EP3099614B1 - Laying arm for an apparatus for winding up an endless material that is to be wound up - Google Patents
Laying arm for an apparatus for winding up an endless material that is to be wound up Download PDFInfo
- Publication number
- EP3099614B1 EP3099614B1 EP15701478.8A EP15701478A EP3099614B1 EP 3099614 B1 EP3099614 B1 EP 3099614B1 EP 15701478 A EP15701478 A EP 15701478A EP 3099614 B1 EP3099614 B1 EP 3099614B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- winding
- laying arm
- laying
- winding drum
- arm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004804 winding Methods 0.000 title claims description 644
- 239000000463 material Substances 0.000 title claims description 123
- 230000033001 locomotion Effects 0.000 claims description 92
- 238000012546 transfer Methods 0.000 claims description 10
- 230000007246 mechanism Effects 0.000 claims description 5
- 238000006073 displacement reaction Methods 0.000 description 40
- 239000004033 plastic Substances 0.000 description 38
- 238000000034 method Methods 0.000 description 24
- 230000001105 regulatory effect Effects 0.000 description 21
- 230000008859 change Effects 0.000 description 17
- 238000005096 rolling process Methods 0.000 description 17
- 238000011161 development Methods 0.000 description 15
- 230000008569 process Effects 0.000 description 14
- 230000005540 biological transmission Effects 0.000 description 13
- 230000007935 neutral effect Effects 0.000 description 6
- 230000033228 biological regulation Effects 0.000 description 5
- 239000003000 extruded plastic Substances 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 230000001960 triggered effect Effects 0.000 description 5
- 230000008878 coupling Effects 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 4
- 238000005859 coupling reaction Methods 0.000 description 4
- 238000013016 damping Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 238000012937 correction Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical group [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000007853 buffer solution Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 230000000284 resting effect Effects 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000872 buffer Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 229910021389 graphene Inorganic materials 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000003032 molecular docking Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000008054 signal transmission Effects 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 210000003857 wrist joint Anatomy 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
- B65H54/2848—Arrangements for aligned winding
- B65H54/2851—Arrangements for aligned winding by pressing the material being wound against the drum, flange or already wound material, e.g. by fingers or rollers; guides moved by the already wound material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
- B65H54/2848—Arrangements for aligned winding
- B65H54/2854—Detection or control of aligned winding or reversal
- B65H54/2857—Reversal control
- B65H54/286—Reversal control by detection that the material has reached the flange or the reel end
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/33—Hollow or hose-like material
- B65H2701/331—Hollow or hose-like material leaving an extruder
Definitions
- the invention relates to a laying arm for a device for winding winding a strand-shaped winding material, such as a continuously extruded tube, preferably made of plastic on a rotating winding drum.
- a strand-shaped winding material such as a continuously extruded tube, preferably made of plastic on a rotating winding drum.
- the winding material such as an extruded plastic pipe, such as a cable duct, in which a fiber optic cable can be installed protected, it is inter alia important to keep the winding material in a length of several hundred meters in a limited building site in stock, in particular underground to move long distances.
- the take-up operation directly adjoins the production process, in particular the extrusion, of the winding material, so that the just-extruded plastic material to be wound leaves a cooling station without being cut and is fed to the winding device.
- the winding process itself is then usually controlled by an operator and optionally manipulated manually.
- a standard winding drum made of wood When using a cable protection tube as a winding material usually a standard winding drum made of wood is used. The cable protection tube wrapped on the wooden winding drum is delivered to construction sites to install it as needed.
- Such cheap, standardized wooden winding drums or other winding drums have proven themselves due to a relatively low price and the possible reusability especially in use on construction sites.
- the winding drums have rotationally asymmetric axial and radial impacts due to imbalances on the lateral side flanges and on the drum core. Because of the geometric irregularity of the winding drum is a constantly supervised by an operator according to the prior art and manipulated winding of the winding material necessary.
- Winding methods and winding devices are known per se in automation technology, in which electric cables are wound onto geometry-precise rollers.
- EP 0203046 B1 discloses, for example, a cable winder in which a guide arm, which is directed to the winding roll, a plurality of arm members, which are interconnected by means of a plurality of wrist joints.
- a cable winder in which a guide arm, which is directed to the winding roll, a plurality of arm members, which are interconnected by means of a plurality of wrist joints.
- Straight wire winders are products of high material quality and uniform and constant material properties. For such windings, a higher cost is operated to provide ideal geometric, unbalance winding coils.
- the known automated winding techniques can not be used successfully when a winding material and a winding drum are used whose material or geometry properties are unpredictable.
- EP 0 147 619 A2 shows a guide device for a cable conveyor for unwinding a cable on a limited by flanges and rotationally driven cable drum.
- a traverse unit moves a transfer arm between the flanges to wind the cable over the drum width.
- the laying arm has, at its drum-side end, in each case a contact area facing the respective side wall flange, with which the laying arm comes into contact with the respective flange when the end position is reached.
- US 3,951,355 A discloses an automatic cable winding device in which a cable is wound by means of a traversing on a rotatably driven drum, wherein a Traversierarm is moved oscillating parallel to the axis of rotation of the drum via a Traversierbett and signaled by reaching the end positions proximity switches the achievement of the respective Sowandflanschs.
- the laying arm may preferably be carried and placed by an actuating device, such as a robot, preferably in accordance with a control and / or regulating routine.
- the laying arm serves to channelize the stranded or wound material to the winding drum and to transfer it for winding, while the laying arm is moved back and forth, in particular substantially transversely to its longitudinal extent and linearly between the axial ends, such as the side wall flanges ,
- the laying arm follows in particular stepwise the axial winding progress of the wound on the winding drum winding material.
- the laying arm has a winding drum-side end which is in a contact, in particular rolling contact, with the winding drum or the winding layer already wound thereon for a large part of the entire winding process and on which a contact region facing the respective side flange of the winding drum is formed the laying arm comes into abutting contact with one of the two side flanges, in particular when a turning operation is carried out.
- the contact can be formed as 6.3schleif- or rolling contact.
- the device according to the invention has a displacement sensor arranged at the winding end, such as a contactor which emits a control signal, such as a turning operation trigger signal, at least when reaching at least one predefined winding position, at least one triggering position for the turning operation.
- the control signal is sent to an electronic control and / or regulating device, whereby a control for changing a specific control variable of the winding method can be triggered.
- the control and / or regulating device performs a turning operation in which the old winding position is completed and the new winding position on the old winding position is started. In the turning operation, a change of direction of the laying movement of the laying arm is accompanied.
- the displacement sensor in the region of each abutment region has an actuating projection which protrudes in an unactuated position from the respective abutment region in forward or Herverlegeschulsraum and preferably such movable, in particular pivotally mounted on the laying arm, that the respective actuating projection in its release position the respective contact area for the contact with the side wall flange releases.
- the inventors have found that for the winding technology difficult turning or wall operation, the placement of the winding drum-side end and thus of the laying arm relative to the winding drum is essential in order to realize higher winding speeds of more than 80 m / min can.
- the timing at which distance to the side wall flange of the winding drum and when the turning operation is triggered and terminated is important to realize a faultless completion of the spiral or winding layer and rebuild a solid winding layer base.
- the contactor with its actuating projection projecting in the direction of displacement movement, realizes triggering of the control signal prior to reaching the laying movement limiting outer position of the laying arm achieved when the winding drum end of the laying arm contacts the sidewall flange of the winding drum stands.
- the yielding, in particular rotatable actuating projection allows the contact of the winding drum-side end with the 9.wandflansch to.
- the relevant actuating projection in its release position, is recessed in a vertical view into the laying arm, in particular in a housing structure of the laying arm.
- the laying arm may comprise a transport space limited in particular by plates, preferably completely closed, in which a pivot axis of the actuating projection is arranged, and the respective actuating projection has disappeared on reaching the side flange wall.
- an actuating outer side of the actuating projection comes into sliding contact with the soflanschwand, wherein in particular the operating outer side of the respective actuating projection is substantially flat and planar.
- the actuation outer side of the respective actuation projection is contour-adapted to an outer surface of the abutment region, so that in the release position the actuation outer side lies substantially free of excitation substantially in the plane of the outer surface of the particularly planar abutment region.
- the actuating projection in its unactuated position is at least halfway or around a whole winding material thickness and at most around two winding material thicknesses of the respective contact surface in forward or Herverleeschulsraum.
- an optimized, preliminary triggering of the control signal can be achieved before the contact area of the laying arm comes into contact with the side wall flange. It is clear that the period and / or the winding path between triggering of the control signal and contacting the contact area can be adjusted by triggering the control signal only after exceeding it an adjustable amplitude of movement of the actuating projection is changed from its unactuated position.
- the laying arm has a Wickelgutabgabeö réelle at its winding drum-side end at which the winding material leaves the transport space of the laying arm, to be transferred then in particular guide or contactless of the winding drum.
- the displacement sensor on the laying arm is arranged closer to a substantially cylindrical drum core of the winding drum than the winding material output at which the winding material leaves the laying arm without guidance, under the exclusive influence of gravity and the internal winding force of the winding material.
- the displacement sensor is arranged in the vertical direction below the winding material delivery, wherein in particular the winding material extends without contact on the components of the displacement sensor over to the winding drum.
- the laying arm according to the invention comprises a sword-shaped housing, which is preferably formed of two mutually parallel, extending in the longitudinal direction of the laying arm housing plates delimiting a transport space of the laying arm extending from an actuator-side base portion to the winding drum end of the Laying arms extends.
- the winding material is passed through the transport space extending in the longitudinal direction completely through the laying arm until it reaches a winding material discharge opening.
- the housing plates in particular have an outer surface, which preferably lies in a vertical plane.
- the abutment portion where the winding drum-side end comes into abutting contact with the side wall flange of the winding drum is formed at an axial end portion of the outer surface of the respective housing plate.
- the contact area can be formed by a particular demountable wear plate, in particular of a material of lower friction, such as polyamide.
- the wear plate is preferably arranged interchangeably at the axial end portion of the two housing plates, in particular screwed.
- the contactor has a relative to the laying arm fixedly mounted pivot axis.
- the pivot axis is rotatably mounted on the housing of the laying arm in the interior of the transport space.
- the pivot axis remains stationary in each operating position of the actuating projection within the transport space of the laying arm.
- the pivot axis preferably extends substantially in the vertical direction, so that the respective actuating projection of the contactor is pivoted substantially in a horizontal plane.
- an additional rotary motion sensor accesses the pivot axis of the contactor, so that in particular after exceeding a predetermined pivoting amplitude of the respective actuating projection, the control signal can be generated and delivered.
- a pivoting movement transmission mechanism is housed, in particular within the transport space of the laying arm.
- the swing motion transmission mechanism serves to transmit the pivotal movement of the contactor away from the winding drum end to the base end of the laying arm, preferably without the transmission of motion being realized by conversion to an electronic signal.
- an electrical signal generator can be arranged, which is preferably disposed within or optionally outside the transport space of the laying arm, and generates and forwards the control signal based on the transmitted pivoting movement.
- the pivotal movement transmission mechanism is realized by an angular gear which transmits the pivoting movement of the substantially vertically extending operating projection-side pivot axis of the contactor to a transmission shaft extending in the longitudinal direction (horizontal direction) of the laying arm.
- the actuating projection-side, in particular substantially vertically extending pivot axis of the contactor is biased such, in particular spring-biased that the actuating projection is always forced by its respective release position in the unactuated neutral position.
- the transmission shaft is at least two parts, so that a shaft axis side shaft portion of a pivot axis remote shaft portion is non-destructive disassembled. The division is used for the modular replacement of the entire winding drum-side end of the laying arm to adapt the latter to different strong winding goods can.
- the contactor has a closed ring structure forming a bow shape.
- the bracket is realized axially symmetrically. In the unactuated position of the contactor coincides with the symmetry axis of the ring structure the longitudinal direction of the laying arm together.
- the two actuating projections are part of the bow-shaped triangular structure.
- the triangular structure is preferably realized isosceles, wherein a respective corner of the corner of the triangular bracket shape is rounded off the respective actuating projection.
- the same legs are arranged at an angle of less than 35 ° to each other, preferably about 30 °.
- article of invention is a laying arm for a device for winding winding a strand-shaped winding material, such as a continuously extruded tube, preferably made of plastic on a rotary driven winding drum.
- the laying arm which is part of the winding device, can be provided by an actuating device, such as a robot, in order to transfer the winding material to the winding drum in the case of a particularly substantially linear reciprocating movement.
- the laying arm has a remote from the winding drum arm base, which may be attached to a support of the winding device in particular pivotally mounted in a vertical plane.
- a rail-slide arrangement may be provided for linearly guiding the carrier relative to the actuating device.
- the arm base may in particular be pivotably articulated to the carrier in a vertical plane.
- the laying arm extends from the arm base along an elongated structure constituting the arm shape to an end of the laying arm facing the winding drum.
- the winding drum-side end carries a winding material delivery, which determines a predetermined discharge direction of the winding material away from the laying arm.
- the Wickelgutabgabe may be designed winding specific and therefore suitable only for a certain winding material size.
- the winding drum-side end is coupled to the supporting structure via a mechanical mounting interface which is suitable for detachably detaching or fastening the winding drum-side end from the supporting structure.
- screws are provided, over which the winding drum-side end is releasably secured to the support arm.
- Other alternative fasteners may also be used to ensure interchangeable docking of the winding drum end to the structure.
- winding drum-side end preferably carries all winding material-specific functional components, such as the displacement sensor, which will be explained later, the winding material delivery, a Abrollrad and the like.
- the mechanical mounting interface is realized without electrical connection.
- the mounting interface has only mechanical coupling components, wherein winding operation information, which mainly arise at the winding drum end during winding, are only mechanically detected at the winding drum end and transferred via the mounting interface in the supporting structure of the laying arm.
- winding operation information which mainly arise at the winding drum end during winding
- the structure may be provided for processing a variety of different sized winding goods with corresponding guide elements that can guide several different winding material sizes between the arm base and the winding material delivery of the laying arm through the transport space of the laying arm.
- the structure preferably has a plurality of guide wheels that can accommodate a winding material with a diameter between 5 mm and 50 mm.
- a displacement sensor such as a contactor, arranged at least one predefined position of the winding drum end relative to the winding drum a particular kinematic control signal, such as a turning operation trigger signal, preferably by means of a predetermined movement, in particular pivotal movement , emits a releasably mounted on the winding drum end end release part and mechanically transmits over the mounting interface in the structure.
- a control signal is triggered and transmitted, For example, it can be converted into an electrical signal, ie beyond the exchangeable winding drum-side end, and supplied to a control and / or regulating device, which controls the actuating device such that a turning operation is carried out.
- the displacement sensor is preferably dimensioned in a manner specific to the winding material, wherein a different triggering movement amplitude of the triggering part is preferably set depending on the winding material thickness in order to initiate and deliver the kinematic control signal. The larger the winding material thickness, the greater the triggering movement amplitude.
- the triggering part is mounted for a pivoting movement about a particular vertical bearing arm fixed bearing arm.
- the mounting interface comprises a releasably coupled to the trigger part coupling, such as a dog clutch on which a trigger part-side shaft part is detachably coupled to a support-side shaft part.
- the trigger part-side shaft part is fixedly mounted rotatably on the winding drum-side end, while the support-side shaft part is rotatably mounted on the supporting structure stationary.
- both shaft parts are mounted horizontally, in the longitudinal direction of the laying arm, wherein the trigger part-side shaft part is connected to the vertical bearing axis of the release part via an angle gear.
- the laying arm has an electrical signal generator which is coupled to the support-side shaft part and fixed to the supporting structure.
- the signal generator can be designed as a Hall sensor and serves to convert the pivotal movement of the supporting member side shaft part into an electrical control signal, which is to be transmitted in particular to the control and / or regulating device.
- the electrical signal generator is designed to generate the electrical control signal only after exceeding a predetermined pivoting movement amplitude of the triggering part. This is to ensure that no false triggering of the control signal is accompanied, which can often occur when the trigger member is not stored with a bias on the winding drum side end, which must overcome the trigger part to be moved .
- the predetermined swing amplitude can be set winding specific be.
- the bearing axis of the release part and / or the shaft parts of the coupling are accommodated within a preferably closed transport space of the laying arm.
- the majority of the transport space is along the elongated structure.
- the electrical signal generator can be housed within the transport space of the structure.
- the release part of the displacement sensor in the region of lateral contact areas of the laying arm, at which the winding drum end comes into contact with the 9.flanschwand the winding drum each having an actuating projection which in an unactuated position of the respective investment area in Hin- or Laid out Herverleeddlingsraum and the movable, in particular pivotally mounted on the winding drum end, so that the respective actuating projection releases in a release position in the respective contact area for the contact.
- the actuating projection may be, for example, a rigid bracket which comes into sliding contact with the side flanges.
- the actuating projections and the vertical pivot axis of the trigger part are made in one piece or at least rigidly attached to each other.
- the actuating projection may also be formed by a rotatably mounted Abrollrad which projects laterally on both sides of the contact area, and comes to form a Abrolltures with the side flanges by means of which.
- the triggering part can be arranged closer to a substantially cylindrical drum core of the winding drum than the winding material delivery.
- the release part can be arranged in the vertical direction below the Wickelgutabgabe.
- the respective actuating projection in a vertical viewing in the laying arm, in particular on one side completely retracted, in particular an actuating outer side of the actuating projection comes into sliding contact with the Soflanschwand the winding drum and / or has a particular rectilinear operation outside, which on an outer surface of the contact area contour-adapted, so that in the release position, the Betrelifactsaus callseite lies in the plane of the outer surface of the contact area.
- the actuating projection projects at least by half or all of the winding material thickness and by at most two winding material thicknesses from the respective abutment region in forward or rearward movement direction.
- the laying arm has two parallel, extending in the longitudinal direction of the laying arm housing plates, in particular extending from the arm base on the structure towards the winding drum end.
- the housing plates form part of the winding drum-side end, which may have its own outer walls.
- the housing plates limit a transport space for the winding material along the structure.
- the outer surfaces of the housing plates are substantially in a vertical plane.
- the abutment region, at which the winding drum-side end comes into contact with the side flange walls of the winding drum, can be formed by, in particular, demountable wear disks, in particular of a material of lesser friction, such as polyamide.
- the friction coefficient of the wear plates is less than that of the housing plate outer surface.
- the wear plates are releasably secured to the winding drum end.
- the wear plates are preferably arranged in each case at the axial end portion of the two housing plates, in particular screwed.
- the respective actuating projection of the trigger part is mounted pivotably substantially in a horizontal plane.
- the particular vertical bearing axis of the trigger member is biased such that the trigger member is forced into an unactuated middle position in which no or a small bias on the trigger member acts upon deflection of the trigger member depending on the biasing member, such as Spring, raised.
- the invention relates to a device for winding winding a strand-like winding material, such as a continuously extruded tube, preferably made of plastic on a rotary driven winding drum, wherein the developing device comprises the laying arm according to the invention.
- the invention relates to a modular system for a laying arm of a device for winding winding a strand-shaped winding material, such as a continuously extruded tube, preferably made of plastic on a rotationally driven winding drum.
- the modular system has a laying arm according to the invention with at least two interchangeable winding drum side ends in order to process at least two different winding materials by exchanging the winding drum side ends and a modular support structure of the laying arm system.
- the back and forth laying movement of the laying arm is limited by the side wall flanges of the winding drum.
- the direction of the back and forth laying movement can be predominantly parallel and / or slightly inclined to the axial direction.
- the winding device may comprise an active laying arm adjusting device for vertically positioning the laying arm relative to the winding drum, which in particular can lift and lower the laying arm only in the vertical direction.
- the displacement sensor can also be used to detect at least one predetermined position of the laying arm, wherein upon reaching the at least one position preferably via a control and / or regulation cause the Verlegearmstell issued, the laying arm by about at least half a thickness of the winding material, preferably at least about a winding material, and to remove at most a twofold of the winding material thickness from the winding drum or from the winding already laid thereon away, in particular to lift in an exclusive vertical movement.
- the vertical lifting of the laying arm, in particular of the winding drum end, for the change of direction of the forward and Herverleegraphy be limited insofar as the winding drum end to be taken after laying the first winding loop of the new winding position of the winding loop in a substantially axial Verleebewungsungsraum to the Drive arm to drive for the moving back and forth.
- the laying arm adjusting device provides exclusively vertical lifting movement to initiate the directional change of the reciprocating motion, and subsequently, after the first winding loop of the new winding layer has come in lateral engagement with the raised winding drum end of the laying arm, the laying arm adjusting device returns the laying arm as far back settles until the winding drum side End in particular either rolling or sliding comes in a radial contact to the completed winding position.
- the displacement sensor is arranged on a winding drum-side end of the laying arm.
- the displacement sensor is a contactor, which then emits an electrical control signal, in particular to a control and / or regulation or directly to the Verlegearmstell responded when the laying arm, in particular its winding drum side end, which reaches at least one predefined position.
- the predefined position corresponds to the end of the forward and herverlee Gay.
- the at least one predefined position when contacting the contactor is defined with an inner side of a side flange of the winding drum.
- the end of the reciprocating motion may be accompanied without structural contact with the side flange of the winding drum, for example, by achieving a certain minimum separation of the winding drum end from the side flange, which may be, for example, between about two times the winding material thickness or about one winding material thickness or less.
- the displacement sensor has a freely rotatably mounted wheel, the bearing axis of rotation in particular in the axial direction of the side flange of the winding drum is pivotally away, whereby the triggering of the electrical control signal can be achieved.
- the wheel of the displacement sensor is rotatably mounted in such a way that it can roll in contact with the rotating side flange and can be pivoted in the axial direction from a passive position to an active position in a further displacement of the laying arm, in which the electrical control signal optionally via a controller and / / or regulation of Verlegerearmstell sensible is communicated.
- the freely rotatably mounted wheel of the displacement sensor is located at the winding drum end of the laying arm in the region of a 12 o'clock position with respect to the winding drum, in particular under the influence of the weight of the laying arm on the winding drum or on an already laid winding position substantially tangentially.
- the winding drum-side end of the laying arm is designed to stand in the forth and Herverlegeterrorism, in particular at least when reaching the predetermined position, in a continuous lateral contact with a free lateral side of the last laid on the winding drum winding loop.
- the winding drum side End loses the contact with the winding position when removing from the winding and remains in the contactless position until the winding drum end by forming the lateral contact with the free lateral side of the new, last-placed winding loop for starting the back and forth laying movement after the change of direction is taken.
- the Verlegearmstell Marie has a pivot bearing for pivoting a winding drum-side end of the laying arm, in particular only in a vertical plane.
- the pivot bearing allows a relative pivoting movement between the laying bar of the laying arm and the laying arm base, which in turn is movably mounted on the carrier of the winding apparatus via the laying arm, in particular linearly substantially along the axial direction of the winding drum.
- On the carrier handles the handling device, such as the positioning robot, which is responsible for the vertical movement for lifting the pivot axis of the pivot bearing.
- the handling device can also be responsible for moving the carrier in the direction of the back and forth movement, so that the carrier can follow the laying arm leading by the axial winding increase.
- the Verlegearmstell Marie has a lifter for particular linear lifting and / or lowering the pivot axis of the pivot bearing, wherein the lifter can be realized in a component union by the handling device, such as the positioning robot.
- the laying arm adjusting device may have a damper for damping the pivoting movement.
- the pivot bearing can rest the winding drum-side end of the laying arm on the winding drum or on an already laid winding position under the influence of the weight.
- the Verlegearmstell adopted, in particular the pivot bearing may include a support stop in particular as a lower pivot limit for limiting the vertical mobility of the laying arm towards the winding drum.
- the support stop can serve to remove the laying arm, in particular the laying bar the winding drum-side end away from the winding drum or away from the winding position away.
- the winding device comprises a laying arm, which leads the laying arm in a particular direction depending on the axial position along the laying path rotatable laying direction relative to the carrier in particular linear, and a restoring or biasing device relative to the displacement of the laying arm in the laying direction to the carrier the restoring arm informs a restoring or biasing force to urge the laying arm laterally, substantially axially against a last laid on the winding drum winding loop.
- the laying arm support may comprise a carriage-rail arrangement, according to which the laying arm is guided linearly in the laying direction relative to the carrier.
- the axial direction is defined by the axis of rotation of the winding drum.
- the rotatable laying direction may be parallel to the axial direction, in particular depending on the position of the laying arm along the laying path and / or inclined to produce a free running angle of the laying arm, in particular less than 20 ° with respect to the horizontal radial extent of the side flange of the winding drum.
- the carriage is designed Verlegearm paragraph, the rail is realized carrier side.
- a handling device such as a positioning robot, advances the carrier, following the laying arm, and serves to reduce the increasing displacement of the laying arm, caused by the axial growth of the winding layer and always leading past the advancing carrier.
- the restoring force serves to constantly press the laying arm against the last-laid winding loop and in particular to maintain a bias against the winding loop and thus the winding loop contact when the handling device tracks the carrier following the laying arm.
- the carrier may only be tracked so far that continues to remain a sufficient biasing force on the laying arm against the last-placed winding loop.
- the winding drum-side end is mounted such that at least a part, preferably for the entirety of the back and forth laying movement in particular up to the laying direction change the winding drum end to form a substantially axial lateral contact with a free lateral side of the last the winding drum wound winding loop through the axially extending winding position along the laying path is driven.
- a correctively flexible behavior of the laying arm required for the automation is realized which already comes very close to the manual manipulation of an experienced operator, whereby in particular geometric imbalances of the winding drum or the winding do not impair an automated winding process.
- the winding drum-side end is preferably formed by a freely rotatably mounted on the laying arm wheel, of which at least a portion of the side portion projects beyond the laying arm in order to come into contact with the still free lateral side of the last wound winding loop, and in the direction of rotation only the winding drum or is rotationally driven by the already lying on the winding drum winding.
- the wheel In the laying direction, the wheel is taken along by the constantly axially growing winding position along the laying path and moved axially. At the same time, the wheel rolls on the winding drum or the already completely laid winding position, at least under the influence of the weight of the laying arm.
- a preferred embodiment of the invention relates to an adjusting or releasing device which, at least during the laying movement near the side flange of the winding drum, inclines the laying arm away from the one side flange in a "positive" angle of attack for the horizontal radial extent of the one side flange and the laying arm in the course the back and forth laying movement towards the opposite side flange in a "negative" angle of attack from the other side flange inclined inclined.
- the adjusting device is preferably formed by the handling device, such as the positioning robot, which, in order to operate the desired pivoting movement about the winding loop contact, provides the carrier.
- the pivot axis of the pivoting movement is preferably in the region of the winding drum-side end of the laying arm.
- the pivot point can migrate along the forward and Herverlegewegs. It is sufficient to set a clearance angle of 1 ° to 20 °.
- the rotatable laying direction of the laying arm defined by the laying support is also inclined with respect to the axial direction, whereby the angle of inclination is correspondingly greatest at the axial ends of the displacement movement and in the course of the reciprocating movement, such as the free-standing angle, decreases and disappears about halfway along the way and then gradually increases in particular gradually.
- a winding material brake is arranged on the laying arm, which is a braking force to the winding material before reaching the winding drum communicates to bias the winding material to train.
- the braking force can be adjusted according to the operation in particular by a control and / or regulation.
- the invention relates to a method for winding the strand-like winding material, such as the continuously extruded tube, preferably made of plastic on the winding drum.
- the winding material is transferred to the rotating winding drum via the laying arm mounted for the transferring movement.
- At least one predetermined position of the laying arm is predetermined for a change of direction of the forward and herverleeh, wherein the achievement of at least one position is determined by means of sensors.
- the laying arm Upon reaching the at least one predefined position of the laying arm, the laying arm is preferably controlled and / or regulated by about at least half a thickness of the winding material, preferably by about one winding material thickness, and at most about twice the winding material thickness by the winding drum or by the already placed on winding position away, in particular raised.
- the predetermined position for changing direction of the back and forth laying movement is achieved when the winding drum end of the laying arm, which is in a particular displacement of the laying arm along the laying path constant contact with the winding drum and / or the already placed winding position, an inside of a Side flange of the winding drum contacted or at the latest when it is at a distance of at most twice the winding material thickness, preferably of about a winding material thickness, to the inside of the respective side flange.
- the invention may relate to a winding device having the laying arm according to the invention.
- the device preferably comprises a carrier, on which various functional parts of the winding device can be attached, such as the support arm movably mounted on the support according to the invention with the winding material receiving for accepting the winding material leaving in particular an extruding station and the winding drum end on which the winding material of the rotating Winding drum to be handed over in a particularly linear reciprocating movement of the laying arm along a rotation axis of the winding drum wound up.
- the carrier receives the winding material on a support receptacle, which may be formed for example by a cross-shaped roller arrangement.
- the displacement movement of the laying arm is preferably purely translatory for each winding position in a horizontal plane.
- the laying arm is mounted on the carrier in such a way that the winding drum-side end of the laying arm follows the axially expanding winding position to form a lateral contact with a free lateral side of the wound winding wound on the winding drum, at least in one part of the particularly linear reciprocating motion.
- the winding device does not provide the winding drum end according to a predefined control routine, but provides for the winding gain yielding freedom of movement for the laying arm, whereby geometric imbalances and changes in geometry during the winding process can be compensated.
- the winding device according to the invention achieves automation even when unpredictable geometry changes and geometric properties have to be considered.
- the winding drum-side end of the laying arm contacted constantly the last-placed winding loop and according to the invention taken from this, preferably by the laying arm an elastic force acting on the winding drum end against the last laid winding loop, so even with imbalances and axial or radial blows the lateral contact between the last laid winding loop and the winding drum side end is not lost in particular due to inertia.
- winding drum end may also maintain radial contact with a drum core of the winding drum or with the already completed winding position.
- the required radial contact forces are preferably realized due to the influence of the weight of the laying arm with a corresponding pivot bearing for the laying arm on the support.
- the laying arm is mounted on the carrier in such a way that the winding drum end temporarily loses contact with the winding for a change in the direction of the reciprocating movement, in particular in the formation of a next winding position, and so long without contact Winding remains until the winding drum-side end to form the renewed lateral contact from the free lateral side of the newly forming, first winding loop in the axial laying direction is taken. Only at the two axial ends of the laying movement path of the permanent contact between the winding drum end and the winding position and / or the drum core is repealed.
- the winding drum-side end of the axial extension of the winding position compliant follows in particular continuously, by an elastic restoring or biasing force of a restoring or biasing means presses the winding drum end against the lateral side of the last laid winding loop.
- the elastic restoring force is directed substantially in the axial direction, in particular parallel to the axis of rotation of the winding drum, that the substantially exclusively lateral forces are introduced from the winding drum side end in the last-placed winding loop, so that the last-laid winding loop against the adjacent winding loop laterally , is axially biased.
- the elastic restoring force or axial prestressing against the last-lying winding loop is preferably realized by the restoring device, which may have, for example, a pneumatic actuator or another spring system.
- the restoring device can act between the carrier and the carrier arm movably mounted to the carrier.
- the winding drum-side end has a freely rotatably mounted on the laying arm engaging wheel.
- the bearing of the engagement wheel should be free of any other drive forces, but should only be placed in a rotational movement when it comes into contact with the winding drum or laterally with an already laid winding position.
- the sprocket may have a verlegearm terme fixed axis of rotation, which may be arranged substantially parallel or slightly inclined to the axis of rotation of the winding drum.
- the laying arm can be inclined in accordance with an angle of attack to the radially extending inside of the side flange. In this case, the rotation axis of the engagement wheel does not coincide with the rotation axis of the winding drum, but is inclined by a few degrees.
- the engagement wheel has a circumferential cylindrical rolling surface, which runs on the cylindrical drum core of the winding drum or on an already laid on the winding drum winding position.
- the rolling surface of the sprocket presses under the influence of the self-weight force of the vertical direction pivotally mounted on the carrier laying arm on the drum core or the winding position.
- the engagement wheel protrudes in sections over the winding drum end in such a way that a blank, freely accessible, lateral side region is formed, which is preferably a smooth flat surface situated in a vertical plane in the case of a disk-shaped engagement wheel.
- a blank, freely accessible, lateral side region is formed, which is preferably a smooth flat surface situated in a vertical plane in the case of a disk-shaped engagement wheel.
- the freely accessible side region of the engagement wheel can be dimensioned such that the lateral side of the winding material engages exclusively with the side region to form the lateral contact.
- the tread of the engagement wheel comes into rolling engagement with the radially underlying winding layer or drum core.
- the laying arm is mounted on the carrier such that the winding drum end extends along a linear engagement path on the outer circumference of the winding drum core or on a winding position last laid on the winding drum in accordance with the gradually increasing axial extension of the winding layer to be wound around the winding material thickness gradually crazy.
- the engagement path may preferably be substantially at a 12 o'clock circumferential position to most effectively utilize the weight forces of the dead weight of the laying arm.
- the laying arm lies tangentially on the engagement path under the influence of its own weight.
- the laying arm has the shape of a sword.
- the shaft of the sword is the carrier side, while the tip of the sword protrudes towards the winding drum.
- the tip of the sword is in constant contact with the winding drum or already laid winding position, at least during the back and forth laying movement.
- the laying arm may be formed by two substantially parallel plates whose longitudinal direction extends towards the winding drum and whose width direction is aligned in the vertical direction.
- the parallel plates can form a guide space or gap between them, in which the winding material is guided within the laying arm towards the winding drum end.
- the leadership of the winding material within the laying arm can preferably by at least one particular free-running role and / or by at least a particular freely running roller pair may be formed.
- the roller and / or the pair of rollers may be rotatably mounted on the plates.
- a pair of delivery rollers is preferably freely rotatably mounted on the winding drum end over which the winding material leaves the laying arm to be wound in the course of the winding drum without influencing a further mechanical structure such as the sprocket.
- the carrier-laying arm has a carriage-rail arrangement through which the laying arm is guided in particular substantially parallel to a rotation axis of the winding drum relative to the carrier.
- the rails and the laying arm of the carriages are preferably fastened to the carrier, wherein in particular the restoring device acts between the carriage and the rail.
- the restoring device serves to generate an elastic spring force in order to bias the winding drum-side end against the last-laid winding loop.
- the winding device comprises a laying arm, which leads the laying arm in a particular direction depending on the axial position along the laying path rotatable laying direction relative to the carrier in particular linear, and a restoring or biasing device relative to the displacement of the laying arm in the laying direction to the carrier the restoring arm informs a restoring or biasing force to urge the laying arm laterally, substantially axially against a last laid on the winding drum winding loop.
- the laying arm support may comprise a carriage-rail arrangement, according to which the laying arm is guided linearly in the laying direction relative to the carrier.
- the axial direction is defined by the axis of rotation of the winding drum.
- the rotatable laying direction may be parallel to the axial direction, in particular depending on the position of the laying arm along the laying path and / or inclined to produce a free running angle of the laying arm, in particular less than 20 ° with respect to the horizontal radial extent of the side flange of the winding drum.
- the carriage is designed Verlegearm paragraph, the rail is realized carrier side.
- a handling device such as a positioning robot, advances the carrier, following the laying arm, and serves to reduce the increasing displacement of the laying arm, caused by the axial growth of the winding layer and always leading past the advancing carrier.
- the restoring force serves to constantly push the laying arm against the last-placed winding loop and in particular then maintain a bias against the winding loop and thus the winding loop contact when the handling device tracks the carrier following the laying arm.
- the carrier may only be tracked so far that continues to remain a sufficient biasing force on the laying arm against the last-placed winding loop.
- a preferred embodiment of the invention relates to an adjusting or releasing device which, at least during the laying movement near the side flange of the winding drum, inclines the laying arm away from the one side flange in a "positive" angle of attack for the horizontal radial extent of the one side flange and the laying arm in the course the back and forth laying movement towards the opposite side flange in a "negative" angle of attack from the other side flange inclined inclined.
- the adjusting device is preferably formed by the handling device, such as the positioning robot, which, in order to operate the desired pivoting movement about the winding loop contact, provides the carrier.
- the pivot axis of the pivoting movement is preferably in the region of the winding drum-side end of the laying arm.
- the pivot point can migrate along the forward and Herverlegewegs. It is sufficient to set a clearance angle of 1 ° to 20 °.
- the rotatable laying direction of the laying arm defined by the laying support is also inclined with respect to the axial direction, whereby the angle of inclination is correspondingly greatest at the axial ends of the displacement movement and in the course of the reciprocating movement, such as the free-standing angle, decreases and disappears about halfway along the way and then gradually increases in particular gradually.
- a Verlegearmstellinnate is provided for the vertical positioning of the laying arm relative to the winding drum for the proper operation of the laying arm especially in a change of direction of back and forth laying.
- the Verlegearmstellinnate cooperates with a displacement sensor for detecting at least a predetermined position of the laying arm along the laying path, wherein optionally the displacement sensor causes upon reaching the at least one predefined position, the Verlegearmstell issued, the laying arm by at least about half the thickness of the winding material, preferably by about a winding material or by more than one winding material thickness, and at most two times the winding material thickness of the winding drum away or away from the already applied winding position away.
- the Verlegearmstell Marie may have a particular vertical pivot bearing for the laying arm, wherein a pivot axis of the laying arm is arranged on the carrier side.
- the pivot bearing can be realized, for example, in that a winding drum-side laying arm blade is pivotable relative to the carrier-side laying arm base in the vertical direction.
- the laying arm adjustment device can have a lift for, in particular, vertical lifting of the pivot axis in the vertical direction, wherein the lift is formed, for example, by the handling device, such as the setting robot, which accesses the carrier in order to lift the carrier together with the laying arm pivot axis vertically linearly.
- the pivot bearing In order to take the pivotable winding drum-side end when lifting, the pivot bearing has an abutment stop, which limits a lowering of the winding drum-side end of the laying arm.
- the pivot bearing allows on the one hand a flexible contact sequence of the winding drum side end of the already placed winding layer and thus a free contour following the already laid winding layer and its radial imbalances, on the other hand limits the investment stop lowering the winding drum end from the support to the winding position by at most half Wickelungsguther , the winding drum end should come between two adjacent adjacent winding loops.
- a winding material brake is arranged on the laying arm, which informs the winding material before reaching the winding drum of a braking force to bias the winding material to train.
- the braking force can be adjusted according to the operation in particular by a control and / or regulation.
- the invention relates to a method. Thereafter, a strand-shaped winding material, such as a continuously extruded tube, preferably wound from plastic onto a winding drum by the winding material of the rotating winding drum is transferred via a mounted for a Her and laying movement laying arm.
- a winding drum side end of the laying arm is maintained in a constant lateral contact with a free lateral side of the wound on the winding drum windings of the winding material at least in a part of the particular linear back and forth laying movement, so that the winding drum side end of the axially expanding winding position follows.
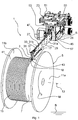
- the winding device according to the invention is generally provided with the reference numeral 1.
- the winding device 1 serves to wind a continuously extruded from an extrusion, not shown, plastic tube 3, such as a so-called cable protection tube on a winding drum 5, wherein a uniform possible winding without space between the individual winding loops 17 and with a substantially constant winding pitch of a plastic pipe width per Rotation should be achieved, as for example in the Figures 1 to 4b is shown.
- the winding drum 5 comprises a substantially cylindrical drum core 7, at the two axial ends of which in each case a lateral, radially extending side flange 11a, 11b is attached.
- a rotation axis 13 of the winding drum 5 is fixedly mounted (relative to a reference bottom B on which the winding device 1 stands) about which the winding drum 5 rotates to perform the winding operation.
- the axis of rotation 13 defines an axial direction, to which reference will also be made in the following to define movements of moving components of the winding device 1.
- the standardized winding drum 5 is often made of wood, wherein the drum core 7 and the side flanges 11a, 11b may differ slightly, but not negligibly from an ideal symmetrical shape.
- the cylindrical drum core 7 may have radial impacts, while the side flanges 11a, 11b may form axial imbalances.
- winding drums 5 made of other material, such as plastic often deviate from an ideal symmetric rotational shape at random or due to production.
- the extruded plastic tube 3 is already wound in an initial winding position by more than the axial half of the winding drum 5 to the drum core 7.
- the winding loop which has just been applied last to the drum core 7, shall be provided with the reference numeral 17.
- the winding loop 17 has, until the next winding loop is completely encircling and has applied laterally, a circumferential portion free axial lateral side 18, to which reference is made in the following mainly at an approximately 12 o'clock circumferential location (contact with the engagement wheel 43) shall be.
- the plastic pipe 3 is extruded continuously cylindrical along its extension and may have an outer diameter of 5 mm to 30 mm or 40 mm.
- the thickness of the plastic pipe 3 may be about 10% to 60% of the outer pipe radius.
- the plastic pipe 3 is continuously formed in an extrusion station (not shown) and passes through a cooling line (water bath) in the winding device 1, which may be preceded by a plastic pipe (3) buffer system (not shown), through the different conveying speeds of Plastic tube 3 to be compensated in the longitudinal direction during the extrusion process and during winding.
- the buffer system may for example be designed as a vertical pendulum, which can compensate for the vertical displacement of a diverter wheel too little / too high speed of the winding device 1 relative to the extruding device by the guide wheel occupies a higher / lower vertical position. In this way, a buffer line for the extruded plastic pipe (3) can be achieved for a continuous manufacturing process before it enters the winding device 1.
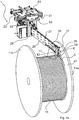
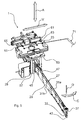
- the winding device 1 consists essentially of four main components, namely a carrier 23, a restoring device 61, a merely in FIG. 5 indicated positioning robot 71 and a laying arm 27 according to the invention.
- the laying arm 27 has the shape such as a chainsaw with a Verlegerearmbasis 28 (actuator / motor base) and a laying blade 29, which extends from the Verlegerearmbasis 28 substantially in the horizontal direction to the winding drum 5 and these touches directly or indirectly.
- the laying arm base 28 has on its end facing away from the winding drum 5 a receptacle 21 (FIG. FIGS. 6 . 9 and 10
- the receptacle 21 comprises star-shaped pairs of rollers 25 which delimit a threading opening to ensure a horizontally and vertically guided threading of the plastic pipe 3 into the laying arm 27.
- the laying arm base 28 is mainly formed by a profile support 57 which is composed of a plurality of mutually joined support plates. Functional components of the winding device 1, such as a microcomputer, actuators, etc., can be attached to the support plates.
- the carrier 23 movably supports the laying arm 27 and, in the illustrated embodiment, has a rail 51 to which a gripping arm of the setting robot 71 is attached.
- the rail 51 cooperates with a carriage 53 of the laying arm base 28 such that the laying arm 27 can be reciprocated along the linear carriage path.
- the laying blade 29 extends predominantly in a horizontal direction, approximately perpendicular to the axial direction 13 of the Verlegerearmbasis 28 away to the winding drum 5, wherein the laying arm 27 is dimensioned so that in the longitudinal direction over the drum core 7 (to about in the axial center) protrudes (considered in lifting direction A).
- the laying blade 29 has two vertical, mutually parallel guide and holding plates 31a, 31b. Between the two holding and guide plates 31a, 31b, which have a substantially constant vertical width in their essentially horizontal extension direction, a guide gap is formed for forming a transport space 32 for the plastic tube 3. In order that the plastic tube 3 can slide safely from the receptacle 21 along the laying arm 27 between the holding and guide plates 31a, 31b, guide rollers can be rotatably mounted in the guide gap on the holding and guiding plates 31a, 31b and a guide channel defined by the transport space 32 through.
- a winding material delivery 34 in particular in the form of a pair of delivery rollers 35 with horizontal axes of rotation is still stored in the transport space 34, which ensure guided delivery of the plastic pipe 3 from the winding drum-side end 33 of the laying arm 27 to the winding drum 5.
- the structure 30 may be bounded laterally by vertically arranged plates and limit the transport space 32.
- On the support structure 30 a plurality of guide rollers for carrying out the winding material are rotatably mounted.
- a displacement sensor 36 is positioned in a first embodiment of a contactor 37.
- the contactor 37 comprises a freely rotatably mounted contact wheel whose axis of rotation is arranged vertically. Another known from the prior art displacement sensor can be used.
- the contact wheel has a passive operating state in the course of the laying movement W of the laying arm 27 between the left side flange 11b and the opposite right side flange 11a, in which the axis of rotation lies in a guide gap of the laying bar 29.
- the contactor 37 outputs an electrical contact signal to a control and / or regulating device (not shown), which processes the contact signal for the further winding operation of the winding device 1.
- the triggering of the electrical contact signal can be initiated and transmitted immediately after moving the contact wheel from its unactuated middle position or with a path-dependent delay after reaching a predetermined pivoting amplitude.
- a contact region 38 is formed, on which the winding drum-side end 33 of the laying arm can come into sliding contact with the side flange wall 11a, 11b of the winding drum 5.
- the pivot bearing 39 of the displacement sensor 34 is designed such that the contact wheel of the contactor 37 is pivoted away at least to the level of the outside of the respective abutment portion 38, so that the actuating projection of the contact wheel is completely sunk in the lateral direction and the respective abutment portion 38 is released .
- an engagement wheel 43 is mounted so as to be freely rotatably mounted on the laying arm 27 whose axis of rotation lies substantially horizontally parallel to the axis of rotation 13 of the winding drum 5.
- the running surface of the engagement wheel 43 is in direct rolling contact with the driven drum core 7 or an already placed winding position.
- a freely accessible side region of the engagement gear 43 abuts when winding with a predominantly axial pressure biasing contact on the axial lateral side 18 of the winding loop 17 last laid.
- the axial width of the tread of the engagement wheel 43 is dimensioned such that it is greater than half the outer diameter of the plastic tube 3, but smaller than the outer diameter of the plastic tube 3.
- the laying arm 27 is pivotally mounted vertically via a carrier-side (23) pivot bearing, which is not illustrated in detail, wherein a carrier-side pivot axis S horizontal, at least depending on the laying position parallel to the axis of rotation 13 of the winding drum 5 runs.
- a damping unit 45 is provided, which is fastened on the one hand to the carrier 23 and on the other hand to a projection 47 on the upper side of the laying bar 29.
- the damping unit 45 ensures a damped pivoting movement of the laying arm 27 about the carrier-side pivot axis S.
- a pivot stop (not shown) is provided, which limits pivoting of the laying arm 27 in the vertical plane down to the winding drum 5.
- the pivotal stop ensures that the engagement gear 43 does not press between two already laid winding loops and completely penetrates between them, in order to avoid contact engagement of the engagement wheel 43 with an underlying complete winding position.
- the pivoting mobility of the laying arm 27 and the position of the pivot stop are set relative to the laying arm 27 such that the engagement wheel 43 is in rolling contact in rolling contact with the cylindrical drum core 7 or the last laid winding position.
- the pivot stop stops a lowering of the engagement roller 43 from at most half the thickness of the plastic tube 3, so that a rolling contact on the last completely laid winding position is prevented.
- the carrier 23 is displaceable relative to the stationary rotational axis 13 or the stationary reference base B of a production hall by the positioning robot 71, which is fixedly mounted on the reference bottom B, the carrier 23 engages, holds and according to the winding process controls positioned.
- FIG. 5 are partially the axes of movement of the positioning robot 71, wherein the positioning robot 71 can move the carrier 23 in the horizontal direction, which corresponds to the axial direction (rotation axis 13) and substantially the laying direction V, and in lifting direction A linear and wherein the positioning robot 71, the carrier 23 to the lateral contact K (about the rotation axis D) can pivot.
- the point of engagement of the engagement wheel 43 with the drum core 7 or the winding position already laid forms an actuating point at which the laying arm 27 is axially displaced axially relative to the carrier 23 by the axial increase of the winding position 15.
- This may be referred to as a flexibly responding following movement of the laying arm 27, which immediately follows the continuous axial laying of the winding loops 17 and the axial growth of the winding layer 15.
- the Nachgebegraphy the laying arm 27 and the Nachstellterrorism the carrier 23 are with the double arrows V, A in FIG. 5 indicated.
- the positioning robot 71 holds the carrier 23 by means of the rail 51, which cooperates with the carriage 53, which is formed from a base plate 55 and a downwardly extending profile carrier 57.
- the carriage 53 and the rail 51 form a translatory bearing, the translational laying direction V is set substantially or approximately parallel to the horizontal axial direction (rotation axis 13).
- the carriage (53) rails (51) arrangement gives the laying arm 27 a freedom of movement relative to the carrier 23 only in the laying direction V, so that the carriage 53 only in the laying direction V relative to the positioning robot 71, in particular its gripping arm (not shown). , can be relocated.
- the rail (51) sled (53) arrangement provides axial compliance for the laying arm 27.
- the axial compliance is provided by the degree of freedom of movement in the laying direction V.
- the engagement wheel 43 in the laying process between the two side flanges 11a, 11b does not lose contact with the lateral side of the last winding loop 17, acts between the carriage 53 and the rail 51, a restoring or biasing means 61 which an elastic restoring or biasing force generated when the laying arm 27 from a predefined neutral position relative to the carrier 23, in which no restoring forces of the restoring device 61 between the rail 51 and the carriage 53 act in the laying direction V, driven by the axial expansion of the winding layer 15, is deflected.
- the amount of the restoring force is greater, the greater the deflection of the laying arm 27 from the neutral position.
- the return device 61 is formed by a pair of pneumatic actuators 63, 65, whose details in the FIGS. 7 to 10 are indicated.
- a pneumatic actuator 65 or 63 is active for generating the restoring force only in one of the laying directions V (for example, from the side flange 11a to the side flange 11b), while the other pneumatic actuator (65 or 63) in the opposite laying direction V (from the side flange 11b to the side flange 11a) is active.
- the end 33 of the laying arm 27 together with the slide 53 moves in a linear laying direction V relative to the rail 51, which is unaffected in the meantime stationary provisionally remains in its position until it is adjusted, for example, when exceeding a deflection threshold of the carriage 53 by the positioning robot 71, which reduces the restoring force of the return device.
- the pneumatic actuator 63 or 65 (depending on the axial laying direction) pneumatically clamped, so that in the pneumatic actuator 63, 65, the pneumatically elastic restoring force is generated, which via the carriage 53 to the laying arm 27 is communicated and finally the sprocket 43 biases axially against the free lateral side 18 of the last wound winding loop 17.
- the axial return bias ensures that all winding loops 17 are placed close together in the axial direction to achieve the desired uniform winding sequence, and can be flexibly adapted to geometrical and material-specific anomalies.
- the pneumatic actuator 63, 65 can also generate independently of the laying of the laying arm 27 an actively controlled, pneumatic restoring force, for example by the pneumatic actuator via a control and / or regulating device, not shown, for example, depending on a predetermined operating condition is pneumatically activated.
- the pneumatic actuator 63 is uncontrolled and builds up (only) elastic restoring forces when the laying arm 27 is moved out of its neutral position in the laying direction V.
- the axial deflection between the carriage 53 and the rail 51 is kept substantially constant or at least in a boundary region.
- an unillustrated position sensor is used, which monitors a predefined minimum and maximum Sollausschamplitude by means of a control and / or regulating device (not shown in detail). If this is exceeded or fallen short of, the positioning robot 71 follows the rail 51 following the deflection movement of the laying arm 27, wherein the Nachschreib intimid can correspond approximately to a thickness of the plastic pipe 3. In this way, it is ensured that the elastic restoring force is reduced by the trailing of the rail 51 by the periodic structure of the deflection.
- the plastic tube 3 when winding around the drum core 7 as far as possible claimed in the longitudinal direction with a constant tensile prestressing force.
- an electromagnetic brake in particular an eddy current brake 67
- the carrier 23 in particular on the carriage 53, which consists of an active operating position, as shown in FIG FIG. 10 it can be seen in a passive operating position (see FIG. 9 ) can be spent.
- the eddy current brake 67 which may optionally be provided and manipulated by an unspecified control and / or regulating device, serves to communicate the substantially uniform tensile prestressing force to the plastic pipe 3.
- the eddy current brake 67 may include two magnet rotors that rotate in an electromagnetically generated magnetic field, wherein the respective magnet rotor may be retracted and extended to adjust the electromagnetic braking force.
- a toothed belt 72 is provided, which is stretched around two pulleys of the eddy current brake 67.
- the timing belt 72 has transverse teeth to ensure a desired engagement with the plastic pipe 3 and the friction force transmission.
- the belt 72 may also be provided a longitudinally extending mountain-valley profile, which is shaped complementary to the plastic pipe 3.
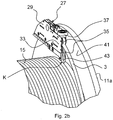
- FIG. 2a and 2 B is an operating condition can be seen in which a first winding layer 15 is approximately completed on the drum core 7.
- the engagement wheel 43 runs on the cylindrical drum core 7, wherein the axial restoring force generated by the restoring device 61 presses the winding loop 17 just laid down axially against the adjacent winding loop.
- the contact wheel of the contactor 37 comes into rolling engagement with the inside 41 of the side flange 11a. With continuation of the winding process, the contact wheel is deflected horizontally, whereby the control signal of the contactor 37 is sent to a control and / or regulating device, not shown.
- FIG. 6 it can be seen that the laying arm 27 at its in FIG. 6 shown axial end position to the horizontal radial direction H R is inclined at an angle ⁇ , according to which the laying arm 27 is inclined starting from the winding drum side end 33 of the right side flange 11a towards the winding drum center.
- This ensures that the contact wheel of the contactor 37 has sufficient space for pivoting to the Control signal to generate and deliver without the end 33 of the laying arm 27 comes into contact conflict with the inside 41 of the side flange 11a, 11b.
- the radially extending side flange 11a, 11b does not interfere with the inclined laying arm 27.
- control and / or regulating device can be used exclusively for the angular velocity of the winding drum 5 in dependence of the radial and / or axial position of the guide (the laying arm 27), in particular its winding drum end 33, adjust. It is clear that the control and / or regulating device can also assume the above-mentioned control functions. Preferably, the control and / or regulating device is firmly connected to the base plate 55. However, other mounting locations for the control and / or regulating device may also be considered.
- the leading end of the plastic pipe is first threaded through an opening in the side flange 11 of the winding drum 5 and immediately adjacent to the inside 41 of the side flange 11a, 11b manually by an operator for the first winding layer at a low Angular velocity (see FIG. 11 ; START), with the angular velocity U gradually increasing.
- the displacement detection of the laying arm 27 in the control and / or regulating device is initialized, namely set to "0". From this initialization of the laying process (at START according to FIG. 11 ) begins a particular continuous Detecting the position of the laying arm 27.
- the winding speed U is increased to a maximum winding speed U max , so that from a variable or pre-fixed Stellpositon X 1 for the first winding layer 15, the maximum winding speed U max is reached.
- the helical laying of the winding layer 15 in the so-called axial center region C of the winding drum 5 see FIG.
- the control triggers and / or regulating device a so-called Soflansch- or turning operation, in which first the angular velocity is reduced gradually, namely to a minimum angular velocity U min , which is to be kept constant during the further delicate wall operation (X 3 -X 4 ) ( Fig. 11 ).
- the winding speed between X 4 and X 5 according to the previous winding speed decrease between X 2 and X 3 is continuously steadily increasing and reaches the maximum angular velocity U max in the setting position X 5 , which may be predetermined or calculated during the winding process.
- the setting positions can either be predetermined by input to the control and / or regulating device, or calculated during the winding process and changed depending on the winding progress.
- FIG. 12 is the turning operation illustrated by a path-time diagram in which the axial displacement X is shown with respect to the time t.
- the time t 0 is decisive.
- a stepped graphene form can be seen, in which the stepwise advancement of the laying arm 27 is to be illustrated in the axial direction relative to the leading winding layer during the normal winding operation. It is clear that no step shape is necessary, but also other curved paths are possible.
- axial restoring forces which urge the laying arm 27 against the free lateral side 18 of the last winding loop are built up by advancing the laying arm 27 relative to the support 23 of the guide in the axial direction X by the progress of the winding; the coil winding, which builds up axially, presses the laying arm 27 against the elastic pretensioning device acting within the guide, as a result of which elastic restoring forces build up due to the relative movement.
- the turning operation Upon reaching the turning position X 0 at the time t 0 , the turning operation is triggered. If the reversing position X 0 is reached, the control and / or regulating device causes a vertical free travel of the laying arm 27 away from the winding drum 5, and experience has shown that a radial clearance of 30 mm is sufficient to compensate for maximum radial balancing of the drum core 7 of the winding drum 5. Essential in the free movement of the laying arm 27 is to always make the drum-side end 33 contactless to the last laid winding layer 15.
- the laying arm 27 is not displaced in the axial direction and remains at the turning position X 0 . Until the time t 1 , the axial distance (X) does not change.
- FIG. 11 and FIG. 12 are related insofar as the turning position X 0 according to FIG. 12 essentially the position X 2 or X 6 according to FIG. 11 equivalent.
- the angular velocity U remains unchanged.
- the carrier 23 and thus the laying arm 27 (whose end 33 is no longer resting on the laid winding layer) are advanced further in the axial direction towards the side wall flange 11a, 11b of the winding drum 5, in order to completely abut the winding drum end 33 of the laying arm 27 on the side wall flange 11a, 11b always ensure during the entire circulation of the winding drum 5.
- the axial advance path is in FIG. 12 with X 0 to X 1 illustrated. After completion of the advance at time t 2 , the winding drum 5 can be further rotated by about 0.4 turns.
- a position correction of the laying arm 27 and the carrier 23 can be performed, for example, to adjust the restoring forces in the rail carriage storage or to change the position of the laying arm 27 relative to the winding drum 5 ,
- the correction phase may take about 0.6 revolutions of the winding drum 5.
- the guide namely the carrier 23 together with the laying arm 27, is set in the direction of insertion movement direction opposite Her laying movement direction to make the laying arm 27 with respect to the sowandflansches 11 a, 11 b of the winding drum 5 contactless.
- the return return path is approximately equal to the advance travel, but can also be realized larger or smaller, so that it is ensured that the winding drum end 33 of the laying arm 27 no longer reaches the contact area of the side wall flange 11a, 11b of the winding drum 5.
- the return can take about 0.2 revolutions of the winding drum 5.
- the axial displacement X refers to the actuating movement of the carrier 23, wherein the displacement of the carrier 23 by the positioning robot 71 and the flexible displacement of the laying arm 27 due to the sliding bearing on the carrier 23 and the winding progress in the case is about the same the laying arm 27 is not supported on the side wall flange 11a, 11b of the winding drum 5 or the lateral side of the last winding loop.
- FIGS. 13 to 18 Details of a preferred embodiment of the laying arm 27 according to the invention are shown, wherein for similar or identical components of the laying arm 27, which was previously described with reference to the previous figures, the same reference numerals are used to facilitate the readability of the figure description.
- the laying arm 27 comprises three main components, namely the arm base 28, at which the winding material is introduced, the winding drum end 33, on which the winding material is discharged, and an intermediate elongate support structure 30, which forms the majority of the laying arm 27.
- the winding drum-side end 33 is releasably and interchangeably-connected via interfaces 110, 111 with the structure 30. In this way, it is sufficient, when changing the dimension of the winding material, only to exchange the winding drum-side end 33 for a dimension-adapted, while all other components (28, 30) of the laying arm 27 can be maintained. These other components are independent of the dimension of the winding material. Only the winding drum-side end 33 is winding material specific due to the contactor 37, which will be explained below as an alternative embodiment, and the winding material delivery 34 executed.
- the contactor 37 is formed in an alternative embodiment without contact wheel, but realized with running on the soflanschwand 11a, 11b expiring actuating projections 101a, 101b.
- the actuating projections 101a, 101b are part of a closed bow or ring structure of the contactor 37, which in plan view has a triangular shape with two equal length long legs, which lie at an angle of about 15 ° to the longitudinal direction of the laying arm 27.
- the long legs extend to a connecting front short leg, which forms the free end of the contactor 37 and the winding drum end 33. Corners of the triangular ring structure are rounded.
- the actuating projections 101a, 101b are pivotally mounted together with the ring structure about a vertically extending pivot axis 100, so that the respective actuating projections 101a, 101b respectively with the respective sowandflansch 11a, 11b are pivotally retractable such that its corner at the level of the outer surface of the contact area 38a, 38b and no distance projects laterally beyond the outer surface.
- the abutment region 38 of the winding drum-side end 33 of the laying arm 27 contacts the inside of the respective side flange wall 11a, 11b.
- a non-illustrated coercion means such as a spring, preferably a torsion spring.
- the spring preload can directly engage the ring structure or on a gear part, such as the pivot axis 100, etc.
- the contactor 37 is provided with an angle gear 103 for transmitting the pivotal movement of the vertical pivot axis 100, which is rigidly coupled to the ring structure, into pivotal movement about a transmission shaft 105 extending in the longitudinal direction of the laying arm 27.
- the translation of the angular gear 103 for transmitting the pivoting movement is preferably 1: 1.
- a signal generator (not shown) arranged on the supporting structure 30 is coupled to the transmission shaft 105 and outputs an electrical control signal after the start of movement or after exceeding a predetermined swing amplitude of the ring structure in order to inform the control and / or regulating device that the turning operation is to be initiated.
- the control signal can be triggered immediately at the start of the swing or only delayed after reaching a predetermined swing amplitude.
- the transmission shaft 105 is divided into two, with the path sensor-side shaft portion 107 coupled to the support (30) side shaft portion 109 by means of a releasable dog clutch 110 that allows disassembly of the front and rear shaft portions 107, 109 from each other.
- a releasable dog clutch 110 that allows disassembly of the front and rear shaft portions 107, 109 from each other.
- the guide and holding plates 31b and 31a form a separable interface 111 for separating a housing plate portion facing the winding drum 5 from a base-side housing plate portion.
- the mounting interfaces (110, 111) allow the winding drum end 33 together with its functional elements, such as the Wickelgutabgabe 34, Abgabelig 35, Kunststoffgebermaschine and decouple the mechanical communication of the contactor 37 toward the signal generator to the device of the invention and in particular the majority of Verlegearms invention 27 to adapt depending on the application for a certain sized winding material. It has been found that those components in the transport space 32 on this side of the mounting interfaces (110, 111) can be interpreted for a large number of different sized winding goods, but the winding drum-side end 33 is to be adapted to the winding material specific to the dimensioning. In particular, the winding material delivery 34 and the actuation projections 101a, 101b projecting from the abutment region 38 can be adapted to the winding material thickness.
- the winding material delivery 34 and the actuation projections 101a, 101b projecting from the abutment region 38 can be adapted to the winding material thickness.
- an exchange of the winding drum end 33 can be done purely mechanically, whereby even inexperienced operators can perform a change of the winding drum end 33 for adjusting the laying arm 27 to be wound winding.
Landscapes
- Storing, Repeated Paying-Out, And Re-Storing Of Elongated Articles (AREA)
- Winding Of Webs (AREA)
- Tyre Moulding (AREA)
Description
Die Erfindung betrifft einen Verlegearm für eine Vorrichtung zum wendelgemäßen Wickeln eines strangförmigen Wickelguts, wie eines kontinuierlich extrudierten Rohres, vorzugsweise aus Kunststoff auf eine rotierende Wickeltrommel. Bei dem Wickelgut, wie einem extrudierten Kunststoffrohr, beispielsweise einem Kabelschutzrohr, in dem ein Glasfaserkabel geschützt verlegt werden kann, kommt es unter anderem darauf an, das Wickelgut in einer Länge von mehreren hundert Metern bei begrenztem Baustellenplatz vorrätig zu halten, um es insbesondere unterirdisch über weite Strecken zu verlegen.The invention relates to a laying arm for a device for winding winding a strand-shaped winding material, such as a continuously extruded tube, preferably made of plastic on a rotating winding drum. In the winding material, such as an extruded plastic pipe, such as a cable duct, in which a fiber optic cable can be installed protected, it is inter alia important to keep the winding material in a length of several hundred meters in a limited building site in stock, in particular underground to move long distances.
Es ist bekannt, das Wickelgut auf eine Wickeltrommel oder -spule zu wickeln und die gewickelte Trommel zur Baustelle zu transportieren. Vor Ort kann es je nach Bedarf abgewickelt werden.It is known to wind the winding material on a winding drum or reel and to transport the wound drum to the construction site. On-site, it can be handled as needed.
Der Aufwickelvorgang schließt aus fertigungsökonomischen Gründen unmittelbar an den Herstellprozess, insbesondere an das Extrudieren, des Wickelguts an, so dass das eben extrudierte Kunststoffwickelgut unabgelängt eine Kühlstation verlässt und der Wickelungsvorrichtung zugeführt wird. Der Wickelvorgang selbst wird dann üblicherweise von einer Bedienperson kontrolliert und gegebenenfalls manuell manipuliert.For reasons of production economy, the take-up operation directly adjoins the production process, in particular the extrusion, of the winding material, so that the just-extruded plastic material to be wound leaves a cooling station without being cut and is fed to the winding device. The winding process itself is then usually controlled by an operator and optionally manipulated manually.
Bei der Verwendung eines Kabelschutzrohres als Wickelgut wird üblicherweise eine Standard-Wickeltrommel aus Holz verwendet. Das auf die Holz-Wickeltrommel gewickelte Kabelschutzrohr wird an Baustellen geliefert, um es dort je nach Bedarf zu verbauen. Solche günstigen, genormten Holz-Wickeltrommeln oder auch andere Wickeltrommeln haben sich aufgrund eines relativ niedrigen Preises und der möglichen Wiederverwendbarkeit insbesondere im Einsatz auf Baustellen bewährt. Allerdings haben die Wickeltrommeln rotationsunsymmetrische Axial- und Radial-Schläge aufgrund von Unwuchten an den seitlichen Seitenflanschen und an dem Trommelkern. Wegen der geometrischen Unregelmäßigkeit der Wickeltrommel ist gemäß Stand der Technik eine ständig von einer Bedienperson überwachte und manipulierte Aufwickelung des Wickelguts notwendig. Eine Automatisierung ist neben unvorhersehbaren Geometrieunterschieden von Niedrigpreistrommeln auch insofern bisher nicht erreicht, als sich außerdem bei Kunststoffrohren die Materialeigenschaften erst nach längerer Aushärtezeit stabilisieren, so dass sich die Wickeleigenschaft des Kunststoffrohrs nach und während des Wickelns aufgrund von Änderungen der Materialeigenschaften nach dem Extrudieren kaum vorhersagen lässt. Derartige individuelle kaum vorprognostizierbare Wickelbedingungen erfordern ein Bedienpersonal mit langjähriger Wickelerfahrung beim Überwachen und Manipulieren des Wickelguts. Bisher konnte eine zumindest annähernd vollständig automatisierte Wickelung ohne manuelle Unterstützung einer Bedienperson insbesondere bei einer Wickelgeschwindigkeit von über 100 m pro Minute nicht erreicht werden.When using a cable protection tube as a winding material usually a standard winding drum made of wood is used. The cable protection tube wrapped on the wooden winding drum is delivered to construction sites to install it as needed. Such cheap, standardized wooden winding drums or other winding drums have proven themselves due to a relatively low price and the possible reusability especially in use on construction sites. However, the winding drums have rotationally asymmetric axial and radial impacts due to imbalances on the lateral side flanges and on the drum core. Because of the geometric irregularity of the winding drum is a constantly supervised by an operator according to the prior art and manipulated winding of the winding material necessary. In addition to unpredictable geometry differences of low-price drums, automation has not yet been achieved insofar as the material properties of plastic pipes stabilize only after a prolonged curing time, so that the winding property of the plastic pipe after and during winding can hardly be predicted due to changes in the material properties after extrusion , Such individual hardly predictable winding conditions require an operator with many years of winding experience when monitoring and manipulating the winding material. So far, an at least approximately completely automated winding without manual assistance of an operator, especially at a winding speed of over 100 m per minute could not be achieved.
In der Automatisierungstechnik sind Wickelungsverfahren sowie Wickelungsvorrichtungen an sich bekannt, bei denen Elektrokabel auf geometriepräzise Rollen aufgewickelt werden.
Es ist Aufgabe der Erfindung, die Nachteile des Stands der Technik zu überwinden, insbesondere einen Verlegearm für eine Vorrichtung zum wendelgemäßen Wickeln eines strangförmigen Wickelguts, wie eines kontinuierlich extrudierten Rohres, vorzugsweise aus Kunststoff auf eine Wickeltrommel bereitzustellen, wobei ein höherer Automatisierungsgrad zu erreichen ist, bei dem ein manueller Eingriff durch eine Bedienperson weitestmöglich unnötig ist.It is an object of the invention to overcome the disadvantages of the prior art, in particular to provide a laying arm for a device for wound winding a strand-like winding material, such as a continuously extruded tube, preferably made of plastic on a winding drum, with a higher degree of automation can be achieved in which a manual intervention by an operator is as far as possible unnecessary.
Diese Aufgabe wird durch die Merkmale von Anspruch 1 gelöst.This object is solved by the features of
Danach ist ein Verlegearm für eine Vorrichtung zum wendelgemäßen Wickeln eines stranförmigen Wickelguts (Changieren), wie eines kontinuierlich extrudierten Rohres, vorzugsweise aus Kunststoff auf eine drehangetriebene Wickeltrommel, wie einen Spulenkern, vorgesehen. Der Verlegearm kann vorzugsweise von einem Stellgerät, wie einem Roboter, vorzugsweise gemäß einer Steuerungs- und/oder Regelungsroutine getragen und gestellt werden. Der Verlegearm dient dazu, das Strang- oder Wickelgut an die Wickeltrommel kanalisiert heranzuführen und dieser zum Aufwickeln zu übergeben, während der Verlegearm insbesondere im Wesentlichen quer zu seiner Längserstreckung und linear zwischen den axialen Enden, wie den Seitenwandflanschen, der Wickeltrommel hin und her bewegt wird. Der Verlegearm folgt dabei insbesondere schrittweise dem axialen Wickelungsfortschritt des auf die Wickeltrommel gewickelten Wickelguts.Thereafter, a laying arm for a device for winding winding a strand-like winding material (oscillating), such as a continuously extruded tube, preferably made of plastic on a rotary driven winding drum, such as a bobbin, provided. The laying arm may preferably be carried and placed by an actuating device, such as a robot, preferably in accordance with a control and / or regulating routine. The laying arm serves to channelize the stranded or wound material to the winding drum and to transfer it for winding, while the laying arm is moved back and forth, in particular substantially transversely to its longitudinal extent and linearly between the axial ends, such as the side wall flanges , The laying arm follows in particular stepwise the axial winding progress of the wound on the winding drum winding material.
Der Verlegearm hat ein wickeltrommelseitiges Ende, das zu einem großen Teil des gesamten Wicklungsprozess in einem Kontakt, insbesondere Abrollkontakt, mit der Wickeltrommel bzw. der bereits darauf gewickelten Wicklungslage steht und an dem jeweils ein dem jeweiligen Seitenflansch der Wickeltrommel zugewandter Anlagebereich gebildet ist, an dem der Verlegearm insbesondere bei Ausführung einer Wendeoperation an einem der beiden Seitenflansche in Anlagekontakt kommt. Der Anlagekontakt kann als Anlageschleif- oder Abrollkontakt gebildet sein. Des Weiteren hat die erfindungsgemäße Vorrichtung einen an dem wickelseitigen Ende angeordneten Wegsensor, wie einen Kontaktgeber, der zumindest bei Erreichen wenigstens einer vordefinierten Wickelposition, wenigstens einer Auslöseposition für die Wendeoperation, des wickeltrommelseitigen Endes ein Steuersignal, wie ein Wendeoperationsauslösesignal, abgibt. Das Steuersignal geht an eine elektronische Steuer- und/oder Regeleinrichtung, wodurch eine Regelung zum Ändern einer bestimmten Regelungsgröße des Wicklungsverfahrens ausgelöst werden kann. Vorzugsweise führt die Steuerungs- und/oder Regelungseinrichtung eine Wendeoperation aus, bei der die alte Wickelungslage abgeschlossen und die neue Wickelungslage auf der alten Wickelungslage begonnen wird. Bei der Wendeoperation geht ein Richtungswechsel der Verlegebewegung des Verlegearms einher. Erfindungsgemäß hat der Wegsensor im Bereich jedes Anlagebereichs jeweils einen Betätigungsvorsprung, der in einer unbetätigten Stellung von dem jeweiligen Anlagebereich in Hin- bzw. Herverlegebewegungsrichtung vorsteht und vorzugsweise derart beweglich, insbesondere schwenkbar, an dem Verlegearm gelagert ist, dass der jeweilige Betätigungsvorsprung in seiner Freigabestellung den jeweiligen Anlagebereich für den Anlagekontakt mit dem Seitenwandflansch freigibt. Die Erfinder haben herausgefunden, dass für die wicklungstechnisch diffizile Wende- oder Wandoperation das Stellen des wickeltrommelseitigen Endes und damit des Verlegearms relativ zur Wickeltrommel essentiell ist, um höhere Wickelgeschwindigkeiten von mehr als 80 m/min realisieren zu können. Vor allem das Timing, in welchem Abstand zu dem Seitenwandflansch der Wickeltrommel sowie wann die Wendeoperation ausgelöst und beendet wird, ist von Bedeutung, um ein fehlerfreies Abschließen der Wendel- oder Wickellage und Neubilden einer soliden Wickellagenbasis zu realisieren. Der Kontaktgeber mit seinem Betätigungsvorsprung, der in Hin- bzw. Herverlegebewegungsrichtung vorsteht, realisiert ein Auslösen des Steuersignals vor dem Erreichen der in die Verlegebewegung begrenzenden Außenposition des Verlegearms, die dann erreicht ist, wenn das wickeltrommelseitige Ende des Verlegearms in Kontakt mit dem Seitenwandflansch der Wickeltrommel steht. Der nachgebende, insbesondere drehbewegliche Betätigungsvorsprung lässt die Kontaktaufnahme des wickeltrommelseitigen Endes mit dem Seitenwandflansch zu.The laying arm has a winding drum-side end which is in a contact, in particular rolling contact, with the winding drum or the winding layer already wound thereon for a large part of the entire winding process and on which a contact region facing the respective side flange of the winding drum is formed the laying arm comes into abutting contact with one of the two side flanges, in particular when a turning operation is carried out. The contact can be formed as Anlageschleif- or rolling contact. Furthermore, the device according to the invention has a displacement sensor arranged at the winding end, such as a contactor which emits a control signal, such as a turning operation trigger signal, at least when reaching at least one predefined winding position, at least one triggering position for the turning operation. The control signal is sent to an electronic control and / or regulating device, whereby a control for changing a specific control variable of the winding method can be triggered. Preferably, the control and / or regulating device performs a turning operation in which the old winding position is completed and the new winding position on the old winding position is started. In the turning operation, a change of direction of the laying movement of the laying arm is accompanied. According to the invention, the displacement sensor in the region of each abutment region has an actuating projection which protrudes in an unactuated position from the respective abutment region in forward or Herverlegebewegungsrichtung and preferably such movable, in particular pivotally mounted on the laying arm, that the respective actuating projection in its release position the respective contact area for the contact with the side wall flange releases. The inventors have found that for the winding technology difficult turning or wall operation, the placement of the winding drum-side end and thus of the laying arm relative to the winding drum is essential in order to realize higher winding speeds of more than 80 m / min can. In particular, the timing at which distance to the side wall flange of the winding drum and when the turning operation is triggered and terminated, is important to realize a faultless completion of the spiral or winding layer and rebuild a solid winding layer base. The contactor, with its actuating projection projecting in the direction of displacement movement, realizes triggering of the control signal prior to reaching the laying movement limiting outer position of the laying arm achieved when the winding drum end of the laying arm contacts the sidewall flange of the winding drum stands. The yielding, in particular rotatable actuating projection allows the contact of the winding drum-side end with the Seitenwandflansch to.
Bei einer Weiterbildung der Erfindung ist in seiner Freigabestellung der betreffende Betätigungsvorsprung in einer Vertikalbetrachtung in den Verlegearm versenkt, insbesondere in eine Gehäusestruktur des Verlegearms. Der Verlegearm kann ein insbesondere durch Platten begrenzten, vorzugsweise vollständig geschlossenen Transportraum umfassen, in dem eine Schwenkachse des Betätigungsvorsprungs angeordnet ist, und der jeweilige Betätigungsvorsprung bei Erreichen der Seitenflanschwand verschwunden ist. Vorzugsweise gelangt eine Betätigungsaußenseite des Betätigungsvorsprungs in einen Schleifkontakt mit der Seitenflanschwand, wobei insbesondere die Betätigungsaußenseite des jeweiligen Betätigungsvorsprungs im Wesentlichen flach und eben ist. Die Betätigungsaußenseite des jeweiligen Betätigungsvorsprungs ist an eine Außenfläche des Anlagebereichs konturangepasst, so dass in der Freigabestellung die Betätigungsaußenseite im Wesentlichen in der Ebene der Außenfläche des insbesondere planen Anlagebereich vorpsrungsfrei liegt.In a further development of the invention, in its release position, the relevant actuating projection is recessed in a vertical view into the laying arm, in particular in a housing structure of the laying arm. The laying arm may comprise a transport space limited in particular by plates, preferably completely closed, in which a pivot axis of the actuating projection is arranged, and the respective actuating projection has disappeared on reaching the side flange wall. Preferably, an actuating outer side of the actuating projection comes into sliding contact with the Seitenflanschwand, wherein in particular the operating outer side of the respective actuating projection is substantially flat and planar. The actuation outer side of the respective actuation projection is contour-adapted to an outer surface of the abutment region, so that in the release position the actuation outer side lies substantially free of excitation substantially in the plane of the outer surface of the particularly planar abutment region.
Bei einer bevorzugten Ausführung der Erfindung steht der Betätigungsvorsprung in dessen unbetätigter Stellung (Neutralstellung) wenigstens um eine halbe oder um eine ganze Wickelgutstärke und höchstens um zwei Wickelgutstärken von der jeweiligen Anlagefläche in Hin- bzw. Herverlegebewegungsrichtung vor. Auf diese Weise kann ein optimiertes, vorlaufendes Auslösen des Steuersignals erreicht werden, bevor der Anlagebereich des Verlegearms in Kontakt mit dem Seitenwandflansch kommt. Es sei klar, dass der Zeitraum und/oder die Wickelstrecke zwischen Auslösen des Steuersignals und Kontaktaufnahme des Anlagebereichs dadurch eingestellt werden können, dass ein Auslösen des Steuersignals erst nach Überschreitung einer einstellbaren Bewegungsamplitude des Betätigungsvorsprungs von dessen unbetätigten Stellung aus verändert wird.In a preferred embodiment of the invention, the actuating projection in its unactuated position (neutral position) is at least halfway or around a whole winding material thickness and at most around two winding material thicknesses of the respective contact surface in forward or Herverleebewegungsrichtung. In this way, an optimized, preliminary triggering of the control signal can be achieved before the contact area of the laying arm comes into contact with the side wall flange. It is clear that the period and / or the winding path between triggering of the control signal and contacting the contact area can be adjusted by triggering the control signal only after exceeding it an adjustable amplitude of movement of the actuating projection is changed from its unactuated position.
Bei einer Weiterbildung der Erfindung hat der Verlegearm eine Wickelgutabgabeöffnung an seinem wickeltrommelseitigen Ende, an der das Wickelgut den Transportraum des Verlegearms verlässt, um anschließend insbesondere führungs- oder kontaktlos der Wickeltrommel übergeben zu werden. Vorteilhafterweise ist der Wegsensor an dem Verlegearm einem im Wesentlichen zylindrischen Trommelkern der Wickeltrommel näher angeordnet als die Wickelgutabgabe, an der das Wickelgut den Verlegearm führungslos, unter dem ausschließlichen Einfluss der Schwerkraft und der internen Wicklungskraft des Wickelguts verlässt. Vorzugsweise ist der Wegsensor in Vertikalrichtung unterhalb der Wickelgutabgabe angeordnet, wobei insbesondere das Wickelgut kontaktfrei an den Bestandteilen des Wegsensors vorbei hin zur Wickeltrommel verläuft.In a further development of the invention, the laying arm has a Wickelgutabgabeöffnung at its winding drum-side end at which the winding material leaves the transport space of the laying arm, to be transferred then in particular guide or contactless of the winding drum. Advantageously, the displacement sensor on the laying arm is arranged closer to a substantially cylindrical drum core of the winding drum than the winding material output at which the winding material leaves the laying arm without guidance, under the exclusive influence of gravity and the internal winding force of the winding material. Preferably, the displacement sensor is arranged in the vertical direction below the winding material delivery, wherein in particular the winding material extends without contact on the components of the displacement sensor over to the winding drum.
Bei einer bevorzugten Ausführung der Erfindung umfasst der erfindungsgemäße Verlegearm ein schwertförmiges Gehäuse, das vorzugsweise aus zwei parallel zueinander angeordneten, sich in Längsrichtung des Verlegearms erstreckende Gehäuseplatten gebildet ist, die einen Transportraum des Verlegearms begrenzen, der sich von einem stellgerätseitigen Basisabschnitt bis zum wickeltrommelseitigen Ende des Verlegearms erstreckt. Das Wickelgut wird durch den sich in Längsrichtung vollständig durch den Verlegearm erstreckenden Transportraum hindurch bis zu einer Wickelgutabgabeöffnung hindurchgeführt. Die Gehäuseplatten haben insbesondere eine Außenfläche, die vorzugsweise in einer Vertikalebene liegt. Der Anlagebereich, an dem das wickeltrommelseitige Ende in Anlagekontakt mit dem Seitenwandflansch der Wickeltrommel kommt, ist an einem axialen Endabschnitt der Außenfläche der jeweiligen Gehäuseplatte ausgebildet.In a preferred embodiment of the invention, the laying arm according to the invention comprises a sword-shaped housing, which is preferably formed of two mutually parallel, extending in the longitudinal direction of the laying arm housing plates delimiting a transport space of the laying arm extending from an actuator-side base portion to the winding drum end of the Laying arms extends. The winding material is passed through the transport space extending in the longitudinal direction completely through the laying arm until it reaches a winding material discharge opening. The housing plates in particular have an outer surface, which preferably lies in a vertical plane. The abutment portion where the winding drum-side end comes into abutting contact with the side wall flange of the winding drum is formed at an axial end portion of the outer surface of the respective housing plate.
Der Anlagebereich kann durch eine insbesondere demontierbare Verschleißplatte insbesondere aus einem Material geringerer Reibung, wie Polyamid, gebildet sein. Die Verschleißplatte ist vorzugsweise an dem axialen Endabschnitt der beiden Gehäuseplatten austauschbar angeordnet, insbesondere verschraubt.The contact area can be formed by a particular demountable wear plate, in particular of a material of lower friction, such as polyamide. The wear plate is preferably arranged interchangeably at the axial end portion of the two housing plates, in particular screwed.
Bei einer Weiterbildung der Erfindung hat der Kontaktgeber eine relativ zum Verlegearm ortsfest gelagerte Schwenkachse. Die Schwenkachse ist an dem Gehäuse des Verlegearms im Inneren des Transportraums drehbar gelagert. Die Schwenkachse verbleibt in jeder Betriebsstellung des Betätigungsvorsprungs innerhalb des Transportraums des Verlegearms ortsfest. Die Schwenkachse erstreckt sich vorzugsweise im Wesentlichen in Vertikalrichtung, so dass der jeweilige Betätigungsvorsprung des Kontaktgebers im Wesentlichen in einer horizontalen Ebene verschwenkt wird.In a further development of the invention, the contactor has a relative to the laying arm fixedly mounted pivot axis. The pivot axis is rotatably mounted on the housing of the laying arm in the interior of the transport space. The pivot axis remains stationary in each operating position of the actuating projection within the transport space of the laying arm. The pivot axis preferably extends substantially in the vertical direction, so that the respective actuating projection of the contactor is pivoted substantially in a horizontal plane.
Bei einer bevorzugten Ausführung der Erfindung greift ein zusätzlicher Drehbewegungssensor auf die Schwenkachse des Kontaktgebers zu, so dass insbesondere nach Überschreitung einer vorbestimmten Schwenkbewegungsamplitude des jeweiligen Betätigungsvorsprungs das Steuersignal erzeugt und abgegeben werden kann.In a preferred embodiment of the invention, an additional rotary motion sensor accesses the pivot axis of the contactor, so that in particular after exceeding a predetermined pivoting amplitude of the respective actuating projection, the control signal can be generated and delivered.
Zur Erzeugung des Steuersignals ist ein Schwenkbewegungsübertragungsmechanismus insbesondere innerhalb des Transportraums des Verlegearms untergebracht. Der Schwenkbewegungsübertragungsmechanismus dient dazu, die Schwenkbewegung des Kontaktgebers von dem wickeltrommelseitigen Ende weg hin zum basisseitigen Ende des Verlegearms zu übertragen, vorzugsweise ohne dass die Bewegungsübertragung durch Umwandlung in ein elektronisches Signal realisiert ist. Erst in einem Abstand von dem wickeltrommelseitigen Ende kann ein elektrischer Signalerzeuger angeordnet sein, der vorzugsweise innerhalb oder gegebenenfalls außerhalb des Transportraums des Verlegearms angeordnet ist, und anhand der übertragenen Schwenkbewegung das Steuersignal erzeugt und weiterleitet. Vorzugsweise ist der Schwenkbewegungsübertragungsmechanismus durch ein Winkelgetriebe realisiert, das die Schwenkbewegung der sich im Wesentlichen in Vertikalrichtung erstreckenden betätigungsvorsprungseitigen Schwenkachse des Kontaktgebers an einer sich in Längsrichtung (Horizontalrichtung) des Verlegearms erstreckenden Übertragungswelle überträgt.To generate the control signal, a pivoting movement transmission mechanism is housed, in particular within the transport space of the laying arm. The swing motion transmission mechanism serves to transmit the pivotal movement of the contactor away from the winding drum end to the base end of the laying arm, preferably without the transmission of motion being realized by conversion to an electronic signal. Only at a distance from the winding drum end, an electrical signal generator can be arranged, which is preferably disposed within or optionally outside the transport space of the laying arm, and generates and forwards the control signal based on the transmitted pivoting movement. Preferably, the pivotal movement transmission mechanism is realized by an angular gear which transmits the pivoting movement of the substantially vertically extending operating projection-side pivot axis of the contactor to a transmission shaft extending in the longitudinal direction (horizontal direction) of the laying arm.
Bei einer Weiterbildung der Erfindung ist die betätigungsvorsprungseitige, insbesondere sich im Wesentlichen in Vertikalrichtung erstreckende Schwenkachse des Kontaktgebers derart vorgespannt, insbesondere federvorgespannt, dass der Betätigungsvorsprung stets von dessen jeweiliger Freigabestellung in die unbetätigte Neutralstellung gezwungen ist. Vorzugsweise ist die Übertragungswelle wenigstens zweigeteilt, so dass ein schwenkachsenseitiger Wellenabschnitt von einem schwenkachsenfernen Wellenabschnitt zerstörungsfrei demontierbar ist. Die Zweiteilung dient dem modularen Austausch des gesamten wickeltrommelseitigen Endes des Verlegearms, um letzteren an verschieden starke Wickelgüter anpassen zu können.In a further development of the invention, the actuating projection-side, in particular substantially vertically extending pivot axis of the contactor is biased such, in particular spring-biased that the actuating projection is always forced by its respective release position in the unactuated neutral position. Preferably, the transmission shaft is at least two parts, so that a shaft axis side shaft portion of a pivot axis remote shaft portion is non-destructive disassembled. The division is used for the modular replacement of the entire winding drum-side end of the laying arm to adapt the latter to different strong winding goods can.
Bei einer Weiterbildung der Erfindung hat der Kontaktgeber eine eine geschlossene Ringstruktur bildende Bügelform. Vorzugsweise ist der Bügel achsensymmetrisch realisiert. In der unbetätigten Stellung des Kontaktgebers fällt die Symmetrieachse der Ringstruktur mit der Längsrichtung des Verlegearms zusammen. Die zwei Betätigungsvorsprünge sind Teil der bügelförmigen Dreieckstruktur. Die Dreieckstruktur ist vorzugsweise gleichschenklig realisiert, wobei ein dem jeweiligen Betätigungsvorsprung naher Eckbereich der dreieckigen Bügelform abgerundet ist. Die gleichen Schenkel sind in einem Winkel von weniger als 35° zueinander angeordnet, vorzugsweise etwa 30°.In a development of the invention, the contactor has a closed ring structure forming a bow shape. Preferably, the bracket is realized axially symmetrically. In the unactuated position of the contactor coincides with the symmetry axis of the ring structure the longitudinal direction of the laying arm together. The two actuating projections are part of the bow-shaped triangular structure. The triangular structure is preferably realized isosceles, wherein a respective corner of the corner of the triangular bracket shape is rounded off the respective actuating projection. The same legs are arranged at an angle of less than 35 ° to each other, preferably about 30 °.
Bei einem eigenständigen oder mit dem oben definierten Erfindungsaspekt kombinierbarem Erfindungsgegenstand ist ein Verlegearm für eine Vorrichtung zum wendelgemäßen Wickeln eines strangförmigen Wickelguts, wie eines kontinuierlich extrudierten Rohres, vorzugsweise aus Kunststoff auf eine drehangetriebene Wickeltrommel vorgesehen. Der Verlegearm, der Teil der Wickelvorrichtung ist, kann von einer Betätigungsvorrichtung, wie einem Roboter, gestellt werden, um bei einer insbesondere im Wesentlichen linearen Hin- und Herverlegebewegung das Wickelgut der Wickeltrommel zu übergeben. Dazu hat der Verlegearm eine von der Wickeltrommel abgewandte Arm-Basis, die an einem Träger der Wicklungsvorrichtung insbesondere schwenkbar in einer Vertikalebene befestigt sein kann. Zwischen dem Träger der Wicklungsvorrichtung und der Betätigungsvorrichtung kann eine Schienen-Schlitten-Anordnung vorgesehen sein, um den Träger relativ zu der Betätigungsvorrichtung linear zu führen. Die Arm-Basis kann insbesondere in einer Vertikalebene schwenkbar an dem Träger angelenkt sein. Der Verlegearm erstreckt sich von der Arm-Basis längs eines langgestreckten Tragwerks, die die Arm-Form ausmacht, zu einem der Wickeltrommel zugewandten Ende des Verlegearms. Das wickeltrommelseitige Ende trägt eine Wickelgutabgabe, die eine vorbestimmte Abgaberichtung des Wickelguts von dem Verlegearm weg festlegt. Die Wickelgutabgabe kann wickelgutspezifisch ausgelegt sein und daher nur für eine bestimmte Wickelgut-Größe geeignet sein.In an independent or combinable with the above-defined aspect of the invention article of invention is a laying arm for a device for winding winding a strand-shaped winding material, such as a continuously extruded tube, preferably made of plastic on a rotary driven winding drum. The laying arm, which is part of the winding device, can be provided by an actuating device, such as a robot, in order to transfer the winding material to the winding drum in the case of a particularly substantially linear reciprocating movement. For this purpose, the laying arm has a remote from the winding drum arm base, which may be attached to a support of the winding device in particular pivotally mounted in a vertical plane. Between the carrier of the winding device and the actuating device, a rail-slide arrangement may be provided for linearly guiding the carrier relative to the actuating device. The arm base may in particular be pivotably articulated to the carrier in a vertical plane. The laying arm extends from the arm base along an elongated structure constituting the arm shape to an end of the laying arm facing the winding drum. The winding drum-side end carries a winding material delivery, which determines a predetermined discharge direction of the winding material away from the laying arm. The Wickelgutabgabe may be designed winding specific and therefore suitable only for a certain winding material size.
Erfindungsgemäß ist das wickeltrommelseitige Ende an das Tragwerk über eine mechanische Montageschnittstelle gekoppelt, die dazu geeignet ist, das wickeltrommelseitige Ende austauschbar von dem Tragwerk zu lösen oder zu befestigen. Bei einer bevorzugten Ausführung der Erfindung sind Schrauben vorgesehen, über die das wickeltrommelseitige Ende an dem Tragarm lösbar befestigt ist. Auch andere alternative Befestigungseinrichtungen sind verwendbar, um das austauschbare Andocken des wickeltrommelseitigen Endes an dem Tragwerk sicherzustellen. Mit der Erfindung wird erreicht, eine Wicklungsvorrichtung schnell und kostengünstig an einen Wechsel des zu wickelnden Wickelguts anzupassen. Es zeigte sich, dass bei der gattungsgemäßen Wicklungstechnik mittels des zur Wickeltrommel hin ragenden Verlegearms, der an dessen wickeltrommelseitigen Ende an der Wickeltrommel ablaufend anliegt und das Wickelgut nach Verlassen der Wickelgutabgabe führungslos der Wickeltrommel übergibt, sämtliche wickelgutspezifischen Funktionsbestandteile des Verlegearms an dem wickeltrommelseitigen Ende angeordnet sein können. Mit der wenigstens einen Montageschnittstelle zum lösbaren Befestigen des wickeltrommelseitigen Endes ist es möglich, die kostenträchtigen Bestandteile des Verlegearms, wie die Arm-Basis und das Tragwerk, modular für eine Vielzahl von Wickelgut-Dimensionen zu nutzen, wobei für ein anderes Wickelgut lediglich das wickelgutspezifische wickeltrommelseitige Ende des Verlegearms ausgetauscht wird. Das wickeltrommelseitige Ende trägt vorzugsweise sämtliche wickelgutspezifische Funktionsbestandteile, wie die Wegsensorik, die später noch erläutert wird, die Wickelgutabgabe, ein Abrollrad und dergleichen.According to the invention, the winding drum-side end is coupled to the supporting structure via a mechanical mounting interface which is suitable for detachably detaching or fastening the winding drum-side end from the supporting structure. In a preferred embodiment of the invention, screws are provided, over which the winding drum-side end is releasably secured to the support arm. Other alternative fasteners may also be used to ensure interchangeable docking of the winding drum end to the structure. With the invention is achieved to adapt a winding device quickly and inexpensively to a change of the winding material to be wound. It was found, that in the generic winding technique by means of the winding drum projecting towards the laying arm, the winding drum abutting at the winding drum end and the winding material after leaving the winding material delivery guideless passes the winding drum, all winding material specific functional components of the laying arm can be arranged at the winding drum end. With the at least one mounting interface for releasably securing the winding drum end, it is possible to use the costly components of the laying arm, such as the arm base and the structure, modular for a variety of winding material dimensions, for another winding material only the winding material specific winding drum side End of the laying arm is replaced. The winding drum-side end preferably carries all winding material-specific functional components, such as the displacement sensor, which will be explained later, the winding material delivery, a Abrollrad and the like.
Bei einer bevorzugten Ausführung der Erfindung ist trotz möglicher Sensorik, wie Wegsensorik, die mechanische Montageschnittstelle ohne elektrischen Anschluss realisiert. Die Montageschnittstelle hat lediglich mechanische Kopplungsbestandteile, wobei Wickelbetrieb-Informationen, welche vor allem an dem wickeltrommelseitigen Ende beim Wickeln entstehen, am wickeltrommelseitigen Ende erst mechanisch erfasst werden und über die Montageschnittstelle in das Tragwerk des Verlegearms übertragen werden. Eine besondere Ausführung einer entsprechenden, rein mechanischen Informationsübertragung wird anhand der Wegsensorausführung erläutert, die später beschrieben wird. Das Tragwerk kann zur Verarbeitung einer Vielzahl von unterschiedlich dimensionierten Wickelgütern mit entsprechenden Führungselementen versehen sein, die mehrere unterschiedliche Wickelgutgrößen zwischen der Arm-Basis und der Wickelgutabgabe des Verlegearms durch den Transportraum des Verlegearms leiten können. Das Tragwerk hat vorzugsweise mehrere Führungsräder, die ein Wickelgut mit einem Durchmesser zwischen 5 mm und 50 mm, aufnehmen können.In a preferred embodiment of the invention, despite possible sensor technology, such as displacement sensors, the mechanical mounting interface is realized without electrical connection. The mounting interface has only mechanical coupling components, wherein winding operation information, which mainly arise at the winding drum end during winding, are only mechanically detected at the winding drum end and transferred via the mounting interface in the supporting structure of the laying arm. A particular embodiment of a corresponding, purely mechanical information transmission will be explained with reference to the Wegsensorausführung, which will be described later. The structure may be provided for processing a variety of different sized winding goods with corresponding guide elements that can guide several different winding material sizes between the arm base and the winding material delivery of the laying arm through the transport space of the laying arm. The structure preferably has a plurality of guide wheels that can accommodate a winding material with a diameter between 5 mm and 50 mm.
Bei einer Weiterbildung der Erfindung ist an dem wickeltrommelseitigen Ende ein Wegsensor, wie ein Kontaktgeber, angeordnet, der zumindest bei Erreichen wenigstens einer vordefinierten Position des wickeltrommelseitigen Endes relativ zur Wickeltrommel ein insbesondere kinematisches Steuersignal, wie ein Wendeoperationsauslösesignal, vorzugsweise mittels einer vorbestimmten Bewegung, insbesondere Schwenkbewegung, eines an dem wickeltrommelseitigen Ende beweglich gelagerten Auslöseteils abgibt und über die Montageschnittstelle ins Tragwerk mechanisch überträgt. Wird das Steuersignal ausgelöst und übertragen, kann es tragwerkseitig, also jenseits des austauschbaren wickeltrommelseitigen Endes, in ein elektrisches Signal umgewandelt und einer Steuer- und/oder Regelungseinrichtung zugeführt werden, welche die Betätigungsvorrichtung beispielsweise derart kontrolliert, dass eine Wendeoperation ausgeführt wird. Der Wegsensor ist vorzugsweise wickelgutspezifisch dimensioniert, wobei vorzugsweise je nach Wickelgutstärke eine unterschiedliche Auslösebewegungsamplitude des Auslöseteils eingestellt ist, um das kinematische Steuersignal zu initiieren und abzugeben. Je größer die Wickelgutstärke desto größer ist die Auslösebewegungsamplitude einzustellen.In a further development of the invention, a displacement sensor, such as a contactor, arranged at least one predefined position of the winding drum end relative to the winding drum a particular kinematic control signal, such as a turning operation trigger signal, preferably by means of a predetermined movement, in particular pivotal movement , emits a releasably mounted on the winding drum end end release part and mechanically transmits over the mounting interface in the structure. If the control signal is triggered and transmitted, For example, it can be converted into an electrical signal, ie beyond the exchangeable winding drum-side end, and supplied to a control and / or regulating device, which controls the actuating device such that a turning operation is carried out. The displacement sensor is preferably dimensioned in a manner specific to the winding material, wherein a different triggering movement amplitude of the triggering part is preferably set depending on the winding material thickness in order to initiate and deliver the kinematic control signal. The larger the winding material thickness, the greater the triggering movement amplitude.
Bei einer Weiterbildung der Erfindung ist das Auslöseteil für eine Schwenkbewegung um eine insbesondere vertikale, verlegearmfeste Lagerachse gelagert.In a further development of the invention, the triggering part is mounted for a pivoting movement about a particular vertical bearing arm fixed bearing arm.
Bei einer Weiterbildung der Erfindung umfasst die Montageschnittstelle eine mit dem Auslöseteil lösbar gekoppelte Kupplung, wie eine Klauenkupplung, an der ein auslöseteilseitiges Wellenteil mit einem tragwerkseitigen Wellenteil lösbar gekoppelt ist. Das auslöseteilseitige Wellenteil ist ortsfest an dem wickeltrommelseitigen Ende drehbar gelagert, während das tragwerkseitige Wellenteil an der Tragwerkstruktur ortsfest drehbar gelagert ist. Vorzugsweise sind beide Wellenteile horizontal, in Längsrichtung des Verlegearms, gelagert, wobei das auslöseteilseitige Wellenteil mit der vertikalen Lagerachse des Auslöseteils über ein Winkelgetriebe verbunden ist.In a further development of the invention, the mounting interface comprises a releasably coupled to the trigger part coupling, such as a dog clutch on which a trigger part-side shaft part is detachably coupled to a support-side shaft part. The trigger part-side shaft part is fixedly mounted rotatably on the winding drum-side end, while the support-side shaft part is rotatably mounted on the supporting structure stationary. Preferably, both shaft parts are mounted horizontally, in the longitudinal direction of the laying arm, wherein the trigger part-side shaft part is connected to the vertical bearing axis of the release part via an angle gear.
Bei einer bevorzugten Ausführung der Erfindung hat der Verlegearm einen elektrischen Signalerzeuger, der mit dem tragwerkseitigen Wellenteil gekoppelt und am Tragwerk befestigt ist. Der Signalerzeuger kann als Hallsensor ausgebildet sein und dient dazu, die Schwenkbewegung des tragwerkseitigen Wellenteils in ein elektrisches Steuersignal umzuwandeln, das insbesondere der Steuer- und/oder Regelungseinrichtung übertragen werden soll.In a preferred embodiment of the invention, the laying arm has an electrical signal generator which is coupled to the support-side shaft part and fixed to the supporting structure. The signal generator can be designed as a Hall sensor and serves to convert the pivotal movement of the supporting member side shaft part into an electrical control signal, which is to be transmitted in particular to the control and / or regulating device.
Vorzugsweise ist der elektrische Signalerzeuger dazu ausgelegt, erst nach Überschreitung einer vorbestimmten Schwenkbewegungsamplitude des Auslöseteils das elektrische Steuersignal zu erzeugen. Damit soll sichergestellt werden, dass kein Fehlauslösen des Steuersignals einhergeht, was dann gehäuft auftreten kann, wenn das Auslöseteil nicht mit einer Vorspannung an dem wickeltrommelseitigen Ende gelagert ist, die das Auslöseteil überwinden muss, um bewegt zu werden.. Die vorbestimmte Schwenkamplitude kann wickelgutspezifisch eingestellt sein.Preferably, the electrical signal generator is designed to generate the electrical control signal only after exceeding a predetermined pivoting movement amplitude of the triggering part. This is to ensure that no false triggering of the control signal is accompanied, which can often occur when the trigger member is not stored with a bias on the winding drum side end, which must overcome the trigger part to be moved .. The predetermined swing amplitude can be set winding specific be.
Bei einer Weiterbildung der Erfindung sind die Lagerachse des Auslöseteils und/oder die Wellenteile der Kupplung innerhalb eines vorzugsweise geschlossenen Transportraums des Verlegearms untergebracht. Der Großteil des Transportraums befindet sich längs des langgestreckten Tragwerks. Der elektrische Signalerzeuger kann innerhalb des Transportraums des Tragwerks untergebracht sein.In a further development of the invention, the bearing axis of the release part and / or the shaft parts of the coupling are accommodated within a preferably closed transport space of the laying arm. The majority of the transport space is along the elongated structure. The electrical signal generator can be housed within the transport space of the structure.
Bei einer bevorzugten Ausführung der Erfindung hat das Auslöseteil des Wegsensors im Bereich seitlicher Anlagebereiche des Verlegearms, an der das wickeltrommelseitige Ende mit der Seitenflanschwand der Wickeltrommel in Kontakt kommt, jeweils einen Betätigungsvorsprung, der in einer unbetätigten Stellung von dem jeweiligen Anlagebereich in Hin- bzw. Herverlegebewegungsrichtung vorsteht und der beweglich, insbesondere schwenkbar, an dem wickeltrommelseitigen Ende gelagert ist, so dass der jeweilige Betätigungsvorsprung in einer Freigabestellung in den jeweiligen Anlagebereich für den Anlagekontakt freigibt. Der Betätigungsvorsprung kann beispielsweise ein starrer Bügel sein, der in einen Schleifkontakt mit den Seitenflanschen tritt. Vorzugsweise sind die Betätigungsvorsprünge und die vertikale Schwenkachse des Auslöseteils aus einem Stück gefertigt oder zumindest aneinander starr befestigt. Alternativ kann der Betätigungsvorsprung aber auch durch ein drehbar gelagertes Abrollrad gebildet sein, das beidseitig an dem Anlagebereich seitlich vorsteht, und unter Ausbildung eines Abrollkontakts mit den Seitenflanschen mittels deren in Eingriff kommt.In a preferred embodiment of the invention, the release part of the displacement sensor in the region of lateral contact areas of the laying arm, at which the winding drum end comes into contact with the Seitenflanschwand the winding drum, each having an actuating projection which in an unactuated position of the respective investment area in Hin- or Laid out Herverleebewegungsrichtung and the movable, in particular pivotally mounted on the winding drum end, so that the respective actuating projection releases in a release position in the respective contact area for the contact. The actuating projection may be, for example, a rigid bracket which comes into sliding contact with the side flanges. Preferably, the actuating projections and the vertical pivot axis of the trigger part are made in one piece or at least rigidly attached to each other. Alternatively, however, the actuating projection may also be formed by a rotatably mounted Abrollrad which projects laterally on both sides of the contact area, and comes to form a Abrollkontakts with the side flanges by means of which.
Das Auslöseteil kann einem im Wesentlichen zylindrischen Trommelkern der Wickeltrommel näher angeordnet sein als die Wickelgutabgabe. Des Weiteren kann das Auslöseteil in Vertikalrichtung unterhalb der Wickelgutabgabe angeordnet sein. In der Freigabestellung kann der betreffende Betätigungsvorsprung bei einer Vertikalbetrachtung in dem Verlegearm, insbesondere einseitig vollständig eingefahren sein, wobei insbesondere eine Betätigungsaußenseite des Betätigungsvorsprungs in einen Schleifkontakt mit der Seitenflanschwand der Wickeltrommel gelangt und/oder eine insbesondere geradlinige Betätigungsaußenseite aufweist, die an eine Außenfläche des Anlagebereichs konturangepasst ist, so dass in der Freigabestellung die Betätigungsausßenseite in der Ebene der Außenfläche des Anlagebereichs liegt. Vorzugsweise steht der Betätigungsvorsprung in der unbetätigten Stellung wenigstens um eine halbe oder ganze Wickelgutstärke und um höchstens zwei Wickelgutstärken von dem jeweiligen Anlagebereich in Hin- bzw. Herverlegebewegungsrichtung vor.The triggering part can be arranged closer to a substantially cylindrical drum core of the winding drum than the winding material delivery. Furthermore, the release part can be arranged in the vertical direction below the Wickelgutabgabe. In the release position, the respective actuating projection in a vertical viewing in the laying arm, in particular on one side completely retracted, in particular an actuating outer side of the actuating projection comes into sliding contact with the Seitenflanschwand the winding drum and / or has a particular rectilinear operation outside, which on an outer surface of the contact area contour-adapted, so that in the release position, the Betätigungsausßenseite lies in the plane of the outer surface of the contact area. Preferably, in the unactuated position, the actuating projection projects at least by half or all of the winding material thickness and by at most two winding material thicknesses from the respective abutment region in forward or rearward movement direction.
Bei einer Weiterbildung der Erfindung hat der Verlegearm zwei parallele, sich in Längsrichtung des Verlegearms erstreckende Gehäuseplatten, die insbesondere sich von der Arm-Basis über das Tragwerk hin zum wickeltrommelseitigen Ende erstrecken. Die Gehäuseplatten bilden zum Teil nicht das wickeltrommelseitige Ende, das eigene Außenwände aufweisen kann.In a further development of the invention, the laying arm has two parallel, extending in the longitudinal direction of the laying arm housing plates, in particular extending from the arm base on the structure towards the winding drum end. The housing plates form part of the winding drum-side end, which may have its own outer walls.
Die Gehäuseplatten begrenzen einen Transportraum für das Wickelgut längs des Tragwerks. Die Außeninnenflächen der Gehäuseplatten liegen im Wesentlichen in einer Vertikalebene.The housing plates limit a transport space for the winding material along the structure. The outer surfaces of the housing plates are substantially in a vertical plane.
Der Anlagebereich, an dem das wickeltrommelseitige Ende an den Seitenflanschwänden der Wickeltrommel in Kontakt kommt, kann durch insbesondere demontierbare Verschleißscheiben, insbesondere aus einem Material geringerer Reibung, wie Polyamid, gebildet sein. Vorzugsweise ist der Reibungskoeffizient der Verschleißscheiben geringer als der der Gehäuseplattenaußenfläche. Vorzugsweise sind die Verschleißscheiben lösbar an dem wickeltrommelseitigen Ende befestigt.The abutment region, at which the winding drum-side end comes into contact with the side flange walls of the winding drum, can be formed by, in particular, demountable wear disks, in particular of a material of lesser friction, such as polyamide. Preferably, the friction coefficient of the wear plates is less than that of the housing plate outer surface. Preferably, the wear plates are releasably secured to the winding drum end.
Die Verschleißscheiben sind vorzugsweise jeweils an dem axialen Endabschnitt der beiden Gehäuseplatten angeordnet, insbesondere verschraubt. Bei einer bevorzugten Ausführung der Erfindung ist der jeweilige Betätigungsvorsprung des Auslöseteils im Wesentlichen in einer horizontalen Ebene verschwenkbar gelagert.The wear plates are preferably arranged in each case at the axial end portion of the two housing plates, in particular screwed. In a preferred embodiment of the invention, the respective actuating projection of the trigger part is mounted pivotably substantially in a horizontal plane.
Bei einer Weiterbildung der Erfindung ist die insbesondere vertikale Lagerachse des Auslöseteils derart vorgespannt, dass das Auslöseteil in eine unbetätigte Mittelstellung gezwungen ist, in der keine oder eine geringe Vorspannung auf das Auslöseteil wirkt, die sich bei Auslenkung des Auslöseteils abhängig von dem Vorspannteil, wie einer Feder, erhöht.In a further development of the invention, the particular vertical bearing axis of the trigger member is biased such that the trigger member is forced into an unactuated middle position in which no or a small bias on the trigger member acts upon deflection of the trigger member depending on the biasing member, such as Spring, raised.
Des Weiteren betrifft die Erfindung eine Vorrichtung zum wendelgemäßen Wickeln eines strangförmigen Wickelguts, wie eines kontinuierlich extrudierten Rohrs, vorzugsweise aus Kunststoff auf eine drehangetriebene Wickeltrommel, wobei die Entwicklungsvorrichtung den erfindungsgemäßen Verlegearm aufweist.Furthermore, the invention relates to a device for winding winding a strand-like winding material, such as a continuously extruded tube, preferably made of plastic on a rotary driven winding drum, wherein the developing device comprises the laying arm according to the invention.
Des Weiteren betrifft die Erfindung ein modulares System für einen Verlegearm einer Vorrichtung zum wendelgemäßen Wickeln eines strangförmigen Wickelguts, wie eines kontinuierlich extrudierten Rohres, vorzugsweise aus Kunststoff auf eine drehangetriebene Wickeltrommel. Das modulare System hat einen erfindungsgemäßen Verlegearm mit wenigstens zwei austauschbaren wickeltrommelseitigen Enden, um wenigstens zwei unterschiedliche Wickelgüter mittels Austausch der wickeltrommelseitigen Enden und einem modularen Tragwerk des Verlegearmsystems verarbeiten zu können.Furthermore, the invention relates to a modular system for a laying arm of a device for winding winding a strand-shaped winding material, such as a continuously extruded tube, preferably made of plastic on a rotationally driven winding drum. The modular system has a laying arm according to the invention with at least two interchangeable winding drum side ends in order to process at least two different winding materials by exchanging the winding drum side ends and a modular support structure of the laying arm system.
Es sei klar, dass die erfindungsgemäße Vorrichtung sowie das erfindungsgemäße Verfahren gemäß den in den eingereichten deutschen Patentanmeldungen (
Vorzugsweise ist die Hin- und Herverlegebewegung des Verlegearms durch die Seitenwandflansche der Wickeltrommel begrenzt. Die Richtung der Hin- und Herverlegebewegung kann überwiegend parallel und/oder leicht geneigt zur Axialrichtung liegen. Die Wickelungsvorrichtung kann eine aktive Verlegearmstelleinrichtung zum vertikalen Positionieren des Verlegearms relativ zur Wickeltrommel aufweisen, die insbesondere den Verlegearm ausschließlich in Vertikalrichtung anheben und absenken kann. Der Wegsensor kann zudem zum Erfassen wenigstens einer vorbestimmten Position des Verlegearms, wobei bei Erreichen der wenigstens einen Position vorzugsweise über eine Steuerung und/oder Regelung die Verlegearmstelleinrichtung veranlassen, den Verlegearm um etwa wenigstens eine halbe Stärke des Wickelguts, vorzugsweise um wenigstens etwa eine Wickelgutstärke, und um höchstens ein Zweifaches der Wickelgutstärke von der Wickeltrommel oder von der bereits darauf gelegten Wickelung weg zu entfernen, insbesondere bei einer ausschließlichen Vertikalbewegung anzuheben. Das vertikale Anheben des Verlegearms, insbesondere des wickeltrommelseitigen Endes, für den Richtungswechsel der Hin- und Herverlegebewegung sei insofern begrenzt, als das wickeltrommelseitige Ende nach dem Verlegen der ersten Wickelungsschlaufe der neuen Wickelungslage von der Wickelungsschlaufe in im Wesentlichen axialer Verlegebewegungsrichtung mitgenommen werden soll, um den Verlegearm für die Hin- und Herverlegebewegung anzutreiben.Preferably, the back and forth laying movement of the laying arm is limited by the side wall flanges of the winding drum. The direction of the back and forth laying movement can be predominantly parallel and / or slightly inclined to the axial direction. The winding device may comprise an active laying arm adjusting device for vertically positioning the laying arm relative to the winding drum, which in particular can lift and lower the laying arm only in the vertical direction. The displacement sensor can also be used to detect at least one predetermined position of the laying arm, wherein upon reaching the at least one position preferably via a control and / or regulation cause the Verlegearmstelleinrichtung, the laying arm by about at least half a thickness of the winding material, preferably at least about a winding material, and to remove at most a twofold of the winding material thickness from the winding drum or from the winding already laid thereon away, in particular to lift in an exclusive vertical movement. The vertical lifting of the laying arm, in particular of the winding drum end, for the change of direction of the forward and Herverleebewegung be limited insofar as the winding drum end to be taken after laying the first winding loop of the new winding position of the winding loop in a substantially axial Verleebewungsungsrichtung to the Drive arm to drive for the moving back and forth.
Die Verlegearmstelleinrichtung stellt insbesondere eine ausschließlich vertikale Anhebebewegung bereit, um den Richtungswechsel der Hin- und Herbewegung zu initiieren, wobei anschließend, nachdem die erste Wickelungsschlaufe der neuen Wickelungslage im lateralen Eingriff mit dem angehobenen wickeltrommelseitigen Ende des Verlegearms gekommen ist, die Verlegearmstelleinrichtung den Verlegearm soweit zurück absetzt, bis das wickeltrommelseitige Ende insbesondere entweder abrollend oder gleitend in einen Radialkontakt zur abgeschlossenen Wickelungslage kommt.In particular, the laying arm adjusting device provides exclusively vertical lifting movement to initiate the directional change of the reciprocating motion, and subsequently, after the first winding loop of the new winding layer has come in lateral engagement with the raised winding drum end of the laying arm, the laying arm adjusting device returns the laying arm as far back settles until the winding drum side End in particular either rolling or sliding comes in a radial contact to the completed winding position.
Bei einer bevorzugten Ausführung der Erfindung ist der Wegsensor an einem wickeltrommelseitigen Ende des Verlegearms angeordnet. Vorzugsweise ist der Wegsensor ein Kontaktgeber, der dann ein elektrisches Steuersignal insbesondere an eine Steuerung- und/oder Regelung oder direkt an die Verlegearmstelleinrichtung abgibt, wenn der Verlegearm, insbesondere dessen wickeltrommelseitiges Ende, die wenigstens eine vordefinierte Position erreicht. Vorzugsweise entspricht die vordefinierte Position dem Ende der Hin- und Herverlegebewegung. Vorzugsweise ist die wenigstens eine vordefinierte Position bei Kontaktaufnahme des Kontaktgebers mit einer Innenseite eines Seitenflansches der Wickeltrommel definiert. Alternativ kann das Ende der Hin- und Herbewegung auch ohne einen strukturellen Kontakt mit dem Seitenflansch der Wickeltrommel einhergehen, beispielsweise durch Erreichen eines bestimmten Mindestabstands des wickeltrommelseitigen Endes zum Seitenflansch, der beispielsweise zwischen etwa dem Zweifachen der Wickelgutstärke oder etwa einer Wickelgutstärke oder weniger betragen kann.In a preferred embodiment of the invention, the displacement sensor is arranged on a winding drum-side end of the laying arm. Preferably, the displacement sensor is a contactor, which then emits an electrical control signal, in particular to a control and / or regulation or directly to the Verlegearmstelleinrichtung when the laying arm, in particular its winding drum side end, which reaches at least one predefined position. Preferably, the predefined position corresponds to the end of the forward and herverleebewegung. Preferably, the at least one predefined position when contacting the contactor is defined with an inner side of a side flange of the winding drum. Alternatively, the end of the reciprocating motion may be accompanied without structural contact with the side flange of the winding drum, for example, by achieving a certain minimum separation of the winding drum end from the side flange, which may be, for example, between about two times the winding material thickness or about one winding material thickness or less.
Bei einer bevorzugten Ausführung der Erfindung hat der Wegsensor ein frei drehbar gelagertes Rad, dessen Lagerdrehachse insbesondere hauptsächlich in Axialrichtung von dem Seitenflansch der Wickeltrommel weg verschwenkbar ist, wodurch das Auslösen des elektrischen Steuersignals erreicht werden kann. Das Rad des Wegsensors ist derart drehbar gelagert, dass es in Kontakt mit dem rotierenden Seitenflansch daran abrollen kann und bei einer Weiterverlagerung des Verlegearms in Axialrichtung aus einer passiven Stellung in einer aktive Stellung verschwenkbar ist, in der das elektrische Steuersignal gegebenenfalls über eine Steuerung und/oder Regelung der Verlegearmstelleinrichtung mitgeteilt wird.In a preferred embodiment of the invention, the displacement sensor has a freely rotatably mounted wheel, the bearing axis of rotation in particular in the axial direction of the side flange of the winding drum is pivotally away, whereby the triggering of the electrical control signal can be achieved. The wheel of the displacement sensor is rotatably mounted in such a way that it can roll in contact with the rotating side flange and can be pivoted in the axial direction from a passive position to an active position in a further displacement of the laying arm, in which the electrical control signal optionally via a controller and / / or regulation of Verlegerearmstelleinrichtung is communicated.
Vorzugsweise liegt das frei drehbar gelagerte Rad des Wegsensors am wickeltrommelseitigen Ende des Verlegearms im Bereich einer 12-Uhr-Position bezüglich der Wickeltrommel insbesondere unter dem Einfluss des Gewichts des Verlegearms auf der Wickeltrommel oder auf einer bereits gelegten Wickelungslage im Wesentlichen tangential an.Preferably, the freely rotatably mounted wheel of the displacement sensor is located at the winding drum end of the laying arm in the region of a 12 o'clock position with respect to the winding drum, in particular under the influence of the weight of the laying arm on the winding drum or on an already laid winding position substantially tangentially.
Bei einer Weiterbildung der Erfindung ist das wickeltrommelseitige Ende des Verlegearms dazu ausgeführt, bei der Hin- und Herverlegebewegung, insbesondere zumindest bei Erreichen der vorbestimmten Position, in einem ständigen Lateralkontakt mit einer freien Lateralseite der zuletzt auf die Wickeltrommel gelegten Wickelungsschlaufe zu stehen. Das wickeltrommelseitige Ende verliert beim Entfernen von der Wickelung den Kontakt zur der Wickelungslage und verbleibt solange in der kontaktlosen Stellung, bis das wickeltrommelseitige Ende durch Bilden des Lateralkontakts mit der freien lateralen Seite der neuen, zuletzt gelegten Wickelungsschlaufe für das Beginnen der Hin- und Herverlegebewegung nach dem Richtungswechsel mitgenommen wird.In a further development of the invention, the winding drum-side end of the laying arm is designed to stand in the forth and Herverlegebewegung, in particular at least when reaching the predetermined position, in a continuous lateral contact with a free lateral side of the last laid on the winding drum winding loop. The winding drum side End loses the contact with the winding position when removing from the winding and remains in the contactless position until the winding drum end by forming the lateral contact with the free lateral side of the new, last-placed winding loop for starting the back and forth laying movement after the change of direction is taken.
Bei einer bevorzugten Ausführung der Erfindung hat die Verlegearmstelleinrichtung ein Schwenklager zum Schwenken eines wickeltrommelseitigen Endes des Verlegearms insbesondere ausschließlich in einer vertikalen Ebene. Das Schwenklager lässt eine Relativschwenkbewegung zwischen dem Verlegeschwert des Verlegearms und der Verlegearmbasis zu, die wiederum über die Verlegearmlagerung beweglich, insbesondere linear im Wesentlichen längs der Axialrichtung der Wickeltrommel an dem Träger der Wickelungsvorrichtung gelagert ist. An dem Träger greift das Handhabegerät, wie der Stellroboter, zu, der für die Vertikalbewegung für das Anheben der Schwenkachse des Schwenklagers zuständig ist. Das Handhabegerät kann auch dafür verantwortlich sein, den Träger in Richtung der Hin- und Herverlegebewegung nachzurücken, damit der Träger dem durch den axialen Wickelungszuwachs voreilenden Verlegearm folgen kann.In a preferred embodiment of the invention, the Verlegearmstelleinrichtung has a pivot bearing for pivoting a winding drum-side end of the laying arm, in particular only in a vertical plane. The pivot bearing allows a relative pivoting movement between the laying bar of the laying arm and the laying arm base, which in turn is movably mounted on the carrier of the winding apparatus via the laying arm, in particular linearly substantially along the axial direction of the winding drum. On the carrier handles the handling device, such as the positioning robot, which is responsible for the vertical movement for lifting the pivot axis of the pivot bearing. The handling device can also be responsible for moving the carrier in the direction of the back and forth movement, so that the carrier can follow the laying arm leading by the axial winding increase.
Vorzugsweise hat die Verlegearmstelleinrichtung einen Lifter zum insbesondere linearen Heben und/oder Absenken der Schwenkachse des Schwenklagers, wobei der Lifter in einer Bauteilunion durch das Handhabegerät, wie den Stellroboter, realisiert sein kann. Des Weiteren kann die Verlegearmstelleinrichtung einen Dämpfer zum Dämpfen der Schwenkbewegung aufweisen.Preferably, the Verlegearmstelleinrichtung has a lifter for particular linear lifting and / or lowering the pivot axis of the pivot bearing, wherein the lifter can be realized in a component union by the handling device, such as the positioning robot. Furthermore, the laying arm adjusting device may have a damper for damping the pivoting movement.
Bei einer Weiterbildung der Erfindung lässt das Schwenklager das wickeltrommelseitige Ende des Verlegearms an der Wickeltrommel oder an einer bereits gelegten Wickelungslage unter dem Einfluss der Gewichtskraft aufliegen. Die Verlegearmstelleinrichtung, insbesondere das Schwenklager, kann einen Auflageanschlag insbesondere als untere Schwenkbegrenzung zum Limitieren der vertikalen Beweglichkeit des Verlegearms hin zur Wickeltrommel umfassen. Bei dem Aufliegen des wickeltrommelseitigen Endes an der Wickeltrommel oder an der zuletzt gelegten Wickelungslage ist der Auflageanschlag derart positioniert, dass eine freie, insbesondere lediglich gedämpfte, Näherungsbewegung des wickeltrommelseitigen Endes hin zur Wickeltrommel von höchstens einer Wickelgutstärke, vorzugsweise höchstens einem Viertel der Wickelgutstärke, zugelassen wird. Alternativ oder zusätzlich dazu kann der Auflageanschlag dazu dienen, den Verlegearm, insbesondere das Verlegeschwert, zum Entfernen des wickeltrommelseitigen Endes von der Wickeltrommel weg oder von der Wickelungslage weg mitzunehmen.In a further development of the invention, the pivot bearing can rest the winding drum-side end of the laying arm on the winding drum or on an already laid winding position under the influence of the weight. The Verlegearmstelleinrichtung, in particular the pivot bearing, may include a support stop in particular as a lower pivot limit for limiting the vertical mobility of the laying arm towards the winding drum. In the resting of the winding drum-side end of the winding drum or on the last-placed winding position of the support stop is positioned so that a free, in particular only damped, approximate movement of the winding drum end towards the winding drum of at most one winding material, preferably at most a quarter of the winding material is allowed , Alternatively or additionally, the support stop can serve to remove the laying arm, in particular the laying bar the winding drum-side end away from the winding drum or away from the winding position away.
Bei einer bevorzugten Ausführung der Erfindung umfasst die erfindungsgemäße Wickelungsvorrichtung eine Verlegearmlagerung, die den Verlegearm in einer insbesondere je nach axialer Position längs des Verlegewegs verdrehbaren Verlegerichtung relativ zum Träger insbesondere linear führt, und eine Rückstell- oder Vorspanneinrichtung, die bei Auslenkung des Verlegearms in Verlegerichtung relativ zu dem Träger dem Verlegearm eine Rückstell- oder Vorspannkraft mitteilt, um den Verlegearm seitlich, im Wesentlichen axial gegen eine zuletzt auf die Wickelungstrommel gelegte Wickelungsschlaufe zu drängen. Die Verlegearmlagerung kann eine Schlitten-Schienen-Anordnung aufweisen, gemäß der der Verlegearm relativ zum Träger linear in Verlegerichtung geführt ist. Die Axialrichtung ist durch die Rotationsachse der Wickeltrommel definiert. Die verdrehbare Verlegerichtung kann gegenüber der Axialrichtung insbesondere abhängig von der Position des Verlegearms längs des Verlegewegs parallel liegen und/oder dazu geneigt sein, um einen Freistellwinkel des Verlegearms insbesondere von weniger als 20° bezüglich der horizontalen Radialerstreckung des Seitenflansches der Wickeltrommel zu erzeugen. Der Schlitten ist verlegearmseitig ausgebildet, wobei die Schiene trägerseitig realisiert ist. Ein Handhabegerät, wie ein Stellroboter, rückt den Träger, dem Verlegearm folgend, nach und dient dazu, die anwachsende Auslenkung des Verlegearms zu verringern, die durch das axiale Wachstum der Wickelungslage veranlasst ist und dem nachrückenden Träger gegenüber stets voreilend passiert. Die Rückstellkraft dient dazu, den Verlegearm ständig gegen die zuletzt gelegte Wickelungsschlaufe zu drücken und insbesondere dann eine Vorspannung gegen die Wickelungsschlaufe und damit den Wickelungsschlaufenkontakt aufrecht zu erhalten, wenn das Handhabegerät den Träger dem Verlegearm folgend nachführt. Der Träger darf nur soweit nachgeführt werden, dass weiterhin eine ausreichende Vorspannkraft an dem Verlegearm gegen die zuletzt gelegte Wickelungsschlaufe verbleibt. Je höher die Auslenkung des Verlegearms relativ zum Träger ist, desto stärker wirkt die Rückstellkraft der Rückstelleinrichtung. Mit diesem Erfindungsaspekt wird eine optimal kompakte, dichte Anordnung von Wickelungsschlaufe zu Wickelungsschlaufe realisiert.In a preferred embodiment of the invention, the winding device according to the invention comprises a laying arm, which leads the laying arm in a particular direction depending on the axial position along the laying path rotatable laying direction relative to the carrier in particular linear, and a restoring or biasing device relative to the displacement of the laying arm in the laying direction to the carrier the restoring arm informs a restoring or biasing force to urge the laying arm laterally, substantially axially against a last laid on the winding drum winding loop. The laying arm support may comprise a carriage-rail arrangement, according to which the laying arm is guided linearly in the laying direction relative to the carrier. The axial direction is defined by the axis of rotation of the winding drum. The rotatable laying direction may be parallel to the axial direction, in particular depending on the position of the laying arm along the laying path and / or inclined to produce a free running angle of the laying arm, in particular less than 20 ° with respect to the horizontal radial extent of the side flange of the winding drum. The carriage is designed Verlegearmseitig, the rail is realized carrier side. A handling device, such as a positioning robot, advances the carrier, following the laying arm, and serves to reduce the increasing displacement of the laying arm, caused by the axial growth of the winding layer and always leading past the advancing carrier. The restoring force serves to constantly press the laying arm against the last-laid winding loop and in particular to maintain a bias against the winding loop and thus the winding loop contact when the handling device tracks the carrier following the laying arm. The carrier may only be tracked so far that continues to remain a sufficient biasing force on the laying arm against the last-placed winding loop. The higher the deflection of the laying arm relative to the carrier, the stronger the restoring force of the restoring device. With this aspect of the invention, an optimally compact, tight arrangement of winding loop to winding loop is realized.
Bei einer bevorzugten Ausführung der Erfindung ist das wickeltrommelseitige Ende derart gelagert, dass zumindest bei einem Teil, vorzugsweise für die Gesamtheit der Hin- und Herverlegebewegung insbesondere bis auf den Verlegerichtungswechsel das wickeltrommelseitige Ende unter Bildung eines im Wesentlichen axialen Lateralkontakts mit einer freien Lateralseite der zuletzt auf der Wickeltrommel gewickelten Wickelungsschlaufe durch die sich axial ausdehnende Wickelungslage längs des Verlegewegs vorangetrieben wird. Auf diese Weise ist ein für die Automatisierung benötigtes korrektiv flexibles Verhalten des Verlegearms realisiert, das dem manuellen Manipulieren einer erfahrenen Bedienperson bereits sehr nahe kommt, wodurch insbesondere geometrische Unwuchten der Wickeltrommel oder der Wickelung einen automatisierten Wickelungsvorgang nicht beeinträchtigen. Das wickeltrommelseitige Ende ist vorzugsweise durch ein am Verlegearm frei drehbar gelagertes Rad gebildet, von dem zumindest ein Teil des Seitenbereichs über den Verlegearm hinaus vorsteht, um mit der noch freien Lateralseite der zuletzt aufgewickelten Wickelungsschlaufe in Kontakt kommen zu können, und das in Rotationsrichtung lediglich von der Wickeltrommel oder von dem bereits auf der Wickeltrommel liegenden Wickelgut drehangetrieben wird. In Verlegerichtung wird das Rad durch die stetig axial wachsende Wickelungslage längs des Verlegewegs mitgenommen und axial verschoben. Das Rad rollt dabei auf der Wickeltrommel oder der bereits vollständig gelegten Wickelungslage zumindest unter dem Einfluss der Gewichtskraft des Verlegearms ab.In a preferred embodiment of the invention, the winding drum-side end is mounted such that at least a part, preferably for the entirety of the back and forth laying movement in particular up to the laying direction change the winding drum end to form a substantially axial lateral contact with a free lateral side of the last the winding drum wound winding loop through the axially extending winding position along the laying path is driven. In this way, a correctively flexible behavior of the laying arm required for the automation is realized which already comes very close to the manual manipulation of an experienced operator, whereby in particular geometric imbalances of the winding drum or the winding do not impair an automated winding process. The winding drum-side end is preferably formed by a freely rotatably mounted on the laying arm wheel, of which at least a portion of the side portion projects beyond the laying arm in order to come into contact with the still free lateral side of the last wound winding loop, and in the direction of rotation only the winding drum or is rotationally driven by the already lying on the winding drum winding. In the laying direction, the wheel is taken along by the constantly axially growing winding position along the laying path and moved axially. At the same time, the wheel rolls on the winding drum or the already completely laid winding position, at least under the influence of the weight of the laying arm.
Des Weiteren betrifft eine bevorzugte Ausführung der Erfindung eine Anstell- oder Freistelleinrichtung, die den Verlegearm zumindest bei der Verlegebewegung nahe dem Seitenflansch der Wickeltrommel in einem zur horizontalen Radialerstreckung des einen Seitenflansches "positiven" Anstellwinkel von dem einen Seitenflansch weg neigend anstellt und den Verlegearm im Verlauf der Hin- und Herverlegebewegung hin zum gegenüberliegenden Seitenflansch in einen "negativen" Anstellwinkel von dem anderen Seitenflansch weg geneigt schwenkt. Die Anstelleinrichtung ist vorzugsweise durch das Handhabegerät, wie den Stellroboter, gebildet, der, um die gewünschte Schwenkbewegung um den Wickelungsschlaufenkontakt zu betreiben, den Träger stellt. Die Schwenkachse der Schwenkbewegung liegt vorzugsweise im Bereich des wickeltrommelseitigen Endes des Verlegearms. Die Schwenkstelle kann längs des Hin- und Herverlegewegs wandern. Es reicht aus, einen Freistellwinkel von 1° bis 20° einzustellen. Entsprechend dem Freistellwinkel ist auch die durch die Verlegearmlagerung definierte, verdrehbare Verlegerichtung des Verlegearms gegenüber der Axialrichtung geneigt, wobei der Neigungswinkel an den axialen Enden der Hin- und Herverlegebewegung entsprechend am größten ist und im Verlauf der Hin- und Herverlegebewegung, so wie der Freistellwinkel, abnimmt und etwa auf halbem Verlegeweg verschwindet sowie anschließend insbesondere allmählich wieder zunimmt.Furthermore, a preferred embodiment of the invention relates to an adjusting or releasing device which, at least during the laying movement near the side flange of the winding drum, inclines the laying arm away from the one side flange in a "positive" angle of attack for the horizontal radial extent of the one side flange and the laying arm in the course the back and forth laying movement towards the opposite side flange in a "negative" angle of attack from the other side flange inclined inclined. The adjusting device is preferably formed by the handling device, such as the positioning robot, which, in order to operate the desired pivoting movement about the winding loop contact, provides the carrier. The pivot axis of the pivoting movement is preferably in the region of the winding drum-side end of the laying arm. The pivot point can migrate along the forward and Herverlegewegs. It is sufficient to set a clearance angle of 1 ° to 20 °. Corresponding to the free-setting angle, the rotatable laying direction of the laying arm defined by the laying support is also inclined with respect to the axial direction, whereby the angle of inclination is correspondingly greatest at the axial ends of the displacement movement and in the course of the reciprocating movement, such as the free-standing angle, decreases and disappears about halfway along the way and then gradually increases in particular gradually.
Bei einer bevorzugten Ausführung der Erfindung ist eine Wickelgut-Bremse an dem Verlegearm angeordnet, die dem Wickelgut vor dem Erreichen der Wickeltrommel eine Bremskraft mitteilt, um das Wickelgut auf Zug vorzuspannen. Die Bremskraft kann betriebsgemäß insbesondere durch eine Steuerung- und/oder Regelung eingestellt werden.In a preferred embodiment of the invention, a winding material brake is arranged on the laying arm, which is a braking force to the winding material before reaching the winding drum communicates to bias the winding material to train. The braking force can be adjusted according to the operation in particular by a control and / or regulation.
Des Weiteren betrifft die Erfindung ein Verfahren zum Wickeln des strangförmigen Wickelguts, wie des kontinuierlich extrudierten Rohres, vorzugsweise aus Kunststoff auf die Wickeltrommel. Das Wickelgut wird über den für die Hin- und Herverlegebewegung gelagerten Verlegearm der rotierenden Wickeltrommel übergeben. Wenigstens eine vorbestimmte Position des Verlegearms wird für einen Richtungswechsel der Hin- und Herverlegebewegung vorbestimmt, wobei das Erreichen der wenigstens einen Position mittels Sensorik ermittelt wird. Bei Erreichen der wenigstens einen vordefinierten Position des Verlegearms wird der Verlegearm vorzugsweise anhand einer Steuerung- und/oder Regelung um etwa wenigstens eine halbe Stärke des Wickelguts, vorzugsweise um etwa eine Wickelgutstärke, und höchstens um ein Zweifaches der Wickelgutstärke von der Wickeltrommel oder von der bereits darauf gelegten Wickelungslage weg entfernt, insbesondere angehoben.Furthermore, the invention relates to a method for winding the strand-like winding material, such as the continuously extruded tube, preferably made of plastic on the winding drum. The winding material is transferred to the rotating winding drum via the laying arm mounted for the transferring movement. At least one predetermined position of the laying arm is predetermined for a change of direction of the forward and herverleebewegung, wherein the achievement of at least one position is determined by means of sensors. Upon reaching the at least one predefined position of the laying arm, the laying arm is preferably controlled and / or regulated by about at least half a thickness of the winding material, preferably by about one winding material thickness, and at most about twice the winding material thickness by the winding drum or by the already placed on winding position away, in particular raised.
Vorzugsweise wird die vorbestimmte Position zum Richtungswechsel der Hin- und Herverlegebewegung dann erreicht, wenn das wickeltrommelseitige Ende des Verlegearms, das in einem insbesondere bei Verlagerung des Verlegearms längs des Verlegewegs ständigen Kontakt mit der Wickeltrommel und/oder der bereits gelegten Wickelungslage steht, eine Innenseite eines Seitenflansches der Wickeltrommel kontaktiert oder spätestens wenn es in einem Abstand von höchstens dem Zweifachen der Wickelgutstärke, vorzugsweise von etwa einer Wickelgutstärke, zur Innenseite des jeweiligen Seitenflansches ist.Preferably, the predetermined position for changing direction of the back and forth laying movement is achieved when the winding drum end of the laying arm, which is in a particular displacement of the laying arm along the laying path constant contact with the winding drum and / or the already placed winding position, an inside of a Side flange of the winding drum contacted or at the latest when it is at a distance of at most twice the winding material thickness, preferably of about a winding material thickness, to the inside of the respective side flange.
Des Weiteren kann die Erfindung eine Wicklungsvorrichtung betreffen, die den erfindungsgemäßen Verlegearm aufweist. Die Vorrichtung umfasst vorzugsweise einen Träger, an dem verschiedene Funktionsteile der Wickelungsvorrichtung angebracht sein können, wie den am Träger beweglich gelagerten, erfindungsgemäßen Verlegearm mit der Wickelgut-Aufnahme zum Annehmen des insbesondere eine Extrudierstation verlassenden Wickelguts und dem wickeltrommelseitigen Ende, an dem das Wickelgut der rotierenden Wickeltrommel bei einer insbesondere linearen Hin- und Herverlegebewegung des Verlegearms längs einer Rotationsachse der Wickeltrommel aufwickelnd übergeben werden soll. Der Träger empfängt das Wickelgut an einer Trägeraufnahme, die beispielsweise durch eine kreuzförmig angeordnete Rollenanordnung gebildet sein kann. Die Hin- und Herverlegebewegung des Verlegearms verläuft vorzugsweise rein translatorisch für jede Wickelungslage in einer Horizontalebene. Da die Wickellagen übereinander liegen, ist für jede Wickelungslage ein eigener linearer Hin- und Herverlegeweg jeweils in Vertikalrichtung um eine Wickelgutstärke versetzt realisierbar, wobei insbesondere der Hin- und Herverlegeweg nicht gemäß einer fixen Regelungsroutine starr vorgegeben ist, sondern vielmehr flexibel in Abhängigkeit von dem individuellen Wickelungsverlegeverlauf sich einstellt. Hierzu ist der Verlegearm derart an dem Träger gelagert, dass zumindest bei einem Teil der insbesondere linearen Hin- und Herverlegebewegung das wickeltrommelseitige Ende des Verlegearms unter Bildung eines Lateralkontakts mit einer freien Lateralseite der auf der Wickeltrommel gewickelten Wickelung des Wickelguts der sich axial ausdehnenden Wickelungslage folgt. Erfindungsgemäß stellt die Wickelungsvorrichtung das wickeltrommelseitige Ende nicht gemäß einer vordefinierten Regelungs-Routine, sondern stellt eine dem Wickelungszuwachs nachgebende Bewegungsfreiheit für den Verlegearm bereit, wodurch geometrische Unwuchtungen und Änderungen der Geometrie während des Wickelungsvorgangs nachgebend ausgeglichen werden können. Im Gegensatz zum Stand der Technik, in dem starre Regelungsstellsysteme eine idealgeometrische Wickeltrommel stillschweigend fordern, erreicht die erfindungsgemäße Wickelungsvorrichtung selbst dann eine Automatisierung, wenn unvorhersehbare Geometrieänderungen und Geometrieeigenschaften in Betracht gezogen werden müssen. Das wickeltrommelseitige Ende des Verlegearms kontaktiert ständig die zuletzt gelegte Wickelungsschlaufe und wird erfindungsgemäß von dieser mitgenommen, wobei vorzugsweise von dem Verlegearm eine elastische Stellkraft an dem wickeltrommelseitigen Ende gegen die zuletzt gelegte Wickelungsschlaufe wirkt, damit auch bei Unwuchten und Axial- oder Radialschlägen der Lateralkontakt zwischen der zuletzt gelegten Wickelungsschlaufe und dem wickeltrommelseitigen Ende insbesondere trägheitsbedingt nicht verloren geht.Furthermore, the invention may relate to a winding device having the laying arm according to the invention. The device preferably comprises a carrier, on which various functional parts of the winding device can be attached, such as the support arm movably mounted on the support according to the invention with the winding material receiving for accepting the winding material leaving in particular an extruding station and the winding drum end on which the winding material of the rotating Winding drum to be handed over in a particularly linear reciprocating movement of the laying arm along a rotation axis of the winding drum wound up. The carrier receives the winding material on a support receptacle, which may be formed for example by a cross-shaped roller arrangement. The displacement movement of the laying arm is preferably purely translatory for each winding position in a horizontal plane. Since the winding layers lie one above the other, a separate linear approach is required for each winding layer. and Herverlegeweg each realized in the vertical direction by a winding material thickness, wherein in particular the forward and Herverlegeweg is not rigidly predetermined according to a fixed control routine, but rather flexibly adjusts itself depending on the individual winding installation course. For this purpose, the laying arm is mounted on the carrier in such a way that the winding drum-side end of the laying arm follows the axially expanding winding position to form a lateral contact with a free lateral side of the wound winding wound on the winding drum, at least in one part of the particularly linear reciprocating motion. According to the invention, the winding device does not provide the winding drum end according to a predefined control routine, but provides for the winding gain yielding freedom of movement for the laying arm, whereby geometric imbalances and changes in geometry during the winding process can be compensated. In contrast to the prior art, in which rigid control actuation systems implicitly require an ideal geometric winding drum, the winding device according to the invention achieves automation even when unpredictable geometry changes and geometric properties have to be considered. The winding drum-side end of the laying arm contacted constantly the last-placed winding loop and according to the invention taken from this, preferably by the laying arm an elastic force acting on the winding drum end against the last laid winding loop, so even with imbalances and axial or radial blows the lateral contact between the last laid winding loop and the winding drum side end is not lost in particular due to inertia.
Es sei klar, dass das wickeltrommelseitige Ende auch einen Radialkontakt zu einem Trommelkern der Wickelungstrommel oder zu der bereits fertig gelegten Wickelungslage halten kann. Die dazu benötigten radialen Kontaktkräfte werden vorzugsweise aufgrund des Einflusses des Eigengewichts des Verlegearms mit einer entsprechenden Schwenklagerung für den Verlegearm an dem Träger realisiert.It should be understood that the winding drum end may also maintain radial contact with a drum core of the winding drum or with the already completed winding position. The required radial contact forces are preferably realized due to the influence of the weight of the laying arm with a corresponding pivot bearing for the laying arm on the support.
Bei einer bevorzugten Ausführung der Erfindung ist der Verlegearm derart an dem Träger gelagert, dass das wickeltrommelseitige Ende für einen Wechsel der Richtung der Hin- und Herverlegebewegung, insbesondere bei der Bildung einer nächsten Wickelungslage, den Kontakt zu der Wickelung vorläufig verliert und so lange kontaktlos zur Wickelung verbleibt, bis das wickeltrommelseitige Ende unter Bildung des erneuten Lateralkontakts von der freien Lateralseite der sich neu bildenden, ersten Wickelungsschlaufe in axialer Verlegebewegungsrichtung mitgenommen wird. Lediglich an den beiden axialen Enden des Verlegebewegungswegs ist der ständige Kontakt zwischen dem wickeltrommelseitigen Ende und der Wickelungslage und/oder dem Trommelkern aufgehoben.In a preferred embodiment of the invention, the laying arm is mounted on the carrier in such a way that the winding drum end temporarily loses contact with the winding for a change in the direction of the reciprocating movement, in particular in the formation of a next winding position, and so long without contact Winding remains until the winding drum-side end to form the renewed lateral contact from the free lateral side of the newly forming, first winding loop in the axial laying direction is taken. Only at the two axial ends of the laying movement path of the permanent contact between the winding drum end and the winding position and / or the drum core is repealed.
Bei einer bevorzugten Ausführung der Erfindung folgt das wickeltrommelseitige Ende der axialen Ausdehnung der Wickelungslage nachgebend insbesondere kontinuierlich, indem eine elastische Rückstell- oder Vorspannkraft einer Rückstell- oder Vorspanneinrichtung das wickeltrommelseitige Ende gegen die Lateralseite der zuletzt gelegten Wickelungsschlaufe drückt. Dabei ist die elastische Rückstellkraft derart im Wesentlichen in Axialrichtung, insbesondere parallel zur Rotationsachse der Wickeltrommel, gerichtet, dass die im Wesentlichen ausschließlich seitliche Kräfte von dem wickeltrommelseitigen Ende in die zuletzt gelegte Wickelungsschlaufe eingeleitet werden, so das die zuletzt gelegte Wickelungsschlaufe gegen deren benachbarte Wickelungsschlaufe lateral, axial vorgespannt ist. Die elastische Rückstellkraft oder Axialvorspannung gegen die zuletzt gelegte Wickelungsschlaufe wird vorzugsweise durch die Rückstelleinrichtung realisiert, die beispielsweise einen pneumatischen Aktor oder ein anderes Federsystem aufweisen kann. Die Rückstelleinrichtung kann zwischen dem Träger und dem zum Träger beweglich gelagerten Verlegearm wirken.In a preferred embodiment of the invention, the winding drum-side end of the axial extension of the winding position compliant follows in particular continuously, by an elastic restoring or biasing force of a restoring or biasing means presses the winding drum end against the lateral side of the last laid winding loop. In this case, the elastic restoring force is directed substantially in the axial direction, in particular parallel to the axis of rotation of the winding drum, that the substantially exclusively lateral forces are introduced from the winding drum side end in the last-placed winding loop, so that the last-laid winding loop against the adjacent winding loop laterally , is axially biased. The elastic restoring force or axial prestressing against the last-lying winding loop is preferably realized by the restoring device, which may have, for example, a pneumatic actuator or another spring system. The restoring device can act between the carrier and the carrier arm movably mounted to the carrier.
Bei einer Weiterbildung der Erfindung hat das wickeltrommelseitige Ende ein an den Verlegearm frei drehbar gelagertes Eingriffsrad. Die Lagerung des Eingriffsrads soll frei jeglicher sonstiger Antriebskräfte sein, sondern soll lediglich in eine Drehbewegung versetzt werden, wenn es in Kontakt mit der Wickeltrommel oder lateral mit einer bereits gelegten Wickelungslage kommt. Das Eingriffsrad kann eine verlegearmbezogen ortsfeste Drehachse aufweisen, die im Wesentlichen parallel oder leicht geneigt zur Rotationsachse der Wickeltrommel angeordnet sein kann. Um einen Schleifkontakt zwischen dem Verlegearm und einem Seitenflansch der Wickeltrommel zu vermeiden, kann der Verlegearm entsprechend einem Anstellwinkel zur sich radial erstreckenden Innenseite des Seitenflansches geneigt sein. In diesem Fall fällt die Drehachse des Eingriffsrads nicht mit der Rotationsachse der Wickelungstrommel zusammen, sondern ist um einige Grad geneigt.In a further development of the invention, the winding drum-side end has a freely rotatably mounted on the laying arm engaging wheel. The bearing of the engagement wheel should be free of any other drive forces, but should only be placed in a rotational movement when it comes into contact with the winding drum or laterally with an already laid winding position. The sprocket may have a verlegearmbezogen fixed axis of rotation, which may be arranged substantially parallel or slightly inclined to the axis of rotation of the winding drum. In order to avoid a sliding contact between the laying arm and a side flange of the winding drum, the laying arm can be inclined in accordance with an angle of attack to the radially extending inside of the side flange. In this case, the rotation axis of the engagement wheel does not coincide with the rotation axis of the winding drum, but is inclined by a few degrees.
Bei einer bevorzugten Ausführung der Erfindung hat das Eingriffsrad eine umlaufende zylindrische Abrollfläche, die an dem zylindrischen Trommelkern der Wickeltrommel oder an einer auf der Wickeltrommel bereits gelegten Wickelungslage abläuft. Dabei drückt die Abrollfläche des Eingriffsrads unter dem Einfluss der Eigengewichtskraft des in Vertikalrichtung schwenkbar an dem Träger gelagerten Verlegearms auf den Trommelkern oder die Wickelungslage.In a preferred embodiment of the invention, the engagement wheel has a circumferential cylindrical rolling surface, which runs on the cylindrical drum core of the winding drum or on an already laid on the winding drum winding position. In this case, the rolling surface of the sprocket presses under the influence of the self-weight force of the vertical direction pivotally mounted on the carrier laying arm on the drum core or the winding position.
Vorzugsweise ragt das Eingriffsrad abschnittsweise derart über das wickeltrommelseitige Ende vor, dass ein unbelegter, frei zugänglicher, lateraler Seitenbereich gebildet ist, der vorzugsweise bei einem scheibenförmigen Eingriffsrad eine glatte, in einer Vertikalebene liegende, ebene Fläche ist. An dem Seitenbereich wird das Eingriffsrad unter dem Einfluss der axialen Rückstellkraft gegen die freie radiale Lateralseite der zuletzt gelegten Wickelungsschlaufe gedrückt. Der frei zugängliche Seitenbereich des Eingriffsrads kann derart bemessen sein, dass die Lateralseite des Wickelguts unter Ausbildung des Lateralkontakts ausschließlich mit dem Seitenbereich in Eingriff kommt. Die Lauffläche des Eingriffsrads kommt mit der radial darunter liegenden Wickelungslage oder dem Trommelkern in Rolleingriff.Preferably, the engagement wheel protrudes in sections over the winding drum end in such a way that a blank, freely accessible, lateral side region is formed, which is preferably a smooth flat surface situated in a vertical plane in the case of a disk-shaped engagement wheel. On the side region, the engagement wheel is pressed under the influence of the axial restoring force against the free radial lateral side of the winding loop last laid. The freely accessible side region of the engagement wheel can be dimensioned such that the lateral side of the winding material engages exclusively with the side region to form the lateral contact. The tread of the engagement wheel comes into rolling engagement with the radially underlying winding layer or drum core.
Bei einer bevorzugten Ausführung der Erfindung ist der Verlegearm derart an dem Träger gelagert, dass sich das wickeltrommelseitige Ende längs eines linearen Eingriffswegs am Außenumfang des Wickeltrommelkerns oder an einer zuletzt an der Wickelungstrommel gelegten Wickelungslage entsprechend der allmählich axial zunehmenden Ausdehnung der zu legenden Wickelungslage um die Wickelgutstärke schrittweise verrückt. Der Eingriffsweg kann vorzugsweise im Wesentlichen an einer 12-Uhr-Umfangsposition liegen, um die Gewichtskräfte des Eigengewichts des Verlegearms am effektivsten zu nützen. Vorzugsweise liegt der Verlegearm tangential auf dem Eingriffsweg unter dem Einfluss seines Eigengewichts auf.In a preferred embodiment of the invention, the laying arm is mounted on the carrier such that the winding drum end extends along a linear engagement path on the outer circumference of the winding drum core or on a winding position last laid on the winding drum in accordance with the gradually increasing axial extension of the winding layer to be wound around the winding material thickness gradually crazy. The engagement path may preferably be substantially at a 12 o'clock circumferential position to most effectively utilize the weight forces of the dead weight of the laying arm. Preferably, the laying arm lies tangentially on the engagement path under the influence of its own weight.
Bei einer bevorzugten Ausführung der Erfindung hat der Verlegearm die Form eines Schwerts. Der Schaft des Schwerts liegt trägerseitig, während die Spitze des Schwerts hin zur Wickeltrommel ragt. Die Spitze des Schwerts liegt im ständigen Kontakt mit der Wickelungstrommel oder der bereits gelegten Wickelungslage zumindest bei der Hin- und Herverlegebewegung.In a preferred embodiment of the invention, the laying arm has the shape of a sword. The shaft of the sword is the carrier side, while the tip of the sword protrudes towards the winding drum. The tip of the sword is in constant contact with the winding drum or already laid winding position, at least during the back and forth laying movement.
Der Verlegearm kann durch zwei im Wesentlichen parallele Platten gebildet sein, deren Längsrichtung sich hin zur Wickeltrommel erstreckt und deren Breitenrichtung in Vertikalrichtung ausgerichtet ist. Die parallelen Platten können einen Führungsraum oder -spalt zwischen sich bilden, in dem das Wickelgut innerhalb des Verlegearms hin zum wickeltrommelseitigen Ende geführt ist. Die Führung des Wickelguts innerhalb des Verlegearms kann vorzugsweise durch wenigstens eine insbesondere frei laufende Rolle und/oder durch wenigstens ein insbesondere frei laufendes Rollenpaar gebildet sein. Die Rolle und/oder das Rollenpaar können an den Platten drehgelagert sein.The laying arm may be formed by two substantially parallel plates whose longitudinal direction extends towards the winding drum and whose width direction is aligned in the vertical direction. The parallel plates can form a guide space or gap between them, in which the winding material is guided within the laying arm towards the winding drum end. The leadership of the winding material within the laying arm can preferably by at least one particular free-running role and / or by at least a particular freely running roller pair may be formed. The roller and / or the pair of rollers may be rotatably mounted on the plates.
Vorzugsweise ist an dem wickeltrommelseitigen Ende ein Abgabenrollenpaar vorzugsweise frei drehbar gelagert, über die das Wickelgut den Verlegearm verlässt, um im Verlauf zur Wickeltrommel ohne Beeinflussung einer weiteren mechanischen Struktur wie das Eingriffsrad, gewickelt zu werden.Preferably, a pair of delivery rollers is preferably freely rotatably mounted on the winding drum end over which the winding material leaves the laying arm to be wound in the course of the winding drum without influencing a further mechanical structure such as the sprocket.
Bei einer Weiterbildung der Erfindung hat die Träger-Verlegearm-Lagerung eine Schlitten-Schienen-Anordnung, durch die der Verlegearm insbesondere im Wesentlichen parallel zu einer Rotationsachse der Wickeltrommel relativ zum Träger geführt ist. Vorzugsweise sind am Träger die Schienen und am Verlegearm der Schlitten befestigt, wobei insbesondere die Rückstelleinrichtung zwischen dem Schlitten und der Schiene wirkt. Die Rückstelleinrichtung dient dazu, eine elastische Federkraft zu erzeugen, um das wickeltrommelseitige Ende gegen die zuletzt gelegte Wickelschlaufe vorzuspannen.In a further development of the invention, the carrier-laying arm has a carriage-rail arrangement through which the laying arm is guided in particular substantially parallel to a rotation axis of the winding drum relative to the carrier. The rails and the laying arm of the carriages are preferably fastened to the carrier, wherein in particular the restoring device acts between the carriage and the rail. The restoring device serves to generate an elastic spring force in order to bias the winding drum-side end against the last-laid winding loop.
Bei einer bevorzugten Ausführung der Erfindung umfasst die erfindungsgemäße Wickelungsvorrichtung eine Verlegearmlagerung, die den Verlegearm in einer insbesondere je nach axialer Position längs des Verlegewegs verdrehbaren Verlegerichtung relativ zum Träger insbesondere linear führt, und eine Rückstell- oder Vorspanneinrichtung, die bei Auslenkung des Verlegearms in Verlegerichtung relativ zu dem Träger dem Verlegearm eine Rückstell- oder Vorspannkraft mitteilt, um den Verlegearm seitlich, im Wesentlichen axial gegen eine zuletzt auf die Wickelungstrommel gelegte Wickelungsschlaufe zu drängen. Die Verlegearmlagerung kann eine Schlitten-Schienen-Anordnung aufweisen, gemäß der der Verlegearm relativ zum Träger linear in Verlegerichtung geführt ist. Die Axialrichtung ist durch die Rotationsachse der Wickeltrommel definiert. Die verdrehbare Verlegerichtung kann gegenüber der Axialrichtung insbesondere abhängig von der Position des Verlegearms längs des Verlegewegs parallel liegen und/oder dazu geneigt sein, um einen Freistellwinkel des Verlegearms insbesondere von weniger als 20° bezüglich der horizontalen Radialerstreckung des Seitenflansches der Wickeltrommel zu erzeugen. Der Schlitten ist verlegearmseitig ausgebildet, wobei die Schiene trägerseitig realisiert ist. Ein Handhabegerät, wie ein Stellroboter, rückt den Träger, dem Verlegearm folgend, nach und dient dazu, die anwachsende Auslenkung des Verlegearms zu verringern, die durch das axiale Wachstum der Wickelungslage veranlasst ist und dem nachrückenden Träger gegenüber stets voreilend passiert. Die Rückstellkraft dient dazu, den Verlegearm ständig gegen die zuletzt gelegte Wickelungsschlaufe zu drücken und insbesondere dann eine Vorspannung gegen die Wickelungsschlaufe und damit den Wickelungsschlaufenkontakt aufrecht zu erhalten, wenn das Handhabegerät den Träger dem Verlegearm folgend nachführt. Der Träger darf nur soweit nachgeführt werden, dass weiterhin eine ausreichende Vorspannkraft an dem Verlegearm gegen die zuletzt gelegte Wickelungsschlaufe verbleibt. Je höher die Auslenkung des Verlegearms relativ zum Träger ist, desto stärker wirkt die Rückstellkraft der Rückstelleinrichtung. Mit diesem Erfindungsaspekt wird eine optimal kompakte, dichte Anordnung von Wickelungsschlaufe zu Wickelungsschlaufe realisiert.In a preferred embodiment of the invention, the winding device according to the invention comprises a laying arm, which leads the laying arm in a particular direction depending on the axial position along the laying path rotatable laying direction relative to the carrier in particular linear, and a restoring or biasing device relative to the displacement of the laying arm in the laying direction to the carrier the restoring arm informs a restoring or biasing force to urge the laying arm laterally, substantially axially against a last laid on the winding drum winding loop. The laying arm support may comprise a carriage-rail arrangement, according to which the laying arm is guided linearly in the laying direction relative to the carrier. The axial direction is defined by the axis of rotation of the winding drum. The rotatable laying direction may be parallel to the axial direction, in particular depending on the position of the laying arm along the laying path and / or inclined to produce a free running angle of the laying arm, in particular less than 20 ° with respect to the horizontal radial extent of the side flange of the winding drum. The carriage is designed Verlegearmseitig, the rail is realized carrier side. A handling device, such as a positioning robot, advances the carrier, following the laying arm, and serves to reduce the increasing displacement of the laying arm, caused by the axial growth of the winding layer and always leading past the advancing carrier. The restoring force serves to constantly push the laying arm against the last-placed winding loop and in particular then maintain a bias against the winding loop and thus the winding loop contact when the handling device tracks the carrier following the laying arm. The carrier may only be tracked so far that continues to remain a sufficient biasing force on the laying arm against the last-placed winding loop. The higher the deflection of the laying arm relative to the carrier, the stronger the restoring force of the restoring device. With this aspect of the invention, an optimally compact, tight arrangement of winding loop to winding loop is realized.
Des Weiteren betrifft eine bevorzugte Ausführung der Erfindung eine Anstell- oder Freistelleinrichtung, die den Verlegearm zumindest bei der Verlegebewegung nahe dem Seitenflansch der Wickeltrommel in einem zur horizontalen Radialerstreckung des einen Seitenflansches "positiven" Anstellwinkel von dem einen Seitenflansch weg neigend anstellt und den Verlegearm im Verlauf der Hin- und Herverlegebewegung hin zum gegenüberliegenden Seitenflansch in einen "negativen" Anstellwinkel von dem anderen Seitenflansch weg geneigt schwenkt. Die Anstelleinrichtung ist vorzugsweise durch das Handhabegerät, wie den Stellroboter, gebildet, der, um die gewünschte Schwenkbewegung um den Wickelungsschlaufenkontakt zu betreiben, den Träger stellt. Die Schwenkachse der Schwenkbewegung liegt vorzugsweise im Bereich des wickeltrommelseitigen Endes des Verlegearms. Die Schwenkstelle kann längs des Hin- und Herverlegewegs wandern. Es reicht aus, einen Freistellwinkel von 1° bis 20° einzustellen. Entsprechend dem Freistellwinkel ist auch die durch die Verlegearmlagerung definierte, verdrehbare Verlegerichtung des Verlegearms gegenüber der Axialrichtung geneigt, wobei der Neigungswinkel an den axialen Enden der Hin- und Herverlegebewegung entsprechend am größten ist und im Verlauf der Hin- und Herverlegebewegung, so wie der Freistellwinkel, abnimmt und etwa auf halbem Verlegeweg verschwindet sowie anschließend insbesondere allmählich wieder zunimmt.Furthermore, a preferred embodiment of the invention relates to an adjusting or releasing device which, at least during the laying movement near the side flange of the winding drum, inclines the laying arm away from the one side flange in a "positive" angle of attack for the horizontal radial extent of the one side flange and the laying arm in the course the back and forth laying movement towards the opposite side flange in a "negative" angle of attack from the other side flange inclined inclined. The adjusting device is preferably formed by the handling device, such as the positioning robot, which, in order to operate the desired pivoting movement about the winding loop contact, provides the carrier. The pivot axis of the pivoting movement is preferably in the region of the winding drum-side end of the laying arm. The pivot point can migrate along the forward and Herverlegewegs. It is sufficient to set a clearance angle of 1 ° to 20 °. Corresponding to the free-setting angle, the rotatable laying direction of the laying arm defined by the laying support is also inclined with respect to the axial direction, whereby the angle of inclination is correspondingly greatest at the axial ends of the displacement movement and in the course of the reciprocating movement, such as the free-standing angle, decreases and disappears about halfway along the way and then gradually increases in particular gradually.
Bei einer bevorzugten Ausführung der Erfindung ist für das betriebsgemäße Stellen des Verlegearms insbesondere bei einem Richtungswechsel der Hin- und Herverlegung eine Verlegearmstelleinrichtung zum insbesondere vertikalen Positionieren des Verlegearms relativ zur Wickeltrommel vorgesehen. Die Verlegearmstelleinrichtung kooperiert mit einem Wegsensor zum Erfassen wenigstens einer vorbestimmten Position des Verlegearms längs des Verlegewegs, wobei gegebenenfalls der Wegsensor bei Erreichen der wenigstens einen vordefinierten Position die Verlegearmstelleinrichtung veranlasst, den Verlegearm um wenigstens etwa die halbe Stärke des Wickelguts, vorzugsweise um etwa eine Wickelgutstärke oder um mehr als eine Wickelgutstärke, und höchstens um ein Zweifaches der Wickelgutstärke von der Wickeltrommel weg oder von der bereits daraufgelegten Wickelungslage weg anzuheben. Die Verlegearmstelleinrichtung kann eine insbesondere vertikale Schwenklagerung für den Verlegearm aufweisen, wobei eine Schwenkachse des Verlegearms trägerseitig angeordnet ist. Die Schwenklagerung kann beispielsweise dadurch realisiert sein, dass ein wickeltrommelseitiges Verlegearmschwert relativ zu der trägerseitigen Verlegearmbasis in Vertikalrichtung verschwenkbar ist. Des Weiteren kann die Verlegearmstelleinrichtung einen Lifter zum insbesondere linearen Anheben der Schwenkachse in Vertikalrichtung aufweisen, wobei der Lifter beispielsweise durch das Handhabegerät, wie den Stellroboter, gebildet ist, das auf den Träger zugreift, um den Träger samt der Verlegearm-Schwenkachse vertikal linear anzuheben. Um das schwenkbare wickeltrommelseitige Ende beim Anheben mitzunehmen, weist die Schwenklagerung einen Anlageanschlag auf, der ein Absenken des wickeltrommelseitigen Endes des Verlegearms begrenzt. Die Schwenklagerung erlaubt einerseits einen flexiblen Kontaktablauf des wickeltrommelseitigen Endes an der bereits gelegten Wickellage und damit ein freies Konturfolgen der bereits gelegten Wickellage und deren radiale Unwuchten, andererseits begrenzt der Anlageanschlag ein Absenken des wickeltrommelseitigen Endes ausgehend von der Auflage auf die Wickelungslage um höchstens eine halbe Wickelungsgutstärke, sollte das wickeltrommelseitige Ende zwischen zwei gelegte benachbarte Wickelungsschlaufen gelangen.In a preferred embodiment of the invention, a Verlegearmstelleinrichtung is provided for the vertical positioning of the laying arm relative to the winding drum for the proper operation of the laying arm especially in a change of direction of back and forth laying. The Verlegearmstelleinrichtung cooperates with a displacement sensor for detecting at least a predetermined position of the laying arm along the laying path, wherein optionally the displacement sensor causes upon reaching the at least one predefined position, the Verlegearmstelleinrichtung, the laying arm by at least about half the thickness of the winding material, preferably by about a winding material or by more than one winding material thickness, and at most two times the winding material thickness of the winding drum away or away from the already applied winding position away. The Verlegearmstelleinrichtung may have a particular vertical pivot bearing for the laying arm, wherein a pivot axis of the laying arm is arranged on the carrier side. The pivot bearing can be realized, for example, in that a winding drum-side laying arm blade is pivotable relative to the carrier-side laying arm base in the vertical direction. Furthermore, the laying arm adjustment device can have a lift for, in particular, vertical lifting of the pivot axis in the vertical direction, wherein the lift is formed, for example, by the handling device, such as the setting robot, which accesses the carrier in order to lift the carrier together with the laying arm pivot axis vertically linearly. In order to take the pivotable winding drum-side end when lifting, the pivot bearing has an abutment stop, which limits a lowering of the winding drum-side end of the laying arm. The pivot bearing allows on the one hand a flexible contact sequence of the winding drum side end of the already placed winding layer and thus a free contour following the already laid winding layer and its radial imbalances, on the other hand limits the investment stop lowering the winding drum end from the support to the winding position by at most half Wickelungsgutstärke , the winding drum end should come between two adjacent adjacent winding loops.
Bei einer bevorzugten Ausführung der Erfindung ist eine Wickelgut-Bremse an dem Verlegearm angeordnet, die dem Wickelgut vor dem Erreichen der Wickeltrommel eines Bremskraft mitteilt, um das Wickelgut auf Zug vorzuspannen. Die Bremskraft kann betriebsgemäß insbesondere durch eine Steuerung- und/oder Regelung eingestellt werden.In a preferred embodiment of the invention, a winding material brake is arranged on the laying arm, which informs the winding material before reaching the winding drum of a braking force to bias the winding material to train. The braking force can be adjusted according to the operation in particular by a control and / or regulation.
Des Weiteren betrifft die Erfindung ein Verfahren. Danach wird ein strangförmiges Wickelgut, wie ein kontinuierlich extrudiertes Rohr, vorzugsweise aus Kunststoff auf eine Wickeltrommel aufgewickelt, indem das Wickelgut der rotierenden Wickeltrommel über einen für eine Hin- und Herverlegebewegung gelagerten Verlegearm übergeben wird. Zudem wird zumindest bei einem Teil der insbesondere linearen Hin- und Herverlegebewegung ein wickeltrommelseitiges Ende des Verlegearms in einen ständigen Lateralkontakt mit einer freien Lateralseite der auf der Wickeltrommel gewickelten Wickelungen des Wickelguts gehalten, so dass das wickeltrommelseitige Ende der sich axial ausdehnenden Wickelungslage folgt.Furthermore, the invention relates to a method. Thereafter, a strand-shaped winding material, such as a continuously extruded tube, preferably wound from plastic onto a winding drum by the winding material of the rotating winding drum is transferred via a mounted for a Her and laying movement laying arm. In addition, a winding drum side end of the laying arm is maintained in a constant lateral contact with a free lateral side of the wound on the winding drum windings of the winding material at least in a part of the particular linear back and forth laying movement, so that the winding drum side end of the axially expanding winding position follows.
Es sei klar, dass das erfindungsgemäße Verfahren gemäß der Betriebsfunktion der erfindungsgemäßen Wickelungsvorrichtung ausgestaltet sein kann.It is clear that the method according to the invention can be designed in accordance with the operating function of the winding device according to the invention.
Weitere bevorzugte Ausführungen sind in den Unteransprüchen angegeben.Further preferred embodiments are specified in the subclaims.
Weitere Eigenschaften, Merkmale und Vorteile der Erfindung werden durch die folgende Beschreibung einer bevorzugten Ausführung der Erfindung anhand der beiliegenden Zeichnungen erläutert, in denen zeigen:
Figur 1- eine perspektivische Ansicht einer Vorrichtung zum Wickeln eines kontinuierlich extrudierten Kunststoffrohres auf eine Wickeltrommel in einem Anfangsbetriebszustand, bei dem eine erste Wickellage an der Wickeltrommel abgelegt wird;
- Figur 2a
- eine perspektivische Ansicht der Wickelungsvorrichtung gemäß
Figur 1 kurz vor dem Betriebszustand eines Wickelungslegerichtungswechsels; - Figur 2b
- eine perspektivische Detailansicht des Eingriffs eines wickeltrommelseitigen Endes eines Verlegearms auf die Wickelung und die Wickelungstrommel gemäß dem Betriebszustand nach
Figur 2a ; - Figur 3a
- eine perspektivische Ansicht der Wickelungsvorrichtung während des Betriebszustands des Wickelungslegerichtungswechsels;
- Figur 3b
- eine perspektivische Detailansicht des wickeltrommelseitigen Endes des Verlegearms gemäß dem Betriebszustand nach
Figur 3a ; - Figur 4a
- eine perspektivische Ansicht der Wickelvorrichtung in dem Betriebszustand nach dem Wickelungslegerichtungswechsel;
- Figur 4b
- eine perspektivische Detailansicht des wickeltrommelseitigen Endes des Verlegearms gemäß dem Betriebszustand nach
Figur 4a ; Figur 5- eine perspektivische Ansicht der Wickelungsvorrichtung mit Bewegungsachsen eines Trägers der Wickelungsvorrichtung sowie des Verlegearms;
Figur 6- eine Draufsicht der Wickelungsvorrichtung im Betriebszustand des Wickelungslegerichtungswechsels gemäß
Figuren 3a und3b ; Figur 7- eine perspektivische Draufsicht des Trägers der Wickelungsvorrichtung gemäß
Figur 1 ; - Figur 8
- eine perspektivische Seitenansicht des Trägers gemäß
Figur 7 ; - Figur 9
- eine weitere perspektivische Ansicht des Trägers nach
Figur 7 mit Blick auf eine Wirbelstrombremse für das Wickelgut in einem passiven Betriebszustand; - Figur 10
- die perspektivische Seitenansicht des Trägers nach
Figur 7 mit der Wirbelstrombremse in einem aktiven Betriebszustand; - Figur 11
- ein Wickelgeschwindigkeit-Weg-Diagramm zur Darstellung der Abhängigkeit der Wickelgeschwindigkeit von der axialen Stellung der Führung;
- Figur 12
- ein Weg-Zeit-Diagramm, bei dem die axiale Verlagerung (X) gegenüber der Zeit (t) während einer Wendeoperation dargestellt ist;
Figur 13- eine perspektivische Ansicht des erfindungsgemäßen Verlegearms für die erfindungsgemäße Wicklungsvorrichtung;
- Figur 14
- eine perspektivische Ansicht eines vorderen Teils des Verlegearms ohne eine Gehäusehälfte, wobei eine Gehäuseplatte zur freien Ansicht des Transportraums des Verlegearms demontiert ist;
Figur 15- eine Draufsicht auf den vorderen Teil des Verlegearms nach
Figur 14 ; - Figur 16
- eine Stirnansicht des wickeltrommelseitigen Endes des erfindungsgemäßen Verlegearms;
Figur 17- eine Querschnittsansicht des vorderen Teils des Verlegearms gemäß
Figur 14 ; und Figur 18- eine perspektivische Ansicht von in dem Transportraum des Verlegearms größtenteils untergebrachten Bewegungsorgane des erfindungsgemäßen Verlegearms.
- FIG. 1
- a perspective view of an apparatus for winding a continuously extruded plastic tube on a winding drum in an initial operating state, in which a first winding layer is deposited on the winding drum;
- FIG. 2a
- a perspective view of the winding device according to
FIG. 1 just before the operating state of a winding layer change of direction; - FIG. 2b
- a detailed perspective view of the engagement of a winding drum-side end of a laying arm on the winding and the winding drum according to the operating state after
FIG. 2a ; - FIG. 3a
- a perspective view of the winding device during the operating state of the winding layer direction change;
- FIG. 3b
- a perspective detail view of the winding drum-side end of the laying arm according to the operating state after
FIG. 3a ; - FIG. 4a
- a perspective view of the winding device in the operating state after the winding layer direction change;
- FIG. 4b
- a perspective detail view of the winding drum-side end of the laying arm according to the operating state after
FIG. 4a ; - FIG. 5
- a perspective view of the winding device with axes of movement of a support of the winding device and the laying arm;
- FIG. 6
- a top view of the winding device in the operating state of the winding layer direction change according to
FIGS. 3a and3b ; - FIG. 7
- a perspective top view of the carrier of the winding device according to
FIG. 1 ; - FIG. 8
- a perspective side view of the carrier according to
FIG. 7 ; - FIG. 9
- another perspective view of the carrier after
FIG. 7 with regard to an eddy current brake for the winding material in a passive operating state; - FIG. 10
- the perspective side view of the carrier after
FIG. 7 with the eddy current brake in an active operating condition; - FIG. 11
- a winding speed-distance diagram for illustrating the dependence of the winding speed of the axial position of the guide;
- FIG. 12
- a path-time diagram in which the axial displacement (X) against the time (t) during a turning operation is shown;
- FIG. 13
- a perspective view of the laying arm according to the invention for the winding device according to the invention;
- FIG. 14
- a perspective view of a front part of the laying arm without a housing half, wherein a housing plate for free view of the transport space of the laying arm is dismantled;
- FIG. 15
- a plan view of the front part of the laying arm after
FIG. 14 ; - FIG. 16
- an end view of the winding drum-side end of the laying arm according to the invention;
- FIG. 17
- a cross-sectional view of the front part of the laying arm according to
FIG. 14 ; and - FIG. 18
- a perspective view of in the transport space of the laying arm largely accommodated movement organs of the laying arm according to the invention.
In
Die Wickeltrommel 5 umfasst einen im Wesentlichen zylindrischen Trommelkern 7, an dessen beiden Axialenden jeweils ein seitlicher, sich in Radialrichtung erstreckender Seitenflansch 11a, 11b befestigt ist. Konzentrisch zur Rotationssymmetrie der Wickeltrommel 5 ist eine Rotationsachse 13 der Wickeltrommel 5 ortsfest (bezüglich einem Referenzboden B, auf dem die Wickelungsvorrichtung 1 steht) gelagert, um welche die Wickeltrommel 5 zum Durchführen des Wickelungsvorgangs rotiert. Die Rotationsachse 13 definiert eine Axialrichtung, auf die auch im Folgenden zur Definition von Bewegungen von beweglichen Bauteilen der Wickelungsvorrichtung 1 Bezug genommen wird.The winding
Aus ökonomischen Gründen ist die genormte Wickeltrommel 5 häufig aus Holz gefertigt, wobei der Trommelkern 7 sowie auch die Seitenflansche 11a, 11b leicht, aber nicht vernachlässigbar von einer idealsymmetrischen Form abweichen können. Der zylindrische Trommelkern 7 kann Radialschläge aufweisen, während die Seitenflansche 11a, 11b Axialunwuchten bilden können. Auch Wickeltrommeln 5 aus anderem Material, wie Kunststoff, weichen häufig zufällig oder fertigungsbedingt von einer idealsymmetrischen Rotationsform ab.For economic reasons, the standardized winding
Wie in
Die erfindungsgemäße Wickelungsvorrichtung 1 besteht im Wesentlichen aus vier Hauptbestandteilen, nämlich einem Träger 23, einer Rückstelleinrichtung 61, einem lediglich in
Der erfindungsgemäße Verlegearm 27 hat die Form wie beispielsweise eine Motorsäge mit einer Verlegearmbasis 28 (Aktoren-/ Motorbasis) sowie einem Verlegeschwert 29, das sich von der Verlegearmbasis 28 im Wesentlichen in Horizontalrichtung zur Wickeltrommel 5 erstreckt und diese unmittelbar oder mittelbar berührt. Die Verlegearmbasis 28 hat auf deren der Wickeltrommel 5 abgewandten Stirnseite eine Aufnahme 21 (
Der Träger 23 hält beweglich den Verlegearm 27 und hat in der dargestellten Ausführung eine Schiene 51, an der ein Greifarm des Stellroboters 71 befestigt ist. Die Schiene 51 kooperiert mit einem Schlitten 53 der Verlegearmbasis 28 derart, dass der Verlegearm 27 längs des linearen Schlittenwegs hin- und herbewegt werden kann.The
Das Verlegeschwert 29 erstreckt sich überwiegend in einer Horizontalrichtung, ungefähr senkrecht zur Axialrichtung 13 von der Verlegearmbasis 28 weg hin zur Wickeltrommel 5, wobei der Verlegearm 27 derart dimensioniert ist, dass er in dessen Längsrichtung über den Trommelkern 7 (bis etwa in dessen axiale Mitte) ragt (in Anheberichtung A betrachtet).The
Das Verlegeschwert 29 hat zwei vertikale, parallel zueinander angeordnete Führungs- und Halteplatten 31a, 31b. Zwischen den beiden Halte- und Führungsplatten 31a, 31b, die in deren im Wesentlichen horizontalen Erstreckungsrichtung eine im Wesentlichen konstante Vertikalbreite aufweisen, ist ein Führungsspalt zur Bildung eines Transportraums 32 für das Kunststoffrohr 3 geformt. Damit das Kunststoffrohr 3 sicher von der Aufnahme 21 entlang des Verlegearms 27 zwischen den Halte- und Führungsplatten 31a, 31b entlang gleiten kann, können Leitrollen im Führungsspalt an den Halte- und Führungsplatten 31a, 31b drehbar gelagert sein und einen ortsdefinierten Führungskanal durch den Transportraum 32 hindurch bilden.The
An einem wickeltrommelseitigen Ende 33 des Verlegearms 27 ist eine Wickelgutabgabe 34 insbesondere in Form eines Paars Abgaberollen 35 mit horizontalen Drehachsen noch im Transportraum 34 gelagert, die ein geführtes Abgeben des Kunststoffrohres 3 von dem wickeltrommelseitigen Ende 33 des Verlegearms 27 hin zur Wickeltrommel 5 sicherstellen. Zwischen der Verlegearm-Basis 28 und dem wickeltrommelseitigen Ende 33 erstreckt sich ein arm- oder strebenförmiges Tragwerk 30. Das Tragwerk 30 kann seitlich durch vertikal angeordnete Platten begrenzt sein und den Transportraum 32 begrenzen. An dem Tragwerk 30 sind mehrere Führungsrollen zum Durchführen des Wickelguts drehbar gelagert.At a winding drum-
An einer Oberseite des wickeltrommelseitigen Endes 33 ist ein Wegsensor 36 in einer ersten Ausführungsform eines Kontaktgebers 37 positioniert. Der Kontaktgeber 37 umfasst ein frei drehbar gelagertes Kontaktrad, dessen Drehachse vertikal angeordnet ist. Auch eine andere aus dem Stand der Technik bekannte Wegsensorik kann eingesetzt werden. Das Kontaktrad hat einen passiven Betriebszustand im Verlauf der Verlegebewegung W des Verlegearms 27 zwischen dem linken Seitenflansch 11b und dem gegenüberliegenden rechten Seitenflansch 11a, bei dem die Drehachse in einem Führungsspalt des Verlegeschwerts 29 liegt. Vorzugsweise sobald das Kontaktrad des Kontaktgebers 37 in Eingriff mit der radialen Innenseite 41 des jeweiligen Seitenflansches 11a, 11b gelangt, so wird das Kontaktrad, insbesondere dessen vertikale Drehachse, in Axialrichtung ausgelenkt, weil das Kontaktrad an dem wickeltrommelseitigen Ende 33 des Verlegearms 27 in beiden Axialrichtungen axial vorsteht und für eine axiale Auslenkung schwenkbar am Verlegearm 27 gelagert ist. Beim axialen Auslenken des Kontaktrads gibt der Kontaktgeber 37 ein elektrisches Kontaktsignal an eine nicht näher dargestellte Steuerungs- und/oder Regelungseinrichtung, welche das Kontaktsignal für den weiteren Wickelbetrieb der Wickelungsvorrichtung 1 verarbeitet. Das Auslösen des elektrischen Kontaktsignals kann unmittelbar nach dem Bewegen des Kontaktrads aus dessen unbetätigter Mittelstellung initiiert und weitergegeben werden oder aber mit einer wegabhängigen Verzögerung nach Erreichen einer vorbestimmten Schwenkbewegungsamplitude.On a top side of the winding drum-
Am wickeltrommelseitigen Ende 33 des Verlegearms 27 ist ein Anlagebereich 38 ausgebildet, an dem das wickeltrommelseitige Ende 33 des Verlegearms in einem Schleifkontakt mit der Seitenflanschwand 11a, 11b der Wickeltrommel 5 gelangen kann. Dafür ist die Schwenklagerung 39 des Wegsensors 34 derart ausgelegt, dass das Kontaktrad des Kontaktgebers 37 zumindest bis auf Höhe der Außenseite des jeweiligen Anlagebereichs 38 weg verschwenkt wird, so dass der Betätigungsvorsprung des Kontaktrads in seitlicher Richtung vollständig versenkt ist und der jeweilige Anlagebereich 38 freigegeben wird. Eine alternative Wegsensorenausführung ist weiter unten beschrieben.At the winding drum-
An der der Oberseite gegenüberliegenden Unterseite des wickeltrommelseitigen Endes 33 ist ein Eingriffsrad 43 frei drehbar am Verlegearm 27 ortsfest gelagert, dessen Drehachse im Wesentlichen horizontal parallel zur Rotationsachse 13 der Wickeltrommel 5 liegt. Die Lauffläche des Eingriffsrads 43 steht im unmittelbaren Abrollkontakt mit dem angetriebenen Trommelkern 7 oder einer bereits gelegten Wickelungslage. Ein frei zugänglicher Seitenbereich des Eingriffsrads 43 liegt beim Wickeln mit einem überwiegend axialen Druckvorspannkontakt an der axialen Lateralseite 18 der zuletzt gelegten Wickelungsschlaufe 17 an.On the underside of the winding drum-
Die axiale Breite der Lauffläche des Eingriffsrads 43 ist derart dimensioniert, dass sie größer als der halbe Außendurchmesser des Kunststoffrohrs 3, allerdings kleiner als der Außendurchmesser des Kunststoffrohrs 3 ist.The axial width of the tread of the
Der Verlegearm 27 ist über eine trägerseitige-(23)-Schwenklagerung, welche nicht näher illustriert ist, vertikal schwenkbar gelagert, wobei eine trägerseitige Schwenkachse S horizontal, zumindest abhängig von der Verlegewegposition parallel zur Rotationsachse 13 der Wickeltrommel 5 verläuft. Zum Kontrollieren der Schwenkbewegung des Verlegearms 27 in einer vertikalen Ebene ist eine Dämpfungseinheit 45 vorgesehen, die einerseits am Träger 23 und andererseits an einem Vorsprung 47 an der Oberseite des Verlegeschwerts 29 befestigt ist. Die Dämpfungseinheit 45 gewährleistet eine gedämpfte Schwenkbewegung des Verlegearms 27 um die trägerseitige Schwenkachse S. Ein Schwenkanschlag (nicht dargestellt) ist vorgesehen, der ein Abschwenken des Verlegearms 27 in der vertikalen Ebene nach unten auf die Wickeltrommel 5 zu begrenzt. Der Schwenkanschlag gewährleistet, dass sich das Eingriffsrad 43 nicht zwischen zwei bereits gelegten Wickelungsschlaufen drängt und sich vollständig zwischen diesen durchdrückt, um einen Kontakteingriff des Eingriffsrads 43 mit einer darunter liegenden vollständigen Wickelungslage zu vermeiden. Die Schwenkbeweglichkeit des Verlegearms 27 und die Position des Schwenkanschlags sind relativ zum Verlegearm 27 derart festgelegt, dass das Eingriffsrad 43 bei der Hin- und Herverlegebewegung in Abrollkontakt mit dem zylindrischen Trommelkern 7 oder der zuletzt gelegten Wickelungslage steht. Der Schwenkanschlag stoppt aber ein Absenken der Eingriffsrolle 43 ab höchstens der halben Stärke des Kunststoffrohrs 3, so dass ein Rollkontakt auf der zuletzt vollständig verlegten Wickelungslage verhindert wird.The laying
Der Träger 23 ist relativ zur ortsfesten Rotationsachse 13 oder zum ortsfesten Referenzboden B einer Fertigungshalle verlagerbar, indem der Stellroboter 71, der ortsfest auf dem Referenzboden B montiert ist, den Träger 23 greift, hält und entsprechend dem Wickelvorgang steuerungsgemäß positioniert.The
In
Die Eingriffsstelle des Eingriffsrads 43 mit dem Trommelkern 7 oder der bereits gelegten Wickelungslage bildet eine Betätigungsstelle, an der der Verlegearm 27 durch den axialen Zuwachs der Wickelungslage 15 dem Träger 23 gegenüber voreilend axial verschoben wird. Dies kann als eine flexibel reagierende Folgebewegung des Verlegearms 27 bezeichnet werden, der dem kontinuierlichen axialen Verlegen der Wickelungsschlaufen 17 und dem axialen Wachsen der Wickelungslage 15 unmittelbar folgt. Eine vertikale Schwenkbewegung um die Schwenkachse S wegen der Anlage des Eingriffsrads 43 an der Wickeltrommel 5 und einem radialen Wachsen der Wickelungslagen realisiert ein Folgenachstellen des an dem vorerst ortsfesten Träger 23 gelagerten Verlegearms 27. Die Nachgebebewegung des Verlegearms 27 und die Nachstellbewegung des Trägers 23 sind mit den Doppelpfeilen V, A in
Der Stellroboter 71 hält den Träger 23 anhand der Schiene 51, die mit dem Schlitten 53 kooperiert, der aus einer Basisplatte 55 und einem sich davon nach unten erstreckenden Profilträger 57 gebildet ist. Der Schlitten 53 und die Schiene 51 bilden eine translatorische Lagerung, deren translatorische Verlegerichtung V im Wesentlichen oder annähernd parallel zur horizontalen Axialrichtung (Rotationsachse 13) festgelegt ist. Die Schlitten(53)-Schienen(51)-Anordnung verleiht dem Verlegearm 27 eine Bewegungsfreiheit gegenüber dem Träger 23 nur in der Verlegerichtung V, so dass der Schlitten 53 nur in Verlegerichtung V relativ zu dem Stellroboter 71, insbesondere dessen Greifarm (nicht dargestellt), verlagert werden kann.The
Die Schienen(51)-Schlitten(53)-Anordnung stellt eine axiale Nachgiebigkeit für den Verlegearm 27 bereit. Die axiale Nachgiebigkeit wird durch den Bewegungsfreiheitsgrad in Verlegerichtung V geschaffen. Damit das Eingriffsrad 43 bei dem Verlegevorgang zwischen den beiden Seitenflanschen 11a, 11b nicht den Kontakt zu der Lateralseite der zuletzt gelegten Wickelungsschlaufe 17 verliert, wirkt zwischen dem Schlitten 53 und der Schiene 51 eine Rückstell- oder Vorspanneinrichtung 61, welche eine elastische Rückstell- oder Vorspannkraft erzeugt, sobald der Verlegearm 27 aus einer vordefinierten Neutralposition relativ zum Träger 23, in der keine Rückstellkräfte der Rückstelleinrichtung 61 zwischen der Schiene 51 und dem Schlitten 53 wirken, in Verlegerichtung V, getrieben durch das axiale Ausdehnen der Wickelungslage 15, ausgelenkt wird. Dabei ist der Betrag der Rückstellkraft desto größer, je größer die Auslenkweite des Verlegearms 27 aus der Neutralposition ist. Die Rückstelleinrichtung 61 ist durch ein Paar pneumatische Aktoren 63, 65 gebildet, deren Details in den
Wird der Verlegearm 27 durch das periodische, horizontale Verlegen der Wickelungsschlaufe 17 in Verlegerichtung V verrückt, so verlagert sich das Ende 33 des Verlegearms 27 samt Schlitten 53 in linearer Verlegerichtung V relativ zur Schiene 51, die währenddessen unbeeinflusst ortsfest vorläufig in deren Position verbleibt, bis sie beispielsweise bei Überschreitung einer Auslenkschwelle des Schlittens 53 durch den Stellroboter 71 nachgestellt wird, was die Rückstellkraft der Rückstelleinrichtung vermindert. Aufgrund der Relativbewegung zwischen dem Schlitten 53 und der Schiene 51 wird der pneumatische Aktor 63 oder 65 (je nach axialer Verlegerichtung) pneumatisch gespannt, so dass in dem pneumatischen Aktor 63, 65 die pneumatisch elastische Rückstellkraft erzeugt ist, die über den Schlitten 53 dem Verlegearm 27 mitgeteilt wird und schließlich das Eingriffsrad 43 axial gegen die freie Lateralseite 18 der zuletzt gewickelten Wickelschlaufe 17 vorspannt. Mit der axialen Rückstell-Vorspannung ist gewährleistet, dass sämtliche Wickelungsschlaufen 17 in Axialrichtung dicht an dicht benachbart gelegt werden, um die gewünschte gleichmäßige Wickelungsfolge zu erreichen, und flexibel auf geometrische sowie materialspezifische Anomalien anpassend reagiert werden kann.If the laying
Es sei klar, dass der pneumatische Aktor 63, 65 auch unabhängig von der Verlegung des Verlegearms 27 eine aktiv gesteuerte, pneumatische Rückstellkraft erzeugen kann, indem beispielsweise der pneumatische Aktor über eine nicht näher dargestellte Steuerungs- und/oder Regelungseinrichtung beispielsweise abhängig von einem vorbestimmten Betriebszustand pneumatisch aktiviert wird. Um einen möglichst einfachen Aufbau zu realisieren, ist der pneumatische Aktor 63 ungesteuert und baut (lediglich) elastische Rückstellkräfte auf, wenn der Verlegearm 27 aus dessen Neutralposition in Verlegerichtung V verrückt wird.It is clear that the
Um die axiale Rückstellkraft, die das Eingriffsrad 43 gegen die freie Lateralseite 18 der letzten Wickelungsschlaufe 17 drückt, im Wesentlichen konstant zu halten, wird die axiale Auslenkung zwischen dem Schlitten 53 und der Schiene 51 im Wesentlichen konstant oder zumindest in einem Grenzbereich gehalten. Dafür ist ein nicht dargestellter Positionssensor eingesetzt, der mit Hilfe einer Steuerungs- und/oder Regelungseinrichtung (nicht näher dargestellt) eine vordefinierte minimale und maximale Sollauslenkamplitude überwacht. Wird diese über- bzw. unterschritten, führt der Stellroboter 71 die Schiene 51 der Auslenkbewegung des Verlegearms 27 folgend nach, wobei der Nachrückschritt in etwa einer Stärke des Kunststoffrohrs 3 entsprechen kann. Auf diese Weise wird gewährleistet, dass die elastische Rückstellkraft durch das Nachfahren der Schiene 51 um den periodischen Aufbau der Auslenkung reduziert wird.In order to keep the axial restoring force which presses the
Um die gewünschte Wickelung um den Trommelkern 7 der Wickeltrommel 5 zu realisieren, ist das Kunststoffrohr 3 beim Aufwickeln um den Trommelkern 7 weitest möglich in dessen Längsrichtung mit einer konstanten Zugvorspannkraft beansprucht.In order to realize the desired winding around the
Erfindungsgemäß ist an dem Träger 23, insbesondere am Schlitten 53, eine elektromagnetische Bremse, insbesondere eine Wirbelstrombremse 67, angeordnet, die aus einer aktiven Betriebsstellung, wie sie in
Im Folgenden wird beschrieben, wie eine neue in Radialrichtung der Wickeltrommel 5 "erhöhte" Wickelungslage 15 initiiert ist, wenn annähernd eine Wickelungslage auf dem Trommelkern 7 oder einer bereits gelegten Wickelungslage abgeschlossen wurde und sich darauf eine "neue" Lage bildet. Hierzu wird insbesondere auf die
In
In
Im Verlauf der axialen Verlegebewegung von dem rechten Seitenflansch 11a hin zum linken Seitenflansch 11b nimmt ein (positiver) Anstellwinkel α ab, so dass etwa in axialer Mitte der Wickeltrommel 5 die Längserstreckung des Verlegearms 27 mit der horizontalen Radialrichtung HR zusammenfällt, während der Verlegearm 27 in der gegenüberliegenden axialen Verlegeendposition in einem (negativen) Anstellwinkel α insbesondere gleicher Größe ebenfalls hin zur Mitte der Wickeltrommel 5 geneigt ist. Auch in dieser Stellung kann der Kontaktgeber 37 sicher auslösen, indem das Kontaktrad seitlich ausgeschwenkt wird.In the course of the axial laying movement from the
Bei beiden axialen Verlegeendpositionen des Verlegearms 27 tritt der sich in Radialrichtung erstreckende Seitenflansch 11a, 11b nicht in Bewegungskonflikt mit dem dazu geneigten Verlegearm 27.At both axial laying end positions of the laying
Die bereits erwähnte, nicht näher dargestellte, insbesondere am Tragwerk 30 unterbringbare Steuerungs- und/oder Regelungseinrichtung kann insbesondere ausschließlich dafür eingesetzt werden, die Winkelgeschwindigkeit der Wickeltrommel 5 in Abhängigkeit der Radial- und/oder Axialposition der Führung (des Verlegearms 27), insbesondere dessen wickeltrommelseitigen Endes 33, einzustellen. Es sei klar, dass die Steuerungs- und/oder Regelungseinrichtung auch die oben genannten Steuerungsfunktionen übernehmen kann. Vorzugsweise ist die Steuerungs- und/oder Regelungseinrichtung mit der Basisplatte 55 fest verbunden. Es können allerdings auch andere Befestigungsorte für die Steuerungs- und/oder Regelungseinrichtung in Betracht kommen.The above-mentioned, not shown, in particular on the
Beim wendelgemäßen Verlegen des Kunststoffrohrs 3 auf die Wickeltrommel 5 wird das vorlaufende Ende des Kunststoffrohrs zuerst durch eine Öffnung im Seitenflansch 11 der Wickeltrommel 5 durchgefädelt und unmittelbar anliegend an der Innenseite 41 des Seitenflansches 11a, 11b manuell mittels einer Bedienperson für die erste Wickellage bei einer geringen Winkelgeschwindigkeit (siehe
Bevor die Wicklung beginnt, wird die Wegerfassung des Verlegearms 27 in der Steuerungs- und/oder Regeleinrichtung initialisiert, nämlich auf "0" gestellt. Ab dieser Initialisierung des Verlegeprozesses (bei START gemäß
Es sei klar, dass die richtige Winkelgeschwindigkeit der Wickeltrommel 5 für den Wicklungserfolg maßgeblich ist. Selbstverständlich kann auch der Regelungsprozess anhand der Umfangsgeschwindigkeit an der jeweiligen Wickelungslage 15 angepasst werden. In der Figurenbeschreibung wird der Einfachheit halber auf die Wicklungsgeschwindigkeit als Regelungsgröße Bezug genommen.It is clear that the correct angular velocity of the winding
Erreicht der Verlegearm 27, aus dem Stellmittelbereich C kommend, die vorbestimmte axiale Stellposition X2, beziehungsweise Pa oder Pb, welche beispielsweise anhand der Erfassung der axialen Position des Verlegearms 27 oder mittels Erfassung der bereits aufgewickelten Wickelgutlänge ermittelt werden kann, löst die Steuerungs- und/oder Regelungseinrichtung eine sogenannte Seitenflansch- oder Wendeoperation aus, bei der zuerst die Winkelgeschwindigkeit kontinuierlich allmählich reduziert wird, nämlich bis auf eine minimale Winkelgeschwindigkeit Umin, die während der weiteren heiklen Wandoperation (X3-X4) konstant gehalten werden soll (
Es ist klar, dass in
Im allgemeinen können die Stellpositionen entweder durch Eingabe in die Steuerungs- und/oder Regelungseinrichtung vorbestimmt eingegeben werden, oder während des Wicklungsprozess errechnet und je nach Wicklungsfortschritt geändert werden.In general, the setting positions can either be predetermined by input to the control and / or regulating device, or calculated during the winding process and changed depending on the winding progress.
In
Bei Erreichen der Wendeposition X0 zum Zeitpunkt t0 wird die Wendeoperation ausgelöst. Wird die Wendeposition X0 erreicht, veranlasst die Steuerungs- und/oder Regeleinrichtung eine vertikale Freifahrt des Verlegearms 27 von der Wickeltrommel 5 weg, wobei erfahrungsgemäß ein radiales Freifahren von 30 mm ausreicht, um maximale Radialumwuchten des Trommelkerns 7 der Wickeltrommel 5 auszugleichen. Wesentlich bei der Freifahrt des Verlegearms 27 ist es, das trommelseitige Ende 33 stets kontaktlos zur zuletzt gelegten Wicklungslage 15 zu stellen. Während der radialen Freifahrtzeit t0 bis t1, gemäß der etwa 0,8 Umdrehungen der Wickeltrommel 5 zurückgelegt werden, wird der Verlegearm 27 nicht in Axialrichtung verlagert und verbleibt an der Wendeposition X0. Bis zum Zeitpunkt t1 ändert sich die axiale Wegstrecke (X) nicht.Upon reaching the turning position X 0 at the time t 0 , the turning operation is triggered. If the reversing position X 0 is reached, the control and / or regulating device causes a vertical free travel of the laying
Ab dem Ende der Freifahrt t1 wird der Träger 23 und damit der Verlegearm 27 (dessen Ende 33 nicht mehr an der gelegten Wicklungslage aufliegt) weiter in axialer Richtung hin zum Seitenwandflansch 11a, 11b der Wickeltrommel 5 vorgerückt, um ein vollständiges Anliegen des wickeltrommelseitigen Endes 33 des Verlegearms 27 an dem Seitenwandflansch 11a, 11b stets während des gesamten Umlaufs der Wickeltrommel 5 sicherzustellen. Der axiale Vorrückweg ist in
Zum Zeitpunkt t1 (an der Wendeposition X0 (X2 bzw. X6 gemäß
Ab dem Ende des Vorrückens (t2, X1) kann eine Positionskorrektur des Verlegearms 27 bzw. des Trägers 23 durchgeführt werden, um beispielsweise die Rückstellkräfte in der Schienen-Schlitten-Lagerung einzustellen oder die Position des Verlegearms 27 relativ zur Wickeltrommel 5 zu verändern. Die Korrekturphase kann etwa 0,6 Umdrehungen der Wickeltrommel 5 dauern.From the end of the advancement (t 2 , X 1 ), a position correction of the laying
Zum Ende der Korrektur t3 wird die Führung, nämlich der Träger 23 samt dem Verlegearm 27, in zur Hin-Verlegebewegungsrichtung entgegengesetzten Her-Verlegebewegungsrichtung gestellt, um den Verlegearm 27 bezüglich des Seitenwandflansches 11a, 11b der Wickeltrommel 5 kontaktlos zu stellen. Dabei ist der Zurückrückweg etwa gleich dem Vorrückweg, kann allerdings auch größer oder kleiner realisiert werden, so dass sichergestellt ist, dass das wickeltrommelseitige Ende 33 des Verlegearms 27 nicht mehr in dem Kontaktbereich des Seitenwandflansches 11a, 11b der Wickeltrommel 5 gelangt. Die Zurückrückung kann etwa 0,2 Umdrehungen der Wickeltrommel 5 dauern. Zum Ende der Zurückrückung t4 wird der Verlegearm 27 wieder zurück auf die bereits verlegte Wicklungslage 15 abgesenkt und kommt damit in Rollkontakt. Während des Absenkens des Verlegearms 27 bis zum Zeitpunkt t5 bleibt der Träger 23 des Verlegearms 27 in der axialen Position, welche insbesondere einer Neutralposition entspricht, in der keine Rückstellkräfte wirken. Zum Zeitpunkt t5 gelangt die neu gelegte Wicklungsschlaufe in den seitlichen Anlagekontakt mit dem Eingriffsrad 43 und nimmt den Verlegearm 27 in Her-Verlegebewegungsrichtung mit, was durch die sich nach unten neigende Graphenform repräsentiert sein soll. Um die Rückstellkräfte nicht zu groß werden zu lassen, wird, wie oben beschrieben ist, der Träger 23 relativ zum anliegenden Verlegearm 27 durch den Stellroboter 71 nachgeführt. Frühestens zum Zeitpunkt t5 soll mit der Änderung der Winkelgeschwindigkeit auf Umax begonnen werden, um eine möglichst schnelle Wicklung längs des Trommelkerns 7 zu erreichen.At the end of the correction t 3 , the guide, namely the
Im allgemeinen bezieht sich die axiale Verlagerung X auf die Stellbewegung des Trägers 23, wobei die Verlagerung des Trägers 23 durch den Stellroboter 71 und die flexible Verstellung des Verlegearms 27 aufgrund der Gleitlagerung an dem Träger 23 und des Wickelfortschritts in dem Fall etwa gleich ist" wenn der Verlegearm 27 sich nicht an dem Seitenwandflansch 11a, 11b der Wickeltrommel 5 oder der Lateralseite der letzten Wicklungsschlaufe abstützt.In general, the axial displacement X refers to the actuating movement of the
In den
Der Verlegearm 27 umfasst drei Hauptbestandteile, nämlich die Arm-Basis 28, an der das Wickelgut eingeführt wird, das wickeltrommelseitige Ende 33, an dem das Wickelgut abgegeben wird, sowie ein dazwischenliegendes langgestrecktes Tragwerk 30, das den Großteil des Verlegearms 27 bildet. Das wickeltrommelseitige Ende 33 ist lösbar und austauschbar-über Schnittstellen 110, 111 mit dem Tragwerk 30 verbunden. Auf diese Weise reicht es aus, bei Änderung der Dimension des Wickelguts lediglich das wickeltrommelseitige Ende 33 gegen ein dimensions-angepasstes auszutauschen, während alle anderen Bestandteile (28, 30) des Verlegearms 27 beibehalten werden können. Diese anderen Bestandteile sind unabhängig von der Dimension des Wickelguts ausgeführt. Lediglich das wickeltrommelseitige Ende 33 ist wickelgutspezifisch aufgrund des Kontaktgebers 37, der im Folgenden als alternative Ausführung erläutert wird, und der Wickelgutabgabe 34 ausgeführt.The laying
Wie aus den
Die Betätigungsvorsprünge 101a, 101b sind samt der Ringstruktur um eine sich in Vertikalrichtung erstreckenden Schwenkachse 100 schwenkbar gelagert, so dass die jeweiligen Betätigungsvorsprünge 101a, 101b jeweilige mit der jeweiligen Seitenwandflansch 11a, 11b schwenkend derart einfahrbar sind, dass deren Eckbereich auf Höhe der Außenfläche des Anlagebereichs 38a, 38b liegt und kein Abstand seitlich über die Außenfläche vorsteht. In dieser Freigabestellung des jeweiligen Betätigungsvorsprungs berührt der Anlagebereich 38 des wickeltrommelseitigen Endes 33 des Verlegearms 27 die Innenseite der jeweiligen Seitenflanschwand 11a, 11b. Wird der Verlegearm 27 von der jeweiligen Seitenflanschwand 11a, 11b weg bewegt und der Anlagebereich 38 freigegeben, so gelangt die Ringstruktur des Kontaktgebers 37 selbständig in dessen mittleren, unbetätigten Stellung (s.
Der Kontaktgeber 37 ist mit einem Winkelgetriebe 103 ausgestattet, um die Schwenkbewegung der vertikalen Schwenkachse 100, die starr mit der Ringstruktur gekoppelt ist, in eine Schwenkbewegung um eine sich in Längserstreckungsrichtung des Verlegearms 27 erstreckenden Übertragungswelle 105 zu übertragen. Die Übersetzung des Winkelgetriebes 103 zur Übertragung der Schwenkbewegung ist vorzugsweise 1:1.The
An die Übertragungswelle 105 ist ein am Tragwerk 30 angeordneter Signalgeber (nicht dargestellt) gekoppelt, der nach Bewegungsbeginn oder nach Überschreitung einer vorbestimmten Schwenkamplitude der Ringstruktur ein elektrisches Steuersignal ausgibt, um der Steuerungs- und/oder Regelungseinrichtung mitzuteilen, dass die Wendeoperation zu initiieren ist. Das Steuersignal kann unmittelbar bei Schwenkbeginn ausgelöst werden oder erst verzögert nach Erreichen einer vorbestimmten Schwenkamplitude.A signal generator (not shown) arranged on the supporting
Die Übertragungswelle 105 ist zweigeteilt, wobei der wegsensorseitige Wellenabschnitt 107 mit dem tragwerk(30)seitigen Wellenabschnitt 109 mittels einer lösbaren Klauenkupplung 110 gekoppelt ist, die ein Demontieren des vorderen und hinteren Wellenabschnitts 107, 109 voneinander zulässt. An den Wellenabschnitt 109 schließt der Signalgeber an. Neben der Klauenkupplung 110 bilden auch die Führungs- und Halteplatten 31b und 31a eine trennbare Schnittstelle 111, um einen der Wickeltrommel 5 zugewandten Gehäuseplattenabschnitt von einem basisseitigen Gehäuseplattenabschnitt zu trennen.The
Die Montageschnittstellen (110, 111) erlauben, das wickeltrommelseitige Ende 33 samt dessen Funktionselemente, wie die Wickelgutabgabe 34, Abgaberäder 35, Kontaktgeberteile sowie die mechanische Kommunikation des Kontaktgebers 37 hin zu dem Signalgeber abzukoppeln, um die erfindungsgemäße Vorrichtung und insbesondere den Großteil des erfindungsgemäßen Verlegearms 27 je nach Einsatz für ein bestimmt dimensioniertes Wickelgut anpassen zu können. Es zeigte sich, dass diejenigen Bestandteile im Transportraum 32 diesseits der Montageschnittstellen (110, 111) für eine Vielzahl von unterschiedlich großen Wickelgütern auslegbar sind, aber das wickeltrommelseitige Ende 33 bezüglich der Dimensionierung wickelgutspezifisch anzupassen ist. Insbesondere die Wickelgutabgabe 34 und die von dem Anlagebereich 38 vorstehenden Betätigungsvorsprünge 101a, 101b sind an die Wickelgutstärke anpassbar.The mounting interfaces (110, 111) allow the winding
Besonders vorteilhafterweise ist die rein mechanische Realisierung des Kontaktgebers 37 bis hin zum Signalgeber auf der Basis von lösbaren Kupplungen, wie der Klauenkupplung 110, so dass keine elektronische Signalübertragung zwischen dem wickeltrommelseitigen Ende 33 und der trägerseitig angeordneten Steuerungs- und/oder Regelungseinrichtung notwendig ist. Auf diese Weise lässt sich ein Austausch des wickeltrommelseitigen Endes 33 rein mechanisch erledigen, wodurch auch unerfahrenes Bedienpersonal einen Wechsel des wickeltrommelseitigen Endes 33 zum Einstellen des Verlegearms 27 an das zu wickelnde Wickelgut durchführen kann.Particularly advantageously, the purely mechanical realization of the
Die in der vorstehenden Beschreibung, den Figuren und den Ansprüchen offenbarten Merkmale können sowohl einzeln als auch in beliebiger Kombination für die Realisierung der Erfindung in den verschiedenen Ausgestaltungen von Bedeutung sein.The features disclosed in the foregoing description, the figures and the claims may be of importance both individually and in any combination for the realization of the invention in the various embodiments.
- 11
- WickelungsvorrichtungWinding device
- 33
- KunststoffrohrPlastic pipe
- 55
- Wickeltrommelwinding drum
- 77
- Trommelkerndrum core
- 11a, 11b11a, 11b
- rechter und linker Seitenflansch, Seitenwandflanschright and left side flange, side wall flange
- 1313
- Rotationsachseaxis of rotation
- 13'13 '
- Axialrichtungaxially
- 1515
- WickelungslageWrapping location
- 1717
- WickelungsschlaufeWinding loop
- 1818
- Lateralseite von 3Lateral side of 3
- 2121
- Aufnahmeadmission
- 2323
- Trägercarrier
- 2525
- LaufrollenpaareRoller pairs
- 2727
- Verlegearmlaying arm
- 2828
- VerlegearmbasisVerlegearmbasis
- 2929
- Verlegeschwert oder -lanzeLaying sword or lance
- 3030
- TragwerkStructure
- 31a, 31b31a, 31b
- Führungs- und HalteplattenGuide and holding plates
- 3232
- Transportraumtransport space
- 3333
- wickeltrommelseitiges Endewinding drum side end
- 3434
- WickelgutabgabeWickelgutabgabe
- 3535
- Abgaberollendischarge rollers
- 3636
- Wegsensordisplacement sensor
- 3737
- Kontaktgebercontactor
- 3838
- Anlagebereichplant area
- 4141
- Innenseiteinside
- 4343
- Eingriffsradsprocket
- 4545
- FederdämpfungseinheitSpring damping unit
- 4747
- Vorsprunghead Start
- 5151
- Schienerail
- 5353
- Schlittencarriage
- 5555
- Basisplattebaseplate
- 5757
- Profilträgerprofile support
- 6161
- RückstelleinrichtungReset device
- 63, 6563, 65
- pneumatische Aktorenpneumatic actuators
- 6767
- WirbelstrombremseEddy current brake
- 7171
- Stellroboterparking robot
- 7272
- Zahnriementoothed belt
- 100100
- Schwenkachseswivel axis
- 101a, 101b101a, 101b
- Betätigungsvorsprungoperating projection
- 103103
- Winkelgetriebeangle gear
- 105105
- Übertragungswelletransmission shaft
- 107107
- Übertragungswelletransmission shaft
- 109109
- Wellenabschnittshaft section
- 110110
- Klauenkupplungclaw clutch
- 111111
- PlattenschnittstelleDrive Interface
- αα
- Anstellwinkelangle of attack
- α'α '
- Neigungswinkeltilt angle
- AA
- Anheberichtungraising direction
- BB
- Referenzbodenreference bottom
- CC
- Axialer MittelbereichAxial mid-range
- DD
- Drehachseaxis of rotation
- HR H R
- horizontale Radialerstreckunghorizontal radial extension
- KK
- LateralkontaktLateralkontakt
- MM
- Drehrichtung von 5Direction of rotation of 5
- SS
- Kippachsetilt axis
- VV
- Verlegerichtunginstallation direction
- WW
- Hin- und HerverlegewegTransfer route
Claims (15)
- A laying arm (27) for a device (1) for helically winding a strand-shaped winding material (3), such as a continuously extruded tube, onto a rotationally driven winding drum (5), wherein the laying arm (27) transfers the winding material (3) to the winding drum (5) in response to a back and forth laying motion of the laying arm (27) and comprises: on the winding drum side-end (33) thereof in each case a contact area (38), which faces a side wall flange (11a, 11b) of the winding drum (5) and on which the laying arm (27) comes into direct contact with the respective side wall flange (11a, 11b), characterized in that the laying arm (27) has a distance sensor (36), such as a contactor (37), which is arranged on the winding drum-side end (33) and which outputs a control signal, such as a turning operation triggering signal, at least in response to reaching at least a predefined position of the winding drum-side end (33), and, in the area of each contact area (38) has at least one actuating projection (101a, 101b), which projects from the respective contact area (38) in the back or forth laying motion, respectively, in an inactive position and which is movably mounted on the laying arm (27) in such a way that the respective actuating projection (101a, 101b) releases the respective contact area (38) for the direct contact in a release position.
- The laying arm (27) according to claim 1, in which the respective actuating projection (101a, 101b) is retracted into the laying arm (27) in the release position in vertical view.
- The laying arm (27) according to claim 2, wherein an actuating outer side of the actuating projection (101a, 101b) comes into a sliding contact with the side wall flange (11a, 11b) and/or the actuating projection (101a, 101b) has an actuating outer side, which is contour-adapted to an outer surface of the contact area (38), so that in the release position, the actuating outer side is located in the plane of the outer surface (38).
- The laying arm (27) according to one of the preceding claims, in which the actuating projection (101a, 101b) projects by at least a half or by an entire winding material thickness and maximally by two winding material thicknesses from the respective contact surface (38) in back or forth laying motion direction, respectively.
- The laying arm (27) according to one of the preceding claims, which has a winding material delivery (34), at which the winding material (3) leaves the laying arm (27) to the winding drum (5), wherein the distance sensor (36) is arranged closer to a substantially cylindrical drum core (7) of the winding drum (5) than the winding material delivery (34) and/or the distance sensor (36) is arranged in the vertical direction below the winding material delivery (34).
- The laying arm (27) according to one of the preceding claims, which comprises two parallel housing plates, which extend in the longitudinal direction of the laying arm (27) and which limit a transport space (32) for the winding material (3).
- The laying arm (27) according to claim 6, wherein the contact area (38) is formed by an axial end section of the outer surface of the respective housing plates, and/or in which the contact area (38) is formed by a removable wear plate, which wear plate is in each case arranged on the axial end section of the two housing plates.
- The laying arm (27) according to one of the preceding claims, in which the contactor (37) has a pivot axis (100), which is mounted in a stationary manner relative to the laying arm (27), which is arranged inside a transport space (32) of the laying arm (27) in every operation position of the actuating projection (101a, 101b), and/or which extends substantially in the vertical direction, and/or in which the respective actuating projection (101a, 101b) of the contactor (37) is substantially pivotably mounted in a horizontal plane.
- The laying arm (27) according to claim 8, wherein a rotary motion sensor accesses the pivot axis of the contactor (37) in such a way that it generates the control signal after exceeding a predetermined pivoting amplitude of movement of the respective actuating projection (101a, 101b).
- The laying arm (27) according to claim 8 or 9, in which a pivoting motion transfer mechanism is accommodated inside the transport space (32) of the laying arm (27), which is coupled to an electrical signal generator, which is arranged inside or outside of the transport space (32) of the laying arm (27), to generate the control signal.
- The laying arm (27) according to claim 10, wherein the pivoting motion transfer mechanism is realized by means of an angular gear (103), which transfers a pivoting motion of the actuating projection-side pivot axis of the contactor (37), which extends substantially in the vertical direction, to a transfer shaft (105), which extends in the longitudinal direction of the laying arm (27).
- The laying arm (27) according to one of claims 8 to 11, in which the actuating projection-side pivot axis of the contactor (37) is pretensioned in such a way that the actuating projection (101a, 101b) is always forced from the respective release position thereof into the inactive position, and/or in which the transfer shaft (105) is at least divided into two parts, so that a pivot axis-side shaft section (107) can be removed in a destruction-free manner from a shaft section (109), which is located at a distance from the pivot axis.
- The laying arm (27) according to one of the preceding claims, in which the contactor (37) has a bracket shape, which forms a closed ring structure.
- The laying arm (27) according to claim 13, in which the two actuating projections (101a, 101b) are part of the bracket-shaped triangular structure, which are realized at least in an isosceles manner, wherein corner areas of the triangular bracket-shape, which are close to the respective actuating projection (101a, 101b), are rounded, and/or the triangular structure comprises an angle of less than 35°.
- A device for helically winding a strand-shaped winding material, such as a continuously extruded tube (3), onto a rotationally driven winding drum (5), comprising a laying arm (27) embodied according to one of the preceding claims.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL15701478T PL3099614T3 (en) | 2014-01-28 | 2015-01-28 | Laying arm for an apparatus for winding up an endless material that is to be wound up |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014001057.0A DE102014001057A1 (en) | 2014-01-28 | 2014-01-28 | Laying arm for a device for winding a strand-like winding material |
| DE102014001135.6A DE102014001135B3 (en) | 2014-01-28 | 2014-01-28 | Laying arm for a device for winding a strand-like winding material |
| PCT/EP2015/000164 WO2015113763A1 (en) | 2014-01-28 | 2015-01-28 | Laying arm for an apparatus for winding up an endless material that is to be wound up |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3099614A1 EP3099614A1 (en) | 2016-12-07 |
| EP3099614B1 true EP3099614B1 (en) | 2018-12-12 |
Family
ID=52432782
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15701478.8A Active EP3099614B1 (en) | 2014-01-28 | 2015-01-28 | Laying arm for an apparatus for winding up an endless material that is to be wound up |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP3099614B1 (en) |
| DK (1) | DK3099614T3 (en) |
| ES (1) | ES2724461T3 (en) |
| HU (1) | HUE041608T2 (en) |
| PL (1) | PL3099614T3 (en) |
| PT (1) | PT3099614T (en) |
| WO (1) | WO2015113763A1 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109928265B (en) * | 2019-04-03 | 2023-10-31 | 山东海岱智能设备有限公司 | Balance device for bidirectional swing mechanism of shaft-beating machine |
| CN114620546B (en) * | 2022-03-29 | 2023-08-25 | 南通禾欧服饰有限公司 | Fixing equipment of bobbin for bobbin winder |
| EP4375223A1 (en) | 2022-11-24 | 2024-05-29 | Techspeed Bendkowski, Mazur sp.j. | Autonomous device for winding cable wires |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB836412A (en) * | 1956-05-18 | 1960-06-01 | British Insulated Callenders | Improvements in or relating to apparatus for reeling electric cables and other elongated flexible articles |
| AU495293B2 (en) * | 1974-08-27 | 1976-03-04 | Sumitomo Electric Industries, Ltd. | Automatic cable winding apparatus |
| FI67350C (en) * | 1983-11-22 | 1985-03-11 | Nokia Oy Ab | STYRANORDNING FOER EN FOERDELNINGSAPPARAT FOER SPOLNING AV EN KABEL PAO EN FLAENSFOERSEDD TRUMMA |
| SE8601484L (en) | 1985-04-29 | 1986-10-30 | Skaltek Ab | ARM FOR WIRING A CABLE |
| DE3612743A1 (en) * | 1986-04-16 | 1987-10-22 | Prym Werke William | Laying device for spooling machines |
| DE102013002019A1 (en) | 2013-02-06 | 2014-08-07 | Gabo Systemtechnik Gmbh | Device for winding e.g. extruded pipe onto rotating winding drum, has moving arm positioning device that raises moving arm about two times rotation of winding drum, while detecting moving arm reaches predefined position |
| DE102013002023A1 (en) | 2013-02-06 | 2014-08-07 | Gabo Systemtechnik Gmbh | Device for winding e.g. continuously extruded tube on winding drum for use in construction site, has restoring unit to enable traversing arm to impart restoring force to bias arm onto winding loop of winding drum upon deflection of arm |
| DE102013002017A1 (en) | 2013-02-06 | 2014-08-07 | Gabo Systemtechnik Gmbh | Device for winding strand-shaped winding material, such as continuously extruded tube on rotating winding drum, has carrier and laying arm, on which winding material is transferred during linear reciprocating motion |
| DE102013002022A1 (en) | 2013-02-06 | 2014-08-07 | Gabo Systemtechnik Gmbh | Device for wrapping strand-shaped winding material, such as continuously extruded tube on rotating wrapping drum, has support, laying arm with receiver for accepting winding material leaving extrusion station, and winding drum-sided end |
| DE102013002020B4 (en) | 2013-02-06 | 2023-02-09 | Gabo Systemtechnik Gmbh | Winding device and winding method for a strand-shaped winding material |
-
2015
- 2015-01-28 PL PL15701478T patent/PL3099614T3/en unknown
- 2015-01-28 WO PCT/EP2015/000164 patent/WO2015113763A1/en active Application Filing
- 2015-01-28 HU HUE15701478A patent/HUE041608T2/en unknown
- 2015-01-28 EP EP15701478.8A patent/EP3099614B1/en active Active
- 2015-01-28 DK DK15701478.8T patent/DK3099614T3/en active
- 2015-01-28 PT PT15701478T patent/PT3099614T/en unknown
- 2015-01-28 ES ES15701478T patent/ES2724461T3/en active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| DK3099614T3 (en) | 2019-03-18 |
| PT3099614T (en) | 2019-03-25 |
| WO2015113763A1 (en) | 2015-08-06 |
| EP3099614A1 (en) | 2016-12-07 |
| PL3099614T3 (en) | 2019-05-31 |
| ES2724461T3 (en) | 2019-09-11 |
| HUE041608T2 (en) | 2019-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102013002020B4 (en) | Winding device and winding method for a strand-shaped winding material | |
| DE102014001134B4 (en) | Winding device for a strand-shaped winding material and method for it | |
| DE102013002017A1 (en) | Device for winding strand-shaped winding material, such as continuously extruded tube on rotating winding drum, has carrier and laying arm, on which winding material is transferred during linear reciprocating motion | |
| DE69507490T2 (en) | METHOD AND DEVICE FOR REWINDING A RUNNING TRAIN IN A RAIL | |
| EP3180283B1 (en) | Winding device for winding a material to be wound and method for operating a winding device for winding a material to be wound | |
| EP3099614B1 (en) | Laying arm for an apparatus for winding up an endless material that is to be wound up | |
| DE102013002022A1 (en) | Device for wrapping strand-shaped winding material, such as continuously extruded tube on rotating wrapping drum, has support, laying arm with receiver for accepting winding material leaving extrusion station, and winding drum-sided end | |
| DE102012005374A1 (en) | Cop changing device | |
| DE2917295A1 (en) | WINDING SYSTEM FOR METALLIC STRING | |
| DE3811159A1 (en) | DISCONNECTING AND REWINDING DEVICE FOR RAILS AND METHOD FOR REMOVING REELS | |
| DE102013002023A1 (en) | Device for winding e.g. continuously extruded tube on winding drum for use in construction site, has restoring unit to enable traversing arm to impart restoring force to bias arm onto winding loop of winding drum upon deflection of arm | |
| EP3099613B1 (en) | Device and method for winding a strand-shaped winding material | |
| DE102013002019A1 (en) | Device for winding e.g. extruded pipe onto rotating winding drum, has moving arm positioning device that raises moving arm about two times rotation of winding drum, while detecting moving arm reaches predefined position | |
| AT412622B (en) | GRIPPING ARRANGEMENT FOR ROBOTIC SYSTEMS | |
| DE102014001135B3 (en) | Laying arm for a device for winding a strand-like winding material | |
| EP3173217A1 (en) | Laying unit, device and method for manufacturing a fibre compound component | |
| DE2526962A1 (en) | REEL CARRIER | |
| EP2953876B1 (en) | Device and method for winding a strand-like material to be wound | |
| DE102011001835A1 (en) | Method and device for processing a strip | |
| DE102014001057A1 (en) | Laying arm for a device for winding a strand-like winding material | |
| DE102014001058B4 (en) | Device and method for winding a strand-shaped winding material | |
| EP2750995A1 (en) | 2 drum winder | |
| DE2741534C2 (en) | Process for the manufacture of coil springs with eyelets from wire and a machine for carrying out the process | |
| EP4067274B1 (en) | Secure handling of sleeves or metal collars having a small external diameter on a mandrel | |
| EP3102516B1 (en) | Winding device for winding a web-shaped material and method for changing a spool in a winding device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20160531 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180126 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20180619 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1075712 Country of ref document: AT Kind code of ref document: T Effective date: 20181215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015007182 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: TROESCH SCHEIDEGGER WERNER AG, CH |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20190311 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Ref document number: 3099614 Country of ref document: PT Date of ref document: 20190325 Kind code of ref document: T Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20190312 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190312 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20181212 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E041608 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190313 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190412 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2724461 Country of ref document: ES Kind code of ref document: T3 Effective date: 20190911 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015007182 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| 26N | No opposition filed |
Effective date: 20190913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181212 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230527 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502015007182 Country of ref document: DE Representative=s name: SKM-IP SCHMID KRAUSS KUTTENKEULER MALESCHA SCH, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240123 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20240122 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20240118 Year of fee payment: 10 Ref country code: ES Payment date: 20240216 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240118 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20240125 Year of fee payment: 10 Ref country code: FI Payment date: 20240119 Year of fee payment: 10 Ref country code: DE Payment date: 20240119 Year of fee payment: 10 Ref country code: CZ Payment date: 20240118 Year of fee payment: 10 Ref country code: GB Payment date: 20240124 Year of fee payment: 10 Ref country code: CH Payment date: 20240201 Year of fee payment: 10 Ref country code: PT Payment date: 20240116 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20240123 Year of fee payment: 10 Ref country code: PL Payment date: 20240117 Year of fee payment: 10 Ref country code: NO Payment date: 20240122 Year of fee payment: 10 Ref country code: IT Payment date: 20240131 Year of fee payment: 10 Ref country code: FR Payment date: 20240123 Year of fee payment: 10 Ref country code: DK Payment date: 20240123 Year of fee payment: 10 Ref country code: BE Payment date: 20240122 Year of fee payment: 10 |