EP2926921B1 - Method of manufacturing a metal plate having a hole, external gear with a peripheral hole and method of manufacturing a metal plate - Google Patents
Method of manufacturing a metal plate having a hole, external gear with a peripheral hole and method of manufacturing a metal plate Download PDFInfo
- Publication number
- EP2926921B1 EP2926921B1 EP15159191.4A EP15159191A EP2926921B1 EP 2926921 B1 EP2926921 B1 EP 2926921B1 EP 15159191 A EP15159191 A EP 15159191A EP 2926921 B1 EP2926921 B1 EP 2926921B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- metal plate
- hole
- punching
- punch
- plate material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002184 metal Substances 0.000 title claims description 356
- 229910052751 metal Inorganic materials 0.000 title claims description 356
- 230000002093 peripheral effect Effects 0.000 title claims description 192
- 238000004519 manufacturing process Methods 0.000 title claims description 82
- 238000004080 punching Methods 0.000 claims description 227
- 239000000463 material Substances 0.000 claims description 179
- 238000003825 pressing Methods 0.000 claims description 111
- 238000005242 forging Methods 0.000 claims description 22
- 230000015572 biosynthetic process Effects 0.000 claims description 14
- 238000000034 method Methods 0.000 description 26
- 238000003754 machining Methods 0.000 description 19
- 230000000052 comparative effect Effects 0.000 description 17
- 238000007796 conventional method Methods 0.000 description 14
- 238000010438 heat treatment Methods 0.000 description 14
- 230000000694 effects Effects 0.000 description 10
- 235000019592 roughness Nutrition 0.000 description 10
- 238000005520 cutting process Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 230000003746 surface roughness Effects 0.000 description 4
- 235000019587 texture Nutrition 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000005422 blasting Methods 0.000 description 2
- 230000033001 locomotion Effects 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
Images






















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/16—Shoulder or burr prevention, e.g. fine-blanking
Definitions
- the present invention relates to a method of manufacturing a metal plate having a hole formed by punching according to the preamble of claim 1 and a metal plate with hole manufactured by the method. More specifically, the present invention relates to a method of manufacturing a metal plate having a hole in which an inner surface of the punched hole is a smooth surface and a metal plate with hole manufactured by the method. The present invention relates to a method of manufacturing a metal plate by punching according to the preamble of claim 9 and a metal plate manufactured by the method, and more specifically to a method of manufacturing a metal plate in which an outer surface of a punched outside portion is a smooth surface and a metal plate manufactured by the method.
- FIG. 27 shows a conventional punching method.
- Fig. 27(1) shows a state in which a punch 102 is driven partway into a metal plate 101 placed on a die 100.
- a punching scrap 103 is broken on a fracture surface 104 to expose the fracture surface 104 on an inner circumferential surface of a through hole 105 formed partway by punching.
- a thickness around the fracture surface moves downward by pressure generated by the punch 102.
- a burr 106 is formed.
- FIGs. 28(1) to 28(3) show a conventional punching method.
- Fig. 28(1) shows a state in which a punch 102A is driven partway into a metal plate material 101A' placed on a die 100A.
- a punching scrap 103A is broken on a fracture surface 104A to expose the fracture surface 104A on an outer circumferential surface of an outside portion 105A formed partway by punching.
- Figs. 28(2) and 28(3) when the punch 102A is moved further downward to complete punching, a metal plate 101A (product) having the outside portion 105A can be obtained.
- the smooth surface means a surface which is smooth enough to be used for a hole or an outside portion.
- JP 2002-206563 A an application intended to make the inner surface of a through hole smooth is proposed (for example, see JP 2002-206563 A ).
- the invention described in JP 2002-206563 A is to perform shaving to the inner surface of the through hole after a punching step.
- JP 2009 178729 A discloses a generic method of manufacturing a metal plate having a hole having all the features of the preamble of claim 1.
- EP 2 357 048 A1 discloses a method of manufacturing a metal plate having all the features of the preamble of claim 9.
- WO 2015/101658 A1 which is a prior art document according to Article 54(3) EPC, discloses a fine-blanking device including a cutting punch, a counter punch, a blank holder, and a blanking die. The distal end edge of the die hole of the blanking die is chamfered. The cutting punch and the counter punch are pressed against the basic material at mutually opposite sides thereof, and during the cutting, the cutting punch and the counter punch are moved in unison in the punching direction.
- a step to perform shaving to the inner surface of a through hole or the outer surface of an outside portion is additionally required after the punching step, resulting in increases in complexity and time required for all the steps.
- the present invention has been made in consideration of the above circumstances, and its object is to provide a method of manufacturing a metal plate having a hole in which the metal plate can be punched to make an inner surface of a through hole smooth and a metal plate with hole manufactured by the method.
- the present invention has been made in consideration of the above circumstances, and its object is to provide a method of manufacturing a metal plate which can be punched out to make an outer surface of an outside portion smooth and a metal plate manufactured by the method.
- the object of the present invention is achieved with a method of manufacturing a metal plate having a hole having the features of claim 1 and a method of manufacturing a metal plate having the features of claim 9. Further advantageous developments of the invention are subject-matter of the dependent claims.
- the method of manufacturing a metal plate includes a punching step of performing punching to a metal plate material placed on a die by a punch to form a through hole.
- breaking occurs during the punching for the through hole, a temporarily residual portion which is a peripheral edge of the through hole on the die side and protrudes inward from a position corresponding to an inner surface of the through hole is formed, and thereafter, with the punching, the temporarily residual portion is pressed toward a side surface of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface.
- a pressing surface of a punch causes the temporarily residual portion to serve as a part of the thickness of a through hole periphery of a metal plate material and forms the surface including the fracture surface of the temporarily residual portion as a smooth surface by pressure.
- the overall inner surface of the through hole including a sheared surface which is normally sheared is a smooth surface, and the temporarily residual portion hardly remains even after the punching step. For this reason, a post-process such as shaving or machining need not be performed.
- a recessed portion forming step is further performed before the punching step.
- the recessed portion forming step is a step of forming a recessed portion surrounded by a bottom surface and an inclined side surface at a position where the through hole is formed by performing hot forging or cool forging on a surface of the metal plate material.
- a projecting portion is vertically formed on a peripheral edge of a die hole of the die to face the metal plate material, the projecting portion includes a guide surface which guides a direction in which the temporarily residual portion is pressed, and when the punching is performed in a state in which the metal plate material is placed on the die such that the inclined side surface of the recessed portion is brought into contact with the guide surface, the temporarily residual portion is guided by the guide surface along the surface such that the pressure of the punch causes the temporarily residual portion to flow on the inner surface side of the through hole in the metal plate material so as to more efficiently cause the temporarily residual portion to serve as a part of a thickness of a through hole periphery.
- the temporarily residual portion efficiently serves as a part of the through hole periphery, the inner surface of the through hole can be made a smoother surface. In addition, the temporarily residual portion can be more suppressed from remaining as a burr. Time required to form the recessed portion can be made extremely shorter than that in machining.
- the shape of the recessed portion is not specified and may be a shape having an inclined side surface of various shapes such as a circular conical surface or a pyramid surface.
- the arithmetic average roughness of the smoothed surface is 0.04 to 0.4 ⁇ m, a step of performing processes such as shaving and machining to the inner surface is not necessary, and time required for manufacturing can be shortened.
- the inner surface of the hole including a portion configured by a surface formed by pressing the temporarily residual portion becomes a smooth surface and a post-process such as shaving or machining need not be performed.
- the method of manufacturing an external gear with peripheral hole which is configured by a metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, a plurality of peripheral holes which are formed in the metal plate around the shaft hole and to which rotating shafts of planet gears are attached, and an external tooth portion formed on a peripheral edge of the metal plate includes an external tooth forming step of forming the external tooth portion, and a punching step of forming the shaft hole and the peripheral holes.
- the shaft hole and each of the peripheral holes are formed by performing punching at a time or in a plurality of times to the metal plate material placed on a die. For this reason, the inner surfaces of the shaft hole and each of the peripheral holes can be made smoother surfaces.
- a burr can be suppressed from being formed, a step of smoothing the holes after the shaft hole and each of the peripheral holes are punched can be omitted, and time required to manufacture an external gear with peripheral hole can be considerably shortened.
- the external gear forming step is a step of forming, by hot forging or cool forging, an external tooth portion and a recessed portion which is located on a surface of the metal plate material at a position where the shaft hole and the peripheral holes are formed and which is surrounded by a bottom surface and an inclined side surface
- the external tooth portion and the recessed portion can be formed by one step performed by forging. For this reason, time required to manufacture an external gear with peripheral hole can be shortened.
- the temporarily residual portion efficiently serves as a part of a through hole periphery, the inner surface of the through hole can be made a smoother surface. Since the temporarily residual portion can be suppressed from remaining and forming a burr.
- the punching step is performed in a state in which the metal plate material is positioned after the external tooth forming step, the positions of the shaft hole and each of the peripheral holes can be accurately determined, and a high-precision external gear with peripheral hole can be manufactured.
- the punching step in a case were punching is performed in a plurality of times to form the peripheral holes and the formation of the peripheral holes is performed in a state in which a guide pin having a diameter equal to that of the peripheral hole is inserted into each of the formed peripheral holes in order to prevent deformation of the formed peripheral holes, even though the plurality of peripheral holes are sequentially formed, each of the peripheral holes is protected with a guide pin to be prevented from being deformed. For this reason, the accuracy of each of the peripheral holes can be kept, and a high-precision gear can be manufactured.
- the inner surfaces of the shaft hole and each of the peripheral holes can be made smoother surfaces, and a burr can be suppressed from being formed. For this reason, a step of removing burrs in the holes performed after the shaft hole and the peripheral holes are punched out can be simplified or omitted, and time required to manufacture an external gear with peripheral hole can be considerably shortened.
- the shaft hole is manufactured by the method of manufacturing a metal plate having a hole, and the inner surface of the shaft hole on one surface side of the metal plate is configured by a smooth surface formed by pressing the temporarily residual portion formed during punching. For this reason, the external gear having the shaft hole having a smoother inner surface can be obtained. Furthermore, since a burr is also suppressed from being formed, a step of removing a burr from a shaft hole after the shaft hole is punched out can be simplified or omitted, and time required to manufacture an external gear can be shortened.
- the metal plate for cam includes a metal plate, a shaft hole which is formed in the metal plate and to which a rotating shaft is attached, and a sliding surface formed on a peripheral edge of the metal plate.
- the shaft hole is manufactured by the method of manufacturing a metal plate having the hole, and an inner surface of the shaft hole on one surface side of the metal plate is configured by a smooth surface formed by pressing a temporarily residual portion formed during punching. For this reason, the metal plate for cam having the shaft hole having a smoother inner surface can be obtained.
- a rotating shaft is fitted in the metal plate for cam, and when the rotating shaft is rotated in a state in which a follower is in contact with the sliding surface, the follower slides on the sliding surface.
- the metal plate for cam can be functioned like a plate cam in which a follower operates to follow the contour of a peripheral edge. Furthermore, according to the metal plate for cam, since a burr is also suppressed from being formed, a step of removing a burr from a shaft hole after the shaft hole is punched out can be simplified or omitted, and time required to manufacture a metal plate for cam can be shortened.
- the method of manufacturing a metal plate includes a punching step of performing punching to a metal plate material placed on a die by a punch or a press mold to form an outside portion.
- breaking occurs in the metal plate material during the punching for the outside portion, a temporarily residual portion is formed on a fracture portion of the metal plate material such that the temporarily residual portion protrudes outward from a position corresponding to an outer surface of the outside portion, and thereafter, with the punching, the temporarily residual portion is pressed toward a central axis of the die hole by a pressing surface included in a distal end edge of the die hole of the die to have a smooth surface.
- the pressing surface of the die hole causes the temporarily residual portion to serve as a part of the thickness of an outside portion periphery of a metal plate material and forms the surface including the fracture surface of the temporarily residual portion as a smooth surface by pressing.
- the overall outer surface of the through hole including a sheared surface which is normally sheared is a smooth surface, and the temporarily residual portion hardly remains even after the punching step. For this reason, a post-process such as shaving or machining need not be performed.
- the punching step is the step of forming the outside portion and performing punching to the metal plate material by the punch to form a through hole, in the punching step, breaking occurs in the metal plate material during the punching for the through hole, a temporarily residual portion is formed on a fracture portion of the metal plate material such that the temporarily residual portion protrudes inward from a position corresponding to an inner surface of the through hole, and thereafter, with the punching, the temporarily residual portion is pressed in a direction away from a central axis of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface.
- the pressing surface of the punch causes the temporarily residual portion to serve as a part of the thickness of a through hole periphery of a metal plate material and forms the surface including the fracture surface of the temporarily residual portion as a smooth surface by pressing.
- the entire outer surface of the outside portion and the overall inner surface of the through hole including a sheared surface which is normally sheared are smooth surfaces, and the temporarily residual portion hardly remains even after the punching step. For this reason, a post-process such as shaving or machining need not be performed.
- the arithmetic average roughness of the smoothed surface is 0.04 to 0.4 ⁇ m, a step of performing processes such as shaving and machining to the outer surface is not necessary, and time required for manufacturing can be shortened.
- an outer surface on the outside portion on one surface side of the metal plate is configured by a smooth surface formed by pressing the temporarily residual portion formed during punching, the outer surface of the outside portion including a portion configured by a surface formed by pressing the temporarily residual portion becomes a smooth surface and a post-process such as shaving or machining need not be performed.
- a method of manufacturing a metal plate having a hole is a manufacturing method including at least a punching step of performing punching to a metal plate material placed on a die by a punch to form a through hole and a recessed portion forming step.
- the recessed portion forming step and the punching step are performed in the order named.
- the material, size, and thickness of a metal plate having a hole manufactured by the manufacturing method are not specified.
- Applications of the through hole manufactured by the manufacturing method are not specified, either.
- holes and the like for fixing fastening members such as holes and screws which fix or insert various shafts can be given.
- an external gear including a metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, and an external tooth portion formed on a peripheral edge of the metal plate
- an external gear with peripheral hole for planet gear including a metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, a plurality of peripheral holes which are formed around the shaft hole and to which rotating shafts of planet gears are attached, and an external tooth portion formed on a peripheral edge of the metal plate
- a metal plate for cam including a metal plate, a shaft hole which is formed in the metal plate and to which a rotating shaft is attached, and a sliding surface formed on a peripheral edge of the metal plate
- the metal plate for cam is inserted with a rotating shaft, and when the rotating shaft is rotated in a state in which a follower is in contact with the sliding surface, the follower slides on the sliding surface.
- the metal plate for cam can be functioned like a plate cam in which a follower operates to follow the contour of a peripheral edge.
- the sliding surface is normally formed on a side surface of the metal plate.
- a pinwheel including a disk-like metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, and a plurality of peripheral holes formed along the circumference of the metal plate and to which pins are attached can be given.
- breaking occurs during the punching for the through hole, a temporarily residual portion which is a peripheral edge of the through hole on the die side and protrudes inward from a position corresponding to an inner surface of the through hole is formed, and, thereafter, with the punching, the temporarily residual portion is pressed toward a side surface of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface.
- the punch used in the punching step includes a pressing surface 3 at a distal end edge 2 of the punch.
- the pressing surface 3 has a shape having an inclined surface obtained by performing chamfering or the like to the distal end edge of the punch 1, and presses the temporarily residual portion toward the side surface during the punching.
- An angle K of the chamfering of the pressing surface 3 is arbitrarily set by a material of a metal plate to be punched, a punching rate, and the like.
- a distance D of the chamfering is arbitrarily set.
- the fracture surface is a surface 7 formed with breaking of a punching scrap 6 on a metal plate material 4 of a peripheral edge 81 of the hole on the die side in the middle of formation of the through hole in the metal plate material 4 by the punch 1 in the step.
- the fracture surface 7 protrudes on the center side of the hole from a position 82 corresponding to the inner surface of a through hole to be formed.
- a portion of the metal plate material 4 protruding from the position 82 on the center side of the hole is defined as a temporarily residual portion 9.
- a portion called the temporarily residual portion 9 is almost eliminated on a metal plate 40.
- the direction toward the side surface is a direction from the central axis of the punch toward the side surface of the punch. More specifically, the direction, as exemplified in Fig. 1 , includes a direction C perpendicular to a punching direction A of the punch 1 and an inclined direction (For example, a diagonally outward direction B can be given.) which is closer to the punching direction A than the direction C.
- the angle is arbitrarily set by the material of the metal plate, a punching rate, or the like.
- the smoothness of the surface formed by pressing the surface including the fracture surfaces of the temporarily residual portion with the punch only needs to be almost equal to (for example, the same roughness classification) the surface roughness of sheared surface obtained by performing punching without forming fracture surfaces on the inner surface of the through hole.
- the surface roughness is arbitrarily changed depending on punching conditions. However, as a range of an arithmetic average roughness conforming to, for example, JIS B0601 : 2013 (ISO 4287 : 1997), a range of 0.04 to 0.4 ⁇ m (more preferably, 0.05 to 0.1 ⁇ m) can be given.
- the recessed portion forming step is a step of forming a recessed portion surrounded by a bottom surface and an inclined side surface on the surface of the metal plate by hot forging or cool forging.
- the bottom surface is entirely punched out by a punch, and has a shape which is arbitrarily selected depending on a punching shape of the punch.
- the inclined side surface is a surface inclined with respect to a punching direction of the punch.
- An inclined angle E (see the inclined angle E of an inclined side surface 26 exemplified in Fig. 7(3) ) of the inclined side surface is arbitrarily set and is preferably set to 1 to 60° with respect to the surface of the metal plate.
- the recessed portion has a size such that the through hole can be stored inside the recessed portion, and the bottom of the recessed portion is entirely punched out in a punching step serving as a post-process.
- a bottom side of the inclined side surface may be punched out.
- a boundary such as a flexion is not present between the bottom surface and the inclined side surface, and the overall recessed portion may have a semispherical shape such as a bowl-like shape.
- a die in which a projecting portion is vertically formed in a die hole is used to perform punching.
- a projecting portion as exemplified in Figs. 8(1) and 8(2) , a projecting portion is vertically formed toward the metal plate side on the peripheral edge of a die hole of a die 29.
- the projecting portion has a guide surface that guides a direction in which a temporarily residual portion is pressed.
- a more concrete shape of the projecting portion is a shape which can be in contact with the recessed portion of the metal plate.
- the projecting portion has a diameter almost equal to that of the truncated cone shape and has a truncated cone shape which is penetrated at a position corresponding to the die hole.
- the angle of the guide surface is almost equal to the inclined angle E of the inclined side surface and is preferably set to 1 to 60° with respect to the surface of the die.
- Punching is performed in a state in which the metal plate is placed on the die such that the inclined side surface of the recessed portion is brought into contact with the guide surface.
- another process may be performed simultaneously with the formation of the recessed portion. For example, the peripheral edge of the metal plate is punched to make it possible to form external teeth or the like of a gear.
- the inner surface of the through hole on one surface side of the metal plate is configured by a smooth surface formed by pressing the temporarily residual portion including fracture surfaces formed during the punching.
- the inner surface on one surface side of the metal plate is an inner surface serving as a surface facing the die in the punching step.
- the surface is a surface 71 located on a surface side facing a die 5 of the metal plate material 4 placed on the die 5.
- the surface 71 is formed to have a smooth surface by pressing the temporarily residual portion formed during the punching.
- a manufacturing method includes a punching step of performing punching to a metal plate material which is an external gear including a metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, and an external tooth portion formed on a peripheral edge of the metal plate and which is placed on a die to form the shaft hole.
- breaking occurs during the punching for the shaft hole, a temporarily residual portion which is a peripheral edge of the shaft hole on the die side and protrudes inward from a position corresponding to an inner surface of the shaft hole is formed, and, thereafter, with the punching, the temporarily residual portion is pressed toward a side surface of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface can be provided.
- the external tooth portion may be formed before the punching step or may be formed after the punching step.
- the recessed portion forming step is performed before the punching step.
- the external tooth portion may be formed simultaneously with the recessed portion.
- an external gear with peripheral hole which is configured by a metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, a plurality of peripheral holes which are formed in the metal plate around the shaft hole and to which rotating shafts of planet gears are attached, and an external tooth portion formed on a peripheral edge of the metal plate, including an external tooth forming step of forming the external tooth portion, and a punching step of forming the shaft hole and the peripheral holes.
- the holes are formed such that punching is performed to the metal plate material placed on a die by a punch at a time or in numbers, in the punching step, breaking occurs during the punching for each of the holes to form a temporarily residual portion which is a peripheral edge of each of the holes on the die side and protrudes inward from a position corresponding to an inner surface of each of the holes, and, thereafter, with the punching, the temporarily residual portion is pressed toward a side surface of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface can be provided.
- the external tooth forming step is a step of forming the external tooth portion and a recessed portion which is located on a surface of the metal plate material at a position where the shaft hole and the peripheral holes are formed and surrounded by a bottom surface and an inclined side surface by performing hot forging or cool forging.
- a projecting portion is vertically formed on a peripheral edge of a die hole of the die to face the metal plate material, the projecting portion includes a guide surface which guides a direction in which the temporarily residual portion is pressed, and the punching is performed in a state in which the metal plate material is placed on the die such that the inclined side surface of the recessed portion is brought into contact with the guide surface.
- the external tooth forming step may be performed as a step different from the step of forming a recessed portion.
- the punching step is performed in a state in which the metal plate material is positioned with reference to a position of the external tooth portion.
- a method of positioning a metal plate material can be arbitrarily selected. For example, a method of gripping and fixing the peripheral edge of a metal plate material can be given.
- a manufacturing method including a punching step of performing punching to a metal plate material which is a metal plate for cam including a metal plate, a shaft hole formed in the metal plate and to which a rotating shaft is attached, and a sliding surface formed on a peripheral edge of the metal plate, and which is placed on a die by a punch to form the shaft hole.
- breaking occurs during the punching for the shaft hole, a temporarily residual portion which is a peripheral edge of the shaft hole on the die side and protrudes inward from a position corresponding to an inner surface of the shaft hole is formed, and thereafter, with the punching, the temporarily residual portion is pressed toward a side surface of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface can be provided.
- the sliding surface may be formed before the punching step or may be formed after the punching step.
- the recessed portion forming step is performed before the punching step. Furthermore, in the recessed portion forming step, the sliding surface may be formed simultaneously with the recessed portion.
- a method of manufacturing a metal plate is a manufacturing method including at least a punching step of performing punching to a metal plate material placed on a die by a punch or a press mold to form an outside portion.
- the material, size, and thickness of a metal plate manufactured by the manufacturing method are not specified.
- Applications of the outside portion manufactured by the manufacturing method are not specified.
- the outside portion may be used as a tooth portion of a gear, a sliding portion on which a cam is slid, a circumferential portion, or the like.
- breaking occurs in the metal plate material during the punching for the outside portion, a temporarily residual portion is formed on a fracture portion of the metal plate material such that the temporarily residual portion protrudes outward from a position corresponding to an outer surface of the outside portion, and thereafter, with the punching, the temporarily residual portion is pressed toward a central axis of a die hole by a pressing surface included in a distal end edge of the die hole of the die to have a smooth surface.
- the die used in the punching step includes a pressing surface 13a at a distal end edge of a die hole 13.
- the pressing surface 13a has a shape having an inclined surface obtained by performing chamfering or the like to the distal end edge of the die hole 13, and presses a temporarily residual portion R1, for example, as shown in Fig. 20 toward the central axis of the die hole 13 during the punching.
- An angle K of the chamfering of the pressing surface 13a is arbitrarily set by a material of a metal plate to be punched, a punching rate, and the like.
- a distance D of the chamfering is arbitrarily set.
- the angle K of the chamfering of the pressing surface 13a can be set within, for example, a range of 1 to 65° when a metal plate made of bearing steel such as SUJ2 is used. When the angle K exceeds the range, breaking after the processes are so large that a smooth surface is not easily formed.
- the fracture surface is a surface formed with breaking of a punching scrap S1 on a part of a metal plate material W' serving as a peripheral edge of the outside portion 17 in the middle of formation of the outside portion 17 in the metal plate material W' by the die 12 in the step. At least a part of the fracture surface protrudes outward from a position P1 corresponding to an outer surface of the outside portion 17.
- a portion of the metal plate material W' protruding outward from the position P1 on the outside portion 17 is defined as the temporarily residual portion R1.
- a portion called the temporarily residual portion R1 is almost eliminated on a metal plate W.
- a direction C perpendicular to a punching direction A of a punch 15 an oblique direction crossing the direction C at an acute angle (For example, an obliquely outward direction B can be given.), and the like are given.
- the angle is arbitrarily set by the material of the metal plate, a punching rate, or the like.
- the punching step can be, for example, the step of forming the outside portion and performing punching to the metal plate material by the punch to form a through hole.
- breaking occurs in the metal plate material during the punching for the through hole, a temporarily residual portion is formed on a fracture portion of the metal plate material such that the temporarily residual portion protrudes inward from a position corresponding to an inner surface of the through, and thereafter, with the punching, the temporarily residual portion is pressed in a direction away from the central axis of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface.
- a pressing machine including a die 62, a press mold 64 disposed above the metal plate material W' set on the die 62, and a punch 65 disposed under the set metal plate material W'
- the metal plate material W' placed on the die 62 is pressed with the press mold 64 to press the temporarily residual portion with a pressing surface 63a of a die hole 63 so as to form an outside portion 67 having a smoothed surface
- the metal plate material W' placed on the punch 65 is further pressed with the press mold 64 to press the temporarily residual portion with a pressing surface 65a of the punch 65 to make it possible to form a through hole 68 having a smoothed surface.
- a pressing machine including a die 72, a press mold 74 disposed above the metal plate material W' set on the die 72, and a punch 75 disposed under the set metal plate material W'
- the metal plate material W' placed on the punch 75 is pressed with the press mold 74 to press the temporarily residual portion with a pressing surface 75a of the punch 75 so as to form a through hole 78 having a smoothed surface
- the metal plate material W' placed on the die 72 is further pressed with the press mold 74 to press the temporarily residual portion with a pressing surface 73a of a die hole73 to make it possible to form an outside portion 77 having a smoothed surface.
- the smoothness of the surface formed by pressing the surface including the fracture surfaces of the temporarily residual portion with the pressing surface (or a pressing surface of a punch) the die hole only needs to be almost equal to (for example, the same roughness classification) the surface roughness of sheared surface obtained by performing punching without forming fracture surfaces on the outer surface (or an inner surface of a through hole) of the outside portion.
- the surface roughness is arbitrarily changed depending on punching conditions. However, as a range of an arithmetic average roughness conforming to, for example, JIS B0601 : 2013 (ISO 4287 : 1997), a range of 0.04 to 0.4 ⁇ m (more preferably, 0.05 to 0.1 ⁇ m) can be given.
- the outer surface of the outside portion on one surface side of the metal plate is configured by a smooth surface formed by pressing the temporarily residual portion including fracture surfaces formed during the punching.
- the inner surface of the through hole on one surface side of the metal plate and the outer surface of the outside portion on one surface side of the metal plate are configured by smooth surfaces formed by pressing the temporarily residual portion including fracture surfaces formed during the punching.
- the outer surface on one surface side of the metal plate may be a surface F1 located on a surface side pressed with the punch 15, for example, in Fig. 23(2) , may be surfaces F1 and F2 located on a surface side pressed with the press mold 64, or, for example, in Fig. 25(2) , may be surfaces F1 and F2 located on a surface side pressed with the press mold 74.
- the surfaces F1 and F2 are formed to be smooth surfaces by pressing the temporarily residual portion formed during the punching.
- a method of manufacturing a metal plate having the hole will be described below. According to the manufacturing method, not only a circular hole but also holes having various shapes such as a square hole can be formed by punching.
- the punch 1 of the pressing machine used in the manufacturing method has a distal end having a columnar shape and a distal end edge 2 which is chamfered to be the pressing surface 3 facing in the diagonally outward direction B serving as a side surface direction with respect to the punching direction A of the punch 1.
- the angle K of the chamfering of the pressing surface 3 is arbitrarily set depending on a material of a metal plate to be punched, a punching rate, or the like. However, when a metal plate made of bearing steel such as SUJ2 is used, for example, a range of 1 to 65° can be given. When the angle K exceeds the range, breaking after the processes are so large that a smooth surface is not easily formed. A distance D of the chamfering is arbitrarily set.
- a punching step of forming a through hole in the metal plate material 4 used as an external gear by punching using the punch 1 will be described below.
- the punching step as exemplified in Fig. 1 , the metal plate material 4 which is made of a bearing steel such as SUJ2 in which a through hole should be formed is placed on the die 5 of the pressing machine, and the punch 1 is arranged above the metal plate material 4. Thereafter, as exemplified in Fig. 2 , when the punch 1 is moved downward and sunk into the metal plate material 4, a portion serving as the punching scrap 6 of the metal plate material 4 is displaced downward. As exemplified in Fig.
- the pressing surface 3 of the punch 1 moves downward while pressing the temporarily residual portion 9 from an end of the fracture surface 7 toward the peripheral edge 81 side of the through hole 8 on the die 5 side.
- the temporarily residual portion 9 pressed by the pressing surface 3 is pressed to the position corresponding to the inner surface of the through hole 8 to become a part of the thickness of the metal plate material 4.
- the remaining thickness (portion which does not completely become a part of the thickness of the metal plate material 4) of the temporarily residual portion 9 is pressed downward by a divided force F3 of the pressing surface 3 of the punch 1, and becomes an expanded portion 10 expanded downward as shown in Fig. 4 .
- the expanded portion 10, as shown in Fig. 5 moves below the metal plate material 4 with the downward movement of the punch 1. As a result, as shown in Fig. 6 , the expanded portion 10 becomes a small burr 11.
- the punch 1 punches out the metal plate material 4 to obtain the metal plate 40 in which the through hole 8 is formed, the temporarily residual portion 9 becomes the smooth surface 71 by the pressure.
- the pressing surface 3 of the punch 1 moves downward the temporarily residual portion 9 remaining at a position corresponding to the inner surface of the through hole 8 of the metal plate material 4 while being pressed to the position corresponding to the inner surface of the through hole 8.
- the small burr 11 is present in the through hole 8 formed as shown in Fig. 6
- the inner surface of the through hole 8 on one surface side of the metal plate material 4 i.e., the inner surface facing the die in the comparative example
- a fracture surface is not formed but the smooth surface 71 is formed.
- the arithmetic average roughness of the surface 71 is about 0.04 to 0.4 ⁇ m.
- the metal plate 40 near the surface 71 formed to be smoothed includes a thickness located in the temporarily residual portion 9 by pressure, the corresponding portion of the metal plate 40 is compressed more strongly than other portions of the metal plate 40 to have a work-hardened texture. For this reason, in some target product, heat treatment can be omitted.
- the recessed portion forming step exemplified in Fig. 7 and the punching step exemplified in Figs. 8 and 9 are sequentially performed to a metal plate material 21 to obtain a metal plate 20.
- the recessed portion forming step as exemplified in Fig. 7(3) , is a step of forming a recessed portion 22 on the surface of the metal plate material 21.
- a recessed portion forming step as exemplified in Fig. 7(1) , first the heated metal plate material 21 is set on a placing table (not shown), and a processing mold 23 is arranged above the metal plate material 21. In this state, the processing mold 23 is moved downward, as exemplified in Fig. 7(2) , hot forging which presses a surface 24 of the metal plate material 21 with the processing mold 23 is performed, as exemplified in Fig. 7(3) , to form the recessed portion 22 on the surface of the metal plate material 21.
- the recessed portion 22 may be formed by cool forging.
- the formed recessed portion 22 has the same shape as that of the distal end of the processing mold 23, and the recessed portion 22 includes a bottom surface 25 and the inclined side surface 26.
- a portion including the bottom surface 25 of the recessed portion 22 and an inclined side surface 261 on the bottom surface 25 side are removed by punching.
- An inclined side surface 262 remaining after the punching can exert a chamfering effect for a through hole.
- the inclined side surface 26 has a conical surface in the embodiment, the shape thereof is not limited to this.
- Figs. 8 and 9 show, in a step-by-step manner, the step of punching the inside of the recessed portion 22 formed in the metal plate material 21 by a punch 27 as described above to obtain a metal plate.
- the outer shape of the punch 27 is the same as that of the punch 1 described in the comparative example, and a pressing surface 28 is formed on the distal end edge 2 of the punch 27.
- the die 29 has a shape obtained by forming a projecting portion 31 on an edge of a die hole 30.
- the projecting portion 31 is vertically formed to protrude from a surface 291 of the die 29 to the metal plate material 21 side, and has a truncated cone shape which is vertically formed along the edge of the die hole 30 and has a penetrated central portion.
- An inner surface 311 is formed on the same plane as that of the inner surface of the die hole 30, an outer surface of the projecting portion 31 is a conical surface of the truncated cone to serve as a guide surface 32 inclined with reference to the punching direction A.
- the guide surface 32 guides a direction in which a temporarily residual portion 37 formed during punching is pressed such that the direction becomes the direction B.
- he inclined angle E of the guide surface 32 is preferably set to 1 to 60°.
- the guide surface is more preferably formed to be almost parallel with the direction B perpendicular to the pressing surface 28 of the punch 27.
- the punching step first sets the metal plate material 21 on the die 29.
- the inclined side surface 26 of the recessed portion 22 of the metal plate material 21, as exemplified in Fig. 8(1) is formed to be brought into contact with the guide surface 32 of the die 29 when the metal plate material 21 is set on the die 29.
- the punch 27 having a predetermined outer diameter is arranged above the metal plate material 21.
- an outer diameter set such that an extended line 34 of an outside surface 33 of the punch 27 overhangs the inclined side surface 26 of the recessed portion 22 of the metal plate material 21 is selected. More specifically, the punch 27 having an outer diameter large enough to punch out the metal plate material from the bottom surface 25 of the recessed portion 22 to the inclined side surface 261 of the recessed portion 22 on the bottom surface 25 side at a time is used.
- the temporarily residual portion 37 including the fracture surface 35 pressed with the pressing surface 28 of the punch 27, as shown in Fig. 9(3) is guided by the guide surface 32 of the die 29 such as to flow to the peripheral edge 381 on the die 29 side to have a smooth surface.
- a part of the temporarily residual portion 37 remaining without flowing to the peripheral edge 381, as shown in Fig. 9(4) becomes the burr 39.
- an amount of the burr is smaller than that in the comparative example.
- the inner surface of the through hole 38 is a smooth surface, and an amount of the burr 39 is suppressed to be small.
- the inclined side surface 262 remains on the peripheral edge of the through hole 38, and the inclined side surface 262 can exert the same effect as that of chamfering. For this reason, an additional step of performing chamfering is not necessary, and operations are simplified.
- the inclined side surface 26 of the recessed portion 22 is formed to be a conical surface.
- the inclined side surface 26 of the recessed portion 22 can be changed into a pyramid surface.
- the recessed portion 22 can be formed by hot forging or the like without using machining, and the through hole 38 can be easily formed in the metal plate material 21 by punching. For this reason, a metal plate with hole can be manufactured within a period of time shorter than that in the machining, without requiring so much manpower. Since a residual stress occurring in each of the recessed portion forming step and the punching step is almost equal to that in machining, even though heat treatment is performed in a subsequent step, a risk of causing warpage or the like does not easily occur.
- an external gear with peripheral hole for planet gear by using the recessed portion forming step and the punching step will be described below.
- an external tooth portion 43 obtained by forming teeth along the outer circumference of a circular metal plate 42, a shaft hole 44 formed at the center of the metal plate 42, and a plurality of peripheral holes 45 formed around the shaft hole 44 to surround the shaft hole 44 are formed.
- the external tooth portion 43 includes external teeth of a gear to transmit motion of the metal plate 42 rotating as a planet carrier.
- the outer diameter, the tooth shapes, and the number of teeth of the external tooth portion 43 are arbitrarily set depending on applications.
- the shaft hole 44 is a hole into which a rotating shaft is to be inserted, the shape of the shaft hole 44 is determined depending on the shape of the rotating shaft, and the diameter of the shaft hole 44 is set depending on the diameter of the rotating shaft.
- the outer diameter of the external gear with peripheral hole 41, the tooth shapes and the number of teeth of the external tooth portion 43, the diameter of the shaft hole, and the diameter of each of the peripheral holes, the number of peripheral holes, and the like can be arbitrarily changed depending on applications.
- the number of peripheral holes 45 can be set to 2 to 8.
- the thickness in the embodiment is 1 to 50 mm. However, the thickness is not limited thereto, and can be arbitrarily selected depending on the diameter.
- the peripheral holes 45 are holes to insert rotating shafts of planet gears into the metal plate 42 to fix the rotating shafts.
- the number of peripheral holes 45 is equal to the number of planet gears, and the diameters of the peripheral holes 45 are diameters corresponding to the diameters of the rotating shafts of the planet gears.
- the hole shape of each of the peripheral holes 45 can be not only a circular shape but also an arbitrary square shape.
- the steps in manufacturing an external gear with peripheral hole 41 includes an external tooth forming step, a shaft hole forming step, and a peripheral hole forming step.
- the external tooth forming step, the shaft hole forming step, and the peripheral hole forming step are executed in the order named.
- the manufacturing method is performed in the shaft hole forming step and the peripheral hole forming step.
- the external tooth forming step is a step of obtaining a first intermediate workpiece 51 exemplified in Fig. 11 from a circular metal plate material.
- the first intermediate workpiece 51 is a workpiece in a state in which the external tooth portion 43, a recessed portion for shaft hole 46, and recessed portions for peripheral hole 47 are formed on a metal plate material 48.
- the recessed portion for shaft hole 46 and the recessed portions for peripheral hole 47 are formed by executing the recessed portion forming step exemplified in the first embodiment to the surface of the metal plate material 48, and the external tooth portion 43 is formed by executing conventional punching to the outer circumference of the metal plate material 48
- the recessed portion for shaft hole 46 is formed at a position where the shaft hole 44 shown in Fig. 10 should be formed
- the recessed portions for peripheral hole 47 are formed at positions where the peripheral holes 45 shown in Fig. 10 should be formed.
- the recessed portion forming step of forming the recessed portion for shaft hole 46 and the recessed portions for peripheral hole 47 and the step of punching for forming the external tooth portion 43 are preferably executed at a time by the external tooth forming step. However, the steps may be independently executed.
- the drawings of the embodiment show the example in which the recessed portion forming step is performed to both the front and rear surfaces of the metal plate material 48 to form the recessed portion for shaft hole 46 and the recessed portions for peripheral hole 47 on both the front and rear surfaces of the metal plate material 48.
- the recessed portion forming step may be performed on only one surface of the metal plate material 48.
- a heat treatment step is a step of performing hardening to the first intermediate workpiece 51 formed in the external tooth forming step described above. Conditions for heat treatment in the step are not specified, and normal hardening conditions may be employed. After the heat treatment, shot blasting may be performed to process the surface of the first intermediate workpiece 51. Conditions for the shot blasting are not specified. Furthermore, after the heat treatment, finish forging for fixing the shapes of the external tooth portion 43 and the like may be performed to the first intermediate workpiece 51. The finish forging, for example, is performed in a manner that the first intermediate workpiece 51 to which the heat treatment is performed penetrates a die having a predetermined shape in a direction of thickness.
- the shaft hole forming step is a step of executing the punching step exemplified in the first embodiment to the recessed portion for shaft hole 46 of the first intermediate workpiece 51 exemplified in Fig. 11 to form the shaft hole 44 so as to form a second intermediate workpiece 52.
- the shaft hole forming step when the shaft hole 44 is formed in the recessed portion for shaft hole 46 exemplified in Fig. 11 while the external tooth portion 43 is nipped, the shaft hole 44 exemplified in Fig. 12 is consequently formed in a state in which the first intermediate workpiece 51 is positioned with reference to the external tooth portion 43.
- an inclined side surface 44a which is like the inclined side surface 262 shown in Fig. 9(4) is formed.
- the peripheral hole forming step is a step of executing the punching step exemplified in the first embodiment to the recessed portions for peripheral hole 47 of the second intermediate workpiece 52 exemplified in Fig. 12 to form the peripheral holes 45.
- all the peripheral holes 45 may be formed by performing punching once, or punching for forming one or two of the peripheral holes 45 at a time may be repeated.
- punching for the peripheral holes 45 is preferably executed in a plurality of times because a pressure generated in punching can be lower than that generated when punching for all the peripheral holes 45 is executed at a time.
- the recessed portions for peripheral hole 47 located at positions symmetrical about the shaft hole 44 are preferably punched out at a time.
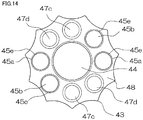
- two peripheral holes 45a located at positions symmetrical about the shaft hole 44 are formed first, and, as shown in Fig. 14 , two peripheral holes 45b located on the immediately left sides of the peripheral holes 45a are formed, respectively.
- peripheral holes are sequentially formed in two recessed portions for peripheral hole 47c located on the immediately left sides of the peripheral holes 45b and two recessed portions for peripheral hole 47d located on the immediately left sides of the recessed portions for peripheral hole 47c.
- Fig. 13 two peripheral holes 45a located at positions symmetrical about the shaft hole 44 are formed first, and, as shown in Fig. 14 , two peripheral holes 45b located on the immediately left sides of the peripheral holes 45a are formed, respectively.
- peripheral holes are sequentially formed in two recessed portions for peripheral hole 47c located on the immediately left sides of the peripheral holes 45b and two recessed portions for peripheral hole 47d located on the immediately left sides of the recessed portions for peripheral
- an inclined side surface 45e which is like the inclined side surface 26 shown in Fig. 9(4) is formed, and, similarly, the inclined side surface 45e is also formed on the edge of each of the peripheral holes 45b.
- the peripheral holes are formed by performing punching in a plurality of times, guide pins are inserted into the formed shaft hole 44 and the formed peripheral holes 45 to protect the shaft hole 44 and the peripheral holes 45, so that the formed shaft hole 44 and the formed peripheral holes 45 can be prevented from being deformed in formation of a new peripheral hole 45.
- the guide pins have columnar shapes having diameters almost equal to those of the shaft hole 44 and the peripheral holes 45 and are inserted into the existing shaft hole 44 and the existing peripheral holes 45 to prevent the existing shaft hole 44 and the existing peripheral holes 45 from being deformed by stress occurring with punching in formation of a new peripheral hole 45.
- the peripheral holes 45 at two positions are formed at a time. For this reason, the guide pin for the shaft hole 44 and the guide pins for the peripheral holes 45 at the remaining 6 positions are prepared.
- a guide pin 53 for the shaft hole 44 is arranged above the shaft hole 44, and guide pins for the peripheral holes 45 are arranged above the four unprocessed recessed portions for peripheral hole 47 and the two peripheral holes 45a.
- the guide pin 53 is inserted into the formed shaft hole 44.
- guide pins 54a are inserted into the formed peripheral holes 45a, respectively.
- Guide pins 54b are fitted in the recessed portions for peripheral hole 47, respectively.
- the guide pins 54a and 54b have the same configurations except that the guide pins 54a are inserted into the peripheral holes 45 and the guide pins 54b are not inserted into the peripheral holes 45.
- Fig. 16 shows a sectional view along an X - X line shown in Fig. 15
- Fig. 17 shows a sectional view along a Y - Y line in Fig. 15
- the guide pins 54b are brought into contact with the recessed portions for peripheral hole 47 of the metal plate material 48, respectively.
- the guide pins 54a penetrate the peripheral holes 45 to fill the peripheral holes 45, respectively.
- the guide pin 53 penetrates the shaft hole 44 to fill the shaft hole 44.
- an external gear with peripheral hole can be manufactured within a period of time extremely shorter than that in machining, and manpower can be reduced. Furthermore, even though heat treatment is performed to the manufactured external gear with peripheral hole, since residual stress is at the same level as that in machining, distortion such as warpage does not occur.
- the inclined side surfaces formed on the edges of the shaft hole and the peripheral holes of the external gear with peripheral hole function as chambers, even though chamfering or the like is not performed by machining, there are no sharp angles, and a burr or the like does not easily occur. Furthermore, since the recessed portion for shaft hole and the recessed portions for peripheral hole are formed in an external tooth forming step before the heat treatment step, the recessed portion for shaft hole and the recessed portions for peripheral hole can be formed more easily than in a case where the recessed portion for shaft hole and the recessed portions for peripheral hole which are formed after the heat treatment step. Furthermore, the external tooth portion is formed in the external tooth forming step before the shaft hole and the peripheral holes are formed.
- the external gear with peripheral hole in which the number of peripheral holes is set to eight is given.
- the configuration need not be always used, and the number of peripheral holes 45 can be arbitrarily changed depending on applications, sizes, or the like.
- Fig. 18 shows a third embodiment.
- a portion corresponding to the inclined side surface 261 on the bottom surface side is punched with the punch 27.
- the punch 27 is performed as described above, the inclined side surface 26 remains on the peripheral edge of the through hole to be formed, and the inclined side surface 26 can exert the same effect as that of chamfering. For this reason, an additional step of performing chamfering is not necessary, and operations are simplified.
- the present invention is not limited to the embodiments described above, and embodiments variously changed within the scope of the present invention depending on objects and applications can be obtained.
- the external gear with peripheral hole for planet gear is given in the second embodiment.
- the external gear with peripheral hole need not be always used, and a normal external gear, a normal metal plate for cam, a normal pinwheel, and the like can be given.
- the metal plate can be used as a metal plate in which holes for fastening members such as various shafts and screws are formed.
- a pressing machine including the die 12 and the punch 15 disposed above the metal plate material W' set on the die 12 is used.
- the distal end edge of the die hole 13 of the die 12 is chamfered to form the pressing surface 13a being inclined with reference to a punching direction A of the punch 15 and facing a side surface.
- a punching step using the pressing machine will be described below.
- the metal plate material W' is placed and set on the die 12.
- the punch 15 moves downward to perform punching to the metal plate material W' placed on the die 12.
- a portion near a part where a distal outer peripheral edge side of the punch 15 punched into the metal plate material W' and a distal inner peripheral edge side of the die hole 13 are connected to each other is broken.
- the temporarily residual portion R1 is formed in the fracture portion of the metal plate material W' to protrude outward (more specifically, a side being away from the central axis side of the die hole 13) from a position P1 corresponding to an outer surface of the outside portion 67 through the pressing surface 13a of the die hole 13 (see Fig. 21(1) ). Note that a punching scrap S is separated from the fracture surface of the metal plate material W' and left on the die 12.
- the thickness (portion which does not completely serve as a part of the thickness of the metal plate material W') of the remaining temporarily residual portion R1 is pressed upward with the pressing surface 13a of the die hole 13 to form a small burr B1 (see Fig. 21(3) ).
- the pressing surface 13a of the die hole 13 moves upward the temporarily residual portion R1 remaining outside the position P1 corresponding to the outer surface of the outside portion 17 of the metal plate material W' while pressing the temporarily residual portion R1 to the position P1 corresponding to the outside portion 17.
- a small burr B1 is present on the formed outside portion 17, on the outer surface of the outside portion 17 on one surface side of the metal plate W, i.e., the outer surface on one surface side pressed with the punch 15, unlike in a conventional technique, a fracture surface is not formed but a smooth surface F1 is formed (see Fig. 21(3) ).
- the arithmetic average roughness of the surface F1 is about 0.04 to 0.4 ⁇ m. For this reason, after the punching step, unlike in the conventional technique, a step of performing shaving, machining, and the like is not necessary, and time required for manufacturing can be shortened.
- the metal plate W near the surface F1 formed to be smoothed includes a thickness located in the temporarily residual portion R1 by pressing, the corresponding portion of the metal plate W is compressed more strongly than other portions of the metal plate W to have a work-hardened texture. For this reason, in some target product, heat treatment can be omitted.
- a pressing machine including the die 62, the press mold 64 disposed above the metal plate material W' set on the die 62, and the punch 65 disposed under the set metal plate material W' is used.
- the distal end edge of the die hole 63 of the die 62 is chamfered to form the pressing surface 63a being inclined with reference to the punching direction A of the press mold 64 and facing a side surface.
- the press mold 64 has a cylindrical portion 64a having the outside portion 67 formed between the press mold 64 and the die 62 and a through hole 68 between the press mold 64 and the punch 65.
- the distal end edge of the punch 65 is chamfered to form the pressing surface 65a being inclined with reference to a punching direction A of the punch 65 and facing a side surface.
- a punching step using the pressing machine will be described below.
- the metal plate material W' is placed and set on the die 62.
- the press mold 64 moves downward to perform punching to the metal plate material W' placed on the die 62.
- a portion near a part where a distal outer peripheral edge side of a cylindrical portion 64a of the press mold 64 punched into the metal plate material W' and a distal inner peripheral edge side of the die hole 63 are connected to each other is broken.
- the temporarily residual portion R1 is formed in the fracture portion of the metal plate material W' to protrude outward (more specifically, a side being away from the central axis side of the die hole 13) from the position P1 corresponding to the outer surface of the outside portion 67 through the pressing surface 63a of the die hole 63 (see Fig. 23(1) ).
- the temporarily residual portion R1 is pressed toward the central axis of the die hole 63 with the pressing surface 63a of the die hole 63.
- the temporarily residual portion R1 pressed with the pressing surface 63a of the die hole 63 is moved upward while being pressed to the position P1 corresponding to the outer surface of the outside portion 67 and serves as a part of the thickness of the metal plate material W'. Note that the punching scrap S1 is separated from the fracture surface of the metal plate material W' and left on the die 62.
- the press mold 64 moves further downward, in the metal plate material W', a portion near a part where a distal inner peripheral edge side of a cylindrical portion 64a of the press mold 64 punched into metal plate material W' and a distal outer peripheral edge side of the punch 65 are connected to each other is broken.
- the temporarily residual portion (see a temporarily residual portion 9 in Figs. 3 to 5 ) is formed in the fracture portion of the metal plate material W' to protrude inward (more specifically, a side approaching the central axis side of the punch 65) from a position P2 corresponding to an inner surface of the through hole 68 through the pressing surface 65a of the punch 65.
- the temporarily residual portion is pressed in a direction away from toward the central axis of the punch 65 with the pressing surface 65a of the punch 65.
- the temporarily residual portion pressed with the pressing surface 65a of the punch 65 is moved upward while being pressed to the position P2 corresponding to the inner surface of the through hole 68 and serves as a part of the thickness of the metal plate material W'.
- the metal plate W (product) on which the outside portion 67 and the through hole 68 which have predetermined shapes are formed is obtained. Note that a punching scrap S2 is separated from the fracture surface of the metal plate material W' and left on the punch 65.
- the thickness (portion which does not completely serve as a part of the thickness of the metal plate material W') of the remaining temporarily residual portion R1 is pressed upward with the pressing surface 63 a of the die hole 63 and the pressing surface 65a of the punch 65 to form small burrs B1 and B2 (see Fig. 23(2) ).
- the pressing surface 63a of the die hole 63 moves upward the temporarily residual portion R1 remaining outside the position P1 corresponding to the outer surface of the outside portion 67 of the metal plate material W' while pressing the temporarily residual portion R1 to the position P1 corresponding to the outer surface of the outside portion 67
- the pressing surface 65a of the punch 65 moves upward the temporarily residual portion remaining inside the position P2 corresponding to the outer surface of the through hole 68 of the metal plate material W' while pressing the temporarily residual portion to the position P2 corresponding to the inner surface of the through hole 68.
- the arithmetic average roughnesses of the surfaces F1 and F2 are about 0.04 to 0.4 ⁇ m. For this reason, after the punching step, unlike in the conventional technique, a step of performing shaving, machining, and the like is not necessary, and time required for manufacturing can be shortened.
- the metal plate W near the surfaces F1 and F2 formed to be smooth surfaces includes a thickness configuring the temporarily residual portion R1 by pressing, the corresponding portion of the metal plate W is compressed more strongly than other portions of the metal plate W to have a work-hardened texture. For this reason, in some target product, heat treatment can be omitted.
- a pressing machine including the die 72, the press mold 74 disposed above the metal plate material W' set on the die 72, and the punch 75 disposed under the set metal plate material W' is used.
- the distal end edge of the die hole 73 of the die 72 is chamfered to form the pressing surface 73a being inclined with reference to the punching direction A of the press mold 74 and facing a side surface.
- the press mold 74 has a cylindrical portion 74a having the outside portion 77 formed between the press mold 74 and the die 72 and the through hole 78 between the press mold 74 and the punch 75.
- the distal end edge of the punch 75 is chamfered to form the pressing surface 75a being inclined with reference to a punching direction A of the press mold 74 and facing a side surface.
- a punching step using the pressing machine will be described below.
- the metal plate material W' is placed and set on the punch 75.
- the press mold 74 moves downward to perform punching to the metal plate material W' placed on the punch 75.
- a portion near a part where a distal inner peripheral edge side of the cylindrical portion 74a of the press mold 74 punched into metal plate material W' and a distal outer peripheral edge side of the punch 75 are connected to each other is broken.
- the temporarily residual portion see the temporarily residual portion 9 in Figs.
- the temporarily residual portion is pressed toward the central axis of the die hole 73 with the pressing surface 73a of the die hole 73.
- the temporarily residual portion pressed with the pressing surface 73a the die hole73 is moved upward while being pressed to the position P1 corresponding to the outer surface of the outside portion 77 and serves as a part of the thickness of the metal plate material W'.
- the metal plate W (product) on which the outside portion 77 and the through hole 78 which have predetermined shapes are formed is obtained. Note that the punching scrap S2 is separated from the fracture surface of the metal plate material W' and left on the die 72.
- the thickness (portion which does not completely serve as a part of the thickness of the metal plate material W') of the remaining temporarily residual portion is pressed upward with the pressing surface 73a of the die hole 73 and the pressing surface 75a of the punch 75 to form small burrs B1 and B2 (see Fig. 25(2) ).
- the pressing surface 75a of the punch 75 moves upward the temporarily residual portion remaining inside the position P2 corresponding to the inner surface of the through hole 78 of the metal plate material W' while pressing the temporarily residual portion to the position P2 corresponding to the inner surface of the through hole 78
- the pressing surface 73a of the die hole 73 moves upward the temporarily residual portion remaining outside the position P1 corresponding to the outer surface of the outside portion 77 of the metal plate material W' while pressing the temporarily residual portion to the position P1 corresponding to the outer surface of the outside portion 77.
- the arithmetic average roughnesses of the surfaces F1 and F2 are about 0.04 to 0.4 ⁇ m. For this reason, after the punching step, unlike in the conventional technique, a step of performing shaving, machining, and the like is not necessary, and time required for manufacturing can be shortened.
- the metal plate W near the surfaces F1 and F2 formed to be smoothed includes a thickness configuring the temporarily residual portion by pressing, the corresponding portion of the metal plate W is compressed more strongly than other portions of the metal plate W to have a work-hardened texture. For this reason, in some target product, heat treatment can be omitted.
- outer peripheral shapes of the outside portions 67 and 77 and the through holes 68 and 78 of the metal plate W may be, for example, the same shapes as shown in Fig. 21 or may be different shapes.
- outer peripheral shapes of the outside portions 67 and 77 and the through holes 68 and 78 for example, as shown in Fig, 21 , circular shapes, polygonal shapes, and gear-like shapes can be given.
- the outside portions 67 and 77 and the through holes 68 and 78 are formed by the pressing machine in a predetermined order.
- the order of formation is not limited thereto, and, for example, the outside portions and the through holes may be almost simultaneously formed by the pressing machine. Furthermore, for example, the outside portions and the through hole may be separately formed by using the pressing machine.
- a metal plate with hole formed by the method of manufacturing a metal plate having a hole is widely used in a machine product such as a gear or a cam.
- a metal plate having an outside portion formed by the method of manufacturing a metal plate is widely used in a machine product such as a gear or a cam.
- a method of manufacturing a metal plate having a hole in which an inner surface of the punched hole is a smooth surface, a metal plate with hole manufactured by the method, an external gear with peripheral hole, an external gear, and a metal plate for cam are provided.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Punching Or Piercing (AREA)
Description
- The present invention relates to a method of manufacturing a metal plate having a hole formed by punching according to the preamble of
claim 1 and a metal plate with hole manufactured by the method. More specifically, the present invention relates to a method of manufacturing a metal plate having a hole in which an inner surface of the punched hole is a smooth surface and a metal plate with hole manufactured by the method. The present invention relates to a method of manufacturing a metal plate by punching according to the preamble ofclaim 9 and a metal plate manufactured by the method, and more specifically to a method of manufacturing a metal plate in which an outer surface of a punched outside portion is a smooth surface and a metal plate manufactured by the method. - A hole is commonly formed in a metal plate by punching.
Fig. 27 shows a conventional punching method.Fig. 27(1) shows a state in which apunch 102 is driven partway into ametal plate 101 placed on adie 100. In this state, in themetal plate 101, apunching scrap 103 is broken on afracture surface 104 to expose thefracture surface 104 on an inner circumferential surface of athrough hole 105 formed partway by punching. When thepunch 102 moves further downward, as shown inFig. 27(2) , a thickness around the fracture surface moves downward by pressure generated by thepunch 102. Upon completion of the punching, as shown inFig. 27(3) , aburr 106 is formed. - An outside portion is popularly formed on a metal plate by punching.
Figs. 28(1) to 28(3) show a conventional punching method.Fig. 28(1) shows a state in which a punch 102A is driven partway into ametal plate material 101A' placed on adie 100A. In this state, in themetal plate material 101A', apunching scrap 103A is broken on a fracture surface 104A to expose the fracture surface 104A on an outer circumferential surface of anoutside portion 105A formed partway by punching. As shown inFigs. 28(2) and 28(3) , when the punch 102A is moved further downward to complete punching, ametal plate 101A (product) having theoutside portion 105A can be obtained. - As described above, since the
fracture surface 104 is exposed to the throughhole 105 to form a rough surface, it has been desired that the inner surface of the punchedhole 105 should be finished to be a smooth surface. Since the fracture surface 104A is exposed to theoutside portion 105A to form a rough surface, it has been desired that the outer surface of the punchedoutside portion 105A should be finished to be a smooth surface. In this case, the smooth surface means a surface which is smooth enough to be used for a hole or an outside portion. - For this reason, an application intended to make the inner surface of a through hole smooth is proposed (for example, see
JP 2002-206563 A JP 2002-206563 A -
JP 2009 178729 A claim 1.EP 2 357 048 A1claim 9.WO 2015/101658 A1 , which is a prior art document according to Article 54(3) EPC, discloses a fine-blanking device including a cutting punch, a counter punch, a blank holder, and a blanking die. The distal end edge of the die hole of the blanking die is chamfered. The cutting punch and the counter punch are pressed against the basic material at mutually opposite sides thereof, and during the cutting, the cutting punch and the counter punch are moved in unison in the punching direction. - However, in the invention described in
JP 2002-206563 A - The present invention has been made in consideration of the above circumstances, and its object is to provide a method of manufacturing a metal plate having a hole in which the metal plate can be punched to make an inner surface of a through hole smooth and a metal plate with hole manufactured by the method. The present invention has been made in consideration of the above circumstances, and its object is to provide a method of manufacturing a metal plate which can be punched out to make an outer surface of an outside portion smooth and a metal plate manufactured by the method.
- The object of the present invention is achieved with a method of manufacturing a metal plate having a hole having the features of
claim 1 and a method of manufacturing a metal plate having the features ofclaim 9. Further advantageous developments of the invention are subject-matter of the dependent claims. - When a through hole is formed in a metal plate by punching, in a conventional technique, surfaces of rough fracture surfaces formed by breaking a punching scrap are exposed on an inner surface of the hole. The fracture surface is formed on a temporarily residual portion protruding toward a center side of the through hole from a position corresponding to the inner surface of the through hole in which a large number of fracture surfaces are formed.
- According to the invention, the method of manufacturing a metal plate includes a punching step of performing punching to a metal plate material placed on a die by a punch to form a through hole. In the punching step, breaking occurs during the punching for the through hole, a temporarily residual portion which is a peripheral edge of the through hole on the die side and protrudes inward from a position corresponding to an inner surface of the through hole is formed, and thereafter, with the punching, the temporarily residual portion is pressed toward a side surface of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface. More specifically, a pressing surface of a punch causes the temporarily residual portion to serve as a part of the thickness of a through hole periphery of a metal plate material and forms the surface including the fracture surface of the temporarily residual portion as a smooth surface by pressure. As a result, the overall inner surface of the through hole including a sheared surface which is normally sheared is a smooth surface, and the temporarily residual portion hardly remains even after the punching step. For this reason, a post-process such as shaving or machining need not be performed.
- According to the invention, a recessed portion forming step is further performed before the punching step. The recessed portion forming step is a step of forming a recessed portion surrounded by a bottom surface and an inclined side surface at a position where the through hole is formed by performing hot forging or cool forging on a surface of the metal plate material. In the punching step, a projecting portion is vertically formed on a peripheral edge of a die hole of the die to face the metal plate material, the projecting portion includes a guide surface which guides a direction in which the temporarily residual portion is pressed, and when the punching is performed in a state in which the metal plate material is placed on the die such that the inclined side surface of the recessed portion is brought into contact with the guide surface, the temporarily residual portion is guided by the guide surface along the surface such that the pressure of the punch causes the temporarily residual portion to flow on the inner surface side of the through hole in the metal plate material so as to more efficiently cause the temporarily residual portion to serve as a part of a thickness of a through hole periphery. Since the temporarily residual portion efficiently serves as a part of the through hole periphery, the inner surface of the through hole can be made a smoother surface. In addition, the temporarily residual portion can be more suppressed from remaining as a burr. Time required to form the recessed portion can be made extremely shorter than that in machining.
- The shape of the recessed portion is not specified and may be a shape having an inclined side surface of various shapes such as a circular conical surface or a pyramid surface.
- When the arithmetic average roughness of the smoothed surface is 0.04 to 0.4 µm, a step of performing processes such as shaving and machining to the inner surface is not necessary, and time required for manufacturing can be shortened.
- According to the metal plate with hole, since an inner surface in the through hole on one surface side of the metal plate is configured by a smooth surface formed by pressing the temporarily residual portion formed during punching, the inner surface of the hole including a portion configured by a surface formed by pressing the temporarily residual portion becomes a smooth surface and a post-process such as shaving or machining need not be performed.
- The method of manufacturing an external gear with peripheral hole which is configured by a metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, a plurality of peripheral holes which are formed in the metal plate around the shaft hole and to which rotating shafts of planet gears are attached, and an external tooth portion formed on a peripheral edge of the metal plate includes an external tooth forming step of forming the external tooth portion, and a punching step of forming the shaft hole and the peripheral holes. In the punching step, the shaft hole and each of the peripheral holes are formed by performing punching at a time or in a plurality of times to the metal plate material placed on a die. For this reason, the inner surfaces of the shaft hole and each of the peripheral holes can be made smoother surfaces. In addition, since a burr can be suppressed from being formed, a step of smoothing the holes after the shaft hole and each of the peripheral holes are punched can be omitted, and time required to manufacture an external gear with peripheral hole can be considerably shortened.
- When the external gear forming step is a step of forming, by hot forging or cool forging, an external tooth portion and a recessed portion which is located on a surface of the metal plate material at a position where the shaft hole and the peripheral holes are formed and which is surrounded by a bottom surface and an inclined side surface, the external tooth portion and the recessed portion can be formed by one step performed by forging. For this reason, time required to manufacture an external gear with peripheral hole can be shortened. In addition, since the temporarily residual portion efficiently serves as a part of a through hole periphery, the inner surface of the through hole can be made a smoother surface. Since the temporarily residual portion can be suppressed from remaining and forming a burr.
- When the punching step is performed in a state in which the metal plate material is positioned after the external tooth forming step, the positions of the shaft hole and each of the peripheral holes can be accurately determined, and a high-precision external gear with peripheral hole can be manufactured.
- In the punching step, in a case were punching is performed in a plurality of times to form the peripheral holes and the formation of the peripheral holes is performed in a state in which a guide pin having a diameter equal to that of the peripheral hole is inserted into each of the formed peripheral holes in order to prevent deformation of the formed peripheral holes, even though the plurality of peripheral holes are sequentially formed, each of the peripheral holes is protected with a guide pin to be prevented from being deformed. For this reason, the accuracy of each of the peripheral holes can be kept, and a high-precision gear can be manufactured.
- According to the external gear with peripheral hole manufactured as described above, the inner surfaces of the shaft hole and each of the peripheral holes can be made smoother surfaces, and a burr can be suppressed from being formed. For this reason, a step of removing burrs in the holes performed after the shaft hole and the peripheral holes are punched out can be simplified or omitted, and time required to manufacture an external gear with peripheral hole can be considerably shortened.
- According to the external gear, the shaft hole is manufactured by the method of manufacturing a metal plate having a hole, and the inner surface of the shaft hole on one surface side of the metal plate is configured by a smooth surface formed by pressing the temporarily residual portion formed during punching. For this reason, the external gear having the shaft hole having a smoother inner surface can be obtained. Furthermore, since a burr is also suppressed from being formed, a step of removing a burr from a shaft hole after the shaft hole is punched out can be simplified or omitted, and time required to manufacture an external gear can be shortened.
- The metal plate for cam includes a metal plate, a shaft hole which is formed in the metal plate and to which a rotating shaft is attached, and a sliding surface formed on a peripheral edge of the metal plate. The shaft hole is manufactured by the method of manufacturing a metal plate having the hole, and an inner surface of the shaft hole on one surface side of the metal plate is configured by a smooth surface formed by pressing a temporarily residual portion formed during punching. For this reason, the metal plate for cam having the shaft hole having a smoother inner surface can be obtained. A rotating shaft is fitted in the metal plate for cam, and when the rotating shaft is rotated in a state in which a follower is in contact with the sliding surface, the follower slides on the sliding surface. The metal plate for cam can be functioned like a plate cam in which a follower operates to follow the contour of a peripheral edge. Furthermore, according to the metal plate for cam, since a burr is also suppressed from being formed, a step of removing a burr from a shaft hole after the shaft hole is punched out can be simplified or omitted, and time required to manufacture a metal plate for cam can be shortened.
- When an outside portion of a metal plate is formed by punching, in a conventional technique, surfaces of rough fracture surfaces formed by breaking a punching scrap are exposed on an outer surface of an outside portion.
- The method of manufacturing a metal plate includes a punching step of performing punching to a metal plate material placed on a die by a punch or a press mold to form an outside portion. In the punching step, breaking occurs in the metal plate material during the punching for the outside portion, a temporarily residual portion is formed on a fracture portion of the metal plate material such that the temporarily residual portion protrudes outward from a position corresponding to an outer surface of the outside portion, and thereafter, with the punching, the temporarily residual portion is pressed toward a central axis of the die hole by a pressing surface included in a distal end edge of the die hole of the die to have a smooth surface. More specifically, the pressing surface of the die hole causes the temporarily residual portion to serve as a part of the thickness of an outside portion periphery of a metal plate material and forms the surface including the fracture surface of the temporarily residual portion as a smooth surface by pressing. As a result, the overall outer surface of the through hole including a sheared surface which is normally sheared is a smooth surface, and the temporarily residual portion hardly remains even after the punching step. For this reason, a post-process such as shaving or machining need not be performed.
- The punching step is the step of forming the outside portion and performing punching to the metal plate material by the punch to form a through hole, in the punching step, breaking occurs in the metal plate material during the punching for the through hole, a temporarily residual portion is formed on a fracture portion of the metal plate material such that the temporarily residual portion protrudes inward from a position corresponding to an inner surface of the through hole, and thereafter, with the punching, the temporarily residual portion is pressed in a direction away from a central axis of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface. In this case, the pressing surface of the punch causes the temporarily residual portion to serve as a part of the thickness of a through hole periphery of a metal plate material and forms the surface including the fracture surface of the temporarily residual portion as a smooth surface by pressing. As a result, the entire outer surface of the outside portion and the overall inner surface of the through hole including a sheared surface which is normally sheared are smooth surfaces, and the temporarily residual portion hardly remains even after the punching step. For this reason, a post-process such as shaving or machining need not be performed.
- When the arithmetic average roughness of the smoothed surface is 0.04 to 0.4 µm, a step of performing processes such as shaving and machining to the outer surface is not necessary, and time required for manufacturing can be shortened.
- According to the metal plate, since an outer surface on the outside portion on one surface side of the metal plate is configured by a smooth surface formed by pressing the temporarily residual portion formed during punching, the outer surface of the outside portion including a portion configured by a surface formed by pressing the temporarily residual portion becomes a smooth surface and a post-process such as shaving or machining need not be performed.
- The present invention is further described in the detailed description which follows, in reference to the noted plurality of drawings by way of nonlimiting examples of exemplary embodiments of the present invention and not claimed comparative examples, in which like reference numerals represent similar parts throughout the several views of the drawings, and wherein:
-
Fig. 1 is a side view showing a positional relationship between a metal plate material, a punch, and a die to perform a punching step in a comparative example; -
Fig. 2 is a sectional view showing a state in which a punch is slightly inserted into a metal plate material in a comparative example; -
Fig. 3 is a sectional view showing a state in which a punch is inserted into the metal plate material more deeply than inFig. 2 in a comparative example; -
Fig. 4 is a sectional view showing a state in which a punch is inserted into the metal plate material more deeply than inFig. 3 in a comparative example; -
Fig. 5 is a sectional view showing a state in which a punch is inserted into the metal plate material more deeply than inFig. 4 in a comparative example; -
Fig. 6 is a sectional view of a metal plate in a state in which a through hole is formed in the metal plate in a comparative example; -
Figs. 7(1), 7(2), and 7(3) show a recessed portion forming step according to the invention, in whichFig. 7(1) is a side view showing a state in which a mold is arranged above the metal plate material,Fig. 7(2) is a side view showing a state in which a surface of the metal plate material is pressed by the mold; andFig. 7(3) is a sectional view showing a state in which the mold is separated from the surface of the metal plate material; -
Fig. 8(1) is a side view showing a state in which a punch is arranged above a metal plate material placed on a die, andFig. 8(2) is a sectional view of a metal plate material in a state in which a punch is slightly inserted into the metal plate material; -
Fig. 9(3) is a sectional view showing a state in which the punch is inserted into the metal plate material more deeply than inFig. 8(2) , andFig. 9(4) is a sectional view of a metal plate showing a state in which the metal plate is punched out by a punch; -
Fig. 10(1) is a front view of an external gear with peripheral hole in another embodiment, andFig. 10(2) is a sectional view along an X - X line inFig. 10(1) ; -
Fig. 11(1) is a front view of a metal plate material in which a recessed portion for shaft hole and a recessed portion for peripheral hole are formed in another embodiment, andFig. 11 (2) is a sectional view along an X - X line inFig. 11(1) ; -
Fig. 12(1) is a front view of a metal plate material in a state in which a shaft hole is punched out in the state shown inFigs. 11(1) and 11(2) , andFig. 12(2) is a sectional view along an X - X line inFig. 12(1) ; -
Fig. 13(1) a front view of a metal plate material in which a shaft hole and two peripheral holes are formed in another embodiment, andFig. 13(2) is a sectional view along an X - X line inFig. 13(1) ; -
Fig. 14 a front view of a metal plate material in which a shaft hole and four peripheral holes are formed in another embodiment; -
Fig. 15 is a front view of a metal plate material in which guide pins are inserted into a shaft hole and two peripheral holes and the guide pins are fitted in four recessed portions for peripheral hole in another embodiment; -
Fig. 16 is a sectional view along an X - X line inFig. 15 in another embodiment; -
Fig. 17 is a sectional view along a Y - Y line inFig. 15 in another embodiment; -
Fig. 18 is a sectional view showing a relationship between a die, a metal plate, and a punch; and -
Fig. 19 is a longitudinal sectional view of a pressing machine used in the method of manufacturing a metal plate according to the embodiment; -
Figs. 20(1), 20(2), and 20(3) are explanatory diagrams for explaining the method of manufacturing a metal plate, in whichFig. 20(1) shows a state in which a metal plate material is broken by a punch,Fig. 20(2) shows a state in the middle of formation of an outside portion between the punch and a die, andFig. 20(3) shows a state in which a metal plate on which an outside portion is formed is obtained; -
Figs. 21(1), 21(2), and 21(3) are enlarged views of main parts ofFigs. 20(1) to 20(3) , in whichFig. 21(1) shows a portion viewed in an arrow A,Fig. 21(2) shows a portion viewed in an arrow B, andFig. 21(3) shows a portion viewing in an arrow C; -
Figs. 22(1), 22(2), and 22(3) are explanatory diagrams for explaining a method of manufacturing a metal plate according to another embodiment, in whichFig. 22(1) shows a state in which a metal plate material is placed on a die,Fig. 22(2) shows a state in the middle of formation of an outside portion between a press mold and a die, andFig. 22(3) shows a state in which a metal plate in which an outside portion and a through hole are formed is obtained; -
Figs. 23(1) and 23(2) are enlarged views of main parts ofFigs. 22(1) to 22(3) , in whichFig. 23(1) shows a portion viewed in an arrow A andFig. 23(2) shows a portion viewed in an arrow B; -
Figs. 24(1), 24(2), and 24(3) are explanatory diagrams for explaining a method of manufacturing a metal plate according to still another embodiment, in whichFig. 24(1) shows a state in which a metal plate material is placed on a punch,Fig. 24(2) shows a state in the middle of formation of an through hole between a press mold and the punch, andFig. 24(3) shows a state in which a metal plate in which an outside portion and a through hole are formed is obtained; -
Figs. 25(1) and 25(2) are enlarged views of main parts ofFigs. 24(1) to 24(3) , in whichFig. 25(1) shows a portion viewed in an arrow A andFig. 25(2) shows a portion viewed in an arrow B; -
Figs. 26(1), 26(2), and 26(3) are plan views of a metal plate obtained by the method of manufacturing a metal plate, in whichFig. 26(1) shows a state in which outer circumferences of an outside portion and a through hole are circular,Fig. 26(2) shows a state in which the outer circumferences of the outside portion and the through hole are polygonal, andFig. 26(3) shows a state that the outer circumferences of the outside portion and the through hole have gear teeth each; -
Fig. 27 is an explanatory diagram showing a hole punching method according to a conventional technique. -
Fig. 28 is an explanatory diagram showing an outside portion punching method according to a conventional technique. - Embodiments of the present invention and not claimed comparative examples are described in detail below with reference to the drawings.
- The particulars shown herein are by way of example and for purposes of illustrative discussion of the embodiments of the present invention only and are presented in the cause of providing what is believed to be the most useful and readily understood description of the principles and conceptual aspects of the present invention. In this regard, no attempt is made to show structural details of the present invention in more detail than is necessary for the fundamental understanding of the present invention, the description is taken with the drawings making apparent to those skilled in the art how the forms of the present invention may be embodied in practice.
- A method of manufacturing a metal plate having a hole is a manufacturing method including at least a punching step of performing punching to a metal plate material placed on a die by a punch to form a through hole and a recessed portion forming step. The recessed portion forming step and the punching step are performed in the order named.
- The material, size, and thickness of a metal plate having a hole manufactured by the manufacturing method are not specified. Applications of the through hole manufactured by the manufacturing method are not specified, either. For example, holes and the like for fixing fastening members such as holes and screws which fix or insert various shafts can be given.
- Furthermore, as concrete applications of the metal plate having a hole, (1) an external gear including a metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, and an external tooth portion formed on a peripheral edge of the metal plate, (2) an external gear with peripheral hole for planet gear including a metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, a plurality of peripheral holes which are formed around the shaft hole and to which rotating shafts of planet gears are attached, and an external tooth portion formed on a peripheral edge of the metal plate, and (3) a metal plate for cam including a metal plate, a shaft hole which is formed in the metal plate and to which a rotating shaft is attached, and a sliding surface formed on a peripheral edge of the metal plate can be given. The metal plate for cam is inserted with a rotating shaft, and when the rotating shaft is rotated in a state in which a follower is in contact with the sliding surface, the follower slides on the sliding surface. The metal plate for cam can be functioned like a plate cam in which a follower operates to follow the contour of a peripheral edge. The sliding surface is normally formed on a side surface of the metal plate.
- The present invention is not limited to the above applications and can be used in an arbitrary application. For example, (4) a pinwheel including a disk-like metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, and a plurality of peripheral holes formed along the circumference of the metal plate and to which pins are attached can be given.
- In the punching step, breaking occurs during the punching for the through hole, a temporarily residual portion which is a peripheral edge of the through hole on the die side and protrudes inward from a position corresponding to an inner surface of the through hole is formed, and, thereafter, with the punching, the temporarily residual portion is pressed toward a side surface of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface.
- The punch used in the punching step, as exemplified as a
punch 1 inFig. 1 showing a not claimed comparative example, includes apressing surface 3 at adistal end edge 2 of the punch. Thepressing surface 3 has a shape having an inclined surface obtained by performing chamfering or the like to the distal end edge of thepunch 1, and presses the temporarily residual portion toward the side surface during the punching. An angle K of the chamfering of thepressing surface 3 is arbitrarily set by a material of a metal plate to be punched, a punching rate, and the like. A distance D of the chamfering is arbitrarily set. - The fracture surface, as exemplified in
Fig. 3 showing a not claimed comparative example, is asurface 7 formed with breaking of a punchingscrap 6 on ametal plate material 4 of aperipheral edge 81 of the hole on the die side in the middle of formation of the through hole in themetal plate material 4 by thepunch 1 in the step. Thefracture surface 7 protrudes on the center side of the hole from aposition 82 corresponding to the inner surface of a through hole to be formed. When thefracture surface 7 is formed, a portion of themetal plate material 4 protruding from theposition 82 on the center side of the hole is defined as a temporarilyresidual portion 9. In completion of the punching, a portion called the temporarilyresidual portion 9 is almost eliminated on ametal plate 40. - The direction toward the side surface is a direction from the central axis of the punch toward the side surface of the punch. More specifically, the direction, as exemplified in
Fig. 1 , includes a direction C perpendicular to a punching direction A of thepunch 1 and an inclined direction (For example, a diagonally outward direction B can be given.) which is closer to the punching direction A than the direction C. The angle is arbitrarily set by the material of the metal plate, a punching rate, or the like. - The smoothness of the surface formed by pressing the surface including the fracture surfaces of the temporarily residual portion with the punch only needs to be almost equal to (for example, the same roughness classification) the surface roughness of sheared surface obtained by performing punching without forming fracture surfaces on the inner surface of the through hole. The surface roughness is arbitrarily changed depending on punching conditions. However, as a range of an arithmetic average roughness conforming to, for example, JIS B0601 : 2013 (ISO 4287 : 1997), a range of 0.04 to 0.4 µm (more preferably, 0.05 to 0.1 µm) can be given.
- According to the invention, the recessed portion forming step is a step of forming a recessed portion surrounded by a bottom surface and an inclined side surface on the surface of the metal plate by hot forging or cool forging.
- The bottom surface is entirely punched out by a punch, and has a shape which is arbitrarily selected depending on a punching shape of the punch. The inclined side surface is a surface inclined with respect to a punching direction of the punch. An inclined angle E (see the inclined angle E of an
inclined side surface 26 exemplified inFig. 7(3) ) of the inclined side surface is arbitrarily set and is preferably set to 1 to 60° with respect to the surface of the metal plate. - The recessed portion has a size such that the through hole can be stored inside the recessed portion, and the bottom of the recessed portion is entirely punched out in a punching step serving as a post-process. A bottom side of the inclined side surface may be punched out. Furthermore, a boundary such as a flexion is not present between the bottom surface and the inclined side surface, and the overall recessed portion may have a semispherical shape such as a bowl-like shape. Although the formation of the recessed portion is performed by hot forging or cool forging, hot forging is more preferable. This is because the recessed portion can be easily formed. The formation can be performed simultaneously with a step of forming an outer circumference shape of the metal plate which requires hot forging.
- When the through hole is formed in the metal plate in which the recessed portion is formed in the punching step, a die in which a projecting portion is vertically formed in a die hole is used to perform punching. As the projecting portion, as exemplified in
Figs. 8(1) and 8(2) , a projecting portion is vertically formed toward the metal plate side on the peripheral edge of a die hole of adie 29. The projecting portion has a guide surface that guides a direction in which a temporarily residual portion is pressed. A more concrete shape of the projecting portion is a shape which can be in contact with the recessed portion of the metal plate. For example, when the shape of the recessed portion is a truncated cone shape, the projecting portion has a diameter almost equal to that of the truncated cone shape and has a truncated cone shape which is penetrated at a position corresponding to the die hole. The angle of the guide surface is almost equal to the inclined angle E of the inclined side surface and is preferably set to 1 to 60° with respect to the surface of the die. - Punching is performed in a state in which the metal plate is placed on the die such that the inclined side surface of the recessed portion is brought into contact with the guide surface. In the recessed portion forming step, another process may be performed simultaneously with the formation of the recessed portion. For example, the peripheral edge of the metal plate is punched to make it possible to form external teeth or the like of a gear.
- In the metal plate having a through hole manufactured by the above manufacturing method, the inner surface of the through hole on one surface side of the metal plate is configured by a smooth surface formed by pressing the temporarily residual portion including fracture surfaces formed during the punching. The inner surface on one surface side of the metal plate is an inner surface serving as a surface facing the die in the punching step. For example, in
Fig. 6 showing a not claimed comparative example, the surface is asurface 71 located on a surface side facing adie 5 of themetal plate material 4 placed on thedie 5. Thesurface 71 is formed to have a smooth surface by pressing the temporarily residual portion formed during the punching. - Also in the concrete example of the metal plate having a hole described above, the same manufacturing processes can be employed. For example, (1) a manufacturing method includes a punching step of performing punching to a metal plate material which is an external gear including a metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, and an external tooth portion formed on a peripheral edge of the metal plate and which is placed on a die to form the shaft hole. In the punching step, breaking occurs during the punching for the shaft hole, a temporarily residual portion which is a peripheral edge of the shaft hole on the die side and protrudes inward from a position corresponding to an inner surface of the shaft hole is formed, and, thereafter, with the punching, the temporarily residual portion is pressed toward a side surface of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface can be provided.
- The external tooth portion may be formed before the punching step or may be formed after the punching step. In the manufacturing method, the recessed portion forming step is performed before the punching step. Furthermore, in the recessed portion forming step, the external tooth portion may be formed simultaneously with the recessed portion.
- Furthermore, (2) a method of manufacturing an external gear with peripheral hole which is configured by a metal plate, a shaft hole which is formed at a center of the metal plate and to which a rotating shaft is attached, a plurality of peripheral holes which are formed in the metal plate around the shaft hole and to which rotating shafts of planet gears are attached, and an external tooth portion formed on a peripheral edge of the metal plate, including an external tooth forming step of forming the external tooth portion, and a punching step of forming the shaft hole and the peripheral holes. In the punching step, the holes are formed such that punching is performed to the metal plate material placed on a die by a punch at a time or in numbers, in the punching step, breaking occurs during the punching for each of the holes to form a temporarily residual portion which is a peripheral edge of each of the holes on the die side and protrudes inward from a position corresponding to an inner surface of each of the holes, and, thereafter, with the punching, the temporarily residual portion is pressed toward a side surface of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface can be provided.
- The external tooth forming step is a step of forming the external tooth portion and a recessed portion which is located on a surface of the metal plate material at a position where the shaft hole and the peripheral holes are formed and surrounded by a bottom surface and an inclined side surface by performing hot forging or cool forging. In the punching step, a projecting portion is vertically formed on a peripheral edge of a die hole of the die to face the metal plate material, the projecting portion includes a guide surface which guides a direction in which the temporarily residual portion is pressed, and the punching is performed in a state in which the metal plate material is placed on the die such that the inclined side surface of the recessed portion is brought into contact with the guide surface. The external tooth forming step may be performed as a step different from the step of forming a recessed portion.
- After the external tooth forming step, the punching step is performed in a state in which the metal plate material is positioned with reference to a position of the external tooth portion. A method of positioning a metal plate material can be arbitrarily selected. For example, a method of gripping and fixing the peripheral edge of a metal plate material can be given.
- (3) A manufacturing method including a punching step of performing punching to a metal plate material which is a metal plate for cam including a metal plate, a shaft hole formed in the metal plate and to which a rotating shaft is attached, and a sliding surface formed on a peripheral edge of the metal plate, and which is placed on a die by a punch to form the shaft hole. In the punching step, breaking occurs during the punching for the shaft hole, a temporarily residual portion which is a peripheral edge of the shaft hole on the die side and protrudes inward from a position corresponding to an inner surface of the shaft hole is formed, and thereafter, with the punching, the temporarily residual portion is pressed toward a side surface of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface can be provided.
- The sliding surface may be formed before the punching step or may be formed after the punching step. In the manufacturing method, the recessed portion forming step is performed before the punching step. Furthermore, in the recessed portion forming step, the sliding surface may be formed simultaneously with the recessed portion.
- A method of manufacturing a metal plate is a manufacturing method including at least a punching step of performing punching to a metal plate material placed on a die by a punch or a press mold to form an outside portion.
- The material, size, and thickness of a metal plate manufactured by the manufacturing method are not specified. Applications of the outside portion manufactured by the manufacturing method are not specified. For example, the outside portion may be used as a tooth portion of a gear, a sliding portion on which a cam is slid, a circumferential portion, or the like.
- In the punching step, breaking occurs in the metal plate material during the punching for the outside portion, a temporarily residual portion is formed on a fracture portion of the metal plate material such that the temporarily residual portion protrudes outward from a position corresponding to an outer surface of the outside portion, and thereafter, with the punching, the temporarily residual portion is pressed toward a central axis of a die hole by a pressing surface included in a distal end edge of the die hole of the die to have a smooth surface.
- The die used in the punching step, as exemplified as a die 12 in
Fig. 19 , includes a pressing surface 13a at a distal end edge of adie hole 13. The pressing surface 13a has a shape having an inclined surface obtained by performing chamfering or the like to the distal end edge of thedie hole 13, and presses a temporarily residual portion R1, for example, as shown inFig. 20 toward the central axis of thedie hole 13 during the punching. An angle K of the chamfering of the pressing surface 13a is arbitrarily set by a material of a metal plate to be punched, a punching rate, and the like. A distance D of the chamfering is arbitrarily set. The angle K of the chamfering of the pressing surface 13a can be set within, for example, a range of 1 to 65° when a metal plate made of bearing steel such as SUJ2 is used. When the angle K exceeds the range, breaking after the processes are so large that a smooth surface is not easily formed. - The fracture surface, as exemplified in
Fig. 21(1) , is a surface formed with breaking of a punching scrap S1 on a part of a metal plate material W' serving as a peripheral edge of theoutside portion 17 in the middle of formation of theoutside portion 17 in the metal plate material W' by the die 12 in the step. At least a part of the fracture surface protrudes outward from a position P1 corresponding to an outer surface of theoutside portion 17. When the fracture surface is formed, a portion of the metal plate material W' protruding outward from the position P1 on theoutside portion 17 is defined as the temporarily residual portion R1. In completion of the punching, a portion called the temporarily residual portion R1 is almost eliminated on a metal plate W. - As a direction toward the central axis of the
die hole 13, for example, as explained inFig. 19(1) , a direction C perpendicular to a punching direction A of apunch 15, an oblique direction crossing the direction C at an acute angle (For example, an obliquely outward direction B can be given.), and the like are given. The angle is arbitrarily set by the material of the metal plate, a punching rate, or the like. - The punching step can be, for example, the step of forming the outside portion and performing punching to the metal plate material by the punch to form a through hole.
- In the punching step, breaking occurs in the metal plate material during the punching for the through hole, a temporarily residual portion is formed on a fracture portion of the metal plate material such that the temporarily residual portion protrudes inward from a position corresponding to an inner surface of the through, and thereafter, with the punching, the temporarily residual portion is pressed in a direction away from the central axis of the punch by a pressing surface included in a distal end edge of the punch to have a smooth surface.
- In the punching step for the through hole, a configuration of the punching step explained in the method of manufacturing a metal plate with the hole can be applied.
- When the outside portion and the through hole are to be formed, for example, as shown in
Fig. 22 , by using a pressing machine including adie 62, apress mold 64 disposed above the metal plate material W' set on thedie 62, and apunch 65 disposed under the set metal plate material W', the metal plate material W' placed on thedie 62 is pressed with thepress mold 64 to press the temporarily residual portion with a pressing surface 63a of adie hole 63 so as to form anoutside portion 67 having a smoothed surface, and, thereafter, the metal plate material W' placed on thepunch 65 is further pressed with thepress mold 64 to press the temporarily residual portion with a pressing surface 65a of thepunch 65 to make it possible to form a throughhole 68 having a smoothed surface. - For example, as shown in
Fig. 24 , by using a pressing machine including adie 72, apress mold 74 disposed above the metal plate material W' set on thedie 72, and apunch 75 disposed under the set metal plate material W', the metal plate material W' placed on thepunch 75 is pressed with thepress mold 74 to press the temporarily residual portion with a pressing surface 75a of thepunch 75 so as to form a throughhole 78 having a smoothed surface, and, thereafter, the metal plate material W' placed on thedie 72 is further pressed with thepress mold 74 to press the temporarily residual portion with a pressing surface 73a of a die hole73 to make it possible to form anoutside portion 77 having a smoothed surface. - The smoothness of the surface formed by pressing the surface including the fracture surfaces of the temporarily residual portion with the pressing surface (or a pressing surface of a punch) the die hole only needs to be almost equal to (for example, the same roughness classification) the surface roughness of sheared surface obtained by performing punching without forming fracture surfaces on the outer surface (or an inner surface of a through hole) of the outside portion. The surface roughness is arbitrarily changed depending on punching conditions. However, as a range of an arithmetic average roughness conforming to, for example, JIS B0601 : 2013 (ISO 4287 : 1997), a range of 0.04 to 0.4 µm (more preferably, 0.05 to 0.1 µm) can be given.
- In the metal plate manufactured by the above manufacturing method, the outer surface of the outside portion on one surface side of the metal plate is configured by a smooth surface formed by pressing the temporarily residual portion including fracture surfaces formed during the punching.
- When the outside portion and the through hole are to be formed, the inner surface of the through hole on one surface side of the metal plate and the outer surface of the outside portion on one surface side of the metal plate are configured by smooth surfaces formed by pressing the temporarily residual portion including fracture surfaces formed during the punching.
- The outer surface on one surface side of the metal plate, for example, in
Fig. 21(3) , may be a surface F1 located on a surface side pressed with thepunch 15, for example, inFig. 23(2) , may be surfaces F1 and F2 located on a surface side pressed with thepress mold 64, or, for example, inFig. 25(2) , may be surfaces F1 and F2 located on a surface side pressed with thepress mold 74. The surfaces F1 and F2 are formed to be smooth surfaces by pressing the temporarily residual portion formed during the punching. - On the basis of a comparative example for forming a circular through hole in a metal plate by punching, a method of manufacturing a metal plate having the hole will be described below. According to the manufacturing method, not only a circular hole but also holes having various shapes such as a square hole can be formed by punching.
- The
punch 1 of the pressing machine used in the manufacturing method, as exemplified inFig. 1 , has a distal end having a columnar shape and adistal end edge 2 which is chamfered to be thepressing surface 3 facing in the diagonally outward direction B serving as a side surface direction with respect to the punching direction A of thepunch 1. The angle K of the chamfering of thepressing surface 3 is arbitrarily set depending on a material of a metal plate to be punched, a punching rate, or the like. However, when a metal plate made of bearing steel such as SUJ2 is used, for example, a range of 1 to 65° can be given. When the angle K exceeds the range, breaking after the processes are so large that a smooth surface is not easily formed. A distance D of the chamfering is arbitrarily set. - A punching step of forming a through hole in the
metal plate material 4 used as an external gear by punching using thepunch 1 will be described below. The punching step, as exemplified inFig. 1 , themetal plate material 4 which is made of a bearing steel such as SUJ2 in which a through hole should be formed is placed on thedie 5 of the pressing machine, and thepunch 1 is arranged above themetal plate material 4. Thereafter, as exemplified inFig. 2 , when thepunch 1 is moved downward and sunk into themetal plate material 4, a portion serving as the punchingscrap 6 of themetal plate material 4 is displaced downward. As exemplified inFig. 3 , when thepunch 1 is moved further downward, breaking occurs near theperipheral edge 81 of themetal plate material 4 on thedie 5 side, and thefracture surface 7 appears on the temporarilyresidual portion 9 or the like located inside theposition 82 corresponding to the inner surface of a throughhole 8. At the same time, the punchingscrap 6 is separated from thefracture surface 7 of themetal plate material 4. - When the
punch 1 moves further downward, thepressing surface 3 of thepunch 1, by a divided force F2 of a pressing force F1 diagonally pressing the pressing surface downward inFig. 3 , moves downward while pressing the temporarilyresidual portion 9 from an end of thefracture surface 7 toward theperipheral edge 81 side of the throughhole 8 on thedie 5 side. The temporarilyresidual portion 9 pressed by thepressing surface 3 is pressed to the position corresponding to the inner surface of the throughhole 8 to become a part of the thickness of themetal plate material 4. - Furthermore, the remaining thickness (portion which does not completely become a part of the thickness of the metal plate material 4) of the temporarily
residual portion 9 is pressed downward by a divided force F3 of thepressing surface 3 of thepunch 1, and becomes an expandedportion 10 expanded downward as shown inFig. 4 . The expandedportion 10, as shown inFig. 5 , moves below themetal plate material 4 with the downward movement of thepunch 1. As a result, as shown inFig. 6 , the expandedportion 10 becomes asmall burr 11. - When the
punch 1 punches out themetal plate material 4 to obtain themetal plate 40 in which the throughhole 8 is formed, the temporarilyresidual portion 9 becomes thesmooth surface 71 by the pressure. - As described above, in the punching step, the
pressing surface 3 of thepunch 1 moves downward the temporarilyresidual portion 9 remaining at a position corresponding to the inner surface of the throughhole 8 of themetal plate material 4 while being pressed to the position corresponding to the inner surface of the throughhole 8. After the punching step, although thesmall burr 11 is present in the throughhole 8 formed as shown inFig. 6 , on the inner surface of the throughhole 8 on one surface side of themetal plate material 4, i.e., the inner surface facing the die in the comparative example, unlike in a conventional technique, a fracture surface is not formed but thesmooth surface 71 is formed. The arithmetic average roughness of thesurface 71 is about 0.04 to 0.4 µm. For this reason, after the punching step, unlike in the conventional technique, a step of performing shaving, machining, and the like is not necessary, and time required for manufacturing can be shortened. - Since the
metal plate 40 near thesurface 71 formed to be smoothed includes a thickness located in the temporarilyresidual portion 9 by pressure, the corresponding portion of themetal plate 40 is compressed more strongly than other portions of themetal plate 40 to have a work-hardened texture. For this reason, in some target product, heat treatment can be omitted. - A first embodiment will be described below. In the first embodiment, the recessed portion forming step exemplified in
Fig. 7 and the punching step exemplified inFigs. 8 and9 are sequentially performed to ametal plate material 21 to obtain ametal plate 20. The recessed portion forming step, as exemplified inFig. 7(3) , is a step of forming a recessedportion 22 on the surface of themetal plate material 21. - In a recessed portion forming step, as exemplified in
Fig. 7(1) , first the heatedmetal plate material 21 is set on a placing table (not shown), and aprocessing mold 23 is arranged above themetal plate material 21. In this state, theprocessing mold 23 is moved downward, as exemplified inFig. 7(2) , hot forging which presses asurface 24 of themetal plate material 21 with theprocessing mold 23 is performed, as exemplified inFig. 7(3) , to form the recessedportion 22 on the surface of themetal plate material 21. The recessedportion 22 may be formed by cool forging. - The formed recessed
portion 22 has the same shape as that of the distal end of theprocessing mold 23, and the recessedportion 22 includes abottom surface 25 and theinclined side surface 26. A portion including thebottom surface 25 of the recessedportion 22 and aninclined side surface 261 on thebottom surface 25 side are removed by punching. Aninclined side surface 262 remaining after the punching can exert a chamfering effect for a through hole. Although theinclined side surface 26 has a conical surface in the embodiment, the shape thereof is not limited to this. -
Figs. 8 and9 show, in a step-by-step manner, the step of punching the inside of the recessedportion 22 formed in themetal plate material 21 by apunch 27 as described above to obtain a metal plate. As exemplified inFig. 8(1) , the outer shape of thepunch 27 is the same as that of thepunch 1 described in the comparative example, and apressing surface 28 is formed on thedistal end edge 2 of thepunch 27. Thedie 29 has a shape obtained by forming a projectingportion 31 on an edge of adie hole 30. The projectingportion 31 is vertically formed to protrude from asurface 291 of the die 29 to themetal plate material 21 side, and has a truncated cone shape which is vertically formed along the edge of thedie hole 30 and has a penetrated central portion. Aninner surface 311 is formed on the same plane as that of the inner surface of thedie hole 30, an outer surface of the projectingportion 31 is a conical surface of the truncated cone to serve as aguide surface 32 inclined with reference to the punching direction A. Theguide surface 32 guides a direction in which a temporarilyresidual portion 37 formed during punching is pressed such that the direction becomes the direction B. he inclined angle E of theguide surface 32 is preferably set to 1 to 60°. Furthermore, the guide surface is more preferably formed to be almost parallel with the direction B perpendicular to thepressing surface 28 of thepunch 27. - The punching step, as exemplified in
Fig. 8(1) , first sets themetal plate material 21 on thedie 29. In this case, theinclined side surface 26 of the recessedportion 22 of themetal plate material 21, as exemplified inFig. 8(1) , is formed to be brought into contact with theguide surface 32 of the die 29 when themetal plate material 21 is set on thedie 29. Thepunch 27 having a predetermined outer diameter is arranged above themetal plate material 21. As the outer diameter of thepunch 27, as exemplified inFig. 8(1) , an outer diameter set such that anextended line 34 of anoutside surface 33 of thepunch 27 overhangs theinclined side surface 26 of the recessedportion 22 of themetal plate material 21 is selected. More specifically, thepunch 27 having an outer diameter large enough to punch out the metal plate material from thebottom surface 25 of the recessedportion 22 to theinclined side surface 261 of the recessedportion 22 on thebottom surface 25 side at a time is used. - When the
punch 27 is moved downward in the state exemplified inFig. 8(1) , as shown inFig. 8(2) , themetal plate material 21 is broken as shown inFig. 8(2) to form afracture surface 35, and a punchingscrap 36 is separated from thefracture surface 35. - When the
punch 27 moves further downward in this state, as shown inFig. 9(3) , an end of thefracture surface 35 pressed with thepressing surface 28 of thepunch 27 is guided by theinclined guide surface 32 of the die 29 such as to flow in a direction G shown in the drawing. The temporarilyresidual portion 37 near thefracture surface 35 is pressed to a position corresponding to aperipheral edge 381 of a throughhole 38 of themetal plate material 21 to become a part of the thickness of themetal plate material 21. The temporarily residual portion 37 (portion which does not become a part of the thickness of the metal plate material 21) remaining as exemplified inFig. 9(4) becomes aburr 39. Of the inclined side surface, theinclined side surface 262 serving as an edge side of the recessedportion 22 remains. - In the first embodiment, the temporarily
residual portion 37 including thefracture surface 35 pressed with thepressing surface 28 of thepunch 27, as shown inFig. 9(3) , is guided by theguide surface 32 of the die 29 such as to flow to theperipheral edge 381 on the die 29 side to have a smooth surface. A part of the temporarilyresidual portion 37 remaining without flowing to theperipheral edge 381, as shown inFig. 9(4) , becomes theburr 39. However, an amount of the burr is smaller than that in the comparative example. More specifically, in the first embodiment, the inner surface of the throughhole 38 is a smooth surface, and an amount of theburr 39 is suppressed to be small. Theinclined side surface 262 remains on the peripheral edge of the throughhole 38, and theinclined side surface 262 can exert the same effect as that of chamfering. For this reason, an additional step of performing chamfering is not necessary, and operations are simplified. - In the recessed portion forming step described above, as shown in
Fig. 7 , the case in which theinclined side surface 26 of the recessedportion 22 is formed to be a conical surface is described. However, when the distal end shape of theprocessing mold 23 is changed into a pyramid shape, theinclined side surface 26 of the recessedportion 22 can be changed into a pyramid surface. - Furthermore, the recessed
portion 22 can be formed by hot forging or the like without using machining, and the throughhole 38 can be easily formed in themetal plate material 21 by punching. For this reason, a metal plate with hole can be manufactured within a period of time shorter than that in the machining, without requiring so much manpower. Since a residual stress occurring in each of the recessed portion forming step and the punching step is almost equal to that in machining, even though heat treatment is performed in a subsequent step, a risk of causing warpage or the like does not easily occur. - As a second embodiment, a method of manufacturing an external gear with peripheral hole for planet gear by using the recessed portion forming step and the punching step will be described below. As shown in
Fig. 10 , on an external gear withperipheral hole 41, anexternal tooth portion 43 obtained by forming teeth along the outer circumference of acircular metal plate 42, ashaft hole 44 formed at the center of themetal plate 42, and a plurality ofperipheral holes 45 formed around theshaft hole 44 to surround theshaft hole 44 are formed. - The
external tooth portion 43 includes external teeth of a gear to transmit motion of themetal plate 42 rotating as a planet carrier. The outer diameter, the tooth shapes, and the number of teeth of theexternal tooth portion 43 are arbitrarily set depending on applications. - The
shaft hole 44 is a hole into which a rotating shaft is to be inserted, the shape of theshaft hole 44 is determined depending on the shape of the rotating shaft, and the diameter of theshaft hole 44 is set depending on the diameter of the rotating shaft. The outer diameter of the external gear withperipheral hole 41, the tooth shapes and the number of teeth of theexternal tooth portion 43, the diameter of the shaft hole, and the diameter of each of the peripheral holes, the number of peripheral holes, and the like can be arbitrarily changed depending on applications. For example, in the external gear with peripheral hole having a diameter of 250 mm in the embodiment, the number ofperipheral holes 45 can be set to 2 to 8. The thickness in the embodiment is 1 to 50 mm. However, the thickness is not limited thereto, and can be arbitrarily selected depending on the diameter. - The
peripheral holes 45 are holes to insert rotating shafts of planet gears into themetal plate 42 to fix the rotating shafts. The number ofperipheral holes 45 is equal to the number of planet gears, and the diameters of theperipheral holes 45 are diameters corresponding to the diameters of the rotating shafts of the planet gears. The hole shape of each of theperipheral holes 45 can be not only a circular shape but also an arbitrary square shape. - Steps in manufacturing the external gear with
peripheral hole 41 will be described below with reference to the manufacturing method exemplified in the first embodiment. The steps in manufacturing an external gear with peripheral hole includes an external tooth forming step, a shaft hole forming step, and a peripheral hole forming step. The external tooth forming step, the shaft hole forming step, and the peripheral hole forming step are executed in the order named. Of the steps, the manufacturing method is performed in the shaft hole forming step and the peripheral hole forming step. - The steps will be sequentially described below.
- The external tooth forming step is a step of obtaining a first
intermediate workpiece 51 exemplified inFig. 11 from a circular metal plate material. In this case, the firstintermediate workpiece 51 is a workpiece in a state in which theexternal tooth portion 43, a recessed portion forshaft hole 46, and recessed portions forperipheral hole 47 are formed on ametal plate material 48. - In the step, the recessed portion for
shaft hole 46 and the recessed portions forperipheral hole 47 are formed by executing the recessed portion forming step exemplified in the first embodiment to the surface of themetal plate material 48, and theexternal tooth portion 43 is formed by executing conventional punching to the outer circumference of themetal plate material 48 In this case, the recessed portion forshaft hole 46 is formed at a position where theshaft hole 44 shown inFig. 10 should be formed, and the recessed portions forperipheral hole 47 are formed at positions where theperipheral holes 45 shown inFig. 10 should be formed. - The recessed portion forming step of forming the recessed portion for
shaft hole 46 and the recessed portions forperipheral hole 47 and the step of punching for forming theexternal tooth portion 43 are preferably executed at a time by the external tooth forming step. However, the steps may be independently executed. The drawings of the embodiment show the example in which the recessed portion forming step is performed to both the front and rear surfaces of themetal plate material 48 to form the recessed portion forshaft hole 46 and the recessed portions forperipheral hole 47 on both the front and rear surfaces of themetal plate material 48. However, the recessed portion forming step may be performed on only one surface of themetal plate material 48. - A heat treatment step is a step of performing hardening to the first
intermediate workpiece 51 formed in the external tooth forming step described above. Conditions for heat treatment in the step are not specified, and normal hardening conditions may be employed. After the heat treatment, shot blasting may be performed to process the surface of the firstintermediate workpiece 51. Conditions for the shot blasting are not specified. Furthermore, after the heat treatment, finish forging for fixing the shapes of theexternal tooth portion 43 and the like may be performed to the firstintermediate workpiece 51. The finish forging, for example, is performed in a manner that the firstintermediate workpiece 51 to which the heat treatment is performed penetrates a die having a predetermined shape in a direction of thickness. - A shaft hole forming step will be described below with reference to
Fig. 12 . The shaft hole forming step is a step of executing the punching step exemplified in the first embodiment to the recessed portion forshaft hole 46 of the firstintermediate workpiece 51 exemplified inFig. 11 to form theshaft hole 44 so as to form a secondintermediate workpiece 52. In the shaft hole forming step, when theshaft hole 44 is formed in the recessed portion forshaft hole 46 exemplified inFig. 11 while theexternal tooth portion 43 is nipped, theshaft hole 44 exemplified inFig. 12 is consequently formed in a state in which the firstintermediate workpiece 51 is positioned with reference to theexternal tooth portion 43. Thus, the processing accuracy of theshaft hole 44 can be improved. On the edge of theshaft hole 44, aninclined side surface 44a which is like theinclined side surface 262 shown inFig. 9(4) is formed. - A peripheral hole forming step will be described below with reference to
Figs. 13 and14 . The peripheral hole forming step is a step of executing the punching step exemplified in the first embodiment to the recessed portions forperipheral hole 47 of the secondintermediate workpiece 52 exemplified inFig. 12 to form the peripheral holes 45. In this step, all theperipheral holes 45 may be formed by performing punching once, or punching for forming one or two of theperipheral holes 45 at a time may be repeated. However, punching for theperipheral holes 45 is preferably executed in a plurality of times because a pressure generated in punching can be lower than that generated when punching for all theperipheral holes 45 is executed at a time. - Furthermore, when the number of
peripheral holes 45 is an even number, the recessed portions forperipheral hole 47 located at positions symmetrical about theshaft hole 44 are preferably punched out at a time. For example, as exemplified inFig. 13 , twoperipheral holes 45a located at positions symmetrical about theshaft hole 44 are formed first, and, as shown inFig. 14 , twoperipheral holes 45b located on the immediately left sides of theperipheral holes 45a are formed, respectively. Thereafter, peripheral holes are sequentially formed in two recessed portions forperipheral hole 47c located on the immediately left sides of theperipheral holes 45b and two recessed portions forperipheral hole 47d located on the immediately left sides of the recessed portions forperipheral hole 47c. As exemplified inFig. 14 , on the edges of each of theperipheral holes 45a, aninclined side surface 45e which is like theinclined side surface 26 shown inFig. 9(4) is formed, and, similarly, theinclined side surface 45e is also formed on the edge of each of theperipheral holes 45b. - As described above, when the peripheral holes are formed by performing punching in a plurality of times, guide pins are inserted into the formed
shaft hole 44 and the formedperipheral holes 45 to protect theshaft hole 44 and theperipheral holes 45, so that the formedshaft hole 44 and the formedperipheral holes 45 can be prevented from being deformed in formation of a newperipheral hole 45. The guide pins have columnar shapes having diameters almost equal to those of theshaft hole 44 and theperipheral holes 45 and are inserted into the existingshaft hole 44 and the existingperipheral holes 45 to prevent the existingshaft hole 44 and the existingperipheral holes 45 from being deformed by stress occurring with punching in formation of a newperipheral hole 45. In the embodiment, of theperipheral holes 45 at all the eight positions, theperipheral holes 45 at two positions are formed at a time. For this reason, the guide pin for theshaft hole 44 and the guide pins for theperipheral holes 45 at the remaining 6 positions are prepared. - For example, as shown in
Fig. 15 , theshaft hole 44 and the twoperipheral holes 45a are formed, and the recessed portions forperipheral hole 47 remain without forming the remaining peripheral holes, aguide pin 53 for theshaft hole 44 is arranged above theshaft hole 44, and guide pins for theperipheral holes 45 are arranged above the four unprocessed recessed portions forperipheral hole 47 and the twoperipheral holes 45a. Theguide pin 53 is inserted into the formedshaft hole 44. Furthermore, except for recessed portions forperipheral hole 47b in which the peripheral holes (45b) are formed by a punch 55, guide pins 54a are inserted into the formedperipheral holes 45a, respectively. Guide pins 54b are fitted in the recessed portions forperipheral hole 47, respectively. The guide pins 54a and 54b have the same configurations except that the guide pins 54a are inserted into theperipheral holes 45 and the guide pins 54b are not inserted into the peripheral holes 45. -
Fig. 16 shows a sectional view along an X - X line shown inFig. 15 , andFig. 17 shows a sectional view along a Y - Y line inFig. 15 . As shown inFig. 16 , when theperipheral holes 45 are not formed, the guide pins 54b are brought into contact with the recessed portions forperipheral hole 47 of themetal plate material 48, respectively. On the other hand, as shown inFig. 17 , when theperipheral holes 45 are formed, the guide pins 54a penetrate theperipheral holes 45 to fill theperipheral holes 45, respectively. InFigs. 16 and17 , theguide pin 53 penetrates theshaft hole 44 to fill theshaft hole 44. In this state, when punching is performed to the recessed portions forperipheral hole 47b shown inFig. 15 by the punch 55, force acting on the formedshaft hole 44 and the formedperipheral holes 45 is received by the guide pins 53 and 54a to make it possible to prevent theshaft hole 44 and theperipheral holes 45 from being deformed. The step of punching the two recessed portions forperipheral hole 47 is repeated four times to punch all the recessed portions forperipheral hole 47, so that the external gear withperipheral hole 41 obtained by forming theexternal tooth portion 43, theshaft hole 44, and all theperipheral holes 45 in themetal plate 42 shown inFig. 10 is manufactured. - In the embodiment, without performing cutting or the like by machining, formation or the like of an external tooth portion, a shaft hole, and peripheral holes is performed by the recessed portion forming step and the punching step of the manufacturing method. For this reason, an external gear with peripheral hole can be manufactured within a period of time extremely shorter than that in machining, and manpower can be reduced. Furthermore, even though heat treatment is performed to the manufactured external gear with peripheral hole, since residual stress is at the same level as that in machining, distortion such as warpage does not occur.
- Since the inclined side surfaces formed on the edges of the shaft hole and the peripheral holes of the external gear with peripheral hole function as chambers, even though chamfering or the like is not performed by machining, there are no sharp angles, and a burr or the like does not easily occur. Furthermore, since the recessed portion for shaft hole and the recessed portions for peripheral hole are formed in an external tooth forming step before the heat treatment step, the recessed portion for shaft hole and the recessed portions for peripheral hole can be formed more easily than in a case where the recessed portion for shaft hole and the recessed portions for peripheral hole which are formed after the heat treatment step. Furthermore, the external tooth portion is formed in the external tooth forming step before the shaft hole and the peripheral holes are formed. Thereafter, when manufacturing is performed by a series of procedures of forming the shaft hole in the shaft hole forming step and forming the peripheral holes in the peripheral hole forming step, the external tooth portion, the shaft hole, and the peripheral holes are improved in processing accuracy, and finishing can be simplified.
- In the embodiment, the external gear with peripheral hole in which the number of peripheral holes is set to eight is given. However, the configuration need not be always used, and the number of
peripheral holes 45 can be arbitrarily changed depending on applications, sizes, or the like. -
Fig. 18 shows a third embodiment. InFig. 8(1) , of thebottom surface 25 to theinclined side surface 26 in the recessedportion 22, a portion corresponding to theinclined side surface 261 on the bottom surface side is punched with thepunch 27. However, as shown inFig. 18 , only the bottom surface 25 (portion surrounded by aline 34a) of the recessedportion 22 of themetal plate material 21 is punched with apunch 27a. Even though the punching is performed as described above, theinclined side surface 26 remains on the peripheral edge of the through hole to be formed, and theinclined side surface 26 can exert the same effect as that of chamfering. For this reason, an additional step of performing chamfering is not necessary, and operations are simplified. - The present invention is not limited to the embodiments described above, and embodiments variously changed within the scope of the present invention depending on objects and applications can be obtained. For example, as a concrete application of a metal plate with hole, the external gear with peripheral hole for planet gear is given in the second embodiment. However, the external gear with peripheral hole need not be always used, and a normal external gear, a normal metal plate for cam, a normal pinwheel, and the like can be given. The metal plate can be used as a metal plate in which holes for fastening members such as various shafts and screws are formed.
- In a method of manufacturing a metal plate according to a fourth embodiment, as shown in
Fig. 19 , a pressing machine including thedie 12 and thepunch 15 disposed above the metal plate material W' set on thedie 12 is used. The distal end edge of thedie hole 13 of the die 12 is chamfered to form the pressing surface 13a being inclined with reference to a punching direction A of thepunch 15 and facing a side surface. - A punching step using the pressing machine will be described below. In the punching step, as shown in
Fig. 19 , the metal plate material W' is placed and set on thedie 12. Thereafter, as shown inFig. 20(1) , thepunch 15 moves downward to perform punching to the metal plate material W' placed on thedie 12. At this time, in the metal plate material W', a portion near a part where a distal outer peripheral edge side of thepunch 15 punched into the metal plate material W' and a distal inner peripheral edge side of thedie hole 13 are connected to each other is broken. At this time, the temporarily residual portion R1 is formed in the fracture portion of the metal plate material W' to protrude outward (more specifically, a side being away from the central axis side of the die hole 13) from a position P1 corresponding to an outer surface of theoutside portion 67 through the pressing surface 13a of the die hole 13 (seeFig. 21(1) ). Note that a punching scrap S is separated from the fracture surface of the metal plate material W' and left on thedie 12. - As shown in
Fig. 20(2) , when thepunch 15 moves further downward, the temporarily residual portion R1 is pressed toward the central axis of thedie hole 13 with the pressing surface 13a of thedie hole 13. The temporarily residual portion R1 pressed with the pressing surface 13a is moved upward while being pressed to the position P1 corresponding to the outer surface of theoutside portion 17 and serves as a part of the thickness of the metal plate material W' (seeFig. 21(2) ). Thereafter, as shown inFig. 20(3) , the metal plate W (product) on which theoutside portion 17 having a predetermined shape is formed is obtained. The thickness (portion which does not completely serve as a part of the thickness of the metal plate material W') of the remaining temporarily residual portion R1 is pressed upward with the pressing surface 13a of thedie hole 13 to form a small burr B1 (seeFig. 21(3) ). - According to the method of manufacturing a metal plate of the fourth embodiment, in the punching step, the pressing surface 13a of the
die hole 13 moves upward the temporarily residual portion R1 remaining outside the position P1 corresponding to the outer surface of theoutside portion 17 of the metal plate material W' while pressing the temporarily residual portion R1 to the position P1 corresponding to theoutside portion 17. After the punching step, although it is recognized that a small burr B1 is present on the formed outsideportion 17, on the outer surface of theoutside portion 17 on one surface side of the metal plate W, i.e., the outer surface on one surface side pressed with thepunch 15, unlike in a conventional technique, a fracture surface is not formed but a smooth surface F1 is formed (seeFig. 21(3) ). The arithmetic average roughness of the surface F1 is about 0.04 to 0.4 µm. For this reason, after the punching step, unlike in the conventional technique, a step of performing shaving, machining, and the like is not necessary, and time required for manufacturing can be shortened. - Since the metal plate W near the surface F1 formed to be smoothed includes a thickness located in the temporarily residual portion R1 by pressing, the corresponding portion of the metal plate W is compressed more strongly than other portions of the metal plate W to have a work-hardened texture. For this reason, in some target product, heat treatment can be omitted.
- In a method of manufacturing a metal plate according to a fifth embodiment, as shown in
Fig. 22 , a pressing machine including thedie 62, thepress mold 64 disposed above the metal plate material W' set on thedie 62, and thepunch 65 disposed under the set metal plate material W' is used. The distal end edge of thedie hole 63 of the die 62 is chamfered to form the pressing surface 63a being inclined with reference to the punching direction A of thepress mold 64 and facing a side surface. Thepress mold 64 has a cylindrical portion 64a having theoutside portion 67 formed between thepress mold 64 and thedie 62 and a throughhole 68 between thepress mold 64 and thepunch 65. The distal end edge of thepunch 65 is chamfered to form the pressing surface 65a being inclined with reference to a punching direction A of thepunch 65 and facing a side surface. - A punching step using the pressing machine will be described below. In the punching step, as shown in
Fig. 22(1) , the metal plate material W' is placed and set on thedie 62. Thereafter, as shown inFig. 22(2) , thepress mold 64 moves downward to perform punching to the metal plate material W' placed on thedie 62. At this time, in the metal plate material W', a portion near a part where a distal outer peripheral edge side of a cylindrical portion 64a of thepress mold 64 punched into the metal plate material W' and a distal inner peripheral edge side of thedie hole 63 are connected to each other is broken. At this time, the temporarily residual portion R1 is formed in the fracture portion of the metal plate material W' to protrude outward (more specifically, a side being away from the central axis side of the die hole 13) from the position P1 corresponding to the outer surface of theoutside portion 67 through the pressing surface 63a of the die hole 63 (seeFig. 23(1) ). - When the
press mold 64 moves further downward, the temporarily residual portion R1 is pressed toward the central axis of thedie hole 63 with the pressing surface 63a of thedie hole 63. The temporarily residual portion R1 pressed with the pressing surface 63a of thedie hole 63 is moved upward while being pressed to the position P1 corresponding to the outer surface of theoutside portion 67 and serves as a part of the thickness of the metal plate material W'. Note that the punching scrap S1 is separated from the fracture surface of the metal plate material W' and left on thedie 62. - Thereafter, when the
press mold 64 moves further downward, in the metal plate material W', a portion near a part where a distal inner peripheral edge side of a cylindrical portion 64a of thepress mold 64 punched into metal plate material W' and a distal outer peripheral edge side of thepunch 65 are connected to each other is broken. At this time, the temporarily residual portion (see a temporarilyresidual portion 9 inFigs. 3 to 5 ) is formed in the fracture portion of the metal plate material W' to protrude inward (more specifically, a side approaching the central axis side of the punch 65) from a position P2 corresponding to an inner surface of the throughhole 68 through the pressing surface 65a of thepunch 65. - When the
press mold 64 moves further downward, the temporarily residual portion is pressed in a direction away from toward the central axis of thepunch 65 with the pressing surface 65a of thepunch 65. The temporarily residual portion pressed with the pressing surface 65a of thepunch 65 is moved upward while being pressed to the position P2 corresponding to the inner surface of the throughhole 68 and serves as a part of the thickness of the metal plate material W'. Thereafter, as shown inFig. 22(3) , the metal plate W (product) on which theoutside portion 67 and the throughhole 68 which have predetermined shapes are formed is obtained. Note that a punching scrap S2 is separated from the fracture surface of the metal plate material W' and left on thepunch 65. The thickness (portion which does not completely serve as a part of the thickness of the metal plate material W') of the remaining temporarily residual portion R1 is pressed upward with the pressing surface 63 a of thedie hole 63 and the pressing surface 65a of thepunch 65 to form small burrs B1 and B2 (seeFig. 23(2) ). - According to the method of manufacturing a metal plate according to the fifth embodiment, in the punching step, after the pressing surface 63a of the
die hole 63 moves upward the temporarily residual portion R1 remaining outside the position P1 corresponding to the outer surface of theoutside portion 67 of the metal plate material W' while pressing the temporarily residual portion R1 to the position P1 corresponding to the outer surface of theoutside portion 67, the pressing surface 65a of thepunch 65 moves upward the temporarily residual portion remaining inside the position P2 corresponding to the outer surface of the throughhole 68 of the metal plate material W' while pressing the temporarily residual portion to the position P2 corresponding to the inner surface of the throughhole 68. After the punching step, although it is recognized that the small burrs B1 and B2 are present on theoutside portion 67 and the throughhole 68, on the outer surface of theoutside portion 67 on one surface side of the metal plate W, i.e., the outer surface on one surface side pressed with thepress mold 64, unlike in a conventional technique, a fracture surface is not formed but the smooth surface F1 is formed (seeFig. 23(2) ). On the inner surface of the throughhole 68 on one surface side of the metal plate W, i.e., the inner surface on one surface side pressed with thepress mold 64, unlike in a conventional technique, a fracture surface is not formed but the smooth surface F2 is formed (seeFig. 23(2) ). The arithmetic average roughnesses of the surfaces F1 and F2 are about 0.04 to 0.4 µm. For this reason, after the punching step, unlike in the conventional technique, a step of performing shaving, machining, and the like is not necessary, and time required for manufacturing can be shortened. - Since the metal plate W near the surfaces F1 and F2 formed to be smooth surfaces includes a thickness configuring the temporarily residual portion R1 by pressing, the corresponding portion of the metal plate W is compressed more strongly than other portions of the metal plate W to have a work-hardened texture. For this reason, in some target product, heat treatment can be omitted.
- In a method of manufacturing a metal plate according to a sixth embodiment, as shown in
Fig. 24 , a pressing machine including thedie 72, thepress mold 74 disposed above the metal plate material W' set on thedie 72, and thepunch 75 disposed under the set metal plate material W' is used. The distal end edge of thedie hole 73 of the die 72 is chamfered to form the pressing surface 73a being inclined with reference to the punching direction A of thepress mold 74 and facing a side surface. Thepress mold 74 has a cylindrical portion 74a having theoutside portion 77 formed between thepress mold 74 and thedie 72 and the throughhole 78 between thepress mold 74 and thepunch 75. The distal end edge of thepunch 75 is chamfered to form the pressing surface 75a being inclined with reference to a punching direction A of thepress mold 74 and facing a side surface. - A punching step using the pressing machine will be described below. In the punching step, as shown in
Fig. 24(1) , the metal plate material W' is placed and set on thepunch 75. Thereafter, thepress mold 74 moves downward to perform punching to the metal plate material W' placed on thepunch 75. At this time, in the metal plate material W', a portion near a part where a distal inner peripheral edge side of the cylindrical portion 74a of thepress mold 74 punched into metal plate material W' and a distal outer peripheral edge side of thepunch 75 are connected to each other is broken. At this time, the temporarily residual portion (see the temporarilyresidual portion 9 inFigs. 3 to 5 ) is formed in the fracture portion of the metal plate material W' to protrude inward (more specifically, a side approaching the central axis side of the punch 75) from the position P2 corresponding to an inner surface of the throughhole 78 through the pressing surface 75a of thepunch 75. - As shown in
Fig. 24(2) , when thepress mold 74 moves further downward, the temporarily residual portion is pressed in a direction away from toward the central axis of thepunch 75 with the pressing surface 75a of thepunch 75. The temporarily residual portion pressed with the pressing surface 75a of thepunch 75 is moved upward while being pressed to the position P2 corresponding to the inner surface of the throughhole 78 and serves as a part of the thickness of the metal plate material W'. Note that a punching scrap S1 is separated from the fracture surface of the metal plate material W' and left on thepunch 75. - Thereafter, when the
press mold 74 moves further downward, in the metal plate material W', a portion near a part where a distal outer peripheral edge side of the cylindrical portion 74a of thepress mold 74 punched into metal plate material W' and a distal inner peripheral edge side of the die hole73 are connected to each other is broken. At this time, the temporarily residual portion (see the temporarily residual portion R1 inFig. 21 ) is formed in the fracture portion of the metal plate material W' to protrude outward from the position P1 corresponding to an outer surface of theoutside portion 77 through the pressing surface 73a of thedie hole 73. - When the
press mold 74 moves further downward, the temporarily residual portion is pressed toward the central axis of thedie hole 73 with the pressing surface 73a of thedie hole 73. The temporarily residual portion pressed with the pressing surface 73a the die hole73 is moved upward while being pressed to the position P1 corresponding to the outer surface of theoutside portion 77 and serves as a part of the thickness of the metal plate material W'. Thereafter, as shown inFig. 24(3) , the metal plate W (product) on which theoutside portion 77 and the throughhole 78 which have predetermined shapes are formed is obtained. Note that the punching scrap S2 is separated from the fracture surface of the metal plate material W' and left on thedie 72. The thickness (portion which does not completely serve as a part of the thickness of the metal plate material W') of the remaining temporarily residual portion is pressed upward with the pressing surface 73a of thedie hole 73 and the pressing surface 75a of thepunch 75 to form small burrs B1 and B2 (seeFig. 25(2) ). - According to the method of manufacturing a metal plate according to the sixth embodiment, in the punching step, after the pressing surface 75a of the
punch 75 moves upward the temporarily residual portion remaining inside the position P2 corresponding to the inner surface of the throughhole 78 of the metal plate material W' while pressing the temporarily residual portion to the position P2 corresponding to the inner surface of the throughhole 78, the pressing surface 73a of thedie hole 73 moves upward the temporarily residual portion remaining outside the position P1 corresponding to the outer surface of theoutside portion 77 of the metal plate material W' while pressing the temporarily residual portion to the position P1 corresponding to the outer surface of theoutside portion 77. After the punching step, although it is recognized that the small burrs B1 and B2 are present on theoutside portion 77 and the throughhole 78, on the outer surface of theoutside portion 77 on one surface side of the metal plate W, i.e., the outer surface on one surface side pressed with thepress mold 74, unlike in a conventional technique, a fracture surface is not formed but the smooth surface F1 is formed (seeFig. 25(2) ). On the inner surface of the throughhole 78 on one surface side of the metal plate W, i.e., the inner surface on one surface side pressed with thepress mold 74, unlike in a conventional technique, a fracture surface is not formed but the smooth surface F2 is formed (seeFig. 25(2) ). The arithmetic average roughnesses of the surfaces F1 and F2 are about 0.04 to 0.4 µm. For this reason, after the punching step, unlike in the conventional technique, a step of performing shaving, machining, and the like is not necessary, and time required for manufacturing can be shortened. - Since the metal plate W near the surfaces F1 and F2 formed to be smoothed includes a thickness configuring the temporarily residual portion by pressing, the corresponding portion of the metal plate W is compressed more strongly than other portions of the metal plate W to have a work-hardened texture. For this reason, in some target product, heat treatment can be omitted.
- The present invention is not limited to the embodiments described above, and embodiments variously changed within the scope of the present invention depending on objects and applications can be obtained. For example, in the fifth and sixth embodiments, outer peripheral shapes of the
outside portions holes Fig. 21 or may be different shapes. As the outer peripheral shapes of theoutside portions holes Fig, 21 , circular shapes, polygonal shapes, and gear-like shapes can be given. - In the fifth and sixth embodiments, the
outside portions holes - A metal plate with hole formed by the method of manufacturing a metal plate having a hole is widely used in a machine product such as a gear or a cam. A metal plate having an outside portion formed by the method of manufacturing a metal plate is widely used in a machine product such as a gear or a cam.
- A method of manufacturing a metal plate having a hole in which an inner surface of the punched hole is a smooth surface, a metal plate with hole manufactured by the method, an external gear with peripheral hole, an external gear, and a metal plate for cam are provided.
Claims (12)
- A method of manufacturing a metal plate (20, 41, 42) having a hole (38, 44, 45) comprising
a punching step of performing punching to a metal plate material (21 48) placed on a die (29) by a punch (27, 27a, 55) to form a through hole (38, 44, 45), wherein
in the punching step, breaking occurs during the punching for the through hole (38, 44, 45), a temporarily residual portion (37) which is a peripheral edge of the through hole (38, 44, 45) on the die side and protrudes inward from a position corresponding to an inner surface of the through hole (38, 44, 45) is formed, and
thereafter, with the punching, the temporarily residual portion (37) is pressed toward a side surface of the punch (27, 27a, 55) by a pressing surface (28) included in a distal end edge of the punch (27, 27a, 55) such that the inner surface of the punched through hole has a smooth surface,
characterized in that
a recessed portion forming step is further performed before the punching step,
the recessed portion forming step is a step of forming a recessed portion (22, 46, 47) surrounded by a bottom surface (25) and an inclined side surface (26) inclined with respect to the punching direction (A) of the punch (27, 27a, 55) at a position where the through hole (38, 44, 45) is formed by performing hot forging or cool forging on a surface of the metal plate material (21, 48),
in the punching step, a projecting portion (31) is vertically formed on an edge of a die hole (30) of the die (29) to face the metal plate material (21, 48),
the projecting portion (31) includes an inner surface (311) formed on the same plane as that of the inner surface of the die hole (30) and an outer surface which serves as a guide surface (32) inclined with respect to the punching direction (A), which guides a direction towards the side surface of the punch (27, 27a, 55) in which the temporarily residual portion (37) is pressed, and
the punching is performed in a state in which the metal plate material (21, 48) is placed on the die (29) such that the inclined side surface (26) of the recessed portion (22, 46, 47) is brought into contact with the guide surface (32). - The method of manufacturing a metal plate (20, 41, 42) having a hole (38, 44, 45) according to claim 1, wherein the smoothed surface has an arithmetic average roughness of 0.04 to 0.4 µm.
- The method of manufacturing a metal plate (20, 41, 42) having a hole (38, 44, 45) according to claim 1 or 2, wherein
an inner surface of the through hole (38, 44, 45) on one surface side of the metal plate (20, 41, 42) is configured by the smooth surface formed by pressing the temporarily residual portion (37) formed during punching. - A method of manufacturing an external gear with peripheral hole (41) which is configured by a metal plate (42), a shaft hole (44) which is formed at a center of the metal plate (42) and to which a rotating shaft is attached, a plurality of peripheral holes (45) which are formed in the metal plate (42) around the shaft hole (44) and to which rotating shafts of planet gears are attached, and an external tooth portion (43) formed on a peripheral edge of the metal plate (42), including
an external tooth forming step of forming the external tooth portion (43), and the punching step according to claim 1 to form the shaft hole (44) and the peripheral holes (45), wherein
in the punching step, the holes are formed such that punching is performed to the metal plate material (48) placed on a die (29) by a punch (27, 55) at a time or in a plurality of times. - The method of manufacturing an external gear with peripheral hole (41) according to claim 4, wherein the external tooth forming step is a step of forming the external tooth portion (43) and a recessed portion (46, 47) which is located on a surface of the metal plate material (48) at a position where the shaft hole (44) and the peripheral holes (45) are formed and surrounded by a bottom surface (25) and an inclined side surface (26) by performing hot forging or cool forging,
in the punching step, a projecting portion (31) is vertically formed on an edge of a die hole of the die (29) to face the metal plate material (48),
the projecting portion (31) includes a guide surface (32) which guides a direction in which the temporarily residual portion (37) is pressed, and
the punching is performed in a state in which the metal plate material (48) is placed on the die (29) such that the inclined side surface (26) of the recessed portion (46, 47) is brought into contact with the guide surface (32). - The method of manufacturing an external gear with peripheral hole (41) according to claim 4 or 5, wherein the smoothed surface has an arithmetic average roughness of 0.04 to 0.4 µm.
- The method of manufacturing an external gear with peripheral hole (41) according to any one of claims 4 to 6, wherein, after the external tooth forming step, the punching step is performed in a state in which the metal plate material (48) is positioned with reference to a position of the external tooth portion (43).
- The method of manufacturing an external gear with peripheral hole (41) according to any one of claims 4 to 7, wherein, in the punching step, the peripheral holes (45) are formed by performing punching in a plurality of times, and formation of each of the peripheral holes (45) is performed in a state in which a guide pin (54a) having a diameter equal to that of the peripheral hole (45) is inserted into a peripheral hole (45) which has been formed, in order to prevent deformation of each of the peripheral holes (45) which have been formed.
- A method of manufacturing a metal plate (W) comprising a punching step of performing punching to a metal plate material (W') placed on a die (12, 62, 72) by a punch (15) or a press mold (64, 74) to form a punched outside portion (17, 67, 77) of the metal plate, wherein a counter punch which is pressed against the metal plate material (W') on the side opposite to the punch (15) and moved in unison with the punch (15) during the punching is not provided, wherein
in the punching step, breaking occurs in the metal plate material (W') during the punching for the outside portion (17, 67, 77), a temporarily residual portion (R1) is formed on a fracture portion of the metal plate material (W'),
characterized in that
the temporarily residual portion (R1) protrudes outward from a position (P1) corresponding to an outer surface of the outside portion (17, 67, 77), and
in the punching step, after the temporarily residual portion (R1) has been formed, with the punching for the outside portion (17, 67, 77), the temporarily residual portion (R1) is pressed toward a central axis of the die hole (13, 63, 73) by a pressing surface (13a, 63a, 73a) inclined to a punching direction of the punch (15) and facing a side surface of the punch included in a distal end edge of the die hole (13, 63, 73) of the die (12, 62, 72) such that an outer surface of the outer portion has a smooth surface. - The method of manufacturing a metal plate (W) according to claim 9, wherein the punching step is the step of forming the outside portion (17, 67, 77) and performing punching to the metal plate material (W') by the punch (65, 75) to form a through hole (68, 78),
in the punching step, breaking occurs in the metal plate material (W') during the punching for the through hole (68, 78), a temporarily residual portion (R1) is formed on a fracture portion of the metal plate material (W') such that the temporarily residual portion (R1) protrudes inward from a position (P2) corresponding to an inner surface of the through hole (68, 78), and
thereafter, with the punching, the temporarily residual portion (R1) is pressed in a direction away from a central axis of the punch (65, 75) by a pressing surface (65a, 75a) included in a distal end edge of the punch (65, 75) to have a smooth surface. - The method of manufacturing a metal plate (W) having a hole according to claim 9 or 10, wherein the smoothed surface has an arithmetic average roughness of 0.04 to 0.4 µm.
- The method of manufacturing a metal plate according to any one of claims 9 to 11, wherein an outer surface of the outside portion (17, 67, 77) on one surface side of the metal plate (W) is configured by the smooth surface formed by pressing the temporarily residual portion (R1) formed during the punching.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014054022 | 2014-03-17 | ||
| JP2015033379A JP6567292B2 (en) | 2014-03-17 | 2015-02-23 | Method for manufacturing metal plate having holes, method for manufacturing external gear with peripheral hole, and method for manufacturing metal plate |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2926921A2 EP2926921A2 (en) | 2015-10-07 |
| EP2926921A3 EP2926921A3 (en) | 2015-12-30 |
| EP2926921B1 true EP2926921B1 (en) | 2020-10-28 |
Family
ID=52824009
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15159191.4A Active EP2926921B1 (en) | 2014-03-17 | 2015-03-16 | Method of manufacturing a metal plate having a hole, external gear with a peripheral hole and method of manufacturing a metal plate |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2926921B1 (en) |
| JP (1) | JP6567292B2 (en) |
| TW (1) | TWI641433B (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105935881A (en) * | 2015-12-19 | 2016-09-14 | 綦江祥和机械有限公司 | Punching and deburring device for gear blank |
| JP7331689B2 (en) * | 2019-12-26 | 2023-08-23 | 株式会社アイシン | Manufacturing method of support plate for planetary carrier |
| CN113263098A (en) * | 2021-05-25 | 2021-08-17 | 成都宏明双新科技股份有限公司 | Thick stainless steel punching and cutting process |
| CN114178381B (en) * | 2021-12-07 | 2022-12-23 | 横店集团东磁股份有限公司 | Die capable of punching from inside to outside and implementation method thereof |
| JP7129048B1 (en) | 2022-01-28 | 2022-09-01 | 株式会社小松精機工作所 | Shear processing method for amorphous alloy foil |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015101658A1 (en) * | 2014-01-02 | 2015-07-09 | Robert Bosch Gmbh | Fine-blanking device |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB923811A (en) * | 1958-05-07 | 1963-04-18 | Production Engineering Res Ass | Improvements in and relating to the punching of sheet or strip materials |
| JPS57190731A (en) * | 1981-05-20 | 1982-11-24 | Aida Eng Ltd | Die for precision blanking |
| JPS602134B2 (en) * | 1982-01-14 | 1985-01-19 | 本田技研工業株式会社 | Punching hole processing method and device |
| JPS59174223A (en) * | 1983-03-22 | 1984-10-02 | Teijin Seiki Co Ltd | Method and device for changing forming disk of forming machine |
| JPS61238424A (en) * | 1985-04-17 | 1986-10-23 | Hitachi Ltd | Double drawing device for metallic plate |
| JPS62214834A (en) * | 1986-03-18 | 1987-09-21 | Hitachi Ltd | Punching method for clad plate |
| JPS62292398A (en) * | 1986-06-11 | 1987-12-19 | 日立化成工業株式会社 | Punching mold |
| JP2507793B2 (en) * | 1989-01-06 | 1996-06-19 | 古河電気工業株式会社 | Precision metal disk manufacturing method |
| JPH0347617U (en) * | 1989-09-18 | 1991-05-02 | ||
| JPH0376621U (en) * | 1989-11-21 | 1991-07-31 | ||
| JPH07214193A (en) * | 1994-02-02 | 1995-08-15 | Iijima Seimitsu Kogyo Kk | Precise sharing die in press machine |
| JPH08332529A (en) * | 1995-06-09 | 1996-12-17 | Mitsubishi Motors Corp | Die for working pierce hole and method thereof |
| JP2926217B2 (en) * | 1996-02-26 | 1999-07-28 | 株式会社平安製作所 | Processed material with treated surface |
| JP2000324773A (en) * | 1999-05-12 | 2000-11-24 | Asmo Co Ltd | Manufacture of motor housing |
| JP3909352B2 (en) * | 2000-11-14 | 2007-04-25 | 本田技研工業株式会社 | Cam piece manufacturing method |
| JP2002206563A (en) | 2001-01-09 | 2002-07-26 | Nakanishi Metal Works Co Ltd | Retainer for constant velocity universal joint and its manufacturing method |
| JP4711396B2 (en) * | 2005-02-18 | 2011-06-29 | 新日本製鐵株式会社 | Punching method for high strength steel sheet |
| JP2006263755A (en) * | 2005-03-22 | 2006-10-05 | Tdk Corp | Method and apparatus for manufacturing press-formed metallic component |
| JP2007130655A (en) * | 2005-11-09 | 2007-05-31 | Sanyo Special Steel Co Ltd | Punch having deformation-preventive function for ring with flange |
| JP2008229710A (en) * | 2007-03-23 | 2008-10-02 | Sango Co Ltd | Press blanking method |
| SI2042249T1 (en) * | 2007-09-26 | 2010-07-30 | Feintool Ip Ag | Method and device for manufacturing stamping parts with a largely smooth cutting plane and larger functional area |
| JP5217460B2 (en) * | 2008-01-30 | 2013-06-19 | 新日鐵住金株式会社 | Punching method with stepped punch |
| JP5387022B2 (en) * | 2008-03-24 | 2014-01-15 | 新日鐵住金株式会社 | Punching method using chamfering die and hole punching device for metal plate stretch flange processing |
| JP4937959B2 (en) * | 2008-04-09 | 2012-05-23 | 新日本製鐵株式会社 | Punching method and apparatus |
| ATE524251T1 (en) * | 2008-07-03 | 2011-09-15 | Feintool Ip Ag | METHOD AND DEVICE FOR PRODUCING FINE BLANKED PARTS FROM A STRIP OF MATERIAL |
| DE102009014217B4 (en) * | 2009-03-25 | 2010-12-09 | Gustav Meyer Stanztechnik Gmbh & Co. Kg | Punching process and thus produced workpiece |
| EP2357048B1 (en) * | 2010-02-10 | 2013-06-05 | Feintool Intellectual Property AG | Method and device for influencing the cutting and functional areas on fine-cut finished parts |
-
2015
- 2015-02-23 JP JP2015033379A patent/JP6567292B2/en active Active
- 2015-03-13 TW TW104108121A patent/TWI641433B/en active
- 2015-03-16 EP EP15159191.4A patent/EP2926921B1/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015101658A1 (en) * | 2014-01-02 | 2015-07-09 | Robert Bosch Gmbh | Fine-blanking device |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2926921A3 (en) | 2015-12-30 |
| EP2926921A2 (en) | 2015-10-07 |
| JP6567292B2 (en) | 2019-08-28 |
| JP2015193043A (en) | 2015-11-05 |
| TW201607637A (en) | 2016-03-01 |
| TWI641433B (en) | 2018-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2926921B1 (en) | Method of manufacturing a metal plate having a hole, external gear with a peripheral hole and method of manufacturing a metal plate | |
| EP3235589B1 (en) | Method for machining outer circumference of metal end cross-section and method for joining metal part obtained by said machining method with another member | |
| US20130247636A1 (en) | Flow formed spline and design suitable for burr free machining | |
| WO2014170476A1 (en) | Shred-less blanking | |
| WO2012127967A1 (en) | Method for producing tooth profile component, and device for producing tooth profile component | |
| CN106607669A (en) | Method and tool for producing sharp tooth support rings | |
| EP2025430B1 (en) | Clutch gear manufacturing apparatus and clutch gear manufacturing method | |
| JPH0655365A (en) | Method of manufacturing toothed plate particularly for adjusting automobile seat | |
| EP2581621A1 (en) | Process for producing brake disk, and brake disk | |
| JPH04138824A (en) | Punch for burring | |
| JP5645527B2 (en) | Punch die and screw hole machining method using the punch die | |
| JP3667814B2 (en) | Synchronizer ring manufacturing method | |
| JP2005273755A (en) | Retainer for thrust cylindrical roller bearing and its manufacturing method | |
| CN108712936B (en) | Shearing method | |
| US20150190855A1 (en) | Forging apparatus | |
| JP6316104B2 (en) | Washer manufacturing method | |
| US20220219216A1 (en) | Stamping apparatus, method of stamping and stamping mold | |
| EP3345690A1 (en) | Hole-widening machining method, molding tool, molding and machining method | |
| JP2021178333A (en) | Punch, burring method, and method for manufacturing burring-subjected product | |
| JPH0576970A (en) | Method for forming shaft hole on pulley made of sheet metal | |
| CN112427586B (en) | Forging and pressing shell blank flatness improvement method | |
| JP2607960B2 (en) | Manufacturing method of inner ring for constant velocity joint | |
| EP3315814B1 (en) | Manufacturing method of a flywheel | |
| JP4954921B2 (en) | Manufacturing method of stamped products | |
| JP3813404B2 (en) | Gear molding method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 28/02 20060101AFI20151126BHEP Ipc: B21D 28/16 20060101ALI20151126BHEP |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ARAI FORGING CO., LTD. Owner name: TOA FORGING CO., LTD. |
|
| 17P | Request for examination filed |
Effective date: 20160629 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20170323 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200511 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1327693 Country of ref document: AT Kind code of ref document: T Effective date: 20201115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602015061020 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1327693 Country of ref document: AT Kind code of ref document: T Effective date: 20201028 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20201028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210129 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210128 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210301 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210128 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210228 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602015061020 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20210729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210316 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210316 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210316 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20150316 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240320 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201028 |