EP2929995B1 - Form cast piece with light-guiding element - Google Patents
Form cast piece with light-guiding element Download PDFInfo
- Publication number
- EP2929995B1 EP2929995B1 EP15162181.0A EP15162181A EP2929995B1 EP 2929995 B1 EP2929995 B1 EP 2929995B1 EP 15162181 A EP15162181 A EP 15162181A EP 2929995 B1 EP2929995 B1 EP 2929995B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- light
- guiding element
- mask
- light guide
- form cast
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005266 casting Methods 0.000 claims description 37
- 239000000463 material Substances 0.000 claims description 23
- 238000004519 manufacturing process Methods 0.000 claims description 13
- 238000000034 method Methods 0.000 claims description 12
- 239000013307 optical fiber Substances 0.000 description 68
- 230000003287 optical effect Effects 0.000 description 50
- 239000012778 molding material Substances 0.000 description 15
- 238000009416 shuttering Methods 0.000 description 11
- 239000000835 fiber Substances 0.000 description 10
- 238000000465 moulding Methods 0.000 description 10
- 238000005286 illumination Methods 0.000 description 9
- 239000004020 conductor Substances 0.000 description 8
- 230000005855 radiation Effects 0.000 description 7
- 239000004033 plastic Substances 0.000 description 5
- 238000010276 construction Methods 0.000 description 4
- 238000009415 formwork Methods 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 3
- 239000011343 solid material Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000005253 cladding Methods 0.000 description 2
- 239000004567 concrete Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000004512 die casting Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229910052602 gypsum Inorganic materials 0.000 description 1
- 239000010440 gypsum Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000005445 natural material Substances 0.000 description 1
- 239000002986 polymer concrete Substances 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000001902 propagating effect Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B23/00—Arrangements specially adapted for the production of shaped articles with elements wholly or partly embedded in the moulding material; Production of reinforced objects
- B28B23/0037—Arrangements specially adapted for the production of shaped articles with elements wholly or partly embedded in the moulding material; Production of reinforced objects with elements being able to conduct light, e.g. light conducting fibers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B23/00—Arrangements specially adapted for the production of shaped articles with elements wholly or partly embedded in the moulding material; Production of reinforced objects
- B28B23/0056—Means for inserting the elements into the mould or supporting them in the mould
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C1/00—Building elements of block or other shape for the construction of parts of buildings
- E04C1/42—Building elements of block or other shape for the construction of parts of buildings of glass or other transparent material
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/04—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of concrete or other stone-like material; of asbestos cement; of cement and other mineral fibres
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/54—Slab-like translucent elements
Definitions
- the present invention relates to a molding with light guide and a method for producing such.
- Modern light guides allow the transmission of light on complex paths.
- optical fibers can be absorbed in solid materials. This allows, in particular in the construction and furniture industry, the provision of punctiform luminous structures, on each of which one end of a light guide provides light originating from a light source at the other end of the light guide.
- the use of optical fibers housed in solid materials has already been disclosed in prior art references.
- the DE 195 04 996 A1 discloses a method of manufacturing a light-emitting display device and a light-emitting display device manufactured by this method.
- a stencil plate can be used, are received in the optical fibers in insertion holes.
- the template plate provided with optical fibers is part of the mold plate of the display surface and connectable to this.
- the stencil plate is present as part of the outer shape of the display surface and in particular the optical fibers are not received in a solid material.
- a mold for producing a shaped article with optical fibers consisting of five formwork elements is disclosed.
- the optical fibers are introduced through an opening by means of a cylindrical sleeve member.
- the mold is filled with the light guides therein with a curable or curable moldable material.
- the formwork elements are removed again.
- the sleeve member serves to form a cavity in the interior of the molded body to be manufactured. Without the sleeve element, the individual optical fiber bundles or the entire bundle of optical fibers are guided through a passage opening onto the outside of the formed casting mold.
- Analogous to DE 20 2011 110 213 U1 will be in the DE 295 22 298 U1 also discloses a form (body) of training elements, in whose side wall an opening for introducing optical fibers is provided.
- An immision piece in which a plurality of light guides is combined, is inserted through the opening and projects beyond the outer surface.
- the light guides are arranged completely freely, a shadow mask or the like is not present in the interior of the mold and the cast body formed therein.
- a device with internal conductor arrangement and a method for producing an element with internal conductor arrangement is in EP 2 179 106 A1 or in WO 2009/016151 A1 disclosed.
- the component consists of a substantially flat base, which is formed from different threads, the threads may be crossed, for example, to each other.
- a boundary surface is arranged, which is held by the base by pile threads at a distance, wherein the pile threads are present as a flexible light guide.
- the method for producing the component with at least one internal light conductor arrangement has at least the steps: 1. Providing at least one conductor arrangement with a substantially flat base and a boundary surface which are spaced apart by means of pile threads. 2. placing or lifting the pile threads from the base surface or the boundary surface, 3. at least partially arranging a flowable mass around the conductor arrangement, 4. solidifying the mass, and 5. machining at least a portion of the conductor mass which is surrounded by the mass from step 3 ,
- the component consists of a concrete-bonded material structure and has predominantly parallel to each other therein arranged light-conducting body. Due to the embedding of the light-conducting body, the device is translucent.
- the visible side consists of a facing layer of a concrete material, behind which spaced an insulating layer is arranged.
- the insulating layer can be in the form of a foamed Be present plastic plate through which the individual light guide bodies are passed.
- a building board with Illuminations- or lighting elements and a process for their preparation are in the published patent application DE 10 2008 003 016 A1 disclosed.
- the rectangular building board has at the edge of a light connection point, is guided by the fed light within the building board to end points of optical fibers on the building board surface. When a light source is switched on at the light junction, the building board is then illuminated by light points.
- a bending of the light guide is to be prevented in particular in the edge regions and a emergence of the light guide on one of the surfaces of the casting.
- a molding material may essentially refer to any material which, for example in liquid and / or viscous and / or viscous composition, is introduced into a casting mold and allowed to harden, thus forming a shape predetermined by the casting mold allow.
- the introduction may include, for example, pouring and / or injecting and / or other types of filling.
- Curing may include, for example, drying and / or setting and / or heating, and may be performed and / or achieved, for example, passively and / or actively with a suitable aid such as a radiator and / or heater and / or blower and / or chemical additive
- Cast molding material may include, for example, concrete and / or gypsum and / or plastic and / or polymer concrete and / or resin or similar materials.
- Cured molding material can form a molded body.
- An optical fiber may generally comprise a conductive body and / or be configured to guide light within a conductive body, in particular optical light and / or light in the optical spectrum near frequency ranges, such as infrared and / or ultraviolet.
- An optical fiber may comprise fiber material, such as optical fibers, and / or plastic and / or glass and / or other, optically transparent and / or suitably reflective material;
- a guide body may comprise such material and / or be formed therefrom.
- a light guide may be thread-like and / or bendable and / or deformable.
- a light guide may be formed such that light entering at one of its ends exits at the other end without suffering significant losses due to radiation through the walls of the light guide during transmission between the ends.
- An illumination device may generally comprise one or more luminous bodies, which may be designed to generate and / or radiate light, in particular optical light and / or infrared light and / or UV light.
- Illuminants may include, for example, light bulbs and / or mercury bulbs and / or LEDs and / or lasers and / or any other type of device for generating light.
- Daylight can also serve as a lighting device.
- a lighting device may be configured or arranged or disposable to illuminate one end of each one or more light guides to illuminate the other end by propagating the light through the respective light guides.
- An optical fiber bundle may comprise a plurality of optical fibers, which are guided together and / or between which no or only a small intermediate distance is formed.
- the cross-sectional diameter of a light guide may preferably be in a range of 1 mm or less.
- a molded body may have a regular shape, such as a plate and / or a cuboid assume or be shaped differently, have a more complex shape, in particular castable angle and / or bends. It is conceivable that the molded body is provided as a cast stone or cast element for the construction industry, in particular for an internal assembly in house construction, and / or a kitchen plate and / or for the sanitary area or the like.
- An arrangement of ends of optical fibers provided for illumination by a common illumination device and / or one or more luminous bodies may be referred to as a radiation zone.
- the present invention relates to a casting which comprises a molded body formed of cured molding material. At least one light guide is accommodated in the molded body. Furthermore, at least one optical waveguide mask is accommodated in the molded body, wherein the at least one optical waveguide is guided by means of the optical waveguide mask within the molded body and at a distance from the at least one optical waveguide mask a further optical waveguide mask is arranged and the at least one optical waveguide between the at least one optical waveguide mask and the further optical waveguide mask is trapped.
- the at least one optical waveguide can be arranged and guided in a well-defined manner within the molded body and it is possible to create easily reproducible optical waveguide paths in the production of relatively large numbers of molded castings.
- an optical waveguide can be arranged such that one, in particular a luminous end, its ends or both ends rest on a surface, in particular an outer surface, of the molded body, in particular in alignment with and / or protrude from a surface or outer surface and / or or not covered by molding material and / or visible from the outside and / or transparent and / or can be illuminated with light.
- the ends can each form luminous dots and / or illuminable spots, in particular of a spotlight zone.
- a plurality in particular a very large number of light guides, for example more than 10, more than 100, more than 500 light guides, depending on requirements and surface size of the molded part.
- the ends of a light guide may suitably be present at different surfaces of the molded body as described above. It can be provided that the molded body has one or more radiating surfaces, at each of which ends of optical fiber can be present.
- the casting can have a lighting device and / or be combined or combined with such.
- At least one irradiation zone may be provided, in which one or more optical fibers and / or at least one optical fiber bundle or one of its ends is irradiated and / or illuminatable by an illumination device and / or at least one associated illumination element, in particular a common irradiation zone in which a plurality of optical fibers and / or at least one optical fiber bundle or one of its ends is irradiated by an illumination device and / or at least one associated luminous element and / or can be irradiated.
- the guiding of a light guide by means of an optical waveguide mask may in particular mean that an optical waveguide touches the optical waveguide at least in places directly and / or indirectly, in particular by interaction with other optical waveguides, such that its orientation and / or propagation are defined by the contact in longitudinal extension and / or is determined and / or changed.
- An optical waveguide mask may generally have at least one or more openings, the diameter of each of which may be larger than the diameter of at least one optical waveguide and / or a predetermined number of optical waveguides. The number may correspond to the number of light guides, each of which may be intended to be passed through the respective opening.
- the ends of a light guide may generally be present on different or the same surface of the molded body. In a variant, it can be provided that one end of a light guide is present on an outer surface and another end on one of these substantially opposite surface. It is also conceivable, for example, for the other end to be in contact with a surface which is transverse and / or oblique to the outer surface, for example a surface which is lateral to the outer surface.
- the molded body may have a receptacle for receiving at least one illumination device, such as a recess with an opening, which may be open or closed.
- the opening and / or receptacle can be formed on any arbitrary side of the molded body, in particular in a side of the molded body which is perpendicular to the outer surface and / or the radiating surface be educated.
- a receptacle can be defined and / or surrounded by a receiving jacket, which can be accommodated at least partially in the molded body.
- Such a receiving jacket can be arranged in the casting mold in order to allow the receptacle to be cast around and be approximately a pipe section and / or a hose, in particular a bent and / or angled receiving jacket or hose.
- such a receptacle may be formed during molding and / or subsequently by post-processing.
- the lighting device can be arranged to save space in the molded body.
- at least one irradiation zone can be formed, each with a pending end of at least one light guide.
- the optical fiber mask facilitates bundling and in particular guiding the optical fibers in angles and / or arcs.
- an optical waveguide mask may be substantially completely surrounded by molding material and / or molding and / or be accommodated therein. It is also conceivable for end regions of the optical waveguide mask to be present on a side face of the molded body and / or to protrude to a side face or beyond.
- holding devices which were used for holding a light guide mask in a casting mold are received in the molded body and / or surrounded by molding material and / or at least up to an outer surface, such as a side surface and / or bottom surface and / or upper surface, and / or beyond.
- Over side surfaces protruding ends of optical fibers and / or a light guide and / or holding devices may be removable in the post-processing of the casting, for example by cutting and / or sawing and / or grinding.
- a plurality of optical fiber masks are accommodated within the molded body, in particular exactly two optical fiber masks, by means of which at least one optical fiber can be guided, for example by arranging and / or guiding one or more optical fibers between the masks. Alternatively or additionally, it can be provided that different light guides are guided through different masks.
- An optical fiber mask may extend generally over a cross-section of the molded body or over a portion of the molded body. In general, it can be provided that the total luminous area of conductors on a radiating surface and / or outer surface is significantly smaller than the total area of this surface, in particular less than 20%, less than 10% or less than 5% of this area.
- the total luminous area can be regarded as the sum of the cross-sectional areas of the light conductor ends provided for luminance.
- Different light guides can have different overall lengths.
- One or more light guides can be fed by means of a light guide mask of a receptacle and / or a receiving jacket such as a pipe section and / or a hose, which can be accommodated in the molded body and / or at least partially protrude from this.
- These optical waveguides can be guided to a surface of the molding body delimiting the receptacle and / or the pipe section and form there, in particular, a spraying zone; However, it is also possible that they form a radiating surface, such as to direct light from the outside into the recording.
- a fiber optic mask may generally be made of any suitable material that allows for guiding optical fibers in the molding material, such as a metallic material such as steel, iron, copper or alloys thereof, and / or plastic and / or natural material such as wood.
- the material of a fiber optic mask may comprise or be formed as a flexible and / or tensionable material, such as a reinforcement mat and / or reinforcing mesh and / or carbon fiber mesh and / or mat.
- the material of a light guide mask may be inserted into the molding body and / or differ from it.
- a mask may denote a structure with a height that is small compared to the height of the molded body, in particular a plate and / or grid structure and / or a deformed plate, in particular a plate with an uneven height profile.
- Spacer elements may be provided in the molded body which define a distance between two optical fiber masks and / or between an optical fiber mask and an outer surface of the molded body, in particular between a fiber optic mask and an outer surface substantially parallel thereto.
- these may be designed differently with respect to their shape, structure and / or opening arrangement and / or cross-sectional and / or height profile and / or material and / or position, in particular with regard to a tilt.
- the at least one optical waveguide mask is designed as a grid or perforated plate or mat or net and / or comprises such as one metallic perforated plate or a reinforcing mesh or a reinforcement mat or a carbon fiber net or a carbon fiber mat.
- a light guide mask may be formed as a pipe section and / or receiving jacket and / or include such.
- the mask may generally have one or more holes and be rigid, such as a hard plate, or alternatively soft and / or elastic, such as a net.
- a plurality of optical fibers may be bundled by the at least one optical fiber mask to form a fiber optic bundle.
- a bundle can easily be supplied in particular to a lighting device and / or an irradiation zone.
- the optical waveguides can be guided to a bundling region of the optical waveguide mask, for example one or more bundling holes or openings.
- the at least one light guide can be guided in an outer surface of the molded body.
- one end of the at least one light guide can be present on an outer surface and / or be able to produce a luminous effect on it.
- An outer surface on which one or more optical fiber ends are present can generally be regarded as a radiating surface.
- the one ends may each be random and / or in a defined pattern on the outer surface.
- the other ends of the light guides can each be fed to a spray zone, which can be provided on a different outer surface, which may not be provided for use as a radiating surface, and / or in a receptacle of the molded body.
- a plurality of light guides in particular in the form of one or more light guide bundles, can be guided or feasible by the at least one light guide mask to a common illumination device.
- several light guides can be illuminated at once.
- the ends of the light guides and / or of the light guide bundle can be arranged to form a spray zone.
- the at least one optical waveguide mask can be bent and / or waved and / or angled and / or deformed in their height profile.
- optical fibers can easily be guided through a corresponding mask.
- the invention also relates to a method for producing a molded part, in particular a molded part described herein.
- the method comprises introducing at least one light guide into a casting mold and introducing at least one light guide mask into the casting mold. Furthermore, the arrangement of the at least one light guide is provided such that it is guided by the at least one light guide mask.
- an introduction of a further optical fiber mask (18) and thereby clamping the at least one optical fiber (22) between the at least one optical fiber mask (16) and the further optical fiber mask (18) is provided.
- the method also includes filling casting material into the casting mold such that the at least one light guide mask, the further light guide mask and / or the at least one light guide is surrounded by the casting material.
- the casting material may be in particular molding material described herein.
- the steps can be performed sequentially or at least partially in parallel or in a different order as described.
- the at least one optical waveguide mask and the at least one optical waveguide can be introduced substantially simultaneously and / or alternately in several steps, or the at least one optical waveguide mask can be introduced in front of the at least one optical waveguide.
- the introduction of the fiber optic mask may include attaching and / or attaching and / or mounting and / or suspending the fiber optic mask to the mold by means of one or more retaining means, such as hooks and / or handrails and / or strings.
- At least one optical fiber mask may be displaceable or displaced after and / or during the placement of the optical fibers and / or before the filling of cast material.
- two or more optical waveguide masks are moved closer to one another, for example by moving one mask towards another, for example in order to clamp optical waveguides extending between the masks.
- it can be provided to store the at least one optical waveguide mask on previously introduced molding material and later to surround it with more molding material.
- the at least one mask may be arranged and / or formed in such a way that a molding material can be filled into the casting mold on both sides of the mask, for example by providing suitable openings and / or edges.
- Arranging the at least one optical waveguide can include bringing the optical waveguide into contact with the at least one mask, for example directly or indirectly, in particular by means of cooperation of a plurality of optical waveguides, for example when bundling optical waveguides.
- the placement and / or contact may include passing a light guide into the at least one mask and / or passing through at least one opening of the mask and / or coils along the mask and / or through one or more openings of one or more masks and / or applying to the mask and / or bending the light guide through one or more masks.
- bending and / or deflection and / or guiding can be provided by means of a mask or in particular by means of two masks, between which a light guide can be guided and / or applied and / or clamped.
- the arranging can be provided, in particular, for guiding at least one light guide or a plurality of light guides, in particular a bundle, to a specific irradiation zone and / or guiding different light guides to different irradiation zones, which can be considerably apart.
- optical fibers can be performed with adjacent luminous ends to widely spaced Anstrahlzonen and / or vice versa.
- Arranging may include attaching and / or attaching a light guide to the light guide mask, such as by knotting and / or tying and / or clamping and / or gluing.
- the method may include filling cast material in one or more steps. More than one optical fiber mask is introduced, in particular exactly two optical fiber masks.
- the method may include curing the casting material and / or removing the cured molding and / or casting from the mold. It may be provided to remove protruding ends of optical fibers and / or masks and / or holding devices and / or spacers, such as by reworking the outer surfaces, for example by grinding and / or cutting and / or sawing.
- the casting mold can be designed in such a way and / or casting material can be filled in such a way that a receptacle is formed in the shaped casting, in particular a receptacle for a lighting device described herein.
- a Lighting device can be introduced into a receptacle and / or be guided in general to a radiation zone defined by ends of optical fibers in order to illuminate them.
- each of those described herein with respect to the molding may be analogously or directly transferred to the process. It may be provided to introduce spacing elements into the casting mold in order to set and / or define a spacing between a light guide mask and a second light guide mask or to a shuttering element of a casting mold.
- the bundling of a plurality of optical fibers can be provided by means of the at least one optical fiber mask.
- optical fibers whose luminous ends should be distributed over a radiating surface can be guided to a bundling region of the mask, which can be approximately formed by one or more adjacent openings in the mask and / or can comprise such a structure.
- the introduction of the at least one light guide into the casting mold may comprise attaching the at least one light guide to the casting mold.
- the attachment may include, for example, attaching and / or inserting and / or inserting each at least one end or end portion of the light guide to or into a shuttering element or wall of the mold to form the end, such as an end for a radiating surface, and / or End section, to fix. After curing, protruding sections of the light guide can be removed.
- At least one light guide is passed through an opening in the at least one optical waveguide mask, for example when arranging the light guide.
- a simple mask structure can be used to guide the light guide.
- Fig. 1 schematically shows a view of a mold 10 for a molding.
- the mold 10 has shuttering elements 12 to form a shuttering.
- the side shuttering elements can have holding devices in the form of hooks 14.
- the hooks 14 serve to hold or support a first optical waveguide mask 16 formed as a perforated plate on the assembled formwork.
- a corresponding hook construction (not shown) may be provided to hold a second optical fiber mask 18 also formed as a perforated plate.
- a tubular section 20 is provided in this example, which at least partially consists of the cladding and / or may protrude the later molding body and / or at least one opening to the defined by the pipe section 20 recording in the molded body offers.
- One end of a light guide 22 is in each case attached to a shuttering plate 12, in this example the ends are respectively inserted into the lower shuttering plate 12.
- the optical fiber bundle can then on the cast body a define a particularly compact radiation zone, which allows a simple irradiation of optical fibers, which are widely spaced on the radiating surface.
- a light guide 22b is shown, which is inserted from the outside or laterally between the optical fiber masks 16, 18 and clamped between them, and then to the pipe section 20 to be guided. It is also conceivable for a light guide 22b to be guided through one of the light guide masks 16 or 18 or looped through both light guide masks 16, 18 into the area between the masks 16, 18 in order to be clamped there and / or guided to the pipe section 20.
- the use of optical fiber masks a lateral redirection of optical fibers in a simple way possible.
- the light guide 22b can be guided to a radiation zone on any desired side and / or to a spray zone within the molded body. It goes without saying that it is also possible to guide a multiplicity of light guides 22b to the tube section 20, which bundles may be bundled and / or guided to an irradiation zone, which may be formed on a wall surface located in the tube section and / or in a corresponding receptacle within the molded body , In general, one end of the light guides 22 may be provided on each of the outer surfaces and / or the outer surfaces of the mold body corresponding shuttering panels 12 and passed through at least one optical fiber mask 16, 18 and / or passed and / or held.
- a light guide 22b is clamped between the optical fiber masks 16, 18 and thus is even held and guided by both masks.
- Both variants of the optical fiber guide can be present at the same time or can be used separately and / or repeatedly, for example in order to provide differently arranged spray zones, which can facilitate, for example, multi-colored lighting.
- the ends of the light guides 22 are first attached to a shuttering panel 12 as desired.
- the optical fiber masks 16, 18 are introduced into the casing, such as by means of the hooks 14; while the pipe section 20 can be arranged.
- the light guides 22 are either bundled by means of at least one of the light guide masks 16, 18 and guided upward in this example, or, by means of one or both light guide masks 16 or 18, laterally led to the pipe section 20 or to its intended location.
- the optical fiber masks 16, 18 are generally arranged or spaced so that they at least one between when filling casting material clamp them arranged light guide 22.
- the light guides 22 or bundle 24 are arranged as desired with respect to the shuttering to define at least one radiating zone.
- a molding material is filled in the mold 10 to flow around and cover the optical fiber masks 16, 18 and the optical fibers 22 and / or the pipe section 20. That molding material is cured, switched off and then reworked to produce about a desired surface finish and optionally remove unwanted protruding light guide sections and / or hook pieces.
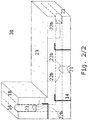
- Fig. 2 shows a schematic cross-sectional view of a molded body 30 with an angled shape.
- a first Lichttleitermaske 16 and a second optical fiber mask 18 are arranged, each having a shape corresponding to the molding body 30 corresponding bend.
- Luminous ends 23 of the light guides 22b can be seen on the surface of the molded body 30.
- the light guides 22b are each guided to receptacle 21, which may have been produced by means of pipe sections, as in Fig. 1 shown. Alternative casting methods can also be used.
- receptacles 21 each Anstrahlzonen are formed with light guide ends.
- a plurality of receptacles 21 are provided, in each of which different lighting devices or luminous bodies can be used. It can, for example, in different colors luminous luminous bodies are used.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Non-Portable Lighting Devices Or Systems Thereof (AREA)
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
- Optical Couplings Of Light Guides (AREA)
- Planar Illumination Modules (AREA)
Description
Die vorliegende Erfindung betrifft ein Formgussstück mit Lichtleiter und ein Verfahren zum Herstellen eines solchen.The present invention relates to a molding with light guide and a method for producing such.
Moderne Lichtleiter erlauben das Leiten von Licht auf komplexen Bahnen. Dabei können Lichtleiter in festen Materialien aufgenommen werden. Dies erlaubt insbesondere in der Bau- und Möbelindustrie das Bereitstellen von punktuell leuchtenden Strukturen, an denen jeweils ein Ende eines Lichtleiters Licht bereitstellt, das von einer Lichtquelle am anderen Ende des Lichtleiters stammt.Modern light guides allow the transmission of light on complex paths. In this case, optical fibers can be absorbed in solid materials. This allows, in particular in the construction and furniture industry, the provision of punctiform luminous structures, on each of which one end of a light guide provides light originating from a light source at the other end of the light guide.
Die Verwendung von Lichtleitern, die in festen Materialien aufgenommen sind, wurde bereits in Druckschriften des Standes der Technik offenbart. Die
In
Analog zu
Ein Bauelement mit interner Leiteranordnung und ein Verfahren zur Herstellung eines Bauelements mit interner Leiteranordnung ist in
In der Druckschrift
Eine Bauplatte mit Illuminations- bzw. Leuchtelementen und ein Verfahren zu deren Herstellung sind in der Offenlegungsschrift
Ausgehend vom Stand der Technik besteht das Problem, Lichtleiter in Formgussstücken einzuschließen, die einerseits einer vorgegebenen Anordnung in den Formgussstücken gehorchen und die andererseits während des Herstellungsprozesses nicht abknicken und/oder nicht an die Oberfläche des Formgussstücks treten oder sogar nach Entfernen der Gussform aus der Oberfläche des Formgussstücks austreten.Starting from the prior art, there is the problem of enclosing optical fibers in die castings which on the one hand obey a predetermined arrangement in the die castings and which on the other hand do not kink during the manufacturing process and / or do not come to the surface of the casting or even after removal of the casting mold from the surface emerge from the casting.
Eine Aufgabe der vorliegenden Erfindung besteht daher darin, ein leicht herzustellendes Formgussstück mit Lichtleiter und ein entsprechendes Herstellungsverfahren bereitzustellen, wobei vor allem eine gezielte Anordnung der Lichtleiter im Formgussstück erreicht werden soll. Außerdem soll ein Abknicken der Lichtleiter insbesondere in den Randbereichen und ein Hervortreten der Lichtleiter an einer der Oberflächen des Formgussstücks verhindert werden.It is therefore an object of the present invention to provide an easy-to-manufacture shaped casting with a light guide and a corresponding production method, wherein, above all, a targeted arrangement of the light guides in the casting is to be achieved. In addition, a bending of the light guide is to be prevented in particular in the edge regions and a emergence of the light guide on one of the surfaces of the casting.
Diese Aufgabe wird mit den Merkmalen der unabhängigen Ansprüche gelöst.This object is achieved with the features of the independent claims.
Vorteilhafte Ausgestaltungen und Weiterbildungen ergeben sich aus den abhängigen Ansprüchen und der Beschreibung.Advantageous embodiments and further developments emerge from the dependent claims and the description.
Im Rahmen dieser Beschreibung kann ein Formgussmaterial im Wesentlichen jegliches Material bezeichnen, welches sich, etwa in flüssiger und/oder zähflüssiger und/oder viskoser Zusammensetzung, in eine Gussform einbringen und aushärten lässt, um sich auf diese Art in eine durch die Gussform vorgegebene Gestalt bringen zu lassen. Das Einbringen kann beispielsweise Gießen und/oder Einspritzen und/oder andere Arten des Einfüllens umfassen.In the context of this description, a molding material may essentially refer to any material which, for example in liquid and / or viscous and / or viscous composition, is introduced into a casting mold and allowed to harden, thus forming a shape predetermined by the casting mold allow. The introduction may include, for example, pouring and / or injecting and / or other types of filling.
Aushärten kann etwa Trocknen und/oder Abbinden und/oder Erwärmen umfassen, und beispielsweise passiv und/oder aktiv mit einem geeignetem Hilfsmittel wie einem Strahler und/oder einer Heizeinrichtung und/oder einem Gebläse und/oder einem chemischen Zusatz durchgeführt und/oder erreicht werden. Formgussmaterial kann etwa Beton und/oder Gips und/oder Plastik und/oder Polymerbeton und/oder Harz oder ähnliche Materialien umfassen. Ausgehärtetes Formgussmaterial kann einen Formgusskörper ausbilden. Ein Lichtleiter kann allgemein einen Leitkörper umfassen und/oder dazu ausgebildet sein, Licht innerhalb eines Leitkörper zu leiten, insbesondere optisches Licht und/oder Licht in dem optischen Spektrum nahen Frequenzbereichen, etwa Infrarot und/oder Ultraviolett. Ein Lichtleiter kann Fasermaterial, etwa Optikfasern, und/oder Plastik und/oder Glas und/oder anderes, optisch transparentes und/oder geeignet reflektives Material umfassen; insbesondere kann ein Leitkörper solches Material umfassen und/oder daraus ausgebildet sein. Ein Lichtleiter kann fadenartig ausgebildet sein und/oder biegbar und/oder verformbar sein. Allgemein kann ein Lichtleiter derart ausgebildet sein, dass Licht, welches an einem seiner Enden eintritt, an dem anderen Ender wieder austritt, ohne während der Transmission zwischen den Enden wesentliche Verluste durch Abstrahlung durch die Wände des Lichtleiters zu erleiden. Eine Beleuchtungseinrichtung kann allgemein eine oder mehrere Leuchtkörper umfassen, welche zum Erzeugen und/oder Abstrahlen von Licht, insbesondere optischem Licht und/oder Infrarotlicht und/oder UV-Licht ausgebildet sein können. Es kann vorgesehen sein, dass unterschiedliche Leuchtkörper einer Beleuchtungseinrichtung zum Erzeugen und/oder Abstrahlen von Licht unterschiedlicher Wellenlänge ausgebildet und/oder einstellbar sind. Leuchtkörper können etwa Glühbirnen und/oder Quecksilberbirnen und/oder LEDs und/oder Laser und/oder jede andere Art von Einrichtung zum Erzeugen von Licht umfassen. Auch Tageslicht kann als Beleuchtungseinrichtung dienen. Eine Beleuchtungseinrichtung kann dazu ausgebildet oder angeordnet oder anordenbar sein, jeweils ein Ende eines oder mehrerer Lichtleiter anzustrahlen, um das jeweils andere Ende zum Leuchten zu bringen, indem sich das Licht durch die jeweiligen Lichtleiter ausbreitet. Ein Lichtleiterbündel kann mehrere Lichtleiter umfassen, die gemeinsam geführt sind und/oder zwischen denen kein oder nur ein geringer Zwischenabstand ausgebildet ist. Der Querschnittsdurchmesser einer Lichtleiters kann vorzugsweise in einem Bereich von 1 mm oder weniger liegen. Ein Formgusskörper kann eine regelmäßige Form, wie die einer Platte und/oder eines Quaders annehmen oder anders geformt sein, etwa eine komplexere Form aufweisen, insbesondere gussfähige Winkel und/oder Bögen. Es ist vorstellbar, dass der Formgusskörper als ein Gussstein oder Gusselement für das Bauwesen, insbesondere für eine Innenanordnung beim Hausbau, und/oder eine Küchenplatte und/oder für den Sanitärbereich oder ähnliches vorgesehen ist. Eine Anordnung von zur Anstrahlung durch eine gemeinsame Beleuchtungseinrichtung und/oder einen oder mehrere Leuchtkörper vorgesehenen Enden von Lichtleitern kann als Anstrahlzone bezeichnet werden.Curing may include, for example, drying and / or setting and / or heating, and may be performed and / or achieved, for example, passively and / or actively with a suitable aid such as a radiator and / or heater and / or blower and / or chemical additive , Cast molding material may include, for example, concrete and / or gypsum and / or plastic and / or polymer concrete and / or resin or similar materials. Cured molding material can form a molded body. An optical fiber may generally comprise a conductive body and / or be configured to guide light within a conductive body, in particular optical light and / or light in the optical spectrum near frequency ranges, such as infrared and / or ultraviolet. An optical fiber may comprise fiber material, such as optical fibers, and / or plastic and / or glass and / or other, optically transparent and / or suitably reflective material; In particular, a guide body may comprise such material and / or be formed therefrom. A light guide may be thread-like and / or bendable and / or deformable. In general, a light guide may be formed such that light entering at one of its ends exits at the other end without suffering significant losses due to radiation through the walls of the light guide during transmission between the ends. An illumination device may generally comprise one or more luminous bodies, which may be designed to generate and / or radiate light, in particular optical light and / or infrared light and / or UV light. It may be provided that different luminous bodies of a lighting device are designed and / or adjustable for generating and / or emitting light of different wavelengths. Illuminants may include, for example, light bulbs and / or mercury bulbs and / or LEDs and / or lasers and / or any other type of device for generating light. Daylight can also serve as a lighting device. A lighting device may be configured or arranged or disposable to illuminate one end of each one or more light guides to illuminate the other end by propagating the light through the respective light guides. An optical fiber bundle may comprise a plurality of optical fibers, which are guided together and / or between which no or only a small intermediate distance is formed. The cross-sectional diameter of a light guide may preferably be in a range of 1 mm or less. A molded body may have a regular shape, such as a plate and / or a cuboid assume or be shaped differently, have a more complex shape, in particular castable angle and / or bends. It is conceivable that the molded body is provided as a cast stone or cast element for the construction industry, in particular for an internal assembly in house construction, and / or a kitchen plate and / or for the sanitary area or the like. An arrangement of ends of optical fibers provided for illumination by a common illumination device and / or one or more luminous bodies may be referred to as a radiation zone.
Die vorliegende Erfindung betrifft ein Formgussstück, welches einen Formgusskörper umfasst, welcher aus ausgehärtetem Formgussmaterial ausgebildet ist. In dem Formgusskörper ist mindestens ein Lichtleiter aufgenommen. Ferner ist mindestens eine Lichtleitermaske in dem Formgusskörper aufgenommen, wobei der mindestens eine Lichtleiter vermittels der Lichtleitermaske innerhalb des Formgusskörpers geführt ist und wobei beabstandet von der mindestens einen Lichtleitermaske eine weitere Lichtleitermaske angeordnet ist und der mindestens eine Lichtleiter zwischen der mindestens einen Lichtleitermaske und der weiteren Lichtleitermaske eingeklemmt ist.
Somit lässt sich der mindestens eine Lichtleiter gut definiert innerhalb des Formgusskörpers anordnen und führen und es lassen sich bei der Herstellung größerer Anzahlen von Formgussstücken leicht reproduzierbare Lichtleiterpfade anlegen. Es lassen sich auch im Wesentlichen beliebige Leuchtanordnungen von Lichtleitern ausbilden, die auf einfache Art zu definierten Anstrahlzonen zusammengeführt werden können. Allgemein kann ein Lichtleiter derart angeordnet sein, dass eines, insbesondere ein zum Leuchten vorgesehenes Ende, seiner Enden oder beide Enden an einer Fläche, insbesondere einer Außenfläche, des Formgusskörpers anstehen, insbesondere fluchtend an einer Fläche oder Außenfläche anstehen und/oder davon hervorstehen und/oder nicht durch Formgussmaterial abgedeckt und/oder von außen sichtbar und/oder transparent und/oder mit Licht anstrahlbar sind. Die Enden können jeweils Leuchtpunkte und/oder beleuchtbare Punkte insbesondere einer Anstrahlzone bilden. Es können mehrere, insbesondere sehr viele Lichtleiter vorgesehen sein, etwa mehr als 10, mehr als 100, mehr als 500 Lichtleiter, je nach Bedarf und Oberflächengröße des Formgusskörpers. Die Enden eines Lichtleiters können zweckmäßig an unterschiedlichen Flächen des Formgusskörpers anstehen wie oben beschrieben. Es kann vorgesehen sein, dass der Formgusskörper eine oder mehrere Abstrahlflächen aufweist, an denen jeweils Enden von Lichtleiter anstehen können. Das Formgussstück kann eine Beleuchtungseinrichtung aufweisen und/oder mit einer solchen kombiniert oder kombinierbar sein. Es kann mindestens eine Anstrahlzone vorgesehen sein, in welcher ein oder mehrere Lichtleiter und/oder mindestens ein Lichtleiterbündel beziehungsweise deren eine Enden durch eine Beleuchtungseinrichtung und/oder zumindest einen zugeordneten Leuchtkörperangestrahlt werden und/oder anstrahlbar sind, insbesondere eine gemeinsame Anstrahlzone, in welcher mehrere Lichtleiter und/oder mindestens ein Lichtleiterbündel beziehungsweise deren eine Enden durch eine Beleuchtungseinrichtung und/oder zumindest einen zugeordneten Leuchtkörperangestrahlt werden und/oder anstrahlbar sind. Das Führen eines Lichtleiters vermittels einer Lichtleitermaske kann insbesondere bedeuten, dass ein Lichtleiter die Lichtleitermaske zumindest stellenweise direkt und/oder indirekt, insbesondere durch Zusammenwirkung mit anderen Lichtleitern, derart berührt, dass seine Ausrichtung und/oder Ausbreitung in Längsersteckung durch diese Berührung definiert und/oder bestimmt und/oder geändert ist. Eine Lichtleitermaske kann allgemein mindestens eine oder mehrere Öffnungen aufweisen, deren Durchmesser jeweils größer als der Durchmesser mindestens eines Lichtleiters und/oder eine vorbestimmten Anzahl von Lichtleitern ausgebildet sein kann. Die Anzahl kann der Anzahl von Lichtleitern entsprechen, die jeweils dazu vorgesehen sein können, durch die jeweilige Öffnung hindurchgeführt zu werden. Mehrere Lichtleiter können aus verschiedener Richtung zu einer gemeinsamen und/oder nahe aneinander liegenden Öffnungen geführt sein, um dort zu einem Lichtleiterbündel zusammengeführt zu sein. Die Enden eines Lichtleiters können allgemein an unterschiedlichen oder derselben Fläche des Formgusskörpers anstehen. Bei einer Variante kann vorgesehen sein, dass ein Ende eines Lichtleiter an einer Außenfläche ansteht und ein anderes Ende an einer dieser im Wesentlichen gegenüberliegenden Fläche. Es ist beispielsweise auch vorstellbar, dass das andere Ende an einer quer und/oder schräg zur Außenfläche stehenden Fläche ansteht, etwa einer zur Außenfläche seitlichen Fläche. Der Formgusskörper kann eine Aufnahme zur Aufnahme mindestens einer Beleuchtungseinrichtung aufweisen, etwa eine Vertiefung mit einer Öffnung, welche offen oder verschließbar sein kann. Die Öffnung und/oder Aufnahme kann an jeder beliebige Seite des Formgusskörpers ausgebildet sein, insbesondere in einer quer zur Außenfläche und/oder Abstrahlfläche stehenden Seite des Formgusskörpers ausgebildet sein. Eine Aufnahme kann durch einen Aufnahmemantel definiert und/oder umgeben sein, welcher zumindest teilweise im Formgusskörper aufgenommen sein kann. Ein solcher Aufnahmemantel kann in der Gussform angeordnet sein, um die Aufnahme umgießen zu lassen und etwa ein Rohrabschnitt und/oder ein Schlauch sein, insbesondere ein gebogener und/oder angewinkelter Aufnahmemantel oder Schlauch. Allgemein kann eine solche Aufnahme beim Formgießen und/oder nachträglich durch Nachbearbeitung ausgebildet sein. Somit kann die Beleuchtungseinrichtung platzsparend im Formgusskörper angeordnet werden. Innerhalb der Aufnahme kann mindestens eine Anstrahlzone mit jeweils einem anstehenden Ende mindestens einen Lichtleiters ausgebildet sein. Die Lichtleitermaske erleichtert das Bündeln und insbesondere das Führen der Lichtleiter in Winkeln und/oder Bögen. Allgemein kann eine Lichtleitermaske im Wesentlichen vollständig von Formgussmaterial und/oder von Formgusskörper umgeben sein und/oder darin aufgenommen sein. Es ist auch vorstellbar, dass Endbereiche der Lichtleitermaske an einer Seitenfläche des Formgusskörpers anstehen und/oder bis zu einer Seitenfläche oder darüber hinaus ragen. Alternativ oder zusätzlich kann vorgesehen sein, dass Halteeinrichtungen, welche zum Halten einer Lichtleitermaske in einer Gussform verwendet wurden, im Formgusskörper aufgenommen und/oder von Formgussmaterial umgeben sind und/oder mindestens bis zu einer Außenfläche, etwa einer Seitenfläche und/oder Bodenfläche und/oder oberen Fläche, und/oder darüber hinaus ragen. Über Seitenflächen herausragende Enden von Lichtleitern und/oder einer Lichtleitermaske und/oder Halteeinrichtungen können bei der Nachbearbeitung des Formgussstücks entfernbar sein, etwa durch Schneiden und/oder Sägen und/oder Schleifen. Innerhalb des Formgusskörpers sind mehrere Lichtleitermasken aufgenommen, insbesondere genau zwei Lichtleitermasken, vermittels welcher mindestens ein Lichtleiter geführt sein kann, etwa indem ein oder mehrere Lichtleiter zwischen den Masken angeordnet und/oder geführt sind. Alternativ oder zusätzlich kann vorgesehen sein, dass unterschiedliche Lichtleiter durch unterschiedliche Masken geführt sind. Eine Lichtleitermaske kann sich allgemein über einen Querschnitt des Formgusskörpers oder über einen Teilbereich des Formgusskörpers erstrecken. Allgemein kann vorgesehen sein, dass die Gesamtleuchtfläche von Leitern an einer Abstrahlfläche und/oder Außenfläche deutlich geringer ist als die Gesamtfläche dieser Fläche, insbesondere weniger als 20%, weniger als 10% oder weniger als 5% dieser Fläche beträgt. Dabei kann die Gesamtleuchtfläche als die Summe der Querschnittsflächen der zum Leuchten vorgesehenen Lichtleiterenden angesehen werden. Unterschiedliche Lichtleiter können unterschiedliche Gesamtlängen aufweisen. Ein oder mehrere Lichtleiter können vermittels einer Lichtleitermaske einer Aufnahme und/oder einem Aufnahmemantel wie etwa einem Rohrabschnitt und/oder einem Schlauch zugeführt sein, welcher in dem Formgusskörper aufgenommen sein kann und/oder aus diesem zumindest teilweise herausragen kann. Diese Lichtleiter können zu einer die Aufnahme und/oder den Rohrabschnitt begrenzenden Fläche des Formgusskörpers geführt sein und dort eine insbesondere eine Anstrahlzone bilden; es ist jedoch auch möglich, dass sie eine Abstrahlfläche bilden, etwa um Licht von Außen in die Aufnahme zu leiten. Eine Lichtleitermaske kann allgemein aus jedem geeigneten Material hergestellt sein, welches ein Führen von Lichtleitern im Formgussmaterial erlaubt, etwa einem metallischen Material wie Stahl, Eisen, Kupfer oder Legierungen davon, und/oder Plastik und/oder natürlichem Material wie Holz. Alternativ oder zusätzlich kann das Material einer Lichtleitermaske flexibles und/oder spannbares Material umfassen oder als solches ausgebildet sein, etwa als Bewehrungsmatte und/oder Bewehrungsnetz und/oder Kohlefasernetz und/oder -matte. Das Material einer Lichtleitermaske kann in das des Formgusskörpers eingelegt sein und/oder sich davon unterscheiden. Eine Maske kann allgemeine eine Struktur mit einer im Vergleich zur Höhe des Formkörpers geringen Höhe bezeichnen, insbesondere eine Platte und/oder Gitterstruktur und/oder eine verformte Platte, insbesondere eine Platte mit unebenen Höhenprofil. Es können Abstandselemente in dem Formgusskörper vorgesehen sein, welche einen Abstand zwischen zwei Lichtleitermasken und/oder zwischen einer Lichtleitermaske und einer Außenfläche des Formgusskörpers definieren, insbesondere zwischen einer Lichtleitermaske und einer im Wesentlichen zu dieser parallel verlaufenden Außenfläche. Für den Fall, dass mehrere unterschiedliche Lichtleitermasken vorgesehen sind, können diese hinsichtlich ihrer Form, Struktur und/oder Öffnungsanordnung und/oder Querschnitts- und/oder Höhenprofil und/oder Material und/oder Lage, insbesondere hinsichtlich einer Verkippung, unterschiedlich ausgebildet sein.The present invention relates to a casting which comprises a molded body formed of cured molding material. At least one light guide is accommodated in the molded body. Furthermore, at least one optical waveguide mask is accommodated in the molded body, wherein the at least one optical waveguide is guided by means of the optical waveguide mask within the molded body and at a distance from the at least one optical waveguide mask a further optical waveguide mask is arranged and the at least one optical waveguide between the at least one optical waveguide mask and the further optical waveguide mask is trapped.
Thus, the at least one optical waveguide can be arranged and guided in a well-defined manner within the molded body and it is possible to create easily reproducible optical waveguide paths in the production of relatively large numbers of molded castings. It is also possible to form essentially any desired light arrangements of light guides, which can be brought together in a simple way to defined coverage zones. In general, an optical waveguide can be arranged such that one, in particular a luminous end, its ends or both ends rest on a surface, in particular an outer surface, of the molded body, in particular in alignment with and / or protrude from a surface or outer surface and / or or not covered by molding material and / or visible from the outside and / or transparent and / or can be illuminated with light. The ends can each form luminous dots and / or illuminable spots, in particular of a spotlight zone. There may be provided a plurality, in particular a very large number of light guides, for example more than 10, more than 100, more than 500 light guides, depending on requirements and surface size of the molded part. The ends of a light guide may suitably be present at different surfaces of the molded body as described above. It can be provided that the molded body has one or more radiating surfaces, at each of which ends of optical fiber can be present. The casting can have a lighting device and / or be combined or combined with such. At least one irradiation zone may be provided, in which one or more optical fibers and / or at least one optical fiber bundle or one of its ends is irradiated and / or illuminatable by an illumination device and / or at least one associated illumination element, in particular a common irradiation zone in which a plurality of optical fibers and / or at least one optical fiber bundle or one of its ends is irradiated by an illumination device and / or at least one associated luminous element and / or can be irradiated. The guiding of a light guide by means of an optical waveguide mask may in particular mean that an optical waveguide touches the optical waveguide at least in places directly and / or indirectly, in particular by interaction with other optical waveguides, such that its orientation and / or propagation are defined by the contact in longitudinal extension and / or is determined and / or changed. An optical waveguide mask may generally have at least one or more openings, the diameter of each of which may be larger than the diameter of at least one optical waveguide and / or a predetermined number of optical waveguides. The number may correspond to the number of light guides, each of which may be intended to be passed through the respective opening. Several light guides can be guided from different directions to a common and / or close to each other openings to be merged there to form a fiber optic bundle. The ends of a light guide may generally be present on different or the same surface of the molded body. In a variant, it can be provided that one end of a light guide is present on an outer surface and another end on one of these substantially opposite surface. It is also conceivable, for example, for the other end to be in contact with a surface which is transverse and / or oblique to the outer surface, for example a surface which is lateral to the outer surface. The molded body may have a receptacle for receiving at least one illumination device, such as a recess with an opening, which may be open or closed. The opening and / or receptacle can be formed on any arbitrary side of the molded body, in particular in a side of the molded body which is perpendicular to the outer surface and / or the radiating surface be educated. A receptacle can be defined and / or surrounded by a receiving jacket, which can be accommodated at least partially in the molded body. Such a receiving jacket can be arranged in the casting mold in order to allow the receptacle to be cast around and be approximately a pipe section and / or a hose, in particular a bent and / or angled receiving jacket or hose. In general, such a receptacle may be formed during molding and / or subsequently by post-processing. Thus, the lighting device can be arranged to save space in the molded body. Within the receptacle, at least one irradiation zone can be formed, each with a pending end of at least one light guide. The optical fiber mask facilitates bundling and in particular guiding the optical fibers in angles and / or arcs. In general, an optical waveguide mask may be substantially completely surrounded by molding material and / or molding and / or be accommodated therein. It is also conceivable for end regions of the optical waveguide mask to be present on a side face of the molded body and / or to protrude to a side face or beyond. Alternatively or additionally, it may be provided that holding devices which were used for holding a light guide mask in a casting mold are received in the molded body and / or surrounded by molding material and / or at least up to an outer surface, such as a side surface and / or bottom surface and / or upper surface, and / or beyond. Over side surfaces protruding ends of optical fibers and / or a light guide and / or holding devices may be removable in the post-processing of the casting, for example by cutting and / or sawing and / or grinding. A plurality of optical fiber masks are accommodated within the molded body, in particular exactly two optical fiber masks, by means of which at least one optical fiber can be guided, for example by arranging and / or guiding one or more optical fibers between the masks. Alternatively or additionally, it can be provided that different light guides are guided through different masks. An optical fiber mask may extend generally over a cross-section of the molded body or over a portion of the molded body. In general, it can be provided that the total luminous area of conductors on a radiating surface and / or outer surface is significantly smaller than the total area of this surface, in particular less than 20%, less than 10% or less than 5% of this area. In this case, the total luminous area can be regarded as the sum of the cross-sectional areas of the light conductor ends provided for luminance. Different light guides can have different overall lengths. One or more light guides can be fed by means of a light guide mask of a receptacle and / or a receiving jacket such as a pipe section and / or a hose, which can be accommodated in the molded body and / or at least partially protrude from this. These optical waveguides can be guided to a surface of the molding body delimiting the receptacle and / or the pipe section and form there, in particular, a spraying zone; However, it is also possible that they form a radiating surface, such as to direct light from the outside into the recording. A fiber optic mask may generally be made of any suitable material that allows for guiding optical fibers in the molding material, such as a metallic material such as steel, iron, copper or alloys thereof, and / or plastic and / or natural material such as wood. Alternatively or additionally, the material of a fiber optic mask may comprise or be formed as a flexible and / or tensionable material, such as a reinforcement mat and / or reinforcing mesh and / or carbon fiber mesh and / or mat. The material of a light guide mask may be inserted into the molding body and / or differ from it. In general, a mask may denote a structure with a height that is small compared to the height of the molded body, in particular a plate and / or grid structure and / or a deformed plate, in particular a plate with an uneven height profile. Spacer elements may be provided in the molded body which define a distance between two optical fiber masks and / or between an optical fiber mask and an outer surface of the molded body, in particular between a fiber optic mask and an outer surface substantially parallel thereto. In the event that a plurality of different optical fiber masks are provided, these may be designed differently with respect to their shape, structure and / or opening arrangement and / or cross-sectional and / or height profile and / or material and / or position, in particular with regard to a tilt.
Es kann vorgesehen sein, dass die mindestens eine Lichtleitermaske als Gitter oder Lochplatte oder Matte oder Netz ausgebildet ist und/oder solches umfasst, etwa eine metallische Lochplatte oder ein Bewehrungsnetz oder eine Bewehrungsmatte oder ein Kohlefasernetz oder eine Kohlefasermatte. Eine solche Maske lässt sich leicht in eine Gussform einsetzen und mit Formgussmaterial umgeben. Alternativ oder zusätzlich kann eine Lichtleitermaske als Rohrabschnitt und/oder Aufnahmemantel ausgebildet sein und/oder einen solchen umfassen. Die Maske kann allgemein ein oder mehrere Löcher aufweisen und starr, etwa als harte Platte, oder alternativ weich und/oder elastisch ausgebildet sein, etwa als Netz.It can be provided that the at least one optical waveguide mask is designed as a grid or perforated plate or mat or net and / or comprises such as one metallic perforated plate or a reinforcing mesh or a reinforcement mat or a carbon fiber net or a carbon fiber mat. Such a mask can be easily inserted into a mold and surrounded with molding material. Alternatively or additionally, a light guide mask may be formed as a pipe section and / or receiving jacket and / or include such. The mask may generally have one or more holes and be rigid, such as a hard plate, or alternatively soft and / or elastic, such as a net.
Bei einer Variante können mehrere Lichtleiter durch die mindestens eine Lichtleitermaske zu einem Lichtleiterbündel gebündelt sein. Ein solches Bündel kann leicht insbesondere einer Beleuchtungseinrichtung und/oder einer Anstrahlzone zugeführt werden. Dabei können die Lichtleiter zu einem Bündelungsbereich der Lichtleitermaske geführt sein, etwa einem oder mehreren Bündelungslöchern oder -öffnungen.In one variant, a plurality of optical fibers may be bundled by the at least one optical fiber mask to form a fiber optic bundle. Such a bundle can easily be supplied in particular to a lighting device and / or an irradiation zone. In this case, the optical waveguides can be guided to a bundling region of the optical waveguide mask, for example one or more bundling holes or openings.
Der mindestens eine Lichtleiter kann in eine Außenfläche des Formgusskörpers geführt sein. Insbesondere kann jeweils ein Ende des mindestens einen Lichtleiters an einer Außenfläche anstehen und/oder an dieser einen Leuchteffekt hervorzurufen vermögen. Eine Außenfläche, an welcher ein oder mehrere Lichtleiterenden anstehen, kann allgemein als Abstrahlfläche angesehen sein. Die einen Enden können jeweils zufällig und/oder in definiertem Muster an der Außenfläche anstehen. Die anderen Enden der Lichtleiter können jeweils einer Anstrahlzone zugeführt sein, welche jeweils an einer anderen Außenfläche, welche eventuell nicht zur Verwendung als Abstrahlfläche vorgesehen sein kann, und/oder in einer Aufnahme des Formgusskörpers vorgesehen sein kann.The at least one light guide can be guided in an outer surface of the molded body. In particular, in each case one end of the at least one light guide can be present on an outer surface and / or be able to produce a luminous effect on it. An outer surface on which one or more optical fiber ends are present can generally be regarded as a radiating surface. The one ends may each be random and / or in a defined pattern on the outer surface. The other ends of the light guides can each be fed to a spray zone, which can be provided on a different outer surface, which may not be provided for use as a radiating surface, and / or in a receptacle of the molded body.
Mehrere Lichtleiter, insbesondere in Form eines oder mehrerer Lichtleiterbündel, können durch die mindestens eine Lichtleitermaske zu einer gemeinsamen Beleuchtungseinrichtung geführt oder führbar sein. Somit lassen sich mehrere Lichtleiter auf einmal anstrahlen. Insbesondere können die Enden der Lichtleiter und/oder des Lichtleiterbündels zu einer Anstrahlzone angeordnet sein.A plurality of light guides, in particular in the form of one or more light guide bundles, can be guided or feasible by the at least one light guide mask to a common illumination device. Thus, several light guides can be illuminated at once. In particular, the ends of the light guides and / or of the light guide bundle can be arranged to form a spray zone.
Allgemein kann die mindestens eine Lichtleitermaske gebogen und/oder gewellt und/oder angewinkelt und/oder in ihrem Höhenprofil verformt sein. Somit lassen sich etwa bei komplex geformten Formgusskörpern und/oder komplexen Beleuchtungsmustern Lichtleiter durch eine entsprechende Maske leicht führen.In general, the at least one optical waveguide mask can be bent and / or waved and / or angled and / or deformed in their height profile. Thus, for example, in the case of complex shaped molded articles and / or complex illumination patterns, optical fibers can easily be guided through a corresponding mask.
Die Erfindung betrifft außerdem ein Verfahren zum Herstellen eines Formgussstücks, insbesondere eines hierin beschriebenen Formgussstücks. Das Verfahren umfasst das Einbringen mindestens eines Lichtleiters in eine Gussform und das Einbringen mindestens einer Lichtleitermaske in die Gussform. Ferner ist das Anordnen des mindestens einen Lichtleiters derart vorgesehen, dass er durch die mindestens eine Lichtleitermaske geführt wird. Darüber hinaus ist ein Einbringen einer weiteren Lichtleitermaske (18) und dabei Einklemmen des mindestens einen Lichtleiters (22) zwischen der mindestens einen Lichtleitermaske (16) und der weiteren Lichtleitermaske (18)vorgesehen. Das Verfahren umfasst auch das Einfüllen von Gussmaterial in die Gussform derart, dass die mindestens eine Lichtleitermaske, die weitere Lichtleitermaske und/oder der mindestens eine Lichtleiter durch das Gussmaterial umgeben ist. Das Gussmaterial kann insbesondere hierin beschriebenes Formgussmaterial sein. Die Schritte können wie aufgeführt nacheinander oder zumindest teilweise parallel oder auf in geänderter Reihenfolge durchgeführt werden. Insbesondere können die mindestens eine Lichtleitermaske und der mindestens eine Lichtleiter im Wesentlichen gleichzeitig und/oder abwechselnd in mehreren Schritten eingebracht werden oder die mindestens eine Lichtleitermaske kann vor dem mindestens einen Lichtleiter eingebracht werden. Das Einbringen der Lichtleitermaske kann umfassen, die Lichtleitermaske vermittels einer oder mehrerer Halteeinrichtungen, etwa Haken und/oder Haltestangen und/oder Schnüren, an der Gussform anzubringen und/oder zu befestigen und/oder zu lagern und/oder aufzuhängen. Mindestens eine Lichtleitermaske kann nach und/oder beim Anordnen der Lichtleiter und/oder vor dem Einfüllen von Gussmaterial verschiebbar sein oder verschoben werden. Insbesondere kann vorgesehen sein, dass nach dem Anordnen der Lichtleiter zwei oder mehr Lichtleitermasken näher aneinander verschoben werden, etwa indem ein Maske zu einer anderen hin bewegt wird, beispielsweise um zwischen den Masken verlaufende Lichtleiter einzuklemmen. Alternativ oder zusätzlich kann vorgesehen sein, die mindestens eine Lichtleitermaske auf zuvor eingeführtem Formgussmaterial zu lagern und später mit mehr Formgussmaterial zu umgeben. Allgemein kann die mindestens eine Maske derart angeordnet und/oder ausgebildet sein, dass ein Formgussmaterial auf beiden Seiten der Maske in die Gussform einfüllbar ist, etwa indem geeignete Öffnungen und/oder Ränder vorgesehen sind. Das Anordnen des mindestens einen Lichtleiters kann umfassen, den Lichtleiter in Kontakt mit der mindestens einen Maske zu bringen, etwa direkt oder indirekt, insbesondere vermittels Zusammenwirkung mehrerer Lichtleiter, beispielsweise beim Bündeln von Lichtleitern. Alternativ oder zusätzlich kann das Anordnen und/oder der Kontakt das Führen eines Lichtleiters in die mindestens eine Maske und/oder Hindurchführen durch mindestens eine Öffnung der Maske und/oder Schlängeln entlang der Maske und/oder durch eine oder mehrere Öffnungen einer oder mehrerer Masken hindurch und/oder Anlegen an die Maske und/oder Biegen des Lichtleiters durch eine oder mehrere Masken umfassen. Insbesondere kann ein Biegen und/oder Umlenken und/oder Führen vermittels einer Maske oder insbesondere vermittels zweier Masken vorgesehen sein, zwischen welchen ein Lichtleiter geführt und/oder angelegt und/oder geklemmt sein kann. Das Anordnen kann insbesondere dazu vorgesehen sein, um mindestens einen Lichtleiter oder mehrere Lichtleiter, insbesondere ein Bündel, zu einer bestimmten Anstrahlzone zu führen und/oder unterschiedliche Lichtleiter zu unterschiedlichen Anstrahlzonen zu führen, welche beträchtlich auseinander liegen können. Dabei können Lichtleiter mit nahe aneinander liegenden Leuchtenden zu weit auseinander liegenden Anstrahlzonen geführt werden und/oder umgekehrt. Das Anordnen kann das Anbringen und/oder Befestigen eines Lichtleiters an der Lichtleitermaske umfassen, etwa durch Verknoten und/oder Anbinden und/oder Anklemmen und/oder Ankleben. Das Verfahren kann das Einfüllen von Gussmaterial in einem oder mehreren Schritten umfassen. Es wird mehr als eine Lichtleitermaske eingebracht, insbesondere genau zwei Lichtleitermasken. Das Verfahren kann das Aushärten des Gussmaterials umfassen und/oder das Entfernen des ausgehärteten Formgusskörpers und/oder Formgussstücks aus der Gussform. Es kann das Entfernen überstehender Enden von Lichtleitern und/oder Masken und/oder Halteeinrichtungen und/oderAbstandselementen vorgesehen sein, etwa durch Nachbearbeiten der Außenflächen, beispielsweise durch Schleifen und/oder Schneiden und/oder Sägen. Die Gussform kann derart ausgebildet sein und/oder Gussmaterial kann derart eingefüllt werden, dass sich eine Aufnahme in dem Formgusskörper ausbildet, insbesondere eine hierin beschriebene Aufnahme für eine Beleuchtungseinrichtung. Eine Beleuchtungseinrichtung kann in eine Aufnahme eingeführt werden und/oder allgemein an eine durch Enden von Lichtleitern definierte Anstrahlzone geführt werden, um diese anzustrahlen. Allgemein kann jeweils das bezüglich des Formgussstücks hierin Beschriebene analog oder direkt auf das Verfahren übertragen werden. Es kann vorgesehen sein, Abstandselemente in die Gussform einzubringen, um einen Abstand zwischen einer Lichtleitermaske zu einer zweiten Lichtleitermaske oder zu einem Verschalungselement einer Gussform einzustellen und/oder zu definieren.The invention also relates to a method for producing a molded part, in particular a molded part described herein. The method comprises introducing at least one light guide into a casting mold and introducing at least one light guide mask into the casting mold. Furthermore, the arrangement of the at least one light guide is provided such that it is guided by the at least one light guide mask. In addition, an introduction of a further optical fiber mask (18) and thereby clamping the at least one optical fiber (22) between the at least one optical fiber mask (16) and the further optical fiber mask (18) is provided. The method also includes filling casting material into the casting mold such that the at least one light guide mask, the further light guide mask and / or the at least one light guide is surrounded by the casting material. The casting material may be in particular molding material described herein. The steps can be performed sequentially or at least partially in parallel or in a different order as described. In particular, the at least one optical waveguide mask and the at least one optical waveguide can be introduced substantially simultaneously and / or alternately in several steps, or the at least one optical waveguide mask can be introduced in front of the at least one optical waveguide. The introduction of the fiber optic mask may include attaching and / or attaching and / or mounting and / or suspending the fiber optic mask to the mold by means of one or more retaining means, such as hooks and / or handrails and / or strings. At least one optical fiber mask may be displaceable or displaced after and / or during the placement of the optical fibers and / or before the filling of cast material. In particular, it can be provided that, after the arrangement of the optical waveguides, two or more optical waveguide masks are moved closer to one another, for example by moving one mask towards another, for example in order to clamp optical waveguides extending between the masks. Alternatively or additionally, it can be provided to store the at least one optical waveguide mask on previously introduced molding material and later to surround it with more molding material. Generally For example, the at least one mask may be arranged and / or formed in such a way that a molding material can be filled into the casting mold on both sides of the mask, for example by providing suitable openings and / or edges. Arranging the at least one optical waveguide can include bringing the optical waveguide into contact with the at least one mask, for example directly or indirectly, in particular by means of cooperation of a plurality of optical waveguides, for example when bundling optical waveguides. Alternatively, or additionally, the placement and / or contact may include passing a light guide into the at least one mask and / or passing through at least one opening of the mask and / or coils along the mask and / or through one or more openings of one or more masks and / or applying to the mask and / or bending the light guide through one or more masks. In particular, bending and / or deflection and / or guiding can be provided by means of a mask or in particular by means of two masks, between which a light guide can be guided and / or applied and / or clamped. The arranging can be provided, in particular, for guiding at least one light guide or a plurality of light guides, in particular a bundle, to a specific irradiation zone and / or guiding different light guides to different irradiation zones, which can be considerably apart. In this case, optical fibers can be performed with adjacent luminous ends to widely spaced Anstrahlzonen and / or vice versa. Arranging may include attaching and / or attaching a light guide to the light guide mask, such as by knotting and / or tying and / or clamping and / or gluing. The method may include filling cast material in one or more steps. More than one optical fiber mask is introduced, in particular exactly two optical fiber masks. The method may include curing the casting material and / or removing the cured molding and / or casting from the mold. It may be provided to remove protruding ends of optical fibers and / or masks and / or holding devices and / or spacers, such as by reworking the outer surfaces, for example by grinding and / or cutting and / or sawing. The casting mold can be designed in such a way and / or casting material can be filled in such a way that a receptacle is formed in the shaped casting, in particular a receptacle for a lighting device described herein. A Lighting device can be introduced into a receptacle and / or be guided in general to a radiation zone defined by ends of optical fibers in order to illuminate them. Generally, each of those described herein with respect to the molding may be analogously or directly transferred to the process. It may be provided to introduce spacing elements into the casting mold in order to set and / or define a spacing between a light guide mask and a second light guide mask or to a shuttering element of a casting mold.
Es kann insbesondere das Bündeln mehrerer Lichtleiter vermittels der mindestens einen Lichtleitermaske vorgesehen sein. So können etwa Lichtleiter, deren Leuchtenden über eine Abstrahlfläche verteilt sein sollten, an einen Bündelungsbereich der Maske geführt werden, welche etwa durch eine Öffnung oder mehrere benachbarte Öffnungen in der Maske gebildet sein kann und/oder eine solche Struktur umfassen kann.In particular, the bundling of a plurality of optical fibers can be provided by means of the at least one optical fiber mask. For example, optical fibers whose luminous ends should be distributed over a radiating surface can be guided to a bundling region of the mask, which can be approximately formed by one or more adjacent openings in the mask and / or can comprise such a structure.
Das Einbringen des mindestens einen Lichtleiters in die Gussform kann das Anbringen des mindestens einen Lichtleiters an der Gussform umfassen. Das Anbringen kann etwa das Befestigen und/oder Einstecken und/oder Hindurchstecken jeweils mindestens eines Endes oder Endabschnitts des Lichtleiter an oder in ein Verschalungselement oder eine Wand der Gussform umfassen, um das Ende, etwa ein für eine Abstrahlfläche vorgesehenes Ende, und/oder den Endabschnitt, zu fixieren. Nach dem Aushärten überstehende Abschnitte des Lichtleiters können entfernt werden.The introduction of the at least one light guide into the casting mold may comprise attaching the at least one light guide to the casting mold. The attachment may include, for example, attaching and / or inserting and / or inserting each at least one end or end portion of the light guide to or into a shuttering element or wall of the mold to form the end, such as an end for a radiating surface, and / or End section, to fix. After curing, protruding sections of the light guide can be removed.
Insbesondere kann vorgesehen sein, dass mindestens ein Lichtleiter durch eine Öffnung in der mindestens eine Lichtleitermaske hindurchgeführt wird, etwa beim Anordnen des Lichtleiters. Somit kann eine einfache Maskenstruktur zum Führen des Lichtleiters verwendet werden.In particular, it can be provided that at least one light guide is passed through an opening in the at least one optical waveguide mask, for example when arranging the light guide. Thus, a simple mask structure can be used to guide the light guide.
Im Folgenden werden Varianten von Formgusskörpern und von Herstellungsverfahren für Formgusskörper mit Bezug auf die beiliegenden Zeichnungen beispielshaft erläutert.In the following, variants of molded articles and production methods for molded articles will be explained by way of example with reference to the accompanying drawings.
Es zeigen:
- Fig.1
- eine explodierte schematische Ansicht einer Gussform für ein Formgussstück; sowie
- Fig. 2
- schematisch eine Querschnittsansicht eines Formgussstücks.
- Fig.1
- an exploded schematic view of a mold for a casting; such as
- Fig. 2
- schematically a cross-sectional view of a casting.
Claims (10)
- A form cast piece comprising:- a form cast body (30) formed from a hardened form cast material;- at least one light-guiding element (22), which is received in the form cast body (30);- at least one light-guiding element mask (16), wherein the light-guiding element mask (16) is received inside the form cast body (30), wherein the at least one light-guiding element (22) is run inside the form cast body (30) by means of the light-guiding element mask (16), wherein the at least one light-guiding element is run through the at least one light-guiding element mask and wherein a further light-guiding element mask (18) is arranged spaced apart from the at least one light-guiding element mask (16), characterised in that the at least one light-guiding element (22) is clamped between the at least one light-guiding element mask (16) and the further light-guiding element mask (18).
- The form cast piece according to claim 1, wherein at least one of the light-guiding element masks (16, 18) is realised as a grid or a perforated plate or perforated mat or a net.
- The form cast piece according to one of the preceding claims, wherein a number of light-guiding elements (22) are bunched by the at least one light-guiding element mask (16) to form a light-guiding element bundle (24).
- The form cast piece according to one of the preceding claims, wherein the at least one light-guiding element (22) is run into an outer surface of the form cast body (30).
- The form cast piece according to one of the preceding claims, wherein a number of light-guiding elements (22) are run or can be run through at least one of the light-guiding element masks (16, 18) to a common lighting device.
- The form cast piece according to one of the preceding claims, wherein at least one of the light-guiding element masks (16, 18) is curved and/or corrugated and/or angled.
- A method for producing a form cast piece (30), in particular a form cast piece (30) according to one of the preceding claims, comprising:- introducing at least one light-guiding element (22) into a mould (10);- introducing at least one light-guiding element mask (16) into the mould (10);- arranging the at least one light-guiding element (22) such that it is run through the at least one light-guiding element mask (16);- introducing a further light-guiding element mask (18) including clamping the at least one light-guiding element (22) between the at least one light-guiding element mask (16) and the further light-guiding element mask (18);- filling the mould (10) with casting material such that the at least one light-guiding element mask (16), the further light-guiding element mask (18) and the at least one light-guiding element (22) are enveloped in the casting material.
- The method according to claim 7, comprising bunching of a number of light-guiding elements (22) by means of the at least one light-guiding element mask (16) and the further light-guiding element mask (18).
- The method according to one of claims 7 or 8, wherein introducing the at least one light-guiding element (22) into the mould (10) comprises attaching the at least one light-guiding element (22) to the mould (10).
- The method according to one of claims 7 to 9, wherein at least one light-guiding element (22) is passed through an opening in the at least one light-guiding element mask (16).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL15162181T PL2929995T3 (en) | 2014-04-01 | 2015-04-01 | Form cast piece with light-guiding element |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014104593.9A DE102014104593A1 (en) | 2014-04-01 | 2014-04-01 | Casting with optical fiber |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2929995A1 EP2929995A1 (en) | 2015-10-14 |
| EP2929995B1 true EP2929995B1 (en) | 2017-09-06 |
Family
ID=53039696
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15162181.0A Active EP2929995B1 (en) | 2014-04-01 | 2015-04-01 | Form cast piece with light-guiding element |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2929995B1 (en) |
| DE (1) | DE102014104593A1 (en) |
| DK (1) | DK2929995T3 (en) |
| ES (1) | ES2650946T3 (en) |
| NO (1) | NO3098553T3 (en) |
| PL (1) | PL2929995T3 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113482236B (en) * | 2021-06-10 | 2022-06-10 | 深圳文业装饰设计工程有限公司 | Light-transmitting type three-dimensional partition wall |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2511492Y2 (en) * | 1990-02-02 | 1996-09-25 | 大阪瓦斯株式会社 | Decorative plate fiber-support structure |
| JPH04288203A (en) * | 1991-01-21 | 1992-10-13 | Shimizu Corp | Concrete product with optical fiber and manufacture thereof |
| JPH08166516A (en) * | 1994-12-14 | 1996-06-25 | Mitsubishi Rayon Co Ltd | Optical fiber unit with embedding stand |
| DE29522298U1 (en) * | 1995-02-03 | 2001-06-21 | Rinn Beton- und Naturstein GmbH & Co. KG., 35452 Heuchelheim | Artificial stone component |
| DE19504996A1 (en) * | 1995-02-15 | 1996-08-22 | Siegesmund Raeder | Light display device mfg. system |
| DE102007013199A1 (en) * | 2007-03-15 | 2008-11-06 | Delunamagma Industries Gmbh | Method and device for producing a translucent multi-layer composite component for facades |
| DE102007035878A1 (en) * | 2007-07-31 | 2009-02-26 | Rwth Aachen | Component with internal conductor arrangement and method for its production |
| DE102008003016A1 (en) * | 2008-01-02 | 2009-07-16 | Fabrizio Francia | Rectangular building slab, has positioning elements that are designed so that base plate and/or flat substrate e.g. floor, is covered with sheet material for forming cover layer up to height of light emission point |
| DE102011114126A1 (en) * | 2011-09-23 | 2013-03-28 | Frank Gartzke | Method for manufacturing shaped body such as component, particularly facade part, involves providing multiple casing elements and cast casing with fixing unit, where light guide is provided at fixing unit |
-
2014
- 2014-04-01 DE DE102014104593.9A patent/DE102014104593A1/en not_active Ceased
-
2015
- 2015-04-01 EP EP15162181.0A patent/EP2929995B1/en active Active
- 2015-04-01 DK DK15162181.0T patent/DK2929995T3/en active
- 2015-04-01 ES ES15162181.0T patent/ES2650946T3/en active Active
- 2015-04-01 PL PL15162181T patent/PL2929995T3/en unknown
-
2016
- 2016-05-19 NO NO16170441A patent/NO3098553T3/no unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2929995T3 (en) | 2018-02-28 |
| DE102014104593A1 (en) | 2015-10-01 |
| ES2650946T3 (en) | 2018-01-23 |
| EP2929995A1 (en) | 2015-10-14 |
| DK2929995T3 (en) | 2017-12-04 |
| NO3098553T3 (en) | 2018-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1970179B1 (en) | Method for producing a translucent multilayer composite component for facades and a component manufactured thereby | |
| EP2665588A1 (en) | Light-conducting component for constructions and buildings and also production process therefor | |
| DE20321524U1 (en) | Component with light-conducting fibers | |
| EP2180986B1 (en) | Device and method for the production of a light-conducting component | |
| EP2559532B1 (en) | Method for producing a translucent multilayer composite building element with integrated façade panel, and products produced thereby | |
| WO2008031610A1 (en) | Module comprising light-permeable fibres | |
| DE19618368B4 (en) | Arrangement of thread guide elements of a warp or knitting machine and a carrier | |
| DE102019131051B4 (en) | Method for producing a reinforced concrete component, reinforced concrete component and manufacturing system | |
| EP3424690B1 (en) | Method and device for producing a reinforcement grid | |
| EP3274621B1 (en) | Light guide body comprising an injection-moulded mat and light channels | |
| EP2331306B1 (en) | Method for the production of a light-guiding building element | |
| EP2929995B1 (en) | Form cast piece with light-guiding element | |
| DE202011110213U1 (en) | Apparatus for producing a shaped body with light guides and shaped bodies made of a curable or curable castable material | |
| CN104827565B (en) | The non-light tight concrete preparation technology of slurry is wrapped up in based on optical fiber | |
| EP2179106A1 (en) | Component with internal conductor arrangement and method for producing said component | |
| EP2234120A2 (en) | Method for producing a cable harness, device for dispensing a hardening material and cable harness | |
| RU97114449A (en) | PRESSED CABLE, PREPARATION AND METHOD FOR ITS MANUFACTURE | |
| WO2008119670A1 (en) | Component comprising functional fibers, and method for the production thereof | |
| EP0595171B1 (en) | Reinforcement tissue for plasters, insulation systems, screeds or the like | |
| DE4004474A1 (en) | METHOD FOR PRODUCING COMPOSITE COMPONENTS | |
| DE19504996A1 (en) | Light display device mfg. system | |
| EP2604767A1 (en) | Translucent compound body with spherical light conduction bodies and method for manufacture of a translucent compound body | |
| DE102015104830A1 (en) | Spacer for textile reinforcement | |
| WO2016041663A1 (en) | Method and device for producing a three-dimensional fiber composite component | |
| DE3152924C2 (en) | Moulding box for the production of a ceramic mould |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20160411 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SIUT GMBH |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: GENZ, VINCENT Inventor name: WESTERHEIDE, BENJAMIN |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| 17Q | First examination report despatched |
Effective date: 20170206 |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B28B 23/00 20060101AFI20170522BHEP Ipc: E04C 2/54 20060101ALI20170522BHEP Ipc: E04C 1/42 20060101ALI20170522BHEP Ipc: E04C 2/04 20060101ALI20170522BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20170612 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SIUT GMBH |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 925374 Country of ref document: AT Kind code of ref document: T Effective date: 20170915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502015001815 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ANDRE ROLAND S.A., CH |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20171128 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2650946 Country of ref document: ES Kind code of ref document: T3 Effective date: 20180123 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20170906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171206 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171207 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180106 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502015001815 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180607 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180430 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502015001815 Country of ref document: DE Representative=s name: ETL IP PATENTANWALTSGESELLSCHAFT MBH, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502015001815 Country of ref document: DE Representative=s name: ETL IP PATENT- UND RECHTSANWALTSGESELLSCHAFT M, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502015001815 Country of ref document: DE Representative=s name: ETL WABLAT & KOLLEGEN PATENT- UND RECHTSANWALT, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170906 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150401 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502015001815 Country of ref document: DE Representative=s name: ETL IP PATENTANWALTSGESELLSCHAFT MBH, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502015001815 Country of ref document: DE Representative=s name: ETL IP PATENT- UND RECHTSANWALTSGESELLSCHAFT M, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170906 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20240327 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240422 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240325 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240423 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240408 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20240422 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240501 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240517 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240417 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NO Payment date: 20240419 Year of fee payment: 10 Ref country code: IT Payment date: 20240430 Year of fee payment: 10 Ref country code: FR Payment date: 20240423 Year of fee payment: 10 Ref country code: FI Payment date: 20240418 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20240423 Year of fee payment: 10 |