EP3352181B1 - Production method for a permanent magnet - Google Patents
Production method for a permanent magnet Download PDFInfo
- Publication number
- EP3352181B1 EP3352181B1 EP15904018.7A EP15904018A EP3352181B1 EP 3352181 B1 EP3352181 B1 EP 3352181B1 EP 15904018 A EP15904018 A EP 15904018A EP 3352181 B1 EP3352181 B1 EP 3352181B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hours
- less
- temperature
- atomic
- phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 29
- 238000011282 treatment Methods 0.000 claims description 138
- 230000032683 aging Effects 0.000 claims description 112
- 239000013078 crystal Substances 0.000 claims description 68
- 238000010438 heat treatment Methods 0.000 claims description 68
- 239000000843 powder Substances 0.000 claims description 55
- 239000000203 mixture Substances 0.000 claims description 54
- 239000000956 alloy Substances 0.000 claims description 47
- 229910045601 alloy Inorganic materials 0.000 claims description 47
- 238000001816 cooling Methods 0.000 claims description 42
- 238000005245 sintering Methods 0.000 claims description 27
- 238000000034 method Methods 0.000 claims description 24
- 229910052751 metal Inorganic materials 0.000 claims description 14
- 239000002184 metal Substances 0.000 claims description 14
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 11
- 229910052735 hafnium Inorganic materials 0.000 claims description 6
- 229910052719 titanium Inorganic materials 0.000 claims description 6
- 229910052726 zirconium Inorganic materials 0.000 claims description 6
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- 229910052804 chromium Inorganic materials 0.000 claims description 3
- 229910052733 gallium Inorganic materials 0.000 claims description 3
- 229910052748 manganese Inorganic materials 0.000 claims description 3
- 229910052759 nickel Inorganic materials 0.000 claims description 3
- 229910052758 niobium Inorganic materials 0.000 claims description 3
- 229910052715 tantalum Inorganic materials 0.000 claims description 3
- 229910052721 tungsten Inorganic materials 0.000 claims description 3
- 229910052720 vanadium Inorganic materials 0.000 claims description 3
- 230000006835 compression Effects 0.000 claims 2
- 238000007906 compression Methods 0.000 claims 2
- 239000012071 phase Substances 0.000 description 199
- 239000010949 copper Substances 0.000 description 138
- 230000000717 retained effect Effects 0.000 description 69
- 230000005415 magnetization Effects 0.000 description 45
- 230000000052 comparative effect Effects 0.000 description 37
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 35
- 230000007423 decrease Effects 0.000 description 29
- 230000006872 improvement Effects 0.000 description 23
- 238000010583 slow cooling Methods 0.000 description 23
- 230000005381 magnetic domain Effects 0.000 description 21
- 238000005259 measurement Methods 0.000 description 19
- 238000000227 grinding Methods 0.000 description 17
- 210000004027 cell Anatomy 0.000 description 16
- 230000014759 maintenance of location Effects 0.000 description 15
- 230000000694 effects Effects 0.000 description 14
- 230000004907 flux Effects 0.000 description 14
- 239000007789 gas Substances 0.000 description 14
- 239000002994 raw material Substances 0.000 description 13
- 238000009616 inductively coupled plasma Methods 0.000 description 12
- 239000000463 material Substances 0.000 description 11
- 230000009467 reduction Effects 0.000 description 11
- 239000000523 sample Substances 0.000 description 10
- 238000002844 melting Methods 0.000 description 8
- 239000010936 titanium Substances 0.000 description 8
- 238000004458 analytical method Methods 0.000 description 7
- 238000006073 displacement reaction Methods 0.000 description 7
- 230000008018 melting Effects 0.000 description 7
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 150000002500 ions Chemical class 0.000 description 5
- 101000993059 Homo sapiens Hereditary hemochromatosis protein Proteins 0.000 description 4
- 230000006866 deterioration Effects 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 229910052772 Samarium Inorganic materials 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 238000005191 phase separation Methods 0.000 description 3
- 229910004269 CaCu5 Inorganic materials 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- 229910052779 Neodymium Inorganic materials 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000011088 calibration curve Methods 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 150000002910 rare earth metals Chemical class 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- 229910020498 Ce2Ni7 Inorganic materials 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 229910020598 Co Fe Inorganic materials 0.000 description 1
- BGPVFRJUHWVFKM-UHFFFAOYSA-N N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] Chemical compound N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] BGPVFRJUHWVFKM-UHFFFAOYSA-N 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 210000002421 cell wall Anatomy 0.000 description 1
- GWXLDORMOJMVQZ-UHFFFAOYSA-N cerium Chemical compound [Ce] GWXLDORMOJMVQZ-UHFFFAOYSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005090 crystal field Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000000635 electron micrograph Methods 0.000 description 1
- 238000009689 gas atomisation Methods 0.000 description 1
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 238000013507 mapping Methods 0.000 description 1
- 238000005551 mechanical alloying Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 1
- 229910001172 neodymium magnet Inorganic materials 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- -1 polytetrafluoroethylene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
- PUDIUYLPXJFUGB-UHFFFAOYSA-N praseodymium atom Chemical compound [Pr] PUDIUYLPXJFUGB-UHFFFAOYSA-N 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000000700 radioactive tracer Substances 0.000 description 1
- 230000001172 regenerating effect Effects 0.000 description 1
- KZUNJOHGWZRPMI-UHFFFAOYSA-N samarium atom Chemical compound [Sm] KZUNJOHGWZRPMI-UHFFFAOYSA-N 0.000 description 1
- VSZWPYCFIRKVQL-UHFFFAOYSA-N selanylidenegallium;selenium Chemical compound [Se].[Se]=[Ga].[Se]=[Ga] VSZWPYCFIRKVQL-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 230000002194 synthesizing effect Effects 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
- H02K1/272—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis
- H02K1/274—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets
- H02K1/2753—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets the rotor consisting of magnets or groups of magnets arranged with alternating polarity
- H02K1/276—Magnets embedded in the magnetic core, e.g. interior permanent magnets [IPM]
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/07—Alloys based on nickel or cobalt based on cobalt
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/0555—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 pressed, sintered or bonded together
- H01F1/0557—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 pressed, sintered or bonded together sintered
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0266—Moulding; Pressing
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/02—Details of the magnetic circuit characterised by the magnetic material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
- H02K1/2706—Inner rotors
- H02K1/272—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis
- H02K1/274—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets
- H02K1/2753—Inner rotors the magnetisation axis of the magnets being perpendicular to the rotor axis the rotor consisting of two or more circumferentially positioned magnets the rotor consisting of magnets or groups of magnets arranged with alternating polarity
- H02K1/276—Magnets embedded in the magnetic core, e.g. interior permanent magnets [IPM]
- H02K1/2766—Magnets embedded in the magnetic core, e.g. interior permanent magnets [IPM] having a flux concentration effect
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
- B22F2009/043—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling by ball milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2200/00—Crystalline structure
- C22C2200/02—Amorphous
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/059—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and Va elements, e.g. Sm2Fe17N2
- H01F1/0596—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and Va elements, e.g. Sm2Fe17N2 of rhombic or rhombohedral Th2Zn17 structure or hexagonal Th2Ni17 structure
Definitions
- Embodiments described herein relate generally to a method of manufacturing a permanent magnet.
- a Sm-Co based magnet As an example of a high-performance rare earth magnet, a Sm-Co based magnet, a Nd-Fe-B based magnet, and the like are known. In these magnets, Fe and Co contribute to increase in saturation magnetization. Further, these magnets contain rare earth elements such as Nd and Sm, which brings about large magnetic anisotropy deriving from behavior of a 4f electron of the rare earth element in a crystal field. This enables to obtain large coercive force, resulting in that a high-performance magnet is realized.
- Such high-performance magnets are mainly used in electrical apparatuses, such as a motor, a speaker, and a measuring device.
- electrical apparatuses such as a motor, a speaker, and a measuring device.
- BHmax maximum magnetic energy product
- a variable magnetic flux motor has been proposed, which contributes to increase in efficiency of a motor.
- the Sm-Co based magnet has a high Curie temperature, and thus can realize good motor property at a high temperature, but, it is desired to realize higher coercive force, higher magnetization, and improvement of squareness ratio. It can be considered that it is effective to increase a degree of concentration of Fe, in order to realize high magnetization of the Sm-Co based magnet. However, in a conventional manufacturing method, the squareness ratio is sometimes lowered by increasing the Fe concentration. In order to realize a high-performance magnet for motor, a technology is required which improves magnetization and enables exertion of good squareness ratio in a composition with high Fe concentration.
- US 2015/0228385 A1 relates to a permanent magnet that includes: a composition expressed by a composition formula: R p Fe q M r Cu t Co 100-p-q-r-t (R is at least one element selected from rare-earth elements, M is at least one element selected from Zr, Ti, and Hf, 10.5 ⁇ p ⁇ 12.5 at %, 23 ⁇ q ⁇ 40 at%, 0.88 ⁇ r ⁇ 4.5 at%, 4.5 ⁇ t ⁇ 10.7 at%); and a metal structure containing a Th 2 Zn 17 crystal phase and a Cu-rich phase having a Cu concentration higher than that of the Th 2 Zn 17 crystal phase.
- a number of intersections of the Cu-rich phases existing in an area of 1 ⁇ m square is 10 or more.
- US 2013/0241333 A1 relates to a permanent magnet that includes a composition represented by a composition formula: R(Fe p M q Cu r (Co 1-s A s ) 1-p-q-r ) z , where, R is at least one element selected from rare earth elements, M is at least one element selected from Ti, Zr, and Hf, A is at least one element selected from Ni, V, Cr, Mn, Al, Si, Ga, Nb, Ta, and W, 0.05 ⁇ p ⁇ 0.6, 0.005 ⁇ q ⁇ 0.1, 0.01 ⁇ r ⁇ 0.15, 0 ⁇ s ⁇ 0.2, and 4 ⁇ z ⁇ 9, and a two-phase structure of a Th 2 Zn 17 crystal phase and a copper-rich phase.
- an average distance between the copper-rich phases is 120 nm or less.
- JP H06-108190 A relates to a rare earth permanent magnet alloy that is prepared by crushing, pulverizing, and compacting into desired shape in a magnetic field of an ingot of an alloy having a composition consisting of, by weight, 24-28% R (one or more kinds among rare earth elements), 10-20% Fe, 3-6% Cu, 2-4% Zr, and the balance Co.
- the resulting green compact is heated, e.g. to 1100-1250°C to be sintered, and subjected to solution heat treatment at a temperature lower by 0-50°C than the above temperature. Subsequently, an ageing treatment is applied at 700-950°C.
- a problem to be solved by the present invention is to provide a high-performance permanent magnet by controlling a metal structure of a Sm-Co based magnet.
- a permanent magnet prepared by a method of manufacturing as defined in claim 1, is expressed by a composition formula: R p Fe q M r Cu t Co 100-p-q-r-t .
- R is at least one element selected from the group consisting of rare earth elements
- M is at least one element selected from the group consisting of Zr, Ti, and Hf
- p is a number satisfying 10.5 ⁇ p ⁇ 12.4 atomic%
- q is a number satisfying 28 ⁇ q ⁇ 40 atomic%
- r is a number satisfying 0.88 ⁇ r ⁇ 4.3 atomic%
- t is a number satisfying 3.5 ⁇ t ⁇ 13.5 atomic%.
- the magnet comprises a metal structure including a cell phase having a Th 2 Zn 17 crystal phase, and a Cu-rich phase provided to divide the cell phase and having a Cu concentration higher than that of the Th 2 Zn 17 crystal phase.
- An Fe concentration of the Th 2 Zn 17 crystal phase is not less than 30 atomic% nor more than 45 atomic%.
- An average length of the Cu-rich phase is not less than 30 nm nor more than 250 nm.
- a permanent magnet prepared by a method of manufacturing of the present embodiment will be described hereinafter.
- the permanent magnet prepared by a method of manufacturing of the present embodiment has a composition expressed by a composition formula: R p Fe q M r Cu t Co 100-p-q-r-t (where R is at least one element selected from the group consisting of rare earth elements, M is at least one element selected from the group consisting of Zr, Ti, and Hf, p is a number satisfying 10.5 ⁇ p ⁇ 12.4 atomic%, q is a number satisfying 28 ⁇ q ⁇ 40 atomic%, r is a number satisfying 0.88 ⁇ r ⁇ 4.3 atomic%, and t is a number satisfying 3.5 ⁇ t ⁇ 13.5 atomic%).
- R is an element capable of bringing about large magnetic anisotropy to a magnet material.
- the element R there can be cited at least one element selected from the group consisting of rare earth elements such as yttrium (Y), samarium (Sm), cerium (Ce), praseodymium (Pr), and neodymium (Nd), for example.
- Sm yttrium
- Y samarium
- Ce cerium
- Pr praseodymium
- Nd neodymium
- p the content of the element R in the above composition formula is less than 10.5 atomic%, a large amount of ⁇ -Fe precipitates and the coercive force becomes small, and when p in the above composition formula exceeds 12.4 atomic%, saturation magnetization is lowered.
- p is more preferably not less than 10.9 atomic% nor more than 12.1 atomic%, and further, not less than 11.0 atomic% nor more than 12.0 atomic%.
- M is an element enabling exertion of large coercive force in a composition with high Fe concentration.
- the element M for example, one element or plural elements selected from the group consisting of titanium (Ti), zirconium (Zr), and hafnium (Hf) is/are used.
- Ti titanium
- Zr zirconium
- Hf hafnium
- r in the above composition formula exceeds 4.3 atomic%, a hetero-phase excessively containing the element M is likely to be generated, resulting in that both coercive force and magnetization become likely to decrease.
- r (the content of the element M) in the above composition formula is less than 0.88 atomic%, the effect of increasing the Fe concentration is likely to be small.
- the content of the element M is more preferably not less than 1.14 atomic% nor more than 3.58 atomic%, and further, greater than 1.49 atomic% and equal to or less than 2.24 atomic%, and still further, not less than 1.55 atomic% nor more than 2.23 atomic%.
- the element M preferably includes at least Zr.
- Hf is expensive among the element M, so that even when Hf is used, the amount of Hf to be used is preferably small.
- a concentration of Hf is preferably less than 20 atomic% of the element M.
- Cu is an element capable of making the magnet material exert high coercive force.
- t the content of Cu in the above composition formula exceeds 13.5 atomic%, magnetization is likely to decrease.
- t in the above composition formula is less than 3.5 atomic%, it becomes difficult to obtain high coercive force and good squareness ratio.
- the content of Cu is more preferably not less than 3.9 atomic% nor more than 9.0 atomic%, and further, not less than 4.3 atomic% nor more than 5.8 atomic%.
- Fe is an element responsible mainly for magnetization of the magnet material. By compounding a large amount of Fe, it is possible to increase the saturation magnetization of the magnet material, but, if Fe is excessively compounded, it becomes difficult to obtain a desired crystal phase due to precipitation of ⁇ -Fe or phase separation, resulting in that the coercive force may be decreased. Therefore, the content q is preferably not less than 28 atomic% nor more than 40 atomic%. The content q of Fe is more preferably not less than 29 atomic% nor more than 36 atomic%, and further, not less than 30 atomic% nor more than 33 atomic%.
- Co is an element responsible for magnetization of the magnet material and capable of making the magnet material exert high coercive force. Further, if a large amount of Co is compounded, a high Curie temperature can be obtained, which enables to increase heat stability of the magnetic property. If a compounding amount of Co is small, these effects become small. However, if Co is excessively added, a proportion of Fe relatively decreases, which may cause reduction in magnetization. Further, by replacing 20 atomic% or less of Co with one element or plural elements selected from the group consisting of Ni, V, Cr, Mn, Al, Si, Ga, Nb, Ta, and W, the magnetic property, for example, the coercive force, can be increased.
- the permanent magnet prepared by a method of manufacturing of the present embodiment includes a two-dimensional metal structure which includes a main phase having a Th 2 Zn 17 crystal phase (2-17 crystal phase) of hexagonal system, and a grain boundary phase provided between crystal grains which form the main phase.
- the main phase includes a cell phase having the 2-17 crystal phase and a Cu-rich phase having a CaCu 5 crystal phase (1-5 crystal phase) of hexagonal system.
- the Cu-rich phase is preferably formed to surround the cell phase.
- the above-described structure is also referred to as a cell structure.
- the Cu-rich phase also includes a cell wall phase which is provided so as to divide the cell phase.
- a c-axis of the Th 2 Zn 17 crystal phase is preferably provided in parallel to or substantially in parallel to an easy magnetization axis.
- Substantially in parallel means a direction within a range of not less than -10 degrees nor more than + 10 degrees from a parallel direction, for example.
- the Cu-rich phase is a phase having high Cu concentration.
- the Cu concentration of the Cu-rich phase is higher than the Cu concentration of the Th 2 Zn 17 crystal phase.
- the Cu concentration of the Cu-rich phase is preferably 1.2 times or more the Cu concentration of the Th 2 Zn 17 crystal phase.
- the Cu-rich phase exists linearly or in a plate state in a cross section which includes the c-axis in the Th 2 Zn 17 crystal phase, for example.
- a structure of the Cu-rich phase is not limited in particular, and there can be cited, for example, a CaCu 5 crystal phase (1-5 crystal phase) of hexagonal system, or the like.
- the permanent magnet may also have plural Cu-rich phases with different phases.
- Magnetic domain wall energy of the Cu-rich phase is higher than magnetic domain wall energy of the Th 2 Zn 17 crystal phase, and a difference between the magnetic domain wall energies becomes a barrier to magnetic domain wall displacement.
- the Cu-rich phase functions as a pinning site, it is possible to suppress magnetic domain wall displacement among plural cell phases.
- the effect of suppressing magnetic domain wall displacement is increased. This is also referred to as a magnetic domain wall pinning effect. Therefore, it is more preferable that the Cu-rich phase is formed so as to surround the cell phase.
- the Cu concentration of the Cu-rich phase is preferably not less than 10 atomic% nor more than 60 atomic%.
- the Cu concentration of the Cu-rich phase is more preferably not less than 30 atomic% nor more than 60 atomic%, and further, not less than 40 atomic% nor more than 60 atomic%.
- the magnetic domain wall pinning effect is increased, and in addition to that, the Cu-rich phase is densely formed so that even when a magnetic domain wall comes out of one pinning site, a displacement of the magnetic domain wall can be suppressed by another pinning site.
- an Fe concentration of the Th 2 Zn 17 crystal phase is not less than 30 atomic% nor more than 45 atomic%, and an average length of the Cu-rich phase is not less than 30 nm nor more than 250 nm.
- the number of the Cu-rich phases is preferably 20 or more in a region of cross section of 1 ⁇ m 2 of a metal structure including a c-axis of the Th 2 Zn 17 crystal phase, for example. Further, if the average length is less than 30 nm, the Cu concentration in the Cu-rich phase decreases, resulting in that the Cu-rich phase sometimes does not function as a pinning site.
- the average length of the Cu-rich phase is preferably not less than 90 nm nor more than 250 nm, and more preferably not less than 150 nm nor more than 250 nm.
- the permanent magnet prepared by a method of manufacturing of the present embodiment it is possible to densely form the Cu-rich phase by adjusting the average length of the Cu-rich phase, so that reversal of magnetization can be suppressed. Consequently, it is possible to suppress deterioration of the squareness ratio.
- the composition of the permanent magnet is measured by, for example, an ICP (Inductively Coupled Plasma) emission spectrochemical analysis method, SEM-EDX (Scanning Electron Microscope-Energy Dispersive X-ray Spectroscopy), TEM-EDX (Transmission Electron Microscope-EDX), or the like.
- a volume ratio of each phase is judged in a comprehensive manner by using observation with an electron microscope or an optical microscope in combination with X-ray diffraction, and the like, and can be determined by an areal analysis method of an electron micrograph obtained by photographing a cross section of the permanent magnet.
- As the cross section of the permanent magnet a cross section of a practically center part of a surface of a specimen having a maximum area is set to be used.
- the metal structure such as the Th 2 Zn 17 crystal phase and the Cu-rich phase is recognized as follows, for example.
- a scanning transmission electron microscope (STEM) is used to perform observation of a sample.
- SEM scanning transmission electron microscope
- a location of a grain boundary phase is specified, and by processing the sample by using a focused ion beam (FIB) so that the grain boundary phase is included in a field of view, it is possible to increase an observation efficiency.
- the above-described sample is a sample after being subjected to aging treatment. At this time, the sample is preferably an unmagnetized one.
- a concentration of each element of the cell phase and the Cu-rich phase can be measured by using TEM-EDX, for example.
- TEM-EDX concentration of each element is measured by the TEM-EDX
- a specimen for measurement is cut out from 1 mm or more inside of a surface of the sample.
- c-axis easy magnetization axis
- Substantially perpendicular means a direction within a range of not less than -10 degrees nor more than + 10 degrees from a perpendicular direction.
- Fig. 1 illustrates one example of a TEM bright-field image of a cross section including a c-axis of a Th 2 Zn 17 crystal phase.
- Fig. 2 illustrates a Cu-mapped image of the cross section illustrated in Fig. 1 .
- a relatively white region corresponds to the Cu-rich phase.
- a part with a width of 50 nm or less and whose longitudinal direction extends in one direction (a part of white arrow mark), out of a white plate-shaped region, is regarded as one Cu-rich phase.
- a length of the arrow mark in Fig. 2 indicates the length of the Cu-rich phase.
- a region surrounded by the white region is the Th 2 Zn 17 crystal phase (cell phase).
- An average length of the Cu-rich phase is defined as follows. In the entire cross section described above, a length from an intersection point between one end in a longitudinal direction of one high-Cu concentration region corresponding to the Cu-rich phase and another high-Cu concentration region to an intersection point between the other end in the longitudinal direction and another high-Cu concentration region, a length from one end to the other end in a longitudinal direction of one high-Cu concentration region, or a length from an intersection point between one end in a longitudinal direction of one high-Cu concentration region and another high-Cu concentration region to the other end in the longitudinal direction, is measured, and an average value is determined. The same operation is performed on seven fields of view of the same sample, and an average value of five values excluding a maximum value and a minimum value, is set as an average length L cell-wall of the Cu-rich phase.
- An Fe concentration of the Th 2 Zn 17 crystal phase is determined by performing TEM-EDX point analysis on a region other than the Cu-rich phase. Fe concentrations are determined in five arbitrary regions of the Th 2 Zn 17 crystal phase, and an average value thereof is set as an Fe concentration C Fe of the Th 2 Zn 17 crystal phase.
- 3-dimension atom probe For the performance of concentration measurement of the element of each phase, 3-dimension atom probe (3DAP) may also be used.
- An analysis method using the 3DAP is an analysis method in which an observation specimen is field-evaporated by applying a voltage, and field-evaporated ions are detected by a two-dimensional detector to specify atomic arrangement. Ion species are identified based on a time of flight until when the ions reach the two-dimensional detector, individually-detected ions are continuously detected in a depth direction, and the ions are arranged in sequence of detection (restructured), resulting in that a three-dimensional atomic distribution is obtained.
- each element concentration in each crystal phase can be measured more accurately.
- the measurement of the element concentration in each phase by the 3DAP is carried out in accordance with the following procedure.
- a specimen is made into a thin piece by dicing, from which an acicular specimen for pickup atom probe (AP) is fabricated by FIB.
- AP acicular specimen for pickup atom probe
- the measurement by the 3DAP is performed on an inner part of a sintered compact.
- the measurement of the inner part of the sintered compact is performed as follows. First, in a center part of a longest edge in a surface having a maximum area, compositions are measured at a surface part and an inner part of a cross section which is cut perpendicularly to the edge (in the case of a curved line, perpendicularly to a tangent in the center part).
- a first reference line drawn perpendicular to an edge and inward to an end part from a position of 1/2 of each edge on the above-described cross section as a start point
- a second reference line drawn inward to an end part from a center of each corner as a start point at a position of 1/2 of an internal angle of the corner
- each position at 1% of the length of the reference line from the start point of each of these first reference line and second reference line is defined as the surface part and each position at 40% thereof is defined as the inner part.
- the number of reference lines is eight in total, including four first reference lines and four second reference lines, and the number of measurement positions is eight at each of the surface part and the inner part.
- An observation surface of the inner part of the sintered compact defined as above is smoothed by polishing and then observed.
- observation positions of TEM-EDX in the concentration measurement are set to arbitrary 20 points in each phase, an average value of measurement values excluding a maximum value and a minimum value from the measured values at each position is determined, and this average value is set to a concentration of each element.
- the measurement of 3DAP is also performed based thereon.
- a concentration profile of Cu in the Cu-rich phase is sharper.
- a full width at half maximum (FWHM) of the concentration profile of Cu is preferably 5 nm or less, and in such a case, it is possible to obtain higher coercive force. This is because, when the distribution of Cu in the Cu-rich phase is sharp, a magnetic domain wall energy difference between the cell phase and the Cu-rich phase occurs suddenly, resulting in that a magnetic domain wall becomes more likely to be pinned.
- the full width at half maximum (FWHM) of the concentration profile of Cu in the Cu-rich phase is determined as follows. Based on the above-described method, a highest value of the Cu concentration (PCu) is determined from the Cu profile of the 3DAP, and a width of a peak whose value is half this value (PCu/2), namely, the full width at half maximum (FWHM) is determined. Such measurement is performed on 10 peaks, and an average value of these values is defined as the full width at half maximum (FWHM) of the Cu profile.
- the full width at half maximum (FWHM) of the Cu profile is 3 nm or less, an effect of increasing coercive force is further improved, and when it is 2 nm or less, a further excellent improvement effect of coercive force can be obtained.
- the above-described permanent magnet is also used as, for example, a bond magnet.
- a variable magnetic flux drive system such as one disclosed in Japanese Patent Application No. 2008-29148 or Japanese Patent Application No. 2008-43172 .
- an alloy powder containing a predetermined element necessary for synthesizing a permanent magnet is prepared.
- the alloy powder is filled in a mold placed in an electromagnet, and is press-formed while a magnetic field is applied thereto, to thereby manufacture a green compact whose crystal axes are oriented.
- the alloy powder can be prepared.
- the alloy powder may also have a desired composition by blending plural powders with different compositions.
- the alloy powder may also be prepared by using a mechanical alloying method, a mechanical grinding method, a gas atomization method, a reduction diffusion method, or the like.
- the circumferential speed of the chill roll is not less than 0.3 m/second nor more than 15 m/second, and more preferably not less than 0.5 m/second nor more than 12 m/second.
- the material can be ground by using, for example, a jet mill, a ball mill, or the like. By grinding the material in an inert gas atmosphere or an organic solvent, it is possible to prevent oxidation of the powder.
- the powder obtained after the grinding has an average grain diameter of not less than 2 ⁇ m nor more than 5 ⁇ m, and a proportion of powder having a grain diameter of not less than 2 ⁇ m nor more than 10 ⁇ m is 80% or more of the whole powder, a degree of orientation becomes high, and further, the coercive force becomes large. In order to realize this, grinding by the jet mill is preferable.
- a proportion of powder having a grain diameter of 10 ⁇ m or more in the powder after the grinding is desirably 10% or less of the whole powder.
- an amount of hetero-phase in the ingot to be a raw material increases.
- the grain diameter also tends to increase, and the grain diameter sometimes becomes 20 ⁇ m or more.
- a powder having a grain diameter of 15 ⁇ m or more sometimes becomes a hetero-phase powder as it is.
- the ground powder containing such a hetero-phase coarse powder is pressed in a magnetic field into a sintered compact, the hetero-phase remains to cause decrease in coercive force, decrease in magnetization, decrease in squareness, and so on.
- the squareness decreases, the magnetization becomes difficult to occur. In particular, magnetization after assembly to a rotor or the like becomes difficult to occur.
- sintering is performed on the above-described green compact through heat treatment for not less than 1 hour nor more than 15 hours at a temperature of not less than 1100°C nor more than 1210°C.
- a sintering temperature is less than 1100°C, there is a case where the sintering does not proceed sufficiently in a region of high melting point, and evenness of a metal structure decreases.
- the sintering temperature is higher than 1210°C, the magnetic property may decrease due to excessive evaporation of the element R such as Sm in the powder.
- the sintering temperature is more preferably not less than 1150°C nor more than 1205°C, and further, not less than 1165°C nor more than 1195°C, for example.
- a retention time is less than 1 hour, a density is likely to become uneven, resulting in that magnetization is likely to decrease, and further, a crystal grain diameter of the sintered compact decreases and a grain boundary phase ratio increases, resulting in that the magnetization is likely to decrease. Further, when the heat treatment time exceeds 15 hours, the element R in the powder excessively evaporates, which may reduce the magnetic property.
- the retention time is more preferably not less than 2 hours nor more than 13 hours, and still more preferably not less than 4 hours nor more than 10 hours.
- solution heat treatment is conducted by performing retention for not less than 3 hours nor more than 28 hours at not less than 1100°C nor more than 1190°C.
- the solution heat treatment is treatment for forming a TbCu 7 crystal phase (1-7 crystal phase) to be a precursor of a phase separation structure.
- the temperature of the solution heat treatment is preferably not less than 1110°C nor more than 1180°C, and further, not less than 1120°C nor more than 1170°C.
- the retention time at the time of performing the solution heat treatment is less than 3 hours, constituent phases are likely to become uneven, the coercive force is likely to decrease, the crystal grain diameter of the metal structure is likely to become small, a grain boundary phase ratio becomes high, and therefore the magnetization is likely to decrease.
- the retention temperature at the time of performing the solution heat treatment exceeds 28 hours, the magnetic property may decrease due to evaporation of the element R in the sintered compact, or the like.
- the retention time is preferably not less than 4 hours nor more than 24 hours, and further, not less than 10 hours nor more than 18 hours.
- rapid cooling is performed after the isothermal holding. For example, by performing the rapid cooling to a room temperature at a cooling rate set to 170°C/minute or more, it is possible to stabilize the TbCu 7 crystal phase, and the coercive force becomes likely to be exerted.
- the cooling rate is less than 170°C/minute, a Ce 2 Ni 7 crystal phase (2-7 crystal phase) is likely to be generated during the cooling. Due to the existence of the 2-7 crystal phase, the magnetization may decrease, and further, the coercive force may also decrease. This is because Cu is often concentrated in the 2-7 crystal phase, this causes reduction in the Cu concentration in the main phase, resulting in that the phase separation by aging treatment becomes unlikely to occur.
- the cooling rate is likely to become important.
- the quality improvement treatment is treatment for controlling a metal structure, particularly a macrostructure.
- heat treatment is carried out by performing retention for not less than 2 hours nor more than 12 hours at a temperature lower than the heat treatment temperature when performing the sintering by 10°C or more and higher than the heat treatment temperature when performing the solution heat treatment by 10°C or more.
- the heat treatment is not performed at the temperature lower than the heat treatment temperature when performing the sintering by 10°C or more, it is not possible to sufficiently remove a hetero-phase derived from a liquid phase generated during the sintering.
- An orientation of the hetero-phase is often low, so that when the hetero-phase exists, a crystal orientation of the crystal grain becomes likely to deviate in relation to the easy magnetization axis, resulting in that the squareness ratio decreases, and in addition to that, the magnetization is also likely to decrease.
- the temperature is low, so that it is difficult to sufficiently remove the hetero-phase generated during the sintering, from a viewpoint of an element diffusion speed.
- a grain growth speed is also slow, so that a sufficient crystal grain diameter may not be able to be obtained, resulting in that improvement of the squareness ratio cannot be expected.
- the quality improvement treatment by setting the temperature to be higher than the retention temperature when performing the solution heat treatment by 10°C or more, it is possible to sufficiently remove the above-described hetero-phase, to thereby increase the crystal grain forming the main phase.
- the retention temperature when performing the quality improvement treatment is preferably not less than 1110°C nor more than 1200°C, for example.
- the squareness ratio may decrease.
- the heat treatment time is less than 2 hours, diffusion is insufficient, and the hetero-phase is not sufficiently removed, resulting in that the effect of improvement of squareness ratio is small.
- the heat treatment time exceeds 12 hours, there is a possibility that the element R such as Sm evaporates, and good magnetic property cannot be obtained.
- the heat treatment time in the quality improvement treatment is more preferably not less than 4 hours nor more than 10 hours, and still more preferably not less than 6 hours nor more than 8 hours. Further, it is preferable to perform the quality improvement treatment in a vacuum or in an inert atmosphere of argon gas or the like, in order to prevent oxidation.
- the aging treatment is treatment in which the metal structure is controlled to increase the coercive force of the magnet, and is intended to phase-separate the metal structure of the magnet into plural phases.
- first preliminary aging treatment, second preliminary aging treatment, and main aging treatment are performed in order, and then cooling is performed.
- the first preliminary aging treatment, the second preliminary aging treatment, and the main aging treatment are performed in a vacuum or in an inert gas of argon or the like, for example.
- the first preliminary aging treatment is conducted by performing retention for not less than 0.5 hours nor more than 10 hours at a temperature of not less than 450°C nor more than 800°C.
- a nucleation frequency of the Cu-rich phase is increased, resulting in that the number of Cu-rich phases can be increased.
- the first preliminary aging treatment temperature is lower than 450°C, a density of the Cu-rich phase is increased too much, resulting in that a volume fraction of the Cu-rich phase becomes high, and a concentration of each Cu-rich phase is lowered. Therefore, the coercive force is sometimes reduced.
- the first preliminary aging treatment temperature is more preferably not less than 500°C nor more than 780°C, and further, not less than 550°C nor more than 750°C.
- the second preliminary aging treatment is conducted by performing retention at a temperature higher than the first preliminary aging treatment temperature.
- a Cu-rich phase failed to be generated completely in the first preliminary aging treatment is generated.
- the second preliminary aging treatment is conducted by performing retention for not less than 0.5 hours nor more than 16 hours at a temperature of not less than 870°C nor more than 920°C.
- the second preliminary aging treatment temperature is less than 870°C, the Cu-rich phase is difficult to be generated.
- the second preliminary aging treatment temperature exceeds 920°C, the cell phase becomes coarse, and the average length of the Cu-rich phase is likely to become longer than 250 nm.
- the second preliminary aging treatment temperature is more preferably not less than 880°C nor more than 910°C.
- the second preliminary aging treatment time is less than 0.5 hours, the Cu-rich phase is not sufficiently generated.
- the second preliminary aging treatment time exceeds 16 hours, the average length of the Cu-rich phase is likely to become longer than 250 nm.
- the second preliminary aging treatment time is more preferably not less than 1 hour nor more than 12 hours, and further, not less than 4 hours nor more than 8 hours.
- the main aging treatment is conducted by performing heat treatment for not less than 12 hours nor more than 80 hours at a temperature higher than the first preliminary aging treatment temperature by 10°C or more (the first preliminary aging treatment temperature + 10°C) and lower than the second preliminary aging treatment temperature by 10°C or more (the second preliminary aging treatment temperature - 10°C).
- the main aging treatment temperature is higher than the second preliminary aging treatment temperature - 10°C, the cell phase becomes coarse, and further, the average length of the Cu-rich phase is likely to become longer than 250 nm.
- the main aging treatment temperature is less than the first preliminary aging treatment temperature + 10°C, the cell structure cannot be sufficiently obtained, and the coercive force becomes difficult to be exerted.
- the main aging treatment time is less than 12 hours, the Cu concentration of the Cu-rich phase is low, and sufficient coercive force cannot be obtained.
- the main aging treatment time exceeds 80 hours, the Cu-rich phase is formed too densely, resulting in that the volume fraction of the Cu-rich phase becomes high, and the concentration of each Cu-rich phase is lowered.
- the main aging treatment time is more preferably not less than 20 hours nor more than 60 hours, and further, not less than 22 hours nor more than 55 hours. It is preferable to perform cooling from the second preliminary aging treatment to the main aging treatment at a rate of 5°C/minute or less.
- Cooling after the main aging treatment is performed to a temperature of not less than 300°C nor more than 650°C at a cooling rate of not less than 0.2°C/minute nor more than 2°C/minute. By performing retention for a certain period of time after the cooling, it is possible to improve the coercive force.
- a sintered compact magnet can be obtained in a manner as described above.
- the quality improvement treatment is only required to be performed after the sintering and before the aging treatment.
- the solution heat treatment is divided into first solution heat treatment and second solution heat treatment (also referred to as re-solution heat treatment), the quality improvement treatment is performed after the first solution heat treatment, and the second solution heat treatment is performed after the quality improvement treatment.
- the quality improvement treatment may be performed a plurality of times between the solution heat treatments.
- the manufacturing method of the present embodiment by performing the process having the aging treatment including the first preliminary aging treatment, the second preliminary aging treatment, and the main aging treatment, it is possible to control the average length of the Cu-rich phase to not less than 30 nm nor more than 250 nm.
- Fig. 3 is one example of a TEM bright-field image of a cross section including a c-axis of a Th 2 Zn 17 crystal phase in a permanent magnet manufactured by the above-described manufacturing method of the permanent magnet from which the second preliminary aging treatment is excluded.
- a part of an arrow mark corresponds to the Cu-rich phase.
- an average length of the Cu-rich phase is about 300 nm, and a number of Cu-rich phases per region of cross section of 1 ⁇ m 2 is 17.2.
- Fig. 4 is one example of a TEM bright-field image of a cross section including a c-axis of a Th 2 Zn 17 crystal phase in a permanent magnet manufactured by the manufacturing method of the present embodiment.
- a part of an arrow mark corresponds to the Cu-rich phase.
- an average length of the Cu-rich phase is about 240 nm, and a number of Cu-rich phases per region of cross section of 1 ⁇ m 2 is 27.6. From the above, it can be understood that by employing the manufacturing method of the present embodiment, the average length of the Cu-rich phase is controlled, and in addition to that, the number of Cu-rich phases per unit area is increased.
- the permanent magnet prepared by a method of manufacturing of the first embodiment can be used for rotary electrical machines such as various motors and an electric generator. Further, it is also possible to use the permanent magnet prepared by a method of manufacturing of the first embodiment as a stationary magnet or a variable magnet of a variable magnetic flux motor or a variable magnetic flux electric generator. By using the permanent magnets prepared by a method of manufacturing of the first embodiment, various motors and electric generators are configured. When the permanent magnet prepared by a method of manufacturing of the first embodiment is applied to the variable magnetic flux motor, technologies disclosed in Japanese Patent Application No. 2008-29148 and Japanese Patent Application No. 2008-43172 , for example, can be applied to a configuration of the variable magnetic flux motor and a drive system.
- Fig. 5 is a diagram illustrating a permanent magnet motor.
- a permanent magnet motor 1 illustrated in Fig. 5 a rotor 3 is disposed in a stator 2.
- a permanent magnet 5 being the permanent magnet prepared by a method of manufacturing of the first embodiment is disposed in an iron core 4 of the rotor 3.
- Fig. 6 is a diagram illustrating a variable magnetic flux motor.
- a rotor 13 is disposed in a stator 12.
- the permanent magnets prepared by a method of manufacturing of the first embodiment are disposed as a stationary magnet 15 and a variable magnet 16 in an iron core 14 of the rotor 13.
- a magnetic flux density (magnetic flux amount) of the variable magnet 16 is set to be variable.
- the variable magnet 16 is not influenced by a Q-axis current because its magnetization direction is perpendicular to a Q-axis direction, and can be magnetized by a D-axis current.
- the rotor 13 is provided with a magnetization winding (not illustrated). It is structured such that when a current is passed through the magnetization winding from a magnetizing circuit, its magnetic field directly acts on the variable magnets 16.
- the permanent magnet prepared by a method of manufacturing of the first embodiment it is possible to obtain the coercive force suitable for the stationary magnet 15.
- the permanent magnet prepared by a method of manufacturing of the first embodiment is applied to the variable magnet 16, it is only required to control the coercive force to fall within a range of not less than 100 kA/m nor more than 500 kA/m, for example, by changing the various conditions (aging treatment condition, and the like) of the above-described manufacturing method.
- the permanent magnet prepared by a method of manufacturing of the first embodiment can be used for both of the stationary magnet 15 and the variable magnet 16, and it is also possible that the permanent magnet prepared by a method of manufacturing of the first embodiment is used for either of the magnets.
- the variable magnetic flux motor 11 can output a large torque with a small device size, and thus is suitable for motors of hybrid vehicles, electric vehicles, and the like whose motors are required to have a high output and a small size.
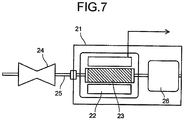
- FIG. 7 illustrates an electric generator.
- An electric generator 21 illustrated in Fig. 7 includes a stator 22 using the above-described permanent magnet.
- a rotor 23 disposed inside the stator 22 is connected, via a shaft 25, to a turbine 24 provided at one end of the electric generator 21.
- the turbine 24 is rotated by an externally supplied fluid, for example. Instead of the turbine 24 rotated by the fluid, the shaft 25 can also be rotated by transmitting dynamic rotation such as regenerative energy of an automobile.
- various publicly-known configurations are adoptable.
- the shaft 25 is in contact with a commutator (not illustrated) disposed on an opposite side of the turbine 24 in relation to the rotor 23, and electromotive force generated by the rotation of the rotor 23 is stepped up to a system voltage and transmitted as an output of the electric generator 21 through an isolated-phase bus and a main transformer (not illustrated).
- the electric generator 21 may be either of an ordinary electric generator and a variable magnetic flux electric generator.
- the rotor 23 is electrically charged due to static electricity from the turbine 2 and a shaft current accompanying the electric power generation. For this reason, the electric generator 21 includes a brush 26 for discharging charged electricity of the rotor 23.
- Respective raw materials to be used for permanent magnets were weighed and mixed at predetermined ratios, and then subjected to arc-melting in an Ar gas atmosphere, to thereby produce alloy ingots.
- the above-described alloy ingots were subjected to heat treatment by being retained at 1170°C for 12 hours, and the alloy ingots were then coarsely ground and ground by a jet mill, to thereby prepare alloy powders as raw material powders of magnets.
- the obtained alloy powders were press-formed in a magnetic field, to thereby produce compression-molded bodies.
- the compression-molded bodies of the alloy powders were disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state, and the compression-molded bodies were then heated to 1170°C and retained at the attained temperature for 15 minutes. After that, Ar gas was introduced, and the compression-molded bodies were heated to 1200°C in the Ar atmosphere and retained at the attained temperature for 3 hours, to thereby perform sintering. Next, the compression-molded bodies were cooled to 1170°C, and retained at the attained temperature for 6 hours, to thereby perform quality improvement treatment.
- the compression-molded bodies were subjected to slow cooling to 1150°C, subjected to solution heat treatment by being retained at the attained temperature for 12 hours, and then cooled to a room temperature.
- a cooling rate after the solution heat treatment was set to 170°C/minute.
- the sintered compacts were subjected to slow cooling to 420°C at a cooling rate of 0.5°C/minute, and retained at the attained temperature for 1 hour. After that, the sintered compacts were furnace-cooled to a room temperature, to thereby obtain magnets.
- composition analysis of the magnets was performed by an ICP method.
- the composition analysis by the ICP method was performed in accordance with the following procedure. First, a specimen collected from the described measurement point was ground in a mortar, a predetermined amount of the ground specimen was weighed, and put into a quartz beaker. Further, mixed acid (acid containing nitric acid and hydrochloric acid) was put into the beaker, and heated to about 140°C on a hot plate, to thereby completely melt the specimen in the beaker. Further, after the above was left standing to cool, it was transferred to a PFA (polytetrafluoroethylene) volumetric flask, and quantified to be a specimen solution.
- PFA polytetrafluoroethylene
- ICP emission spectrochemical analyzer quantities of components of the above-described specimen solution were determined by a calibration curve method.
- ICP emission spectrochemical analyzer SPS4000 manufactured by SII Nano Technology Inc. was used. Compositions of the obtained magnets are as presented in Table 1. Further, an Fe concentration of a Th 2 Zn 17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3. HD2300 manufactured by Hitachi High-Technologies Corporation was used as a measurement apparatus in respective examples and comparative examples.
- Example 3 Example 4, Example 5
- Respective raw materials were weighed and mixed at predetermined ratios, and then subjected to high-frequency melting in an Ar gas atmosphere, to thereby produce alloy ingots.
- the alloy ingots were coarsely ground, then subjected to heat treatment at 1170°C for 12 hours, and cooled to a room temperature by rapid cooling. Further, coarse grinding and grinding by a jet mill were performed, to thereby prepare alloy powders as raw material powders of magnets. Further, the above-described alloy powders were press-formed in a magnetic field, to thereby produce compression-molded bodies.
- the compression-molded bodies of the alloy powders were disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 ⁇ 10 -3 Pa, and after that, the compression-molded bodies were heated to 1180°C and retained at the attained temperature for 30 minutes, and then Ar gas was introduced into the chamber.
- the temperature in the chamber set to be under the Ar atmosphere was increased to 1195°C, and the compression-molded bodies were subjected to sintering by being retained at the above-described attained temperature for 9 hours.
- the compression-molded bodies were cooled to 1160°C, and retained at the attained temperature for 12 hours, to thereby perform quality improvement treatment.
- the compression-molded bodies were subjected to slow cooling to 1130°C, and retained at the attained temperature for 10 hours, to thereby perform solution heat treatment, and then cooled to a room temperature.
- a cooling rate after the solution heat treatment was set to 180°C/minute.
- Example 3 the sintered compact after the solution heat treatment was heated to 750°C and retained at the attained temperature for 1 hour as the first preliminary aging treatment, and the sintered compact was then heated to 910°C and retained at the attained temperature for 4 hours as the second preliminary aging treatment. Thereafter, the sintered compact was subjected to slow cooling to 830°C at a cooling rate of 1°C/minute, and retained at the attained temperature for 30 hours as the main aging treatment.
- Example 4 the sintered compact after the solution heat treatment was heated to 705°C and retained at the attained temperature for 1 hour as the first preliminary aging treatment, and the sintered compact was then heated to 880°C and retained at the attained temperature for 2 hours as the second preliminary aging treatment. After that, the sintered compact was subjected to slow cooling to 860°C at a cooling rate of 1°C/minute, and retained at the attained temperature for 30 hours as the main aging treatment.
- Example 5 the sintered compact after the solution heat treatment was heated to 710°C and retained at the attained temperature for 1 hour as the first preliminary aging treatment, and the sintered compact was then heated to 875°C and retained at the attained temperature for 10 hours as the second preliminary aging treatment. After that, the sintered compact was subjected to slow cooling to 840°C at a cooling rate of 1°C/minute, and retained at the attained temperature for 30 hours as the main aging treatment.
- the sintered compacts were subjected to slow cooling to 400°C at a cooling rate of 0.7°C/minute, and retained at the attained temperature for 2 hours. After that, the sintered compacts were furnace-cooled to a room temperature, to thereby obtain magnets.
- compositions of the obtained magnets are as presented in Table 1. Further, an Fe concentration of a Th 2 Zn 17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3.
- Respective raw materials were weighed and mixed at a predetermined ratio, and then subjected to high-frequency melting in an Ar gas atmosphere, to thereby produce an alloy ingot.
- the alloy ingot was coarsely ground, then subjected to heat treatment at 1180°C for 10 hours, and cooled to a room temperature by rapid cooling. Further, coarse grinding and grinding by a jet mill were performed, to thereby prepare an alloy powder as a raw material powder of a magnet. Further, the above-described alloy powder was press-formed in a magnetic field, to thereby produce a compression-molded body.
- the compression-molded body of the alloy powder was disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 ⁇ 10 -3 Pa, and after that, the compression-molded body was heated to 1160°C and retained at the attained temperature for 15 minutes, and then Ar gas was introduced into the chamber.
- the temperature in the chamber set to be under the Ar atmosphere was increased to 1195°C, and the compression-molded body was subjected to sintering by being retained at the above-described attained temperature for 6 hours.
- the compression-molded body was cooled to 1155°C, and retained at the attained temperature for 12 hours, to thereby perform quality improvement treatment.
- the compression-molded body was subjected to slow cooling to 1125°C, and retained at the attained temperature for 12 hours, to thereby perform solution heat treatment, and then cooled to a room temperature.
- a cooling rate after the solution heat treatment was set to 170°C/minute.
- a sintered compact after the solution heat treatment was subjected to first preliminary aging treatment, second preliminary aging treatment, and main aging treatment.
- the sintered compact after the solution heat treatment was heated to 770°C and retained at the attained temperature for 4 hours as the first preliminary aging treatment, and the sintered compact was then heated to 900°C and retained at the attained temperature for 9 hours as the second preliminary aging treatment.
- the sintered compact was subjected to slow cooling to 850°C at a cooling rate of 1.5°C/minute, and retained at the attained temperature for 40 hours as the main aging treatment.
- the sintered compact was subjected to slow cooling to 380°C at a cooling rate of 0.5°C/minute, and retained at the attained temperature for 2 hours. After that, the sintered compact was furnace-cooled to a room temperature, to thereby obtain a magnet.
- a composition of the above-described each magnet was checked by the ICP method, similarly to the other examples.
- the composition of the obtained magnet is as presented in Table 1. Further, similarly to the other examples, an Fe concentration of a Th 2 Zn 17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3.
- Respective raw materials were weighed and mixed at a predetermined ratio, and then subjected to high-frequency melting in an Ar gas atmosphere, to thereby produce an alloy ingot.
- the alloy ingot was coarsely ground, then subjected to heat treatment at 1150°C for 24 hours, and cooled to a room temperature by rapid cooling. Further, coarse grinding and grinding by a jet mill were performed, to thereby prepare an alloy powder as a raw material powder of a magnet. Further, the above-described alloy powder was press-formed in a magnetic field, to thereby produce a compression-molded body.
- the compression-molded body of the alloy powder was disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 ⁇ 10 -3 Pa, and after that, the compression-molded body was heated to 1160°C and retained at the attained temperature for 30 minutes, and then Ar gas was introduced into the chamber.
- the temperature in the chamber set to be under the Ar atmosphere was increased to 1185°C, and the compression-molded body was subjected to sintering by being retained at the above-described attained temperature for 8 hours.
- the compression-molded body was cooled to 1140°C, and retained at the attained temperature for 12 hours, to thereby perform quality improvement treatment.
- the compression-molded body was subjected to slow cooling to 1120°C, and retained at the attained temperature for 16 hours, to thereby perform solution heat treatment, and then cooled to a room temperature.
- a cooling rate after the solution heat treatment was set to 220°C/minute.
- a sintered compact after the solution heat treatment was subjected to first preliminary aging treatment, second preliminary aging treatment, and main aging treatment.
- the sintered compact after the solution heat treatment was heated to 720°C and retained at the attained temperature for 2 hours as the first preliminary aging treatment, and the sintered compact was then heated to 905°C and retained at the attained temperature for 14 hours as the second preliminary aging treatment.
- the sintered compact was subjected to slow cooling to 860°C at a cooling rate of 1°C/minute, and retained at the attained temperature for 55 hours as the main aging treatment.
- the sintered compact was subjected to slow cooling to 350°C at a cooling rate of 0.4°C/minute, and retained at the attained temperature for 1 hour. After that, the sintered compact was furnace-cooled to a room temperature, to thereby obtain a magnet.
- a composition of the above-described each magnet was checked by the ICP method, similarly to the other examples.
- the composition of the obtained magnet is as presented in Table 1. Further, similarly to the other examples, an Fe concentration of a Th 2 Zn 17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3.
- Respective raw materials were weighed and mixed at a predetermined ratio, and then subjected to high-frequency melting in an Ar gas atmosphere, to thereby produce an alloy ingot.
- the aforementioned alloy ingot was coarsely ground, then subjected to heat treatment at 1170°C for 12 hours, and cooled to a room temperature by rapid cooling. Further, coarse grinding and grinding by a jet mill were performed, to thereby prepare an alloy powder as a raw material powder of a magnet. Further, the above-described alloy powder was press-formed in a magnetic field, to thereby produce a compression-molded body.
- the compression-molded body of the alloy powder was disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 ⁇ 10 -3 Pa, and after that, the compression-molded body was heated to 1170°C and retained at the attained temperature for 10 minutes, and then Ar gas was introduced into the chamber.
- the temperature in the chamber set to be under the Ar atmosphere was increased to 1190°C, and the compression-molded body was subjected to sintering by being retained at the above-described attained temperature for 3 hours.
- the compression-molded body was cooled to 1155°C, and retained at the attained temperature for 8 hours, to thereby perform quality improvement treatment.
- the compression-molded body was subjected to slow cooling to 1135°C, and retained at the attained temperature for 12 hours, to thereby perform solution heat treatment, and then cooled to a room temperature.
- a cooling rate after the solution heat treatment was set to 200°C/minute.
- a sintered compact after the solution heat treatment was subjected to first preliminary aging treatment, second preliminary aging treatment, and main aging treatment.
- the sintered compact after the solution heat treatment was heated to 700°C and retained at the attained temperature for 2 hours as the first preliminary aging treatment, and the sintered compact was then heated to 890°C and retained at the attained temperature for 8 hours as the second preliminary aging treatment.
- the sintered compact was subjected to slow cooling to 860°C at a cooling rate of 2°C/minute, and retained at the attained temperature for 45 hours as the main aging treatment.
- the sintered compact was subjected to slow cooling to 350°C at a cooling rate of 0.5°C/minute, and retained at the attained temperature for 1 hour. After that, the sintered compact was furnace-cooled to a room temperature, to thereby obtain a magnet.
- a composition of the above-described each magnet was checked by the ICP method, similarly to the other examples.
- the composition of the obtained magnet is as presented in Table 1. Further, similarly to the other examples, an Fe concentration of a Th 2 Zn 17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3.
- Alloy powders having the same composition as that of Example 8 were used as raw materials, and press-formed in a magnetic field, to thereby produce compression-molded bodies.
- the compression-molded bodies of the alloy powders were disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 ⁇ 10 -3 Pa, and after that, the compression-molded bodies were heated to 1170°C and retained at the attained temperature for 10 minutes, and then Ar gas was introduced into the chamber.
- the temperature in the chamber set to be under the Ar atmosphere was increased to 1190°C, and the compression-molded bodies were subjected to sintering by being retained at the above-described attained temperature for 3 hours.
- the compression-molded bodies were cooled to 1155°C, and retained at the attained temperature for 8 hours, to thereby perform quality improvement treatment.
- the compression-molded bodies were subjected to slow cooling to 1135°C, and retained at the attained temperature for 12 hours, to thereby perform solution heat treatment, and then cooled to a room temperature.
- a cooling rate after the solution heat treatment was set to 200°C/minute.
- the sintered compacts were subjected to slow cooling to 860°C at a cooling rate of 2°C/minute, and retained at the attained temperature for 45 hours as the main aging treatment. Thereafter, the sintered compacts were subjected to slow cooling to 350°C at a cooling rate of 0.5°C/minute, and retained at the attained temperature for 1 hour. After that, the sintered compacts were furnace-cooled to a room temperature, to thereby obtain magnets.
- compositions of the above-described respective magnets were checked by the ICP method, similarly to the other examples.
- the compositions of the obtained magnets are as presented in Table 1. Further, similarly to the other examples, an Fe concentration of a Th 2 Zn 17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3.
- Magnets having compositions presented in Table 1 were produced by the same methods as those of Example 1 and Example 2, respectively. Further, similarly to the examples, an Fe concentration of a Th 2 Zn 17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Further, the squareness ratio, the coercive force, and the residual magnetization were measured. Results thereof are presented in Table 3.
- Alloy powders having the same composition as that of Example 8 were used as raw materials, and press-formed in a magnetic field, to thereby produce compression-molded bodies.
- the compression-molded bodies of the alloy powders were disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 ⁇ 10 -3 Pa, and after that, the compression-molded bodies were heated to 1170°C and retained at the attained temperature for 10 minutes, and then Ar gas was introduced into the chamber.
- the temperature in the chamber set to be under the Ar atmosphere was increased to 1190°C, and the compression-molded bodies were subjected to sintering by being retained at the above-described attained temperature for 3 hours.
- the compression-molded bodies were cooled to 1155°C, and retained at the attained temperature for 8 hours, to thereby perform quality improvement treatment.
- the compression-molded bodies were subjected to slow cooling to 1135°C, and retained at the attained temperature for 12 hours, to thereby perform solution heat treatment, and then cooled to a room temperature.
- a cooling rate after the solution heat treatment was set to 200°C/minute.
- the sintered compact of Comparative Example 5 was heated to 890°C and retained at the attained temperature for 0.2 hours as the second preliminary aging treatment
- the sintered compact of Comparative Example 6 was heated to 890°C and retained at the attained temperature for 8 hours as the second preliminary aging treatment.
- the sintered compacts were subjected to slow cooling to 860°C at a cooling rate of 2°C/minute, and retained at the attained temperature for 45 hours as the main aging treatment.
- the sintered compacts were subjected to slow cooling to 350°C at a cooling rate of 0.5°C/minute, and retained at the attained temperature for 1 hour.
- the sintered compacts were furnace-cooled to a room temperature, to thereby obtain magnets.
- compositions of the above-described respective magnets were checked by the ICP method, similarly to the other examples.
- the compositions of the obtained magnets are as presented in Table 1. Further, similarly to the examples, an Fe concentration of a Th 2 Zn 17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Further, the squareness ratio, the coercive force, and the residual magnetization were measured. Results thereof are presented in Table 3.
- the deterioration of squareness ratio is suppressed by controlling the average length and the like of the Cu-rich phase in the crystal grains forming the main phase, and even in the case where the permanent magnet of each of the examples has the composition with the Fe concentration of 28 atomic% or more, it exerts a good squareness ratio, high coercive force, and high magnetization.
- the compositions are greatly deviated, and sufficient magnetic properties are not obtained due to reasons such as generation of hetero-phase.
- the second preliminary aging treatment temperature is low, and thus sufficient magnetic properties are not obtained.
- Comparative Example 4 the second preliminary aging treatment temperature is high, and thus sufficient magnetic properties are not obtained.
- Comparative Example 5 the second preliminary aging treatment time is short, and thus sufficient magnetic properties are not obtained.
- Comparative Example 6 the first preliminary aging treatment temperature is high, and thus sufficient magnetic properties are not obtained.
- Example 1 Magnet composition (atomic ratio) ((Others) Example 1: Ce, Example 2: Ti, Example 3: Ni, Example 4: Cr, Example 5: Al_0.0115+Cr_0.015, Comparative Example 1: Cr, Comparative Example 2: Ti) Sm Co Fe Cu Zr Other Example 1 11.19 52.12 28.19 5.32 3.01 0.17 Example 2 12.05 51.84 28.58 5.72 1.7 0.11 Example 3 11.05 52.19 29.18 5.16 1.62 0.8 Example 4 11.9 52.84 29.07 4.4 1.72 0.07 Example 5 11.24 48.9 28.4 9.59 1.69 0.18 Example 6 11.63 50.77 30.67 5.21 1.72 0 Example 7 11.98 49.29 32.13 5.06 1.54 0 Example 8 11.83 50.48 30.68 5.38 1.63 0 Example 9 11.83 50.48 30.68 5.38 1.63 0 Example 10 11.83 50.48 30.68 5.38 1.63 0 Example 11 11.83 50.48 30.68 5.38 1.63 0 Comparative Example 1 12.96 51
Description
- Embodiments described herein relate generally to a method of manufacturing a permanent magnet.
- As an example of a high-performance rare earth magnet, a Sm-Co based magnet, a Nd-Fe-B based magnet, and the like are known. In these magnets, Fe and Co contribute to increase in saturation magnetization. Further, these magnets contain rare earth elements such as Nd and Sm, which brings about large magnetic anisotropy deriving from behavior of a 4f electron of the rare earth element in a crystal field. This enables to obtain large coercive force, resulting in that a high-performance magnet is realized.
- Such high-performance magnets are mainly used in electrical apparatuses, such as a motor, a speaker, and a measuring device. In recent years, there is an increasing demand for reduction in size and weight and reduction in power consumption of various electrical apparatuses, and in order to address such demands, there is a demand for a higher-performance permanent magnet whose maximum magnetic energy product (BHmax) is improved. Further, in recent years, a variable magnetic flux motor has been proposed, which contributes to increase in efficiency of a motor.
- The Sm-Co based magnet has a high Curie temperature, and thus can realize good motor property at a high temperature, but, it is desired to realize higher coercive force, higher magnetization, and improvement of squareness ratio. It can be considered that it is effective to increase a degree of concentration of Fe, in order to realize high magnetization of the Sm-Co based magnet. However, in a conventional manufacturing method, the squareness ratio is sometimes lowered by increasing the Fe concentration. In order to realize a high-performance magnet for motor, a technology is required which improves magnetization and enables exertion of good squareness ratio in a composition with high Fe concentration.
-
US 2015/0228385 A1 relates to a permanent magnet that includes: a composition expressed by a composition formula: RpFeqMrCutCo100-p-q-r-t (R is at least one element selected from rare-earth elements, M is at least one element selected from Zr, Ti, and Hf, 10.5 ≤ p ≤ 12.5 at %, 23 ≤ q ≤ 40 at%, 0.88 ≤ r ≤ 4.5 at%, 4.5 ≤ t ≤ 10.7 at%); and a metal structure containing a Th2Zn17 crystal phase and a Cu-rich phase having a Cu concentration higher than that of the Th2Zn17 crystal phase. In a cross section including a c-axis of the Th2Zn17 crystal phase, a number of intersections of the Cu-rich phases existing in an area of 1 µm square is 10 or more. -
US 2013/0241333 A1 relates to a permanent magnet that includes a composition represented by a composition formula: R(FepMqCur(Co1-sAs)1-p-q-r)z, where, R is at least one element selected from rare earth elements, M is at least one element selected from Ti, Zr, and Hf, A is at least one element selected from Ni, V, Cr, Mn, Al, Si, Ga, Nb, Ta, and W, 0.05 ≤ p ≤ 0.6, 0.005 ≤ q ≤ 0.1, 0.01 ≤ r ≤ 0.15, 0 ≤ s ≤ 0.2, and 4 ≤ z ≤ 9, and a two-phase structure of a Th2Zn17 crystal phase and a copper-rich phase. In a cross-section of the permanent magnet containing a crystal c axis of the Th2Zn17 crystal phase, an average distance between the copper-rich phases is 120 nm or less. -
JP H06-108190 A -
- Reference 1:
WO 2015/037041 A1 - Reference 2:
WO 2015/044974 A1 - A problem to be solved by the present invention is to provide a high-performance permanent magnet by controlling a metal structure of a Sm-Co based magnet.
- A permanent magnet prepared by a method of manufacturing as defined in
claim 1, is expressed by a composition formula: RpFeqMrCutCo100-p-q-r-t. R is at least one element selected from the group consisting of rare earth elements, M is at least one element selected from the group consisting of Zr, Ti, and Hf, p is a number satisfying 10.5 ≤ p ≤ 12.4 atomic%, q is a number satisfying 28 ≤ q ≤ 40 atomic%, r is a number satisfying 0.88 ≤ r ≤ 4.3 atomic%, and t is a number satisfying 3.5 ≤ t ≤ 13.5 atomic%. The magnet comprises a metal structure including a cell phase having a Th2Zn17 crystal phase, and a Cu-rich phase provided to divide the cell phase and having a Cu concentration higher than that of the Th2Zn17 crystal phase. An Fe concentration of the Th2Zn17 crystal phase is not less than 30 atomic% nor more than 45 atomic%. An average length of the Cu-rich phase is not less than 30 nm nor more than 250 nm. -
-
Fig. 1 is a TEM bright-field image of a cross section including a c-axis of a Th2Zn17 crystal phase. -
Fig. 2 is a Cu-mapped image of the cross section including the c-axis of the Th2Zn17 crystal phase. -
Fig. 3 is a TEM bright-field image of a cross section including a c-axis of a Th2Zn17 crystal phase. -
Fig. 4 is a TEM bright-field image of a cross section including a c-axis of a Th2Zn17 crystal phase. -
Fig. 5 is a diagram illustrating a permanent magnet motor. -
Fig. 6 is a diagram illustrating a variable magnetic flux motor. -
Fig. 7 is a diagram illustrating an electric generator. - Hereinafter, embodiments will be described with reference to the drawings. The drawings are schematic, and a relation between a thickness and a plane dimension, a ratio of thicknesses of respective layers, and the like, for example, may be different from actual ones. Further, in the embodiments, the same reference numerals are given to practically the same components, and explanation will be omitted.
- A permanent magnet prepared by a method of manufacturing of the present embodiment will be described hereinafter.
- The permanent magnet prepared by a method of manufacturing of the present embodiment has a composition expressed by a composition formula: RpFeqMrCutCo100-p-q-r-t (where R is at least one element selected from the group consisting of rare earth elements, M is at least one element selected from the group consisting of Zr, Ti, and Hf, p is a number satisfying 10.5 ≤ p ≤ 12.4 atomic%, q is a number satisfying 28 ≤ q ≤ 40 atomic%, r is a number satisfying 0.88 ≤ r ≤ 4.3 atomic%, and t is a number satisfying 3.5 ≤ t ≤ 13.5 atomic%).
- In the above composition formula, R is an element capable of bringing about large magnetic anisotropy to a magnet material. As the element R, there can be cited at least one element selected from the group consisting of rare earth elements such as yttrium (Y), samarium (Sm), cerium (Ce), praseodymium (Pr), and neodymium (Nd), for example. It is preferable to use Sm, in particular. For example, when plural elements including Sm are used as the element R, by setting a Sm concentration to 50 atomic% or more of all of the elements applicable as the element R, it is possible to increase a performance of the magnet material, which is, for example, coercive force. It is more preferable that 70 atomic% or more, further, 90% or more, of the elements applicable as the element R is set to Sm.
- When p (the content of the element R) in the above composition formula is less than 10.5 atomic%, a large amount of α-Fe precipitates and the coercive force becomes small, and when p in the above composition formula exceeds 12.4 atomic%, saturation magnetization is lowered. In the above composition formula, p is more preferably not less than 10.9 atomic% nor more than 12.1 atomic%, and further, not less than 11.0 atomic% nor more than 12.0 atomic%.
- In the above composition formula, M is an element enabling exertion of large coercive force in a composition with high Fe concentration. As the element M, for example, one element or plural elements selected from the group consisting of titanium (Ti), zirconium (Zr), and hafnium (Hf) is/are used. When r in the above composition formula exceeds 4.3 atomic%, a hetero-phase excessively containing the element M is likely to be generated, resulting in that both coercive force and magnetization become likely to decrease. When r (the content of the element M) in the above composition formula is less than 0.88 atomic%, the effect of increasing the Fe concentration is likely to be small. The content of the element M is more preferably not less than 1.14 atomic% nor more than 3.58 atomic%, and further, greater than 1.49 atomic% and equal to or less than 2.24 atomic%, and still further, not less than 1.55 atomic% nor more than 2.23 atomic%.
- The element M preferably includes at least Zr. In particular, by setting 50 atomic% or more of the element M to Zr, it is possible to increase the coercive force of the permanent magnet. On the other hand, Hf is expensive among the element M, so that even when Hf is used, the amount of Hf to be used is preferably small. For example, a concentration of Hf is preferably less than 20 atomic% of the element M.
- Cu is an element capable of making the magnet material exert high coercive force. When t (the content of Cu) in the above composition formula exceeds 13.5 atomic%, magnetization is likely to decrease. When t in the above composition formula is less than 3.5 atomic%, it becomes difficult to obtain high coercive force and good squareness ratio. The content of Cu is more preferably not less than 3.9 atomic% nor more than 9.0 atomic%, and further, not less than 4.3 atomic% nor more than 5.8 atomic%.
- Fe is an element responsible mainly for magnetization of the magnet material. By compounding a large amount of Fe, it is possible to increase the saturation magnetization of the magnet material, but, if Fe is excessively compounded, it becomes difficult to obtain a desired crystal phase due to precipitation of α-Fe or phase separation, resulting in that the coercive force may be decreased. Therefore, the content q is preferably not less than 28 atomic% nor more than 40 atomic%. The content q of Fe is more preferably not less than 29 atomic% nor more than 36 atomic%, and further, not less than 30 atomic% nor more than 33 atomic%.
- Co is an element responsible for magnetization of the magnet material and capable of making the magnet material exert high coercive force. Further, if a large amount of Co is compounded, a high Curie temperature can be obtained, which enables to increase heat stability of the magnetic property. If a compounding amount of Co is small, these effects become small. However, if Co is excessively added, a proportion of Fe relatively decreases, which may cause reduction in magnetization. Further, by replacing 20 atomic% or less of Co with one element or plural elements selected from the group consisting of Ni, V, Cr, Mn, Al, Si, Ga, Nb, Ta, and W, the magnetic property, for example, the coercive force, can be increased.
- The permanent magnet prepared by a method of manufacturing of the present embodiment includes a two-dimensional metal structure which includes a main phase having a Th2Zn17 crystal phase (2-17 crystal phase) of hexagonal system, and a grain boundary phase provided between crystal grains which form the main phase. Further, the main phase includes a cell phase having the 2-17 crystal phase and a Cu-rich phase having a CaCu5 crystal phase (1-5 crystal phase) of hexagonal system. The Cu-rich phase is preferably formed to surround the cell phase. The above-described structure is also referred to as a cell structure. Further, the Cu-rich phase also includes a cell wall phase which is provided so as to divide the cell phase. A c-axis of the Th2Zn17 crystal phase is preferably provided in parallel to or substantially in parallel to an easy magnetization axis. Substantially in parallel means a direction within a range of not less than -10 degrees nor more than + 10 degrees from a parallel direction, for example.
- The Cu-rich phase is a phase having high Cu concentration. The Cu concentration of the Cu-rich phase is higher than the Cu concentration of the Th2Zn17 crystal phase. For example, the Cu concentration of the Cu-rich phase is preferably 1.2 times or more the Cu concentration of the Th2Zn17 crystal phase. The Cu-rich phase exists linearly or in a plate state in a cross section which includes the c-axis in the Th2Zn17 crystal phase, for example. A structure of the Cu-rich phase is not limited in particular, and there can be cited, for example, a CaCu5 crystal phase (1-5 crystal phase) of hexagonal system, or the like. Further, the permanent magnet may also have plural Cu-rich phases with different phases.
- Magnetic domain wall energy of the Cu-rich phase is higher than magnetic domain wall energy of the Th2Zn17 crystal phase, and a difference between the magnetic domain wall energies becomes a barrier to magnetic domain wall displacement. Specifically, since the Cu-rich phase functions as a pinning site, it is possible to suppress magnetic domain wall displacement among plural cell phases. In particular, by forming a cell structure, the effect of suppressing magnetic domain wall displacement is increased. This is also referred to as a magnetic domain wall pinning effect. Therefore, it is more preferable that the Cu-rich phase is formed so as to surround the cell phase.
- In the Sm-Co based magnet containing 28 atomic% or more of Fe, the Cu concentration of the Cu-rich phase is preferably not less than 10 atomic% nor more than 60 atomic%. By increasing the Cu concentration of the Cu-rich phase, it is possible to increase the coercive force and the squareness ratio. In a region with high Fe concentration, a variation in Cu concentration of the Cu-rich phase is likely to occur, and, for example, a Cu-rich phase having a large magnetic domain wall pinning effect and a Cu-rich phase having a small magnetic domain wall pinning effect are generated, resulting in that the coercive force and the squareness ratio decrease. The Cu concentration of the Cu-rich phase is more preferably not less than 30 atomic% nor more than 60 atomic%, and further, not less than 40 atomic% nor more than 60 atomic%.
- When a magnetic domain wall out of a pinning site is displaced, magnetization reverses by a quantity of displacement, resulting in that the magnetization decreases. If, in a case of applying an external magnetic field, the magnetic domain walls come out of the pinning site at once in a certain magnetic field, magnetization becomes difficult to decrease by application of the magnetic field, and a good squareness ratio can be obtained. In other words, it can be considered that if, in the case of applying the magnetic field, the magnetic domain wall comes out of the pinning site in a magnetic field lower than the coercive force and the magnetic domain wall is displaced, the magnetization decreases by the quantity of displacement, which leads to deterioration of the squareness ratio.
- In order to suppress the deterioration of the squareness ratio, it is preferable that the magnetic domain wall pinning effect is increased, and in addition to that, the Cu-rich phase is densely formed so that even when a magnetic domain wall comes out of one pinning site, a displacement of the magnetic domain wall can be suppressed by another pinning site.
- In the permanent magnet prepared by a method of manufacturing of the present embodiment, an Fe concentration of the Th2Zn17 crystal phase is not less than 30 atomic% nor more than 45 atomic%, and an average length of the Cu-rich phase is not less than 30 nm nor more than 250 nm. By setting the Fe concentration of the Th2Zn17 crystal phase to not less than 30 atomic% nor more than 45 atomic%, it is possible to increase the magnetic domain wall pinning effect. Further, if a long Cu-rich phase whose length exceeds 250 nm exists, a number of the Cu-rich phases per unit area is likely to decrease, resulting in that the magnetic domain wall which comes out of the pinning side is likely to be displaced. The number of the Cu-rich phases is preferably 20 or more in a region of cross section of 1 µm2 of a metal structure including a c-axis of the Th2Zn17 crystal phase, for example. Further, if the average length is less than 30 nm, the Cu concentration in the Cu-rich phase decreases, resulting in that the Cu-rich phase sometimes does not function as a pinning site. The average length of the Cu-rich phase is preferably not less than 90 nm nor more than 250 nm, and more preferably not less than 150 nm nor more than 250 nm.
- As described above, in the permanent magnet prepared by a method of manufacturing of the present embodiment, it is possible to densely form the Cu-rich phase by adjusting the average length of the Cu-rich phase, so that reversal of magnetization can be suppressed. Consequently, it is possible to suppress deterioration of the squareness ratio.
- The composition of the permanent magnet is measured by, for example, an ICP (Inductively Coupled Plasma) emission spectrochemical analysis method, SEM-EDX (Scanning Electron Microscope-Energy Dispersive X-ray Spectroscopy), TEM-EDX (Transmission Electron Microscope-EDX), or the like. A volume ratio of each phase is judged in a comprehensive manner by using observation with an electron microscope or an optical microscope in combination with X-ray diffraction, and the like, and can be determined by an areal analysis method of an electron micrograph obtained by photographing a cross section of the permanent magnet. As the cross section of the permanent magnet, a cross section of a practically center part of a surface of a specimen having a maximum area is set to be used.
- The metal structure such as the Th2Zn17 crystal phase and the Cu-rich phase is recognized as follows, for example. First, a scanning transmission electron microscope (STEM) is used to perform observation of a sample. At this time, by observing the sample by SEM, a location of a grain boundary phase is specified, and by processing the sample by using a focused ion beam (FIB) so that the grain boundary phase is included in a field of view, it is possible to increase an observation efficiency. The above-described sample is a sample after being subjected to aging treatment. At this time, the sample is preferably an unmagnetized one.
- A concentration of each element of the cell phase and the Cu-rich phase can be measured by using TEM-EDX, for example. When the concentration of each element is measured by the TEM-EDX, a specimen for measurement is cut out from 1 mm or more inside of a surface of the sample. Further, a surface perpendicular to or substantially perpendicular to an easy magnetization axis (c-axis) of the Th2Zn17 crystal phase is observed at an observation magnification of 100 k times. Substantially perpendicular means a direction within a range of not less than -10 degrees nor more than + 10 degrees from a perpendicular direction.
-
Fig. 1 illustrates one example of a TEM bright-field image of a cross section including a c-axis of a Th2Zn17 crystal phase. In the bright-field image, it is difficult to discriminate the Cu concentration and the length of the Cu-rich phase. Accordingly, mapping of Cu is carried out in the same cross section.Fig. 2 illustrates a Cu-mapped image of the cross section illustrated inFig. 1 . - In
Fig. 2 , a relatively white region corresponds to the Cu-rich phase. Here, a part with a width of 50 nm or less and whose longitudinal direction extends in one direction (a part of white arrow mark), out of a white plate-shaped region, is regarded as one Cu-rich phase. Further, a length of the arrow mark inFig. 2 indicates the length of the Cu-rich phase. Further, a region surrounded by the white region is the Th2Zn17 crystal phase (cell phase). By forming the Cu-rich phase so as to surround the cell phase, it is possible to further increase the effect of suppressing the magnetic domain wall displacement. - An average length of the Cu-rich phase is defined as follows. In the entire cross section described above, a length from an intersection point between one end in a longitudinal direction of one high-Cu concentration region corresponding to the Cu-rich phase and another high-Cu concentration region to an intersection point between the other end in the longitudinal direction and another high-Cu concentration region, a length from one end to the other end in a longitudinal direction of one high-Cu concentration region, or a length from an intersection point between one end in a longitudinal direction of one high-Cu concentration region and another high-Cu concentration region to the other end in the longitudinal direction, is measured, and an average value is determined. The same operation is performed on seven fields of view of the same sample, and an average value of five values excluding a maximum value and a minimum value, is set as an average length Lcell-wall of the Cu-rich phase.
- An Fe concentration of the Th2Zn17 crystal phase is determined by performing TEM-EDX point analysis on a region other than the Cu-rich phase. Fe concentrations are determined in five arbitrary regions of the Th2Zn17 crystal phase, and an average value thereof is set as an Fe concentration CFe of the Th2Zn17 crystal phase.
- For the performance of concentration measurement of the element of each phase, 3-dimension atom probe (3DAP) may also be used. An analysis method using the 3DAP is an analysis method in which an observation specimen is field-evaporated by applying a voltage, and field-evaporated ions are detected by a two-dimensional detector to specify atomic arrangement. Ion species are identified based on a time of flight until when the ions reach the two-dimensional detector, individually-detected ions are continuously detected in a depth direction, and the ions are arranged in sequence of detection (restructured), resulting in that a three-dimensional atomic distribution is obtained. When compared to the concentration measurement by TEM-EDX, each element concentration in each crystal phase can be measured more accurately.
- The measurement of the element concentration in each phase by the 3DAP is carried out in accordance with the following procedure. First, a specimen is made into a thin piece by dicing, from which an acicular specimen for pickup atom probe (AP) is fabricated by FIB.
- The measurement by the 3DAP is performed on an inner part of a sintered compact. The measurement of the inner part of the sintered compact is performed as follows. First, in a center part of a longest edge in a surface having a maximum area, compositions are measured at a surface part and an inner part of a cross section which is cut perpendicularly to the edge (in the case of a curved line, perpendicularly to a tangent in the center part). As measurement positions, there are provided a first reference line drawn perpendicular to an edge and inward to an end part from a position of 1/2 of each edge on the above-described cross section as a start point, and a second reference line drawn inward to an end part from a center of each corner as a start point at a position of 1/2 of an internal angle of the corner, and each position at 1% of the length of the reference line from the start point of each of these first reference line and second reference line is defined as the surface part and each position at 40% thereof is defined as the inner part. When the corner has a curvature by chamfering or the like, an intersection point of extended adjacent edges is taken as an end part (center of the corner) of the edge. In this case, it is set that the measurement position is a position not from the intersection point but from a part which is in contact with the reference line.
- By setting the measurement positions as above, when the cross section is a quadrangle, for example, the number of reference lines is eight in total, including four first reference lines and four second reference lines, and the number of measurement positions is eight at each of the surface part and the inner part. In the present embodiment, it is preferable that all of the eight positions at each of the surface part and the inner part have a composition which falls within the above-described composition range, but, it is only required that at least four positions or more at each of the surface part and the inner part have a composition which falls within the above-described composition range. In this case, a relation between the surface part and the inner part of one reference line is not defined. An observation surface of the inner part of the sintered compact defined as above is smoothed by polishing and then observed. For example, observation positions of TEM-EDX in the concentration measurement are set to arbitrary 20 points in each phase, an average value of measurement values excluding a maximum value and a minimum value from the measured values at each position is determined, and this average value is set to a concentration of each element. The measurement of 3DAP is also performed based thereon.
- In the measurement result of the concentration in the Cu-rich phase obtained by using the 3DAP described above, it is preferable that a concentration profile of Cu in the Cu-rich phase is sharper. Concretely, a full width at half maximum (FWHM) of the concentration profile of Cu is preferably 5 nm or less, and in such a case, it is possible to obtain higher coercive force. This is because, when the distribution of Cu in the Cu-rich phase is sharp, a magnetic domain wall energy difference between the cell phase and the Cu-rich phase occurs suddenly, resulting in that a magnetic domain wall becomes more likely to be pinned.
- The full width at half maximum (FWHM) of the concentration profile of Cu in the Cu-rich phase is determined as follows. Based on the above-described method, a highest value of the Cu concentration (PCu) is determined from the Cu profile of the 3DAP, and a width of a peak whose value is half this value (PCu/2), namely, the full width at half maximum (FWHM) is determined. Such measurement is performed on 10 peaks, and an average value of these values is defined as the full width at half maximum (FWHM) of the Cu profile. When the full width at half maximum (FWHM) of the Cu profile is 3 nm or less, an effect of increasing coercive force is further improved, and when it is 2 nm or less, a further excellent improvement effect of coercive force can be obtained.
- The squareness ratio is defined as follows. First, a DC magnetizing property at a room temperature is measured by using a DC B-H tracer. Next, from a B-H curved line obtained from a measurement result, residual magnetization Mr, coercive force iHC, and a maximum energy product (BH) max being basic properties of a magnet are determined. At this time, a theoretical maximum value (BH) max is determined through the following formula (1) by using Mr.


- The above-described permanent magnet is also used as, for example, a bond magnet. For example, by using the above-described permanent magnet for a variable magnet in a variable magnetic flux drive system such as one disclosed in Japanese Patent Application No.
2008-29148 2008-43172 - Next, an example of a manufacturing method of a permanent magnet will be described. First, an alloy powder containing a predetermined element necessary for synthesizing a permanent magnet is prepared. Next, the alloy powder is filled in a mold placed in an electromagnet, and is press-formed while a magnetic field is applied thereto, to thereby manufacture a green compact whose crystal axes are oriented.
- For example, by grinding an alloy ingot obtained by casting a molten metal obtained by using an arc melting method or a high-frequency melting method, the alloy powder can be prepared. The alloy powder may also have a desired composition by blending plural powders with different compositions. Further, the alloy powder may also be prepared by using a mechanical alloying method, a mechanical grinding method, a gas atomization method, a reduction diffusion method, or the like. When producing an alloy thin strip using a strip cast method, a flake-shaped alloy thin strip is produced, and then the alloy thin strip is ground, to thereby prepare the alloy powder. For example, by tiltingly injecting an alloy molten metal to a chill roll rotating at a circumferential speed of not less than 0.1 m/second nor more than 20 m/second, it is possible to produce a thin strip which is continuously solidified to have a thickness of 1 mm or less. When the circumferential speed is less than 0.1 m/second, a composition variation is likely to occur in the thin strip. Further, when the circumferential speed exceeds 20 m/second, crystal grains are refined too much, and therefore the magnetic property may decrease. The circumferential speed of the chill roll is not less than 0.3 m/second nor more than 15 m/second, and more preferably not less than 0.5 m/second nor more than 12 m/second.
- Further, by performing heat treatment on the above-described alloy powder or a material of an alloy before grinding, it is possible to homogenize the material. The material can be ground by using, for example, a jet mill, a ball mill, or the like. By grinding the material in an inert gas atmosphere or an organic solvent, it is possible to prevent oxidation of the powder.
- If the powder obtained after the grinding has an average grain diameter of not less than 2 µm nor more than 5 µm, and a proportion of powder having a grain diameter of not less than 2 µm nor more than 10 µm is 80% or more of the whole powder, a degree of orientation becomes high, and further, the coercive force becomes large. In order to realize this, grinding by the jet mill is preferable.
- For example, when grinding by the ball mill is performed, even if the average grain diameter of the powder is not less than 2 µm nor more than 5 µm, a large amount of fine powder whose grain diameter is of a sub-micron level is contained. When the fine powder aggregates, c-axes of crystals in the TbCu7 phase become unlikely to align in a direction of easy magnetization axis during magnetic field orientation at the time of performing pressing, and the degree of orientation is likely to deteriorate. Further, such a fine powder may increase an amount of oxide in a sintered compact to decrease coercive force. In particular, when the Fe concentration is 28 atomic% or more, a proportion of powder having a grain diameter of 10 µm or more in the powder after the grinding is desirably 10% or less of the whole powder. When the Fe concentration is 28 atomic% or more, an amount of hetero-phase in the ingot to be a raw material increases. In the hetero-phase, the amount of powder increases, and in addition to that, the grain diameter also tends to increase, and the grain diameter sometimes becomes 20 µm or more.
- When grinding such an ingot, a powder having a grain diameter of 15 µm or more, for example, sometimes becomes a hetero-phase powder as it is. When the ground powder containing such a hetero-phase coarse powder is pressed in a magnetic field into a sintered compact, the hetero-phase remains to cause decrease in coercive force, decrease in magnetization, decrease in squareness, and so on. When the squareness decreases, the magnetization becomes difficult to occur. In particular, magnetization after assembly to a rotor or the like becomes difficult to occur. As described above, by setting the powder having the grain diameter of 10 µm or more to 10% or less of the whole, it is possible to increase the coercive force while suppressing the decrease in squareness ratio in the high Fe concentration composition containing 28 atomic% or more of Fe.
- Next, sintering is performed on the above-described green compact through heat treatment for not less than 1 hour nor more than 15 hours at a temperature of not less than 1100°C nor more than 1210°C. When a sintering temperature is less than 1100°C, there is a case where the sintering does not proceed sufficiently in a region of high melting point, and evenness of a metal structure decreases. When the sintering temperature is higher than 1210°C, the magnetic property may decrease due to excessive evaporation of the element R such as Sm in the powder. The sintering temperature is more preferably not less than 1150°C nor more than 1205°C, and further, not less than 1165°C nor more than 1195°C, for example. When a retention time is less than 1 hour, a density is likely to become uneven, resulting in that magnetization is likely to decrease, and further, a crystal grain diameter of the sintered compact decreases and a grain boundary phase ratio increases, resulting in that the magnetization is likely to decrease. Further, when the heat treatment time exceeds 15 hours, the element R in the powder excessively evaporates, which may reduce the magnetic property. The retention time is more preferably not less than 2 hours nor more than 13 hours, and still more preferably not less than 4 hours nor more than 10 hours. In the above-described sintering, after a molded body is set in a chamber, a vacuum state is created, the vacuum is kept until the temperature becomes close to the retention temperature, the atmosphere is then switched to an inert atmosphere of Ar or the like, and isothermal holding is performed, to thereby make it possible to increase a sintered compact density.
- Next, solution heat treatment is conducted by performing retention for not less than 3 hours nor more than 28 hours at not less than 1100°C nor more than 1190°C. The solution heat treatment is treatment for forming a TbCu7 crystal phase (1-7 crystal phase) to be a precursor of a phase separation structure. When the solution heat treatment temperature is less than 1100°C and when it exceeds 1190°C, the generation of the TbCu7 phase sometimes becomes unstable. The temperature of the solution heat treatment is preferably not less than 1110°C nor more than 1180°C, and further, not less than 1120°C nor more than 1170°C.
- When the retention time at the time of performing the solution heat treatment is less than 3 hours, constituent phases are likely to become uneven, the coercive force is likely to decrease, the crystal grain diameter of the metal structure is likely to become small, a grain boundary phase ratio becomes high, and therefore the magnetization is likely to decrease. Further, when the retention temperature at the time of performing the solution heat treatment exceeds 28 hours, the magnetic property may decrease due to evaporation of the element R in the sintered compact, or the like. The retention time is preferably not less than 4 hours nor more than 24 hours, and further, not less than 10 hours nor more than 18 hours. By performing the solution heat treatment in a vacuum or an inert atmosphere of argon gas or the like, it is possible to suppress oxidation of the powder.
- Further, rapid cooling is performed after the isothermal holding. For example, by performing the rapid cooling to a room temperature at a cooling rate set to 170°C/minute or more, it is possible to stabilize the TbCu7 crystal phase, and the coercive force becomes likely to be exerted. When the cooling rate is less than 170°C/minute, a Ce2Ni7 crystal phase (2-7 crystal phase) is likely to be generated during the cooling. Due to the existence of the 2-7 crystal phase, the magnetization may decrease, and further, the coercive force may also decrease. This is because Cu is often concentrated in the 2-7 crystal phase, this causes reduction in the Cu concentration in the main phase, resulting in that the phase separation by aging treatment becomes unlikely to occur. In particular, in the composition containing 28 atomic% or more of Fe concentration, the cooling rate is likely to become important.
- It is also possible to perform quality improvement treatment, between the sintering and the solution heat treatment. The quality improvement treatment is treatment for controlling a metal structure, particularly a macrostructure. In the quality improvement treatment, for example, heat treatment is carried out by performing retention for not less than 2 hours nor more than 12 hours at a temperature lower than the heat treatment temperature when performing the sintering by 10°C or more and higher than the heat treatment temperature when performing the solution heat treatment by 10°C or more. When the heat treatment is not performed at the temperature lower than the heat treatment temperature when performing the sintering by 10°C or more, it is not possible to sufficiently remove a hetero-phase derived from a liquid phase generated during the sintering. An orientation of the hetero-phase is often low, so that when the hetero-phase exists, a crystal orientation of the crystal grain becomes likely to deviate in relation to the easy magnetization axis, resulting in that the squareness ratio decreases, and in addition to that, the magnetization is also likely to decrease. Further, in the solution heat treatment, the temperature is low, so that it is difficult to sufficiently remove the hetero-phase generated during the sintering, from a viewpoint of an element diffusion speed. Further, a grain growth speed is also slow, so that a sufficient crystal grain diameter may not be able to be obtained, resulting in that improvement of the squareness ratio cannot be expected. In contrast, by performing the quality improvement treatment by setting the temperature to be higher than the retention temperature when performing the solution heat treatment by 10°C or more, it is possible to sufficiently remove the above-described hetero-phase, to thereby increase the crystal grain forming the main phase.
- The retention temperature when performing the quality improvement treatment is preferably not less than 1110°C nor more than 1200°C, for example. When the retention temperature is less than 1110°C and when it exceeds 1200°C, the squareness ratio may decrease. Further, when the heat treatment time is less than 2 hours, diffusion is insufficient, and the hetero-phase is not sufficiently removed, resulting in that the effect of improvement of squareness ratio is small. Further, when the heat treatment time exceeds 12 hours, there is a possibility that the element R such as Sm evaporates, and good magnetic property cannot be obtained. The heat treatment time in the quality improvement treatment is more preferably not less than 4 hours nor more than 10 hours, and still more preferably not less than 6 hours nor more than 8 hours. Further, it is preferable to perform the quality improvement treatment in a vacuum or in an inert atmosphere of argon gas or the like, in order to prevent oxidation.
- Next, aging treatment is performed on the sintered compact after being subjected to the rapid cooling. The aging treatment is treatment in which the metal structure is controlled to increase the coercive force of the magnet, and is intended to phase-separate the metal structure of the magnet into plural phases.
- In the aging treatment, first preliminary aging treatment, second preliminary aging treatment, and main aging treatment are performed in order, and then cooling is performed. The first preliminary aging treatment, the second preliminary aging treatment, and the main aging treatment are performed in a vacuum or in an inert gas of argon or the like, for example.
- The first preliminary aging treatment is conducted by performing retention for not less than 0.5 hours nor more than 10 hours at a temperature of not less than 450°C nor more than 800°C. In the first preliminary aging treatment, by setting the temperature to a low temperature, a nucleation frequency of the Cu-rich phase is increased, resulting in that the number of Cu-rich phases can be increased. However, when the first preliminary aging treatment temperature is lower than 450°C, a density of the Cu-rich phase is increased too much, resulting in that a volume fraction of the Cu-rich phase becomes high, and a concentration of each Cu-rich phase is lowered. Therefore, the coercive force is sometimes reduced. Further, if the volume fraction of the Cu-rich phase is high, a volume fraction of the Th2Zn17 crystal phase becomes small, so that the magnetization reduces. When the first preliminary aging treatment temperature exceeds 800°C, there is a case where the improvement effect of the squareness ratio cannot be obtained. The first preliminary aging treatment temperature is more preferably not less than 500°C nor more than 780°C, and further, not less than 550°C nor more than 750°C.
- The second preliminary aging treatment is conducted by performing retention at a temperature higher than the first preliminary aging treatment temperature. By performing the second preliminary aging treatment, a Cu-rich phase failed to be generated completely in the first preliminary aging treatment is generated.
- The second preliminary aging treatment is conducted by performing retention for not less than 0.5 hours nor more than 16 hours at a temperature of not less than 870°C nor more than 920°C. When the second preliminary aging treatment temperature is less than 870°C, the Cu-rich phase is difficult to be generated. When the second preliminary aging treatment temperature exceeds 920°C, the cell phase becomes coarse, and the average length of the Cu-rich phase is likely to become longer than 250 nm. The second preliminary aging treatment temperature is more preferably not less than 880°C nor more than 910°C.
- When the second preliminary aging treatment time is less than 0.5 hours, the Cu-rich phase is not sufficiently generated. When the second preliminary aging treatment time exceeds 16 hours, the average length of the Cu-rich phase is likely to become longer than 250 nm. The second preliminary aging treatment time is more preferably not less than 1 hour nor more than 12 hours, and further, not less than 4 hours nor more than 8 hours.
- The main aging treatment is conducted by performing heat treatment for not less than 12 hours nor more than 80 hours at a temperature higher than the first preliminary aging treatment temperature by 10°C or more (the first preliminary aging treatment temperature + 10°C) and lower than the second preliminary aging treatment temperature by 10°C or more (the second preliminary aging treatment temperature - 10°C). When the main aging treatment temperature is higher than the second preliminary aging treatment temperature - 10°C, the cell phase becomes coarse, and further, the average length of the Cu-rich phase is likely to become longer than 250 nm. When the main aging treatment temperature is less than the first preliminary aging treatment temperature + 10°C, the cell structure cannot be sufficiently obtained, and the coercive force becomes difficult to be exerted. When the main aging treatment time is less than 12 hours, the Cu concentration of the Cu-rich phase is low, and sufficient coercive force cannot be obtained. When the main aging treatment time exceeds 80 hours, the Cu-rich phase is formed too densely, resulting in that the volume fraction of the Cu-rich phase becomes high, and the concentration of each Cu-rich phase is lowered. The main aging treatment time is more preferably not less than 20 hours nor more than 60 hours, and further, not less than 22 hours nor more than 55 hours. It is preferable to perform cooling from the second preliminary aging treatment to the main aging treatment at a rate of 5°C/minute or less.
- Cooling after the main aging treatment is performed to a temperature of not less than 300°C nor more than 650°C at a cooling rate of not less than 0.2°C/minute nor more than 2°C/minute. By performing retention for a certain period of time after the cooling, it is possible to improve the coercive force. A sintered compact magnet can be obtained in a manner as described above.
- The quality improvement treatment is only required to be performed after the sintering and before the aging treatment. For example, it is also possible that the solution heat treatment is divided into first solution heat treatment and second solution heat treatment (also referred to as re-solution heat treatment), the quality improvement treatment is performed after the first solution heat treatment, and the second solution heat treatment is performed after the quality improvement treatment. Further, the quality improvement treatment may be performed a plurality of times between the solution heat treatments.
- As described above, in the manufacturing method of the present embodiment, by performing the process having the aging treatment including the first preliminary aging treatment, the second preliminary aging treatment, and the main aging treatment, it is possible to control the average length of the Cu-rich phase to not less than 30 nm nor more than 250 nm.
-
Fig. 3 is one example of a TEM bright-field image of a cross section including a c-axis of a Th2Zn17 crystal phase in a permanent magnet manufactured by the above-described manufacturing method of the permanent magnet from which the second preliminary aging treatment is excluded. A part of an arrow mark corresponds to the Cu-rich phase. In the cross section illustrated inFig. 3 , an average length of the Cu-rich phase is about 300 nm, and a number of Cu-rich phases per region of cross section of 1 µm2 is 17.2. -
Fig. 4 is one example of a TEM bright-field image of a cross section including a c-axis of a Th2Zn17 crystal phase in a permanent magnet manufactured by the manufacturing method of the present embodiment. A part of an arrow mark corresponds to the Cu-rich phase. In the cross section illustrated inFig. 4 , an average length of the Cu-rich phase is about 240 nm, and a number of Cu-rich phases per region of cross section of 1 µm2 is 27.6. From the above, it can be understood that by employing the manufacturing method of the present embodiment, the average length of the Cu-rich phase is controlled, and in addition to that, the number of Cu-rich phases per unit area is increased. - The permanent magnet prepared by a method of manufacturing of the first embodiment can be used for rotary electrical machines such as various motors and an electric generator. Further, it is also possible to use the permanent magnet prepared by a method of manufacturing of the first embodiment as a stationary magnet or a variable magnet of a variable magnetic flux motor or a variable magnetic flux electric generator. By using the permanent magnets prepared by a method of manufacturing of the first embodiment, various motors and electric generators are configured. When the permanent magnet prepared by a method of manufacturing of the first embodiment is applied to the variable magnetic flux motor, technologies disclosed in Japanese Patent Application No.
2008-29148 2008-43172 - Next, the rotary electrical machine provided with the above-described permanent magnet will be described with reference to the drawings.
Fig. 5 is a diagram illustrating a permanent magnet motor. In apermanent magnet motor 1 illustrated inFig. 5 , arotor 3 is disposed in astator 2. Apermanent magnet 5 being the permanent magnet prepared by a method of manufacturing of the first embodiment is disposed in an iron core 4 of therotor 3. By using the permanent magnet prepared by a method of manufacturing of the first embodiment, it is possible to realize high efficiency, reduction in size, cost reduction, and so on of thepermanent magnet motor 1, based on properties or the like of each permanent magnet. -
Fig. 6 is a diagram illustrating a variable magnetic flux motor. In a variablemagnetic flux motor 11 illustrated inFig. 6 , arotor 13 is disposed in astator 12. The permanent magnets prepared by a method of manufacturing of the first embodiment are disposed as astationary magnet 15 and avariable magnet 16 in aniron core 14 of therotor 13. A magnetic flux density (magnetic flux amount) of thevariable magnet 16 is set to be variable. Thevariable magnet 16 is not influenced by a Q-axis current because its magnetization direction is perpendicular to a Q-axis direction, and can be magnetized by a D-axis current. Therotor 13 is provided with a magnetization winding (not illustrated). It is structured such that when a current is passed through the magnetization winding from a magnetizing circuit, its magnetic field directly acts on thevariable magnets 16. - According to the permanent magnet prepared by a method of manufacturing of the first embodiment, it is possible to obtain the coercive force suitable for the
stationary magnet 15. When the permanent magnet prepared by a method of manufacturing of the first embodiment is applied to thevariable magnet 16, it is only required to control the coercive force to fall within a range of not less than 100 kA/m nor more than 500 kA/m, for example, by changing the various conditions (aging treatment condition, and the like) of the above-described manufacturing method. In the variablemagnetic flux motor 11 illustrated inFig. 6 , the permanent magnet prepared by a method of manufacturing of the first embodiment can be used for both of thestationary magnet 15 and thevariable magnet 16, and it is also possible that the permanent magnet prepared by a method of manufacturing of the first embodiment is used for either of the magnets. The variablemagnetic flux motor 11 can output a large torque with a small device size, and thus is suitable for motors of hybrid vehicles, electric vehicles, and the like whose motors are required to have a high output and a small size. -
Fig. 7 illustrates an electric generator. Anelectric generator 21 illustrated inFig. 7 includes astator 22 using the above-described permanent magnet. Arotor 23 disposed inside thestator 22 is connected, via ashaft 25, to aturbine 24 provided at one end of theelectric generator 21. Theturbine 24 is rotated by an externally supplied fluid, for example. Instead of theturbine 24 rotated by the fluid, theshaft 25 can also be rotated by transmitting dynamic rotation such as regenerative energy of an automobile. To thestator 22 and therotor 23, various publicly-known configurations are adoptable. - The
shaft 25 is in contact with a commutator (not illustrated) disposed on an opposite side of theturbine 24 in relation to therotor 23, and electromotive force generated by the rotation of therotor 23 is stepped up to a system voltage and transmitted as an output of theelectric generator 21 through an isolated-phase bus and a main transformer (not illustrated). Theelectric generator 21 may be either of an ordinary electric generator and a variable magnetic flux electric generator. Therotor 23 is electrically charged due to static electricity from theturbine 2 and a shaft current accompanying the electric power generation. For this reason, theelectric generator 21 includes abrush 26 for discharging charged electricity of therotor 23. - As described above, by applying the above-described permanent magnet to the electric generator, it is possible to obtain effects such as high efficiency, reduction in size, and cost reduction.
- It is to be noted that, although some embodiments of the present invention have been described, these embodiments have been presented by way of example and are not intended to limit the scope of the invention. These novel embodiments can be implemented in a variety of other modes, and various omissions, substitutions, and modifications thereof can be made within the scope of the appended claims.
- In the present example, description will be made on concrete examples of a permanent magnet. In the present example, description will be made on a permanent magnet containing Zr as the element M.
- Respective raw materials to be used for permanent magnets were weighed and mixed at predetermined ratios, and then subjected to arc-melting in an Ar gas atmosphere, to thereby produce alloy ingots. The above-described alloy ingots were subjected to heat treatment by being retained at 1170°C for 12 hours, and the alloy ingots were then coarsely ground and ground by a jet mill, to thereby prepare alloy powders as raw material powders of magnets. The obtained alloy powders were press-formed in a magnetic field, to thereby produce compression-molded bodies.
- Next, the compression-molded bodies of the alloy powders were disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state, and the compression-molded bodies were then heated to 1170°C and retained at the attained temperature for 15 minutes. After that, Ar gas was introduced, and the compression-molded bodies were heated to 1200°C in the Ar atmosphere and retained at the attained temperature for 3 hours, to thereby perform sintering. Next, the compression-molded bodies were cooled to 1170°C, and retained at the attained temperature for 6 hours, to thereby perform quality improvement treatment. Next, the compression-molded bodies were subjected to slow cooling to 1150°C, subjected to solution heat treatment by being retained at the attained temperature for 12 hours, and then cooled to a room temperature. A cooling rate after the solution heat treatment was set to 170°C/minute.
- Next, sintered compacts after the solution heat treatment were subjected to first preliminary aging treatment, second preliminary aging treatment, and main aging treatment. As presented in Table 2, the sintered compacts were heated to 640°C and retained at the attained temperature for 2 hours as the first preliminary aging treatment, and the sintered compacts were heated to 880°C and retained at the attained temperature for 8 hours as the second preliminary aging treatment. After that, the sintered compacts were subjected to slow cooling to 840°C at a cooling rate of 2.0°C/minute, and retained at the attained temperature for 40 hours as the main aging treatment. Thereafter, the sintered compacts were subjected to slow cooling to 420°C at a cooling rate of 0.5°C/minute, and retained at the attained temperature for 1 hour. After that, the sintered compacts were furnace-cooled to a room temperature, to thereby obtain magnets.
- Composition analysis of the magnets was performed by an ICP method. The composition analysis by the ICP method was performed in accordance with the following procedure. First, a specimen collected from the described measurement point was ground in a mortar, a predetermined amount of the ground specimen was weighed, and put into a quartz beaker. Further, mixed acid (acid containing nitric acid and hydrochloric acid) was put into the beaker, and heated to about 140°C on a hot plate, to thereby completely melt the specimen in the beaker. Further, after the above was left standing to cool, it was transferred to a PFA (polytetrafluoroethylene) volumetric flask, and quantified to be a specimen solution.
- By using an ICP emission spectrochemical analyzer, quantities of components of the above-described specimen solution were determined by a calibration curve method. As the ICP emission spectrochemical analyzer, SPS4000 manufactured by SII Nano Technology Inc. was used. Compositions of the obtained magnets are as presented in Table 1. Further, an Fe concentration of a Th2Zn17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3. HD2300 manufactured by Hitachi High-Technologies Corporation was used as a measurement apparatus in respective examples and comparative examples.
- Respective raw materials were weighed and mixed at predetermined ratios, and then subjected to high-frequency melting in an Ar gas atmosphere, to thereby produce alloy ingots. The alloy ingots were coarsely ground, then subjected to heat treatment at 1170°C for 12 hours, and cooled to a room temperature by rapid cooling. Further, coarse grinding and grinding by a jet mill were performed, to thereby prepare alloy powders as raw material powders of magnets. Further, the above-described alloy powders were press-formed in a magnetic field, to thereby produce compression-molded bodies.
- Next, the compression-molded bodies of the alloy powders were disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 × 10-3 Pa, and after that, the compression-molded bodies were heated to 1180°C and retained at the attained temperature for 30 minutes, and then Ar gas was introduced into the chamber. The temperature in the chamber set to be under the Ar atmosphere was increased to 1195°C, and the compression-molded bodies were subjected to sintering by being retained at the above-described attained temperature for 9 hours. Next, the compression-molded bodies were cooled to 1160°C, and retained at the attained temperature for 12 hours, to thereby perform quality improvement treatment. Next, the compression-molded bodies were subjected to slow cooling to 1130°C, and retained at the attained temperature for 10 hours, to thereby perform solution heat treatment, and then cooled to a room temperature. A cooling rate after the solution heat treatment was set to 180°C/minute.
- Next, sintered compacts after the solution heat treatment were subjected to first preliminary aging treatment, second preliminary aging treatment, and main aging treatment. As presented in Table 2, in Example 3, the sintered compact after the solution heat treatment was heated to 750°C and retained at the attained temperature for 1 hour as the first preliminary aging treatment, and the sintered compact was then heated to 910°C and retained at the attained temperature for 4 hours as the second preliminary aging treatment. Thereafter, the sintered compact was subjected to slow cooling to 830°C at a cooling rate of 1°C/minute, and retained at the attained temperature for 30 hours as the main aging treatment.
- In Example 4, the sintered compact after the solution heat treatment was heated to 705°C and retained at the attained temperature for 1 hour as the first preliminary aging treatment, and the sintered compact was then heated to 880°C and retained at the attained temperature for 2 hours as the second preliminary aging treatment. After that, the sintered compact was subjected to slow cooling to 860°C at a cooling rate of 1°C/minute, and retained at the attained temperature for 30 hours as the main aging treatment.
- In Example 5, the sintered compact after the solution heat treatment was heated to 710°C and retained at the attained temperature for 1 hour as the first preliminary aging treatment, and the sintered compact was then heated to 875°C and retained at the attained temperature for 10 hours as the second preliminary aging treatment. After that, the sintered compact was subjected to slow cooling to 840°C at a cooling rate of 1°C/minute, and retained at the attained temperature for 30 hours as the main aging treatment.
- Thereafter, the sintered compacts were subjected to slow cooling to 400°C at a cooling rate of 0.7°C/minute, and retained at the attained temperature for 2 hours. After that, the sintered compacts were furnace-cooled to a room temperature, to thereby obtain magnets.
- Further, by using the above-described ICP emission spectrochemical analyzer, quantities of components of the above-described specimen solution were determined by the calibration curve method. Compositions of the obtained magnets are as presented in Table 1. Further, an Fe concentration of a Th2Zn17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3.
- Respective raw materials were weighed and mixed at a predetermined ratio, and then subjected to high-frequency melting in an Ar gas atmosphere, to thereby produce an alloy ingot. The alloy ingot was coarsely ground, then subjected to heat treatment at 1180°C for 10 hours, and cooled to a room temperature by rapid cooling. Further, coarse grinding and grinding by a jet mill were performed, to thereby prepare an alloy powder as a raw material powder of a magnet. Further, the above-described alloy powder was press-formed in a magnetic field, to thereby produce a compression-molded body.
- Next, the compression-molded body of the alloy powder was disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 × 10-3 Pa, and after that, the compression-molded body was heated to 1160°C and retained at the attained temperature for 15 minutes, and then Ar gas was introduced into the chamber. The temperature in the chamber set to be under the Ar atmosphere was increased to 1195°C, and the compression-molded body was subjected to sintering by being retained at the above-described attained temperature for 6 hours. Next, the compression-molded body was cooled to 1155°C, and retained at the attained temperature for 12 hours, to thereby perform quality improvement treatment. Next, the compression-molded body was subjected to slow cooling to 1125°C, and retained at the attained temperature for 12 hours, to thereby perform solution heat treatment, and then cooled to a room temperature. A cooling rate after the solution heat treatment was set to 170°C/minute.
- Next, a sintered compact after the solution heat treatment was subjected to first preliminary aging treatment, second preliminary aging treatment, and main aging treatment. As presented in Table 2, the sintered compact after the solution heat treatment was heated to 770°C and retained at the attained temperature for 4 hours as the first preliminary aging treatment, and the sintered compact was then heated to 900°C and retained at the attained temperature for 9 hours as the second preliminary aging treatment. After that, the sintered compact was subjected to slow cooling to 850°C at a cooling rate of 1.5°C/minute, and retained at the attained temperature for 40 hours as the main aging treatment. Thereafter, the sintered compact was subjected to slow cooling to 380°C at a cooling rate of 0.5°C/minute, and retained at the attained temperature for 2 hours. After that, the sintered compact was furnace-cooled to a room temperature, to thereby obtain a magnet.
- A composition of the above-described each magnet was checked by the ICP method, similarly to the other examples. The composition of the obtained magnet is as presented in Table 1. Further, similarly to the other examples, an Fe concentration of a Th2Zn17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3.
- Respective raw materials were weighed and mixed at a predetermined ratio, and then subjected to high-frequency melting in an Ar gas atmosphere, to thereby produce an alloy ingot. The alloy ingot was coarsely ground, then subjected to heat treatment at 1150°C for 24 hours, and cooled to a room temperature by rapid cooling. Further, coarse grinding and grinding by a jet mill were performed, to thereby prepare an alloy powder as a raw material powder of a magnet. Further, the above-described alloy powder was press-formed in a magnetic field, to thereby produce a compression-molded body.
- Next, the compression-molded body of the alloy powder was disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 × 10-3 Pa, and after that, the compression-molded body was heated to 1160°C and retained at the attained temperature for 30 minutes, and then Ar gas was introduced into the chamber. The temperature in the chamber set to be under the Ar atmosphere was increased to 1185°C, and the compression-molded body was subjected to sintering by being retained at the above-described attained temperature for 8 hours. Next, the compression-molded body was cooled to 1140°C, and retained at the attained temperature for 12 hours, to thereby perform quality improvement treatment. Next, the compression-molded body was subjected to slow cooling to 1120°C, and retained at the attained temperature for 16 hours, to thereby perform solution heat treatment, and then cooled to a room temperature. A cooling rate after the solution heat treatment was set to 220°C/minute.
- Next, a sintered compact after the solution heat treatment was subjected to first preliminary aging treatment, second preliminary aging treatment, and main aging treatment. As presented in Table 2, the sintered compact after the solution heat treatment was heated to 720°C and retained at the attained temperature for 2 hours as the first preliminary aging treatment, and the sintered compact was then heated to 905°C and retained at the attained temperature for 14 hours as the second preliminary aging treatment. After that, the sintered compact was subjected to slow cooling to 860°C at a cooling rate of 1°C/minute, and retained at the attained temperature for 55 hours as the main aging treatment. Thereafter, the sintered compact was subjected to slow cooling to 350°C at a cooling rate of 0.4°C/minute, and retained at the attained temperature for 1 hour. After that, the sintered compact was furnace-cooled to a room temperature, to thereby obtain a magnet.
- A composition of the above-described each magnet was checked by the ICP method, similarly to the other examples. The composition of the obtained magnet is as presented in Table 1. Further, similarly to the other examples, an Fe concentration of a Th2Zn17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3.
- Respective raw materials were weighed and mixed at a predetermined ratio, and then subjected to high-frequency melting in an Ar gas atmosphere, to thereby produce an alloy ingot. The aforementioned alloy ingot was coarsely ground, then subjected to heat treatment at 1170°C for 12 hours, and cooled to a room temperature by rapid cooling. Further, coarse grinding and grinding by a jet mill were performed, to thereby prepare an alloy powder as a raw material powder of a magnet. Further, the above-described alloy powder was press-formed in a magnetic field, to thereby produce a compression-molded body.
- Next, the compression-molded body of the alloy powder was disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 × 10-3 Pa, and after that, the compression-molded body was heated to 1170°C and retained at the attained temperature for 10 minutes, and then Ar gas was introduced into the chamber. The temperature in the chamber set to be under the Ar atmosphere was increased to 1190°C, and the compression-molded body was subjected to sintering by being retained at the above-described attained temperature for 3 hours. Next, the compression-molded body was cooled to 1155°C, and retained at the attained temperature for 8 hours, to thereby perform quality improvement treatment. Next, the compression-molded body was subjected to slow cooling to 1135°C, and retained at the attained temperature for 12 hours, to thereby perform solution heat treatment, and then cooled to a room temperature. A cooling rate after the solution heat treatment was set to 200°C/minute.
- Next, a sintered compact after the solution heat treatment was subjected to first preliminary aging treatment, second preliminary aging treatment, and main aging treatment. As presented in Table 2, the sintered compact after the solution heat treatment was heated to 700°C and retained at the attained temperature for 2 hours as the first preliminary aging treatment, and the sintered compact was then heated to 890°C and retained at the attained temperature for 8 hours as the second preliminary aging treatment. After that, the sintered compact was subjected to slow cooling to 860°C at a cooling rate of 2°C/minute, and retained at the attained temperature for 45 hours as the main aging treatment. Thereafter, the sintered compact was subjected to slow cooling to 350°C at a cooling rate of 0.5°C/minute, and retained at the attained temperature for 1 hour. After that, the sintered compact was furnace-cooled to a room temperature, to thereby obtain a magnet.
- A composition of the above-described each magnet was checked by the ICP method, similarly to the other examples. The composition of the obtained magnet is as presented in Table 1. Further, similarly to the other examples, an Fe concentration of a Th2Zn17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3.
- Alloy powders having the same composition as that of Example 8 were used as raw materials, and press-formed in a magnetic field, to thereby produce compression-molded bodies. Next, the compression-molded bodies of the alloy powders were disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 × 10-3 Pa, and after that, the compression-molded bodies were heated to 1170°C and retained at the attained temperature for 10 minutes, and then Ar gas was introduced into the chamber. The temperature in the chamber set to be under the Ar atmosphere was increased to 1190°C, and the compression-molded bodies were subjected to sintering by being retained at the above-described attained temperature for 3 hours. Next, the compression-molded bodies were cooled to 1155°C, and retained at the attained temperature for 8 hours, to thereby perform quality improvement treatment. Next, the compression-molded bodies were subjected to slow cooling to 1135°C, and retained at the attained temperature for 12 hours, to thereby perform solution heat treatment, and then cooled to a room temperature. A cooling rate after the solution heat treatment was set to 200°C/minute.
- Next, sintered compacts after the solution heat treatment were subjected to first preliminary aging treatment, second preliminary aging treatment, and main aging treatment. As presented in Table 2, the sintered compacts after the solution heat treatment were heated to 700°C and retained at the attained temperature for 2 hours as the first preliminary aging treatment. After that, as the second preliminary aging treatment, the sintered compact of Example 9 was heated to 875°C and retained at the attained temperature for 8 hours, and the sintered compact of Example 10 was heated to 915°C and retained at the attained temperature for 8 hours. Further, in Example 11, the sintered compact was heated to 890°C and retained at the attained temperature for 14 hours as the second preliminary aging treatment. After that, the sintered compacts were subjected to slow cooling to 860°C at a cooling rate of 2°C/minute, and retained at the attained temperature for 45 hours as the main aging treatment. Thereafter, the sintered compacts were subjected to slow cooling to 350°C at a cooling rate of 0.5°C/minute, and retained at the attained temperature for 1 hour. After that, the sintered compacts were furnace-cooled to a room temperature, to thereby obtain magnets.
- Compositions of the above-described respective magnets were checked by the ICP method, similarly to the other examples. The compositions of the obtained magnets are as presented in Table 1. Further, similarly to the other examples, an Fe concentration of a Th2Zn17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Results thereof are presented in Table 3.
- Magnets having compositions presented in Table 1 were produced by the same methods as those of Example 1 and Example 2, respectively. Further, similarly to the examples, an Fe concentration of a Th2Zn17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Further, the squareness ratio, the coercive force, and the residual magnetization were measured. Results thereof are presented in Table 3.
- Alloy powders having the same composition as that of Example 8 were used as raw materials, and press-formed in a magnetic field, to thereby produce compression-molded bodies. Next, the compression-molded bodies of the alloy powders were disposed in a chamber of a sintering furnace, the inside of the chamber was set to a vacuum state of 9.0 × 10-3 Pa, and after that, the compression-molded bodies were heated to 1170°C and retained at the attained temperature for 10 minutes, and then Ar gas was introduced into the chamber. The temperature in the chamber set to be under the Ar atmosphere was increased to 1190°C, and the compression-molded bodies were subjected to sintering by being retained at the above-described attained temperature for 3 hours. Next, the compression-molded bodies were cooled to 1155°C, and retained at the attained temperature for 8 hours, to thereby perform quality improvement treatment. Next, the compression-molded bodies were subjected to slow cooling to 1135°C, and retained at the attained temperature for 12 hours, to thereby perform solution heat treatment, and then cooled to a room temperature. A cooling rate after the solution heat treatment was set to 200°C/minute.
- Next, sintered compacts after the solution heat treatment were subjected to first preliminary aging treatment, second preliminary aging treatment, and main aging treatment. As presented in Table 2, the sintered compacts after the solution heat treatment of Comparative Example 3 to Comparative Example 5 were heated to 700°C and retained at the attained temperature for 2 hours, and the sintered compact after the solution heat treatment of Comparative Example 6 was heated to 870°C and retained at the attained temperature for 2 hours, as the first preliminary aging treatment. Next, as the second preliminary aging treatment, the sintered compact of Comparative Example 3 was heated to 850°C and retained at the attained temperature for 8 hours, and the sintered compact of Comparative Example 4 was heated to 950°C and retained at the attained temperature for 8 hours. Further, the sintered compact of Comparative Example 5 was heated to 890°C and retained at the attained temperature for 0.2 hours as the second preliminary aging treatment, and the sintered compact of Comparative Example 6 was heated to 890°C and retained at the attained temperature for 8 hours as the second preliminary aging treatment. After that, the sintered compacts were subjected to slow cooling to 860°C at a cooling rate of 2°C/minute, and retained at the attained temperature for 45 hours as the main aging treatment. Thereafter, the sintered compacts were subjected to slow cooling to 350°C at a cooling rate of 0.5°C/minute, and retained at the attained temperature for 1 hour. After that, the sintered compacts were furnace-cooled to a room temperature, to thereby obtain magnets.
- Compositions of the above-described respective magnets were checked by the ICP method, similarly to the other examples. The compositions of the obtained magnets are as presented in Table 1. Further, similarly to the examples, an Fe concentration of a Th2Zn17 crystal phase, an average length of a Cu-rich phase, a Cu concentration of the Cu-rich phase, and further, a squareness ratio, coercive force, and residual magnetization were measured. Further, the squareness ratio, the coercive force, and the residual magnetization were measured. Results thereof are presented in Table 3.
- As described above, in the permanent magnet of each of the examples, the deterioration of squareness ratio is suppressed by controlling the average length and the like of the Cu-rich phase in the crystal grains forming the main phase, and even in the case where the permanent magnet of each of the examples has the composition with the Fe concentration of 28 atomic% or more, it exerts a good squareness ratio, high coercive force, and high magnetization. On the contrary, it can be understood that in Comparative Examples 1 and 2, the compositions are greatly deviated, and sufficient magnetic properties are not obtained due to reasons such as generation of hetero-phase. In Comparative Example 3, the second preliminary aging treatment temperature is low, and thus sufficient magnetic properties are not obtained. In Comparative Example 4, the second preliminary aging treatment temperature is high, and thus sufficient magnetic properties are not obtained. In Comparative Example 5, the second preliminary aging treatment time is short, and thus sufficient magnetic properties are not obtained. In Comparative Example 6, the first preliminary aging treatment temperature is high, and thus sufficient magnetic properties are not obtained.
[Table 1] Magnet composition (atomic ratio) ((Others) Example 1: Ce, Example 2: Ti, Example 3: Ni, Example 4: Cr, Example 5: Al_0.0115+Cr_0.015, Comparative Example 1: Cr, Comparative Example 2: Ti) Sm Co Fe Cu Zr Other Example 1 11.19 52.12 28.19 5.32 3.01 0.17 Example 2 12.05 51.84 28.58 5.72 1.7 0.11 Example 3 11.05 52.19 29.18 5.16 1.62 0.8 Example 4 11.9 52.84 29.07 4.4 1.72 0.07 Example 5 11.24 48.9 28.4 9.59 1.69 0.18 Example 6 11.63 50.77 30.67 5.21 1.72 0 Example 7 11.98 49.29 32.13 5.06 1.54 0 Example 8 11.83 50.48 30.68 5.38 1.63 0 Example 9 11.83 50.48 30.68 5.38 1.63 0 Example 10 11.83 50.48 30.68 5.38 1.63 0 Example 11 11.83 50.48 30.68 5.38 1.63 0 Comparative Example 1 12.96 51.06 27.62 5.21 2.95 0.2 Comparative Example 2 12.05 48.26 28.58 5.72 5.28 0.11 Comparative Example 3 11.83 50.48 30.68 5.38 1.63 0 Comparative Example 4 11.83 50.48 30.68 5.38 1.63 0 Comparative Example 5 11.83 50.48 30.68 5.38 1.63 0 Comparative Example 6 11.83 50.48 30.68 5.38 1.63 0 [Table 2] First preliminary aging treatment temperature (°C) Second preliminary aging treatment temperature (°C) Second preliminary aging treatment time (hour) Main aging treatment temperature (°C) Example 1 640 880 8 840 Example 2 640 880 8 840 Example 3 750 910 4 830 Example 4 705 880 2 860 Example 5 710 875 10 840 Example 6 770 900 9 850 Example 7 720 905 14 860 Example 8 700 890 8 860 Example 9 700 875 8 860 Example 10 700 915 8 860 Example 11 700 890 14 860 Comparative Example 1 640 880 8 840 Comparative Example 2 640 880 8 840 Comparative Example 3 700 850 8 860 Comparative Example 4 700 950 8 860 Comparative Example 5 700 890 0.2 860 Comparative Example 6 870 890 8 860 [Table 3] Average length of Cu-rich phase (nm) Fe concentration of Th2Zn17 phase (atomic%) Cu concentration of Cu-rich phase (atomic%) Squareness ratio (%) Coercive force iHc (kA/m) Residual magneti - zation Br (T) Example 1 179 28.6 41.5 94.3 1850 1.205 Example 2 202 29.9 39.3 93.5 1810 1.2 Example 3 188 31.2 33.6 92.2 1790 1.215 Example 4 227 30.9 35.4 91 1690 1.225 Example 5 215 30.5 43.2 91.5 1710 1.21 Example 6 230 32.8 40.1 91.6 1585 1.235 Example 7 243 34.6 33.1 90.3 1530 1.24 Example 8 214 31.3 32.6 91.5 1610 1.23 Example 9 187 30.6 30.5 90.9 1540 1.225 Example 10 241 32.9 42.4 92 1670 1.23 Example 11 233 32.5 46.4 91.4 1720 1.235 Comparative Example 1 388 25.5 16.3 55.9 360 1.115 Comparative Example 2 443 26.2 12.9 62.8 520 1.15 Comparative Example 3 320 30.5 22.6 81.5 1400 1.215 Comparative Example 4 612 30.7 29.8 67.5 1000 1.205 Comparative Example 5 404 30.5 19.5 76.8 1350 1.2 Comparative Example 6 395 30.4 24 72.7 1260 1.21
Claims (6)
- A method of manufacturing a permanent magnet, comprising:
preparing an alloy powder, the powder being expressed by a composition formula:
RpFeqMrCutCo100-p-q-r-t
where R is at least one element selected from the group consisting of rare earth elements, M is at least one element selected from the group consisting of Zr, Ti, and Hf, p is a number satisfying 10.5 ≤ p ≤ 12.4 atomic%, q is a number satisfying 28 ≤ q ≤ 40 atomic%, r is a number satisfying 0.88 ≤ r ≤ 4.3 atomic%, and t is a number satisfying 3.5 ≤ t ≤ 13.5 atomic%;press-forming the alloy powder in a magnetic field to form a compression molded body;sintering the compression molded body at a temperature of not less than 1100°C nor more than 1210°C for not less than 1 hour nor more than 15 hours to form a sintered compact;performing a solution heat treatment on the sintered compact at a temperature of not less than 1100°C nor more than 1190°C for not less than 3 hours nor more than 28 hours;performing a rapid cooling on the compact after the solution heat treatment at a cooling rate of not less than 170 °C/minute to a room temperature;performing a first preliminary aging treatment on the compact after the rapid cooling at a temperature of not less than 450°C nor more than 800°C for not less than 0.5 hours nor more than 10 hours;performing a second preliminary treatment on the compact after the first preliminary treatment at a temperature of not less than 870°C nor more than 920°C for not less than 0.5 hours nor more than 16 hours; andperforming a main aging treatment on the compact after the second preliminary treatment at a temperature higher than the temperature of the first preliminary treatment by 10°C or more and lower than the temperature of the second preliminary treatment by 10°C or more for not less than 12 hours nor more than 80 hours. - The method according to claim 1,
wherein the magnet comprises a metal structure including cell phases and Cu-rich phases provided to divide the cell phases, each cell phase having a Th2Zn17 crystal phase, and each Cu-rich phase having a Cu concentration higher than that of the Th2Zn17 crystal phase. - The method according to claim 2,
wherein the Cu concentration of the Cu-rich phase is 30 atomic% or more. - The method according to claim 1,
wherein 50 atomic% or more of the element R in the composition formula is Sm, and
50 atomic% or more of the element M in the composition formula is Zr. - The method according to claim 1,
wherein 20 atomic% or less of Co in the composition formula is replaced with at least one element selected from the group consisting of Ni, V, Cr, Mn, Al, Ga, Nb, Ta, and W. - The method according to claim 1,
wherein r is a number satisfying 0.88 ≤ r ≤ 2.24 atomic%.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/004696 WO2017046827A1 (en) | 2015-09-15 | 2015-09-15 | Permanent magnet and dynamo-electric machine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3352181A1 EP3352181A1 (en) | 2018-07-25 |
| EP3352181A4 EP3352181A4 (en) | 2019-05-08 |
| EP3352181B1 true EP3352181B1 (en) | 2021-01-06 |
Family
ID=58288236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15904018.7A Active EP3352181B1 (en) | 2015-09-15 | 2015-09-15 | Production method for a permanent magnet |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11081264B2 (en) |
| EP (1) | EP3352181B1 (en) |
| JP (1) | JP6503078B2 (en) |
| CN (1) | CN107430915B (en) |
| WO (1) | WO2017046827A1 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6828723B2 (en) * | 2017-08-01 | 2021-02-10 | 株式会社デンソー | Magnet manufacturing method |
| CN110993235B (en) * | 2019-12-26 | 2020-11-20 | 福建省长汀卓尔科技股份有限公司 | High-iron low-copper samarium-cobalt permanent magnet material and preparation method thereof |
| JP7001721B2 (en) * | 2020-02-06 | 2022-01-20 | 株式会社トーキン | Rare earth cobalt permanent magnets, their manufacturing methods, and devices |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0627308A (en) | 1992-07-03 | 1994-02-04 | Matsushita Electric Ind Co Ltd | Trichromatic resolution prism |
| JPH06108190A (en) * | 1992-09-25 | 1994-04-19 | Shin Etsu Chem Co Ltd | Rare earth permanent magnet alloy |
| JP2904667B2 (en) * | 1993-01-14 | 1999-06-14 | 信越化学工業株式会社 | Rare earth permanent magnet alloy |
| JP4048568B2 (en) | 1995-10-16 | 2008-02-20 | 昭和電工株式会社 | Method for producing alloy for rare earth magnet |
| CN102474165B (en) * | 2009-08-06 | 2015-09-30 | 株式会社东芝 | The variable magnetic flux motor of permanent magnet and use permanent magnet and generator |
| CN102821891B (en) * | 2010-03-30 | 2015-05-20 | 株式会社东芝 | Permanent magnet, method for producing same, and motor and power generator each using same |
| JP5259668B2 (en) | 2010-09-24 | 2013-08-07 | 株式会社東芝 | PERMANENT MAGNET, MANUFACTURING METHOD THEREOF, AND MOTOR AND GENERATOR USING THE SAME |
| JP5504233B2 (en) | 2011-09-27 | 2014-05-28 | 株式会社東芝 | PERMANENT MAGNET AND ITS MANUFACTURING METHOD, AND MOTOR AND GENERATOR USING THE SAME |
| JP5558447B2 (en) * | 2011-09-29 | 2014-07-23 | 株式会社東芝 | Permanent magnet and motor and generator using the same |
| JP5586645B2 (en) * | 2012-03-15 | 2014-09-10 | 株式会社東芝 | Permanent magnet and motor and generator using the same |
| JP6257891B2 (en) * | 2012-11-20 | 2018-01-10 | 株式会社東芝 | Permanent magnets, permanent magnet motors, generators, and cars |
| JP6257890B2 (en) * | 2012-11-20 | 2018-01-10 | 株式会社東芝 | Permanent magnet and motor and generator using the same |
| JP6081254B2 (en) * | 2013-03-26 | 2017-02-15 | 株式会社東芝 | Permanent magnet and motor and generator using the same |
| CN104183349B (en) * | 2013-05-22 | 2017-08-25 | 中国科学院宁波材料技术与工程研究所 | A kind of SmCo base permanent magnet, its preparation method and magnetic property regulation and control method |
| EP3046119B1 (en) * | 2013-09-13 | 2021-07-21 | Kabushiki Kaisha Toshiba | Permanent magnet, motor, and power generator |
| WO2015044974A1 (en) | 2013-09-24 | 2015-04-02 | 株式会社 東芝 | Permanent magnet, motor and power generator |
-
2015
- 2015-09-15 JP JP2017540344A patent/JP6503078B2/en active Active
- 2015-09-15 CN CN201580077546.XA patent/CN107430915B/en active Active
- 2015-09-15 WO PCT/JP2015/004696 patent/WO2017046827A1/en active Application Filing
- 2015-09-15 EP EP15904018.7A patent/EP3352181B1/en active Active
-
2017
- 2017-08-30 US US15/690,342 patent/US11081264B2/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3352181A4 (en) | 2019-05-08 |
| CN107430915B (en) | 2019-07-05 |
| WO2017046827A1 (en) | 2017-03-23 |
| EP3352181A1 (en) | 2018-07-25 |
| JP6503078B2 (en) | 2019-04-17 |
| US20170365382A1 (en) | 2017-12-21 |
| CN107430915A (en) | 2017-12-01 |
| US11081264B2 (en) | 2021-08-03 |
| JPWO2017046827A1 (en) | 2017-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3046119B1 (en) | Permanent magnet, motor, and power generator | |
| EP3121821B1 (en) | Permanent magnet, motor, and generator | |
| EP3226262B1 (en) | Permanent magnet, motor, and generator | |
| US9502164B2 (en) | Permanent magnet, motor, and generator | |
| EP3118971B1 (en) | Rotary electrical machine and vehicle | |
| EP3333859A1 (en) | Permanent magnet, rotary electric machine, and vehicle | |
| EP3121820B1 (en) | Permanent magnet, motor and generator | |
| US20150270038A1 (en) | Permanent magnet, motor, and generator | |
| US11081264B2 (en) | Permanent magnet and rotary electrical machine | |
| US10943716B2 (en) | Permanent magnet and rotary electrical machine | |
| EP3239993B1 (en) | Manufacturing method of permanent magnet | |
| EP3118863A1 (en) | Permanent magnet | |
| US10923254B2 (en) | Permanent magnet, motor, and generator |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170904 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20190409 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C22C 19/07 20060101ALI20190403BHEP Ipc: H01F 1/055 20060101AFI20190403BHEP Ipc: H02K 1/27 20060101ALI20190403BHEP Ipc: B22F 3/16 20060101ALI20190403BHEP Ipc: B22F 1/00 20060101ALI20190403BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20200302 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: H02K 1/27 20060101ALI20200813BHEP Ipc: H01F 1/055 20060101AFI20200813BHEP Ipc: B22F 9/04 20060101ALN20200813BHEP Ipc: H01F 1/059 20060101ALN20200813BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B22F 9/04 20060101ALN20200910BHEP Ipc: H02K 1/27 20060101ALI20200910BHEP Ipc: H01F 1/055 20060101AFI20200910BHEP Ipc: H01F 1/059 20060101ALN20200910BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20200923 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1353247 Country of ref document: AT Kind code of ref document: T Effective date: 20210115 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602015064627 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20210106 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1353247 Country of ref document: AT Kind code of ref document: T Effective date: 20210106 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210406 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210407 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210506 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210506 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602015064627 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 |
|
| 26N | No opposition filed |
Effective date: 20211007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210506 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210915 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210915 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210206 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210106 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230727 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230710 Year of fee payment: 9 Ref country code: DE Payment date: 20230718 Year of fee payment: 9 |