EP3323920B1 - Weft traveling condition detection apparatus in air jet loom - Google Patents
Weft traveling condition detection apparatus in air jet loom Download PDFInfo
- Publication number
- EP3323920B1 EP3323920B1 EP17200757.7A EP17200757A EP3323920B1 EP 3323920 B1 EP3323920 B1 EP 3323920B1 EP 17200757 A EP17200757 A EP 17200757A EP 3323920 B1 EP3323920 B1 EP 3323920B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- weft
- nozzle
- sub
- sensor
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001514 detection method Methods 0.000 title claims description 40
- 238000002347 injection Methods 0.000 claims description 85
- 239000007924 injection Substances 0.000 claims description 85
- 238000003780 insertion Methods 0.000 claims description 50
- 230000037431 insertion Effects 0.000 claims description 50
- 238000009941 weaving Methods 0.000 claims description 26
- 230000015654 memory Effects 0.000 claims description 17
- 238000012935 Averaging Methods 0.000 claims description 8
- 230000010354 integration Effects 0.000 claims description 7
- 238000011144 upstream manufacturing Methods 0.000 description 8
- 235000014676 Phragmites communis Nutrition 0.000 description 7
- 239000004744 fabric Substances 0.000 description 6
- 239000000945 filler Substances 0.000 description 5
- 230000006870 function Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000013307 optical fiber Substances 0.000 description 2
- 230000003111 delayed effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000012905 input function Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D47/00—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms
- D03D47/28—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed
- D03D47/30—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed by gas jet
- D03D47/3093—Displaying data
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D47/00—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms
- D03D47/28—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed
- D03D47/30—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed by gas jet
- D03D47/3066—Control or handling of the weft at or after arrival
- D03D47/3073—Detection means therefor
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D47/00—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms
- D03D47/28—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed
- D03D47/30—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed by gas jet
- D03D47/3026—Air supply systems
- D03D47/3033—Controlling the air supply
- D03D47/304—Controlling of the air supply to the auxiliary nozzles
Definitions
- the present invention relates to a weft traveling condition detection apparatus for an air jet loom and more specifically to an apparatus that detects the traveling condition of a weft yarn in an air jet loom in which weft insertion through a weft passage is accomplished by means of air jet issued from a main nozzle and a sub-nozzle.
- Japanese Patent Application Publications H04-241135 and 2016-186144 disclose a device for controlling weft insertion air pressure in an air jet loom which permits reducing unnecessary air consumption while preventing loosening of a weft yarn and insertion failure.
- weft release end timing at the weft measuring and storing device of the loom and weft leading end arrival timing are determined and the injection pressure of a main nozzle is controlled based on the weft leading end arrival timing.
- the injection pressure of the main nozzle and the injection pressure the sub-nozzle are controlled based on the time difference between the weft leading end arrival timing and the weft release end timing. Specifically, when the time difference between the weft leading end arrival timing and the weft release end timing is greater than a target value, the injection pressure of the sub-nozzle is increased. When the time difference between the weft leading end arrival timing and the weft release end timing is smaller than the target value, the injection pressure of the sub-nozzle is reduced.
- a weft yarn sensor is disposed at a position on the side of a reed passage (weft passage) that is adjacent to the main nozzle, and a fully-stretched timing of the weft yarn is estimated based on the output signal generated by the weft yarn sensor.
- the pressure control device performs the integration of the output voltage for each weft insertion and calculates the average of voltage for a plurality times of weft insertion for each different injection pressure of the sub-nozzle.
- the relationship between the injection pressure of the sub nozzle and the average of voltage is determined, and subsequently, a linear approximation is derived from the relationship between the injection pressure of the sub-nozzle and the weft yarn stretch timing, which is grasped by stroboscopic observation, and the above relationship between the injection pressure of the sub-nozzle and the average of voltage, thus the weft yarn stretch timing being estimated.
- weft yarn stored in the weft measuring and storing device When a weft yarn stored in the weft measuring and storing device is released therefrom and is traveling through the reed passage (weft passage) by air injection of the main nozzle and the sub-nozzle, part of the weft yarn that is opposite from the leading end thereof tends to be loose in a waved shape before the leading end of the weft yarn arrives at a specified position corresponding to the end of the weft insertion.
- the weft yarn is stretched taut at a timing close to the end of the weft insertion.
- the point of change in the time difference between the timing TW at which the leading end of a weft yarn arrives at the terminal end of the weft insertion range and the timing TBW at which a release of the weft yarn is completed at the weft measuring and storing device may be used as a reference for the determination.
- the optimum injection pressure of the sub-nozzle is determined using the relationship between the integral value and the injection pressure of the sub-nozzle.
- the optimum injection pressure that is determined based on the variation point in the integral value according to the pressure control device of the Publication 2016-186144 is generally consistent with the optimum injection pressure that is determined based on the variation point of change in the time difference between the timing TW and the timing TBW.
- the optimum injection pressure thus obtained merely provides the lower limit of the injection pressure, the injection pressure below which may cause loosening of the weft yarn. Because it is unclear that how much allowance with respect to the lower limit of the injection pressure is needed to carry out the weft insertion efficiently, it is difficult to determine the injection pressure of the sub-nozzle with such lower limit.
- the present invention which has been made in light of the above-described problems, is directed to providing a weft traveling condition detection apparatus in an air jet loom that permit determining an optimum injection pressure of a sub-nozzle easily.
- a weft traveling condition detection apparatus for an air jet loom, wherein the weft travelling condition detection apparatus is configured to detect a traveling condition of a weft yarn that is inserted through a weft passage by air injection of a main nozzle and a sub-nozzle including a balloon sensor, a first weft sensor, a comparison processer, a first memory, a second weft sensor, an averaging processor, a second memory, and a display.
- the balloon sensor detects a release of the weft yarn from a weft measuring and storing device and generates a weft release signal.
- the first weft sensor is disposed at a position on the side of the weft passage that is opposite from the main nozzle with respect to a center of a weaving width of the air jet loom and generates a weft detection signal.
- the comparison processer determines a time difference based on a comparison between a weft release timing obtained from the weft release signal generated by the balloon sensor and a weft sensor arrival timing obtained from the weft detection signal generated by the first weft sensor.
- the first memory stores data of values representing the time difference relative to an injection pressure of the sub-nozzle and including a first boundary pressure, wherein the first boundary pressure separates a variable region where the time difference varies with a change of the injection pressure of the sub-nozzle from a stabilized region where the time difference remains stable with a change of the injection pressure of the sub-nozzle.
- the second weft sensor is disposed at a position within the weaving width and on the side of the weft passage that is adjacent to the main nozzle with respect to the center of the weaving width and generates a weft detection signal for each weft insertion.
- the averaging processor averages an integrated voltage for a plurality of times of weft insertion to determine an average of integral value for different injection pressure of the sub-nozzle, wherein the integrated voltage is obtained by integration of an output voltage of the weft detection signal generated by the second weft sensor.
- the second memory stores data of values representing the average of integral value relative to the injection pressure of sub-nozzle and including a second boundary pressure, wherein the second boundary pressure separates a variable region where the average of the integral value varies with a change of the injection pressure of the sub-nozzle from a stabilized region where the average of integral value remains stable with a change of the injection pressure of the sub-nozzle.
- the display shows a chart on which the data of values stored in the first memory and the data of values stored in the second memory are indicated in one chart.
- upstream and downstream will be used to indicate directions with respect to the moving direction of a weft yarn being inserted through a warp shed, or weft insertion direction.
- a weft insertion apparatus 10 for an air jet loom including a weft insertion nozzle 11, a yarn supply package 12, a weft measuring and storing device 13, a reed 14, a plurality of sub-nozzles 15 and a control device 16.
- the control device 16 is equipped with a display device 16a having display and input functions.
- the yarn supply package 12 is disposed upstream of the weft insertion nozzle 11. With the rotation of a winding arm (not shown) of the weft measuring and storing device 13, a weft yarn Y is pulled out from the yarn supply package 12 and wound around a storage drum 17 to be stored on the storage drum 17.
- the weft measuring and storing device 13 has a weft stop pin 18 and a balloon sensor 19 that detects a release of a weft yarn Y from the weft measuring and storing device 13.
- the weft stop pin 18 and the balloon sensor 19 are arranged at positions around the storage drum 17, and the balloon sensor 19 is disposed in side-by-side relation to the weft stop pin 18 on the weft releasing side of the weft stop pin 18.
- the weft stop pin 18 is electrically connected to the control device 16.
- the weft stop pin 18 is operable to release the weft yarn Y stored on the storage drum 17 when the air jet loom is rotated to a predetermined angular position thereof that is preset in the control device 16.
- the timing at which the weft stop pin 18 is actuated to release a weft yarn Y corresponds to the weft insertion start timing.
- the balloon sensor 19 is electrically connected to the control device 16.
- the balloon sensor 19 detects a weft yarn Y being released from the storage drum 17 during the weft insertion and generates a weft yarn release signal to the control device 16.
- the control device 16 causes the weft stop pin 18 to engage with the storage drum 17 so as to stop the release of weft yarn Y from the storage drum 17, thus a weft insertion being ended.
- the operation timing of the weft stop pin 18 to stop the weft yarn Y is set depending on the number of turns of weft yarn Y to be wound around the storage drum 17 that is required for the storage of a predetermined length of the weft yarn Y corresponding to the weaving width of the air jet loom.
- the length of the weft yarn Y wound around the storage drum 17 for three turns corresponds to the weaving width TL of the air jet loom, so that the control device 16 is configured to send a signal to the weft stop pin 18 to stop the weft yarn Y upon receiving three weft yarn release signals from the balloon sensor 19.
- the weft yarn release signal or a signal generated by the balloon sensor 19 and representing a release of a weft yarn Y from the storage drum 17, corresponds to the weft detection signal of the present invention.
- the control device 16 recognizes the weft release timing based on a signal transmitted by an encoder 20 and representing a specific angular position of the loom.
- the weft insertion nozzle 11 includes a tandem nozzle 21 that pulls out a weft yarn Y from the storage drum 17 and a main nozzle 22 that inserts a weft yarn Y into a weft passage 14a in the reed 14.
- a brake 23 is disposed upstream of the tandem nozzle 21 to apply brake to the weft yarn Y before the weft insertion ends.
- the main nozzle 22, the sub-nozzles 15 and the reed 14 are mounted to a slay (not shown) and make reciprocating back and forth motion.
- the tandem nozzle 21, the brake 23, the weft measuring and storing device 13 and the yarn supply package 12 are fixed to a bracket that is mounted to a frame (not shown) of the air jet loom or a floor surface (not shown).
- An end sensor 24 is provided at a position adjacent to the downstream end of the weft passage 14a.
- the end sensor 24 is positioned downstream of the weaving width TL so as to detect the arrival of a weft yarn Y at a position adjacent to an end of a woven cloth that is opposite from the main nozzle 22.
- the end sensor 24 is electrically connected to the control device 16.
- the control device determines whether the weft insertion has been made successful or failed based on the presence or absence of a weft detection signal from the end sensor 24.
- the weft detection signal from the end sensor 24 indicates the arrival of a weft yarn Y at the downstream end of a woven cloth, which is recognized as the weft insertion end timing IE by the control device 16 based on a signal from the encoder 20 representing the angular position of the air jet loom.
- a first weft sensor 25 is disposed near the weft passage 14a within the weaving width TL at a position that is upstream of the end sensor 24.
- the first weft sensor 25 is positioned at an intermediate position with respect to the weft passage 14a and disposed at a position on the side of the weft passage 14a that is opposite from the main nozzle 22 with respect to the center of the weaving width TL.
- the first weft sensor 25 is electrically connected to the control device 16 and generates a weft detection signal.
- the weft detection signal from the first weft sensor 25 is recognized by the control device 16 as the first weft sensor arrival timing IS of the leading end of a weft yarn Y based on the signal generated by the encoder 20 and representing the angular position of the air jet loom.
- the first weft sensor 25 includes a light emitter and a light receiver each made of an optical fiber.
- the light emitter emits a light towards the weft passage 14a, and the light reflected by the reed 14 and the weft yarn Y is received by the light receiver.
- Such light is sent to a filler amplifier (not shown) having a photodiode.
- the filler amplifier the light is converted to an electric signal by the photodiode, and the electric signal is amplified and sent to the control device 16.
- the main nozzle 22 is connected via a pipe 22a to a main valve 22v which is in turn connected to the main air tank 26 via a pipe 22b.
- the tandem nozzle 21 is connected via a pipe 21a to a tandem valve 21v that is connected to the main air tank 26 via the pipe 21b.
- the main nozzle 22 and the tandem nozzle 21 are both connected to the main air tank 26.
- the main air tank 26 is connected through a main pressure meter 27, a main regulator 28, a source pressure meter 29 and a filter 30 to a common air compressor 31 which is installed in the weaving factory. Compressed air supplied from the air compressor 31 is adjusted to a specific pressure by the main regulator 28 and stored in the main air tank 26. The pressure of the compressed air that is supplied to the main air tank 26 is constantly monitored by the main pressure meter 27.
- the sub-nozzles 15 are divided into six groups each including four sub-nozzles 15 and a sub-valve 32 is connected to the sub-nozzles 15 of each group via a pipe 33.
- the sub-valve 32 is connected to a common sub-air tank 34.
- the sub-air tank 34 is connected to a sub-regulator 36 via a sub-pressure meter 35.
- the sub-regulator 36 is connected through a pipe 36a to a pipe 28a which is connected between the main pressure meter 27 and the main regulator 28.
- Compressed air from the air compressor 31 is adjusted to a specific pressure by the sub-regulator 36 and stored in the sub-air tank 34.
- the pressure of the compressed air that is supplied to the sub-air tank 34 is constantly monitored by the sub-pressure meter 35.
- the main valve 22v, the tandem valve 21v, the sub-valves 32, the source pressure meter 29, the main pressure meter 27, the sub-pressure meter 35 and the brake 23 are electrically connected to the control device 16.
- the timings and the durations of operation of the main valve 22v, the tandem valve 21v, the sub-valves 32 and the brake 23 are preset in the control device 16.
- the control device 16 receives detection signals from the source pressure meter 29 and the main pressure meter 27 and the sub-pressure meter 35.
- the control device 16 generates a signal to the main valve 22v and the tandem valve 21v before the weft insertion start timing at which the weft stop pin 18 is actuated for weft yarn releasing operation that causes air injection from the main nozzle 22 and the tandem nozzles 21.
- the control device 16 also generates a signal to the brake 23 before the weft insertion end timing at which the weft stop pin 18 stops the weft yarn Y on the storage drum 17 for application of brake to the weft yarn Y traveling at high speed so as to reduce the impact on the weft yarn Y at the weft insertion end timing IE.
- weft release timings B1, B2, B3 which is represented by a weft release signal generated by the balloon sensor 19
- weft intermediate position arrival timing IS which is represented by a weft detection signal generated by the first weft sensor 25
- weft insertion end timing IE which is detected by the end sensor 24, and brake start timing BT at which brake is applied by the brake 23 are indicated on the lower line (b).
- L, 2L and 3L on the upper line (a) represent the positions of the leading end of a weft yarn Y that correspond to the lengths of the weft yarn Y for one turn, two turns and three turns around the storage drum 17, respectively, as measured from the upstream end of the weaving width TL.
- the leading end of the weft yarn Y reaches at the positions L, 2L, 3L at the first, second, third weft release timings B1, B2, B3 at which the first, second, third weft release signals generated by the balloon sensor 19 and a weft detection signal generated by the end sensor 24, respectively.
- the positions L, 2L, 3L will be referred to as the ideal leading end positions L, 2L, 3L in the following description of the embodiment.
- the weft release timings B1, B2, B3 on the line (b) correspond to the angular positions of the loom where the first, second, and third weft release signals are generated from the balloon sensor 19, respectively.
- the angular positions of the loom for the respective weft release signals can be obtained from signals of the encoder 20.
- the angular positions of the loom at various timings are determined by the angular position signals from the encoder 20.
- the weft insertion end timing IE corresponds to the angular position of the loom where the end sensor 24 generates a weft detection signal.
- the brake start timing BT is preset in the control device 16 at such an angular position of the loom where the weft yarn Y is braked before the weft insertion end timing IE.
- the first weft sensor 25 is disposed upstream of the leading end position BL of a weft yarn Y within the weaving width TL of the loom to be located at the brake start timing BT of the brake 23 with respect to the weft insertion direction. That is, the first weft sensor 25 is disposed upstream of the leading end position BL of the weft yarn Y that is estimated from the brake start timing BT and the speed of the weft yarn Y.
- the first weft sensor 25 is disposed at the ideal leading end position 2L of a weft yarn Y with a length that corresponds to two turns of the weft yarn around the storage drum 17 as measured from the position corresponding to the upstream end of the woven cloth.
- the leading end of the weft yarn Y arrives at the ideal leading end position 2L at the second weft release timing B2, so that the first weft sensor arrival timing IS of the weft yarn Y that is detected by the first weft sensor 25 should coincide with the second weft release timing B2.
- the weft yarn Y may be loosened, with the result that the first weft sensor arrival timing IS of the weft yarn Y is delayed by a time difference ⁇ relative to the second weft release timing B2.
- the control device 16 determines the time difference ⁇ based on the comparison between the second weft release timing B2 and the first weft sensor arrival timing IS.
- the control device 16 of the present embodiment functions as a comparison processer that compares the second weft release timing B2 obtained from the weft release signal generated by the balloon sensor 19 with the first weft sensor arrival timing IS obtained from the weft detection signal generated by the first weft sensor 25.
- the traveling condition of a weft yarn Y during the weft insertion may be monitored by grasping such time difference ⁇ between the second weft release timing B2 and the first weft sensor arrival timing IS.
- the second weft release timing B2 takes place immediately before the brake start timing BT of the brake 23.
- the first weft sensor 25 detects the weft traveling condition of a weft yarn Y before braking by the brake 23 is applied to the weft yarn Y
- Data of various fabric conditions and weaving conditions are stored in the control device 16.
- the fabric conditions include types of yarn used for the weft yarn such as material and count, the density of the weft yarn, the types of yarn used for the warp yarn such as material and count, the density of the warp yarn, the weaving width and the weave of the fabrics to be woven.
- the weaving conditions include rotation speed of loom, pressure of the compressed air in the main air tank 26 and the sub-air tank 34, the opening degree of the main valve 22v and the tandem valve 21v, the weft insertion start timing and the target weft insertion end timing are stored in the control device 16.
- the following will describe a method of setting an optimal injection pressure of the sub-nozzles 15 as an example of controlling the weft insertion apparatus 10 in which the weft traveling condition is monitored based on the time difference ⁇ between the second weft release timing B2 and the first weft sensor arrival timing IS.
- a first curve AD1 that indicates a relationship between the injection pressure of the sub-nozzle 15 and the time difference ⁇ between the second weft release timing B2 and the first weft sensor arrival timing IS.
- the time difference ⁇ between the second weft release timing B2 and the first weft sensor arrival timing IS is plotted at different injection pressures of the sub-nozzle 15 with the weft insertion end timing IE fixed constant by adjusting the injection pressure of the weft insertion nozzle 11.
- the first curve AD1 corresponds to data of values representing the time difference ⁇ relative to the injection pressure of the sub-nozzle 15.
- the first boundary pressure P1 serves as a reference value, or a lower limit value, in determining the optimum injection pressure of the sub-nozzle 15 during the weft insertion of the weft yarn Y.
- Data of the first curve AD1 is stored in the control device 16.
- the control device 16 thus functions as the first memory of the present invention that stores data of values representing the time difference ⁇ relative to the pressure of the sub-nozzle 15 including the first boundary pressure P1.
- a second weft sensor 45 is disposed at a position within the weaving width TL and on the side of the weft passage 14a that is adjacent to the main nozzle 22 with respect to the center of the weaving width TL.
- the second weft sensor generates a weft detection signal for each weft insertion.
- the second weft sensor 45 is electrically connected to the control device 16.
- a filler amplifier 46, a band-pass filter 47, a full-wave rectifying circuit 48, an averaging circuit 49, an integrating circuit 50, and an A/D converter 51 which are arranged in this order as seen from and the second weft sensor 45.
- the second weft sensor 45 includes a light emitter and a light receiver each made of an optical fiber.
- the light emitter emits a light towards the weft passage 14a, and the light reflected by the reed 14 and the weft yarn Y is received by the light receiver.
- Such light is entered to the filler amplifier 46 having a photodiode.
- the filler amplifier 46 the light is received and converted to an electric signal by the photodiode, and the electric signal is amplified and sent to the band-pass filter 47.
- the wave form W1 show a fluctuation of detection output voltage of the second weft sensor 45 in which loosening of the weft yarn Y is increased with an increase of the output voltage signal from the second weft sensor 45.
- the control device 16 controls the integrating circuit 50 to perform real-time integration of the output voltage for each weft insertion based on the weft detection signal having passed through the band-pass filter 47, the full-wave rectifying circuit 48 and the averaging circuit 49 and stores data of the integrated voltage for an integration period from the timing at which a weft yarn Y starts passing through the weft passage 14a, or the weft yarn Y passes through the second weft sensor 45, to the timing at which the weft insertion is ended.
- the integrated voltages obtained from a plurality of times of weft insertion are averaged to determine the average of integral value for different injection pressure of the sub-nozzle15.
- the control device 16 thus functions as the averaging processor that averages the integrated voltage for different injection pressure of the sub-nozzle 15 obtained by integration of the output voltage of the weft detection signal from the second weft sensor 45, wherein the integrated voltage is obtained by integration of an output voltage of the weft detection signal generated by the second weft sensor 45.
- the control device 16 determines the relationship between the injection pressure of the sub-nozzle 15 and the average of the voltage, or the average of integral value.
- a second curve AD2 that indicates a relationship between the injection pressure of the sub-nozzle 15 and the average of integral value (the average of voltage).
- the second curve AD2 corresponds to data of values representing the average of integral value relative to the injection pressure of the sub-nozzle 15. It has been found out that there exists a point X2 on the second curve AD2 which corresponds to a second boundary pressure P2 and at which the variable region where the average of integral varies considerably with the injection pressure of the sub-nozzle 15 is changed to a stabilized region where the average of integral remains stable with a change of the injection pressure of the sub-nozzle 15.
- the second boundary pressure P2 separates the variable region from the stabilized region.
- the weft yarn stretch timing hardly changes.
- Data of the second curve AD2 is stored in the control device 16.
- the control device 16 thus functions as the second memory that stores the data of values representing the average of integral value relative to the injection pressure of the sub-nozzle 15 including the second boundary pressure P2.
- the control device 16 is adapted to show the first and second curves AD1, AD2 in one chart on the display device 16a.
- the display device 16a corresponds to the display of the present invention on which the data of value stored in the first memory and the data of value stored in the second memory are indicated in the same chart.
- the display device 16a shows a pressure that is recommended for the sub-nozzle 15 between the first boundary pressure P1 and the second boundary pressure P2 depending on the type of weft yarn Y. In addition, the display device 16a shows a pressure that is recommended for the sub-nozzle 15 between the first boundary pressure P1 and the second boundary pressure P2 depending on the rotation speed of the loom.
- the control device 16 is configured to indicate the recommended pressure depending on the type of weft yarn Y by ⁇ on the display device 16a.
- the weft yarn Y is relatively thin, for example, low pressure Pa between the first and second pressures P1, P2 is indicated on the display device 16a by the control device 16.
- medium pressure Pb between the first and second pressures P1, P2 is indicated on the display device 16a.
- large pressure Pc between the first and second pressures P1, P2 is indicated on the display device 16a.
- the control device 16 is configured to indicate the recommended pressure depending on the rotation speed of the loom by ⁇ on the display device 16a.
- the rotation speed of the loom is relatively low, for example, low pressure Pa between the first and second pressures P1, P2 is indicated on the display device 16a.
- the rotation speed of the loom is relatively high, large pressure Pc between the first and second pressures P1, P2 is indicated on the display device 16a.
- the first boundary pressure P1 serves as one of the reference value, or lowest limit, in determining optimal injection pressure of the sub-nozzle 15. Because no substantial change occurs in the timing at which the weft yarn Y is stretched in the weft passage 14a by an increase of the injection pressure of the sub-nozzle 15 beyond the second boundary pressure P2, increasing the injection pressure of the sub-nozzle 15 greater than the second boundary pressure P2 only results in increased consumption of air.
- the second boundary pressure P2 serves as one of the reference values, or the upper limit of the injection pressure of the sub-nozzle 15, in determining the optimal injection pressure of the sub-nozzle 15
- the control device 16 determines that the average of integral value is determined by the control device 16 based on the detection of a loosened weft yarn by the second weft sensor 45 that is disposed at a position on the side of the weft passage 14a that is adjacent to the main nozzle 22 with respect to the center of the weaving width TL.
- traveling of the weft yarn Y is easily influenced by the injection pressure of the sub-nozzle 15.
- the time difference ⁇ is determined by the control device 16 based on the first weft sensor arrival timing IS that is detected by the first weft sensor 25 disposed on the side of the weft passage 14a that is opposite from the main nozzle 22 with respect to the center of the weaving width TL.
- the position of the weft yarn Y traveling the weft passage 14a causes variation in the first weft sensor arrival timing IS, so that the time difference ⁇ is less influenced by the injection pressure of the sub-nozzle 15, as compared with the average of integral value. Consequently, an influence of a reduced injection pressure of the sub-nozzle 15 appears in the average of integral value earlier than in the time difference ⁇ , so that the first boundary pressure P1 is lower than the second boundary pressure P2.
- pressure between the first and second pressures P1, P2 corresponds to the desirable injection pressure range for the sub-nozzle 15 that allows a weft yarn Y to travel through the weft passage stably and effectively.
- the operator of the loom may check the display device 16a in which the first and second curves AD1, AD2 are plotted in the same chart and determine the injection pressure of the sub-nozzle 15 within the desirable injection pressure range depending on difficulty of the weft insertion with suitable allowance taken into account so that an optimum injection pressure is set easily for the sub-nozzle 15.
- the above-described weft traveling condition detection apparatus of the present embodiment offers the following effects.
- the present invention is not limited to the above-described embodiment, but it may be modified in various manners within the scope of the present invention as exemplified below.
- the first weft sensor 25 need not necessarily be provided.
- the control device 16 may determine the time difference by comparing the weft arrival timing based on the weft detection signal from the end sensor 24 with the weft release timing based on the weft release signal from the balloon sensor 19.
- the end sensor 24 functions as a weft sensor that is disposed at a position on the side of the weft passage 14a that is opposite from the main nozzle 22 with respect to the center of the weaving width TL.
- the recommended pressure according to the type of weft yarn need not necessarily be indicated by the up-pointing triangle A in the chart, but it may be indicated by numerical value.
- the recommended pressure according to the rotation speed of the loom need not necessarily be indicated by the up-pointing triangle ⁇ in the chart on the display device 16a, but it may be indicated by numerical value.
- the recommended pressure according to the type of weft yarn need not necessarily be indicated on the display device 16a.
- the recommended pressure according to the rotation speed of the loom need not necessarily be indicated on the display device 16a.
- a weft traveling condition detection apparatus in an air jet loom detects a traveling condition of a weft yarn that is inserted through a weft passage by air injection of a main nozzle and a sub-nozzle.
- the apparatus includes a balloon sensor, and a first weft sensor, and a comparison processer determining a time difference.
- the apparatus includes a first memory storing data of values representing the time difference relative to an injection pressure of the sub-nozzle, a second weft sensor, and an averaging processor averaging an integrated voltage for different injection pressure of the sub-nozzle to determine the average of the integral value, a second memory storing data of values representing the average of integral value relative to the injection pressure, and a display on which the data of values stored in the first and second memories are indicated in one chart.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Looms (AREA)
Description
- The present invention relates to a weft traveling condition detection apparatus for an air jet loom and more specifically to an apparatus that detects the traveling condition of a weft yarn in an air jet loom in which weft insertion through a weft passage is accomplished by means of air jet issued from a main nozzle and a sub-nozzle.
- In an air jet loom, weft insertion is greatly affected by the setting of air pressure. Japanese Patent Application Publications
H04-241135 2016-186144 - In the pressure control device of the Publication
H04-241135 - In the pressure control device of the Publication
2016-186144 - When a weft yarn stored in the weft measuring and storing device is released therefrom and is traveling through the reed passage (weft passage) by air injection of the main nozzle and the sub-nozzle, part of the weft yarn that is opposite from the leading end thereof tends to be loose in a waved shape before the leading end of the weft yarn arrives at a specified position corresponding to the end of the weft insertion. The weft yarn is stretched taut at a timing close to the end of the weft insertion.
- In determining the optimal injection pressure of the sub-nozzle during the weft insertion, the point of change in the time difference between the timing TW at which the leading end of a weft yarn arrives at the terminal end of the weft insertion range and the timing TBW at which a release of the weft yarn is completed at the weft measuring and storing device (or TW-TBW) may be used as a reference for the determination. In the pressure control device of the Publication
2016-186144 , the optimum injection pressure of the sub-nozzle is determined using the relationship between the integral value and the injection pressure of the sub-nozzle. - The optimum injection pressure that is determined based on the variation point in the integral value according to the pressure control device of the Publication
2016-186144 is generally consistent with the optimum injection pressure that is determined based on the variation point of change in the time difference between the timing TW and the timing TBW. However, the optimum injection pressure thus obtained merely provides the lower limit of the injection pressure, the injection pressure below which may cause loosening of the weft yarn. Because it is unclear that how much allowance with respect to the lower limit of the injection pressure is needed to carry out the weft insertion efficiently, it is difficult to determine the injection pressure of the sub-nozzle with such lower limit. - The present invention, which has been made in light of the above-described problems, is directed to providing a weft traveling condition detection apparatus in an air jet loom that permit determining an optimum injection pressure of a sub-nozzle easily.
- In accordance with an aspect of the present invention, there is provided a weft traveling condition detection apparatus for an air jet loom, wherein the weft travelling condition detection apparatus is configured to detect a traveling condition of a weft yarn that is inserted through a weft passage by air injection of a main nozzle and a sub-nozzle including a balloon sensor, a first weft sensor, a comparison processer, a first memory, a second weft sensor, an averaging processor, a second memory, and a display. The balloon sensor detects a release of the weft yarn from a weft measuring and storing device and generates a weft release signal. The first weft sensor is disposed at a position on the side of the weft passage that is opposite from the main nozzle with respect to a center of a weaving width of the air jet loom and generates a weft detection signal. The comparison processer determines a time difference based on a comparison between a weft release timing obtained from the weft release signal generated by the balloon sensor and a weft sensor arrival timing obtained from the weft detection signal generated by the first weft sensor. The first memory stores data of values representing the time difference relative to an injection pressure of the sub-nozzle and including a first boundary pressure, wherein the first boundary pressure separates a variable region where the time difference varies with a change of the injection pressure of the sub-nozzle from a stabilized region where the time difference remains stable with a change of the injection pressure of the sub-nozzle. The second weft sensor is disposed at a position within the weaving width and on the side of the weft passage that is adjacent to the main nozzle with respect to the center of the weaving width and generates a weft detection signal for each weft insertion. The averaging processor averages an integrated voltage for a plurality of times of weft insertion to determine an average of integral value for different injection pressure of the sub-nozzle, wherein the integrated voltage is obtained by integration of an output voltage of the weft detection signal generated by the second weft sensor. The second memory stores data of values representing the average of integral value relative to the injection pressure of sub-nozzle and including a second boundary pressure, wherein the second boundary pressure separates a variable region where the average of the integral value varies with a change of the injection pressure of the sub-nozzle from a stabilized region where the average of integral value remains stable with a change of the injection pressure of the sub-nozzle. The display shows a chart on which the data of values stored in the first memory and the data of values stored in the second memory are indicated in one chart.
- Other aspects and advantages of the invention will become apparent from the following description, taken in conjunction with the accompanying drawings, illustrating by way of example the principles of the invention.
- The invention together with objects and advantages thereof, may best be understood by reference to the following description of the embodiments together with the accompanying drawings in which:
-
FIG. 1 is a schematic view of a weft insertion apparatus for an air jet loom having a weft traveling condition detection apparatus according to an embodiment of the present invention; -
FIG. 2 is a schematic diagram showing positions of an end sensor and a first weft sensor along a line (a) and various timings along a line (b) with respect to the weaving width of the weft insertion apparatus ofFIG. 1 ; -
FIG. 3 is a line chart showing a relationship between injection pressure of sub-nozzle and the time difference between the weft sensor arrival timing and the weft release timing; -
FIG. 4 is a chart showing a wave form of output voltage of a weft detection signal of a second weft sensor; -
FIG. 5 is a line chart showing a relationship between the injection pressure of the sub-nozzle and the average of integral value; and -
FIG. 6 is a chart shown on a display device in which a first curve and a second curve are shown. - The following will describe an embodiment of the present invention with reference to
FIGS. 1 through 6 . In the description of the present embodiment, the term "upstream" and "downstream" will be used to indicate directions with respect to the moving direction of a weft yarn being inserted through a warp shed, or weft insertion direction. - Referring to
FIG. 1 , there is shown aweft insertion apparatus 10 for an air jet loom including aweft insertion nozzle 11, a yarn supply package 12, a weft measuring and storingdevice 13, areed 14, a plurality ofsub-nozzles 15 and a control device 16. The control device 16 is equipped with adisplay device 16a having display and input functions. - The yarn supply package 12 is disposed upstream of the
weft insertion nozzle 11. With the rotation of a winding arm (not shown) of the weft measuring and storingdevice 13, a weft yarn Y is pulled out from the yarn supply package 12 and wound around a storage drum 17 to be stored on the storage drum 17. - The weft measuring and storing
device 13 has aweft stop pin 18 and a balloon sensor 19 that detects a release of a weft yarn Y from the weft measuring and storingdevice 13. Theweft stop pin 18 and the balloon sensor 19 are arranged at positions around the storage drum 17, and the balloon sensor 19 is disposed in side-by-side relation to theweft stop pin 18 on the weft releasing side of theweft stop pin 18. Theweft stop pin 18 is electrically connected to the control device 16. Theweft stop pin 18 is operable to release the weft yarn Y stored on the storage drum 17 when the air jet loom is rotated to a predetermined angular position thereof that is preset in the control device 16. The timing at which theweft stop pin 18 is actuated to release a weft yarn Y corresponds to the weft insertion start timing. - The balloon sensor 19 is electrically connected to the control device 16. The balloon sensor 19 detects a weft yarn Y being released from the storage drum 17 during the weft insertion and generates a weft yarn release signal to the control device 16. After a specific number of weft yarn release signals (three times in the present embodiment) has been generated by the balloon sensor 19, the control device 16 causes the
weft stop pin 18 to engage with the storage drum 17 so as to stop the release of weft yarn Y from the storage drum 17, thus a weft insertion being ended. - The operation timing of the
weft stop pin 18 to stop the weft yarn Y is set depending on the number of turns of weft yarn Y to be wound around the storage drum 17 that is required for the storage of a predetermined length of the weft yarn Y corresponding to the weaving width of the air jet loom. According to the present embodiment, the length of the weft yarn Y wound around the storage drum 17 for three turns corresponds to the weaving width TL of the air jet loom, so that the control device 16 is configured to send a signal to theweft stop pin 18 to stop the weft yarn Y upon receiving three weft yarn release signals from the balloon sensor 19. The weft yarn release signal, or a signal generated by the balloon sensor 19 and representing a release of a weft yarn Y from the storage drum 17, corresponds to the weft detection signal of the present invention. The control device 16 recognizes the weft release timing based on a signal transmitted by anencoder 20 and representing a specific angular position of the loom. - The
weft insertion nozzle 11 includes atandem nozzle 21 that pulls out a weft yarn Y from the storage drum 17 and amain nozzle 22 that inserts a weft yarn Y into aweft passage 14a in thereed 14. Abrake 23 is disposed upstream of thetandem nozzle 21 to apply brake to the weft yarn Y before the weft insertion ends. - The
main nozzle 22, thesub-nozzles 15 and thereed 14 are mounted to a slay (not shown) and make reciprocating back and forth motion. Thetandem nozzle 21, thebrake 23, the weft measuring and storingdevice 13 and the yarn supply package 12 are fixed to a bracket that is mounted to a frame (not shown) of the air jet loom or a floor surface (not shown). - An
end sensor 24 is provided at a position adjacent to the downstream end of theweft passage 14a. Theend sensor 24 is positioned downstream of the weaving width TL so as to detect the arrival of a weft yarn Y at a position adjacent to an end of a woven cloth that is opposite from themain nozzle 22. Theend sensor 24 is electrically connected to the control device 16. The control device determines whether the weft insertion has been made successful or failed based on the presence or absence of a weft detection signal from theend sensor 24. The weft detection signal from theend sensor 24 indicates the arrival of a weft yarn Y at the downstream end of a woven cloth, which is recognized as the weft insertion end timing IE by the control device 16 based on a signal from theencoder 20 representing the angular position of the air jet loom. - A first weft sensor 25 is disposed near the
weft passage 14a within the weaving width TL at a position that is upstream of theend sensor 24. The first weft sensor 25 is positioned at an intermediate position with respect to theweft passage 14a and disposed at a position on the side of theweft passage 14a that is opposite from themain nozzle 22 with respect to the center of the weaving width TL. The first weft sensor 25 is electrically connected to the control device 16 and generates a weft detection signal. The weft detection signal from the first weft sensor 25 is recognized by the control device 16 as the first weft sensor arrival timing IS of the leading end of a weft yarn Y based on the signal generated by theencoder 20 and representing the angular position of the air jet loom. - The first weft sensor 25 includes a light emitter and a light receiver each made of an optical fiber. During the operation of the air jet loom, the light emitter emits a light towards the
weft passage 14a, and the light reflected by thereed 14 and the weft yarn Y is received by the light receiver. Such light is sent to a filler amplifier (not shown) having a photodiode. In the filler amplifier, the light is converted to an electric signal by the photodiode, and the electric signal is amplified and sent to the control device 16. - The
main nozzle 22 is connected via a pipe 22a to a main valve 22v which is in turn connected to the main air tank 26 via a pipe 22b. Thetandem nozzle 21 is connected via a pipe 21a to a tandem valve 21v that is connected to the main air tank 26 via the pipe 21b. Thus, themain nozzle 22 and thetandem nozzle 21 are both connected to the main air tank 26. - The main air tank 26 is connected through a
main pressure meter 27, a main regulator 28, asource pressure meter 29 and afilter 30 to acommon air compressor 31 which is installed in the weaving factory. Compressed air supplied from theair compressor 31 is adjusted to a specific pressure by the main regulator 28 and stored in the main air tank 26. The pressure of the compressed air that is supplied to the main air tank 26 is constantly monitored by themain pressure meter 27. - The sub-nozzles 15 are divided into six groups each including four
sub-nozzles 15 and a sub-valve 32 is connected to thesub-nozzles 15 of each group via a pipe 33. The sub-valve 32 is connected to acommon sub-air tank 34. - The
sub-air tank 34 is connected to a sub-regulator 36 via asub-pressure meter 35. The sub-regulator 36 is connected through apipe 36a to a pipe 28a which is connected between themain pressure meter 27 and the main regulator 28. Compressed air from theair compressor 31 is adjusted to a specific pressure by the sub-regulator 36 and stored in thesub-air tank 34. The pressure of the compressed air that is supplied to thesub-air tank 34 is constantly monitored by thesub-pressure meter 35. - The main valve 22v, the tandem valve 21v, the sub-valves 32, the
source pressure meter 29, themain pressure meter 27, thesub-pressure meter 35 and thebrake 23 are electrically connected to the control device 16. The timings and the durations of operation of the main valve 22v, the tandem valve 21v, the sub-valves 32 and thebrake 23 are preset in the control device 16. In addition, the control device 16 receives detection signals from thesource pressure meter 29 and themain pressure meter 27 and thesub-pressure meter 35. - The control device 16 generates a signal to the main valve 22v and the tandem valve 21v before the weft insertion start timing at which the
weft stop pin 18 is actuated for weft yarn releasing operation that causes air injection from themain nozzle 22 and thetandem nozzles 21. The control device 16 also generates a signal to thebrake 23 before the weft insertion end timing at which theweft stop pin 18 stops the weft yarn Y on the storage drum 17 for application of brake to the weft yarn Y traveling at high speed so as to reduce the impact on the weft yarn Y at the weft insertion end timing IE. - Referring to
Fig. 2 , positions of theend sensor 24 and the first weft sensor 25 within the weaving width TL are indicated above the upper line (a). Weft release timings B1, B2, B3 which is represented by a weft release signal generated by the balloon sensor 19, weft intermediate position arrival timing IS which is represented by a weft detection signal generated by the first weft sensor 25, weft insertion end timing IE which is detected by theend sensor 24, and brake start timing BT at which brake is applied by thebrake 23 are indicated on the lower line (b). - Referring to
Fig. 2 , L, 2L and 3L on the upper line (a) represent the positions of the leading end of a weft yarn Y that correspond to the lengths of the weft yarn Y for one turn, two turns and three turns around the storage drum 17, respectively, as measured from the upstream end of the weaving width TL. When a weft yarn Y travels taut without being loosened, the leading end of the weft yarn Y reaches at the positions L, 2L, 3L at the first, second, third weft release timings B1, B2, B3 at which the first, second, third weft release signals generated by the balloon sensor 19 and a weft detection signal generated by theend sensor 24, respectively. Thus, the positions L, 2L, 3L will be referred to as the ideal leading end positions L, 2L, 3L in the following description of the embodiment. - Referring to
Fig. 2 , the weft release timings B1, B2, B3 on the line (b) correspond to the angular positions of the loom where the first, second, and third weft release signals are generated from the balloon sensor 19, respectively. The angular positions of the loom for the respective weft release signals can be obtained from signals of theencoder 20. The angular positions of the loom at various timings are determined by the angular position signals from theencoder 20. - The weft insertion end timing IE corresponds to the angular position of the loom where the
end sensor 24 generates a weft detection signal. The brake start timing BT is preset in the control device 16 at such an angular position of the loom where the weft yarn Y is braked before the weft insertion end timing IE. - The first weft sensor 25 is disposed upstream of the leading end position BL of a weft yarn Y within the weaving width TL of the loom to be located at the brake start timing BT of the
brake 23 with respect to the weft insertion direction. That is, the first weft sensor 25 is disposed upstream of the leading end position BL of the weft yarn Y that is estimated from the brake start timing BT and the speed of the weft yarn Y. - According to the present embodiment, the first weft sensor 25 is disposed at the ideal
leading end position 2L of a weft yarn Y with a length that corresponds to two turns of the weft yarn around the storage drum 17 as measured from the position corresponding to the upstream end of the woven cloth. When a weft yarn Y travels taut without being loosened, the leading end of the weft yarn Y arrives at the idealleading end position 2L at the second weft release timing B2, so that the first weft sensor arrival timing IS of the weft yarn Y that is detected by the first weft sensor 25 should coincide with the second weft release timing B2. However, if the air injection pressure of the sub-nozzles 15 is lower and hence their weft yarn conveying performance is unmatched with the weft release performance of theweft insertion nozzle 11 due to the lower air injection pressure from the sub-nozzles 15, the weft yarn Y may be loosened, with the result that the first weft sensor arrival timing IS of the weft yarn Y is delayed by a time difference Δ relative to the second weft release timing B2. - The control device 16 determines the time difference Δ based on the comparison between the second weft release timing B2 and the first weft sensor arrival timing IS. The control device 16 of the present embodiment functions as a comparison processer that compares the second weft release timing B2 obtained from the weft release signal generated by the balloon sensor 19 with the first weft sensor arrival timing IS obtained from the weft detection signal generated by the first weft sensor 25.
- The traveling condition of a weft yarn Y during the weft insertion may be monitored by grasping such time difference Δ between the second weft release timing B2 and the first weft sensor arrival timing IS. The second weft release timing B2 takes place immediately before the brake start timing BT of the
brake 23. Thus, the first weft sensor 25 detects the weft traveling condition of a weft yarn Y before braking by thebrake 23 is applied to the weft yarn Y
Data of various fabric conditions and weaving conditions are stored in the control device 16. The fabric conditions include types of yarn used for the weft yarn such as material and count, the density of the weft yarn, the types of yarn used for the warp yarn such as material and count, the density of the warp yarn, the weaving width and the weave of the fabrics to be woven. The weaving conditions include rotation speed of loom, pressure of the compressed air in the main air tank 26 and thesub-air tank 34, the opening degree of the main valve 22v and the tandem valve 21v, the weft insertion start timing and the target weft insertion end timing are stored in the control device 16. - The following will describe a method of setting an optimal injection pressure of the sub-nozzles 15 as an example of controlling the
weft insertion apparatus 10 in which the weft traveling condition is monitored based on the time difference Δ between the second weft release timing B2 and the first weft sensor arrival timing IS. - Referring to
FIG. 3 , there is shown a first curve AD1 that indicates a relationship between the injection pressure of the sub-nozzle 15 and the time difference Δ between the second weft release timing B2 and the first weft sensor arrival timing IS. In the first curve AD1, the time difference Δ between the second weft release timing B2 and the first weft sensor arrival timing IS is plotted at different injection pressures of the sub-nozzle 15 with the weft insertion end timing IE fixed constant by adjusting the injection pressure of theweft insertion nozzle 11. In other words, the first curve AD1 corresponds to data of values representing the time difference Δ relative to the injection pressure of the sub-nozzle 15. - It has been found out that there exists a point X1 on the first curve AD1 which corresponds to a first boundary pressure P1 of the sub-nozzle 15 and at which a variable region where the time difference Δ varies considerably with the injection pressure of the sub-nozzle 15 is changed to a stabilized region where the time difference Δ remains stable with a change of the injection pressure of the sub-nozzle 15. In other words, the first boundary pressure P1 separates the variable region from the stabilized region. It is noted that variation of the time difference Δ, or bias angle, occurs to a greater extent in the variable region than in the stabilized region. The first boundary pressure P1 serves as a reference value, or a lower limit value, in determining the optimum injection pressure of the sub-nozzle 15 during the weft insertion of the weft yarn Y.
- Data of the first curve AD1 is stored in the control device 16. The control device 16 thus functions as the first memory of the present invention that stores data of values representing the time difference Δ relative to the pressure of the sub-nozzle 15 including the first boundary pressure P1.
- As shown in
FIG. 1 , a second weft sensor 45 is disposed at a position within the weaving width TL and on the side of theweft passage 14a that is adjacent to themain nozzle 22 with respect to the center of the weaving width TL. The second weft sensor generates a weft detection signal for each weft insertion. The second weft sensor 45 is electrically connected to the control device 16. Afiller amplifier 46, a band-pass filter 47, a full-wave rectifying circuit 48, an averagingcircuit 49, an integratingcircuit 50, and an A/D converter 51 which are arranged in this order as seen from and the second weft sensor 45. - The second weft sensor 45 includes a light emitter and a light receiver each made of an optical fiber. During the operation of the air jet loom, the light emitter emits a light towards the
weft passage 14a, and the light reflected by thereed 14 and the weft yarn Y is received by the light receiver. Such light is entered to thefiller amplifier 46 having a photodiode. In thefiller amplifier 46, the light is received and converted to an electric signal by the photodiode, and the electric signal is amplified and sent to the band-pass filter 47. - Referring to
FIG. 4 , the wave form W1 show a fluctuation of detection output voltage of the second weft sensor 45 in which loosening of the weft yarn Y is increased with an increase of the output voltage signal from the second weft sensor 45. The control device 16 controls the integratingcircuit 50 to perform real-time integration of the output voltage for each weft insertion based on the weft detection signal having passed through the band-pass filter 47, the full-wave rectifying circuit 48 and the averagingcircuit 49 and stores data of the integrated voltage for an integration period from the timing at which a weft yarn Y starts passing through theweft passage 14a, or the weft yarn Y passes through the second weft sensor 45, to the timing at which the weft insertion is ended. - Subsequently, the integrated voltages obtained from a plurality of times of weft insertion (e.g. 100 times of weft insertion) are averaged to determine the average of integral value for different injection pressure of the sub-nozzle15. The control device 16 thus functions as the averaging processor that averages the integrated voltage for different injection pressure of the sub-nozzle 15 obtained by integration of the output voltage of the weft detection signal from the second weft sensor 45, wherein the integrated voltage is obtained by integration of an output voltage of the weft detection signal generated by the second weft sensor 45. The control device 16 determines the relationship between the injection pressure of the sub-nozzle 15 and the average of the voltage, or the average of integral value.
- Referring to
FIG. 5 , there is shown a second curve AD2 that indicates a relationship between the injection pressure of the sub-nozzle 15 and the average of integral value (the average of voltage). In other words, the second curve AD2 corresponds to data of values representing the average of integral value relative to the injection pressure of the sub-nozzle 15. It has been found out that there exists a point X2 on the second curve AD2 which corresponds to a second boundary pressure P2 and at which the variable region where the average of integral varies considerably with the injection pressure of the sub-nozzle 15 is changed to a stabilized region where the average of integral remains stable with a change of the injection pressure of the sub-nozzle 15. The second boundary pressure P2 separates the variable region from the stabilized region. In addition, even if the injection pressure of the sub-nozzle 15 is increased to the value higher than the second boundary pressure P2, the weft yarn stretch timing hardly changes. - Data of the second curve AD2 is stored in the control device 16. The control device 16 thus functions as the second memory that stores the data of values representing the average of integral value relative to the injection pressure of the sub-nozzle 15 including the second boundary pressure P2.
- As shown in
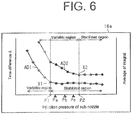
FIG. 6 , the control device 16 is adapted to show the first and second curves AD1, AD2 in one chart on thedisplay device 16a. In other words, thedisplay device 16a corresponds to the display of the present invention on which the data of value stored in the first memory and the data of value stored in the second memory are indicated in the same chart. - The
display device 16a shows a pressure that is recommended for the sub-nozzle 15 between the first boundary pressure P1 and the second boundary pressure P2 depending on the type of weft yarn Y. In addition, thedisplay device 16a shows a pressure that is recommended for the sub-nozzle 15 between the first boundary pressure P1 and the second boundary pressure P2 depending on the rotation speed of the loom. - The control device 16 is configured to indicate the recommended pressure depending on the type of weft yarn Y by ▲ on the
display device 16a. When the weft yarn Y is relatively thin, for example, low pressure Pa between the first and second pressures P1, P2 is indicated on thedisplay device 16a by the control device 16. When the weft yarn Y is relatively thick, medium pressure Pb between the first and second pressures P1, P2 is indicated on thedisplay device 16a. When the weft yarn Y is a twisted yarn, large pressure Pc between the first and second pressures P1, P2 is indicated on thedisplay device 16a. - The control device 16 is configured to indicate the recommended pressure depending on the rotation speed of the loom by ▲ on the
display device 16a. When the rotation speed of the loom is relatively low, for example, low pressure Pa between the first and second pressures P1, P2 is indicated on thedisplay device 16a. When the rotation speed of the loom is relatively high, large pressure Pc between the first and second pressures P1, P2 is indicated on thedisplay device 16a. - The following will describe the operation effect of the present embodiment.
- If the injection pressure of the sub-nozzle 15 becomes lower than the first boundary pressure P1, the weft yarn Y tends to travel through the
weft passage 14a in a loosened state. Thus, the first boundary pressure P1 serves as one of the reference value, or lowest limit, in determining optimal injection pressure of the sub-nozzle 15. Because no substantial change occurs in the timing at which the weft yarn Y is stretched in theweft passage 14a by an increase of the injection pressure of the sub-nozzle 15 beyond the second boundary pressure P2, increasing the injection pressure of the sub-nozzle 15 greater than the second boundary pressure P2 only results in increased consumption of air. Thus, the second boundary pressure P2 serves as one of the reference values, or the upper limit of the injection pressure of the sub-nozzle 15, in determining the optimal injection pressure of the sub-nozzle 15 - Because the average of integral value is determined by the control device 16 based on the detection of a loosened weft yarn by the second weft sensor 45 that is disposed at a position on the side of the
weft passage 14a that is adjacent to themain nozzle 22 with respect to the center of the weaving width TL, traveling of the weft yarn Y is easily influenced by the injection pressure of the sub-nozzle 15. The time difference Δ is determined by the control device 16 based on the first weft sensor arrival timing IS that is detected by the first weft sensor 25 disposed on the side of theweft passage 14a that is opposite from themain nozzle 22 with respect to the center of the weaving width TL. The position of the weft yarn Y traveling theweft passage 14a causes variation in the first weft sensor arrival timing IS, so that the time difference Δ is less influenced by the injection pressure of the sub-nozzle 15, as compared with the average of integral value. Consequently, an influence of a reduced injection pressure of the sub-nozzle 15 appears in the average of integral value earlier than in the time difference Δ, so that the first boundary pressure P1 is lower than the second boundary pressure P2. - Referring to the first and second curves AD1, AD2 indicated in the chart shown on the
display device 16a, pressure between the first and second pressures P1, P2 corresponds to the desirable injection pressure range for the sub-nozzle 15 that allows a weft yarn Y to travel through the weft passage stably and effectively. The operator of the loom may check thedisplay device 16a in which the first and second curves AD1, AD2 are plotted in the same chart and determine the injection pressure of the sub-nozzle 15 within the desirable injection pressure range depending on difficulty of the weft insertion with suitable allowance taken into account so that an optimum injection pressure is set easily for the sub-nozzle 15. - The above-described weft traveling condition detection apparatus of the present embodiment offers the following effects.
- (1) The control device 16 stores data of the first curve AD1 that represents the time difference Δ relative to the injection pressure of the sub-nozzle 15 and includes the first boundary pressure P1, and the second curve AD2 that represents the average of integral value relative to the injection pressure of the sub-nozzle 15 and includes the second boundary pressure P2. The first and second curves AD1, AD2 are shown in the same chart on the
display device 16a in which the range between the first boundary pressure P1 and the second boundary pressure P2 corresponds to the injection pressure range of the sub-nozzle 15 that allows the weft yarn to travel through the weft passage stably and effectively. With the first and second curves AD1, AD2 plotted in the same chart on thedisplay device 16a, the operator of the loom determines the injection pressure of the sub-nozzle 15 within the desirable injection pressure range depending on the difficulty of the weft insertion and other factors with suitable allowance, so that the optimum injection pressure of the sub-nozzle 15 may be set easily. - (2) The first weft sensor 25 is disposed within the range of the weaving width TL, so that the first boundary pressure P1 appears more clearly in the value representing the time difference Δ between the second weft release timing B2 based on the weft detection signal from the first weft sensor 25 and the first weft sensor arrival timing IS based on the weft release signal from the balloon sensor 19 relative to the pressure of the sub-nozzle including the first boundary pressure P1. As a result, the optimum injection pressure of the sub-nozzle 15 may be determined and set easily.
- (3) The
display device 16a shows recommended pressure for the sub-nozzle 15 according to the type of weft yarn between the first and second pressures P1 and P2. This permits setting the injection pressure of the sub-nozzle 15 suitable for the type of weft yarn. - (4) The
display device 16a shows the recommended pressure according to the rotation speed of the loom between the first boundary pressure P1 and the second boundary pressure P2. This permits setting the injection pressure of the sub-nozzle 15 suitable for the rotation speed of the loom, - The present invention is not limited to the above-described embodiment, but it may be modified in various manners within the scope of the present invention as exemplified below.
- The first weft sensor 25 need not necessarily be provided. In this case, the control device 16 may determine the time difference by comparing the weft arrival timing based on the weft detection signal from the
end sensor 24 with the weft release timing based on the weft release signal from the balloon sensor 19. Theend sensor 24 functions as a weft sensor that is disposed at a position on the side of theweft passage 14a that is opposite from themain nozzle 22 with respect to the center of the weaving width TL. - The recommended pressure according to the type of weft yarn need not necessarily be indicated by the up-pointing triangle A in the chart, but it may be indicated by numerical value.
- The recommended pressure according to the rotation speed of the loom need not necessarily be indicated by the up-pointing triangle ▲ in the chart on the
display device 16a, but it may be indicated by numerical value. - The recommended pressure according to the type of weft yarn need not necessarily be indicated on the
display device 16a. - The recommended pressure according to the rotation speed of the loom need not necessarily be indicated on the
display device 16a. - A weft traveling condition detection apparatus in an air jet loom detects a traveling condition of a weft yarn that is inserted through a weft passage by air injection of a main nozzle and a sub-nozzle. The apparatus includes a balloon sensor, and a first weft sensor, and a comparison processer determining a time difference. The apparatus includes a first memory storing data of values representing the time difference relative to an injection pressure of the sub-nozzle, a second weft sensor, and an averaging processor averaging an integrated voltage for different injection pressure of the sub-nozzle to determine the average of the integral value, a second memory storing data of values representing the average of integral value relative to the injection pressure, and a display on which the data of values stored in the first and second memories are indicated in one chart.
Claims (4)
- A weft traveling condition detection apparatus for an air jet loom, wherein the weft travelling condition detection apparatus is configured to detect a traveling condition of a weft yarn (Y) that is inserted through a weft passage (14a) by air injection of a main nozzle (22) and a sub-nozzle (15),a balloon sensor (19) that detects a release of the weft yarn (Y) from a weft measuring and storing device (13) and generates a weft release signal;a first weft sensor (25) that is disposed at a position on the side of the weft passage (14a) that is opposite from the main nozzle (22) with respect to a center of a weaving width (TL) of the air jet loom and generates a weft detection signal;a comparison processer that determines a time difference (Δ) based on a comparison between a weft release timing obtained from the weft release signal generated by the balloon sensor (19) and a weft sensor arrival timing obtained from the weft detection signal generated by the first weft sensor (25); anda second weft sensor (45) that is disposed at a position within the weaving width (TL) and on the side of the weft passage (14a) that is adjacent to the main nozzle (22) with respect to the center of the weaving width (TL), and generates a weft detection signal for each weft insertion;characterized in that:a first memory that stores data of values representing the time difference (Δ) relative to an injection pressure of the sub-nozzle (15) and including a first boundary pressure (P1), wherein the first boundary pressure (P1) separates a variable region where the time difference (Δ) varies with a change of the injection pressure of the sub-nozzle (15) from a stabilized region where the time difference (Δ) remains stable with a change of the injection pressure of the sub-nozzle (15);an averaging processor that averages an integrated voltage for a plurality of times of weft insertion to determine an average of integral value for different injection pressure of the sub-nozzle (15), wherein the integrated voltage is obtained by integration of an output voltage of the weft detection signals generated by the second weft sensor (45);a second memory that stores data of values representing the average of integral value relative to the injection pressure of the sub-nozzle (15) and including a second boundary pressure (P2), wherein the second boundary pressure (P2) separates a variable region where the average of the integral value varies with a change of the injection pressure of the sub-nozzle (15) from a stabilized region where the average of integral value remains stable with a change of the injection pressure of the sub-nozzle (15); anda display (16a) on which the data of values stored in the first memory and the data of values stored in the second memory are indicated in one chart.
- The weft traveling condition detection apparatus for the air jet loom according to claim 1, characterized in that the first weft sensor (25) is disposed within the weaving width (TL).
- The weft traveling condition detection apparatus for the air jet loom according to claim 1 or 2, characterized in that a recommended pressure between the first and second pressures (P1, P2) according to a type of weft yarn (Y) is indicated on the display (16a).
- The weft traveling condition detection apparatus for the air jet loom according to any one of claims 1 through 3, characterized in that a recommended pressure between the first and second pressures (P1, P2) according to a rotation speed of the loom is indicated on the display (16a).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016224931A JP6558348B2 (en) | 2016-11-18 | 2016-11-18 | Weft running state detection device for air jet loom |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3323920A1 EP3323920A1 (en) | 2018-05-23 |
| EP3323920B1 true EP3323920B1 (en) | 2019-09-11 |
Family
ID=60293860
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17200757.7A Active EP3323920B1 (en) | 2016-11-18 | 2017-11-09 | Weft traveling condition detection apparatus in air jet loom |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3323920B1 (en) |
| JP (1) | JP6558348B2 (en) |
| CN (1) | CN108070949B (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109457371A (en) * | 2019-01-17 | 2019-03-12 | 王安俭 | For adjusting the device and method of the eject position of pilot jet in air-jet loom |
| JP7351184B2 (en) * | 2019-11-05 | 2023-09-27 | 株式会社豊田自動織機 | Air jet loom control device |
| JP7359049B2 (en) * | 2020-03-17 | 2023-10-11 | 株式会社豊田自動織機 | Air jet loom weft brake control device |
| JP7415904B2 (en) * | 2020-12-08 | 2024-01-17 | 株式会社豊田自動織機 | Air jet loom weft insertion control device |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3276123D1 (en) * | 1982-12-24 | 1987-05-27 | Sulzer Ag | Device for operating an air jet loom |
| JP2516353B2 (en) * | 1987-01-30 | 1996-07-24 | 津田駒工業株式会社 | Side-loading control device for air-loom loom |
| US5127445A (en) * | 1990-10-04 | 1992-07-07 | Nissan Motor Company Limited | Automatic gaiting arrangement for a fluid jet loom |
| JP2701545B2 (en) | 1990-12-29 | 1998-01-21 | 株式会社豊田自動織機製作所 | Pressure controller for weft insertion in jet loom |
| CN1069302A (en) * | 1991-08-12 | 1993-02-24 | 日产自动车株式会社 | Fluid jet loom and method of operating thereof |
| JPH05171542A (en) * | 1991-12-24 | 1993-07-09 | Nissan Motor Co Ltd | Loom controller |
| JP3044897B2 (en) * | 1992-01-28 | 2000-05-22 | 株式会社豊田自動織機製作所 | Weft insertion method in jet loom |
| JP2004052171A (en) * | 2002-07-22 | 2004-02-19 | Tsudakoma Corp | Method for controlling weft inserting in air-jet loom |
| JP5508451B2 (en) * | 2012-02-10 | 2014-05-28 | 株式会社豊田中央研究所 | Weft insertion device in jet loom |
| JP6367784B2 (en) * | 2015-03-27 | 2018-08-01 | 株式会社豊田自動織機 | Weft detection device for air jet loom |
-
2016
- 2016-11-18 JP JP2016224931A patent/JP6558348B2/en active Active
-
2017
- 2017-11-09 EP EP17200757.7A patent/EP3323920B1/en active Active
- 2017-11-15 CN CN201711129439.4A patent/CN108070949B/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3323920A1 (en) | 2018-05-23 |
| CN108070949A (en) | 2018-05-25 |
| CN108070949B (en) | 2020-10-16 |
| JP2018080426A (en) | 2018-05-24 |
| JP6558348B2 (en) | 2019-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3323920B1 (en) | Weft traveling condition detection apparatus in air jet loom | |
| EP3144422B1 (en) | Method for monitoring weft traveling condition in air jet loom | |
| EP3156529B1 (en) | Air jet loom with weft insertion control device | |
| JP6190250B2 (en) | Weft detection device for air jet loom | |
| JP2008190108A (en) | Method and apparatus for insertion of weft thread in weaving machine | |
| EP3404132B1 (en) | Weft detecting device for air-jet loom | |
| JP6367784B2 (en) | Weft detection device for air jet loom | |
| CN106012243A (en) | Weft detection apparatus for air-jet weaving machine | |
| EP2733242A2 (en) | Apparatus for setting weft insertion condition in an air jet loom | |
| CA1151508A (en) | Strand delivery and storage system | |
| EP4019678B1 (en) | Air-jet loom with weft-insertion control apparatus | |
| JP6281475B2 (en) | Weft detection method in air jet loom | |
| JP7099329B2 (en) | Warp and weft detector for air jet looms | |
| EP2765229B1 (en) | Air jet loom with a display device | |
| EP3498902B1 (en) | Method for diagnosing weft insertion in air-jet loom | |
| EP3348688B1 (en) | Method for diagnosing weft insertion in air jet loom and apparatus for diagnosing weft insertion in air jet loom | |
| JP7263767B2 (en) | Filter clogging detector for air jet loom | |
| JP7424234B2 (en) | air jet loom | |
| EP3819413B1 (en) | Air jet loom | |
| JP2021147715A (en) | Weft brake control device of air jet loom | |
| JP6447582B2 (en) | Weft detection method and weft detection device for air jet loom | |
| JP2001234450A (en) | Method and apparatus for weft inserting of fluid jet type loom | |
| JPH0633982U (en) | Weft insertion control device for fluid jet loom |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20171109 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20190404 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: MATSUKI, YOHEI Inventor name: MAKINO, YOICHI |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1178569 Country of ref document: AT Kind code of ref document: T Effective date: 20190915 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602017006942 Country of ref document: DE Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190911 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191211 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191212 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1178569 Country of ref document: AT Kind code of ref document: T Effective date: 20190911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200113 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602017006942 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191109 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200112 |
|
| 26N | No opposition filed |
Effective date: 20200615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191111 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20171109 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190911 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20211109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211109 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231010 Year of fee payment: 7 Ref country code: DE Payment date: 20230929 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20231016 Year of fee payment: 7 |