EP2927017A1 - A method of covering a substrate - Google Patents
A method of covering a substrate Download PDFInfo
- Publication number
- EP2927017A1 EP2927017A1 EP14163628.2A EP14163628A EP2927017A1 EP 2927017 A1 EP2927017 A1 EP 2927017A1 EP 14163628 A EP14163628 A EP 14163628A EP 2927017 A1 EP2927017 A1 EP 2927017A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- substrate
- substance
- film
- panel
- radiation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 106
- 238000000034 method Methods 0.000 title claims abstract description 61
- 239000000126 substance Substances 0.000 claims abstract description 102
- 230000005855 radiation Effects 0.000 claims abstract description 37
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 239000004433 Thermoplastic polyurethane Substances 0.000 claims description 5
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims description 5
- 238000002508 contact lithography Methods 0.000 claims description 4
- 238000010924 continuous production Methods 0.000 claims description 3
- 238000010020 roller printing Methods 0.000 claims description 3
- 238000007766 curtain coating Methods 0.000 claims description 2
- 238000007650 screen-printing Methods 0.000 claims description 2
- 238000005507 spraying Methods 0.000 claims description 2
- 229920003002 synthetic resin Polymers 0.000 claims description 2
- 239000000057 synthetic resin Substances 0.000 claims description 2
- 230000008878 coupling Effects 0.000 claims 2
- 238000010168 coupling process Methods 0.000 claims 2
- 238000005859 coupling reaction Methods 0.000 claims 2
- 239000010410 layer Substances 0.000 description 19
- 238000001723 curing Methods 0.000 description 13
- 238000010030 laminating Methods 0.000 description 13
- 239000000047 product Substances 0.000 description 13
- 239000000203 mixture Substances 0.000 description 10
- 230000008569 process Effects 0.000 description 10
- 150000003254 radicals Chemical class 0.000 description 8
- 238000010894 electron beam technology Methods 0.000 description 7
- 229920005989 resin Polymers 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 5
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 5
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 239000000178 monomer Substances 0.000 description 5
- 238000000859 sublimation Methods 0.000 description 5
- 230000008022 sublimation Effects 0.000 description 5
- -1 HDF Substances 0.000 description 4
- 125000001931 aliphatic group Chemical group 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 125000004386 diacrylate group Chemical group 0.000 description 4
- 239000003085 diluting agent Substances 0.000 description 4
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 238000010526 radical polymerization reaction Methods 0.000 description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 3
- 125000003118 aryl group Chemical group 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 125000005442 diisocyanate group Chemical group 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 229920005862 polyol Polymers 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 229920006243 acrylic copolymer Polymers 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- YCIMNLLNPGFGHC-UHFFFAOYSA-N catechol Chemical compound OC1=CC=CC=C1O YCIMNLLNPGFGHC-UHFFFAOYSA-N 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000013067 intermediate product Substances 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- BVJSUAQZOZWCKN-UHFFFAOYSA-N p-hydroxybenzyl alcohol Chemical compound OCC1=CC=C(O)C=C1 BVJSUAQZOZWCKN-UHFFFAOYSA-N 0.000 description 2
- 235000011837 pasties Nutrition 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 229920001228 polyisocyanate Polymers 0.000 description 2
- 239000005056 polyisocyanate Substances 0.000 description 2
- YPFDHNVEDLHUCE-UHFFFAOYSA-N propane-1,3-diol Chemical compound OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 229920006305 unsaturated polyester Polymers 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- PSGCQDPCAWOCSH-UHFFFAOYSA-N (4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl) prop-2-enoate Chemical compound C1CC2(C)C(OC(=O)C=C)CC1C2(C)C PSGCQDPCAWOCSH-UHFFFAOYSA-N 0.000 description 1
- 229920002818 (Hydroxyethyl)methacrylate Polymers 0.000 description 1
- ZDQNWDNMNKSMHI-UHFFFAOYSA-N 1-[2-(2-prop-2-enoyloxypropoxy)propoxy]propan-2-yl prop-2-enoate Chemical compound C=CC(=O)OC(C)COC(C)COCC(C)OC(=O)C=C ZDQNWDNMNKSMHI-UHFFFAOYSA-N 0.000 description 1
- URQQDYIVGXOEDA-UHFFFAOYSA-N 2-(2-ethenoxyethoxy)ethyl prop-2-enoate Chemical compound C=COCCOCCOC(=O)C=C URQQDYIVGXOEDA-UHFFFAOYSA-N 0.000 description 1
- CYUZOYPRAQASLN-UHFFFAOYSA-N 3-prop-2-enoyloxypropanoic acid Chemical compound OC(=O)CCOC(=O)C=C CYUZOYPRAQASLN-UHFFFAOYSA-N 0.000 description 1
- JHWGFJBTMHEZME-UHFFFAOYSA-N 4-prop-2-enoyloxybutyl prop-2-enoate Chemical compound C=CC(=O)OCCCCOC(=O)C=C JHWGFJBTMHEZME-UHFFFAOYSA-N 0.000 description 1
- FIHBHSQYSYVZQE-UHFFFAOYSA-N 6-prop-2-enoyloxyhexyl prop-2-enoate Chemical compound C=CC(=O)OCCCCCCOC(=O)C=C FIHBHSQYSYVZQE-UHFFFAOYSA-N 0.000 description 1
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- DAKWPKUUDNSNPN-UHFFFAOYSA-N Trimethylolpropane triacrylate Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 description 1
- HVVWZTWDBSEWIH-UHFFFAOYSA-N [2-(hydroxymethyl)-3-prop-2-enoyloxy-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(CO)(COC(=O)C=C)COC(=O)C=C HVVWZTWDBSEWIH-UHFFFAOYSA-N 0.000 description 1
- BWVAOONFBYYRHY-UHFFFAOYSA-N [4-(hydroxymethyl)phenyl]methanol Chemical compound OCC1=CC=C(CO)C=C1 BWVAOONFBYYRHY-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- VEBCLRKUSAGCDF-UHFFFAOYSA-N ac1mi23b Chemical compound C1C2C3C(COC(=O)C=C)CCC3C1C(COC(=O)C=C)C2 VEBCLRKUSAGCDF-UHFFFAOYSA-N 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- GCTPMLUUWLLESL-UHFFFAOYSA-N benzyl prop-2-enoate Chemical compound C=CC(=O)OCC1=CC=CC=C1 GCTPMLUUWLLESL-UHFFFAOYSA-N 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- CDQSJQSWAWPGKG-UHFFFAOYSA-N butane-1,1-diol Chemical class CCCC(O)O CDQSJQSWAWPGKG-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 239000010431 corundum Substances 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- 229940113120 dipropylene glycol Drugs 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 1
- YDKNBNOOCSNPNS-UHFFFAOYSA-N methyl 1,3-benzoxazole-2-carboxylate Chemical compound C1=CC=C2OC(C(=O)OC)=NC2=C1 YDKNBNOOCSNPNS-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 229940117969 neopentyl glycol Drugs 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 125000005498 phthalate group Chemical group 0.000 description 1
- FSDNTQSJGHSJBG-UHFFFAOYSA-N piperidine-4-carbonitrile Chemical compound N#CC1CCNCC1 FSDNTQSJGHSJBG-UHFFFAOYSA-N 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- KCTAWXVAICEBSD-UHFFFAOYSA-N prop-2-enoyloxy prop-2-eneperoxoate Chemical compound C=CC(=O)OOOC(=O)C=C KCTAWXVAICEBSD-UHFFFAOYSA-N 0.000 description 1
- 229960004063 propylene glycol Drugs 0.000 description 1
- 238000003847 radiation curing Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000005092 sublimation method Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 238000009823 thermal lamination Methods 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 210000002105 tongue Anatomy 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
- B44C5/0469—Ornamental plaques, e.g. decorative panels, decorative veneers comprising a decorative sheet and a core formed by one or more resin impregnated sheets of paper
Definitions
- the present invention pertains to a method of covering a substrate.
- a method of covering a substrate, in particular for manufacturing a floor panel, by means of a laminating process is known in the art.
- a laminating process one or more resin-impregnated paper sheets are placed on a substrate and the entire stack is pressed at elevated temperature.
- One of the paper sheets may be provided with a decorative pattern. Due to hot pressing the resin flows to the substrate and after cooling down the resulting product the one or more paper sheets are adhered to the substrate.
- a disadvantage of such a conventional laminating technique is that the method must be performed at relatively high pressure and temperature.
- conventional laminating techniques appear to provide inferior adherence quality between certain combinations of films and substrates due to less compatible materials, for example a PVC sheet on a substrate including an ink pattern on its surface.
- a relatively high temperature such as in case of a conventional laminating process may deteriorate a decorative pattern on the substrate, in particular in case of a decorative pattern of UV curable ink.
- An object of the invention is to provide an improved method of covering a substrate.
- the method according to the invention comprises the steps of supplying a substrate, a curable substance and a substantially air-tight transparent film, applying a decorative pattern on at least one of the substrate and the film, forming a stack of the substrate, the substance and the film, wherein the substance is sandwiched between the substrate and the film, bringing the film, the substance and the substrate in close contact to each other, curing the substance by means of radiation through the transparent film and fixing the substance to the film and the substrate.
- the transparency and composition of the film correspond to the type of radiation that is used. It is noted that the method is not finalized by removing the film, but the resulting product includes the film. Removing the film will be difficult or even impossible without damaging the surface of the cured substance.
- An advantage of the method according to the invention is that the process can be performed at relatively low temperature.
- the method may be performed at room temperature, i.e. below 30 °C, or below 50 °C. This means that also substrates and films can be used which are sensitive to severe thermal conditions.
- the curable substance forms a layer between the substrate and the film. Due to the air-tightness of the film it functions as a barrier against oxygen transfer through the transparent film. This means that local inert conditions at the curable substance are created. Therefore, an inert radiation chamber for creating inert conditions for the entire stack is not required.
- the method can be performed at minimal pressure or without pressure; bringing the film, the substance and the substrate in close contact to each other is sufficient to minimize presence of air between the film and the substrate.
- the pressure, if applied is far below the level that is applied in conventional laminating techniques such as DPL and HPL, for example below 20 kg/m 2 .
- the method according to the invention provides the opportunity to laminate materials which are less compatible in conventional laminating techniques such as a PVC sheet on HDF, or a PVC sheet on a substrate including an ink pattern; it is known, for example, that conventional laminating at elevated temperature of a PVC sheet on UV curable ink may lead to inferior adherence quality.
- the curable substance may comprise a synthetic resin which is polymerized during the radiation treatment, more specifically via free radical polymerization. Radiation generates radicals in the substance. Since the chemical affinity between a radical and oxygen is higher than the affinity of the radicals with each other inert conditions are advantageous.
- the step of radiation may be performed by UV radiation, X-ray radiation, laser radiation, electron beam radiation, visible light, infrared, or the like. If curing is performed by means of UV light the curable substance may contain photoinitiators for initiating free radical polymerization. In particular, mercury-free UV LEDs appear to be appropriate because of their advantageous penetration characteristics into the curable substance. In case of using electron beam radiation photoinitiators are not required.
- the transparency and/or composition of the film correspond to the type of radiation that is used.
- the film should be transparent for electron beam radiation, but may be opaque for visible light.
- a decorative pattern below the film should be visible the film must be transparent for visible light, as well.
- the method has a further advantage compared to conventional laminating techniques in that a resin impregnated paper sheet or conventional glue can be omitted between the film and the substrate. Hence, any loss of transparency due to the manufacturing process, such as in case of applying a resin impregnated overlay paper, is minimized. Nevertheless, the method according to the invention may be applied for laminating a film, for example made of PVC, on a resin impregnated substrate when using a compatible curable substance between the film and the resin impregnated substrate.
- the substance may contain additives for improving its properties during the step of applying it between the substrate and the film, for example plasticizers, fillers, or the like.
- the substance may also have further functional properties, for example for improving acoustic characteristics of the resulting product. It may also have anti-static properties or UV-filtering properties for protecting an underlying decorative pattern, or the like.
- the resulting product may be a panel suitable for a floor, wall or ceiling covering or alternative coverings.
- the product may also be a panel that is suitable for furniture, or the like.
- the transparent film may be coloured or decorated but should be sufficiently transparent to pass the radiation. It is noted that transparency is related to the type of radiation; in case of applying electron beam radiation curing the film may be opaque for visible light radiation, but must be transparent for electron beam radiation. Furthermore, the film should not be degenerated under influence of the radiation, for example becoming brittle. Of course, if additional layers are applied these should be sufficient transparent, as well.
- a balancing layer may be applied on the substrate at the side opposite to the side which is provided with the decorative pattern.
- the stack may be formed by first applying the substance on the substrate, and then placing the film on the substance. It is also possible to apply the curable substance first onto the film, and then laying the substrate and the film including the curable substance onto each other. Alternatively, the curable substance is applied both onto the film and the substrate, after which the substrate and the film including the curable substance are laid onto each other.
- the contact surfaces of the film and the curable substance and/or the contact surfaces of the curable substance and the substrate should be compatible to each other.
- the contact surfaces of the film and the substrate may be slightly rough such that the curable substance partly enters into the contact surfaces and adheres thereto upon curing.
- one or more additional adhesive layers may be applied between the curable substance and the substrate and/or between the curable substance and the film for attaching the respective parts to each other.
- the additional layers may be cured by other treatments than radiation, for example by thermal treatment.
- the method may be carried out as a continuous process wherein the step of bringing the film, the substance and the substrate in close contact to each other is performed by means of calandering or rollers.
- the step of bringing the film, the substance and the substrate in close contact to each other may be performed by a low-pressure or no pressure laminating process, wherein the pressure is lower than 20 kg/m 2 .
- the decorative pattern may comprise an ink pattern. This may be printed on the substrate and/or the film by means of contact or non-contact printing, preferably by means of a digital printer. Alternative printing means are also possible.
- the decorative pattern may also be printed on a separate sheet that is attached to the substrate before, after or during printing. Numerous types of patterns are conceivable, for example a wood pattern, stone pattern, etc.
- the substrate may be pretreated for improving the adherence of the decorative pattern to the substrate, for example a surface treatment such as plasma-treatment or applying a primer, or the like.
- the ink pattern may be dried before it contacts the substance, but not fully cured yet, for example, in case of a UV curable ink. Curing of the ink may occur at the same time as curing of the substance, but in practice the ink will be dried at least partially before contacting the substance and entirely curing the ink and the substance.
- the transparent film may be provided with a surface texture.
- the surface texture may be applied during the step of bringing the film, the substance and the substrate in close contact to each other, but it is also conceivable that a film including a surface texture is supplied. In the latter case the surface texturing can be applied in a separate process and a relatively deep and sharp embossment is possible, whereas the embossment remains stable during the method of covering the substrate. Besides, an efficient process in terms of energy consumption is provided.
- the calander may be provided with a textured surface.
- the method according to the invention allows a relatively simple embossing-in-register process compared to a thermal lamination process.
- Embossing-in-register in this case can be performed more accurately than in conventional laminating processes in which a resin-impregnated paper sheet is provided with a decorative pattern, since the position of the pattern on the paper sheet varies due to the impregnation, in practice.
- the air-tight transparent film can be aligned with the substrate on which the decorative pattern is applied.
- the transparent film may be made of PVC or an alternative wear-resistant material. This means that the resulting product may be a panel that is suitable as a floor panel. Additionally, the film may contain anti-wear particles such as corundum particles, glass beads, silica or the like.
- the curable substance may be applied by means of screen printing, roller printing, spraying, curtain coating or the like.
- the thickness of the substance may be in a range from 20 to 500 ⁇ m, but a larger or smaller thickness is conceivable.
- the viscosity may be within a range from 150 centipoise to 500 poise at 20°C and more preferably within a range from 10 to 50 poise at 20°C.
- the substance may be a pasty liquid.
- the thickness of the transparent film may be in a range from 5 to 1000 ⁇ m, but a larger or smaller thickness is conceivable.
- the substrate may be rigid or flexible such that the resulting product may comprise a panel which is rigid or flexible, respectively. It may be made of wood-based material like MDF, HDF, WPC, or vinyl, metal, glass, stone, ceramic, textile, non-woven fabric, polymeric composite or the like. Furthermore, the substrate may be a flexible thin sheet such that the resulting product itself can be an intermediate product that can be attached to a second substrate.
- the resulting product forms a so-called hybrid product, wherein the substrate is rigid and the film and/or the cured substance is/are elastic or reversed.
- Conventional laminating techniques including relatively high pressure and temperature are less suitable for manufacturing such hybrid products.
- a sublimation agent can be applied on the side of the air-tight transparent film which is directed to the curable substance. Then, the film can be pressed at a low pressure level on the curable substance and heat can be supplied so as to transfer the sublimation agent towards the substrate.
- a calander it may comprise a heated roller or a heated engraved cylinder.
- the curable substance can be cured by means of radiation as described above.
- the film can be made of PVC on which the sublimation can be printed at a relatively low resolution. Upon the step of sublimation the agent slightly diverges during travelling towards the substrate. Consequently, the printed pattern is smoothened after sublimation.
- the decorative pattern may be applied on a side of the film facing the substrate. Additionally, the opposite side of the film may be provided with a layer of thermoplastic polyurethane (TPU). The latter layer may be applied before or after the step of bringing the film, the substance and the substrate in close contact to each other.
- TPU belongs to a class of polyurethane plastics with many useful properties, including elasticity, transparency and resistance to oil, grease and abrasion. Technically, they are thermoplastic elastomers consisting of linear segmented block copolymers composed of hard and soft segments.
- the substrate may comprise a decorative sheet, such as a paper sheet, on which the decorative pattern is applied, wherein the decorative sheet absorbs at least a part of the substance.
- the absorption properties of the decorative sheet and the material properties of the curable substance can be selected such that a desired level of penetration of the substance into the decorative sheet can be achieved before the step of curing the substance.
- the number of layers of the stack may be extended.
- a second radiation-curable substance and a second substrate is supplied, wherein the stack is extended by the second substrate and a layer of the second substance which is sandwiched between the substrate and the second substrate, wherein the substances are cured by means of radiation through the transparent film and the substances are fixed to the film, the substrate and the second substrate.
- the second radiation-curable substance between the substrate and the second substrate may be the same as the curable substance between the transparent film and the decorative sheet.
- the second substrate may be rigid or flexible and/or thicker than the substrate, for example a board of HDF, but numerous other types of substrates are conceivable.
- the decorative sheet can absorb the curable substance at its side facing the transparent film, whereas the opposite side facing the second substrate can absorb the second curable substance before the step of curing and fixing.
- the material properties of the layers can be selected such that the radiation for curing reaches both substances. For example, electron beam radiation can penetrate relatively deeply such that both substances can be cured synchronously which appears to provide a surprisingly advantageous method of covering a substrate.
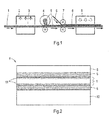
- Fig. 1 illustrates an embodiment of the method according to the invention.
- the method is performed as a continuous process.
- a substrate 1 in the form of a continuous sheet is supplied at the left side in Fig. 1 and transported from left to right.
- the substrate 1 passes a printing station 2 where a decorative pattern 3 is printed on the substrate 1. This may be performed by means of contact printing, non-contact printing, roller printing, inkjet printing, or the like.
- a curable substance 5 in the form of a (pasty) liquid is applied onto the substrate 1 including the decorative pattern 3.
- an air-tight transparent film 6 is supplied and placed on the layer of curable substance 5 and pressed at a low pressure level thereon by means of a calander 7.
- the curable substance 5 is still in a liquid and non-cured or partly-cured state.
- the curable substance 5 is cured by means of radiation which is transferred through the transparent film 6. It is also possible to apply the curable substance 5 onto both the substrate 1 and the film 6 or onto the film 6 only.
- an upper surface of the substrate 1 on which the decorative pattern 3 is printed may be pre-treated, for example by means of applying a primer.
- the calander 7 may have a textured surface such that the resulting product obtains an embossment. Such a texture may coincide with the decorative pattern 3 in order to achieve embossing-in-register. Alternatively, the film 6 has already a textured surface before it is supplied to the calander 7.
- the resulting product at the end of the illustrated method in Fig. 1 is a large board which is cut in separate panels. Subsequently, the edges of the separate panels may be provided with locking means, for example tongues and grooves, in order to create a covering by locking similar panels to each other.
- locking means for example tongues and grooves
- the curable substance may comprise acrylic acid esters or methacrylic acid esters which can be polymerized by a free radical mechanism by actinic radiation and which are present, on their own or together, in a polymerizable mixture.
- a component may be a mono- or polyfunctional prepolymer, i.e. a mono- or polyunsaturated prepolymer.
- the copolymerizable mixture contains, if appropriate, a further component having a diluting action, which is described as a diluent monomer or diluent oligomer.
- the proportion in the mixture of the polyfunctional prepolymer may be 20 to 100%, in particular 60 to 90%, by weight of the total weight of copolymerizable components. Prepolymers of a low viscosity, less than 100 poise at 20° C may be employed without the monomers or oligomers producing dilution.
- the components used have a strong tendency to polymerize by a free radical mechanism under the action of actinic radiation.
- Suitable actinic radiation is a light in the near UV region or high-energy radiation, for example electron, particle or x-ray radiation.
- a prepolymer which can be polymerized by free radical mechanism is a polyfunctional, unsaturated aliphatic or aromatic acrylate or methacrylate, preferably an unsaturated polyester acrylate oligomer and especially an aliphatic urethane acrylate oligomer or aromatic urethane acrylate oligomers.
- a mono-, di-, tri-, tetra-, penta- or hexaacrylate or -methacrylate may be used as an additional suitable monomer or oligomer in the mixture which can be copolymerized by a free radical mechanism.
- These mono- to hexaacrylates or mono-to hexamethacrylates are esters of polyols having 1 to 6 OH groups with acrylic acid or methacrylic acid, respectively, and are therefore also known as polyol acrylates or polyol methacrylates, respectively.
- Suitable diacrylates are esters of acrylic acid with aliphatic, dihydric alcohols, in particular ethylene glycol, 1,2-propylene glycol, 1,3-propyleneglycol, butane diols, 1,6-hexane diol or neopentylglycol, with aliphatic ether-alcohols, in particular diethylene glycol, dipropylene glycol, dibutylene glycol, polyethylene glycols or polypropylene glycols, with oxyalkylated compounds of the above-mentioned aliphatic alcohols and ether-alcohols or with aromatic dihydroxy compounds, in particular bisphenol A, pyrocatechol, resorcinol, hydroquinone, p-xylyleneglycol or p-hydroxybenzyl alcohol.
- aliphatic, dihydric alcohols in particular ethylene glycol, 1,2-propylene glycol, 1,3-propyleneglycol, butane diols, 1,6
- Preferred diacrylates are 1,6-hexanediol diacrylate, dipropyleneglycol diacrylate, acrylic acid 2-(2-vinyloxy-ethoxy)-ethyl ester, propoxylated neopentylglycol diacrylate, isobornyl acrylate, mono-2acrryloyloxyethyl phtalate, tricyclodecane dimethanol diacrylate, 2-carboxyethyl acrylate, Benzyl acrylate, tripropylene glycol diacrylate and 1,4-butanediol diacrylate.
- Preferred triacrylates are trimethylolpropane triacrylate and pentaerythritol triacrylate.
- suitable polyfunctional prepolymers are also epoxy-acrylate and silicone-acrylate oligomers, which are preferably used together with the diacrylates or triacrylates mentioned in the mixture which can be copolymerized by a free radical mechanism.
- the prepolymers are compounds known per se and are prepared, for example, from hydroxylated copolymers in which the hydroxyl groups are distributed statistically along the copolymer chain.
- Statistically unsaturated acrylic copolymers are obtained from this copolymer by esterifying the hydroxyl groups with acrylic acid.
- Semi-terminal unsaturated acrylic copolymers are prepared by having the hydroxyl group at the end of the chain in the preparation of the hydroxylated copolymers.
- Urethane acrylate oligomers are prepared by reacting (meth)acrylic acid esters containing hydroxyl groups, for example, hydroxyethyl methacrylate, with polyfunctional isocyanates, preferably diisocyanates.
- the diisocyanates or polyisocyanates can preferably be reaction products of diols, polyether-diols or polyester-diols containing a stoichiometric excess of monomeric diisocyanate or polyisocyanate.
- the polyfunctional prepolymer preponderates in the polymerizable mixture, as the base resin, by virtue of its chemical nature, it determines the properties of the cured surface layer.
- the monoacrylate to hexaacrylate or monomethacrylate to hexamethacrylate added makes it possible as a diluent monomer or oligomer, to adjust the viscosity of the mixture to be cured, which is normally within a viscosity range from 20 to 100 poise at 20° C, and entirely takes part in the free radical polymerization.
- the coating is cured through free radical polymerization between the double bonds of the prepolymer and of the diluent monomer or oligomer which may be present.
- Fig. 2 shows an embodiment of a part of a panel 9 that is manufactured by an alternative method according to the invention.
- the upper three layers are almost similar as shown in the embodiment according to Fig. 1 : the transparent film 6 forms an upper layer, but the substrate is now formed by a paper sheet 1, whereas the cured substance 5 is sandwiched between the paper sheet 1 and the film 6.
- the paper sheet 1 is provided with a decorative pattern which remains visible through the transparent film 6.
- the panel 9 as shown in Fig. 2 also comprises a second substrate in the form of a board 10, for example a HDF board, whereas a layer of the cured substance 5 is also sandwiched between the decorative paper sheet 1 and the board 10.
- the decorative paper sheet 1 Before the step of curing, the decorative paper sheet 1 has absorbed at least a part of both layers of substance 5, as indicated by reference sign 11 in Fig. 2 .
- the layers of substance 5 are cured by means of radiation through the transparent film 6 such that all layers of the entire stack are fixed to each other in a single step of applying radiation.
- This is advantageous compared to conventional manufacturing techniques where the layers 1 and 6 would be attached to each other in a first step, for example by means of gluing, after which the resulting intermediate product would be adhered to the board 10 in a second step.
- the extended stack as shown in Fig. 2 can be stacked in a similar way as illustrated in Fig. 1 . It is conceivable that the decorative sheet 1 does not absorb the substance 5, but allows to pass the radiation and adheres to the board 10 through the substance 5 upon curing.
Landscapes
- Laminated Bodies (AREA)
Abstract
Description
- The present invention pertains to a method of covering a substrate.
- A method of covering a substrate, in particular for manufacturing a floor panel, by means of a laminating process is known in the art. In a well-known laminating process one or more resin-impregnated paper sheets are placed on a substrate and the entire stack is pressed at elevated temperature. One of the paper sheets may be provided with a decorative pattern. Due to hot pressing the resin flows to the substrate and after cooling down the resulting product the one or more paper sheets are adhered to the substrate. A disadvantage of such a conventional laminating technique is that the method must be performed at relatively high pressure and temperature. Besides, conventional laminating techniques appear to provide inferior adherence quality between certain combinations of films and substrates due to less compatible materials, for example a PVC sheet on a substrate including an ink pattern on its surface. Furthermore, a relatively high temperature such as in case of a conventional laminating process may deteriorate a decorative pattern on the substrate, in particular in case of a decorative pattern of UV curable ink.
- An object of the invention is to provide an improved method of covering a substrate.
- This is achieved by the method according to the invention, which comprises the steps of supplying a substrate, a curable substance and a substantially air-tight transparent film, applying a decorative pattern on at least one of the substrate and the film, forming a stack of the substrate, the substance and the film, wherein the substance is sandwiched between the substrate and the film, bringing the film, the substance and the substrate in close contact to each other, curing the substance by means of radiation through the transparent film and fixing the substance to the film and the substrate. The transparency and composition of the film correspond to the type of radiation that is used. It is noted that the method is not finalized by removing the film, but the resulting product includes the film. Removing the film will be difficult or even impossible without damaging the surface of the cured substance.
- An advantage of the method according to the invention is that the process can be performed at relatively low temperature. The method may be performed at room temperature, i.e. below 30 °C, or below 50 °C. This means that also substrates and films can be used which are sensitive to severe thermal conditions.
- The curable substance forms a layer between the substrate and the film. Due to the air-tightness of the film it functions as a barrier against oxygen transfer through the transparent film. This means that local inert conditions at the curable substance are created. Therefore, an inert radiation chamber for creating inert conditions for the entire stack is not required.
- The method can be performed at minimal pressure or without pressure; bringing the film, the substance and the substrate in close contact to each other is sufficient to minimize presence of air between the film and the substrate. This means that the pressure, if applied, is far below the level that is applied in conventional laminating techniques such as DPL and HPL, for example below 20 kg/m2. Furthermore, the method according to the invention provides the opportunity to laminate materials which are less compatible in conventional laminating techniques such as a PVC sheet on HDF, or a PVC sheet on a substrate including an ink pattern; it is known, for example, that conventional laminating at elevated temperature of a PVC sheet on UV curable ink may lead to inferior adherence quality.
- The curable substance may comprise a synthetic resin which is polymerized during the radiation treatment, more specifically via free radical polymerization. Radiation generates radicals in the substance. Since the chemical affinity between a radical and oxygen is higher than the affinity of the radicals with each other inert conditions are advantageous. The step of radiation may be performed by UV radiation, X-ray radiation, laser radiation, electron beam radiation, visible light, infrared, or the like. If curing is performed by means of UV light the curable substance may contain photoinitiators for initiating free radical polymerization. In particular, mercury-free UV LEDs appear to be appropriate because of their advantageous penetration characteristics into the curable substance. In case of using electron beam radiation photoinitiators are not required. As described above, the transparency and/or composition of the film correspond to the type of radiation that is used. For example, in case of applying electron beam radiation the film should be transparent for electron beam radiation, but may be opaque for visible light. Of course, if a decorative pattern below the film should be visible the film must be transparent for visible light, as well.
- In case the decorative pattern is applied on the substrate the method has a further advantage compared to conventional laminating techniques in that a resin impregnated paper sheet or conventional glue can be omitted between the film and the substrate. Hence, any loss of transparency due to the manufacturing process, such as in case of applying a resin impregnated overlay paper, is minimized. Nevertheless, the method according to the invention may be applied for laminating a film, for example made of PVC, on a resin impregnated substrate when using a compatible curable substance between the film and the resin impregnated substrate.
- The substance may contain additives for improving its properties during the step of applying it between the substrate and the film, for example plasticizers, fillers, or the like. The substance may also have further functional properties, for example for improving acoustic characteristics of the resulting product. It may also have anti-static properties or UV-filtering properties for protecting an underlying decorative pattern, or the like.
- The resulting product may be a panel suitable for a floor, wall or ceiling covering or alternative coverings. The product may also be a panel that is suitable for furniture, or the like.
- The transparent film may be coloured or decorated but should be sufficiently transparent to pass the radiation. It is noted that transparency is related to the type of radiation; in case of applying electron beam radiation curing the film may be opaque for visible light radiation, but must be transparent for electron beam radiation. Furthermore, the film should not be degenerated under influence of the radiation, for example becoming brittle. Of course, if additional layers are applied these should be sufficient transparent, as well.
- Additional layers may be applied on top of the film, but the film itself may also form the top layer of the final product. In the latter case, the film may have wear-resistant properties, for example containing anti-wear particles, but the composition of the film itself may provide sufficient wear resistance such as in case of a PVC sheet. Similarly, a balancing layer may be applied on the substrate at the side opposite to the side which is provided with the decorative pattern.
- The stack may be formed by first applying the substance on the substrate, and then placing the film on the substance. It is also possible to apply the curable substance first onto the film, and then laying the substrate and the film including the curable substance onto each other. Alternatively, the curable substance is applied both onto the film and the substrate, after which the substrate and the film including the curable substance are laid onto each other.
- It is efficient when the substance is fixed to at least one of the film and the substrate upon curing the substance, since separate fixing means can be omitted. In that case, the contact surfaces of the film and the curable substance and/or the contact surfaces of the curable substance and the substrate should be compatible to each other. For example, the contact surfaces of the film and the substrate may be slightly rough such that the curable substance partly enters into the contact surfaces and adheres thereto upon curing. It is also possible to apply a curable substance which reacts chemically with the film and/or the substrate such that adherence is promoted. Alternatively, one or more additional adhesive layers may be applied between the curable substance and the substrate and/or between the curable substance and the film for attaching the respective parts to each other. The additional layers may be cured by other treatments than radiation, for example by thermal treatment.
- The method may be carried out as a continuous process wherein the step of bringing the film, the substance and the substrate in close contact to each other is performed by means of calandering or rollers. In general terms, the step of bringing the film, the substance and the substrate in close contact to each other may be performed by a low-pressure or no pressure laminating process, wherein the pressure is lower than 20 kg/m2.
- The decorative pattern may comprise an ink pattern. This may be printed on the substrate and/or the film by means of contact or non-contact printing, preferably by means of a digital printer. Alternative printing means are also possible. The decorative pattern may also be printed on a separate sheet that is attached to the substrate before, after or during printing. Numerous types of patterns are conceivable, for example a wood pattern, stone pattern, etc. It is noted that the substrate may be pretreated for improving the adherence of the decorative pattern to the substrate, for example a surface treatment such as plasma-treatment or applying a primer, or the like. The ink pattern may be dried before it contacts the substance, but not fully cured yet, for example, in case of a UV curable ink. Curing of the ink may occur at the same time as curing of the substance, but in practice the ink will be dried at least partially before contacting the substance and entirely curing the ink and the substance.
- The transparent film may be provided with a surface texture. The surface texture may be applied during the step of bringing the film, the substance and the substrate in close contact to each other, but it is also conceivable that a film including a surface texture is supplied. In the latter case the surface texturing can be applied in a separate process and a relatively deep and sharp embossment is possible, whereas the embossment remains stable during the method of covering the substrate. Besides, an efficient process in terms of energy consumption is provided. In case of applying the step of bringing the film, the substance and the substrate in close contact to each other by means of a calander, the calander may be provided with a textured surface.
- It is noted that the method according to the invention allows a relatively simple embossing-in-register process compared to a thermal lamination process. Embossing-in-register in this case can be performed more accurately than in conventional laminating processes in which a resin-impregnated paper sheet is provided with a decorative pattern, since the position of the pattern on the paper sheet varies due to the impregnation, in practice. The air-tight transparent film can be aligned with the substrate on which the decorative pattern is applied.
- The transparent film may be made of PVC or an alternative wear-resistant material. This means that the resulting product may be a panel that is suitable as a floor panel. Additionally, the film may contain anti-wear particles such as corundum particles, glass beads, silica or the like.
- The curable substance may be applied by means of screen printing, roller printing, spraying, curtain coating or the like. The thickness of the substance may be in a range from 20 to 500 µm, but a larger or smaller thickness is conceivable. The viscosity may be within a range from 150 centipoise to 500 poise at 20°C and more preferably within a range from 10 to 50 poise at 20°C. In practice, the substance may be a pasty liquid.
- The thickness of the transparent film may be in a range from 5 to 1000 µm, but a larger or smaller thickness is conceivable.
- The substrate may be rigid or flexible such that the resulting product may comprise a panel which is rigid or flexible, respectively. It may be made of wood-based material like MDF, HDF, WPC, or vinyl, metal, glass, stone, ceramic, textile, non-woven fabric, polymeric composite or the like. Furthermore, the substrate may be a flexible thin sheet such that the resulting product itself can be an intermediate product that can be attached to a second substrate.
- It is conceivable that the resulting product forms a so-called hybrid product, wherein the substrate is rigid and the film and/or the cured substance is/are elastic or reversed. Conventional laminating techniques including relatively high pressure and temperature are less suitable for manufacturing such hybrid products.
- The method as described hereinbefore could also be combined with a sublimation process. For example, a sublimation agent can be applied on the side of the air-tight transparent film which is directed to the curable substance. Then, the film can be pressed at a low pressure level on the curable substance and heat can be supplied so as to transfer the sublimation agent towards the substrate. When limited pressing is performed by a calander it may comprise a heated roller or a heated engraved cylinder. The curable substance can be cured by means of radiation as described above. The film can be made of PVC on which the sublimation can be printed at a relatively low resolution. Upon the step of sublimation the agent slightly diverges during travelling towards the substrate. Consequently, the printed pattern is smoothened after sublimation.
- The decorative pattern may be applied on a side of the film facing the substrate. Additionally, the opposite side of the film may be provided with a layer of thermoplastic polyurethane (TPU). The latter layer may be applied before or after the step of bringing the film, the substance and the substrate in close contact to each other. TPU belongs to a class of polyurethane plastics with many useful properties, including elasticity, transparency and resistance to oil, grease and abrasion. Technically, they are thermoplastic elastomers consisting of linear segmented block copolymers composed of hard and soft segments.
- The substrate may comprise a decorative sheet, such as a paper sheet, on which the decorative pattern is applied, wherein the decorative sheet absorbs at least a part of the substance. The absorption properties of the decorative sheet and the material properties of the curable substance can be selected such that a desired level of penetration of the substance into the decorative sheet can be achieved before the step of curing the substance.
- The number of layers of the stack may be extended. In a particular embodiment a second radiation-curable substance and a second substrate is supplied, wherein the stack is extended by the second substrate and a layer of the second substance which is sandwiched between the substrate and the second substrate, wherein the substances are cured by means of radiation through the transparent film and the substances are fixed to the film, the substrate and the second substrate. The second radiation-curable substance between the substrate and the second substrate may be the same as the curable substance between the transparent film and the decorative sheet. The second substrate may be rigid or flexible and/or thicker than the substrate, for example a board of HDF, but numerous other types of substrates are conceivable. If the substrate comprises the decorative sheet as mentioned above, the decorative sheet can absorb the curable substance at its side facing the transparent film, whereas the opposite side facing the second substrate can absorb the second curable substance before the step of curing and fixing. The material properties of the layers can be selected such that the radiation for curing reaches both substances. For example, electron beam radiation can penetrate relatively deeply such that both substances can be cured synchronously which appears to provide a surprisingly advantageous method of covering a substrate.
- The invention will hereafter be elucidated with reference to the schematic drawings illustrating embodiments of the invention by way of example.
-
Fig. 1 is an illustrative view of an embodiment of the method according to the invention. -
Fig. 2 is a cross-sectional view of a panel that is manufactured by an embodiment of the method according to the invention. -
Fig. 1 illustrates an embodiment of the method according to the invention. In this case the method is performed as a continuous process. Asubstrate 1 in the form of a continuous sheet is supplied at the left side inFig. 1 and transported from left to right. Thesubstrate 1 passes aprinting station 2 where adecorative pattern 3 is printed on thesubstrate 1. This may be performed by means of contact printing, non-contact printing, roller printing, inkjet printing, or the like. - Subsequently, at a coating station 4 a
curable substance 5 in the form of a (pasty) liquid is applied onto thesubstrate 1 including thedecorative pattern 3. Then, an air-tighttransparent film 6 is supplied and placed on the layer ofcurable substance 5 and pressed at a low pressure level thereon by means of acalander 7. At this stage thecurable substance 5 is still in a liquid and non-cured or partly-cured state. At a curingstation 8 thecurable substance 5 is cured by means of radiation which is transferred through thetransparent film 6. It is also possible to apply thecurable substance 5 onto both thesubstrate 1 and thefilm 6 or onto thefilm 6 only. - In an alternative embodiment an upper surface of the
substrate 1 on which thedecorative pattern 3 is printed may be pre-treated, for example by means of applying a primer. - The
calander 7 may have a textured surface such that the resulting product obtains an embossment. Such a texture may coincide with thedecorative pattern 3 in order to achieve embossing-in-register. Alternatively, thefilm 6 has already a textured surface before it is supplied to thecalander 7. - The resulting product at the end of the illustrated method in
Fig. 1 is a large board which is cut in separate panels. Subsequently, the edges of the separate panels may be provided with locking means, for example tongues and grooves, in order to create a covering by locking similar panels to each other. - The curable substance may comprise acrylic acid esters or methacrylic acid esters which can be polymerized by a free radical mechanism by actinic radiation and which are present, on their own or together, in a polymerizable mixture. A component may be a mono- or polyfunctional prepolymer, i.e. a mono- or polyunsaturated prepolymer. In addition to this predominant component, the copolymerizable mixture contains, if appropriate, a further component having a diluting action, which is described as a diluent monomer or diluent oligomer. The proportion in the mixture of the polyfunctional prepolymer may be 20 to 100%, in particular 60 to 90%, by weight of the total weight of copolymerizable components. Prepolymers of a low viscosity, less than 100 poise at 20° C may be employed without the monomers or oligomers producing dilution.
- Preferably, the components used have a strong tendency to polymerize by a free radical mechanism under the action of actinic radiation. Suitable actinic radiation is a light in the near UV region or high-energy radiation, for example electron, particle or x-ray radiation. A prepolymer which can be polymerized by free radical mechanism is a polyfunctional, unsaturated aliphatic or aromatic acrylate or methacrylate, preferably an unsaturated polyester acrylate oligomer and especially an aliphatic urethane acrylate oligomer or aromatic urethane acrylate oligomers.
- In addition to the prepolymer, a mono-, di-, tri-, tetra-, penta- or hexaacrylate or -methacrylate, preferably a diacrylate or triacrylate, may be used as an additional suitable monomer or oligomer in the mixture which can be copolymerized by a free radical mechanism. These mono- to hexaacrylates or mono-to hexamethacrylates are esters of polyols having 1 to 6 OH groups with acrylic acid or methacrylic acid, respectively, and are therefore also known as polyol acrylates or polyol methacrylates, respectively. Suitable diacrylates are esters of acrylic acid with aliphatic, dihydric alcohols, in particular ethylene glycol, 1,2-propylene glycol, 1,3-propyleneglycol, butane diols, 1,6-hexane diol or neopentylglycol, with aliphatic ether-alcohols, in particular diethylene glycol, dipropylene glycol, dibutylene glycol, polyethylene glycols or polypropylene glycols, with oxyalkylated compounds of the above-mentioned aliphatic alcohols and ether-alcohols or with aromatic dihydroxy compounds, in particular bisphenol A, pyrocatechol, resorcinol, hydroquinone, p-xylyleneglycol or p-hydroxybenzyl alcohol. Preferred diacrylates are 1,6-hexanediol diacrylate, dipropyleneglycol diacrylate, acrylic acid 2-(2-vinyloxy-ethoxy)-ethyl ester, propoxylated neopentylglycol diacrylate, isobornyl acrylate, mono-2acrryloyloxyethyl phtalate, tricyclodecane dimethanol diacrylate, 2-carboxyethyl acrylate, Benzyl acrylate, tripropylene glycol diacrylate and 1,4-butanediol diacrylate. Preferred triacrylates are trimethylolpropane triacrylate and pentaerythritol triacrylate.
- In addition to the urethane acrylate oligomers and unsaturated polyester acrylate oligomers already mentioned, suitable polyfunctional prepolymers are also epoxy-acrylate and silicone-acrylate oligomers, which are preferably used together with the diacrylates or triacrylates mentioned in the mixture which can be copolymerized by a free radical mechanism.
- The prepolymers are compounds known per se and are prepared, for example, from hydroxylated copolymers in which the hydroxyl groups are distributed statistically along the copolymer chain. Statistically unsaturated acrylic copolymers are obtained from this copolymer by esterifying the hydroxyl groups with acrylic acid. Semi-terminal unsaturated acrylic copolymers are prepared by having the hydroxyl group at the end of the chain in the preparation of the hydroxylated copolymers. Urethane acrylate oligomers are prepared by reacting (meth)acrylic acid esters containing hydroxyl groups, for example, hydroxyethyl methacrylate, with polyfunctional isocyanates, preferably diisocyanates. The diisocyanates or polyisocyanates can preferably be reaction products of diols, polyether-diols or polyester-diols containing a stoichiometric excess of monomeric diisocyanate or polyisocyanate.
- If the polyfunctional prepolymer preponderates in the polymerizable mixture, as the base resin, by virtue of its chemical nature, it determines the properties of the cured surface layer. The monoacrylate to hexaacrylate or monomethacrylate to hexamethacrylate added makes it possible as a diluent monomer or oligomer, to adjust the viscosity of the mixture to be cured, which is normally within a viscosity range from 20 to 100 poise at 20° C, and entirely takes part in the free radical polymerization. When irradiated, the coating is cured through free radical polymerization between the double bonds of the prepolymer and of the diluent monomer or oligomer which may be present.
-
Fig. 2 shows an embodiment of a part of apanel 9 that is manufactured by an alternative method according to the invention. The upper three layers are almost similar as shown in the embodiment according toFig. 1 : thetransparent film 6 forms an upper layer, but the substrate is now formed by apaper sheet 1, whereas the curedsubstance 5 is sandwiched between thepaper sheet 1 and thefilm 6. Thepaper sheet 1 is provided with a decorative pattern which remains visible through thetransparent film 6. Furthermore, thepanel 9 as shown inFig. 2 also comprises a second substrate in the form of aboard 10, for example a HDF board, whereas a layer of the curedsubstance 5 is also sandwiched between thedecorative paper sheet 1 and theboard 10. Before the step of curing, thedecorative paper sheet 1 has absorbed at least a part of both layers ofsubstance 5, as indicated byreference sign 11 inFig. 2 . The layers ofsubstance 5 are cured by means of radiation through thetransparent film 6 such that all layers of the entire stack are fixed to each other in a single step of applying radiation. This is advantageous compared to conventional manufacturing techniques where thelayers board 10 in a second step. During manufacturing thepanel 9 the extended stack as shown inFig. 2 can be stacked in a similar way as illustrated inFig. 1 . It is conceivable that thedecorative sheet 1 does not absorb thesubstance 5, but allows to pass the radiation and adheres to theboard 10 through thesubstance 5 upon curing. - The invention is not restricted to the above-described embodiments as shown in the drawing, which can be varied in several ways without departing from the scope of the invention.
Claims (18)
- A method of covering a substrate, comprising the steps of:supplying a substrate (1), a curable substance (5) and a substantially air-tight transparent film (6),applying a decorative pattern (3) on at least one of the substrate (1) and the film (6),forming a stack of the substrate (1), the substance (5) and the film (6), wherein the substance (5) is sandwiched between the substrate (1) and the film (6),bringing the film (6), the substance (5) and the substrate (1) in close contact to each other,curing the substance (5) by means of radiation through the transparent film (6) and fixing the substance (5) to the film (6) and the substrate (1).
- A method according to claim 1, wherein the stack is formed by first applying the substance (5) on the substrate (1), and then placing the film (6) on the substance (5).
- A method according to claim 1 or 2, wherein the substance (5) is fixed to at least one of the film (6) and the substrate (1) upon curing the substance (5).
- A method according to one of the preceding claims, wherein the method is carried out as a continuous process wherein the step of bringing the film (6), the substance (5) and the substrate (1) in close contact to each other is performed by means of calandering.
- A method according to one of the preceding claims, wherein the decorative pattern (3) comprises an ink pattern.
- A method according to claim 5, wherein the ink pattern (3) is printed by means of contact or non-contact printing.
- A method according to one of the preceding claims, wherein the surface of the substrate (1) on which the decorative pattern (3) is applied is provided with a primer for adherence of the decorative pattern (3) and/or the substance (5).
- A method according to one of the preceding claims, wherein the curable substance (5) comprises a synthetic resin which is polymerized by radiation.
- A method according to one of the preceding claims, wherein the transparent film (6) is provided with a surface texture.
- A method according to claim 9, wherein the surface texture is applied during the step of bringing the film, the substance and the substrate in close contact to each other.
- A method according to one of the preceding claims, wherein the curable substance (5) is applied by means of screen printing, roller printing, spraying, curtain coating or the like.
- A method according to one of the preceding claims, wherein the thickness of the transparent film (6) is in a range from 20 to 1000 µm.
- A method according to one of the preceding claims, wherein the thickness of the substance (5) is in a range from 5 to 200 µm.
- A method according to one of the preceding claims, wherein the substrate (1) comprises a panel which is provided with locking means for coupling the resulting panel to locking means of an adjacent similar panel.
- A method according to one of the preceding claims, wherein the decorative pattern (3) is applied on a side of the film (6) facing the substrate (1), wherein the opposite side of the film (6) is provided with a layer of thermoplastic polyurethane (TPU).
- A method according to one of the preceding claims, wherein the substrate (1) comprises a decorative sheet, such as a paper sheet, on which the decorative pattern is applied, which decorative sheet (1) absorbs at least a part of the substance.
- A method according to one of the preceding claims, wherein a second radiation-curable substance (5) and a second substrate (10) is supplied, wherein the stack is extended by the second substrate (10) and a layer of the second substance (5) which is sandwiched between the substrate (1) and the second substrate (10), wherein the substances (5) are cured by means of radiation through the transparent film and the substances (5) are fixed to the film (6), the substrate (1) and the second substrate (10).
- A method of manufacturing a panel, such as a floor panel, wall panel or a ceiling panel, which is manufactured by means of the method of covering a substrate according to one of the preceding claims, wherein the panel is provided with locking means for coupling the panel to locking means of an adjacent similar panel.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL14163628T PL2927017T5 (en) | 2014-04-04 | 2014-04-04 | Method of covering a substrate |
| EP14163628.2A EP2927017B2 (en) | 2014-04-04 | 2014-04-04 | Method of covering a substrate |
| PCT/EP2015/057397 WO2015150554A1 (en) | 2014-04-04 | 2015-04-02 | A method of covering a substrate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14163628.2A EP2927017B2 (en) | 2014-04-04 | 2014-04-04 | Method of covering a substrate |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2927017A1 true EP2927017A1 (en) | 2015-10-07 |
| EP2927017B1 EP2927017B1 (en) | 2018-02-21 |
| EP2927017B2 EP2927017B2 (en) | 2022-01-19 |
Family
ID=50434109
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14163628.2A Active EP2927017B2 (en) | 2014-04-04 | 2014-04-04 | Method of covering a substrate |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2927017B2 (en) |
| PL (1) | PL2927017T5 (en) |
| WO (1) | WO2015150554A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016124893A1 (en) * | 2016-12-20 | 2018-06-21 | Rehau Ag + Co | Process for producing a WPC molded part, in particular a WPC covering element |
| EP3348418A1 (en) * | 2017-01-11 | 2018-07-18 | Akzenta Paneele + Profile GmbH | Decorated surface-structured wall or floor panel |
| EP3348419A1 (en) * | 2017-01-13 | 2018-07-18 | Akzenta Paneele + Profile GmbH | Decorated surface structured wall or floor panel based on fibre cement board |
| US11203224B2 (en) | 2018-08-30 | 2021-12-21 | Interface, Inc. | Digital printing for flooring and decorative structures |
| EP4124467A1 (en) | 2021-07-30 | 2023-02-01 | Flooring Industries Limited, SARL | A method of manufacturing a panel |
| WO2024009238A1 (en) | 2022-07-07 | 2024-01-11 | Flooring Industries Limited, Sarl | Decorative panel and method for manufacturing a decorative panel. |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0872338A1 (en) * | 1996-08-28 | 1998-10-21 | Dai Nippon Printing Co., Ltd. | Decorated sheet |
| EP1203657A1 (en) * | 2000-03-24 | 2002-05-08 | Ibiden Co., Ltd. | Decorative material and decorative plate |
| DE102004034790A1 (en) * | 2003-07-17 | 2005-02-03 | Kunz Holding Gmbh & Co. Kg | Method for producing a decorative coating material, in particular, a foil involves hardening and/or reticulation of base and cover layers on a carrier material by ultraviolet radiation and/or electron bombardment |
| EP2708375A1 (en) * | 2012-09-14 | 2014-03-19 | Spanolux N.V. Div. Balterio | A method and an apparatus for decorating a panel |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2812083B1 (en) † | 1978-03-20 | 1979-07-26 | Graphische Verfahrenstech Kg | Method and device for the production of decorative foils with a structured surface |
| US4490409A (en) † | 1982-09-07 | 1984-12-25 | Energy Sciences, Inc. | Process and apparatus for decorating the surfaces of electron irradiation cured coatings on radiation-sensitive substrates |
| DE3533737A1 (en) † | 1985-09-21 | 1987-03-26 | Hoechst Ag | DECORATIVE PLATE WITH IMPROVED SURFACE PROPERTIES |
| GB8609550D0 (en) † | 1986-04-18 | 1986-05-21 | Mobil Plastics Europ Inc | Polypropylene films |
| DE4219446C3 (en) † | 1992-06-13 | 2001-01-18 | Wilhelm Taubert | Process for applying a decorative layer to a substrate |
| AU2541399A (en) † | 1998-05-28 | 1999-12-13 | Adkin Services Limited | Method for curing paints by means of uv rays |
| ES2234584T3 (en) † | 1999-04-14 | 2005-07-01 | Basf Aktiengesellschaft | UV RECYCLABLE DISPERSIONS FOR THE LINING OF SHEETS. |
| DE50103759D1 (en) † | 2001-05-25 | 2004-10-28 | Windmoeller Consulting Gmbh Ulrich | Process for the production of a floor slab |
| DE102005015340B4 (en) † | 2005-04-01 | 2011-11-17 | Jowat Ag | Process for the preparation of printed or decorated moldings and moldings produced in this way |
| DE102006007869A1 (en) † | 2006-02-17 | 2007-08-30 | Jowat Ag | Process for laminating plastic films on wood-based substrates, in particular for producing high-gloss surfaces |
| EP2263867B1 (en) † | 2009-06-16 | 2012-03-07 | hülsta-werke Hüls GmbH & Co. KG | Laminate floor panel |
-
2014
- 2014-04-04 PL PL14163628T patent/PL2927017T5/en unknown
- 2014-04-04 EP EP14163628.2A patent/EP2927017B2/en active Active
-
2015
- 2015-04-02 WO PCT/EP2015/057397 patent/WO2015150554A1/en active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0872338A1 (en) * | 1996-08-28 | 1998-10-21 | Dai Nippon Printing Co., Ltd. | Decorated sheet |
| EP1203657A1 (en) * | 2000-03-24 | 2002-05-08 | Ibiden Co., Ltd. | Decorative material and decorative plate |
| DE102004034790A1 (en) * | 2003-07-17 | 2005-02-03 | Kunz Holding Gmbh & Co. Kg | Method for producing a decorative coating material, in particular, a foil involves hardening and/or reticulation of base and cover layers on a carrier material by ultraviolet radiation and/or electron bombardment |
| EP2708375A1 (en) * | 2012-09-14 | 2014-03-19 | Spanolux N.V. Div. Balterio | A method and an apparatus for decorating a panel |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3338993A1 (en) * | 2016-12-20 | 2018-06-27 | REHAU AG + Co | Method for producing a printed wpc part |
| DE102016124893A1 (en) * | 2016-12-20 | 2018-06-21 | Rehau Ag + Co | Process for producing a WPC molded part, in particular a WPC covering element |
| US10967671B2 (en) | 2017-01-11 | 2021-04-06 | Akzenta Paneele + Profile Gmbh | Decorated surface-structured wall or floor panel |
| EP3348418A1 (en) * | 2017-01-11 | 2018-07-18 | Akzenta Paneele + Profile GmbH | Decorated surface-structured wall or floor panel |
| WO2018130580A1 (en) * | 2017-01-11 | 2018-07-19 | Akzenta Paneele + Profile Gmbh | Decorated surface-structured wall or floor panel |
| US11691453B2 (en) | 2017-01-11 | 2023-07-04 | Akzenta Paneele + Profile Gmbh | Decorated surface-structured wall or floor panel |
| EP3348419A1 (en) * | 2017-01-13 | 2018-07-18 | Akzenta Paneele + Profile GmbH | Decorated surface structured wall or floor panel based on fibre cement board |
| KR20190084283A (en) * | 2017-01-13 | 2019-07-16 | 악첸타 파넬레 + 프로필레 게엠베하 | Decorated surface based on fiber cement sheet Structured wall or floor panel |
| RU2719224C1 (en) * | 2017-01-13 | 2020-04-17 | Акцента Панееле + Профиле Гмбх | Decorated surface-structured wall or floor panel based on a cement-fiber board |
| CN109952206A (en) * | 2017-01-13 | 2019-06-28 | 阿卡曾塔板材型材有限公司 | The wallboard of the surface structuration of decoration based on fiber cement board or floor |
| WO2018130401A1 (en) * | 2017-01-13 | 2018-07-19 | Akzenta Paneele + Profile Gmbh | Decorated surface-structured wall or floor panel based on a fiber cement sheet |
| US11203224B2 (en) | 2018-08-30 | 2021-12-21 | Interface, Inc. | Digital printing for flooring and decorative structures |
| US11697303B2 (en) | 2018-08-30 | 2023-07-11 | Interface, Inc. | Digital printing for flooring and decorative structures |
| EP4124467A1 (en) | 2021-07-30 | 2023-02-01 | Flooring Industries Limited, SARL | A method of manufacturing a panel |
| WO2024009238A1 (en) | 2022-07-07 | 2024-01-11 | Flooring Industries Limited, Sarl | Decorative panel and method for manufacturing a decorative panel. |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2927017B1 (en) | 2018-02-21 |
| PL2927017T5 (en) | 2022-06-20 |
| WO2015150554A1 (en) | 2015-10-08 |
| PL2927017T3 (en) | 2018-09-28 |
| EP2927017B2 (en) | 2022-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2927017B1 (en) | Method of covering a substrate | |
| US4789604A (en) | Decorative panel having improved surface properties | |
| KR20230149872A (en) | Method to produce a coating layer, a building panel and a coated foil | |
| RU2015156473A (en) | METHOD FOR MAKING A DIRECT PRINT PANEL | |
| RU2770194C1 (en) | Coated panel and method for manufacturing coated panels | |
| JP2001287208A (en) | Facing material for flooring | |
| WO2020095196A1 (en) | Covered panel and method for manufacturing covered panels | |
| KR102270978B1 (en) | Decorative material | |
| JP2019064132A (en) | Transfer sheet and manufacturing method of melamine decorative board using the transfer sheet | |
| CN115515986B (en) | Partially cured coated sheet | |
| KR101327756B1 (en) | Flooring having wear layer by dual cure system and the Method of manufacturing the same | |
| JP2006207343A (en) | Floor material | |
| JP2006207346A (en) | Floor material | |
| KR101760755B1 (en) | Method for manufacturing high pressure laminate floor board for improving abrasion resistance | |
| EP4124467A1 (en) | A method of manufacturing a panel | |
| JP2006046053A (en) | Floor material | |
| JP2009084338A (en) | Water-based paint | |
| JP2008081972A (en) | Flooring | |
| JP2020049702A (en) | Decorative material | |
| US11865578B2 (en) | Method of manufacturing a panel | |
| JP4459404B2 (en) | Decorative plate and manufacturing method thereof | |
| US20060249251A1 (en) | Method of obtaining a covering rubber plate particularly suitable for floorings | |
| JP6645027B2 (en) | Decorative sheet and decorative board | |
| JPH1044331A (en) | Decorative paper and decorative material using decorative paper | |
| JP2006274584A (en) | Floor material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20160407 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: UNILIN, BVBA |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20170918 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 971294 Country of ref document: AT Kind code of ref document: T Effective date: 20180315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602014021106 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180221 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 971294 Country of ref document: AT Kind code of ref document: T Effective date: 20180221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180521 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180521 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180522 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602014021106 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: STREHLKE, INGO KURT Effective date: 20181121 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180404 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140404 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180621 |
|
| REG | Reference to a national code |
Ref country code: LU Ref legal event code: PD Owner name: FLOORING INDUSTRIES LIMITED, SARL; LU Free format text: FORMER OWNER: UNILIN, BV Effective date: 20210609 Ref country code: LU Ref legal event code: HC Owner name: UNILIN, BV; BE Free format text: FORMER OWNER: UNILIN, BVBA Effective date: 20210609 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602014021106 Country of ref document: DE Owner name: FLOORING INDUSTRIES LIMITED, SARL, LU Free format text: FORMER OWNER: UNILIN BVBA, WIELSBEKE, BE Ref country code: DE Ref legal event code: R081 Ref document number: 602014021106 Country of ref document: DE Owner name: UNILIN BV, BE Free format text: FORMER OWNER: UNILIN BVBA, WIELSBEKE, BE |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: PD Owner name: FLOORING INDUSTRIES LIMITED, SARL; LU Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF LEGAL ENTITY; FORMER OWNER NAME: UNILIN, BV Effective date: 20210723 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: FLOORING INDUSTRIES LIMITED, SARL |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20220119 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 602014021106 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20220427 Year of fee payment: 9 Ref country code: FR Payment date: 20220425 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20220503 Year of fee payment: 9 Ref country code: BE Payment date: 20220427 Year of fee payment: 9 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230428 |
|
| P02 | Opt-out of the competence of the unified patent court (upc) changed |
Effective date: 20230907 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230404 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20230430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230430 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602014021106 Country of ref document: DE Owner name: UNILIN BV, BE Free format text: FORMER OWNER: FLOORING INDUSTRIES LIMITED, SARL, BERTRANGE, LU |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240321 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240429 Year of fee payment: 11 |