mindestens einen ersten Gewebelage verbunden ist, und die mindestens eine zweite Gewebelage mindestens eine Fügestelle aufweist, über die ein Ende der mindestens einen zweiten Gewebelage mit einem weiteren Ende der mindestens einen zweiten Gewebelage verbunden ist,
wobei es sich bei der mindestens einen Fügestelle der mindestens einen ersten Gewebelage und/oder bei der mindestens einen Fügestelle der mindestens einen zweiten Gewebelage vorzugsweise um eine gewebte Fügestelle, um ein textiles Scharnier, um einen Anker-Riemenverbinder, um eine stoffschlüssige Verbindung, bevorzugt durch Schweißen oder Kleben, um eine formschlüssige Verbindung, bevorzugt durch Nieten oder Nähen, oder um eine stoff- und formschlüssige Verbindung, bevorzugt durch eine Kombination von Kleben und Nieten, handelt,
oder- ein Gewebe mit linearem Fadenverlauf ist, welches keine Fügestelle aufweist. - Bauteil umfassend eine Armierungsstruktur nach einem der vorhergehenden Ansprüche, sowie eine Matrix, in welche die Armierungsstruktur eingebettet ist.
- Bauteil nach Anspruch 6, dadurch gekennzeichnet, dass- die Matrix ein Material enthält oder aus diesem besteht, welches ausgewählt ist aus der Gruppe bestehend aus Metallen, Keramiken, Polymeren, und Mischungen hiervon,
und/oder- es sich bei dem Bauteil um ein Rad, vorzugsweise ein Lüfterrad, handelt. - Verfahren zur Herstellung einer Armierungsstruktur nach einem der Ansprüche 1 bis 5, bei welchema) ein planes Mehrlagengewebe mit mindestens einer ersten Gewebelage, mindestens einer zweiten Gewebelage und mindestens einer zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordneten dritten Gewebelage gewebt wird, wobei die mindestens eine dritte Gewebelage teilweise mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebt wird und zumindest bereichsweise in Form von Stegen (3) gewebt wird, über die die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage miteinander verbunden werden, undb) die mindestens eine erste Gewebelage als ein erstes ringförmiges Element (1) ausgebildet wird und die mindestens eine zweite Gewebelage als ein zweites ringförmiges Element (2) ausgebildet wird.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass- flottierende Fäden der mindestens einen dritten Gewebelage durchtrennt werden, und/oder- das plane Mehrlagengewebe in eine dreidimensionale Struktur aufgestellt wird.
- Verfahren nach Anspruch 8 oder 9, dadurch gekennzeichnet, dass das plane Mehrlagengewebe aus Fasern gewebt wird, die ausgewählt sind aus der Gruppe bestehend aus Glasfasern; Kohlenstofffasern; Basaltfasern; Keramikfasern, bevorzugt Al2O3-Fasern, Mullitfasern, SiC-Fasern; Metallfasern; Polymerfasern, bevorzugt, Polyamidfasern, z.B. Aramidfasern, Polyethylenterephthalatfasern, Polypropylenfasern, Polyethylenfasern, Polyacrylnitrilfasern, Polyetheretherketonfasern; und Mischungen hiervon.
- Verfahren nach einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dassin Schritt a) ein planes mehrlagiges Radialgewebe mit mindestens einer ersten Gewebelage, mindestens einer zweiten Gewebelage und mindestens einer zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordneten dritten Gewebelage gewebt wird, wobei die mindestens eine dritte Gewebelage teilweise mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebt wird und zumindest bereichsweise in Form von Stegen (3) gewebt wird, über die die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage miteinander verbunden werden, undin Schritt b) ein Ende der mindestens einen ersten Gewebelage mit einem weiteren Ende der mindestens einen ersten Gewebelage durch einen Fügeprozess verbunden wird und dabei die mindestens eine erste Gewebelage als das erste ringförmige Element (1) ausgebildet wird und ein Ende der mindestens einen zweiten Gewebelage mit einem weiteren Ende der mindestens einen zweiten Gewebelage durch einen Fügeprozess verbunden wird und dabei die mindestens eine zweite Gewebelage als das zweite ringförmige Element (2) ausgebildet wird,wobei der Fügeprozess vorzugsweise ausgewählt ist aus der Gruppe bestehend aus Weben; Bilden eines textilen Scharniers; Bilden eines Anker-Riemenverbinders; Bilden einer stoffschlüssigen Verbindung, bevorzugt Schweißen, Kleben; Bilden einer formschlüssigen Verbindung, bevorzugt Nieten, Nähen; und Bilden einer stoff- und formschlüssigen Verbindung, bevorzugt einer Kombination von Kleben und Nieten.
- Verfahren nach einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dassin Schritt a) ein planes mehrlagiges Gewebe mit linearem Fadenverlauf gewebt wird, welches mindestens eine erste Gewebelage, mindestens eine zweite Gewebelage und mindestens eine zwischen der mindestens einen ersten Gewebelage und der mindestens einen zweiten Gewebelage angeordnete dritte Gewebelage aufweist, wobei die mindestens eine dritte Gewebelage teilweise mit der mindestens einen ersten Gewebelage und mit der mindestens einen zweiten Gewebelage verwebt wird und zumindest bereichsweise in Form von Stegen (3) gewebt wird, über die die mindestens eine erste Gewebelage und die mindestens eine zweite Gewebelage miteinander verbunden werden, undin Schritt b) das plane mehrlagige Gewebe mit linearem Fadenverlauf zugeschnitten wird und dabei die mindestens eine erste Gewebelage als das erste ringförmige Element (1) ausgebildet wird und die mindestens eine zweite Gewebelage als das zweite ringförmige Element (2) ausgebildet wird.
- Verfahren zur Herstellung eines Bauteils, bei welchem zunächst eine Armierungsstruktur mit einem Verfahren nach einem der Ansprüche 8 bis 12 hergestellt wird oder eine Armierungsstruktur nach einem der Ansprüche 1 bis 5 bereitgestellt wird und danach eine Matrix hergestellt wird, in welche die Armierungsstruktur eingebettet ist.
- Verfahren nach Anspruch 13, dadurch gekennzeichnet, dass das Herstellen der Matrix- durch Infiltrieren der Armierungsstruktur mit mindestens einem Material, vorzugsweise mindestens einem Metall oder mindestens einem Polymer,- durch Infiltrieren der Armierungsstruktur mit einem Schlicker und ein anschließendes Sintern der infiltrierten Armierungsstruktur, oder- durch Gasphasenabscheidung,erfolgt.
- Verwendung eines Bauteils nach Anspruch 6 oder 7 als Lüfterrad in Ventilatoren, vorzugsweise Heißgasventilatoren, Radialventilatoren; Lüftungsanlagen; Klimaanlagen; oder Windkraftanlagen, vorzugweise Kleinwindkraftanlagen.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102021209982.3A DE102021209982A1 (de) | 2021-09-09 | 2021-09-09 | Armierungsstruktur für Bauteil, die Armierungsstruktur umfassendes Bauteil sowie Verfahren zur Herstellung der Armierungsstruktur und Verfahren zur Herstellung des Bauteils |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP4148171A1 EP4148171A1 (de) | 2023-03-15 |
| EP4148171B1 true EP4148171B1 (de) | 2024-11-06 |
| EP4148171C0 EP4148171C0 (de) | 2024-11-06 |
Family
ID=83271365
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22194810.2A Active EP4148171B1 (de) | 2021-09-09 | 2022-09-09 | Armierungsstruktur für bauteil, die armierungsstruktur umfassendes bauteil sowie verfahren zur herstellung der armierungsstruktur und verfahren zur herstellung des bauteils |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP4148171B1 (de) |
| DE (1) | DE102021209982A1 (de) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002055773A1 (fr) * | 2001-01-12 | 2002-07-18 | Sumitomo Electric Industries, Ltd. | Tissu en spiral et corps rotatif a vitesse elevee utilisant ledit tisssu |
| DE10104170A1 (de) | 2001-01-30 | 2002-08-01 | Abb Research Ltd | Lüfterrad und Verfahren zu dessen Herstellung |
| BR112016003987B1 (pt) | 2013-09-04 | 2021-10-05 | Biteam Ab | Artigo de tecido tridimensional, método para produção de um artigo de tecido tridimensional e aparelho para produzir um artigo de tecido tridimensional |
-
2021
- 2021-09-09 DE DE102021209982.3A patent/DE102021209982A1/de not_active Ceased
-
2022
- 2022-09-09 EP EP22194810.2A patent/EP4148171B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP4148171A1 (de) | 2023-03-15 |
| DE102021209982A1 (de) | 2023-03-09 |
| EP4148171C0 (de) | 2024-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2904262B1 (de) | Faserverbundbauteil für das rotorblatt einer windturbine | |
| EP1738895B1 (de) | Gelenk | |
| DE10214340C1 (de) | Blattanschluß für die Rotorblätter einer Windenergieanlage und Verfahren zu dessen Herstellung | |
| DE102019001831B4 (de) | Verbundschaufel und herstellungsverfahren für eine verbundschaufel | |
| DE102008019065B4 (de) | Verfahren zur Herstellung eines beidseitig mit Deckschichten versehenen Kernverbundes sowie Kernverbund | |
| EP2714974B1 (de) | Mehrlagengewebe, seine verwendung sowie verfahren zur herstellung von compositen | |
| DE69805870T2 (de) | Verbundene mehrschichtige Textur für Verbundmaterialien | |
| DE102008063545B4 (de) | Multiaxialgelege, Verfahren zur Herstellung eines Faserverbundkunststoffs und Faserverbundkunststoff | |
| EP3018342B1 (de) | Verfahren zum herstellen eines rotorblatts einer windenergieanlage | |
| CH701161B1 (de) | Verfahren zum Herstellen einer Vielzahl von frequenzabgestimmten Turbinenschaufeln und Vielzahl von frequenzabgestimmten Turbinenschaufeln. | |
| WO2018029240A1 (de) | Gurt aus vorgefertigten elementen mit gelege und ein verfahren zu seiner fertigung | |
| DE102011003560B4 (de) | Verfahren zum Herstellen eines Faserhalbzeugs für die Herstellung eines faserverstärkten Bauteils einer Windenergieanlage, insbesondere Rotorblattgurt, sowie Faserhalbzeug und Verwendung eines Faserhalbzeugs | |
| EP3260697B1 (de) | Hinterkantengurt mit rechteckquerschnitt | |
| DE102010003356B4 (de) | Verfahren zur Herstellung eines Bauteils aus einem Verbundmaterial und Komponente für ein Bauteil aus einem Verbundmaterial | |
| WO2019110281A1 (de) | Anschlusselement für ein faserverbundkunststoffbauteil | |
| EP2370315B1 (de) | Flächiges bauteil eines fluggerätes und verfahren zu dessen herstellung | |
| EP3843981A1 (de) | Faserverbundhalbzeug, faserverbundbauteil, rotorblattelement, rotorblatt und windenergieanlage sowie verfahren zum herstellen eines faserverbundhalbzeugs und verfahren zum herstellen eines faserverbundbauteils | |
| DE102010030550B4 (de) | Verbundbauteil mit einem Gewebe mit integrierten Profilen | |
| EP4148171B1 (de) | Armierungsstruktur für bauteil, die armierungsstruktur umfassendes bauteil sowie verfahren zur herstellung der armierungsstruktur und verfahren zur herstellung des bauteils | |
| DE102009004813B4 (de) | Faserverstärkte Kunststoffplatte mit laminiertem Buchseneinsatz | |
| DE69917048T2 (de) | Verbundwerkstoffkonstruktion | |
| DE102013205440A1 (de) | Verfahren zur Herstellung eines Faserverbundbauteils mit verstärktem Anbindungsabschnitt zur lokalen Krafteinleitung | |
| EP2716436B1 (de) | Kohlenstoffverbundbauteil | |
| EP3647039B1 (de) | Verfahren zum herstellen eines bereichsweise flächigen bauteils aus einem faserverbundwerkstoff | |
| DE102011121658A1 (de) | Verfahren zur Herstellung eines Bauteils aus Faserverbundwerkstoff mit Randverstärkungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20230913 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240604 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502022002061 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20241206 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20241216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250306 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20250206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241106 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20250807 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 4 Effective date: 20250923 |