EP3282028A1 - Steel sheet for high strength line pipe with excellent low temperature toughness and steel pipe for high strength line pipe - Google Patents
Steel sheet for high strength line pipe with excellent low temperature toughness and steel pipe for high strength line pipe Download PDFInfo
- Publication number
- EP3282028A1 EP3282028A1 EP16776617.9A EP16776617A EP3282028A1 EP 3282028 A1 EP3282028 A1 EP 3282028A1 EP 16776617 A EP16776617 A EP 16776617A EP 3282028 A1 EP3282028 A1 EP 3282028A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- less
- steel sheet
- content
- steel
- high strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0006—Adding metallic additives
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
Definitions
- the present invention relates to a steel sheet for a high strength line pipe with excellent low temperature toughness and to a steel pipe for a high strength line pipe manufactured from the above-mentioned steel sheet for a high strength line pipe.
- the present invention relates to a steel sheet for a high strength line pipe and a steel pipe for a high strength line pipe that are excellent in both crack tip opening displacement (CTOD) properties and drop weight tear test (DWTT) properties.
- CTOD crack tip opening displacement
- DWTT drop weight tear test
- Line pipes used for transportation of natural gas and crude oil tend to undergo high pressure as an operating pressure for the purpose of improving the transportation efficiency.
- Steel for such line pipes is required to have higher strength. Additionally, in terms of safety, the steel is required to have a excellent CTOD property and a DWTT property as the brittle-fracture prevention properties, which serve as one of assessment indexes of fracture toughness.
- the dislocation strengthening involves enhancing the strength of material by increasing the dislocation density.
- the effect of this dislocation strengthening can be exhibited by increasing a cumulative rolling reduction in the so-called two-phase temperature range where part of an austenite single-phase microstructure is transformed into and precipitated as ferrite in a rolling step during a manufacturing process of the steel sheet.
- the dislocation strengthening is the strengthening mechanism to be applied more easily, compared to other strengthening mechanisms.
- the presence of S in the steel can also generate the separation because of the formation of MnS mainly extending in the rolling surface direction at a center segregation part, which is located at the center of the steel in the thickness direction.
- the opening might be judged wrongly to be stably formed only up to a position where the separation occurs. Consequently, the critical CTOD value as the index of the CTOD properties would be reduced, compared to an intrinsic value. Because of this, in the material that causes such separation, for example, only the improvement of the toughness of a base metal, which is assessed by a fracture appearance transition temperature vTrs, cannot improve the critical CTOD value.
- Patent Document 1 discloses a method for controlling a rolling temperature, especially, a rolling end temperature or the like in an austenite non-recrystallization region so that excellent DWTT properties are obtained while separation is suppressed, as well as expensive elements are added to achieve solid-solution strengthening.
- Patent Document 1 JP 2013-47393 A
- Patent Document 1 needs to adopt the solid-solution strengthening by addition of expensive elements, complicated manufacturing steps incorporating the combination of the water-cooling equipment and the heating equipment on the line, and the special rolling conditions. This leads to an increase in cost and a reduction in productivity.
- the present invention has been made in view of the foregoing circumstance, and it is an object of the present invention to provide a technique capable of easily manufacturing a steel sheet for a high strength line pipe that is excellent in the low temperature toughness, particularly, in both the CTOD properties and DWTT properties, at a low cost.
- a steel sheet for a high strength line pipe that can solve the above-mentioned problems according to the present invention includes, in percent by mass: 0.02 to 0.2% of C; 0.02 to 0.5% of Si; 0.6 to 2.5% of Mn; more than 0% and 0.03% or less of P; more than 0% and 0.01% or less of S; 0.010 to 0.08% of Al; 0.001 to 0.1% of Nb; 0.003 to 0.03% of Ti; 0.0003 to 0.006% of Ca; 0.001 to 0.01% of N; more than 0% and 0.0045% or less of O; 0.0001 to 0.005% of REM; and 0.0001 to 0.005% of Zr, with the balance being iron and inevitable impurities, wherein the steel sheet contains oxide particles with a circle equivalent diameter of 2 ⁇ m or more at a density of 10 particles/mm 2 or less in a t/2 position where t is a sheet thickness of the steel sheet, and the steel sheet satisfies that in the t/2 position, an average circle
- the steel sheet further includes, in percent by mass, at least one element selected from the group consisting of: more than 0% and 1.5% or less of Cu; more than 0% and 1.5% or less of Ni; more than 0% and 1.5% or less of Cr; more than 0% and 1.0% or less of Mo; more than 0% and 0.2% or less of V; and more than 0% and 0.0003% or less of B.
- the present invention encompasses a steel pipe for a high strength line pipe with excellent low temperature toughness, manufactured by using the above-mentioned steel sheet for a high strength line pipe.
- the number density of coarse oxide particles with the circle equivalent diameter of 2 ⁇ m or more in the t/2 position where t is a sheet thickness and the separation index SI measured from the fracture surface of the Charpy test specimen at the specific temperature are set within respective appropriate ranges, thereby making it possible to improve the CTOD properties of the steel sheet.
- the average circle equivalent diameter of crystal grains enclosed by the high-angle grain boundaries in each of which the misorientation between the two adjacent crystals is 15° or more and the fraction of the hard phase are controlled appropriately, thereby making it possible to improve the DWTT properties. Therefore, the present invention can achieve the steel sheet for a high strength line pipe with excellent low temperature toughness that has a tensile strength of 520 MPa or more and is excellent in both the CTOD properties and the DWTT properties without using any expensive alloy element.
- the inventors have diligently studied to provide a steel sheet for a high strength line pipe that is excellent in both the CTOD properties and the DWTT properties. Specifically, regarding the improvement in the CTOD properties, the inventors have aimed to create a steel sheet for a high strength line pipe that can obtain the excellent critical CTOD value, though the occurrence of separation is allowed to some extent without completely shutting out the occurrence of separation. They have studied about the relationship between the occurrence of the separation and the microstructure of the steel sheet in the CTOD test.
- the critical CTOD value obtained in the CTOD test has a correlation with a separation index SI in the Charpy impact test, which reveals that it is necessary to reduce the separation index SI measured from a fracture surface of the Charpy test specimen at a specific temperature, and also to restrain the number density of coarse oxide particles with a circle equivalent diameter of 2 ⁇ m or more in the t/2 position.
- the improvement in the DWTT properties the inventors have found that in the t/2 position, it is necessary to reduce an average circle equivalent diameter of crystal grains enclosed by high angle grain boundaries in each of which a misorientation between two adjacent crystals is 15° or more, and also to restrain a fraction of a hard phase. Based on these findings, the present invention has been completed.
- the upper limit of the average circle equivalent diameter of crystal grains enclosed by the high angle grain boundaries, in each of which a misorientation between two adjacent crystals is 15° or more, is set at 10 ⁇ m or less in the t/2 position.
- the average grain size is preferably 8.0 ⁇ m or less, and more preferably 7.0 ⁇ m or less. The smaller the average grain size, the better the properties of the steel sheet become.
- the lower limit of the grain size is approximately 4 ⁇ m or more.
- the present invention measures the following: the average circle equivalent diameter of the crystal grains enclosed by the high angle grain boundaries, in each of which the misorientation between the two adjacent crystals is 15° or more; a fraction of a hard phase; and the number density of oxide particles with a circle equivalent diameter of 2 ⁇ m or more, to be mentioned later.
- the measurement position of these properties is set not at t/4 as a typical position for evaluating the properties of the steel sheet, but at t/2.
- the reason for setting the measurement position at t/2 is to ensure the DWTT properties, which is to be aimed, by improving the toughness of a part of the steel sheet serving as a fracture starting point.
- the separation index SI at the fracture surface of the Charpy test specimen caused at the specific temperature is set at 0.15 mm/mm 2 or less, thereby making it possible to ensure the target critical CTOD value even when separation occurs in the CTOD test.
- the target critical CTOD value is 0.25 mm or more when a test temperature is set at -10°C.
- the above-mentioned specific temperature can be determined from the following formula (1). That is, the test temperature (specific temperature) for performing the Charpy impact test varies depending on the sheet thickness of the steel sheet. To evaluate the target critical CTOD value when the test temperature is set at -10 °C, it is also necessary to consider this specific temperature (T 1 ).
- T 1 T 2 ⁇ 6 ⁇ t 1 / 2 + 20
- T 1 is a Charpy test temperature (°C)
- T 2 is a CTOD test temperature (°C), which is -10°C in the present specification
- t is a sheet thickness (mm) of the steel sheet.
- the separation index SI can be determined by dividing the total length of the separations occurring in the direction perpendicular to the sheet thickness direction at the fracture surface of the Charpy test specimen by an area (cross-sectional area) of the fracture surface of the test specimen (see Fig. 1 to be mentioned later).
- SI ⁇ Ln / S A where Ln indicates the length (mm) of an n-th separation, and S A is the cross-sectional area (mm 2 ) of the fracture surface.
- the separation index SI determined as mentioned above needs to be 0.15 mm/mm 2 or less.
- the separation index SI is preferably 0.12 mm/mm 2 or less and more preferably 0.10 mm/mm 2 or less.
- the separation index SI is not necessarily 0 mm/mm 2 . From this perspective, the separation index SI is preferably 0.05 mm/mm 2 or more, and more preferably 0.10 mm/mm 2 or more.
- Fig. 2 shows the relationship between the separation index SI and the CTOD properties.
- This graph shows a plot of the relationship between the separation index SI and the critical CTOD value measured as an indicator of the CTOD properties, based on the result of Examples to be mentioned later.
- critical CTOD value at -10°C ⁇ 0.25 mm.
- the number density of oxide particles with the above-mentioned size is set at 10 particles/mm 2 or less.
- the number density of the oxide particles is preferably 8 particles/mm 2 or less, and more preferably 5 particles/mm 2 or less.
- the lower limit of the number density is not specifically limited, but is preferably approximately 0.1 particles/mm 2 or more when taking into account the productivity and the like at the stage of manufacturing a slab.
- oxide of interest in the present invention means one observed by a method mentioned in Examples to be mentioned later.
- an area fraction of the hard phase occupying the entire microstructure, observed in the t/2 position is set at 5% or less.
- the area fraction of the hard phase is preferably 3 area% or less, and more preferably 1 area% or less. Note that the lower limit of the area fraction of the hard phase is not specifically limited from the above-mentioned perspective and may be, for example, 0 area%.
- the hard phase of interest in the present invention is, for example, a martensite island, a martensite, or the like.
- the chemical component composition of the steel sheet for a high strength line pipe in the present invention also needs to be adjusted appropriately.
- the reasons for setting the content ranges of the respective components in the chemical composition will be described below.
- the term % as used herein means "% by mass”.
- Carbon (C) is an element essential to ensure the strengths of a steel sheet as a base metal and a weld bead.
- the C content needs to be 0.02% or more.
- the C content is preferably 0.03% or more, and more preferably 0.05 % or more.
- any excessive C content is more likely to form a martensite island (MA: Martensite-Austenite constituent), thereby degrading the toughness of a Heat Affected Zone (HAZ) of the steel sheet and also degrading the weldability of the steel sheet.
- MA Martensite-Austenite constituent
- HZ Heat Affected Zone
- the C content needs to be 0.2% or less.
- the C content is preferably 0.15% or less, and more preferably 0.12% or less.
- Silicon (Si) has a deoxidizing function and is effective in improving the strengths of the steel sheet as the base metal and a weld bead. To exhibit these effects, the Si content is set at 0.02% or more. The Si content is preferably 0.05% or more, and more preferably 0.15% or more. However, any excessive Si content degrades the weldability and toughness. Thus, the Si content needs to be restrained to 0.5% or less. The Si content is preferably 0.45% or less, and more preferably 0.35% or less.
- Manganese (Mn) is an element effective in improving the strengths of a steel sheet as a base metal and a weld bead. To exhibit these effects, the Mn content needs to be 0.6% or more.
- the Mn content is preferably 1.0% or more and more preferably 1.2% or more.
- any excessive Mn content not only promotes the occurrence of the separation because of the formation of MnS, but also degrades the HAZ toughness and weldability of the steel sheet.
- the upper limit of the Mn content is set at 2.5% or less.
- the Mn content is preferably 2.0% or less, more preferably 1.9% or less, and even more preferably 1.8% or less.
- Phosphorus (P) is an element inevitably contained in a steel.
- the P content exceeds 0.03%, the toughness of the base metal and the HAZ toughness of the steel sheet are drastically degraded. Therefore, in the present invention, the P content is restrained to 0.03% or less.
- the P content is preferably 0.020% or less, more preferably 0.015% or less, and even more preferably 0.010% or less.
- the P content is preferably reduced as much as possible, but it is difficult to industrially set the P content at 0%.
- the upper limit of S content is set at 0.01% or less.
- the S content is preferably 0.008% or less, more preferably 0.006% or less, and even more preferably 0. 005% or less. From the perspective of suppressing the occurrence of the separation in this way, the S content is desirably set small, but it is difficult to industrially set the S content at 0%.
- the lower limit of the S content is preferably approximately 0.0001% or more.
- Aluminum (Al) is a strong deoxidizing element. To obtain the deoxidizing effect, the Al content needs to be 0.010% or more.
- the Al content is preferably 0.02% or more, and more preferably 0.03% or more. Meanwhile, any excessive Al content forms a large amount of AlN to decrease the amount of TiN precipitates, thereby degrading the HAZ toughness. Thus, the Al content needs to be 0.08% or less.
- the Al content is preferably 0.06% or less, and more preferably 0.05% or less.
- Niobium (Nb) is an element effective in enhancing the strength and the toughness of a base metal in the steel sheet without degrading its weldability. To exhibit these effects, the Nb content needs to be 0.001% or more.
- the Nb content is preferably 0.005% or more, and more preferably 0.010% or more.
- the upper limit of Nb content is set at 0.1% or less.
- the Nb content is preferably 0.08% or less, and more preferably 0.05% or less.
- Titanium (Ti) precipitates as TiN in a steel.
- Ti is an element required to improve the toughness of the base metal by the suppression of coarsening austenite grains when heating a slab and to improve the HAZ toughness by the coarsening of austenite grains in the HAZ during welding.
- the Ti content needs to be 0.003% or more.
- the Ti content is preferably 0.005% or more, and more preferably 0.01% or more.
- any excessive Ti content precipitates solid-solution Ti and TiC, thereby degrading the toughnesses of the base metal and HAZ.
- the Ti content needs to be 0.03% or less.
- the Ti content is preferably 0.025% or less, and more preferably 0.020% or less.
- Calcium (Ca) serves to control the form of a sulfide and has an effect of suppressing the formation of MnS by forming CaS. To obtain such an effect, the Ca content needs to be 0.0003% or more.
- the Ca content is preferably 0.0005% or more, and more preferably 0.0010% or more. Meanwhile, when the Ca content exceeds 0.006% to become excessive, the toughness of the steel sheet is degraded.
- the upper limit of the Ca content is 0.006% or less.
- the Ca content is preferably 0.005% or less, and more preferably 0.004% or less.
- N Nitrogen
- N is an element required to improve the toughness of the base metal by the suppression of coarsening austenite grains when heating a slab and to improve the HAZ toughness by the coarsening of austenite grains in the HAZ during welding.
- the N content needs to be set at 0.001% or more.
- the N content is preferably 0. 003% or more, and more preferably 0.004% or more.
- any excessive N content degrades the toughness of the HAZ by the presence of the solid-solution N.
- the N content needs to be 0.01% or less.
- the N content is preferably 0.008% or less, and more preferably 0.006% or less.
- An oxygen (O) content is preferably small from the viewpoint of suppressing the formation of coarse oxide particles. From this perspective, in the present invention, the upper limit of O content is set at 0.0045% or less.
- the O content is preferably 0.0040% or less, and more preferably 0.0035% or less.
- the O content is preferably reduced as much as possible, but it is difficult to industrially set the O content at 0%.
- a REM (Rare Earth Element) is an element that serves to form an oxide and disperse it finely in the steel, thereby contributing to improving the CTOD properties.
- the REM content needs to be 0.0001% or more.
- the REM content is preferably 0.0003% or more, and more preferably 0.0005% or more.
- any excessive REM content forms coarse inclusions, thereby degrading the toughness of the base metal.
- the upper limit of the REM content is set at 0.005% or less.
- REM means 15 lanthanoid elements from La to Lu, scandium Sc, and yttrium Y.
- Zirconium is an element that serves to form an oxide and disperse it finely in the steel, thereby contributing to improving the CTOD properties.
- the Zr content needs to be 0.0001% or more.
- the Zr content is preferably 0.0003% or more, and more preferably 0.0005% or more.
- any excessive Zr content forms coarse inclusions, thereby degrading the toughness of the base metal.
- the Zr content needs to be 0.005% or less.
- the Zr content is preferably 0.003% or less, more preferably 0.002% or less, and even more preferably 0.001% or less.
- the chemical component composition of the steel sheet for a high strength line pipe in the present invention has been mentioned above.
- the balance of the steel sheet is substantially iron.
- inevitable impurities are obviously allowed to be brought and contained in the steel, depending on the situations, including raw materials, construction materials, manufacturing facilities, and the like. Examples of the above-mentioned inevitable impurities can include As, Sb, Sn, H, etc.
- the steel sheet for a line pipe in the present invention further preferably contains one or more elements selected from the group consisting of Cu, Ni, Cr, Mo, V, and B in the following amounts as needed. These elements are elements that enhance the respective strength and toughness of the base metal and the HAZ, and thus may be used alone or in combination. The reasons for setting the ranges of the contents of these components in the steel sheet will be described below.
- Copper (Cu) is an element effective in enhancing the strength of a steel sheet.
- the Cu content is preferably 0.01% or more.
- the Cu content is more preferably 0.05% or more, and even more preferably 0.10% or more.
- any excessive Cu content degrades the toughness of the base metal.
- the Cu content is set at 1.5% or less.
- the Cu content is more preferably 1.0% or less, and even more preferably 0.5% or less.
- Nickel (Ni) is an element effective in improving the strength and toughness of each of a base metal and a weld bead. To obtain these effects, the Ni content is preferably 0.01% or more. Accordingly, the Ni content is more preferably 0.05% or more, and even more preferably 0.10% or more. However, a large Ni content makes the steel for structures extremely expensive. From the economic point of view, the Ni content is preferably 1.5% or less. Accordingly, the Ni content is more preferably 1.0% or less, and even more preferably 0.5% or less.
- Chrome (Cr) is an element effective in improving the strength of a steel sheet.
- the Cr content is preferably 0.01% or more.
- the Cr content is more preferably 0.05% or more, and even more preferably 0.10% or more.
- the Cr content is preferably set at 1.5% or less.
- the Cr content is more preferably 1.0% or less, and even more preferably 0.5% or less.
- Molybdenum (Mo) is an element effective in improving the strength and toughness of the base metal.
- the Mo content is preferably 0.01% or more.
- the Mo content is more preferably 0.05% or more, and even more preferably 0.10% or more.
- the Mo content is preferably 1.0% or less and more preferably 0. 5% or less.
- Vanadium (V) is an element effective in improving the strength of a steel sheet.
- the V content is preferably 0.003% or more.
- the V content is more preferably 0.010 % or more.
- the V content exceeds 0.2%, the weldability of the steel sheet and the toughness of the base metal thereof are degraded.
- the V content is preferably 0.2% or less, more preferably 0.1% or less, and even more preferably 0.08% or less.
- B Boron
- B has the function of enhancing the hardenability of a steel sheet to thereby enhance the strengths of a base metal and a weld bead. Further, B binds with N while a HAZ area heated in welding is being cooled to thereby precipitate BN, thus promoting transformation to ferrite from the inside of the austenite grains. Thus, B also has the function of improving the HAZ toughness. To obtain these effects, the B content is preferably 0.0001% or more. However, any excessive B content degrades the toughnesses of the base metal and the HAZ area, and also results in degradation in the weldability. Thus, the upper limit of B content is preferably set at 0.0003% or less.
- the steel is deoxidized using Mn, Si, and Al. Subsequently, the steel is subjected to an RH reflux process by ensuring an RH reflux time of 10 minutes or more in order to float and separate coarse oxide particles from the steel. As demonstrated in Examples mentioned later, if the RH reflux time is short, the number density of coarse oxide particles with a diameter of 2 ⁇ m or more will increase, thus degrading the CTOD properties.
- the RH reflux time is preferably 15 minutes or more, and more preferably 20 minutes or more. Note that the preferable upper limit of the RH reflux time is not particularly limited from the above-mentioned perspective, but is preferably 60 minutes or less in terms of the productivity or the like.
- the elements Ti, (REM, Zr), and Ca are added to the steel in this order.
- these respective elements are added in the order other than the addition order mentioned above, an oxide with an appropriate composition will not be obtained. Consequently, the number density of coarse oxide particles with the diameter of 2 ⁇ m or more increases, as demonstrated in Example mentioned later, thereby degrading the CTOD properties.
- Ca has an extremely strong deoxidizing capacity, when Ca is added before addition of REM or Zr, there is no more oxygen left to bind with REM or Zr, thus failing to obtain desired oxides of REM and Zr.
- the term (REM, Zr) as used herein means that the addition order of REM and Zr is not limited particularly.
- the time from the addition of (REM, Zr) to the start of casting is preferably 15 minutes or more and more preferably 20 minutes or more.
- the preferable upper limit of the above-mentioned time is not particularly limited from the aforesaid perspective, but is preferably 90 minutes or less in terms of the productivity or the like.
- the slab is reheated at a heating temperature of 1050 to 1200 °C, which is a normal temperature range, followed by predetermined rough rolling.
- the rolled slab is hot-rolled in a temperature range of an Ar 3 transformation temperature to 950°C (hereinafter referred to as the "Ar 3 temperature to 950°C”) in such a manner that a cumulative rolling reduction is 50% or more.
- the average circle equivalent diameter of crystal grains enclosed by the high angle grain boundaries in each of which the misorientation between two adjacent crystals is 15° or more can be set at 10 ⁇ m or less, thereby improving the DWTT properties.
- the cumulative rolling reduction at this time is preferably 55% or more, and more preferably 60% or more. Note that when the cumulative rolling reduction exceeds 80%, the crystal texture is developed to thereby increase the separation index SI, thus degrading the CTOD properties. Thus, the upper limit of the cumulative rolling reduction is set at 80% or less.
- the cumulative rolling reduction is preferably 70% or less.
- the above-mentioned “cumulative rolling reduction” is a value determined by calculation from the following formula (3).
- the above-mentioned “temperature” is defined as an average temperature determined by calculation from the surface temperature of the slab or steel sheet, taking into consideration the sheet thickness and the like.
- Cumulative Rolling Reduction t 0 ⁇ t 1 / t 2 ⁇ 100 where in the formula (3), t 0 is a rolling start thickness (mm) of the steel sheet obtained when the average temperature is within a rolling temperature range, t 1 is a rolling end thickness (mm) of the steel sheet obtained when the average temperature is within the rolling temperature range, and t 2 is a thickness of the cast strip (for example, slab) before the rolling.
- Ar 3 temperature for use is a value determined by formula (4) below. The same goes for values shown in Table 1 to be mentioned later.
- Ar 3 ° C 910 ⁇ 310 ⁇ C ⁇ 80 ⁇ Mn ⁇ 20 ⁇ Cu ⁇ 15 ⁇ Cr ⁇ 55 ⁇ Ni ⁇ 80 ⁇ Mo ⁇ 0.35 ⁇ t ⁇ 8
- [C], [Mn], [Cu], [Cr], [Ni], and [Mo] indicate the contents (% by mass) of C, Mn, Cu, Cr, Ni, and Mo, respectively, and t denotes a sheet thickness (mm) when measuring the temperature.
- the rolling is performed at an unrecrystallized temperature, and immediately after the end of the rolling, the cooling, such as water-cooling, is performed.
- the average cooling speed is set at 10°C/sec or higher in a temperature range from a temperature (start cooling temperature) of the Ar 3 temperature or higher to a temperature (finish cooling temperature) of 550°C or lower.
- the cooling condition in the above-mentioned temperature range is controlled in this way, so that the fraction of the hard phase in the t/2 position can be controlled within a predetermined range, thereby making it possible to ensure the desired DWTT properties.
- the upper limit of the above-mentioned start cooling temperature is preferably set at approximately Ar 3 + 80°C or lower.
- the preferable lower limit of the average cooling speed is 15°C/sec or higher.
- the upper limit of the average cooling speed is set at 50°C/sec or lower.
- the preferable upper limit of the average cooling speed is 45°C/sec or lower.
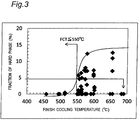
- the finish cooling temperature has an intimate relationship with the fraction of the hard phase in the t/2 position.
- the finish cooling temperature controls the finish cooling temperature to be 550 °C or lower, the fraction of the hard phase can be suppressed to 5 area% or less.
- Fig. 3 shows the relationship between the fraction of the hard phase in the t/2 position and the finish cooling temperature (FCT).
- FCT finish cooling temperature
- This graph is obtained by plotting the relationship between the fraction of the hard phase and the finish cooling temperature based on a number of basic experiments executed by the inventors.
- the finish cooling temperature is controlled to be 550°C or lower, so that the fraction of the hard phase can be restrained to 5 area% or less.
- the FCT is preferably 530°C or lower, and more preferably 500°C or lower. Note that when the FCT becomes a low temperature, the strength of the steel sheet is enhanced, thereby degrading the toughness of the steel sheet.
- the lower limit of FCT is set at 350°C or higher.
- the sheet thickness of the steel sheet for a high strength line pipe according to the present invention is not specifically limited, but when using the steel sheet as the material for the line pipe, the sheet thickness is preferably at least 6 mm or more, and more preferably 10 mm or more.
- the upper limit of the sheet thickness of the steel sheet is preferably 30 mm or less, and more preferably 25 mm or less.
- the steel sheet for a high strength line pipe according to the present invention is formed into a steel pipe for a line pipe thereafter. Nevertheless, the obtained steel pipe reflects the properties of the steel sheet as raw material and thus has excellent low temperature toughness.
- the slab obtained in this way was reheated at a heating temperature shown in Table 2, and then subjected to rough rolling such that a cumulative rolling reduction was 40% or higher at a surface temperature of the steel sheet of 900°C or higher. Thereafter, the slab was further subjected to hot-rolling at a cumulative rolling reduction shown in Table 2 in a temperature range from the Ar 3 temperature to 950°C, thereby producing a steel sheet with a sheet thickness t (20 mm).
- the steel sheet was cooled at an average cooling speed of 30°C/sec in the temperature range from the SCT (Start Cooling Temperature) to the FCT (Finish Cooling Temperature) as shown in Table 2. Then, the steel sheet was allowed to stand to cool to the room temperature, thereby producing various types of steel sheets.
- the following properties were measured in the ways to be mentioned later: the number density of oxide particles with a circle equivalent diameter of 2 ⁇ m or more; an average crystal grain size in the t/2 position; a fraction of the hard phase in the t/2 position; the tensile properties (yield strength, tensile strength); the Charpy property (separation index SI); the CTOD property (critical CTOD value) ; and the DWTT property (85% ductile fracture appearance transition temperature, 85% shear appearance transition temperature (SATT)).
- the t/2 position of each steel sheet on a cross-section (L cross-section) perpendicular to the steel sheet surface and parallel to the rolling direction was set as a measurement position.
- inclusions with a diameter of 2 ⁇ m or more were observed at an observation magnification of 400 times over an observation field of view of approximately 50 mm 2 , and the component composition of a center part of each inclusion was quantitative-analyzed by a wavelength-dispersive X-ray spectroscopy using EPMA-8705 (trade name), manufactured by SHIMADZU Corporation.
- Elements to be analyzed were Al, Mn, Si, Mg, Ca, Ti, Zr, S, REM (La, Ce, Nd, Dy, Y), and Nb.
- the relationship between the X-ray intensity and an element concentration of each element was determined as a calibration curve by using a known substance. Then, the element concentration of a target inclusion was determined quantitatively from the calibration curve and an X-ray intensity obtained from the inclusion. From the result obtained quantitatively, oxide particles were defined as the inclusions in which an oxygen content was 5% or more, and then the number density of those oxide particles was determined.
- a test specimen taken from each steel sheet was used in which its cross-section (L cross-section) perpendicular to the steel sheet surface and parallel to the rolling direction was polished by a colloidal silica.
- the grain size was measured by an electron backscatter diffraction (EBSD) method with the t/2 position set as the measurement position.
- EBSD electron backscatter diffraction
- the crystal grain was defined as an area enclosed by the high angle grain boundaries in each of which the misorientation between two adjacent crystals was 15° or more.
- the average circle equivalent diameter of such a crystal grain was determined by using a combination of an EBSD device, manufactured by TexSEM Laboratries, Inc., and the SEM.
- the measurement conditions at this time were as follows: measurement region: 200 ⁇ m ⁇ 200 ⁇ m (region spreading from the t/2 position of the steel sheet as the center toward both sides thereof in the sheet thickness direction, each side by 100 ⁇ m); and measurement step: at intervals of 0.5 ⁇ m. Measurement points in which a confidence index (CI) indicative of the reliability of the measurement orientation was smaller than 0.1 were excluded from the analysis targets.
- CI confidence index
- a test specimen taken from each steel sheet was used in which its cross-section (L cross-section) perpendicular to the steel sheet surface and parallel to the rolling direction was polished and corroded with a repeller reagent.
- the hard phase in the t/2 position as the measurement position was identified by image analysis based on a microstructure image taken by an optical microscopy at a magnification of 400 times, and then a fraction of the hard phase was determined.
- a yield strength YS and a tensile strength TS were measured using full thickness tensile test specimens of the steel sheets in conformity with API-5L by test methods conforming to the API-5L standard. In this way, the tensile properties of the steel sheets were evaluated.
- Fig. 1 is a schematic diagram of a fracture surface of the Charpy test specimen when measuring the separation index SI. Referring to Fig.
- reference numeral 1 denotes a separation
- 2 denotes a fracture surface
- 3 denotes 2 mm V notch
- 4 denotes a sheet thickness direction.
- the separation index SI of each steel sheet was determined by measuring respective lengths L 1 to L 3 of the separations generated at the fracture surface of the Charpy test specimen and dividing the total length of them by the cross-sectional area of the fracture surface of the test specimen according to the above formula (2).
- the CTOD property was evaluated using a three-point bending CTOD test specimen with B x 2B geometry of each steel sheet in conformity with BS7448 by a test method conforming to this standard.
- the CTOD test was performed on two specimens of each steel sheet at -10°C. A lower one of two measured CTOD values was adopted as the critical CTOD value.
- the steel sheets having a CTOD value at -10 °C of 0.25 mm or more were rated as having excellent CTOD property (pass).
- the DWTT property was evaluated using a DWTT test specimen chevron-notched in conformity with API5L3 standard by a test method conforming to this standard. The test was performed on two specimens of each steel sheet at respective temperatures. In this example, the lowest temperature (85% ductile fracture appearance transition temperature, 85% SATT) where a ductile fracture surface ratio was 85% was determined. The steel sheets in which this value was -10°C or lower were rated as having excellent DWTT property (pass).
- the samples Nos. 1 to 8 shown in Table 3 are the inventive examples in which steel sheets were manufactured on the recommended conditions by using steel materials A to H of Table 1 that satisfied the chemical component composition specified by the present invention.
- These samples satisfied the requirements of the present invention in terms of all the following conditions: the number density of coarse oxide particles with a circle equivalent diameter of 2 ⁇ m or more; the average circle equivalent diameter of crystal grains enclosed by high-angle grain boundaries in each of which a misorientation between the two adjacent crystals was 15° or more; the fraction of the hard phase; and the separation index SI, all these conditions being specified by the present invention.
- the critical CTOD values of these samples satisfied the target value, i. e. , 0.25 mm or more.
- 85% SATTs of all these samples were -10°C or lower, and thus, these samples also had excellent DWTT properties.
- samples Nos. 9 to 15 shown in Table 3 did not satisfy any one of the requirements specified by the present invention.
- the critical CTOD value or 85% SATT did not reach a corresponding target value.
- the sample No. 9 shown in Table 3 is an example using the steel material I, shown in Table 1, in which neither REM nor Zr was added to the steel. Since the composition of an oxide was not appropriate, the number density of the coarse oxide particles increased, so that the critical CTOD value did not reach the target value.
- the sample No. 10 shown in Table 3 used the steel material J of Table 1 that satisfied the chemical component composition specified by the present invention.
- the sample No. 11 shown in Table 3 used the steel material K of Table 1 that satisfied the chemical component composition specified by the present invention. However, in this sample, since the cumulative rolling reduction in a temperature range from the Ar 3 temperature to 950°C was high, the separation index SI was increased. Consequently, the critical CTOD value of this sample did not reach the target value.
- the sample No. 12 shown in Table 3 used the steel material L of Table 1 that satisfied the chemical component composition specified by the present invention. However, in this sample, since the finish cooling temperature (FCT) after the rolling was high, the area ratio of the hard phase in the t/2 position became large. Consequently, the 85% SATT of this sample did not reach the target value.
- FCT finish cooling temperature
- the sample No. 13 shown in Table 3 used the steel material M of Table 1 that satisfied the chemical component composition specified by the present invention. However, in this sample, since the RH reflux time in a molten-steel process step was short, the number density of coarse oxide particles was increased. Consequently, the critical CTOD value of this sample did not reach the target value.
- the sample No. 14 shown in Table 3 used the steel material N of Table 1 that satisfied the chemical component composition specified by the present invention. However, in this sample, since the order of addition of elements in the molten-steel process step was not appropriate, the number density of coarse oxide particles was increased. Consequently, the critical CTOD value of this sample did not reach the target value.
- the sample No. 15 shown in Table 3 used the steel material O of Table 1 that satisfied the chemical component composition specified by the present invention. However, in this sample, since the time from addition of (REM, Zr) to start of casting in the molten-steel process step was short, the number density of coarse oxide particles was increased. Consequently, the critical CTOD value of this sample did not reach the target value.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
To provide a high strength line pipe that is excellent in the low temperature toughness, particularly, in both the CTOD properties and DWTT properties. The steel sheet contains oxide particles with a circle equivalent diameter of 2 µm or more at a density of 10 particles/mm2 or less in a t/2 position where t is a sheet thickness of the steel sheet, and the steel sheet satisfies that in the t/2 position, an average circle equivalent diameter of crystal grains enclosed by high angle grain boundaries in each of which a misorientation between two adjacent crystals is 15° or more is 10 µm or less, and that in the t/2 position, a fraction of a hard phase is 5 area% or less, while a separation index SI measured from a fracture surface of a Charpy impact test specimen of the steel sheet at a specific temperature is 0.15 mm/mm2 or less.
Description
- The present invention relates to a steel sheet for a high strength line pipe with excellent low temperature toughness and to a steel pipe for a high strength line pipe manufactured from the above-mentioned steel sheet for a high strength line pipe. In detail, the present invention relates to a steel sheet for a high strength line pipe and a steel pipe for a high strength line pipe that are excellent in both crack tip opening displacement (CTOD) properties and drop weight tear test (DWTT) properties.
- Line pipes used for transportation of natural gas and crude oil tend to undergo high pressure as an operating pressure for the purpose of improving the transportation efficiency. Steel for such line pipes is required to have higher strength. Additionally, in terms of safety, the steel is required to have a excellent CTOD property and a DWTT property as the brittle-fracture prevention properties, which serve as one of assessment indexes of fracture toughness.
- From the perspective of enhancing the strength of steel material, there are proposed some strengthening mechanisms of the steel material, including solid-solution strengthening, precipitation hardening, transformation hardening, and dislocation strengthening. Among them, the dislocation strengthening involves enhancing the strength of material by increasing the dislocation density. The effect of this dislocation strengthening can be exhibited by increasing a cumulative rolling reduction in the so-called two-phase temperature range where part of an austenite single-phase microstructure is transformed into and precipitated as ferrite in a rolling step during a manufacturing process of the steel sheet. Thus, the dislocation strengthening is the strengthening mechanism to be applied more easily, compared to other strengthening mechanisms.
- However, increasing the cumulative rolling reduction in the two-phase temperature range causes the rotation of a crystal orientation together with the increase in dislocation density, thus developing a crystal texture. Such development of the crystal texture leads to a large difference in the toughness of the steel between the rolling surface direction and the sheet thickness direction. This causes the generation of fine openings in the sheet thickness direction, called a "separation", at a fracture surface of a test specimen, when performing a Charpy impact test or COTD test using the test specimen taken in the rolling surface direction. Thus, the separation occurs due to the large difference in toughness between the rolling surface direction and the sheet thickness direction. For this reason, in addition to the influence of the crystal texture, the presence of S in the steel can also generate the separation because of the formation of MnS mainly extending in the rolling surface direction at a center segregation part, which is located at the center of the steel in the thickness direction.
- If the aforesaid separation occurs before a brittle crack is generated during the CTOD test, the opening might be judged wrongly to be stably formed only up to a position where the separation occurs. Consequently, the critical CTOD value as the index of the CTOD properties would be reduced, compared to an intrinsic value. Because of this, in the material that causes such separation, for example, only the improvement of the toughness of a base metal, which is assessed by a fracture appearance transition temperature vTrs, cannot improve the critical CTOD value.
- For this reason, for example,
Patent Document 1 discloses a method for controlling a rolling temperature, especially, a rolling end temperature or the like in an austenite non-recrystallization region so that excellent DWTT properties are obtained while separation is suppressed, as well as expensive elements are added to achieve solid-solution strengthening. - Patent Document 1:
JP 2013-47393 A - The technique shown in the above-mentioned
Patent Document 1 needs to adopt the solid-solution strengthening by addition of expensive elements, complicated manufacturing steps incorporating the combination of the water-cooling equipment and the heating equipment on the line, and the special rolling conditions. This leads to an increase in cost and a reduction in productivity. - The present invention has been made in view of the foregoing circumstance, and it is an object of the present invention to provide a technique capable of easily manufacturing a steel sheet for a high strength line pipe that is excellent in the low temperature toughness, particularly, in both the CTOD properties and DWTT properties, at a low cost.
- A steel sheet for a high strength line pipe that can solve the above-mentioned problems according to the present invention includes, in percent by mass: 0.02 to 0.2% of C; 0.02 to 0.5% of Si; 0.6 to 2.5% of Mn; more than 0% and 0.03% or less of P; more than 0% and 0.01% or less of S; 0.010 to 0.08% of Al; 0.001 to 0.1% of Nb; 0.003 to 0.03% of Ti; 0.0003 to 0.006% of Ca; 0.001 to 0.01% of N; more than 0% and 0.0045% or less of O; 0.0001 to 0.005% of REM; and 0.0001 to 0.005% of Zr, with the balance being iron and inevitable impurities, wherein the steel sheet contains oxide particles with a circle equivalent diameter of 2 µm or more at a density of 10 particles/mm2 or less in a t/2 position where t is a sheet thickness of the steel sheet, and the steel sheet satisfies that in the t/2 position, an average circle equivalent diameter of crystal grains enclosed by high angle grain boundaries in each of which a misorientation between two adjacent crystals is 15° or more is 10 µm or less, and that in the t/2 position, a fraction of a hard phase is 5 area% or less, while a separation index SI measured from a fracture surface of a Charpy impact test specimen of the steel sheet at a specific temperature is 0.15 mm/mm2 or less.
- In a preferred embodiment of the present invention, the steel sheet further includes, in percent by mass, at least one element selected from the group consisting of: more than 0% and 1.5% or less of Cu; more than 0% and 1.5% or less of Ni; more than 0% and 1.5% or less of Cr; more than 0% and 1.0% or less of Mo; more than 0% and 0.2% or less of V; and more than 0% and 0.0003% or less of B.
- The present invention encompasses a steel pipe for a high strength line pipe with excellent low temperature toughness, manufactured by using the above-mentioned steel sheet for a high strength line pipe.
- According to the present invention, the number density of coarse oxide particles with the circle equivalent diameter of 2 µm or more in the t/2 position where t is a sheet thickness and the separation index SI measured from the fracture surface of the Charpy test specimen at the specific temperature are set within respective appropriate ranges, thereby making it possible to improve the CTOD properties of the steel sheet. Concurrently, in the t/2 position, the average circle equivalent diameter of crystal grains enclosed by the high-angle grain boundaries in each of which the misorientation between the two adjacent crystals is 15° or more and the fraction of the hard phase are controlled appropriately, thereby making it possible to improve the DWTT properties. Therefore, the present invention can achieve the steel sheet for a high strength line pipe with excellent low temperature toughness that has a tensile strength of 520 MPa or more and is excellent in both the CTOD properties and the DWTT properties without using any expensive alloy element.
-
-
Fig. 1 is a schematic diagram of a fracture surface of a Charpy test specimen for explaining a measurement method of a separation index SI. -
Fig. 2 is a graph showing the relationship between the separation index SI and a critical CTOD value as an index of the CTOD properties. -
Fig. 3 is a graph showing the relationship between the fraction of a hard phase in the t/2 position and a finish cooling temperature (FCT). - The inventors have diligently studied to provide a steel sheet for a high strength line pipe that is excellent in both the CTOD properties and the DWTT properties. Specifically, regarding the improvement in the CTOD properties, the inventors have aimed to create a steel sheet for a high strength line pipe that can obtain the excellent critical CTOD value, though the occurrence of separation is allowed to some extent without completely shutting out the occurrence of separation. They have studied about the relationship between the occurrence of the separation and the microstructure of the steel sheet in the CTOD test. The result shows that the critical CTOD value obtained in the CTOD test has a correlation with a separation index SI in the Charpy impact test, which reveals that it is necessary to reduce the separation index SI measured from a fracture surface of the Charpy test specimen at a specific temperature, and also to restrain the number density of coarse oxide particles with a circle equivalent diameter of 2 µm or more in the t/2 position. Meanwhile, regarding the improvement in the DWTT properties, the inventors have found that in the t/2 position, it is necessary to reduce an average circle equivalent diameter of crystal grains enclosed by high angle grain boundaries in each of which a misorientation between two adjacent crystals is 15° or more, and also to restrain a fraction of a hard phase. Based on these findings, the present invention has been completed.
- The respective requirements for specifying the steel sheet for a line pipe in the present invention will be described below. The term "t" as used in the present specification means a thickness of the steel sheet unless otherwise specified.
- To ensure the excellent DWTT properties, it is necessary to ensure the toughness of a base metal by refining crystal grains. Thus, in the present invention, the upper limit of the average circle equivalent diameter of crystal grains enclosed by the high angle grain boundaries, in each of which a misorientation between two adjacent crystals is 15° or more, is set at 10 µm or less in the t/2 position. The average grain size is preferably 8.0 µm or less, and more preferably 7.0 µm or less. The smaller the average grain size, the better the properties of the steel sheet become. However, the lower limit of the grain size is approximately 4 µm or more.
- Note that the present invention measures the following: the average circle equivalent diameter of the crystal grains enclosed by the high angle grain boundaries, in each of which the misorientation between the two adjacent crystals is 15° or more; a fraction of a hard phase; and the number density of oxide particles with a circle equivalent diameter of 2 µm or more, to be mentioned later. In the present invention, the measurement position of these properties is set not at t/4 as a typical position for evaluating the properties of the steel sheet, but at t/2. The reason for setting the measurement position at t/2 is to ensure the DWTT properties, which is to be aimed, by improving the toughness of a part of the steel sheet serving as a fracture starting point.
- The separation index SI at the fracture surface of the Charpy test specimen caused at the specific temperature is set at 0.15 mm/mm2 or less, thereby making it possible to ensure the target critical CTOD value even when separation occurs in the CTOD test. The target critical CTOD value is 0.25 mm or more when a test temperature is set at -10°C. Note that the above-mentioned specific temperature can be determined from the following formula (1). That is, the test temperature (specific temperature) for performing the Charpy impact test varies depending on the sheet thickness of the steel sheet. To evaluate the target critical CTOD value when the test temperature is set at -10 °C, it is also necessary to consider this specific temperature (T1).

- As shown in formula (2) below, the separation index SI can be determined by dividing the total length of the separations occurring in the direction perpendicular to the sheet thickness direction at the fracture surface of the Charpy test specimen by an area (cross-sectional area) of the fracture surface of the test specimen (see
Fig. 1 to be mentioned later).
- In the steel sheet for a high strength line pipe in the present invention, the separation index SI determined as mentioned above needs to be 0.15 mm/mm2 or less. The separation index SI is preferably 0.12 mm/mm2 or less and more preferably 0.10 mm/mm2 or less. Note that from the viewpoint that even after the occurrence of the separation, the high critical CTOD value is exhibited, the separation index SI is not necessarily 0 mm/mm2. From this perspective, the separation index SI is preferably 0.05 mm/mm2 or more, and more preferably 0.10 mm/mm2 or more.
- For reference,
Fig. 2 shows the relationship between the separation index SI and the CTOD properties. This graph shows a plot of the relationship between the separation index SI and the critical CTOD value measured as an indicator of the CTOD properties, based on the result of Examples to be mentioned later. As can be seen from this graph, when the separation index SI is 0.15 mm/mm2 or less, the following formula is satisfied as an acceptability criterion of the CTOD properties: critical CTOD value at -10°C ≥ 0.25 mm. - Coarse oxide particle adversely affect the improvement of the CTOD properties. Thus, in the present invention, the number density of oxide particles with the above-mentioned size is set at 10 particles/mm2 or less. The smaller the number density of the above-mentioned oxide particles, the better the quality of the steel sheet becomes. The number density of the oxide particles is preferably 8 particles/mm2 or less, and more preferably 5 particles/mm2 or less. From the above-mentioned viewpoint, the lower limit of the number density is not specifically limited, but is preferably approximately 0.1 particles/mm2 or more when taking into account the productivity and the like at the stage of manufacturing a slab.
- Note that the term "oxide" of interest in the present invention means one observed by a method mentioned in Examples to be mentioned later.
- The hard phase adversely affects the improvement of the DWTT properties. Thus, in the present invention, an area fraction of the hard phase occupying the entire microstructure, observed in the t/2 position, is set at 5% or less. The smaller the area fraction of the hard phase, the better the quality of the steel sheet becomes. The area fraction of the hard phase is preferably 3 area% or less, and more preferably 1 area% or less. Note that the lower limit of the area fraction of the hard phase is not specifically limited from the above-mentioned perspective and may be, for example, 0 area%.
- The hard phase of interest in the present invention is, for example, a martensite island, a martensite, or the like.
- The chemical component composition of the steel sheet for a high strength line pipe in the present invention also needs to be adjusted appropriately. The reasons for setting the content ranges of the respective components in the chemical composition will be described below. Regarding the chemical component composition, the term % as used herein means "% by mass".
- Carbon (C) is an element essential to ensure the strengths of a steel sheet as a base metal and a weld bead. To this end, the C content needs to be 0.02% or more. Further, the C content is preferably 0.03% or more, and more preferably 0.05 % or more. However, any excessive C content is more likely to form a martensite island (MA: Martensite-Austenite constituent), thereby degrading the toughness of a Heat Affected Zone (HAZ) of the steel sheet and also degrading the weldability of the steel sheet. From this perspective, the C content needs to be 0.2% or less. The C content is preferably 0.15% or less, and more preferably 0.12% or less.
- Silicon (Si) has a deoxidizing function and is effective in improving the strengths of the steel sheet as the base metal and a weld bead. To exhibit these effects, the Si content is set at 0.02% or more. The Si content is preferably 0.05% or more, and more preferably 0.15% or more. However, any excessive Si content degrades the weldability and toughness. Thus, the Si content needs to be restrained to 0.5% or less. The Si content is preferably 0.45% or less, and more preferably 0.35% or less.
- Manganese (Mn) is an element effective in improving the strengths of a steel sheet as a base metal and a weld bead. To exhibit these effects, the Mn content needs to be 0.6% or more. The Mn content is preferably 1.0% or more and more preferably 1.2% or more. However, any excessive Mn content not only promotes the occurrence of the separation because of the formation of MnS, but also degrades the HAZ toughness and weldability of the steel sheet. Thus, the upper limit of the Mn content is set at 2.5% or less. The Mn content is preferably 2.0% or less, more preferably 1.9% or less, and even more preferably 1.8% or less.
- Phosphorus (P) is an element inevitably contained in a steel. When the P content exceeds 0.03%, the toughness of the base metal and the HAZ toughness of the steel sheet are drastically degraded. Therefore, in the present invention, the P content is restrained to 0.03% or less. The P content is preferably 0.020% or less, more preferably 0.015% or less, and even more preferably 0.010% or less. The P content is preferably reduced as much as possible, but it is difficult to industrially set the P content at 0%.
- Any excessive S content forms MnS to promote the occurrence of separation. Thus, the upper limit of S content is set at 0.01% or less. The S content is preferably 0.008% or less, more preferably 0.006% or less, and even more preferably 0. 005% or less. From the perspective of suppressing the occurrence of the separation in this way, the S content is desirably set small, but it is difficult to industrially set the S content at 0%. The lower limit of the S content is preferably approximately 0.0001% or more.
- Aluminum (Al) is a strong deoxidizing element. To obtain the deoxidizing effect, the Al content needs to be 0.010% or more. The Al content is preferably 0.02% or more, and more preferably 0.03% or more. Meanwhile, any excessive Al content forms a large amount of AlN to decrease the amount of TiN precipitates, thereby degrading the HAZ toughness. Thus, the Al content needs to be 0.08% or less. The Al content is preferably 0.06% or less, and more preferably 0.05% or less.
- Niobium (Nb) is an element effective in enhancing the strength and the toughness of a base metal in the steel sheet without degrading its weldability. To exhibit these effects, the Nb content needs to be 0.001% or more. The Nb content is preferably 0.005% or more, and more preferably 0.010% or more. However, when the Nb content becomes excessive to exceed 0.1%, the toughness of the base metal and HAZ is degraded. Thus, the upper limit of Nb content is set at 0.1% or less. The Nb content is preferably 0.08% or less, and more preferably 0.05% or less.
- Titanium (Ti) precipitates as TiN in a steel. Thus, Ti is an element required to improve the toughness of the base metal by the suppression of coarsening austenite grains when heating a slab and to improve the HAZ toughness by the coarsening of austenite grains in the HAZ during welding. To exhibit these effects, the Ti content needs to be 0.003% or more. The Ti content is preferably 0.005% or more, and more preferably 0.01% or more. Meanwhile, any excessive Ti content precipitates solid-solution Ti and TiC, thereby degrading the toughnesses of the base metal and HAZ. Thus, the Ti content needs to be 0.03% or less. The Ti content is preferably 0.025% or less, and more preferably 0.020% or less.
- Calcium (Ca) serves to control the form of a sulfide and has an effect of suppressing the formation of MnS by forming CaS. To obtain such an effect, the Ca content needs to be 0.0003% or more. The Ca content is preferably 0.0005% or more, and more preferably 0.0010% or more. Meanwhile, when the Ca content exceeds 0.006% to become excessive, the toughness of the steel sheet is degraded. The upper limit of the Ca content is 0.006% or less. The Ca content is preferably 0.005% or less, and more preferably 0.004% or less.
- Nitrogen (N) precipitates as TiN in a steel. Thus, N is an element required to improve the toughness of the base metal by the suppression of coarsening austenite grains when heating a slab and to improve the HAZ toughness by the coarsening of austenite grains in the HAZ during welding. To exhibit these effects, the N content needs to be set at 0.001% or more. The N content is preferably 0. 003% or more, and more preferably 0.004% or more. However, any excessive N content degrades the toughness of the HAZ by the presence of the solid-solution N. The N content needs to be 0.01% or less. The N content is preferably 0.008% or less, and more preferably 0.006% or less.
- An oxygen (O) content is preferably small from the viewpoint of suppressing the formation of coarse oxide particles. From this perspective, in the present invention, the upper limit of O content is set at 0.0045% or less. The O content is preferably 0.0040% or less, and more preferably 0.0035% or less. The O content is preferably reduced as much as possible, but it is difficult to industrially set the O content at 0%.
- A REM (Rare Earth Element) is an element that serves to form an oxide and disperse it finely in the steel, thereby contributing to improving the CTOD properties. To exhibit such an effect, the REM content needs to be 0.0001% or more. The REM content is preferably 0.0003% or more, and more preferably 0.0005% or more. Meanwhile, any excessive REM content forms coarse inclusions, thereby degrading the toughness of the base metal. Thus, the upper limit of the REM content is set at 0.005% or less. Note that in the present invention, REM means 15 lanthanoid elements from La to Lu, scandium Sc, and yttrium Y.
- Zirconium (Zr) is an element that serves to form an oxide and disperse it finely in the steel, thereby contributing to improving the CTOD properties. To obtain such an effect, the Zr content needs to be 0.0001% or more. The Zr content is preferably 0.0003% or more, and more preferably 0.0005% or more. Meanwhile, any excessive Zr content forms coarse inclusions, thereby degrading the toughness of the base metal. Thus, the Zr content needs to be 0.005% or less. The Zr content is preferably 0.003% or less, more preferably 0.002% or less, and even more preferably 0.001% or less.
- The chemical component composition of the steel sheet for a high strength line pipe in the present invention has been mentioned above. The balance of the steel sheet is substantially iron. Note that inevitable impurities are obviously allowed to be brought and contained in the steel, depending on the situations, including raw materials, construction materials, manufacturing facilities, and the like. Examples of the above-mentioned inevitable impurities can include As, Sb, Sn, H, etc.
- The steel sheet for a line pipe in the present invention further preferably contains one or more elements selected from the group consisting of Cu, Ni, Cr, Mo, V, and B in the following amounts as needed. These elements are elements that enhance the respective strength and toughness of the base metal and the HAZ, and thus may be used alone or in combination. The reasons for setting the ranges of the contents of these components in the steel sheet will be described below.
- Copper (Cu) is an element effective in enhancing the strength of a steel sheet. To obtain such an effect, the Cu content is preferably 0.01% or more. The Cu content is more preferably 0.05% or more, and even more preferably 0.10% or more. However, any excessive Cu content degrades the toughness of the base metal. Thus, the Cu content is set at 1.5% or less. The Cu content is more preferably 1.0% or less, and even more preferably 0.5% or less.
- Nickel (Ni) is an element effective in improving the strength and toughness of each of a base metal and a weld bead. To obtain these effects, the Ni content is preferably 0.01% or more. Accordingly, the Ni content is more preferably 0.05% or more, and even more preferably 0.10% or more. However, a large Ni content makes the steel for structures extremely expensive. From the economic point of view, the Ni content is preferably 1.5% or less. Accordingly, the Ni content is more preferably 1.0% or less, and even more preferably 0.5% or less.
- Chrome (Cr) is an element effective in improving the strength of a steel sheet. To obtain such an effect, the Cr content is preferably 0.01% or more. The Cr content is more preferably 0.05% or more, and even more preferably 0.10% or more. Meanwhile, when the Cr content exceeds 1.5%, the HAZ toughness of the steel sheet is degraded. Thus, the Cr content is preferably set at 1.5% or less. The Cr content is more preferably 1.0% or less, and even more preferably 0.5% or less.
- Molybdenum (Mo) is an element effective in improving the strength and toughness of the base metal. To obtain these effects, the Mo content is preferably 0.01% or more. The Mo content is more preferably 0.05% or more, and even more preferably 0.10% or more. However, when the Mo content exceeds 1.0%, the HAZ toughness and weldability of the steel sheet are degraded. Thus, the Mo content is preferably 1.0% or less and more preferably 0. 5% or less.
- Vanadium (V) is an element effective in improving the strength of a steel sheet. To obtain such an effect, the V content is preferably 0.003% or more. The V content is more preferably 0.010 % or more. Meanwhile, when the V content exceeds 0.2%, the weldability of the steel sheet and the toughness of the base metal thereof are degraded. Thus, the V content is preferably 0.2% or less, more preferably 0.1% or less, and even more preferably 0.08% or less.
- Boron (B) has the function of enhancing the hardenability of a steel sheet to thereby enhance the strengths of a base metal and a weld bead. Further, B binds with N while a HAZ area heated in welding is being cooled to thereby precipitate BN, thus promoting transformation to ferrite from the inside of the austenite grains. Thus, B also has the function of improving the HAZ toughness. To obtain these effects, the B content is preferably 0.0001% or more. However, any excessive B content degrades the toughnesses of the base metal and the HAZ area, and also results in degradation in the weldability. Thus, the upper limit of B content is preferably set at 0.0003% or less.
- In manufacturing the steel sheet of the present invention, it is necessary to appropriately control manufacturing steps. The manufacturing steps will be described in order below.
- First, the steel is deoxidized using Mn, Si, and Al. Subsequently, the steel is subjected to an RH reflux process by ensuring an RH reflux time of 10 minutes or more in order to float and separate coarse oxide particles from the steel. As demonstrated in Examples mentioned later, if the RH reflux time is short, the number density of coarse oxide particles with a diameter of 2 µm or more will increase, thus degrading the CTOD properties. The RH reflux time is preferably 15 minutes or more, and more preferably 20 minutes or more. Note that the preferable upper limit of the RH reflux time is not particularly limited from the above-mentioned perspective, but is preferably 60 minutes or less in terms of the productivity or the like.
- Then, the elements Ti, (REM, Zr), and Ca are added to the steel in this order. When these respective elements are added in the order other than the addition order mentioned above, an oxide with an appropriate composition will not be obtained. Consequently, the number density of coarse oxide particles with the diameter of 2 µm or more increases, as demonstrated in Example mentioned later, thereby degrading the CTOD properties. In particular, since Ca has an extremely strong deoxidizing capacity, when Ca is added before addition of REM or Zr, there is no more oxygen left to bind with REM or Zr, thus failing to obtain desired oxides of REM and Zr. Note that the term (REM, Zr) as used herein means that the addition order of REM and Zr is not limited particularly. That is, as long as REM and Zr are added after the addition of Ti and before the addition of Ca, either the addition of REM and Zr in this order or the addition of Zr and REM in this order may be performed. Alternatively, both REM and Zr may be added at the same time.
- In the present invention, it is necessary to ensure the time from the addition of (REM, Zr) to the start of casting for 10 minutes or more. When this time is less than 10 minutes, the number density of coarse oxide particles with a diameter of 2 µm or more will increase as demonstrated in Examples mentioned later, thus degrading the CTOD properties. The time from the addition of (REM, Zr) to the start of casting is preferably 15 minutes or more and more preferably 20 minutes or more. Note that the preferable upper limit of the above-mentioned time is not particularly limited from the aforesaid perspective, but is preferably 90 minutes or less in terms of the productivity or the like.
- For example, after fabricating a cast strip, such as a slab, in the ways mentioned above, the slab is reheated at a heating temperature of 1050 to 1200 °C, which is a normal temperature range, followed by predetermined rough rolling. Subsequently, the rolled slab is hot-rolled in a temperature range of an Ar3 transformation temperature to 950°C (hereinafter referred to as the "Ar3 temperature to 950°C") in such a manner that a cumulative rolling reduction is 50% or more. By setting the cumulative rolling reduction in the hot-rolling at 50% or more, in the t/2 position, the average circle equivalent diameter of crystal grains enclosed by the high angle grain boundaries in each of which the misorientation between two adjacent crystals is 15° or more can be set at 10 µm or less, thereby improving the DWTT properties. The cumulative rolling reduction at this time is preferably 55% or more, and more preferably 60% or more. Note that when the cumulative rolling reduction exceeds 80%, the crystal texture is developed to thereby increase the separation index SI, thus degrading the CTOD properties. Thus, the upper limit of the cumulative rolling reduction is set at 80% or less. The cumulative rolling reduction is preferably 70% or less.
- The above-mentioned "cumulative rolling reduction" is a value determined by calculation from the following formula (3). The above-mentioned "temperature" is defined as an average temperature determined by calculation from the surface temperature of the slab or steel sheet, taking into consideration the sheet thickness and the like.

- The above-mentioned Ar3 temperature for use is a value determined by formula (4) below. The same goes for values shown in Table 1 to be mentioned later.

- After the rolling mentioned above, the rolled sheet is cooled. In the present invention, it is recommended that to ensure the desired low temperature toughness (especially, the DWTT properties), the rolling is performed at an unrecrystallized temperature, and immediately after the end of the rolling, the cooling, such as water-cooling, is performed. Specifically, the average cooling speed is set at 10°C/sec or higher in a temperature range from a temperature (start cooling temperature) of the Ar3 temperature or higher to a temperature (finish cooling temperature) of 550°C or lower. The cooling condition in the above-mentioned temperature range is controlled in this way, so that the fraction of the hard phase in the t/2 position can be controlled within a predetermined range, thereby making it possible to ensure the desired DWTT properties. The upper limit of the above-mentioned start cooling temperature is preferably set at approximately Ar3 + 80°C or lower. The preferable lower limit of the average cooling speed is 15°C/sec or higher. However, when the average cooling speed is extremely high, the strength of the steel sheet is drastically enhanced to degrade its toughness. Thus, the upper limit of the average cooling speed is set at 50°C/sec or lower. The preferable upper limit of the average cooling speed is 45°C/sec or lower.
- In the above-mentioned step, the finish cooling temperature has an intimate relationship with the fraction of the hard phase in the t/2 position. Thus, by controlling the finish cooling temperature to be 550 °C or lower, the fraction of the hard phase can be suppressed to 5 area% or less.
- For reference,
Fig. 3 shows the relationship between the fraction of the hard phase in the t/2 position and the finish cooling temperature (FCT). This graph is obtained by plotting the relationship between the fraction of the hard phase and the finish cooling temperature based on a number of basic experiments executed by the inventors. As can be seen from this graph, the finish cooling temperature is controlled to be 550°C or lower, so that the fraction of the hard phase can be restrained to 5 area% or less. The FCT is preferably 530°C or lower, and more preferably 500°C or lower. Note that when the FCT becomes a low temperature, the strength of the steel sheet is enhanced, thereby degrading the toughness of the steel sheet. Thus, the lower limit of FCT is set at 350°C or higher. - The sheet thickness of the steel sheet for a high strength line pipe according to the present invention is not specifically limited, but when using the steel sheet as the material for the line pipe, the sheet thickness is preferably at least 6 mm or more, and more preferably 10 mm or more. The upper limit of the sheet thickness of the steel sheet is preferably 30 mm or less, and more preferably 25 mm or less.
- The steel sheet for a high strength line pipe according to the present invention is formed into a steel pipe for a line pipe thereafter. Nevertheless, the obtained steel pipe reflects the properties of the steel sheet as raw material and thus has excellent low temperature toughness.
- The present application claims priority to Japanese Patent Application No.
2015-081206, filed on April 10, 2015 - The present invention will be more specifically described by way of Examples. The present invention is not limited to the following Examples. Some modifications can be made to these Examples as long as they are adaptable to the above-mentioned and below-mentioned concepts, and all of these modifications are included within the scope of the present invention.
- Various types of steel materials A to O with the chemical component compositions and the Ar3 temperatures shown in Table 1 were produced in the following ways. The unit shown in Table 1 is % by mass, and the balance of each steel included iron and inevitable impurities. Note that REM shown in Table 1 was added in the form of misch metal containing La and Ce.
- In a molten-steel process step, first, the steel was deoxidized using Mn, Si, and Al. Then, to float and separate coarse oxides, the RH reflux was performed for a period of time shown in Table 2. Subsequently, as shown in Table 2, Ti, (REM, Zr), and Ca were added in this order to the respective steels, except for one type of steel material N, and thereafter, casting was started. The time from addition of (REM, Zr) to the start of casting was shown in Table 2.
- The slab obtained in this way was reheated at a heating temperature shown in Table 2, and then subjected to rough rolling such that a cumulative rolling reduction was 40% or higher at a surface temperature of the steel sheet of 900°C or higher. Thereafter, the slab was further subjected to hot-rolling at a cumulative rolling reduction shown in Table 2 in a temperature range from the Ar3 temperature to 950°C, thereby producing a steel sheet with a sheet thickness t (20 mm).
- After the above-mentioned rolling, the steel sheet was cooled at an average cooling speed of 30°C/sec in the temperature range from the SCT (Start Cooling Temperature) to the FCT (Finish Cooling Temperature) as shown in Table 2. Then, the steel sheet was allowed to stand to cool to the room temperature, thereby producing various types of steel sheets.
- Regarding the steel sheets obtained in this way, the following properties were measured in the ways to be mentioned later: the number density of oxide particles with a circle equivalent diameter of 2 µm or more; an average crystal grain size in the t/2 position; a fraction of the hard phase in the t/2 position; the tensile properties (yield strength, tensile strength); the Charpy property (separation index SI); the CTOD property (critical CTOD value) ; and the DWTT property (85% ductile fracture appearance transition temperature, 85% shear appearance transition temperature (SATT)).
- The t/2 position of each steel sheet on a cross-section (L cross-section) perpendicular to the steel sheet surface and parallel to the rolling direction was set as a measurement position. In the measurement position, inclusions with a diameter of 2 µm or more were observed at an observation magnification of 400 times over an observation field of view of approximately 50 mm2, and the component composition of a center part of each inclusion was quantitative-analyzed by a wavelength-dispersive X-ray spectroscopy using EPMA-8705 (trade name), manufactured by SHIMADZU Corporation. Elements to be analyzed were Al, Mn, Si, Mg, Ca, Ti, Zr, S, REM (La, Ce, Nd, Dy, Y), and Nb. First, the relationship between the X-ray intensity and an element concentration of each element was determined as a calibration curve by using a known substance. Then, the element concentration of a target inclusion was determined quantitatively from the calibration curve and an X-ray intensity obtained from the inclusion. From the result obtained quantitatively, oxide particles were defined as the inclusions in which an oxygen content was 5% or more, and then the number density of those oxide particles was determined.
- A test specimen taken from each steel sheet was used in which its cross-section (L cross-section) perpendicular to the steel sheet surface and parallel to the rolling direction was polished by a colloidal silica. The grain size was measured by an electron backscatter diffraction (EBSD) method with the t/2 position set as the measurement position. Specifically, the crystal grain was defined as an area enclosed by the high angle grain boundaries in each of which the misorientation between two adjacent crystals was 15° or more. The average circle equivalent diameter of such a crystal grain was determined by using a combination of an EBSD device, manufactured by TexSEM Laboratries, Inc., and the SEM. The measurement conditions at this time were as follows: measurement region: 200 µm × 200 µm (region spreading from the t/2 position of the steel sheet as the center toward both sides thereof in the sheet thickness direction, each side by 100 µm); and measurement step: at intervals of 0.5 µm. Measurement points in which a confidence index (CI) indicative of the reliability of the measurement orientation was smaller than 0.1 were excluded from the analysis targets.
- A test specimen taken from each steel sheet was used in which its cross-section (L cross-section) perpendicular to the steel sheet surface and parallel to the rolling direction was polished and corroded with a repeller reagent. The hard phase in the t/2 position as the measurement position was identified by image analysis based on a microstructure image taken by an optical microscopy at a magnification of 400 times, and then a fraction of the hard phase was determined.
- Regarding the tensile properties, a yield strength YS and a tensile strength TS were measured using full thickness tensile test specimens of the steel sheets in conformity with API-5L by test methods conforming to the API-5L standard. In this way, the tensile properties of the steel sheets were evaluated.
- The Charpy property was evaluated by using a 2 mm V notched Charpy test specimen of each steel sheet in conformity with ASTM-A370 standard by a test method conforming to this standard. At this time, the Charpy test specimen was taken from the t/2 position of each steel sheet in such a manner as to be aligned with the direction of the CTOD test specimen. Three tests were performed on each test specimen at a separation index measurement temperature shown in Table 3 below to thereby measure separation indexes. The maximum one of the measurement values was adopted as the separation index SI.
Fig. 1 is a schematic diagram of a fracture surface of the Charpy test specimen when measuring the separation index SI. Referring toFig. 1 ,reference numeral 1 denotes a separation; 2 denotes a fracture surface; 3denotes 2 mm V notch; and 4 denotes a sheet thickness direction. The separation index SI of each steel sheet was determined by measuring respective lengths L1 to L3 of the separations generated at the fracture surface of the Charpy test specimen and dividing the total length of them by the cross-sectional area of the fracture surface of the test specimen according to the above formula (2). - The CTOD property was evaluated using a three-point bending CTOD test specimen with B x 2B geometry of each steel sheet in conformity with BS7448 by a test method conforming to this standard. The CTOD test was performed on two specimens of each steel sheet at -10°C. A lower one of two measured CTOD values was adopted as the critical CTOD value. In this example, the steel sheets having a CTOD value at -10 °C of 0.25 mm or more were rated as having excellent CTOD property (pass).
- The DWTT property was evaluated using a DWTT test specimen chevron-notched in conformity with API5L3 standard by a test method conforming to this standard. The test was performed on two specimens of each steel sheet at respective temperatures. In this example, the lowest temperature (85% ductile fracture appearance transition temperature, 85% SATT) where a ductile fracture surface ratio was 85% was determined. The steel sheets in which this value was -10°C or lower were rated as having excellent DWTT property (pass).
- These results are shown in Table 3. Note that in Table 3, the "average circle equivalent diameter of crystal grains enclosed by the high angle grain boundaries in each of which a misorientation between two adjacent crystals is 15° or more, in the t/2 position" is abbreviated as the "average circle equivalent diameter of the high-angle grains in the t/2 position".

[Table 2] Steel Sheet thickness (mm) Heating temperature (°C) Cumulative rolling reduction (%) SCT (°C) FCT (°C) RH reflux time (minutes) Order of addition of elements Time from addition of (REM, Zr) to start of casting (minutes) A 20 1,135 57 818 519 30 Al→Ti→(REM, Zr)→Ca 30 B 20 1,161 70 731 530 27 Al→Ti→(REM, Zr)→Ca 38 C 20 1,133 65 818 519 33 Al→Ti→(REM, Zr)→Ca 43 D 20 1,156 64 754 464 29 Al→Ti→(REM, Zr)→Ca 39 E 20 1,172 77 793 445 25 Al→Ti→(REM, Zr)→Ca 29 F 20 1,125 74 779 503 24 Al→Ti→(REM, Zr)→Ca 43 G 20 1,095 76 804 548 30 Al→Ti→(REM, Zr)→Ca 37 H 20 1,083 75 801 509 28 Al→Ti→(REM, Zr)→Ca 35 I 20 1,128 72 798 527 29 Al→Ti→(REM, Zr)→Ca 39 J 20 1,131 40 867 463 29 Al→Ti→(REM, Zr)→Ca 46 K 20 1,136 85 772 452 30 Al→Ti→(REM, Zr)→Ca 36 L 20 1,132 75 807 553 32 Al→Ti→(REM, Zr)→Ca 49 M 20 1,137 77 786 541 8 Al→Ti→(REM, Zr)→Ca 32 N 20 1,123 75 753 520 31 Al→Ti→Ca→(REM, Zr) 26 O 20 1,128 73 762 493 28 Al→Ti→(REM, Zr)→Ca 7 [Table 3] Sample No. Steel Fraction of hard phase in the t/2 position (area%) Average circle equivalent diameter of high-angle grains in the t/2 position (µm) Measurement temperature of separation index (°C) Separation index (mm/mm2) Number density of oxide particles with a diameter of 2 µm or more in the t/2 position (particles/cm2) YS (MPa) TS (MPa) Critical CTOD value (mm) 85% SATT (°C) 1 A 2.1 6.2 -17 0 4.5 539 663 1.910 -27 2 B 1.8 7.5 -17 0.05 4.4 596 668 2.060 -22 3 C 0.5 7.5 -17 0 2.9 567 653 1.903 -20 4 D 0.2 6.9 -17 0 3.6 602 683 1.543 -27 5 E 0.5 6.7 -17 0.13 6.2 500 605 0.608 -29 6 F 0.1 7.2 -17 0.08 5.8 522 629 1.260 -24 7 G 2.9 6.8 -17 0.04 4.1 463 568 1.710 -19 8 H 1.1 6.5 -17 0.09 5.2 463 568 1.230 -19 9 I 3.1 5.0 -17 0.07 12.3 497 625 0.172 -24 10 J 0.8 12.0 -17 0 4.8 495 635 0.094 -3 11 K 0.2 4.8 -17 0.37 3.3 502 651 0.120 -32 12 L 7.8 6.7 -17 0.13 2.9 480 599 1.340 -9 13 M 1.6 6.3 -17 0.11 18.2 567 678 0.213 -25 14 N 1.1 5.4 -17 0.05 15.7 579 668 0.153 -28 15 O 0.3 5.9 -17 0.01 10.5 598 673 0.169 -26 - From these results, the following consideration can be made.
- First, the samples Nos. 1 to 8 shown in Table 3 are the inventive examples in which steel sheets were manufactured on the recommended conditions by using steel materials A to H of Table 1 that satisfied the chemical component composition specified by the present invention. These samples satisfied the requirements of the present invention in terms of all the following conditions: the number density of coarse oxide particles with a circle equivalent diameter of 2 µm or more; the average circle equivalent diameter of crystal grains enclosed by high-angle grain boundaries in each of which a misorientation between the two adjacent crystals was 15° or more; the fraction of the hard phase; and the separation index SI, all these conditions being specified by the present invention. Thus, it is found that in the CTOD test performed at a test temperature of -10°C, the critical CTOD values of these samples satisfied the target value, i. e. , 0.25 mm or more. Furthermore, it is also found that 85% SATTs of all these samples were -10°C or lower, and thus, these samples also had excellent DWTT properties.
- In contrast; samples Nos. 9 to 15 shown in Table 3 did not satisfy any one of the requirements specified by the present invention. Thus, in these samples, the critical CTOD value or 85% SATT did not reach a corresponding target value.
- In detail, the sample No. 9 shown in Table 3 is an example using the steel material I, shown in Table 1, in which neither REM nor Zr was added to the steel. Since the composition of an oxide was not appropriate, the number density of the coarse oxide particles increased, so that the critical CTOD value did not reach the target value.
- The sample No. 10 shown in Table 3 used the steel material J of Table 1 that satisfied the chemical component composition specified by the present invention. However, in this sample, since the cumulative rolling reduction in a temperature range from the Ar3 temperature to 950°C was low, the average circle equivalent diameter of crystal grains enclosed by the high-angle grain boundaries, in each of which a misorientation between two adjacent crystals was 15° or more, became larger, thereby degrading the toughness of the base metal. Consequently, both the critical CTOD value and 85% SATT of this sample did not reach the respective target values.
- The sample No. 11 shown in Table 3 used the steel material K of Table 1 that satisfied the chemical component composition specified by the present invention. However, in this sample, since the cumulative rolling reduction in a temperature range from the Ar3 temperature to 950°C was high, the separation index SI was increased. Consequently, the critical CTOD value of this sample did not reach the target value.
- The sample No. 12 shown in Table 3 used the steel material L of Table 1 that satisfied the chemical component composition specified by the present invention. However, in this sample, since the finish cooling temperature (FCT) after the rolling was high, the area ratio of the hard phase in the t/2 position became large. Consequently, the 85% SATT of this sample did not reach the target value.
- The sample No. 13 shown in Table 3 used the steel material M of Table 1 that satisfied the chemical component composition specified by the present invention. However, in this sample, since the RH reflux time in a molten-steel process step was short, the number density of coarse oxide particles was increased. Consequently, the critical CTOD value of this sample did not reach the target value.
- The sample No. 14 shown in Table 3 used the steel material N of Table 1 that satisfied the chemical component composition specified by the present invention. However, in this sample, since the order of addition of elements in the molten-steel process step was not appropriate, the number density of coarse oxide particles was increased. Consequently, the critical CTOD value of this sample did not reach the target value.
- The sample No. 15 shown in Table 3 used the steel material O of Table 1 that satisfied the chemical component composition specified by the present invention. However, in this sample, since the time from addition of (REM, Zr) to start of casting in the molten-steel process step was short, the number density of coarse oxide particles was increased. Consequently, the critical CTOD value of this sample did not reach the target value.
Claims (3)
- A steel sheet for a high strength line pipe, comprising, in percent by mass:0.02 to 0.2% of C;0.02 to 0.5% of Si;0.6 to 2.5% of Mn;more than 0% and 0.03% or less of P;more than 0% and 0.01% or less of S;0.010 to 0.08% of Al;0.001 to 0.1% of Nb;0.003 to 0.03% of Ti;0.0003 to 0.006% of Ca;0.001 to 0.01% of N;more than 0% and 0.0045% or less of O;0.0001 to 0.005% of REM; and0.0001 to 0.005% of Zr, with the balance being iron and inevitable impurities, whereinthe steel sheet contains oxide particles with a circle equivalent diameter of 2 µm or more at a density of 10 particles/mm2 or less in a t/2 position where t is a sheet thickness of the steel sheet,and the steel sheet satisfies that in the t/2 position, an average circle equivalent diameter of crystal grains enclosed by high angle grain boundaries in each of which a misorientation between two adjacent crystals is 15° or more is 10 µm or less, and that in the t/2 position, a fraction of a hard phase is 5 area% or less,while a separation index SI measured from a fracture surface of a Charpy impact test specimen of the steel sheet at a specific temperature is 0.15 mm/mm2 or less.
- The steel sheet for a high strength line pipe according to claim 1, further comprising, in percent by mass, at least one element selected from the group consisting of:more than 0% and 1.5% or less of Cu;more than 0% and 1.5% or less of Ni;more than 0% and 1.5% or less of Cr;more than 0% and 1.0% or less of Mo;more than 0% and 0.2% or less of V; andmore than 0% and 0.0003% or less of B.
- A steel pipe for a high strength line pipe with excellent low temperature toughness, manufactured by using the steel sheet for a high strength line pipe according to claim 1 or 2.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015081206 | 2015-04-10 | ||
| PCT/JP2016/061381 WO2016163451A1 (en) | 2015-04-10 | 2016-04-07 | Steel sheet for high strength line pipe with excellent low temperature toughness and steel pipe for high strength line pipe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3282028A1 true EP3282028A1 (en) | 2018-02-14 |
| EP3282028A4 EP3282028A4 (en) | 2018-11-07 |
Family
ID=57073139
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16776617.9A Withdrawn EP3282028A4 (en) | 2015-04-10 | 2016-04-07 | Steel sheet for high strength line pipe with excellent low temperature toughness and steel pipe for high strength line pipe |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3282028A4 (en) |
| JP (1) | JP2016199806A (en) |
| KR (1) | KR20170118899A (en) |
| CN (1) | CN107532254A (en) |
| WO (1) | WO2016163451A1 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7027858B2 (en) * | 2017-12-11 | 2022-03-02 | 日本製鉄株式会社 | Manufacturing method of carbon steel slabs and carbon steel slabs |
| CN110004356A (en) * | 2019-03-28 | 2019-07-12 | 包头钢铁(集团)有限责任公司 | One kind rust-proof oil casing steel of low carbon high alloy containing rare earth and its preparation process |
| CN110004357A (en) * | 2019-03-28 | 2019-07-12 | 包头钢铁(集团)有限责任公司 | One kind shale gas seamless steel pipe of high-ductility containing rare earth high-strength and preparation method thereof |
| JP7440741B2 (en) | 2019-12-18 | 2024-02-29 | 日本製鉄株式会社 | ERW steel pipe for line pipe and method for manufacturing ERW steel pipe for line pipe |
| CN113604747B (en) * | 2021-08-18 | 2022-04-08 | 宝武集团鄂城钢铁有限公司 | High-performance corrosion-resistant refractory steel with excellent-80 ℃ low-temperature toughness and production method thereof |
| KR20230090416A (en) * | 2021-12-14 | 2023-06-22 | 주식회사 포스코 | Steel plate having excellent hydrogen induced craking resistance and low-temperature impact toughness, and method for manufacturing the same |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5201665B2 (en) * | 2007-11-13 | 2013-06-05 | 株式会社神戸製鋼所 | High strength thick steel plate for welding with excellent toughness of heat affected zone during high heat input welding |
| JP5342902B2 (en) * | 2009-03-11 | 2013-11-13 | 株式会社神戸製鋼所 | Steel material excellent in toughness and base metal fatigue characteristics of weld heat-affected zone and its manufacturing method |
| JP5576640B2 (en) * | 2009-03-25 | 2014-08-20 | 株式会社神戸製鋼所 | Steel with excellent toughness in weld heat affected zone |
| CA2808458C (en) * | 2011-02-24 | 2015-10-20 | Nippon Steel & Sumitomo Metal Corporation | High-strength steel sheet exhibiting excellent stretch-flange formability and bending workability, and method of producing molten steel for the high-strength steel sheet |
| JP5824401B2 (en) * | 2012-03-30 | 2015-11-25 | 株式会社神戸製鋼所 | Steel sheet with excellent resistance to hydrogen-induced cracking and method for producing the same |
| JP5820341B2 (en) * | 2012-06-19 | 2015-11-24 | 株式会社神戸製鋼所 | Steel with excellent toughness in weld heat affected zone |
| JP5883369B2 (en) * | 2012-09-19 | 2016-03-15 | 株式会社神戸製鋼所 | Thick steel plate with excellent toughness in weld heat affected zone |
| JP6165088B2 (en) * | 2013-03-29 | 2017-07-19 | 株式会社神戸製鋼所 | Steel sheets and line pipe steel pipes with excellent resistance to hydrogen-induced cracking and toughness of weld heat affected zone |
| WO2015022899A1 (en) * | 2013-08-16 | 2015-02-19 | 新日鐵住金株式会社 | Electric-resistance-welded steel pipe with excellent weld quality and method for producing same |
| JP6343472B2 (en) * | 2014-03-28 | 2018-06-13 | 株式会社神戸製鋼所 | Steel sheets for high-strength line pipes and steel pipes for high-strength line pipes with excellent low-temperature toughness |
-
2016
- 2016-04-06 JP JP2016076850A patent/JP2016199806A/en active Pending
- 2016-04-07 EP EP16776617.9A patent/EP3282028A4/en not_active Withdrawn
- 2016-04-07 KR KR1020177026744A patent/KR20170118899A/en not_active Application Discontinuation
- 2016-04-07 WO PCT/JP2016/061381 patent/WO2016163451A1/en active Application Filing
- 2016-04-07 CN CN201680020129.6A patent/CN107532254A/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016199806A (en) | 2016-12-01 |
| EP3282028A4 (en) | 2018-11-07 |
| CN107532254A (en) | 2018-01-02 |
| WO2016163451A1 (en) | 2016-10-13 |
| KR20170118899A (en) | 2017-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2518830C1 (en) | Hot-rolled steel sheet and method of its production | |
| EP3282028A1 (en) | Steel sheet for high strength line pipe with excellent low temperature toughness and steel pipe for high strength line pipe | |
| EP2813596B1 (en) | High tensile steel plate having excellent low-temperature toughness in weld heat-affected zones, and method for producing same | |
| EP2224028B1 (en) | Steel plate for line pipes and steel pipes | |
| EP2309014B1 (en) | Thick, high tensile-strength hot-rolled steel sheets with excellent low temperature toughness and manufacturing method therefor | |
| EP2949772B1 (en) | Hot-rolled steel sheet and method for manufacturing same | |
| EP2759615B1 (en) | High-strength hot-rolled steel sheet having excellent bending characteristics and low-temperature toughness and method for producing same | |
| KR101719943B1 (en) | Thick steel sheet having excellent ctod properties in multilayer welded joints, and manufacturing method for thick steel sheet | |
| EP2295615B1 (en) | High-strength hot-rolled steel sheet for line pipe excellent in low-temperature toughness and ductile-fracture-stopping performance and process for producing the same | |
| KR101846759B1 (en) | Steel plate and method for manufacturing same | |
| JP4528275B2 (en) | High-strength hot-rolled steel sheet with excellent stretch flangeability | |
| EP2894235B1 (en) | Thick-walled, high tensile strength steel with excellent ctod characteristics of the weld heat-affected zone, and manufacturing method thereof | |
| EP2889391B1 (en) | Thick steel plate having good ultralow-temperature toughness | |
| EP3006587B1 (en) | Thick steel plate having excellent ctod properties in multi-layer welded joints and method for producing same | |
| EP3239320B1 (en) | Steel plate and steel pipe for line pipe having excellent hydrogen-induced cracking resistance | |
| EP2612946B1 (en) | High-strength steel sheet having excellent fracture resistance performance and hic resistance performance | |
| EP3633057B1 (en) | Steel plate and method of producing same | |
| EP3872205A1 (en) | Electric-resistance-welded steel pipe for line pipe | |
| EP3375900A1 (en) | Electric resistance welded steel tube for line pipe | |
| KR101169866B1 (en) | Steel material having excellent toughness in welding heat-affected zone, and method for producing the same | |
| EP3395973A1 (en) | As-rolled type k55 electric-resistance-welded oil well pipe, and hot-rolled steel plate | |
| JP5612532B2 (en) | Steel sheet excellent in low temperature toughness and weld joint fracture toughness and method for producing the same | |
| EP3608432A1 (en) | Vertical-seam-welded steel pipe | |
| EP3385399A1 (en) | Non-heat-treated steel sheet having high yield strength in which hardness of a welding-heat-affected zone and degradation of low-temperature toughness of the welding-heat-affected zone are suppressed | |
| EP3239334A1 (en) | Steel plate having excellent resistance to hydrogen-induced cracking, and steel pipe for line pipe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20171012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20181008 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20190507 |