BACKGROUND OF THE INVENTION
1. Field of the Invention
-
The present invention relates to a replacement transporting device for a loom and a method for transporting a warp beam using the replacement transporting device. The warp beam and a warp related device into which a warp that is drawn out from the warp beam is inserted are mountable on the replacement transporting device. The replacement transporting device is provided with a transferring function for transferring the warp related device to the loom.
2. Description of the Related Art
-
In a loom, when a fabric that is woven is to be changed or when the amount of warp that is wound around a warp beam becomes less than or equal to a predetermined amount, a warp beam and a device at the loom into which the warp is drawn (such as heald frames (including healds), a reed, and a dropper device; hereunder may also be referred to as "warp related device") are replaced (what is called looming is performed). In general, the replacement (looming) is performed using a replacement transporting device (a carrier) such as that disclosed in Japanese Unexamined Patent Application Publication No.
06-235147 (Patent Literature (PTL) 1). Such a replacement transporting device is also called, for example, a looming device (carrier) and is well known. An example thereof is disclosed in Japanese Unexamined Patent Application Publication No.
09-111612 (Patent Literature (PTL) 2).
-
A warp beam around which a warp is fully wound (hereunder simply referred to as "warp beam"; that is, in the description below, unless otherwise particularly specified, the term "warp beam" refers to one around which a warp is wound) and a warp related device into which the warp that has been drawn out from the warp beam is inserted are mounted on the replacement transporting device. The replacement transporting device operates for transporting the warp beam and the warp related device up to a position that is situated forwardly of the loom and transferring the warp beam and the warp related device. Therefore, the replacement transporting device is provided with a self-propulsion function and a transferring function.
-
With a warp that has been drawn out from the warp beam being inserted into and unified with the warp related device, the warp beam and the warp related device that are mounted on the replacement transporting device are previously prepared and transferred to the replacement transporting device. Here, in PTL 1, a transporting carrier used for the preparation (the device represented by reference numeral 4 in PTL 1) is used and the warp beam and the warp related device are mounted on the transporting carrier and are temporarily stored (intermediate storage). In addition, when looming is to be performed with respect to the loom, the warp beam and the warp related devices are received by the replacement transporting device from the transporting carrier. PTL 1 discloses that, in order to achieve a state in which the warp that has been drawn out from the warp beam is drawn into the warp related device, the transporting carrier receives the warp beam and the warp related devices from a warp drawing-in device (also called a drawing machine (yarn drawing-in carrier in PTL 1)) that draws the warp into the warp related device.
-
In the drawing-in device, the warp beam is set and the warp is drawn into the warp related device. The warp beam is prepared in a warp preparing process (for example, a warping operation or a sizing operation). Therefore, in a textile factory that consistently performs operations from the warp preparing process to the weaving of a fabric by using a loom, first, in the warp preparing process, warping or the like is performed on an empty warp beam. Then, the warp beam around which the warp is fully wound by the warping is transported up to the drawing-in device. Thereafter, the warp is drawn into the warp related device. Then, after the warp has been drawn into the warp related device, the warp beam and the warp related device are temporarily stored in a unified state as described above. Then, when looming needs to be performed at the loom, the replacement transporting device receives the stored warp beam and warp related device and transports them to the loom, and performs an operation for transferring the warp beam and the warp related device. This causes the warp beam and the warp related device to be transferred to the loom (that is, looming to be performed).
-
Incidentally, for the warping that is performed on an empty warp beam in the warp preparing process, when this is performed in a sizing process performed on warps, there is a case in which a plurality of warping beams around which warps are roughly wound are prepared, sizing is performed all at once, and the sized warps are taken up by one empty warp beam (warping is performed); and a case in which sizing is performed on a warp on each warping beaming around which the warp is roughly wound, a plurality of warping beams around which the sized warps are wound are prepared, and the warps that are drawn out from the plurality of warping beams are rewound around one empty warp beam (warping is performed).
-
In a textile factory, weaving is performed by using a plurality of looms (a few tens of looms to a few hundred looms). Therefore, in order to perform such weaving, as mentioned above, a plurality of warp beams and warp related devices that are in a unified state are stored in, for example, a preparation room.
-
In this case, in the aforementioned PTL 1, the warp beam that has been prepared (that has been subjected to warping) in the warp preparing process is transported up to a drawing-in device (drawing-in carrier) by a dedicated transporting carrier (beam transporting carrier) that transports the warp beam (and an empty warp beam), and is transferred to the drawing-in device to draw the warp into the warp related device. Then, the warp beam and the warp related device are transferred to the transporting carrier, are transported to, for example, a preparation room, and are temporarily stored in a state in which they are on the transporting carrier. When a loom needs to be subjected to looming, the above-described replacement transporting device having a self-propulsion function and a transferring function receives the warp beam and the warp related device from the transporting carrier stored in, for example, the preparation room, and transports them to a location that is situated forwardly of the loom that needs to be subjected to looming. By this, looming is performed at the loom.
-
Accordingly, when the device disclosed in PTL 1 is used in a textile factory, as devices (carriers) for transporting the warp beam, etc., three types of carriers, that is, the beam transporting carrier, the transporting carrier, and the replacement transporting device, are required. Therefore, facility costs at the textile factory are high. In addition, as described above, in the preparing method for performing looming using the device disclosed in PTL 1, the warp beam needs to be transferred from the transporting carrier to the replacement article transporting carrier. Consequently, it takes time to perform the looming on the loom.
SUMMARY OF THE INVENTION
-
Accordingly, it is an object of the present invention to provide a replacement transporting device for a loom which can reduce facility costs for subjecting the loom to looming at a textile factory and which can reduce the time for subjecting the loom to the looming, and to provide a warp beam transporting method using the replacement transporting device.
-
To this end, according to the present invention, there is provided a replacement transporting device for a loom, a warp beam and a warp related device into which a warp drawn out from the warp beam is inserted being mountable on the replacement transporting device, the replacement transporting device having a transferring function for transferring the warp related device to the loom. Under this assumption, the replacement transporting device includes a first transporting carrier section on which the warp beam and the warp related device are mounted, the first transporting carrier section being capable of independently transporting the warp beam and the warp related device; and a second transporting carrier section having a transferring function for transferring the warp related device to the loom, the second transporting carrier section being independently movable. In the replacement transporting device, the first transporting carrier section and the second transporting carrier section are connectable to each other, are disconnectable from each other, and are movable together when the first transporting carrier section and the second transporting carrier section are connected to each other.
-
As mentioned above, the term "warp related device" refers to a device in which heald frames (including healds into which a warp is inserted), a dropper device (a warp breakage detection device), and a reed are provided at a loom by insertion of the warp. The dropper device is provided for detecting yarn breakage and includes a dropper into which the warp is inserted.
-
The replacement transporting device for a loom according to the present invention may be such, in order to allow, in a warp preparing process, the warp beam to be directly transferred between the first transporting carrier section and the warping device, which winds a warp around the empty warp beam, the first transporting carrier section is capable of entering the warping device and is formed such that a mounting position of the warp beam is capable of being situated near a supporting position of the warp beam on the warping device in a direction in which the first transporting carrier section enters the warping device.
-
A method for transporting a warp beam using the replacement transporting device for a loom according to the present invention includes the steps of: after the winding of a predetermined amount of warp around the warp beam by the warping device in the warp preparing process has been completed, directly receiving the warp beam from the warping device when the first transporting carrier section has entered the warping device in the warp preparing process; by using the first transporting carrier section on which the warp beam received from the warping device is mounted, transporting the warp beam up to a warp drawing-in device for drawing the warp that has been drawn out from the warp beam into the warp related device, and mounting the warp related device into which the warp has been drawn to the first transporting carrier section; by connecting the second transporting carrier section to the first transporting carrier section on which the warp beam and the warp related device are mounted, integrating the first transporting carrier section and the second transporting carrier section with each other as the replacement transporting device; and moving the replacement transporting device in which the first transporting carrier section and the second transporting carrier section have been integrated with each other to a looming position of the loom where looming is performed.
-
The replacement transporting device for a loom according to the present invention includes a first transporting carrier section and a second transporting carrier section. The first transporting carrier section is such that, after receiving a warp beam that has been prepared in the warp preparing process, the first transporting carrier consistently transports the warp beam up to the loom that is subjected to looming as a result of performing each process, and is capable of having mounted thereon a warp related device into which a warp that has been drawn out from the warp beam has been inserted. The second transporting carrier section is connected and integrated with the first transporting carrier section, and has a transferring function for transferring the warp related device that is mounted on the first transporting carrier section to the loom. The transporting carrier sections do not need to include a plurality of transporting devices (carriers) onto which a warp beam (or a warp beam and a warp related device) can be mounted. Therefore, compared to the device in PTL 1, it is possible to reduce facility costs for performing looming at the loom in a textile factory.
-
According to the replacement transporting device of the present invention, from the warp preparing process to when the loom is subjected to looming, in the warp beam transporting process, the warp beam does not need to be transferred between a plurality of transporting devices (carriers). Therefore, it is possible to make efficient the transporting operation of the warp beam until the looming process performed on the loom after the warp preparing process, and to reduce the transporting operation time.
-
Further, according to the replacement transporting device of the present invention, the first transporting carrier section only needs to be formed such that a warp beam and a warp related device can be mounted thereon. Since the first transporting carrier section is formed independently of the section having the function of transferring the warp related device (second transporting carrier section), the first transporting carrier section can be manufactured at a relatively low cost. Therefore, by providing only a plurality of the first transporting carrier sections in a plurality of the aforementioned replacement transporting devices, the first transporting carrier sections can be used for storing warp beams and warp related devices into which warps drawn out from the warp beams have been inserted in, for example, a preparation room in a textile factory; and, for example, dedicated cabinets need not be provided in the preparation room or the like.
-
In the replacement transporting device according to the present invention, the first transporting carrier section is formed so as to be capable of entering a warping device in the warp preparing process to allow a warp beam to be directly transferred between the first transporting carrier section and the warping device. This makes it possible to prevent flanges of the warp beam from becoming scratched and a warp from becoming damaged due to the scratch when the warp is wound around the warp beam or the warp is drawn out from the warp beam.
-
More specifically, the beam transporting carrier that is generally used in a textile factory is not capable of allowing the warp beam to be directly transferred between it and the warping device. Ordinarily, in the textile factory, the beam is transferred between the beam transporting carrier and the warping device by a method in which, after the warp beam has been temporarily brought down from the beam transporting carrier or the warping device, the warp beam is rolled along a floor surface, is moved up to the position of the warping device or the beam transporting carrier, and is placed on the warping device or the beam transporting carrier. In this case, the floor surface of the textile factory is not necessarily flat, that is, the floor surface may have, for example, fine steps. Therefore, in the process in which the warp beam is rolled and moved along the floor surface, the flanges of the warp beam may become scratched. Moreover, this scratch is not only formed on peripheral surfaces of the flanges, but is also formed in inner surfaces of the flanges (that is, surfaces at a side of a winding shaft (barrel) around which the warp is wound). When the inner surfaces of the flanges of the warp beam are scratched, this scratch may damage the warp when the warp is wound around the warp beam or the warp is drawn out from the warp beam.
-
In contrast, by forming the first transporting carrier section so that the warp beam can be transferred between the first transporting carrier and the warping device without bringing down the warp beam onto the floor surface, when the warp beam is transferred between the first transporting carrier section and the warping device, it is not necessary to roll and move the warp beam along the floor surface. Consequently, it is possible to prevent damages to the warp resulting from the scratch on the flanges of the warp beam caused by rolling the warp beam along the floor surface as mentioned above.
BRIEF DESCRIPTION OF THE DRAWINGS
-
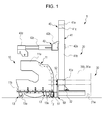
- Fig. 1 is a side view of a replacement transporting device according to an embodiment of the present invention.
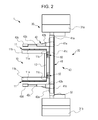
- Fig. 2 is a plan view of the replacement transporting device according to the embodiment of the present invention.
- Fig. 3 is a side view illustrating a state in which a first transporting carrier section and a second transporting carrier section are disconnected from each other at the replacement transporting device according to the embodiment of the present invention.
- Fig. 4 is a side view illustrating in detail the first transporting carrier section of the replacement transporting device according to the embodiment of the present invention.
- Fig. 5 is a front view illustrating in detail the first transporting carrier section of the replacement transporting device according to the embodiment of the present invention.
- Fig. 6 is a perspective view illustrating in detail the second transporting carrier section of the replacement transporting device according to the embodiment of the present invention.
- Figs. 7A and 7B are, respectively, a side view and a front view for illustrating supporting of a warp related device at the replacement transporting device according to the embodiment of the present invention.
- Figs. 8A and 8B are, respectively, a perspective view and a partial sectional side view for illustrating a structure for connecting the first transporting carrier section and the second transporting carrier section to each other at the replacement transporting device according to the embodiment of the present invention.
- Fig. 9 is a side view for illustrating transfer of a warp beam between a warping device and the first transporting carrier at the replacement transporting device according to the embodiment of the present invention.
- Fig. 10 is a side view for illustrating transfer of a warp beam and a warp related device between a loom and the replacement transporting device according to the embodiment of the present invention.
- Figs. 11A and 11B are, respectively, an enlarged side view and an enlarged front view of a main portion for illustrating transfer of the warp beam and the warp related device between the loom and the replacement transporting device according to the embodiment of the present invention.
- Fig. 12 is a side view of another example of the first transporting carrier of the replacement transporting device according to the present invention.
- Fig. 13 is a perspective view of a main portion of another example of the second transporting carrier of the replacement transporting device according to the present invention.
- Fig. 14 is a perspective view of a main portion of another example of the first transporting carrier of the replacement transporting device according to the present invention.
- Fig. 15 is a plan view of a replacement transporting device according to another embodiment of the present invention.
DESCRIPTION OF THE PREFERRED EMBODIMENTS
-
An embodiment of the present invention is hereunder described in detail with reference to the drawings.
-
Figs. 1 to 8B show an exemplary replacement transporting device according to the present invention, that is, a replacement transporting device 1. The replacement transporting device 1 includes a beam transporting carrier 10 (serving as a first transporting carrier section) and a transfer transporting carrier 20 (serving as a second transporting carrier section). The replacement transporting device 1 is formed as a replacement transporting device that is capable of transferring a warp beam 2 and a warp related device 3 to a loom as a result of connecting and integrating the beam transporting carrier 10 and the transfer transporting carrier 20 with each other. In addition, the replacement transporting device 1 is formed such that the beam transporting carrier 10 and the transfer transporting carrier 20 can be separated (disconnected) from each other.
-
Regarding such a replacement transporting device 1, first, the beam transporting carrier 10 is described.
-
More specifically, the beam transporting carrier 10 has the structure shown in Figs. 4 and 5, and includes a pair of side walls 11 and 11 for supporting the warp beam 2 and the warp related device 3, a horizontal beam 12 that connects both side walls 11 and 11, and four wheel units 13 that are provided so as to be mounted on lower surfaces of the corresponding side walls 11. Figs. 4 and 5 show a state in which the warp beam 2 and the warp related device 3 are mounted on the beam transporting carrier 10. However, in Fig. 5, of a plurality of heald frames 3a, a dropper device 3b, and a reed 3c of the warp related device 3, the dropper device 3b and the reed 3c are not shown, and the heald frames 3a are indicated by an imaginary line (an alternate long and two short dashes line). In the embodiment, as described in detail below, the warp related device 3 in a unitary state is mounted on the beam transporting carrier 10.
-
In the illustrated example, in the beam transporting carrier 10, each side wall 11 includes a side plate 11a (which is a principal portion) and a bottom plate 11b that is mounted on the side plate 11a. In the beam transporting carrier 10, each side wall 11 is provided such that its side plate 11a stands in a vertical direction. Accordingly, in the description below, a direction along the vertical direction in which each wall plate 11a is oriented when it is provided on the beam transporting carrier 10 is defined as a height direction of each wall plate 11a, and a direction that is orthogonal to the height direction is defined as a width direction of each wall plate 11a along a wall surface. In a state in which each wall plate 11a stands such that its height direction is along the vertical direction, each bottom plate 11b is secured to a lower end of its corresponding wall plate 11a in the height direction (hereunder simply referred to as "lower end"). More specifically, each of these portions has the following structure.
-
Each wall plate 11a is formed of a plate material, and its dimension in the width direction is slightly larger than its dimension in the height direction. Each wall plate 11a has a cutaway structure provided at an intermediate portion thereof in the height direction and extending from one side end to a central portion thereof in the width direction, so as to include, as viewed in a plate thickness direction of each wall plate 11a, an arc-shaped receiving portion 11a1 at a substantially central portion of its corresponding wall plate 11a and an insertion path 11a2. Each arc-shaped receiving portion 11a1 is provided for receiving an end portion of the warp beam 2. Each insertion path 11a2 is provided for inserting the warp beam 2 towards its corresponding receiving portion 11a1.
-
Each bottom plate 11b is formed of an elongated rectangular plate material having a uniform thickness. The dimension of each bottom plate 11b in a longitudinal direction thereof (that is, a long-side direction of the rectangular shape) is the same as the dimension of the lower end of each wall plate 11a in the width direction. While each bottom plate 11b is oriented in a direction orthogonal to its corresponding wall plate 11a with its plate thickness direction being set in the height direction, each bottom plate 11b is secured to its corresponding wall plate 11a with each bottom plate 11b being in contact with a lower end surface (a lower surface) of its corresponding wall plate 11a.
-
The position of each bottom plate 11b in the width direction with respect to its corresponding wall plate 11a with each bottom plate 11b being secured to its corresponding wall plate 11a (secured state) is such that the positions of both edges of the bottom plate 11b in the longitudinal direction corresponds to the positions of both ends of the lower end of the wall plate 11a in the width direction. In the secured state, each bottom plate 11b is in contact with the lower surface of its corresponding wall plate 11a at an intermediate position in a direction that is orthogonal to the longitudinal direction (a short-side direction of the rectangular shape). Incidentally, in the illustrated example, with each bottom plate 11b being secured to its corresponding wall plate 11a as mentioned above, a reinforcing rib 11c is mounted on its corresponding side wall 11 at, of two side ends in the width direction thereof, a side end opposite to a side where its corresponding insertion path 11a2 opens so as to be provided on both sides of its corresponding wall plate 11a and its corresponding bottom plate 11b (see Fig. 5).
-
At each side wall 11, two of the wheel units 13 and 13 are mounted on a surface (bottom surface) opposite to a surface of the corresponding bottom plate 11b that contacts the lower surface of the corresponding wall plate 11a, and are separated by a gap in the longitudinal direction of the corresponding bottom plate 11 b. The wheel units 13 have the same structure. That is, the wheel units 13 are such that wheels 13a thereof have the same diameter, and distances from portions of the side walls 11 that are mounted on the corresponding bottom plates 11b to wheel axles of the corresponding wheels 13a are the same. Therefore, with the wheels 13a of the two wheel units 13 and 13 mounted on each side wall 11 being grounded to a horizontal floor surface, the bottom plates 11b of the corresponding side walls 11 are such that at least their longitudinal directions are horizontal directions.
-
In such a state, in the beam transporting carrier 10, the pair of side walls 11 and 11 are connected to each other by the horizontal beam 12. More specifically, the horizontal beam 12 is a hollow beam member that is rectangular in cross section in a direction orthogonal to a longitudinal direction. The horizontal beam 12 is such that top surfaces of respective two end portions in the longitudinal direction thereof are secured to the bottom surfaces of the bottom plates 11b of the corresponding side walls 11. In the beam transporting carrier 10, the end portions of the horizontal beam 12 in the longitudinal direction thereof are secured to the side walls 11, so that the side walls 11 and 11 are connected to each other by the horizontal beam 12.
-
The horizontal beam 12 is secured to both side walls 11 and 11 with a side edge in a direction orthogonal to a longitudinal direction of one of the end portions of the horizontal beam 12 in the longitudinal direction of the bottom plate 11b of each side wall 11 being made to correspond with a side edge of the bottom plate 11b adjacent to the corresponding end portion. The one of the end portions is provided at the side of its corresponding wall plate 11a where the rib 11c is provided in the width direction. In this way, with the horizontal beam being secured to both side walls 11 and 11, the horizontal beam 12 is such that its longitudinal direction is oriented in a direction that is orthogonal to the width direction of the wall plate 11a of each side wall 11. In other words, with both side walls 11 and 11 being connected to the horizontal beam 12, the width direction of both wall plates 11a and 11a is orthogonal to the longitudinal direction of the horizontal beam 12.
-
With the side walls 11 and 11 being connected to each other by securing the horizontal beam 12 to the side walls 11 and 11 as described above, the surfaces of the wall plates 11a of the side walls 11 adjacent to the ribs 11c are oriented towards the center in the longitudinal direction of the horizontal beam 12. Therefore, in the connected state described above, both side walls 11 and 11 are such that their wall plates 11a and 11a are parallel to each other and are symmetrically disposed with respect to the center of the horizontal beam 12 in the longitudinal direction.
-
As mentioned above, with the horizontal beam 12 being secured to the side walls 11, the bottom surfaces of the bottom plates 11b of the corresponding side walls 11 are in contact with the top surface of the horizontal beam 12. That is, the bottom plates 11b and 11b of the corresponding side walls 11 and 11 having a uniform plate thickness are positioned in the same plane. As mentioned above, two wheel units 13 having the same structure are mounted on the bottom surface of the bottom plate 11b of each side wall 11. Therefore, as mentioned above, in the structure in which both side walls 11 and 11 are connected to each other by the horizontal beam 12, with the wheels 13a of the corresponding wheel units 13 being grounded to a horizontal floor surface, the bottom plates 11b of the corresponding side walls 11 extend in the longitudinal direction of the bottom plates 11b and in a horizontal direction along a direction that is orthogonal to the longitudinal direction, and the wall plates 11a that stand in a direction that is orthogonal to the bottom plates 11b stand such that the height direction thereof is in the vertical direction.
-
In this way, the beam transporting carrier 10 is such that the pair of side walls 11 and 11, which are a combination of plate materials (wall plates 11a and bottom plates 11b), are connected to each other by the horizontal beam 12 to form a frame. In addition, the beam transporting carrier 10 includes the four wheel units 13 (wheels 13a) that can roll along the floor surface. The wheel units 13 are casters and are movable in any direction.
-
In general, the warp beam 2 that is mounted on the beam transporting carrier 10 and transported includes a cylindrical barrel 2b and a pair of flanges 2c and 2c that are fitted to and mounted on the barrel 2b. Incidentally, in general, the warp beam 2 has a structure in which a mounting position of one of the flanges 2c with respect to the barrel 2b is changeable along an axial direction of the barrel 2b such that weaving of fabrics having different weaving widths can be performed. In the warp beam 2, with the pair of flanges 2c and 2c being mounted on the barrel 2b, the barrel 2b between the flanges 2c and 2c becomes a winding shaft 2a around which a warp is wound. The barrel 2b of the warp beam 2 includes shaft portions at both ends thereof. The diameter of the shaft portions is smaller than the diameter of the winding shaft 2a (barrel 2b). A bearing 2d is fitted to each shaft portion such that the warp beam 2 is set in a state in which the warp beam 2 is rotatably supported when the warp beam 2 is mounted on the loom.
-
The beam transporting carrier 10 supports the warp beam 2 at support portions that are situated at both end portions of the barrel 2b of the warp beam 2 disposed outwardly of the flanges 2c and that are situated inwardly of the bearings 2d that are fitted to the shaft portions. Therefore, the interval between the wall plates 11a and 11a of the two side walls 11 and 11 of the beam transporting carrier 10 (that is, the interval in the longitudinal direction of the horizontal beam 12) is set in correspondence with the length of the barrel 2b of the warp beam 2. With the warp beam 2 being mounted on the beam transporting carrier 10, the bearings 2d and 2d at the two ends of the warp beam 2 are set in a state in which they are positioned outwardly of the wall plates 11a and 11 a of the two side walls 11 and 11 of the beam transporting carrier 10.
-
In the embodiment, as mentioned above, the warp related device 3 that is mounted on and transported by the beam transporting carrier 10 is transported in a unitary state (see Fig. 4). More specifically, in the embodiment, after the plurality of heald frames 3a, the dropper device 3b, and the reed 3c of the warp related device 3 have been transferred to the loom, they are supported by a frame member 4, which forms part of frames of the loom, and are made unitary. With the heald frames 3a, the dropper device 3b, and the reed 3c being made unitary, they are mounted on the beam transporting carrier 10 and are transferred to the loom as they are.
-
In the illustrated example, the frame member 4 includes a pair of side plates 4a and 4a that are secured to the left and right frames of the loom after the transfer, with the pair of side plates 4a and 4a being connected to each other by a beam member 4b. With the two side plates 4a and 4a opposing each other in a plate thickness direction thereof, they are connected to each other by the beam member 4b. In addition, with a horizontal direction (a front-back direction) that is orthogonal to the plate thickness direction being made to correspond with a front-back direction of the loom (that is, the direction in which a warp extends while the warp is set), the two side plates 4a and 4a are set on the frames of the loom.
-
As described above, the side plates 4a are formed for being set on the frames of the loom, and include corresponding mounting portions 4c. The mounting portions 4c are prismatic members. Each member is mounted on a surface of its corresponding side plate 4a (outer surface) that is opposite to a surface of the corresponding side plate 4a (inner surface) opposing the other one of the side plates 4a in such a manner as to extend in the front-back direction. In this state, as described below, the side walls 4a are set on the frames of the loom with the outer surfaces of the side walls 4a being in contact with inner surfaces of the frames of the loom (that is, surfaces of the loom at the side of the center of the loom) and with the lower surfaces of the mounting portions 4c being mounted on top surfaces of the frames of the loom. In this state, the side plates 4a are secured to the frames of the loom. In addition, by securing the side walls 4a to the frames of the loom in this way, the frame member 4 is set in a state in which it is mounted on the frames of the loom.
-
As described above, with the frame member 4 being mounted on the frames of the loom, the outer surfaces of the two side plates 4a and 4a contact the inner surfaces of the corresponding frames of the loom. Therefore, the interval between the outer surfaces of the corresponding side plates 4a and 4a that are connected to each other by the beam member 4b of the frame member 4 (that is, the interval in the longitudinal direction of the beam member 4b) is substantially the same as the interval between the left and right frames of the loom.
-
The side plates 4a are formed for mounting the frame member 4 on the beam transporting carrier 10, and include securing portions 4e. As shown in, for example, Fig. 5, each securing portion 4e is a prismatic member having a groove extending in a longitudinal direction of the securing portion 4e. Each securing portion 4e is mounted at a lower end of the inner surface of its corresponding side plate 4a so as to extend in the front-back direction, and such that the groove opens in a downward direction. The frame member 4 is mounted (placed) on the beam transporting carrier 10 by engaging the grooves of the securing portions 4e of the corresponding side plates 4a and 4a with top ends of the corresponding side walls 11 (wall plates 11a) of the beam transporting carrier 10.
-
In this way, the securing portions 4e of the corresponding side plates 4a and 4a of the frame member 4 are mounted on the corresponding side walls 11 and 11 of the beam transporting carrier 10. Therefore, the interval between the securing portions 4e and 4e (the grooves) (that is, the interval in the longitudinal direction of the beam member 4b) need to be in correspondence with the interval between the side walls 11 and 11 of the beam transporting carrier 10. However, as mentioned above, the interval between the side plates 4a and 4a on which the corresponding securing portions 4e are mounted is in correspondence with the interval between the left and right frames of the loom. As mentioned above, the interval between the side walls 11 and 11 of the beam transporting carrier 10 is in correspondence with the length of the barrel 2b of the warp beam 2 that is mounted on the beam transporting carrier 10. Therefore, with the securing portions 4e and 4e being mounted on the corresponding side walls 4a, the interval between the grooves are in correspondence with the interval between the side walls 11 and 11 of the beam transporting carrier 10.
-
In the embodiment, the frame member 4 is such that each heald frame guide 5 for guiding an up-down movement of its corresponding heald frame 3a when weaving is carried out at the loom is supported by its corresponding side plate 4a through a corresponding supporting shaft 5a while each heald frame guide 5 is position at the inner surface of its corresponding side plate 4a. Further, the frame member 4 is such that a pair of guide plates (that is, a front guide plate 6a and a rear guide plate 6b) are supported by the beam member 4b. The pair of guide plates are provided so as to sandwich the plurality of heald frames 3a for preventing vibration in a thickness direction (the front-back direction) of each heald frame 3a when weaving is carried out at the loom. The rear guide plate 6b is supported by the front guide plate 6a, mounted on the beam member 4b, through a shaft 6c.
-
Incidentally, the aforementioned heald frame guides 5 and guide plates 6a and 6b have known structures that are generally used in a loom. In a general loom, the heald frame guides 5, the guide plates 6a and 6b, the beam member 4b, etc. are secured to the loom. In contrast, in the embodiment, these members are unitary along with the warp related device 3, and are transferred to the loom.
-
As mentioned above, in the unitary state, as at the loom, the plurality of heald frames 3a of the warp related device 3 are supported by the frame member 4 with two side portions (side stays) of each heald frame 3a engaging with the corresponding heald frame guides 5 and 5 supported by the frame member 4 and being sandwiched by the pair of guide plates 6a and 6b in the front-back direction. The plurality of heald frames 3a are supported by the frame member 4 while a stave of each heald frame 3a is made to hang down by using, for example, two or more rods (not shown) mounted on the beam member 4b of the frame member 4 so as to extend in the front-back direction. The positions in the front-back direction of the heald frame guides 5 and 5 and the heald frames 3a at the frame member 4 are situated where the heald frames 3a should be provided at the loom in the front-back direction with the frame member 4 being mounted at predetermined mounting positions at the frames of the loom.
-
The dropper device 3b is supported by the frame member 4 (the side plates 4a and 4a) by placing both ends of the dropper device 3b on top surfaces of the side plates 4a and 4a of the frame member 4 so as to form a bridge between the side plates 4a and 4a. The positions in the front-back direction of the dropper device 3b on the frame member 4 are such that their positions in relation to the positions of the heald frame guides 5 and 5 (the heald frames 3a) supported by the frame member 4 correspond to those in relation to the loom in the front-back direction.
-
Therefore, in the structure according to the embodiment, the warp related device 3 that is made unitary by using the frame member 4 as described above is transferred as it is to the loom, and the side plates 4a and 4a of the frame member 4 are secured at the predetermined mounting positions at the frames of the loom, to dispose the heald frames 3a and the dropper device 3b where they should be provided at the loom in the front-back direction. The side plates 4a and 4a of the frame member 4 function as they are as part of the frames of the loom.
-
However, as mentioned above, in the unitary state, the reed 3c is supported by a plurality of reed holding tools 4f that are mounted at positions at the beam members 4b of the frame member 4 so as to be separated from each other in a longitudinal direction of the beam member 4b. Therefore, after the frame member 4 (the side plates 4a and 4a) has been mounted on the frames of the loom, the reed 3c is brought down from the frame member 4 (the reed holding tools 4f), and is mounted at predetermined setting positions at the loom.
-
After the frame member 4 has been mounted on the frames of the loom, the heald frames 3a are set in a state in which they are connected to and supported by a driving mechanism of a shedding device. The height position of each heald frame guide 5 is determined on the basis of the supporting position at each side plate 4a of the frame member 4. Therefore, the supporting positions of the heald frame guides 5 in the height direction with respect to the mounting portions 4c at the side plates 4a and 4a are set such that the heald frame guides 5 are set at desired height positions at the loom with the frame member 4 being mounted on the frames of the loom.
-
After the frame member 4 has been mounted on the frames of the loom, the dropper device 3b is used with the dropper device 3b being mounted on the side plates 4a and 4a functioning as the frames of the loom. Therefore, the dimension up to the top surfaces of the mounting portions 4c at the side plates 4a and 4a where the dropper device 3b is placed in the height direction is set such that the dropper device 3b is set at a desired height position at the loom with the frame member 4 being mounted on the frames of the loom.
-
Next, the transfer transporting carrier 20 of the replacement transporting device 1 is described.
-
More specifically, as shown in Fig. 6, the transfer transporting carrier 20 includes a carrier section 30, serving as moving means, and a transferring mechanism 40 for transferring the warp related device 3 to the loom. Accordingly, the transfer transporting carrier 20 includes the transferring mechanism 40, and has the function of transferring the warp related device 3. More specifically, each of these portions has the following structure.
-
In the illustrated example, the carrier section 30 includes two box-shaped bodies 31a and 31b and a connecting beam 32 that connects the two bodies 31a and 31b to each other. The bodies 31a and 31b each have a rectangular parallelepiped shape having a cutaway portion. With one end surface of the body 31a and one end surface of the body 31b being parallel to and opposing each other, the bodies 31a and 31b are connected to each other by the connecting beam 32 extending between the bodies 31a and 31b. As shown in Fig. 2, the dimension of the connecting beam 32 in a longitudinal direction thereof, that is, the interval between the two bodies 31a and 31b is larger than the interval between the wall plates 11a and 11a of the corresponding side walls 11 and 11 of the beam transporting carrier 10.
-
Each of the bodies 31a and 31b includes three wheels 31w. The wheels 31w of each body 31a and the wheels 31w of each body 31b are symmetrically disposed in a direction orthogonal to the longitudinal direction of the connecting beam 32. More specifically, if a direction that is parallel to the longitudinal direction of the connecting beam 32 at the bodies 31a and 31b is defined as a front-back direction of the bodies 31a and 31b and the body 31a (31b) is defined as being at the front (back) with respect to the body 31b (31a), and if a direction that is orthogonal to the front-back direction in a horizontal plane is defined as a transverse direction of the bodies 31a and 31b, the front body 31a includes two (a pair of) wheels 31w and 31w, which are separated from each other in the transverse direction at corresponding positions at the back side in the front-back direction, and one wheel 31w, which is provided at the center in the transverse direction at the front side in the front-back direction. In contrast, the back body 31b includes two (a pair of) wheels 31w and 31w, which are separated from each other in the transverse direction at corresponding positions at the front side in the front-back direction, and one wheel 31w, which is provided at the center in the transverse direction at the back side in the front-back direction.
-
With each wheel 31w being grounded to a horizontal floor surface, each of the bodies 31a and 31b is formed such that the front-back direction and the transverse direction are set in the horizontal direction. The pair of back wheels 31w and 31w at the front body 31a and the pair of front wheels 31w and 31w at the back body 31b are, similarly to the wheel units 13 at the beam transporting carrier 10, casters and are rotatable in any direction.
-
A driving motor (not shown) for driving the wheels 31w is built in each of the bodies 31a and 31b. In the embodiment, the front wheel 31w at the front body 31a and the back wheel 31w at the back body 31b are drive wheels that are driven by the corresponding driving motor. To distinguish between the caster wheels 31w and the drive wheels 31w, the wheels 31w that are driven by the corresponding driving motor are called drive wheels 31wd.
-
The connecting beam 32 is a beam member having a substantially square shape in cross section in a direction orthogonal to the longitudinal direction. With two of the four peripheral surfaces (that is, the top surface and the bottom surface) of the connecting beam 32 extending in the longitudinal direction being parallel to the transverse direction at the bodies 31a and 31b, one end of the connecting beam 32 in the longitudinal direction thereof is secured to the end surface of the front body 31a opposing the back body 31b, and the other end of the connecting beam 32 in the longitudinal direction is secured to the end surface of the back body 31b opposing the front body 31 a, to connect the bodies 31 a and 31b to each other. Therefore, with the carrier section 30 being placed on a horizontal floor, in the carrier section 30, the top surface of the connecting beam 32 extends such that the longitudinal direction thereof and a direction orthogonal to the longitudinal direction are set in the horizontal direction.
-
An operating rod 33 for operating the carrier section 30 (transfer transporting carrier 20) is provided at the back body 31b of the carrier section 30 so as to extend upward from a back top surface. The operating rod 33 is provided with a plurality of operating buttons (not shown). The plurality of operating buttons include a movement button for starting the movement of the carrier section 30 (transfer transporting carrier 20) and a stop button for stopping the movement. By operating the movement button, the driving of the drive wheels 31wd by the driving motor is started. By operating the stop button, the driving of the drive wheels 31wd is stopped. The plurality of operating buttons also include a button for operating, for example, an arm unit 42 of the transferring mechanism 40 (described later).
-
The orientation of the operating rod 33 and the orientation of each drive wheel 31wd change in correspondence with each other. That is, when the orientation of the operating rod 33 is changed, the orientation of each drive wheel 31wd changes to the same orientation as that of the operating rod 33. Therefore, by operating the operating rod 33, the direction of movement of the carrier section 30 (transfer transporting carrier 20) that is moving can be changed. Accordingly, in the embodiment, the drive wheels 31wd also function as steerable wheels. The operating rod 33 functions as a steering wheel.
-
The transferring mechanism 40 is provided by being supported by the connecting beam 32 of the carrier section 30 having the above-described structure. In the illustrated example, the transferring mechanism 40 includes a frame member 41 that is supported by the connecting beam 32 of the carrier section 30 and the arm unit 42 that is supported by the frame member 41. More specifically, each of these portions has the following structure.
-
The frame member 41 has a shape formed by combining four prismatic beam members into a rectangular shape. The frame member 41 includes a base portion 41a that is provided on the connecting beam 32, a pair of columns 41 b and 41b that stand in an upward direction from the base portion 41a, and a beam 41c that connects top ends of the corresponding columns 41b and 41b.
-
The dimension of the base portion 41a in a longitudinal direction thereof is slightly smaller than that of the connecting beam 32. The dimension of the base portion 41a in a direction orthogonal to the longitudinal direction of a surface thereof where the columns 41b stand and of an opposite surface (short-side direction) is slightly larger than the dimension in a direction orthogonal to the longitudinal direction of the top surface of the connecting frame 32 (short-side direction). A groove 41a1 is formed in the opposite surface of the base portion 41a. The width of the groove 41a1 in the short-side direction is substantially the same as the dimension of the connecting beam 32 in the short-side direction thereof, and is formed along the longitudinal direction (see Fig. 8B). In this state, with a longitudinal direction of the base portion 41a being made to correspond with the longitudinal direction of the connecting beam 32, the base portion 41a is provided on the connecting beam 32 with the groove 41a1 being fitted to a top portion of the connecting beam 32.
-
The frame member 41 is such that the columns 41b and 41b that are orthogonal to the base portion 41a stand on corresponding end portions in the longitudinal direction of the top surface of the base portion 41a that is provided on the connecting beam 32. The frame member 41 is formed by, by using the beam 41c, connecting the top ends of the columns 41b and 41b that stand on the base portion 41a in this way. As shown in Fig. 2, the interval between the pair of columns 41 b and 41b of the frame member 41 (the dimension of the base portion 41a in the longitudinal direction thereof) is larger than the interval between the wall plates 11 a and 11 a of the corresponding side walls 11 and 11 of the beam transporting carrier 10.
-
Although not shown, driving means for driving the frame member 41 in the longitudinal direction of the connecting beam 32 along the connecting beam 32 is provided between the frame member 41 and the carrier section 30. In the longitudinal direction of the connecting beam 32, the position of the frame member 41 on the connecting beam 32 is adjustable in a range of the difference between the dimension of the connecting beam 32 and the dimension of the base portion 41a in the longitudinal direction. Incidentally, as the driving means, for example, a structure in which a rack is provided at a lower surface of the base portion 41a of the frame member 41, a driving motor is provided at the connecting beam 32, and a pinion that is mounted on an output portion of the driving motor is engaged with the rack may be used.
-
The arm unit 42 is supported by and provided at the frame member 41 having the above-described structure. In the illustrated example, the arm unit 42 includes a support beam 42a that is supported by the frame member 41, a pair of drive portions 42b and 42b that are mounted on the support beam 42a, a pair of arms 42c and 42c that are supported by the support beam 42a by using the drive portions 42b and 42b, and supporting portions 42d and 42d that are mounted on the corresponding arms 42c and 42c.
-
Of these members, the support beam 42a includes a prismatic beam material. The dimension of the support beam 42a in a longitudinal direction thereof is slightly larger than the interval between the pair of columns 41 b and 41b of the frame member 41. The support beam 42a has grooves 42a1 in two respective end portions in the longitudinal direction thereof. The support beam 42a engages with the columns 41 b and 41 b (frame member 41) so as to be slidable only in directions of extension (up-down directions) of the columns 41 b and 41b with the columns 41 b being fitted to the corresponding grooves 42a1.
-
In this state, driving means that drive (displace) the support beam 42a for regulating the position of the support beam 42a in the up-down directions and for adjusting the position of the support beam 42a in the up-down direction is provided between the frame member 41 and the support beam 42a. As each driving means, for example, a ball screw mechanism using a driving motor as a driving source may be used. In Fig. 6, ball screw shafts in the ball screw mechanism are each represented by symbol 41d, and the driving motors, serving as the driving sources, are each represented by symbol 41e.
-
The pair of drive portions 42b and 42b are mounted on the support beam 42a. Each of the drive portions 42b has the shape of a box. Each of the drive portions 42b is supported by the support beam 42a with each drive portion 42b being in contact with, of the peripheral surfaces of the support frame 42 extending in the longitudinal direction, one of two peripheral surfaces (support surface 42a2) that is parallel to the up-down direction.
-
Each drive portion 42b is provided so as to be slidable on the support surface 42a2 of the support beam 42a in the longitudinal direction of the support beam 42. More specifically, a recess is formed in a surface of each drive portion 42b that contacts the support surface 42a2 of the support beam 42a, and a protruding rail that extends along the longitudinal direction of the support beam 42a is provided at the support surface 42a2 of the support beam 42a. By fitting the recess of each drive portion 42b and the rail of the support beam 42a to each other, each drive portion 42b is slidable in the longitudinal direction of the support beam 42a along the rail.
-
Driving means (not shown) that drive the drive portions 42b are each provided between the support beam 42a and the corresponding drive portion 42b. Each drive portion 42b is driven so as to move in the longitudinal direction of the support beam 42a by the driving means. Incidentally, as each driving means, for example, a structure in which a driving motor is built in each drive portion 42b, a rack is provided at the rail of the support beam 42a, and a pinion that is mounted on an output shaft of the driving motor is engaged with the rack may be used.
-
Each arm 42c is mounted on a surface of its corresponding drive portion 42b opposite to the surface of its corresponding drive portion 42b that contacts the support surface 42a2 of the support beam 42a so as to extend away from the support beam 42a. That is, the arm unit 42 includes the pair of arms 42c and 42c supported by the support beam 42a by using the corresponding drive portions 42b and 42b, with each arm 42c extending in the width direction of the bodies 31a and 31b of the carrier section 30. In addition, in the embodiment, each arm 42c is formed from a fluid pressure cylinder (such as a hydraulic cylinder), and is expandable and contractible as a whole as a result of drive rods 42c2 advancing and retreating with respect to a base portion 42c1 in a direction of extension of the drive rods 42c2 by the action of fluid pressure (hydraulic pressure).
-
As mentioned above, the dimension in the longitudinal direction of the support beam 42a (support surface 42a2) that supports the arms 42c by using the drive portions 42b is slightly larger than the interval between the pair of columns 41 b and 41b of the frame member 41. In addition, as mentioned above, the interval between the pair of columns 41 b and 41b is larger than the interval between the pair of side walls 11 and 11 ( wall plates 11a and 11a) of the beam transporting carrier 10. Therefore, in the longitudinal direction of the support beam 42a, the pair of arms 42c and 42c may be disposed with the interval between the pair of arms 42c and 42c being greater than the interval between the pair of side walls 11 and 11 ( wall plates 11 a and 11 a) of the beam transporting carrier 10. When the pair of arms 42c and 42c do not support the warp related device 3, the pair of arms 42c and 42c are separated from each other by such a large interval.
-
The supporting portions 42d and 42d are mounted on the end portions of the corresponding arms 42c that are opposite to the side of the drive portions 42b. The supporting portions 42d support the above-described unitary warp related device 3 (frame member 4), includes plate support members 42d1 as principal members, with the support members 42d1 being mounted on the corresponding arms 42c (drive rods 42c2) by corresponding mounting brackets 42d2. The plate support members 42d1 of the corresponding supporting portions 42d are supported by the corresponding mounting brackets 42d2, mounted on the corresponding drive rods 42c2, with each supporting member 42d1 extending downward at the side (inner side) that opposes the other arm 42c at the drive rod 42c2 of its corresponding arm 42c.
-
The support member 42d1 of each supporting portion 42d has two support holes 42d3 and 42d3 for hanging and supporting the warp related device 3. Each side plate 4a of the frame member 4 that supports the warp related device 3 includes two supporting pins 4d and 4d that are engageable with the two support holes 42d3 and 42d2 of the corresponding support member 42d1. The relationship between each support hole 42d3 and its corresponding supporting pin 4d is as shown in Figs. 7A and 7B. The support holes 42d3 and the supporting pins 4d are described in more detail below.
-
First, in the illustrated example, the two support holes 42d3 and 42d3 of the corresponding support member 42d1 are formed at different positions in the up-down direction and the direction of extension of the corresponding arm 42c, and extend through the corresponding support member 42d1 in a plate thickness direction thereof. In the illustrated example, each support hole 42d3 has a shape that is similar to that formed by combining two circles, with an upper large diameter portion and a lower small diameter portion being connected to each other with a linear connecting portion.
-
The supporting pins 4d are provided at the frame member 4 such that two supporting pins 4d protrude from the outer surface (the side of the corresponding mounting portion 4c) of each side plate 4a and are engageable with the support holes 42d3 of the corresponding support member 42d1 as described above. That is, the relationship between the positions of the two supporting pins 4d and 4d in the up-down direction and the front-back direction of the frame member 4 is the same as the relationship between the positions of the two support holes 42d3 and 42d3 in each support member 42d1.
-
Each supporting pin 4d includes a shaft 4d1 that stands from the outer surface of the corresponding side plate 4a and a head 4d2 that is provided at an end portion of the corresponding shaft 4d1 opposite to the outer surface and that has a disc shape whose diameter is larger than that of the corresponding shaft 4d1. However, the diameter of the head 4d2 of each supporting pin 4d allows the head 4d2 to pass through the large diameter portion of the corresponding support hole 42d3 and does not allow the head 4d2 to pass through the small diameter portion of the corresponding support hole 42d3. The diameter of each shaft 4d1 is in correspondence with the diameter of each small diameter portion. Further, the length of each shaft 4d1 in an axial direction thereof is in correspondence with the plate thickness of each support member 42d.
-
According to these structures, with each support member 42d1 opposing the outer surface of the corresponding side plate 4a of the frame member 4, and, as viewed from the axial direction of each supporting pin 4d, with the positions of the large diameter portions of the two support holes 42d3 and 42d3 of each support member 42d1 being aligned with the positions of the two supporting pins 4d and 4d of each side plate 4a, the support members 42d1 are displaced towards the corresponding side plates 4a in the axial direction, so that each supporting pin 4d is inserted in the large diameter portion of the support hole 42d3 in the corresponding support member 42d1. Each support member 42d1 is displaced in the axial direction by displacing the corresponding arm 42c as a result of driving the corresponding drive portion 42b of the arm unit 42.
-
In this state, by displacing the entire arm unit 42 upward by displacing the support beam 42a upward by the driving means, each supporting member 42d1 is displaced upward, so that the shaft 4d1 of each supporting pin 4d is set in a state in which it is positioned in the small diameter portion of the corresponding support hole 42d3 (state shown by an alternate long and two short dashes line in Fig. 7B). As mentioned above, the diameter of the head 4d2 of each supporting pin 4d does not allow the head 4d2 to pass through the small diameter portion of the corresponding support hole 42d3. Therefore, as described above, with the shaft 4d1 of each supporting pin 4d being positioned in the small diameter portion of the corresponding support hole 42d3, the head 4d2 of each supporting pin 4d retains the corresponding supporting pin 4d with respect to the corresponding support hole 42d3, that is, the head 4d2 of each supporting pin 4d restricts relative displacement between the corresponding supporting pin 4d and the corresponding support member 42d1 in the axial direction. Therefore, the frame member 4 is stopped in an engaged state with the pair of supporting portions 42d of the arm unit 42 of the transfer transporting carrier 20.
-
The transferring mechanism 40 includes connecting devices 50 that connect the transfer transporting carrier 20 and the beam transporting carrier 10 to each other. In the illustrated example, two connecting devices 50 are supported by the frame member 41 of the transferring mechanism 40 while being separated from each other in the longitudinal direction of the base portion 41 a of the frame member 41. Each connecting device 50 includes a connecting portion 51 as a principal portion, and is provided with each connecting portion 51 being supported by a corresponding bracket 52 (see Fig. 8). Each bracket 52 is mounted on the surface of the corresponding base portion 41a at the same side as the support surface 42a2 of the support beam 42a of the arm unit 42 so as to extend downward. Each connecting portion 51 is mounted on a lower end of the corresponding bracket 52, and, in the up-down direction, is provided at substantially the same height as the horizontal beam 12 of the beam transporting carrier 10.
-
In the embodiment, as shown in Fig. 8A, each connecting portion 51 includes an outer frame 51a that is mounted on the corresponding bracket 52, a sliding portion 51b that is slidably provided with respect to the corresponding outer frame 51a, and a connecting tool 51c that is supported by the corresponding sliding portion 51 b.
-
In each connecting portion 51, the outer frame 51a is substantially C-shaped in cross section where a groove 51a2 is formed in a rectangular parallelepiped member. With each outer frame 51a being mounted on the corresponding bracket 52, the groove 51a2 opens at both top and bottom sides and at a side that is opposite to the side where the corresponding bracket 52 is mounted. As described below, the groove 51a2 of each outer frame 51a guides the sliding of the corresponding sliding portion 51b and functions as a guide groove.
-
Each sliding portion 51b is a member in the form of a housing, and has a cross-sectional shape that allows it to be received by the guide groove 51a2 of the corresponding outer frame 51a. Each sliding portion 51b is provided in a state in which it is received by the guide groove 51a2 of the corresponding outer guide 51a, and is slidable in the corresponding guide groove 51a2 in up-down directions. The dimension of each sliding portion 51b in the up-down direction is smaller than the dimension of each outer frame 51a (guide groove 51a2) in the up-down direction. Each sliding portion 51b is slidable in the corresponding guide groove 51 a2 in the up-down directions as described above.
-
A bottom surface defining each guide groove 51a2 (surface that is parallel to the surface of the corresponding bracket 52 on which the corresponding outer frame 51a is mounted) is provided with a rail 51a1 that is formed in the up-down direction. A surface of each sliding portion 51b that contacts the bottom surface defining the corresponding guide groove 51a2 is provided with a recess 51b1 that is fitted to the corresponding rail 51a1. The aforementioned sliding of each sliding portion 51b in the up-down directions is also guided by the corresponding rail 51a1 that is fitted to the corresponding recess 51a1. In this state, driving means (not shown) is provided between each outer frame 51a and the corresponding sliding portion 51b. Each sliding portion 51b is driven so as to be slid and displaced in the up-down directions by the corresponding driving means. Incidentally, as each driving means, for example, a structure in which a rack is provided at the rail 51a1 of each outer frame 51a, a driving motor is built in each sliding portion 51b, and a pinion that is mounted on an output shaft of the driving motor is engaged with the corresponding rack may be used.
-
A surface of each sliding portion 51b that is opposite to the surface in which the corresponding recess 51b1 is formed is provided with the connecting tool 51 c. In the illustrated example, each connecting tool 51c has a J shape in cross section where a plate material is bent. Each connecting tool 51c includes a hook 51c1 that is bent so as to extend upward with each connecting tool 51c being mounted on the corresponding sliding portion 51b.
-
Referring to Fig. 8B, in the illustrated example, the dimension of the guide groove 51a2 in each outer frame 51a in a depth direction thereof (direction parallel to the short-side direction of the corresponding base portion 41 a) is larger than the dimension of each sliding portion 51b in the same direction. In addition, the difference between these dimensions is the same as the plate thickness of a securing portion 51c2, which is a portion of the corresponding connecting tool 51c that is secured to the corresponding sliding portion 51 b. Therefore, in the aforementioned direction, in each connecting device 50, the sliding portion 51b and the securing portion 51c2 of the connecting tool 51c are accommodated in the guide groove 51a2; and only the hook 51c1 of the connecting tool 51c protrudes from the guide groove 51a2 (opposite mounting surface 51a3 of the outer frame 51 a that is opposite to the surface that is mounted on the bracket 52).
-
As a structure for connecting the transfer transporting carrier 20 and the beam transporting carrier 10 to each other, in addition the above-described connecting devices 50 that are provided at the transfer transporting carrier 20 (transferring mechanism 40), two connecting windows 12a are provided similarly to the connecting devices 50 of the transporting carrier 20 (transferring mechanism 40). The two connecting windows 12a are provided at the horizontal beam 12 of the beam transporting carrier 10. The connecting tools 51c of the corresponding connecting devices 50 engage with the connecting windows 12a.
-
In the beam transporting carrier 10, each connecting window 12a is formed so as to extend through a peripheral wall 12b of the hollow horizontal beam 12 that is opposite to a peripheral wall that opposes the corresponding wheel units 13. The two connecting windows 12a and 12a are symmetrically disposed with respect to the center of the horizontal beam 12 in the longitudinal direction thereof, and are separated apart from each other such that the interval between the two connecting windows 12a and 12a is the same as the interval between the two connecting devices 50 and 50 of the transfer transporting carrier 20. Further, the width of each connecting window 12a in an up-down direction thereof is slightly larger than that of each hook 51 c1 of the connecting tool 51c of the corresponding connecting device 50 in the up-down direction.
-
By each of the above-described connecting devices 50 of the transfer transporting carrier 20 and each of the above-described connecting windows 12a of the beam transporting carrier 10, the transfer transporting carrier 20 and the beam transporting carrier 10 are connected to each other. More specifically, as shown in Fig. 8B, prior to connecting the transfer transporting carrier 20 and the beam transporting carrier 10 to each other, the transfer transporting carrier 20 and the beam transporting carrier 10 are disposed in a state in which the connecting devices 50 oppose the horizontal beam 12 and the base portions 41a of the frame member 41 are parallel to the horizontal beam 12.
-
In such an arrangement, in the longitudinal direction of the horizontal beam 12 and the base portions 41a (hereunder simply referred to as the "longitudinal direction of the horizontal beam 12"), the transfer transporting carrier 20 and the beam transporting carrier 10 are set in a state in which the positions of the two connecting devices 50 and 50 and the positions of the two connecting windows 12a and 12a are aligned with each other. In this state, in the longitudinal direction of the horizontal beam 12, the center of each base portion 41a (frame member 41) and the center of the horizontal beam 12 are caused to be in alignment with each other. Further, in each connecting device 50 of the transfer transporting carrier 20, the position of the sliding portion 51b in the outer frame 51 a is set such that the hook 51 c1 of the connecting tool 51c is positioned within the corresponding connecting window 12a of the beam transporting carrier 10 in the up-down direction.
-
As mentioned above, the arms 42c and 42c (support members 42d1 and 42d1) of the arm unit 42 that are positioned between the bodies 31a and 31b of the transfer transporting carrier 20 are disposed such that the interval between the arms 42c and 42c is larger than the interval between the side walls 11 and 11 ( wall plates 11a and 11a) of the beam transporting carrier 10. Therefore, in the above-described arrangement, in the longitudinal direction of the horizontal beam 12, the beam transporting carrier 10 is set in a state in which it is positioned between the arms 42c and 42c of the transfer transporting carrier 20.
-
In such an arrangement, for example, the transfer transporting carrier 20 is moved towards the beam transporting carrier 10 such that the distance between the transfer transporting carrier 20 and the beam transporting carrier 10 is reduced. However, in the above-described arrangement, in a portion between the bodies 31a and 31b of the transfer transporting carrier 20, excluding the arm unit 42, the connecting devices 50 are positioned closest to the beam transporting carrier 10. Therefore, in the above-described arrangement, as the transfer transporting carrier 20 moves as mentioned above, the opposite mounting surface 51a3 of the outer frame 51a of each connecting device 50 of the transfer transporting carrier 20 is set in contact with the peripheral wall 12b of the horizontal beam 12 of the beam transporting carrier 10 and the hook 51c1 of the connecting tool 51c of each connecting device 50 is inserted in the corresponding connecting window 12a of the horizontal beam 12. When the transfer transporting carrier 20 is moved as mentioned above, the arm unit 42 is set in a state in which it is disposed above the top end of the beam transporting carrier 10.
-
In the state in each connecting device 50 and the horizontal beam 12 are in contact with each other as mentioned above, part of the beam transporting carrier 10 in a longitudinal direction of the arms 42c is set in a state in which it is inserted in a portion between the arms 42c and 42c that are disposed between the bodies 31a and 31b of the transfer transporting carrier 20 in the longitudinal direction of the horizontal beam 12.
-
In this state, by driving the sliding portion 51b of each connecting device 50 so as to be displaced upward, each connecting tool 51c (connecting device 50) and the horizontal beam 12 are set in a state in which they are engaged and stopped (state shown by alternate long and two short dashes line in Fig. 8B) as a result of engaging the hook 51c1 of each connecting tool 51 with the peripheral wall 12b of the horizontal beam 12. As a result, as shown in Figs. 1 and 2, the transfer transporting carrier 20 and the beam transporting carrier 10 are connected and integrated with each other, and function as the replacement transporting device 1 according to the present invention.
-
From the connected state above, by disengaging each connecting tool 51c and the horizontal beam 12 from each other as a result of displacing downward the sliding portion 51b (connecting tool 51 c) of each connecting device 50, and by moving the transfer transporting carrier 20 in a direction opposite to the direction of the aforementioned movement (direction away from the beam transporting carrier 10), the transfer transporting carrier 20 and the beam transporting carrier 10 are disconnected from each other, and, as shown in Fig. 3, the transfer transporting carrier 20 and the beam transporting carrier 10 are separated from each other. Figs. 1 and 2 each show a state in which the warp related device 3 is not mount on the beam transporting carrier 10, whereas Fig. 3 shows a state in which the warp related device 3 is mounted on the beam transporting carrier 10.
-
Next, a method for transporting a warp beam by using the replacement transporting device 1 including the beam transporting carrier 10 and the transfer transporting carrier 20 described above, and a method for performing looming with respect to a loom are described.
-
The processes thereof include the process for receiving a warp beam from a warping device that winds a warp around an empty warp beam in a warp preparing process, the process for drawing the warp that has been drawn out from the warp beam received from the warping device into the warp related device and transporting the warp related device into which the warp has been drawn along with the warp beam, and the looming process for transferring the warp related device and the warp beam to the loom. These processes are successively described below. Incidentally, in a textile factory, for example, in order to separate the warp into sheets for each heald frame into which the warp is drawn, a leasing process for leasing the warp at the warp beam may be performed between the process for receiving the warp beam from the warping device and the subsequent process for drawing the warp into the warp related device. The leasing process is not described below.
-
First, in the replacement transporting device 1 according to the present invention, the reception of the warp beam 2 from the warping device 7 in the warp preparing process shown in Fig. 9 is performed by using only the beam transporting carrier 10. Accordingly, in receiving the warp beam 2 from the warping device 7, in the replacement transporting device 1, as described above, the beam transporting carrier 10 and the transfer transporting carrier 20 are separated from each other, and only the beam transporting carrier 10 is moved up to the warping device 7. The beam transporting carrier 10 is moved by, for example, an operator pushing the beam transporting carrier 10.
-
The warp beam 2 may be transferred between the beam transporting carrier 10 and the warping device 7 by disposing the beam transporting carrier 10 away from the warping device 7 and rolling the warp beam 2 along a floor surface as is conventionally done. However, in the embodiment, the transfer of the warp beam 2 can be directly performed between the beam transporting carrier 10 and the warping device 7. Therefore, the beam transporting carrier 10 is capable of entering a take-up portion of a warp T on the warp beam 2 at the warping device 7 up to the positions at which the receiving portions 11a1 (where the warp beam 2 is mounted) are situated near supporting positions of the warp beam 2 on the warping device 7. This is described in more detail below.
-
First, it is assumed that, in a general warping device 7, the warp beam 2 is sandwiched at both sides of the barrel 2b thereof by a pair of support shafts (not shown) in an axial direction, and is supported at the supporting positions while being connected to the pair of support shafts. Incidentally, in the warping device 7, the pair of support shafts that support the warp beam 2 in a sandwiched state are rotatably supported at a frame 7a, and one (or both) of the support shafts is connected to a driving motor and rotationally driven. In taking up the warp T, in the above-described supported state, the warp beam 2 is rotationally driven by the driving motor along with the support shafts.
-
However, in order to rotationally drive the warp beam 2 as mentioned above, it is necessary to connect the barrel 2b of the warp beam 2 and the pair of shafts at the warping device 7 so that they do not rotate relative to each other. As mentioned above, the warp beam 2 is such that the bearings 2d are fitted to the two ends of the barrel 2b. Accordingly, in general, in transferring the warp beam 2 to the warping device 7, attachments (not shown) that cover the bearings 2d and that are secured to end surfaces of the barrel 2b are mounted on the two ends of the barrel 2b of the warp beam 2, and the barrel 2b of the warp beam 2 is connected to and supported by the support shafts at the warping device 7 by using the attachments.
-
In addition, a general warping device 7 includes a lifter device 7b for moving the warp beam 2 to the support positions. The lifter device 7b includes a pair of lifter arms 7b1 and 7b1 (in Fig. 9, only one of them is shown) that engage the barrel 2b (attachments) at the two ends of the warp beam 2. Each lifter arm 7b1 is supported by the corresponding rotary shaft 7b2 rotatably provided at the frame 7a at a location below the corresponding support shaft, and is provided so as to be rotatable around the corresponding rotary shaft 7b2. Each lifter arm 7b1 is rotationally driven in the up-down direction by rotationally driving each rotary shaft 7b2 by a driving motor (not shown).
-
In the axial direction of the barrel 2b, the positions of engagement of the lifter arms 7b1 with the barrel 2b (attachments) of the warp beam 2 correspond to the positons where the bearings 2d are mounted. As mentioned above, in the beam transporting carrier 10, the warp beam 2 is supported by the side walls 11a and 11a of the corresponding side walls 11 and 11 at the support portions that are positioned inwardly of the bearings 2d. Therefore, the interval between the pair of lifter arms 7b1 and 7b1 of the warping device 7 is larger than the interval between the side plates 11a and 11a of the corresponding side walls 11 and 11 of the beam transporting carrier 10.
-
In the beam transporting carrier 10, the heights of the side plates 11a of the corresponding side walls 11 are set so as to allow the beam transporting carrier 10 to enter a location between the pair of lifter arms 7b1 and 7b1 of the warping device 7 without interfering with each portion of the warping device 7 in the up-down direction. More specifically, in each side wall 11 of the beam transporting carrier 10, the height dimension of the wall plate 11a is set such that the top end of the wall plate 11a is positioned at a location that is lower than the top end of the mounted warp beam (flanges 2c).
-
Further, in the beam transporting carrier 10, even in the direction of entry of the beam transporting carrier 10 (direction of arrow A in Fig. 9), the position of an entry end of the receiving portion 11a1 of each side wall 11 (wall plate 11a) that enters the warping device 7 is set such that the receiving portion 11a1 of each wall plate 11a does not interfere with each portion of the warping device 7 up to the positions near the supporting positions on the warping device 7. More specifically, in each side wall 11 of the beam transporting carrier 10, in the aforementioned entry direction, the position of the receiving portion 11a1 of the corresponding wall plate 11a is set such that the position at the entry end of the wall plate 11a substantially corresponds to the position at the entry end of the mounted warp beam 2 (flanges 2c).
-
By virtue of these structures, the beam transporting carrier 10 can enter a location between the lifter arms 7b1 and 7b1 of the warping device 7 up to the position where the receiving portion 11a1 of each wall plate 11a is situated near the corresponding supporting position on the warping device 7, where the warp beam 2 is mounted, (position represented by an alternate long and two short dashes line in Fig. 9), without interfering with each portion of the warping device 7 in the axial direction of the warp beam 2 and the up-down direction and the entry direction. At this position, the lifter arms 7b and 7b of the warping device 7 are engageable with the two ends (the attachments) of the barrel 2b of the warp beam 2 mounted on the beam transporting carrier 10. As a result, the warp beam 2 can be directly transferred between the beam transporting carrier 10 and the warping device 7.
-
First, with an empty warp beam 2 being mounted on the beam transporting device 10, the beam transporting carrier 10 is moved up to a location near the warping device 7, and the mounted warp beam 2 is disposed in a state in which it opposes the warping device 7. As mentioned above, the width of the winding shaft 2a of the warp beam 2 is changeable by changing the mounting positions of the flanges 2c. The width of the winding shaft 2a is changed in correspondence with a column of warps T that have been warped at the warping device 7. Here, the beam transporting carrier 10 of the replacement transporting device 1 according to the embodiment supports the warp beam 2 at the two end portions of the barrel 2b disposed outwardly of the flanges 2c. The width of the winding shaft 2a can be changed (the mounting positions of the flanges 2c can be changed) with the warp beam 2 being mounted on the beam transporting carrier 10. Therefore, the width of the winding shaft 2a can be easily changed by one operator.
-
Next, the beam transporting carrier 10 disposed as mentioned above is moved towards the warping device 7, and, as mentioned above, the beam transporting carrier 10 is set in a state in which it has entered the warping device 7 up to the position where the mounting positions at the warp beam 2 is situated near the supporting positions on the warping device 7.
-
In this state, the lifter arms 7b1 and 7b1 of the lifter device 7b of the warping device 7 are rotationally driven upward. This causes the lifter arms 7b1 and 7b1 to engage with the empty warp beam 2 mounted on the beam transporting carrier 10, and the lifter arms 7b1 and 7b1 to cause the empty warp beam 2 to move to the supporting positions on the warping device 7. In the state in which the warp beam 2 has been moved to the supporting positions, the two ends (the attachments) of the barrel 2b of the empty warp beam 2 are at the positions where they do not contact the wall plates 11a in the insertion paths 11a2 in the wall plates 11a of the beam transporting carrier 10.
-
In this state, with the empty warp beam 2 being moved to the supporting positions by the lifter arms 7b1 and 7b1 as described above, the empty warp beam 2 is sandwiched by the support shafts at the warping device 7, and both end portions of the empty warp beam 2 are connected to the corresponding support shafts, to cause the empty warp beam 2 to be set in a state in which it is supported by the warping device 7. That is, the empty warp beam 2 is in a state in which it is received by the warping device 7 from the beam transporting carrier 10. Then, the lifter arms 7b1 of the lifter device 7b are rotationally driven downward so as to move away from the empty warp beam 2 after the empty warp beam 2 has been supported by the support shafts as mentioned above.
-
Thereafter, in the warping device 7, the warp beam 2 is rotationally driven, and the winding of the warp T around the warp beam 2 is started. However, in the embodiment, even in the winding process, the beam transporting carrier 10 is kept in an entered state in the warping device 7 up to where the warp beam 2 can be transferred to the warping device 7 (position represented by the alternate long and two short dashes line in Fig. 9) as mentioned above. That is, in the embodiment, even in the process in which the warp T is wound around the warp beam 2, the beam transporting carrier 10 is kept in the entered state in the warping device 7 without withdrawing from the warping device 7 after the empty warp beam 2 has been received by the warping device 7.
-
When the winding of the warp T around the warp beam 2 in the warping device 7 is completed, the warp beam 2 is transferred to the beam transporting carrier 10 from the warping device 7. More specifically, in the warping device 7, the lifter arms 7b1 and 7b1 of the lifter device 7b are rotationally driven upward, and are engaged with the two ends (the attachments) of the barrel 2b of the warp beam 2 that are supported by the support shafts. Next, the supporting (sandwiching) of the warp beam 2 by the pair of support shafts is stopped. This causes the lifter arms 7b1 and 7b1 to be in charge of the warp beam 2. In this state, the lifter arms 7b1 and 7b1 are rotationally driven downward. As mentioned above, the beam transporting carrier 10 is kept at the position occupied when it has transferred the empty warp beam 2 to the warping device 7. Therefore, as the lifter arms 7b1 and 7b1 move downward, the warp beam 2 is set in a state in which it is mounted on the receiving portions 11a1 of the corresponding side walls 11 and 11 ( wall plates 11a and 11a) of the beam transporting carrier 10. This completes the transfer of the warp beam 2 to the beam transporting carrier 10 from the warping device 7.
-
Thereafter, by cutting the warp T at a location between the warping device 7 and the warp beam 2 mounted on the beam transporting carrier 10, the beam transporting carrier 10 is set in a state in which it can transport the warp beam 2. The attachments mounted on the two ends of the barrel 2b of the warp beam 2 are removed after the warp beam 2 has been received by the beam transporting carrier 10 as mentioned above. Then, in order to send the warp beam 2 to next process for drawing the warp T into the warp related device 3, the movement of the beam transporting carrier 10 towards a drawing-in device in the warp drawing-in process is started.
-
When the beam transporting carrier 10 reaches a warp-T-drawing-in position in the drawing-in device, the warp related device 3 that has been made unitary by the frame member 4 is mounted on the beam transporting carrier 10, so that the state shown in Fig. 4, etc., is set. The unitary warp related device 3 is prepared near the drawing-in device, and is transferred to the beam transporting carrier 10 by using, for example, a hoist (crane) that is provided at the drawing-in device.
-
In the warp drawing-in process, as mentioned above, by using the drawing-in device, as mentioned above, the warp T that has been drawn out from the warp beam 2 is drawn into the dropper device 3b, the plurality of heald frames 3a, and the reed 3c in the warp related device 3 (mounted on the beam transporting carrier 10) in that order. The warp drawing-in device is also called a drawing machine. Since the device itself is known, specific descriptions and illustrations of the structure of the device itself are not given.
-
When the drawing of the warp T into the warp related device 3 is completed, in the state in which the warp beam 2 and the warp related device 3 into which the warp T has been drawn are mounted on the beam transporting carrier 10, the beam transporting carrier 10 moves while transporting the warp beam 2 and the warp related device 3 towards a storage place, such as a preparation room, in a textile factory, from the warp drawing-in device. The beam transporting carrier 10 on which the warp beam 2 and the warp related device 3 are mounted is temporarily stored in the storage place. In the storage place, as mentioned above, a plurality of the beam transporting carriers 10 on which warp beams 2 and warp related devices 3 are mounted are stored. That is, instead of, for example, using a general storage shed that is set in a textile factory, the warp beams 2 and the warp related devices 3 that are unified are stored by the plurality of beam transporting carriers 10.
-
Next, as shown in Fig. 10, looming that is performed on a loom 8 by using the replacement transporting device 1 is described. First, when it is necessary to performing looming at the loom 8, from the plurality of beam transporting carriers 10 stored in the storage place, the beam transporting carrier 10 on which the warp beam 2 around which a warp T to be set on the loom 8 is mounted is taken out. Then, as described above using Fig. 8B, the transfer transporting carrier 20 is connected to the beam transporting carrier 10.
-
In the connecting process, the warp related device 3 that is mounted on the beam transporting carrier 10 and that is made unitary by the frame member 4 is set in a state in which it is supported by the supporting portions 42d and 42d of the arm unit 42 of the transfer transporting carrier 20 as described above by using Fig. 7B. As a result, the replacement transporting device 1 including the beam transporting carrier 10 and the transfer transporting carrier 20 that are integrated with each other is set in a state in which the warp beam 2 is mounted thereon and the warp related device 3 is supported by and mounted on the arm unit 42. In the description below, the section corresponding to the beam transporting carrier of the replacement transporting device 1 including the beam transporting carrier 10 and the transfer transporting carrier 20 that are integrated with each other is called a beam transporting carrier section, and the section corresponding to the transfer transporting carrier of the replacement transporting device 1 is called a transfer transporting carrier section.
-
As mentioned above, with the beam transporting carrier section 10 following the movement of the carrier section 30 when an operator operates the operating rod 33 of the transfer transporting carrier section 20, the replacement transporting device 1 on which the warp beam 2 and the warp related device 3 are mounted moves towards the loom 8 where looming is to be performed. At the front side of the loom 8, the replacement transporting device 1 is disposed with the axial direction of the mounted warp beam 2 (barrel 2b) being parallel to a width direction of the loom 8, and the mounted warp beam 2 facing a let-off portion of the loom 8. With regard to the position in the width direction of the loom 8 (axial direction of the warp beam 2), the replacement transporting device 1 is positioned such that the position of the warp beam 2 and the position of the warp related device 3 corresponding to their mounting positions at the loom 8.
-
However, as mentioned above, in the transfer transporting carrier section 20 of the replacement transporting device 1, the frame member 41 that supports the arm unit 42 (which supports the warp related device 3) and to which the beam transporting carrier section 10 on which the warp beam 2 is mounted is connected by using the connecting devices 50 is such that its position is adjustable in the longitudinal direction of the base portion 41a that is parallel to the axial direction of the warp beam 2. Therefore, the position of the warp beam 2 and the position of the warp related device 3 in the width direction with respect to the loom 8 are adjustable even by adjusting the position of the frame member 41 of the transfer transporting carrier section 20 at the replacement transporting device 1.
-
In order to transfer the warp beam 2 and the warp related device 3 onto the loom 8 from the state in which the replacement transporting device 1 is disposed (positioned) with respect to the loom 8 as mentioned above, an operator operates the operating rod 33 to move the replacement transporting device 1 towards the loom 8. However, in order to prevent the warp related device 3 that is supported by the arm unit 42 from interfering with each portion of the loom 8 when the replacement transporting device 1 is moved, the arm unit 42 of the transfer transporting carrier section 20 is set in a state in which it is driven and displaced upward so as to be displaced up to a height position where the warp related device 3 does not cause the aforementioned interference before moving the replacement transporting device 1. The arm unit 42 is displaced in the up-down directions by using an operation button provided at the operating rod 33.
-
In the embodiment, the warp beam 2 is transferred to the loom 8 by moving the replacement transporting device 1 towards the loom 8. More specifically, the warp beam 2 is transferred as follows.
-
First, the warp beam 2 is mounted on the loom 8 with the bearings 2d and 2d at the two ends of the barrel 2b being mounted on a support surface 8a1 of a beam metal 8a so as to be capable of being received by an arc-shaped support portion 8a3. In the replacement transporting device 1 according to the embodiment, as shown in the illustration, the height positions of the receiving portions 11a1 of the corresponding side walls 11 and 11 ( wall plates 11a and 11a), which are mounting positions of the warp beam 2, are such that the positions of the lower ends of the bearings 2d of the warp beam 2 that is mounted on the receiving portions 11a1 are slightly lower than the height position of the support surface 8a1 of the beam metal 8a of the loom 8.
-
A portion of the beam metal 8a of the loom 8 at a side where the warp beam 2 is received (receiving side) is an inclined surface 8a2 that inclines towards the support surface 8a1 from an end portion at the receiving side such that the height position of the end portion at the receiving side is slightly lower than the height positions of the lower ends of the bearings 2d of the warp beam 2 mounted on the replacement transporting device 1.
-
Therefore, when the replacement transporting device 1 moves towards the loom 8 as mentioned above, first, as shown by a broken line in Fig. 11A, the bearings 2d of the warp beam 2 that are positioned outwardly of the corresponding side walls 11 and 11 of the beam transporting carrier section 10 are set in a state in which they are placed on the inclined surface 8a2 of the beam metal 8a of the loom 8. Then, when the replacement transporting device 1 moves further, the warp beam 2 is displaced upward by moving upward along the inclined surface 8a2 while the bearings 2d are pushed against the receiving portions 11a1 of the corresponding side walls 11, and the bearings 2d are in a state in which they are placed on the support surface 8a1 of the beam metal 8a. Then, the warp beam 2 is moved by rolling the bearings 2d along the support surface 8a1 of the beam metal 8a. The positions of the bearings 2d are fixed by a fixing tool (not shown) when the bearings 2d are set in a state in which they are received by the support portion 8a3. This causes the warp beam 2 to be mounted on the loom 8.
-
In the replacement transporting device 1, the insertion paths 11a2 of the corresponding side walls 11 and 11 of the beam transporting carrier section 10 are formed such that the height positions of the lower surfaces defining the insertion paths 11a2 substantially correspond with the height positions of the lower ends of the support portions of the warp beam 2 with the bearings 2d being placed on the support surface 8a1 of the beam metal 8a. In other words, when the warp beam 2 is displaced upward as a result of moving the bearings 2d along the inclined surface 8a2 of the beam metal 8a as the replacement transporting device 1 moves as mentioned above, the warp beam 2 is set in a state in which the height positions of the lower ends of the support portions substantially correspond with the height positions of the lower surfaces at the insertion paths 11a2 in the beam transporting carrier section 10 of the replacement transporting device 1. Therefore, when, as mentioned above, the warp beam 2 (bearings 2d) is moved along the support surface 8a1 of the beam metal 8a, the support portions of the warp beam 2 slide along the lower surfaces at the insertion paths 11a2 of the replacement transporting device 1 (beam transporting carrier section 10). Accordingly, the warp beam 2 is movable without, for example, particularly lifting it up.
-
As mentioned above, the warp related device 3 according to the embodiment that is supported by the arm unit 42 of the replacement transporting device 1 is made unitary by the frame member 4. As shown in Fig. 10, by mounting the frame member 4 at predetermined mounting position at frames 8b of the loom 8, the heald frames 3a and the dropper device 3b are disposed where they should be provided at the loom 8. Accordingly, in transferring the warp related device 3 to the loom 8, first, in the state in which the replacement transporting device 1 has moved to the position where it transfers the warp beam 2 to the loom 8 as mentioned above, the arms 42c of the arm unit 42 are extended, so that the frame member 4 is set in a state in which it is positioned above the mounting position at the loom 8 (frames 8b).
-
Next, the arm unit 42 is driven so as to be displaced downward, so that the frame member 4 is set in a state in which it is placed on the frames 8b of the loom 8. In this state, as shown in Fig. 11B, the frame member 4 is set in a state in which, in the width direction of the loom 8, the side plates 4a and 4a are positioned inwardly of the frames 8b of the frame 8; and lower portions thereof contact inside surfaces of the frames of the loom 8 and are placed on top surfaces of the corresponding frames 8b of the loom 8 at lower surfaces of the mounting portions 4c. The mounting portions 4c of the frame member 4 are secured to the frames 8b of the loom 8 by using fixing tools, such as screws. The frame member 4 functions as part of the frames 8b. In addition, the plurality of heald frames 3a and the dropper device 3b are set in a state in which they are disposed at the positions where they should be provided at the loom 8. As mentioned above, after the frame member 4 has been placed on the frames of the loom 8, the reed 3c that has been brought down from the reed holding tools 4f of the frame member 4 is mounted at a predetermined setting position at the loom.
-
As mentioned above, when the warp beam 2 and the warp related device 3 are transferred to the loom 8, the replacement transporting device 1 moves away from the loom 8, and the looming performed on the loom 8 is completed.
-
Incidentally, the replacement transporting device 1 described above may be used for, for example, bringing down the warp beam 2 whose warp T has been used up by a weaving operation and the warp related device 3 (bringing-down operation) for loom change. The operation of the replacement transporting device 1 for the bringing-down operation is an operation whose steps are performed in the reverse order to those that are performed for the above-described looming operation. After the warp beam and the warp related device 3 have been brought down from the loom, the replacement transporting device 1 is separated into the beam transporting carrier 10 and the transfer transporting carrier 20. Then, for the next looming operation, the transfer transporting carrier 20 is connected to a beam transporting carrier 10 that is stored in the storage place and that has mounted thereon the warp beam 2 around which a warp T that is to be set at the loom 8 next is wound and the warp related device 3 into which the warp T that has been drawn out from the warp beam 2 is drawn. The beam transporting carrier 10 that has been separated after the bringing-down operation is temporarily placed at a standby position in a state in which the empty warp beam 2 is mounted thereon. Thereafter, in the warping device 7 in the warp preparing process, a new warp T is wound around the empty warp beam 2.
-
Although the replacement transporting device according to an embodiment of the present invention is described, the present invention is not limited to the above-described embodiment. The following are possible.
- (1) Regarding the first transporting carrier section of the replacement transporting device according to the present invention, in the embodiment, the beam transporting carrier (beam transporting carrier section) serving as the first transporting carrier section supports (is capable of having mounted thereon) the warp beam 2 and the warp related device 3 by using the side walls 11 and 11 ( wall plates 11a and 11a). That is, the warp beam 2 and the warp related device 3 are supported by a common supporting structure. However, the structure of the first transporting carrier section is not limited thereto. For example, as shown in Fig. 12, a supporting structure that supports the warp beam 2 and a supporting structure that supports the warp related device 3 may be separately provided.
-
Incidentally, a first transporting carrier section 10A shown in Fig. 12 is one in which a first supporting portion 11d that supports a warp beam 2 and a second supporting portion 11e that supports a warp related device 3 are provided on a carrier 11f with wheel units 13. The first supporting portion 11d includes a pair of supporting walls 11d1 and 11d1 (only one of them is shown in Fig. 12) in the form of side plates that are separated from and oppose each other. The second supporting portion 11e includes a pair of supports 11e1 and 11e1 and a catching portion 11e3. The supports 11e1 and 11e1 stand apart from each other in the direction in which the supporting walls 11d1 and 11d1 are separated from each other, and are connected to each other by a beam member 11e2. The catching portion 11e3 is supported by the supports 11e1 and 11e1 by using a beam member 11e2, and supports the warp related device 3 in the mounted state.
-
In the embodiment, the beam transporting carrier 10 serving as the first transporting carrier section is capable of entering the take-up portion of the warping device in the warp preparing process and allows the warp beam 2 to be directly transferred between it and the warping device. However, the first transporting carrier section of the replacement transporting device according to the present invention is not limited to such a structure. The first transporting carrier section of the replacement transporting device according to the present invention may have a structure in which it is not capable of entering the take-up portion of the warping device. Here, as mentioned above, the warp beam 2 may be transferred between the first transporting carrier section and the warping device by rolling the warp beam 2 along a floor surface with the first transporting carrier section being disposed away from the warping device. For example, in the case of the first transporting carrier section 10A shown in Fig. 12, the supports 11 e1 exist near the position where the warp beam 2 is mounted. Therefore, the first transporting carrier section 10A is not capable of entering the warping device up to a position where the mounting position of the warp beam 2 is situated near the supporting positions of the warp beam 2 on the warping device. However, the first transporting carrier section of the replacement transporting device according to the present invention may have such a structure.
- (2) Regarding the second transfer transporting section of the replacement transporting device according to the present invention, in the embodiment, the transfer transporting carrier (transfer transporting carrier section) 20 serving as the second transporting carrier section includes the carrier section 30 that has a driving motor built therein and that is capable of moving, and has a self-propulsion function. However, the second transporting carrier section of the replacement transporting device according to the present invention is not limited to a type that is capable of self-propulsion. The second transporting carrier section may be of a type that is moved by a manual operation (such as pushing) performed by an operator.
-
The structure of each portion of the second transporting carrier section is not limited to the structure of the transfer transporting carrier 20 according to the embodiment, so that structures that are similar to those of publicly known replacement transporting devices may be used. For example, although, in the arm unit 42 of the transfer transporting carrier 20 according to the embodiment for transferring the warp related device 3 to the loom, the arms 42c are formed from fluid pressure cylinders in the embodiment, they may be formed from link mechanisms such as those shown in Fig. 13 instead of fluid pressure cylinders.
-
Incidentally, each arm 42e of an arm unit 42A in the example shown in Fig. 13 includes a rotary arm portion 42e1 that is supported by a driving portion 42f at one end and that is rotationally driven by the driving portion 42f, a connecting arm portion 42e2 whose one end is rotatably connected to the other end of the rotary arm portion 42e1, and a supporting arm portion 42e3 whose one end is connected to the other end of the connecting portion 42e2 and on which a supporting portion 42h is mounted. The arms 42e and 42e are connected to each other by a connecting bar 42k by using the supporting portions 42h mounted on the corresponding arms 42e (support arm portions 42e3). In this structure, the rotary arm portions 42e1 and 42e1 of the corresponding arms 42e and 42e are rotationally driven in opposite directions in synchronism with each other and by the same amount of rotation by using the driving portions 42f and 42f that support the corresponding rotary arm portions 42e1 and 42e1. The rotary arm portions 42e1 and 42e1 are formed such that, by rotationally driving the rotary arm portions 42e1, the supporting arm portions 42e3 and the supporting portions 42h that are supported by the corresponding support arms 42e3 are displaced towards or away from the frame member 41.
-
In the embodiment, the warp beam 2 is transferred to the loom by moving the replacement transporting device 1 towards the loom, and the replacement transporting device 1 itself does not include a mechanism for displacing upward (lifting) the warp beam 2. However, as shown in Fig. 14, the second transporting carrier section of the replacement transporting device may include a lifting mechanism 60 that lifts the warp beam 2.
-
Incidentally, in the illustrate example, the lifting mechanism 60 includes a pair of lifter arms 61 and 61 (only one of them is shown in Fig. 14) that are formed so as to be engageable with the barrel 2b of the warp beam 2 and so as to be engageable between the bearings 2d and the support portions at the two end portions of the barrel 2b. The lifting mechanism 60 also includes driving portions 62 that are provided in correspondence with the lifter arms 61 and that rotationally drive the lifter arms 61. In the illustrated lifting mechanism 60, each lifter arm 61 is formed so as to be supported by the base portion 41a of the frame member 41 of the transfer transporting carrier (transfer transporting carrier section) 20 by using the driving portions 62.
- (3) Although, in the embodiment, the warp related device is made unitary by the frame member 4 that is part of the frames of the loom after being transferred to the loom, the warp related device that is transported by the replacement transporting device according to the present invention is not limited to such a form. For example, as shown in Fig. 12, the warp related device 3 may be supported by a supporting tool 9. The supporting tool 9 is formed so as to be capable of supporting the heald frames 3a, the dropper device 3b, and the reed 3c (in the warp related device 3). The supporting tool 9 is supported by the first transporting carrier section 10A and is capable of being transferred to the second transporting carrier section (is supportable by the transferring mechanism (arm unit) of the second transporting carrier section). When being transferred to the loom, the warp related device 3 (heald frames 3a, dropper device 3b, and reed 3c) may be supported by the supporting tool 9 that is brought down therefrom.
-
Incidentally, in the example shown in Fig. 12, in the first transporting carrier section 10A, by the catching portion 11e3 mounted on the beam member 11e2 that connects the supports 11e1 and 11e1 to each other, the supporting tool 9 is supported while being mounted on the catching portion 11e3; and, in the second transporting carrier section, as in the embodiment, the supporting tool 9 is supported at the transferring mechanism by the supporting pins 9f and 9f provided at the supporting tool 9. The illustrated supporting tool 9 is formed by connecting a pair of side frames 9a and 9a (only one of them is shown in Fig. 12) to a pair of horizontal beams 9b and 9b. The illustrated supporting tool 9 includes a pair of hooks 9c, each of which is connected to one end of its corresponding side frame 9a, that support the corresponding head frames 3a, a reed holding tool 9d that is caught by the hooks 9c and that supports the reed 3c, and a pair of supporting members 9e, each of which is mounted on an intermediate portion of its corresponding side frame 9a, that support the dropper device 3b.
-
The way in which the warp related device 3 is supported is not limited to the way in which the heald frames 3a and the dropper device 3b are supported together by a common supporting member, such as the frame member 4 as in the embodiment, or the supporting tool 9. The following is possible. That is, with the first transporting carrier section and the second transporting carrier section being separated from each other, the heald frames 3a and the dropper device 3b are independently mounted on (supported by) the first transporting carrier section; and, as the first transporting carrier section and the second transporting carrier section are connected to each other, the second transporting carrier section independently supports the heald frames 3a and the dropper device 3b.
-
In this case, as regards the first transporting carrier section, for example, in the first transporting carrier section 10A shown in Fig. 12, the heald frames 3a and the dropper device 3b may be independently supported by the second supporting portion 11e. As regards the second transporting carrier section, for example, as shown in Fig. 13, as in a publicly known replacement transporting device, the arms 42e of the arm unit 42A may be provided with supporting portions 42m that support the heald frames 3a and the supporting portions 42h that support the dropper device 3b.
-
In the embodiment, in the process for drawing a warp T into the warp related device 3 that has been made unitary by the frame member 4, a hoist or the like that is provided at the drawing-in device transfers the warp related device 3 that has been prepared near the drawing-in device to the beam transporting carrier 10 on which the warp beam 2 is mounted. However, instead, the following may be performed. That is, after the second transporting carrier section (transfer transporting carrier 20) of the replacement transporting device, where the warp beam 2 and the warp related device 3 have been brought down from the loom for loom change, has been separated from the first transporting carrier section (beam transporting carrier 10), the second transporting carrier section may be moved up to the drawing-in device with the second transporting carrier section continuing supporting the warp related device 3. Then, the warp related device 3 supported by the second transporting carrier section may be transferred to the first transporting carrier section.
- (4) Although, in the embodiment, the first transporting carrier section and the second transporting carrier section are connected to each other by using the connecting devices 50 of the transfer transporting carrier 20, any structure for connecting the first transporting carrier section and the second transporting carrier section to each other may be used as long as the first transporting carrier section and the second transporting carrier section are integrated with each other and can move together.
-
For example, in the replacement transporting device according to the embodiment, instead of the connecting devices 50, in another embodiment, it is possible to provide the second transporting carrier section (transfer transporting carrier 20) with a clamping mechanism that clamps from two sides the side walls 11 and 11 ( wall plates 11a and 11a) of the first transporting carrier section (beam transporting carrier 10), and to connect the first transporting carrier section and the second transporting carrier section to each other by the clamping mechanism. More specifically, as in a replacement transporting device 1A shown in Fig. 15, it is possible to provide a base portion 41 a of a frame member 41 of a second transporting carrier section 20A with a pair of clamping members 53 and 53 that are symmetrically provided apart from each other in a longitudinal direction of the base portion 41a, and to clamp the first transporting carrier section by the pair of clamping members 53 and 53. The clamping members 53 in the illustrated example are provided so as to be movable in the longitudinal direction of the base portion 41a, and are driven so as to be displaced in the longitudinal direction by driving means (not shown). Therefore, by driving the clamping members 53 so as to be displaced toward each other in the longitudinal direction, it is possible to connect the first transporting carrier section 10 and the second transporting carrier section 20A to each other by clamping the first transporting carrier section 10.
-
In addition, the first transporting carrier section and the second transporting carrier section may be connected to each other by using, for example, a structure in which the first transporting carrier section are provided with shaft portions that protrude outward from the corresponding wall plates at the two sides and the second transporting carrier section is provided with connecting tools including hooks that are capable of catching the corresponding shaft portions of the first transporting carrier section.
-
The present invention is not limited to the above-described practical forms, and can be variously modified without departing from the gist of the present invention.