EP3235739B1 - Verfahren und anordnung zum zuführen von gruppen von primärprodukten - Google Patents
Verfahren und anordnung zum zuführen von gruppen von primärprodukten Download PDFInfo
- Publication number
- EP3235739B1 EP3235739B1 EP17167219.9A EP17167219A EP3235739B1 EP 3235739 B1 EP3235739 B1 EP 3235739B1 EP 17167219 A EP17167219 A EP 17167219A EP 3235739 B1 EP3235739 B1 EP 3235739B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tray
- primary products
- feeding
- products
- inlet conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 18
- 238000004806 packaging method and process Methods 0.000 claims description 27
- 238000011068 loading method Methods 0.000 claims description 18
- 238000000151 deposition Methods 0.000 claims description 16
- 230000005465 channeling Effects 0.000 claims description 7
- 238000004064 recycling Methods 0.000 claims description 6
- 238000004026 adhesive bonding Methods 0.000 claims description 2
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 238000000605 extraction Methods 0.000 claims description 2
- 230000001131 transforming effect Effects 0.000 claims 5
- 230000008021 deposition Effects 0.000 description 10
- 239000011111 cardboard Substances 0.000 description 8
- 239000000796 flavoring agent Substances 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 238000011049 filling Methods 0.000 description 5
- 235000019634 flavors Nutrition 0.000 description 4
- 238000002156 mixing Methods 0.000 description 3
- 239000011087 paperboard Substances 0.000 description 3
- 239000007788 liquid Substances 0.000 description 2
- 238000013519 translation Methods 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 235000015122 lemonade Nutrition 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 235000015205 orange juice Nutrition 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 238000009516 primary packaging Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/54—Feeding articles along multiple paths to a single packaging position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/02—Packaging or unpacking of bottles in or from preformed containers, e.g. crates
- B65B21/04—Arranging, assembling, feeding, or orientating the bottles prior to introduction into, or after removal from, containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2220/00—Specific aspects of the packaging operation
- B65B2220/14—Adding more than one type of material or article to the same package
Definitions
- the present invention relates to an assembly for feeding mixed batches of primary products and to a relative method.
- a need increasingly present in the packaging industry is to produce mixed sales units containing single primary products, which may be bottles, containers or cans, having different features.
- a sale unit is defined as a bundle, a tray or a closed cardboard.
- the primary products included within this mixed sales units may differ in content, color, labeling and in more complex cases in the shape of the bottle or container. In order to simplify the description, it is said that the primary products are of different "type" to define all of these possible differences.
- An example may be a cardboard tray containing bottles of orange juice and lemonade.
- Primary products can similarly denote units enclosed in primary packages to be inserted in a packaging machine for producing secondary packages.
- mixed sales units create major problems for the management of primary products.
- the primary products are typically filled by the same blowing and filling block on a single line.
- the filler in most cases is able to fill only one type of liquid at a time and then the change from one liquid to another requires a wash and a format change.
- this storage requires palletizing single-flavour primary products, a pallet handling to and from the warehouse, one or more depalletizers that depalletize the single-flavour primary products in the respective flavour to be packaged in the mixed sales units and carry the primary products on single-row conveyors, a combiner plus a divider for loose articles that generate the desired mix on the various inlet channels to the packaging machine.
- depalletizers that depalletize the single-flavour primary products in the respective flavour to be packaged in the mixed sales units and carry the primary products on single-row conveyors
- a combiner plus a divider for loose articles that generate the desired mix on the various inlet channels to the packaging machine.
- flavours may be left to the store before they are exposed.
- Manual mixing is very expensive due to the large number of people needed and requires a dedicated area.
- the depalletizing of primary products causes the presence at the packaging site of a large amount of paper or cardboard trays, emptied of the primary products, that require disposal.
- tray it is meant a sheet of paper or cardboard folded on all four sides to form two glued opposite outer sides and two sides orthogonal to the outer sides, provided at their ends with appendices forming inner flaps glued to glued outer flaps of the other sides.
- Document DE 20 2005 019 906 U1 discloses an assembly for packaging bundles of mixed products that are fed by a series of conveyors, each feeding products of individual type.
- the aim of the present invention is to provide an assembly for feeding mixed batches of primary products and a relative method which allows solving the drawbacks of the prior art.
- Another aim of the present invention is to provide an assembly for feeding mixed batches of primary products and a relative method able to manage a large number of different primary products.
- a further aim of the present invention is to provide an assembly for feeding mixed batches of primary products and a relative method able to be fed with both primary products from filling lines and with depalletized primary products.
- a further aim of the present invention is to provide an assembly for feeding mixed batches of primary products and a relative method which allow recycling empty trays by opening the same without breaking them.
- Another aim of the present invention is to provide an assembly for feeding mixed batches of primary products and a relative method particularly simple and functional, with limited costs and compact in size.
- an assembly for feeding mixed batches of primary products is shown, generally indicated with 10, which feeds mixed batches 11' of primary products 11, i.e. batches consisting of different primary products, towards a packaging machine 12 which packs them into bundles, trays or closed cardboards.
- packaging machine it is meant a machine that adds a packaging to the incoming primary containers 11, such as a trayformer, a bundling machine or a packer.
- primary products loose units, as well as units packed into primary packaging, in both cases to be inserted in a packaging machine for creating a packaging around batches of primary products.
- a depalletizing station 13 upstream of the feeding assembly of mixed batches 10 a depalletizing station 13 is present, comprising a depalletizing robot 14, which picks up pallets of different primary containers from one or more conveyors 15, from related picking positions 15'.
- Such primary containers are contained, for example, within trays 111 that are picked by the gripper of the depalletizing robot 14 and placed layer by layer on a plurality of conveyor belts 16, shown in greater detail in figure 2 .
- Each pallet of trays generally comprises homogeneous primary products 11, for example one flavor, previously palletized and stored for subsequent mixed palletizing.
- the conveyor belts 16 carry trays 111 each on a loading station 21 of a tray 111 or of a pallet of trays 111.
- the loading station 21 may in turn consist of a conveyor belt.
- the assembly for feeding mixed batches 10 comprises at least one handling unit, or robot, 20.
- the feeding unit 18 further comprises at least two distinct picking points 18 of primary products 11.
- the picking points 18 may for example consist of the loading stations 21 of a tray 111 or of a pallet of trays 111 or of at least one loading station 21 and at least one single-row continuous conveyor of primary products, not shown.
- the example shows a number of picking points 18 equal to the number of handling units 20.
- a same handling unit 20 may be operatively associated with a plurality of tray loading stations 21.
- the same will necessarily be associated with at least two picking points 18, consisting of single-row continuous conveyors and/or loading stations 21.
- each of them may operate with one or more picking points 18, consisting of single-row continuous conveyors and/or loading stations 21.
- Each handling unit 20, of which figure 1 shows by way of example a number equal to four, is provided with a gripping head 22 comprising a gripper 23 of multiples of primary products 11 arranged in a single row.
- row of products it is meant at least two products aligned with each other along a straight line.
- Each handling unit 20, which is operatively associated with at least one of the picking points 18, is also operatively associated with an inlet conveyor 30, provided with continuous motion towards the packaging machine 12.
- the inlet conveyor 30 may be located at a higher height with respect to the plane of the loading station 21.
- the inlet conveyor 30 may be a smooth conveyor or a conveyor provided with a plurality of channels 31 delimited by vertical plates 32 for the transport and accumulation of primary products 11 on separate rows.
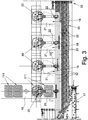
- a mechanical selection device 33 is also provided at the outlet end of the inlet conveyor 30 for the formation of batches 11' of primary products 11 ( figure 3 ).
- the handling units 20 deposit the entire row of primary products 11 in tracking, that is to say, at approximately the same speed as the underlying conveyor, on the predetermined channel 31 of the inlet conveyor 30.
- a second embodiment instead provides for the use of a gripper, not shown, consisting of independent portioned elements which allow the partial deposition of the primary products over several different rows.
- one or more channels 31 of the inlet conveyor 30 are not operatively associated with a handling unit 20 but are connected to a portionable channeling system 17 for feeding with a continuous flow of primary products 11, in parallel to the feeding on the remaining channels 31 through the handling units 20.
- the conveyor belts 16 carry trays 111 one after the other, spacing them, to the loading station 21, where one or more handling units, or a robot, 20 pick the rows of primary containers 11 from trays 111 placing them directly into channels 31 of the inlet conveyor 30 of the packaging machine 12.
- the handling units 20 are able to track in electric axis the inlet conveyor 30, so as to gently deposit the primary products 11, preventing any risk of falling.
- These sections are modular and the number of handling units 20 depends on the production mix and the production required. Each handling unit 20 can feed any number of channels 31 and pick from one or more loading stations 21.
- the gripper 23 picks one row of primary products 11 at a time and such a row is entirely deposited within a single channel 31.
- such an embodiment may be extended with the use of a gripper that picks a plurality of primary products with independent clamping systems.
- the handling unit 20 can pick up a row of primary containers 11 and deposit them into separate channels 31, so as to achieve a mix of products that allows not having a simple mixing of product channel by channel, but a production mix that can achieve the deposition of the single primary product in the desired position within the packaging created by the packaging machine 12.
- figures 4A-4C show in sequence a possible deposition cycle, in which gripper 23 picks up a row of products from a tray 111 and deposits them through multiple operations of partial deposition on different rows to form a virtual batch 11'.
- Figures 5 and 6A-6D show an embodiment of gripper 23 of multiples of primary products 11 arranged in a single row, adapted to pick up a row of primary containers consisting of bottles and release them all together on one row.
- Gripper 23 comprises, according to this embodiment, two plates 24 parallel to each other and arranged in planes parallel to the plane containing the axis of the bottles. Plates 24 are provided with a continuous gripping tooth 25 along the entire inner bottom edge. The two plates 24 are movable in mutual approach to pick the bottles under the collar in the vicinity of the neck and are movable away to release the same.
- the gripper 23 also comprises a pressure bar 26 arranged between the two plates 24 and provided with a plane perpendicular to the axis of the bottles engageable in abutment on the tops of the bottle caps.
- the gripping cycle shown in sequence in figures 6A-6D provides for lowering gripper 23 in the direction of the row of bottles, approaching the two plates 24 and placing teeth 25 in gripping under the collar of the bottles, and lowering the pressure bar 26 against the cap of the bottles in a row.
- the row of bottles is thus picked up from the tray and placed on the inlet conveyor 30. Only after finishing the deposition of the row of bottles on the inlet conveyor 30, the pressure exerted by bar 26 is released and plates 24 are moved away from each other.
- the assembly for feeding mixed batches 10 according to the invention can integrate a recycling system 40 of trays 111, either of paper or cardboard, in output from the loading station 21, which feeds them towards a tray processing unit.
- the tray processing unit picks them up, opens them and stacks them.
- the tray recycling system 40 comprises a return structure of empty trays 111 positioned underneath the inlet conveyor 30 to the packaging machine 12.
- the tray processing unit comprises a robot 41 provided with a suction cup gripping head 42, identifying a quadrilateral perimeter of size adjustable as a function of the size of trays 111.
- the suction cup gripping head 42 comprises four gripper elements 43 placed in pairs at ends of two opposite sides of the perimeter, associable with pairs of opposite glued flaps, outer 111A and inner 111'A, of the tray 111.
- Each gripper element 43 is provided with a first set of inner suction cups 44 that are engageable in translation by means of linear actuators 56 against the inner glued flap 111'A of the tray, and a tear device, which can be engaged to the outer glued flap 111A of the tray by means of a tilting arm 46, adapted to detach flap 111A of tray 111 with the rotary movement thereof.
- the tear device causes the detachment of the two glued flaps, outer 111A and inner 111'A following the detachment of the glue and not the breakage of the cardboard.
- the tear device may comprise a second set of outer suction cups 45, engageable against the outer glued flap 111A of the tray, associated with a hook 54, actuatable via a linear actuator 55, for the engagement in hooking with the glued side of tray 111 from the inside thereof.
- the hook 54 which may also be associated to one of the two gripper elements 43, engaged with a pair of glued flaps 111A, 111'A, as shown for example in figure 7 , is positioned along the side of tray 111 so as not to be engaged with the inner glued flap 111'A. It is in fact positioned more centrally with respect to the second set of outer suction cups 45.
- the hook 54 may be absent or be associated with all the gripper elements.
- the outer 45 and inner 44 suction cups are closed in sequence against the glued flaps 111A and 111'A, while the hook 54 is in an extracted rest position.
- the vacuum generation within the same ensures the grip on the corresponding glued flaps 111A and 111'A.
- the hook 54 is then moved by translation to the engagement position thereof with the inner glued side of the tray.
- the outer suction cups 45 and the hook 54 are made to rotate around a fulcrum 47, placed about around at the outer glued flap fold 111A, through the engagement of a linear actuator 48 on a tilting arm 49 rigidly connected in parallel to arm 46.
- the hook 54 helps to pull the glued flap 111A preventing the detachment of the outer suction cup 45, carrying out a synergistic action to obtain the detachment of the glued flaps 111A and 111'A with minimum deformation of tray 111.
- the hook 54 is then returned to an extracted resting position.
- the closing and tearing cycle of the pair of suction cups 44, 45 is carried out in the same manner described above.
- the outer suction cups 45 are rotated around fulcrum 47, placed about at the outer glued flap fold 111A, through the engagement of the linear actuator 48 on the tilting arm 49 rigidly connected in parallel to arm 46.
- the suction cup gripping head 42 also comprises a pair of presser elements 50 placed at the remaining two sides 111B of tray 111, respectively, orthogonal to the glued flaps 111A and 111'A.
- Each presser element 50 preferably provided with a wide flat thrust surface, is hinged at the fold of side 111B of tray 111, orthogonal to glued flaps 111A and 111'A, and connected to a linear actuator 51.
- the presser elements 50 rotate orthogonally to the tearing direction of the outer glued flap 111A to act each on a side orthogonal to the gluing side of the tray, to complete the opening of the orthogonal sides 111B and flattening of the tray, as shown in figure 9 .
- the suction cup gripping head 42 also comprises, in a position inside the quadrilateral perimeter, a plurality of vertical linear actuators 52 arranged orthogonally to the tray plane, provided at the lower ends with suction cups 53, adapted to keep the open tray 111 open and facilitate the removal thereof from the suction cup gripping head 42 for the deposition on a stack of open trays by pushing the open tray downwards ( figure 10 ).
- the method for feeding mixed batches of primary products to a packaging machine comprises the steps of:
- the tracking deposition step may relate to a whole row of products engaged by a gripper 23, deposited along the same row of the inlet conveyor 30, or it may relate to subsets of the product row engaged by gripper 23, deposited along multiple rows of the inlet conveyor 30.
- the tracking deposition step may be carried out within channels 31 of the inlet conveyor 30 or directly on the smooth conveyor.
- the method for feeding mixed batches of primary products to a packaging machine also comprises the step of:
- the method according to the invention finally comprises a feeding step of empty trays 111 from the loading station 21 towards a tray processing unit and an empty tray processing step.
- the empty tray processing step comprising the steps of:
- the assembly for feeding mixed batches of primary products and the relative method according to the present invention have the advantage of implementing a line end able to work in mixed palletizing in a compact manner.
- this solution in some embodiments thereof allows simultaneously working with one or more types of primary products coming from palletized products and with one or more products coming from the filling lines.
- This solution allows operation even with idle system parts, for example production can be done with primary products of one type only, coming directly from the production/filling lines and not from the depalletizing group.
- the feeding assembly according to the present invention in particular, simultaneously works with one or more types of primary products coming from palletized products and with one or more primary products coming from the filling lines.
- the suction cup gripping head of the tray recycling system of the feeding assembly advantageously allows ungluing the glued flaps without tearing the cardboard.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Container Filling Or Packaging Operations (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Claims (8)
- Anordnung zum Zuführen von Gruppen von Primärprodukten in eine Packmaschine, umfassend zumindest eine Handhabungseinheit oder Roboter (20) zur Handhabung von Primärprodukten (11), zumindest zwei verschiedene Kommissionierstellen (18, 21) für die Entnahme von Primärprodukten (11) und einen in Richtung einer Packmaschine kontinuierlich arbeitenden Zuförderer (30), wobei diese zumindest eine Handhabungseinheit (20) mindestens einer diese Primärprodukte (11) entnehmenden Kommissionierstelle (18, 21), sowie diesem Zuförderer (30) wirkungsmäßig zugeordnet ist, wobei diese zumindest eine Handhabungseinheit (20) mit einem Greifkopf (22) ausgerüstet ist, der einen Greifer (23) zum Greifen von einer Mehrzahl von in einer Reihe angeordneten Primärprodukten, zur Entnahme einer Reihe von Primärprodukten und zur Positionierung zumindest eines Teiles dieser Reihe von auf diesem Zuförderer (30) nachverfolgten Primärprodukten umfasst, indem diese mit annähernd gleicher Geschwindigkeit wie der darunter liegende Förderer positioniert werden, dadurch gekennzeichnet, dass dieser Zuförderer (30) mit einer Vielzahl von Kanälen (31) zur Beförderung von Primärprodukten in getrennten Reihen und mit einer mechanischen Auswahlvorrichtung (33) am Austrittsende für die Bildung von Gruppen (11') von Primärprodukten (11) versehen ist und wobei zumindest ein dieser Kanäle (31) des Zuförderers (30) dieser mindestens einen Handhabungseinheit (20) nicht wirkungsmäßig zugeordnet ist und mit einem dosierbaren Kanalisierungssystem (17) für die Zuführung von Primärprodukten (11) im kontinuierlichen Fluss, parallel zur Zuführung auf den restlichen Kanälen (31), durch diese zumindest eine Handhabungseinheit (20) verbunden ist.
- Zuführungsanordnung nach Anspruch 1,
dadurch gekennzeichnet, dass die Kommissionierstelle dieser Handhabungseinheit (20) eine Beladestation (21) zum Beladen eines Tablars (111) oder einer Palette mit Tablaren (111) ist. - Zuführungsanordnung nach Anspruch 2, dadurch gekennzeichnet, dass sie ein System zur Wiederverwertung der Tablare (40) umfasst, die aus der Beladestation (21) in Richtung einer Tablar-Transformationseinheit fahren, welche die Tablare aufnimmt, öffnet und stapelt.
- Zuführungsanordnung nach Anspruch 3, dadurch gekennzeichnet, dass die Tablar-Transformationseinheit einen Roboter (41) umfasst, der mit einem einen vierseitigen Umfang einstellbarer Größe identifizierenden Saugnapfkopf ausgestattet ist, wobei dieser Saugnapfkopf (42) vier Greifelemente (43) umfasst, die paarweise an den Enden von zwei gegenüberliegenden Seiten des Umfangs angeordnet sind, welche Paaren von gegenüberliegenden, äußeren und inneren geklebten Klappen (111A, 111'A) des Tablars (111) zuordenbar sind, wobei jedes Greifelement mit einer ersten Gruppe von inneren Saugnäpfen, die von innen an diese innere geklebte Klappe (111'A) des Tablars in Eingriff bringbar sind, und einer Abtrennvorrichtung ausgestattet ist, bevorzugt umfassend eine zweite Gruppe von äußeren Saugnäpfen (45), die von außen an diese äußere geklebte Klappe (111A) des Tablars in Eingriff bringbar sind, wobei diese Abtrennvorrichtung an einem, um einen Auflagepunkt (47) kippbaren Arm (46) angebracht ist, der dazu ausgelegt ist, diese äußere geklebte Klappe (111A) des Tablars durch die eigene rotative Bewegung abzutrennen, wobei diese Abtrennvorrichtung auch einen bewegbaren Haken (54) für den Eingriff von innen mit der geklebten Seite des Tablars (111) umfassen kann.
- Zuführungsanordnung nach Anspruch 4, dadurch gekennzeichnet, dass dieser Saugnapfkopf (42) zudem ein Paar angelenkter Andrückelemente (50) umfasst, die jeweils an den beiden verbleibenden Seiten (111B) des Tablars (111), orthogonal zu den geklebten Klappen (111A, und 111'A) platziert sind, welche dazu ausgebildet sind auf je einer Seite orthogonal zur geklebten Seite des Tablars zu wirken, um das 5-malige Öffnen und Abflachen des Tablars zu vervollständigen, wobei dieser Saugnapfkopf (42) weiter eine Vielzahl von Linearantrieben (52), in eine in diesem vierseitigen Umfang innenliegende Position, umfasst, die orthogonal zur Ebene des Tablars angeordnet sind und an den unteren Enden mit Saugnäpfen (53) versehen sind, die geeignet sind das offene Tablar angehoben zu halten und dessen Herausziehen aus dem Saugnapfkopf (42) für die Ablage auf einen Stapel offener Tablare zu vereinfachen.
- Methode zum Zuführen von Gruppen von Primärprodukten in eine Packmaschine mittels einer Anordnung zum Zuführen von Gruppen von Produkten nach einem der vorhergehenden Ansprüchen, umfassend folgende Schritte:- Entnahme in einer Reihenfolge einer Vielzahl von in einer Reihe angeordneten Primärprodukten (11), aus zumindest zwei verschiedenen Kommissionierstellen (18, 21) durch mindestens eine Handhabungseinheit (20);- Ablage und Nachverfolgung dieser Reihen von Primärprodukten entlang von Reihen, die aneinander Seite an Seite auf einen Zuförderer (30) mit annähernd gleicher Geschwindigkeit wie der darunter befindliche Förderer positioniert werden, der diese Reihen von Primärprodukten (11) kontinuierlich in Richtung einer Packmaschine (12) überführt,
wobei dieser Schritt der Ablage und Nachverfolgung sich auf eine ganze Reihe von Produkten bezieht, die von einem Greifer (23) entlang der gleichen Reihe des Zuförderers (30) ergriffen werden, oder auf Untergruppen der Reihe von Produkten bezieht, die vom Greifer (23) entlang mehrerer Reihen des Zuförderers (30) ergriffen werden, dadurch gekennzeichnet, dass dieser Schritt der Ablage und Nachverfolgung innerhalb von Kanälen (31) des Zuförderers (30) ausgeführt wird,
wobei die Methode ferner den Schritt des Zuführens dieser Primärprodukte (11) zu dem Zuförderer (30) durch ein dosierbares Kanalisierungssystem (17), parallel zur Ablage mit der Handhabungseinheit (20) umfasst, wobei jede dieser, aneinander Seite an Seite auf dem Zuförderer (30) befindlichen Reihen von Primärprodukten durch die Handhabungseinheit (20) oder durch das dosierbare Kanalisierungssystem (17) zugeführt wird. - Methode nach Anspruch 6, dadurch gekennzeichnet, dass dieser Schritt der Entnahme von Reihen von Primärprodukten aus zumindest zwei verschiedenen Kommissionierstellen (18) durch mindestens eine Handhabungseinheit (20) durch Entnahme aus kontinuierlich gespeisten Kanälen oder aus Beladestationen (21) zum Beladen eines Tablars oder einer Palette mit Tablaren ausgeführt wird.
- Methode nach irgendeinem der Ansprüche 6 oder 7, dadurch gekennzeichnet, dass sie einen Schritt der Zuführung von leeren Tablaren (111) von der Beladestation (21) an eine Tablar-Transformationseinheit und einen Schritt zur Transformation von leeren Tablaren umfasst, wobei dieser Schritt zur Transformation von Tablaren folgende Schritte umfasst:- Paare von geklebten Klappen (111A, 111 'A) auf gegenüberliegenden Seiten des Tablars mit einer Vielzahl von inneren Saugnäpfen (44) und einer Abtrennvorrichtung in Eingriff bringen;- Abtrennen jeder äußeren geklebten Klappe (111A) und diese an der Ebene des Tablars (111) mit einer Drehbewegung der Abtrennvorrichtung ausrichten;- Abflachen der beiden verbleibenden Seiten des Tablars (111), orthogonal zu den geklebten Klappen 111'A), mit einer Drehbewegung orthogonal zur ersten Seite (111B) der Klappen (111A) durch ein Paar angelenkter Andrückelemente (50);- Ablage des somit auf einen Stapel von Tablaren hin offenen Tablars.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITUA2016A002844A ITUA20162844A1 (it) | 2016-04-22 | 2016-04-22 | Gruppo di alimentazione di lotti misti di prodotti primari e relativo metodo. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3235739A1 EP3235739A1 (de) | 2017-10-25 |
| EP3235739B1 true EP3235739B1 (de) | 2020-01-29 |
Family
ID=56684156
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17167219.9A Active EP3235739B1 (de) | 2016-04-22 | 2017-04-20 | Verfahren und anordnung zum zuführen von gruppen von primärprodukten |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3235739B1 (de) |
| ES (1) | ES2786773T3 (de) |
| IT (1) | ITUA20162844A1 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2958564T3 (es) * | 2021-03-03 | 2024-02-09 | Fameccanica Data Spa | Una planta de embalaje y un procedimiento para el embalaje de productos |
| EP4380867A1 (de) | 2021-08-06 | 2024-06-12 | Sidel Canada Inc. | Herstellungsverfahren zur herstellung von dosenpackungen und zugehörige produktionslinie |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1022955C2 (nl) * | 2003-03-17 | 2004-10-01 | Blueprint Automation B V | Samenstel en werkwijze voor het verzamelen van verschillende goederen. |
| DE202005019906U1 (de) * | 2005-12-19 | 2007-04-26 | Autefa Automation Gmbh | Mischpacker |
| DE102009037833A1 (de) * | 2009-08-18 | 2011-02-24 | Bms Maschinenfabrik Gmbh | Verfahren und Vorrichtung zum Bilden von Mischkasten |
| DE102014107558B4 (de) * | 2014-05-28 | 2020-01-16 | Bms Maschinenfabrik Gmbh | Vorrichtung und Verfahren zum Umpacken von Gegenständen |
-
2016
- 2016-04-22 IT ITUA2016A002844A patent/ITUA20162844A1/it unknown
-
2017
- 2017-04-20 EP EP17167219.9A patent/EP3235739B1/de active Active
- 2017-04-20 ES ES17167219T patent/ES2786773T3/es active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3235739A1 (de) | 2017-10-25 |
| ITUA20162844A1 (it) | 2017-10-22 |
| ES2786773T3 (es) | 2020-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1796965B1 (de) | Verpackungssystem mit ladekarussell | |
| EP2024234B1 (de) | Verpackungssystem mit beladungskarussell | |
| RU2453482C2 (ru) | Упаковочное устройство для партии предметов, содержащей по меньшей мере один предмет | |
| JPH06135420A (ja) | カートニング装置 | |
| US20110078979A1 (en) | Method for replacing tools in a packaging and storage system, computer program for this purpose and packaging and storage system | |
| US10086961B2 (en) | Packaging machine and apparatus therefor | |
| US20100043355A1 (en) | Integrated secondary and tertiary packaging machine | |
| EP3778408A1 (de) | Führungseinrichtung | |
| JPH0656105A (ja) | カートン製造装置 | |
| EP3044096B1 (de) | Verpackungsmaschine und verfahren zur verpackung von artikeln | |
| EP3235739B1 (de) | Verfahren und anordnung zum zuführen von gruppen von primärprodukten | |
| US7318306B1 (en) | Packaging method for packaging containers and lids | |
| US20130298500A1 (en) | Device and method for overwrapping identical or similar products and boxing the overwrapped products | |
| CN114477056A (zh) | 一种高速的白酒全自动灌装及包装工艺 | |
| EP3235746A1 (de) | Saugnapfgreifer zum demontieren von einer umverpackung aus papier oder karton und verfahren zum demontieren einer umverpackung | |
| CN115836008A (zh) | 用于待包装物品的包装装置和方法 | |
| JPH0549521B2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180419 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190313 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190819 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1228354 Country of ref document: AT Kind code of ref document: T Effective date: 20200215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602017011072 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200621 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200429 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200430 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200529 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2786773 Country of ref document: ES Kind code of ref document: T3 Effective date: 20201013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602017011072 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1228354 Country of ref document: AT Kind code of ref document: T Effective date: 20200129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20201030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200430 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200420 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200430 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200430 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200420 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200129 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230503 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240308 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240227 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240508 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240424 Year of fee payment: 8 |