EP2886984A2 - Method for drying and/or crystallising bulk material and plant for carrying out this method - Google Patents
Method for drying and/or crystallising bulk material and plant for carrying out this method Download PDFInfo
- Publication number
- EP2886984A2 EP2886984A2 EP14004216.9A EP14004216A EP2886984A2 EP 2886984 A2 EP2886984 A2 EP 2886984A2 EP 14004216 A EP14004216 A EP 14004216A EP 2886984 A2 EP2886984 A2 EP 2886984A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- drying
- bulk material
- drying medium
- tube
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B17/00—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement
- F26B17/12—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement with movement performed solely by gravity, i.e. the material moving through a substantially vertical drying enclosure, e.g. shaft
- F26B17/128—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement with movement performed solely by gravity, i.e. the material moving through a substantially vertical drying enclosure, e.g. shaft with provisions for working under reduced or increased pressure, with or without heating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B5/00—Drying solid materials or objects by processes not involving the application of heat
- F26B5/04—Drying solid materials or objects by processes not involving the application of heat by evaporation or sublimation of moisture under reduced pressure, e.g. in a vacuum
- F26B5/041—Drying solid materials or objects by processes not involving the application of heat by evaporation or sublimation of moisture under reduced pressure, e.g. in a vacuum for drying flowable materials, e.g. suspensions, bulk goods, in a continuous operation, e.g. with locks or other air tight arrangements for charging/discharging
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B21/00—Arrangements for supplying or controlling air or other gases for drying solid materials or objects
- F26B21/30—Controlling, e.g. regulating, parameters of gas supply
- F26B21/35—Temperature; Pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B25/00—Details of general application not covered by group F26B21/00 or F26B23/00
- F26B25/04—Agitating, stirring, or scraping devices
Definitions
- the invention relates to a method for drying and / or crystallizing bulk material, in particular plastic granules, according to the preamble of claim 1 and a system for carrying out such a method according to the preamble of claim 9.
- the drying container is preferably always completely filled with bulk material.
- the drying medium used for drying the bulk material is generally introduced from below into the drying container and passed in countercurrent through the bulk material. The bulk material and the moisture contained in the bulk material are heated by the drying medium, which expels the moisture from the bulk material.
- the drying medium which flows in countercurrent from bottom to top through the bulk material, dehumidifies the bulk material only slowly, because the introduced from below drying medium emits energy on the way through the drying tank and thereby also decreases the temperature of the drying medium on the way through the bulk material.
- the temperature With a small specific amount of drying medium based on the bulk material throughput, the temperature will increase more towards the top in the drying tank than at high specific air volume.
- the drying medium When passing through the bulk material also absorbs moisture from the bulk material, the drying medium on the way through the bulk material is wet, whereby the drying performance decreases in addition.
- drying containers which have two tubes, between which a bulk material space is formed and which are each formed as perforated tubes.
- the drying medium is introduced into the inner tube. It flows through the holes of the inner tube to the outside, flows through the bulk material and absorbs moisture from the bulk material and heats it.
- the drying medium then flows out through the holes of the outer tube into the container interior and flows to an outlet. Since the drying medium flows through the bulk material transversely to the axis of the drying container, resulting in only short drying times. Due to the cross-flow is achieved that in each level the same drying temperature and thus also the same minimum dew point of the drying medium is present.
- the invention has the object of providing the generic method and the generic system in such a way that the drying times for the bulk material can be considerably shortened with a simple structural design and process control.
- the drying space in which the bulk material is to be treated is subjected to negative pressure, at least for part of the drying time.
- the drying space in which the bulk material is to be treated is subjected to negative pressure, at least for part of the drying time.
- the bulk material is applied alternately with the drying medium and with negative pressure.
- the drying medium is passed through the bulk material in a first phase.
- a second phase the supply of the drying medium is interrupted and via a valve control the system is switched so that at least in the drying room creates a negative pressure, which is maintained for a certain time.
- the duration of time can be fixed, but can also be varied depending on a measured degree of humidity.
- the system is switched over again by means of the valve control, so that the drying medium flows through the bulk material.
- the bulk material can also be applied simultaneously with the drying medium and with negative pressure. This is advantageously achieved by using an additional vacuum generator, preferably a blower, with which a filling device of the drying container is switched into the system circuit.
- the negative pressure amplifies the vapor pressure difference between the drying medium and the bulk material to be dried, which advantageously contributes to a short drying time.
- the drying medium is circulated through the drying tank. A portion of the drying medium is fed to a dehumidifier after flowing through the bulk material. Since only a portion of the drying medium is always supplied to the dehumidifying device for dehumidifying, the energy consumption can be kept low.
- the dehumidifying device is advantageously arranged only in a secondary flow, it is not necessary to dehumidify the entire amount of drying medium.
- a heat exchanger is used between the discharge and the supply line of the partial flow of the drying medium in order to optimally use the heat energy contained in the partial flow of the drying medium.
- the part of the drying medium which has been dehumidified in the dehumidifying device is returned to the drying medium flowing to the drying container.
- the temperature of the drying medium is adjusted by at least one heating device and at least one temperature sensor via a control device to a temperature adapted to the bulk material.
- At least one vacuum generator is provided, which sets at least the drying space of the drying container under negative pressure.
- the vacuum generator is a blower, on whose suction side a filling device for the bulk material is connected.
- the system has a valve control, with which the vacuum generator is switchable so that it promotes air out of the air circuit of the system and the drying container in the ambient space. This creates a negative pressure in the entire flow space and thus also in the drying room.
- a material lock is connected, which has two valves, between which an intermediate space for the bulk material is arranged.
- the outlet of the drying container is connected via at least one line to a melting region of a processing machine for the bulk material.
- the negative pressure prevailing in the melting area ensures that outgassing moisture or other volatile substances can be removed from the bulk material at the beginning of the melting phase.
- the drying container is designed so that the drying medium enters the drying chamber so that the bulk material is always only partially applied in the drying room with the drying medium.
- the drying medium is introduced so that it acts on only part of the bulk material in the drying room.
- the drying medium is passed through the bulk material transversely to the direction of movement of the bulk material flow in the drying container, resulting in optimally short drying times.
- the drying medium can be supplied not only continuously but also in phases for drying and / or for crystallization of the bulk material.
- the drying medium can be introduced into the bulk material at a particularly high speed.
- This phased process management also allows a higher diffusion rate of moisture from the bulk material.
- a slipping of the bulk material is achieved by the resting phases between the introduction of the drying medium, which would otherwise remain in the drying tank, especially if a very high speed of the drying medium is used.
- the entire drying unit can be built small, which brings a significant advantage in handling the bulk material with it.
- Baffles are advantageously provided on one of the two tubes of the drying container, with which a partial flow through the bulk material is made by the drying medium.
- These internals may be formed in an advantageous embodiment by an inner tube or an outer tube which is rotatably mounted in the inner tube or on the outer tube of the drying container.
- the inner / outer tube has at least one, preferably a plurality of passage openings for the passage of the drying medium.
- the drying medium can flow into the bulk material.
- the inner or the outer tube is advantageously a perforated tube whose holes are covered by the inner tube or the outer tube, except for the region of the passage opening (s). Therefore, the drying medium can flow only through the passage opening of the rotatable inner or outer tube and lying in this area holes of the inner or outer tube in the bulk material. The remaining holes of the inner and outer tubes are covered by the inner and the outer tube. In this way it is very easy to achieve that the bulk material is only partially loaded with the drying medium. Since the inner and the outer tube is rotated about its axis, the drying medium flow emerging from the passage opening reaches all areas of the bulk material with a 360 ° rotation.
- the passage opening of the inner or outer tube may be, for example, an over the length of the tube extending, for example, slot-shaped opening. If the inner or outer tube is rotated about its axis, the drying medium is successively acted upon over its entire height partially by the drying medium.
- a drive For rotating the inner or outer tube, a drive is provided which may be located outside, but also inside the drying container.
- the passage opening of the inner or outer tube is advantageously greater by a multiple than the holes of the inner or outer tube. As a result, a sufficiently wide stream of drying medium can be conducted into the bulk material to be dried.
- At least one aperture is used as internals, which is axially displaceable in the inner tube or on the outer tube.
- the inner and the outer tube is in this case formed as a perforated tube.
- the orifice covers the holes of the pipe which it detects, so that no drying medium can pass through these covered holes of the pipe.
- the diaphragm is displaced in the axial direction of the inner or outer tube, so that successively different areas of the inner or outer tube covered or different areas are released for the passage of the drying medium. In this way, the entire bulk material in the bulk material annulus is gradually detected by the drying medium.
- the aperture is advantageously mounted on a piston rod which projects into the inner tube or into the drying container.
- the piston rod in turn sits on a piston, which is advantageously part of a pneumatic drive.
- the drive can be arranged inside or outside the drying container.
- Any suitable drive can be used as drive for the panel.
- two or more spaced apart diaphragms are present, which are advantageous together axially displaceable within the inner tube or on the outer tube.
- the drying medium can then enter the bulk material in the region between the successive diaphragms through the holes of the inner or outer tube.
- the internals are formed by at least one stirring blade, which protrudes from the inner or outer tube into the bulk material annulus.
- the inner and the outer tube is in this case rotatable about its axis. Turning the tube exposes the bulk material itself to movement. As a result, the drying medium passes into a correspondingly loosened region of the bulk material, whereby the formation of agglomerates is prevented during the crystallization of the bulk material.
- the bulk material itself stands from the inner wall of the outer tube or the outer wall of the inner tube at least one wing in the bulk material annulus.
- this wing is stationary and prevents the rotation of the tube with the impeller causing the bulk material to rotate.
- the stationary wing of a tube overlaps, seen in the axial direction of the two tubes, the agitator wing of the other tube. This ensures optimum effect of the two wings.
- the stirring blade is a hollow body into which the drying medium flows and which has at least one outflow opening for the drying medium.
- the tube must not be perforated, since the drying medium passes through the hollow body and its outflow opening in the bulk material.
- the impeller thus not only serves to set the bulk material in its effective range in motion, but to introduce targeted in this area the drying medium in the bulk material.
- the diameter of the perforated inner or outer tube can be designed differently. This has the consequence that the radial width of the bulk material annulus can be varied. As a result, the thickness of the bulk material is changed and greatly increases the relative movement of the individual bulk granules at low bulk material thickness. This leads advantageously to a reduced agglomeration during crystallization. In addition, this significantly reduces the drying time.
- the inner or outer tube is a perforated tube which is rotatable about its axis by means of a drive.
- this design of the drying container no stirring blades are necessary to move the bulk material in motion.
- the system serves to significantly reduce the throughput time for drying and / or crystallization of bulk material in a drying container by rapid heating and special process control.
- the system according to Fig. 1 has at least one drying container 1, which has a cylindrical shell 101, which merges into a conical jacket 102 at the lower end of the container 1. In the conical jacket 102 is located at the bottom of an outlet 8, through which the dried in the container 1 bulk material 3 is removed.
- the outer tube 2 extends from a cylindrical shell 101 at the upper end final ceiling 103 to the conical jacket 102.
- the inner tube 4 is spaced from the ceiling 103 as well from the conical jacket 102 of the heating tank. 1
- the bulk material 3 to be dried is introduced via a filling device 7 from the ceiling 103 into an annular space 104 which extends between the two tubes 2, 4. So that the bulk material 3 does not get into the inner tube 4, it is closed at the top. Even down the inner tube 4 is sealed so that the bulk material 3 can not get over the lower end in the inner tube 4.
- the filling device 7 is seated on the ceiling 103 and is formed in a known manner. It has at least one delivery container 105, which is mounted on the container to be filled 1.
- the filling device 7 is further provided with a vacuum station 106, which is connected via at least one line 107 to the delivery container 105.
- the bulk material is located in at least one (not shown) collecting container, which may be formed as a silo, a box or any container that can be filled with bulk material.
- the bulk material is introduced via the filling device 7 from above into the annular space 104 between the two tubes 2, 4 until the container 1 is filled to the maximum.
- the outlet 8 is closed in a known manner, for example by means of a slide.
- the bulk material 3 can be heated rapidly in the container 1, wherein moisture contained in the bulk material is withdrawn. It is also possible with the container 1 bulk materials such. B. PET (polyethylene terephthalate), from the amorphous to the crystalline state.
- PET polyethylene terephthalate
- the treated bulk material 3 can be removed continuously or batchwise from the container 1. According to the amount of bulk material removed from the container 1, new bulk material is advantageously always refilled with the filling device 7 in such a way that the annular space 104 is always completely filled.
- the throughput of bulk material 3 is adjusted so that the bulk material 3 is a defined time in the annular space 104.
- This residence time in annulus 104 is preferably between about 0.2 and about 8 hours.
- the residence time is matched to the type of bulk material and / or its moisture content.
- the residence time is chosen so that the bulk material has an optimal degree of drying, without the bulk material is damaged due to too long and / or too high drying temperature, for example, melts. If the bulk material has a high moisture content, the residence time in the annular space 104 is longer than with a less moist bulk material.
- the two tubes 2, 4 are formed as perforated tubes, so that the dry air, which is required for drying the bulk material 3, pass through the openings of the tubes to the bulk material or can flow out of the bulk material.
- the openings of the tubes 2, 4 are smaller than the grain size of the bulk material, so that the bulk material from the annular space 104 can not pass through the outer tube to the outside or through the openings of the inner tube 4 in the inner tube.
- the dry air required for treating the bulk material is fed via a line 12 to the inner tube 4.
- the dry air is brought by means of at least one heater 11 to the required drying temperature, if necessary.
- Dry air is preferably used as the drying medium, but may also be any suitable drying gas.
- a temperature sensor 50 In line 12 sits a temperature sensor 50, with which the temperature of the drying medium can be detected before entering the container 1.
- the heater 11 is preceded by a fan 10, which supplies the dry medium to the container 1.
- the dry medium passes via the line 12 into the inner tube 4.
- the dry medium flows over the length and over the circumference of the inner tube 4 through the openings radially outward, which is indicated by the indicated flow arrows.
- the dry medium flows through the bulk material located in the annular space 104 radially and passes through the openings of the outer tube 2 in an annular space 108 which is bounded radially by the outer tube 2 and the cylindrical shell 101 of the container 1.
- the dry medium absorbs the moisture.
- a return line 6 is connected, via which the laden with moisture return air is sucked by means of the blower 10. This moisture-laden return air flows through a filter 9 and is supplied to the blower 10.
- a part of the return air is branched off via a line 21 in order to supply this part to a dehumidifying device 20.
- line 21 is seated a heat exchanger 22, which is followed by a cooler 23. It is advantageously operated with cooling water and cools the return air. Subsequently, the return air enters the dehumidifier 20, with the moisture of the subset of the return air is withdrawn in a known manner.
- the dehumidified part of the return air flows via a line 24 via a second part of the heat exchanger 22 back into the return line 6, in which the cooled and dehumidified part of the return air with the directly flowing via the line 6 to the fan return air, which is not dehumidified and cooled is, mixed. Since only a portion of the return air is diverted from the container 1 via the line 21, the energy required for cooling and / or dehumidification can be kept small.
- dehumidifier 20 can be used for dehumidifying the return air, for example, relaxed compressed air or another dehumidification process, which makes it possible to dehumidify the return air.
- the drying medium is circulated through the system, wherein always only a part of the moisture laden return air is subjected to the dehumidification process.
- a humidity sensor 51 which is connected to the dehumidifier 20 via a signal line 109.
- the humidity sensor 51 the moisture content in the drying medium can be controlled so that it remains approximately constant or does not exceed a predetermined moisture content.
- the dehumidifier 20 is advantageously controlled, the scheme has the advantage that the return air moisture is withdrawn only when measured in the return line moisture content exceeds the prescribed value. If the bulk material 3 contains only little moisture, the dehumidification process can be carried out very cost and energy saving. As the drying medium passes through also heated by the bulk material, the heat energy is exploited by means of the heat exchanger 22.
- the type of drying medium depends on the respective bulk material 3. For bulk materials, for their further processing, a low residual moisture is not necessary, sufficient as a drying medium outside air. It is passed with the intended drying temperature through the bulk material 3 in the manner described. If the bulk material is formed by highly hygroscopic plastics, for the further processing of which only a low residual moisture content is permissible, simple outside air is insufficient. In this case, dry air or other suitable drying gas is used.
- the humidity sensor 51 can also transmit its signals wirelessly to the dehumidifier 20.
- a further tube 4.1 is installed, which is rotatably driven by a drive 5.2.
- This tube 4.1 is seated on a shaft 5.3, which is drivingly connected to the drive 5.2.
- the drive 5.2 can be arranged outside or inside the container 1.
- any suitable motor can be used, preferably an electric motor.
- the shaft 5.3 and thus the tube 4.1 is rotated at low speed about its axis. The speed depends on the type of bulk material 3 located in the annular space 104.
- the inner tube 4.1 has only a small distance from the inner shell of the inner tube 4. The distance is only so great that the inner tube can rotate reliably about its axis 4.1.
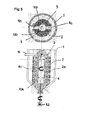
- the rotatable inner tube 4.1 is provided with openings 4.2, which are edgewise arranged rectangular openings in the embodiment.
- the openings are arranged one above the other in rows, which are at a small distance from each other in the longitudinal direction of the tube 4.1.
- Within each peripheral portion can be distributed over the circumference at least two, but also more than two such openings 4.2 be provided.
- the openings 4.2 of one row are offset from the openings 4.2 of the adjacent row in the circumferential direction of the tube 4.1.
- the openings 4.2 of each second row are at the same axial height.
- the offset of the openings 4.2 in the individual rows to each other is arbitrary.
- the shape of the openings 4.2, their number and their arrangement on the pipe 4.1 can be selected depending on the bulk material 3 to be dried. With the inner tube 4.1 it is ensured that the bulk material 3 is not flowed through uniformly over its height and its circumference by the drying medium, but in each case only partially. Since the pipe 4.1 is rotated about its axis, the drying medium passes at constantly changing locations in the bulk 3. The locations of the pipe 4.1 outside the openings 4.2 cover the openings of the surrounding pipe 4, so that the supplied via the line 12 drying medium only in the region of the openings 4.2 can flow radially outward into the bulk material 3.
- the tube 4.1 rotates about its axis during the drying / crystallization process, the entry of the drying medium into the bulk material 3 takes place at constantly changing points. As a result, not all of the bulk material 3 is acted upon by its height by the drying medium, so that that part of the bulk material, which is not currently traversed by dry air, remains at rest. As a result, a reliable slipping of the bulk material 3 is achieved, so that a reliable discharge of the bulk material is ensured via the outlet 8.
- the drying medium can be fed at high speed to the bulk material 3, so that the drying time is considerably shortened. This is also helped by the fact that the bulk material flows through its height radially from the dry medium.
- Fig. 1 for which shows an opening 4.2 by rotating the tube 4.1 in the direction of arrow the emerging drying medium flow 110 is passed over 360 ° in the bulk material 3.
- the openings in the tube 4 are covered by the tube 4.1, so that at these locations no drying medium can get into the bulk material 3.
- the openings 4.2 arranged in several rows one above the other and are also arranged offset in the circumferential direction of the tube 4.1 against each other takes place in this way always a partial flow of the bulk material 3 through the drying medium, which emerges from the respective openings 4.2.
- Such a guidance of the drying medium achieves a particularly effective drying or crystallization of the bulk material which takes up little time.
- FIG. 1a shows, in each peripheral portion of the tube 4.1 each only one opening 4.2 is provided. Depending on the application, two or more openings 4.2 may be provided at a distance in the circumferential direction one behind the other in each circumferential section. Such a design of the tube 4.1 is suitable for a correspondingly large diameter of the tube 4.1 or 4 at.
- Fig. 1b shows a variant in which the drive 5.2 is in the container 1. At the in Fig. 1 illustrated embodiment, the drive is 5.2 outside the container.
- the partial air supply over the height of the inner tube 4 and along its length can also be achieved if no rotatable inner tube 4.1 is used ( 2a and 2b ).
- at least one tubular aperture 4.3 is provided in the inner tube 4, which is axially movable within the tube 4.
- four spaced-apart tubular diaphragms 4.3 are provided in the tube 4, sitting on a common piston rod 111. With her, the aperture 4.3 can be moved axially together within the tube 4.
- the tubular panels have only a small distance from the inner wall of the tube 4, so that the aperture 4.3 can be reliably adjusted.
- the distance is so small or the area between the aperture 4.3 and the inner wall of the tube 4 sealed so that the supplied via the line 12 into the tube 4 drying medium is not between the Inner wall of the tube 4 and the aperture 4.3 can get.
- the drying medium can thus flow radially outwards into the bulk material 3 only through the openings of the tube 4 in the area between the superposed panels 4.3, as indicated by the flow arrows. Since the apertures 4.3 are axially adjustable in the tube 4, depending on the position of the aperture 4.3 different areas of the tube 4 are released for the passage of the drying medium.
- the piston rod 111 protrudes into a pneumatic cylinder 5.5, which is actuated by means of a switching valve 5.6.
- the piston 112 in the pneumatic cylinder 5.5 can be acted upon on both sides.
- the pressure medium is introduced via the working port A of the switching valve 5.6 in the pneumatic cylinder 5.5 so that the piston 112 is moved upwards.
- the pressure medium located in the other cylinder chamber is returned to the tank via the tank connection T of the switching valve 5.6.
- the sitting on the piston rod 111 aperture 4.3 are correspondingly in the in Fig. 2a adjusted upper position adjusted.
- the drying medium flows radially in the direction of the drawn flow arrows in the area between the diaphragms 4.3 through the tube 4 into the bulk material 3.
- the switching valve 5.6 If the switching valve 5.6 is switched over ( Fig. 2b ), the pressurized medium passes into the upper cylinder space, whereby the piston 112 is displaced downwards. The pressure medium in the lower cylinder chamber is returned to the tank. About the piston rod 111, the aperture 4.3 are adjusted to the other end position in which the aperture 4.3 in accordance with the switching position Fig. 2a cover exposed areas of the tube 4. The drying medium now flows over those areas of the tube 4 in the bulk material 3, in accordance with the switching position Fig. 2a were covered by the panels.
- the bulk material 3 is again applied only in some areas with the drying medium.
- the switching valve 5.6 can be switched at the same time intervals in each case to the aperture 4.3 in the position according to Fig. 2a or in the position according to Fig. 2b to adjust. Depending on the bulk material 3, it is also possible to switch the switching valve 5.6 in alternating time intervals.
- the distance between the adjacent apertures 4.3 advantageously corresponds to the width of the apertures 4.3. It is thereby achieved that, depending on the switching position, those regions of the pipe 4 are always covered, through which the drying medium has flowed into the bulk material 3 in the respective other switching position.
- the piston rod 111 protrudes through the outlet 8 of the container 1 to the outside.
- the piston rod 111 is completely within the tube 4.
- the pneumatic cylinder 5.5 is provided within the tube 4 at its lower end. Only the switching valve 5.6 is outside the container 1.
- the provided for actuating the double-acting piston 112 112 provided lines 113, 114 for the pressure medium are sealed by the switching valve 5.6 out through the ceiling 103 to the pneumatic cylinder 5.5.
- the lines 113, 114 are sealed out through the annulus 104 into the tube 4.
- the switching valve 5.6 is preferably a 4/2-way valve. With him, the piston 112 and thus the piston rod 111 can be moved reliably between the two end positions.
- the embodiment is according to Fig. 2c the same design as the embodiment according to the Fig. 2a and 2b ,
- the embodiment according to the Fig. 3 and 3a is advantageously used for the crystallization or for a better mixing in the drying of the bulk material 3.
- the tube 4 itself is rotated about its axis.
- the supplied via the line 12 drying medium is passed into the interior of the tube 4 and flows through the openings of the tube over the axial height radially into the bulk material 3.
- the tube 4 can over its entire height and over its entire circumference with the passage openings for the Be provided dry medium.
- the perforations may be provided, for example, over the same pitch circle, viewed in the axial direction, on the pipe.
- the tube 4 is closed at the bottom by a bottom 115 which sits on the shaft 5.3, which is rotated by the drive 5.2 about its axis.
- the drive 5.2 is located outside of the container 1, wherein the Shaft 5.3 protrudes through the outlet 8 to the outside.
- the drive 5.2 can also according to the embodiment according to the Fig. 1 a and 1 b be disposed within the tube 4.
- the tube 4 is rotatably mounted at the upper end by means of a stub shaft 116 in a bearing 117, which is advantageously a rolling bearing.
- the bearing 117 is disposed within a hood 118 which covers the tube 4 at the upper end and to which the conduit 12 for supplying the drying medium is connected.
- the embodiment according to Fig. 3a differs from the embodiment according to Fig. 3 merely in that the tube 4a has a larger diameter than in the embodiment according to Fig. 3 , Since the outer perforated pipe 2 has the same diameter as in the previous embodiment, the annular space 104 for the bulk material 3 has a relatively small radial width. This reduction in the radial width of the annular space 4 brings advantages for special bulk materials. Due to the larger diameter of the tube 4a and the narrower annular space 104, the relative movement of the bulk material 3 between the two tubes 2, 4a larger. As a result, agglomerates which could form during the crystallization of the bulk material 3 are avoided or agglomerates formed are removed again.
- Different bulk materials to be converted from amorphous to crystalline state in a device by a heat treatment may be very different in physical properties in the conversion phase from each other.
- Other bulk materials are also pure amorphous commodities with low dust content and cylindrical or spherical regular granules in small (2-3 mm) grains or large grains up to 4 to 5 mm maximum lengths, which have a very high bulk density.
- the annulus may be rather broad to increase the amount of material in the annulus. This measure causes a longer residence time of the material in the annulus, which is needed for larger material thicknesses to dry it.
- Special bulk materials are also regrinds of films or bottles, which behave very differently in the bed.
- film-grinding products of flat films can become very problematic, for example, if the film chips lay flat on one another, thereby making the air passage more difficult.
- the heating and the crystallization rate are then irregular.
- a smaller distance between the two tubes 2, 4, 4a can certainly be helpful in order to better mix the particles by a stronger movement in the material.
- the embodiment is according to Fig. 3a the same design as the embodiment according to Fig. 3 ,
- the embodiment according to Fig. 4 essentially corresponds to the embodiment according to Fig. 3 ,
- the rotatably driven by means of the drive 5.2 inner tube 4 is provided on its outer side with impellers 4b, which protrude radially from the tube shell and extend into the bulk material 3.
- the stirring vanes 4b are located one above the other in the axial direction of the tube 4 at a distance.
- the axially adjacent stirring vanes 4b are advantageously arranged angularly offset from each other.
- two or more stirring vanes 4b can be arranged distributed over the circumference at the same axial height. In principle, however, it is sufficient if only one stirring blade 4b is provided in each axial height.
- the arrangement and distribution of the impeller 4b is chosen so that a uniform mixing of the bulk material 3 over the height of the tube 4 is possible.
- 2 transversely projecting wings 2a are provided on the inside of the outer tube, which are stationary and are arranged so that they lie in the region between axially adjacent stirring blades 4b of the inner tube 4.
- the stirring vanes 4b and the stationary wings 2a are so long that they advantageously overlap one another, seen in the axial direction of the two tubes 2, 4.
- the stationary wings 2 are advantageously arranged distributed uniformly over the circumference.
- the fixed wings 2a prevent the bulk material 3 is rotated by the rotating tube 4.
- the bulk material 3 is optimally mixed and reliably prevents the formation of agglomerates in the bulk material.
- the stirring blades 4b By the stirring blades 4b, the bulk material 3 is again only partially loosened and moved. As a result, the drying medium emerging from the inner tube 4 can dry the bulk material 3 to the required extent within a short time.
- the wings 2a, 4b may be formed differently.
- the wings 2a, 4b may be formed differently.
- bars in wing shape can be used for the wings.
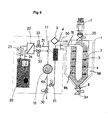
- Fig. 5 shows an embodiment in which the drying medium is introduced via the stirring blades 4c in the bulk material 3.
- the tube 4 may be formed without perforation.
- the jacket of the tube 4 is completely perforated or only partially provided with a perforation.
- the stirring vanes 4c protrude close to the inner wall of the outer tube 2, so that the drying medium emerging from the stirring vanes 4c completely captures the bulk material 3 in the ring 104.
- the impellers 4c are provided with a flat cross section ( Fig. 5 ), so that the stirring vanes have a substantially greater width in relation to their thickness measured in the axial direction of the tube 4.
- the stirring blades 4c are provided with outlet openings 121, via which the drying medium emerges into the bulk material 3.
- the outlet openings may also be provided in the top and bottom of the impeller 4c. In this case, 4c corresponding outlet openings for the drying medium are present on all four sides of the impeller. The outlet openings may also be provided only on each of the sides of the agitator 4c.
- the radially outer ends of the stirring blades 4c are closed.
- the radially inner ends are open to the interior of the inner tube 4, so that the inflowing via the line 12 drying medium can get into the agitator 4c.
- the outlet openings 121 may be, for example, round openings or slots through which the drying medium flows into the bulk material 3.
- the stationary wings 2a are provided, which are provided in the same manner as in the previous embodiment of the tube 2 and arranged with respect to the stirring vanes 4c.
- the agitating blades 4c are provided diametrically opposite one another at the same axial height of the tube 4 by way of example. If the pipe 4 with the Drive 5.2 rotated about its axis, the bulk material 3 is partially moved by the agitator 4c. In cooperation with the stationary wings 2a prevents the bulk material 3 is rotated by the rotation of the inner tube 4 in rotation.
- the drying medium does not reach the bulk material 3 at the same time over the entire circumference and the axial height of the tube 4, but only partially in the region in which the stirring vanes 4c are located within the bulk material 3. As in the previous embodiments, a portion of the bulk material 3 is at rest, which is reliably achieved that the bulk material 3 can slip properly. Due to the partial entry of the drying medium, it is possible to introduce the drying medium at a particularly high speed in the bulk material 3, whereby the drying time is significantly reduced.
- the driving force is additionally reduced by the rotating inner tube 4, since around the agitator 4c around a vortex zone arises in which the amount of the drying medium is correspondingly high.
- the contact between the drying medium and the bulk material 3 as a result of the partial entry of the drying medium is considerably better than when the drying medium is introduced uniformly over the entire height and the entire circumference of the inner tube 4 in the bulk material 3.
- Fig. 6 shows a plant with which the drying speed can be increased considerably. This is achieved in that the vapor pressure difference between the drying medium and the bulk material 3 to be dried is increased. To achieve this, the bulk material 3 is placed in phases under a negative pressure. The bulk material 3 in the annular space 104 between the outer tube 2 and the inner tube 4 is flowed through in a first phase by the exiting the tube 4 drying medium at high speed. Subsequently, the bulk material 3 is exposed to a negative pressure in a second phase for a certain time. By This alternating process is achieved that the drying process is greatly accelerated.
- Fig. 6 The system according to Fig. 6 is basically the same design as the plant after Fig. 1 , In order to generate the negative pressure, corresponding valves are present, which will be described in more detail below.
- the drying medium is supplied by means of the blower 10 via a valve 31 of the heater 11, with which the drying medium is heated to the drying temperature if necessary.
- the drying medium Via the line 12, the drying medium enters the inner tube 4, which is a perforated tube in this embodiment.
- the drying medium enters the bulk material 3 via the height and circumference of the tube 4.
- the drying medium absorbs the moisture from the bulk material 3.
- the drying medium flows through the perforated outer tube 2 and enters the annular space 108 between the tube 2 and the container shell.
- the moisture laden drying medium flows via the return line 6 and the filter 9 back to the blower 10, which directs the return air via the open valve 31 into the conduit 12.
- a portion of the return air passes in the flow direction behind the filter 9 in the conduit 21 in which a valve 33 is seated.
- this part of the return air in the basis of Fig. 1 explained manner via the heat exchanger 22 and the radiator 23 to the dehumidifier 20 flow.
- the return air is dehumidified and passed through the line 24 and the heat exchanger 22 back to the return line 6.
- the dried return air passes through the fan 10 and the heater 11 in the inner tube 4.
- a valve 32 which is open in the described cycle.
- valve 35 At the outlet of the filling device 7 is another valve 35, with which the filling device 7 can be shut off, so that no bulk material 3 can be refilled into the container 1.
- a further valve 34 is provided, with which the outlet 8 can be opened and closed valve-controlled.
- the line 122 adjoining the pressure side of the blower 10, from which the line 12 branches off, can be closed in the flow direction behind the connection of the line 12 by a valve 30.
- the valve 30, which connects the system to the environment is closed.
- the drying phase described is replaced in certain cycles by the negative pressure phase.
- a negative pressure in the system is generated by means of the blower 10.
- the valves 31 to 35 are closed and the valve 30 is opened.
- the fan 10 promotes the air from the conduit system and the container 1 via the open valve 30 to the outside. This creates in the entire flow space within the system and thus also within the annular space 104, in which the bulk material 3 is, a negative pressure. He will be maintained for a certain time.
- the valve 31 is opened to reduce the negative pressure in the system. Then, the valves 32 and 33 can be opened while the valve 30 is closed. Then again, the drying of the bulk material 3 by means of the drying medium, which is passed via the line 12 into the inner tube 4.
- the two tubes 2, 4 are formed as perforated tubes.
- the drying medium which passes via the supply line 12 into the inner tube 4, flows radially over the height and over the circumference of the inner tube 4 and flows through the bulk material located in the annular space 104.
- the drying medium absorbs the moisture from the bulk material 3 and passes through the openings of the outer tube 2 in the annular space 108. From here, the air flows in the manner described in the return line. 6
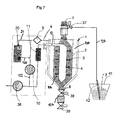
- the system according to Fig. 7 has the container 1 with the two tubes 2, 4, which are each formed as perforated pipes.
- the drying medium is passed via the line 12 into the tube 4 and exits from it radially into the bulk material 3. It lies in the annular space 104 between the two tubes 2, 4.
- the drying medium absorbs the moisture from the bulk material 3, flows through the outer tube 2 and enters the annular space 108 through which the moisture laden drying medium via the line 6 and the filter 9 is supplied in the blower 10.
- Part of this return air flows via the line 21 into the humidifying device 20, in which this part of the return air is dehumidified.
- the dehumidified return air is fed back to the line 6 on the suction side of the blower 10.
- the drying medium flows through the heating device 11, with which it is heated to the required drying temperature, if necessary, before entering the tube 4.
- the system according to Fig. 7 has the additional blower 36, with which a negative pressure can be generated within the system.
- the blower 36 is connected to the line 122 and associated with the filling device 7 and produces the necessary negative pressure for the conveyance of bulk material. Since drying medium is still present in the process circuit in the vacuum state, the drying medium can continue to be circulated by means of the blower 10 in order to heat the bulk material 3 and thereby dehumidify it.
- the negative pressure which acts simultaneously, increases the vapor pressure difference between the drying medium and the bulk material to be dried 3.
- the fan 36 promotes the air present in the system at its pressure side in the environment until the desired negative pressure in the system is present.
- a suction lance 42 is connected via a suction line 123, which is introduced into a container 41 loaded with the bulk material 3.
- a suction line 123 is introduced into a container 41 loaded with the bulk material 3.
- any other bulk material source can be used.
- the suction line 123 is connected via a valve 37 to the filling device 7.
- the valve 37 is opened. About the blower 36, the bulk material 3 is sucked from the container 41 by means of the suction lance 42 in the filling device 7. Preferably, the bulk material 3 is conveyed until the filling device 7 is filled. Then the valve 37 is closed. Then, the valve (not shown) is opened at the outlet of the filling device 7, so that the bulk material can flow from the filling device 7 into the annular space 104.
- valves 38 and 39 are connected, which form a lock for the bulk material 3 removed from the container 1.
- the valve 39 is closed and the valve 38 is opened. Then the bulk material can get into a gap 124 between the two valves 38, 39.
- the valve 38 is closed and the valve 39 is opened. The bulk material arrives from the gap 124, for example, in a processing machine.
- the lock in the form of the two valves 38, 39 allows the bulk material to be removed from the container 1, while negative pressure is applied in the system.
- the bulk material 3 removed from the container 1 can be supplied, for example, to a processing machine, instead of the lock described, it is also possible, for example, to use a rotary valve which permits a continuous flow of bulk material.
- the negative pressure is additionally and simultaneously used for drying the bulk material by means of the drying medium.
- the negative pressure takes place in conjunction with the filling device 7, which always operates for filling the container 1 with negative pressure.
- the filling device 7 is connected to the suction side of the blower 36, so that the bulk material 3 is sucked out of the container 41.
- the negative pressure generated thereby also acts in the annular space 104, in which the bulk material 3 is in the container 1 for the drying process.
- the two tubes 2, 4 are formed as perforated pipes.
- the drying medium conducted via the line 12 into the inner tube 4 flows through the bulk material 3 in the annular space 104 and passes through the openings of the outer tube 2 into the annular space 108. From here, the moisture laden drying medium flows into the return line 6.
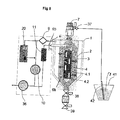
- FIG. 8 a plant in which the inner tube 4 according to the embodiment according to the Fig. 1 . 1a and 1b is rotatable about its axis.
- the drive for the tube 4 can outside the container 1, but also within the container 1 ( Fig. 1 b) be provided.
- the bulk material 3 in the annular space 104 between the two tubes 2, 4 flows through the drying medium in phases.
- Fig. 8 can for the inner tube 4 and a training according to the Fig. 2a to 2c and according to the Fig. 3 and 3a be used.
- the tube 4 according to the Fig. 3 and 3a There is the advantage that in particular in the crystallization of thermoplastic polyesters volatile components can escape from the material. This can be the process of a post-condensation in the plant, in which the molecular chains of the polyester extend again and acetaldehyde is expelled from the bulk material.
- a pipe accordingly Fig. 4 can be used, in which the rotating inner tube 4 with the tube wings 4b and the outer tube 2 is provided with the stationary wings 2a.
- a pipe accordingly Fig. 4 can be used, in which the rotating inner tube 4 with the tube wings 4b and the outer tube 2 is provided with the stationary wings 2a.
- the training of the inner tube 4 according to Fig. 5 at the plant according to Fig. 8 use.
- the drying medium emerging from the impellers 4c may be combined with the application of the described negative pressure.
- the temperature sensor 50 is provided in the line 12, with the aid of which the drying process can be controlled very easily. With the temperature sensor 50, the temperature of the introduced into the tube 4 drying medium is detected.
- the reference temperature is the temperature of the bulk material 3 at the outlet of the container 1. Both the temperature of the bulk material at the container outlet and the temperature of the incoming drying medium are detected. As a result, the temperature of the drying medium can be easily controlled or regulated so that the bulk material 3 in the container 1 is not heated inadmissibly high.
- the temperature sensor 50 may be provided at any suitable location within the system.
- the heating device 11 is controlled or regulated in accordance with the detected temperatures of the drying medium and the bulk material at the container outlet, so that the drying medium always has the temperature required for optimal drying of the bulk material 3.
- the drying medium is supplied via the inner tube and enters after flowing through the bulk material 3 through the passage openings of the outer tube 2 into the annular space 108 a. From here, the return air enters the return line. 6
- the drying medium can flow in the described embodiments, the bulk material 3 but also in the opposite direction. Accordingly, the tubes 2, 4 and the internals are arranged and formed so that the drying medium can flow through the outer tube 2 into the bulk annulus 104. After flowing through the bulk material 3 passes the drying medium in the inner tube 4 and is fed from there to the return line 6.
- FIGS Fig. 9a and 9b An exemplary embodiment of such a drying container show the Fig. 9a and 9b , This embodiment is similar to the embodiment according to FIGS Fig. 2a and 2b ,
- the outer tube 2 is surrounded by at least one tubular aperture 4.3, which is axially movable.
- four spaced apart superimposed tubular aperture 4.3 are provided, which sit on the common piston rod 111. With her, the aperture 4.3 can be moved together axially along the outer tube 2.
- the tubular panels have only a small distance from the outer wall of the tube 2, so that the aperture 4.3 can be reliably adjusted.
- the distance is so small or the area between the aperture 4.3 and the outer wall of the tube 2 sealed so that the supplied drying medium can not get between the outer wall of the tube 2 and the aperture 4.3.
- the drying medium can flow only in the area between the superposed panels 4.3 through the openings of the tube 2 radially inwardly into the bulk material 3, as indicated by the flow arrows. Since the apertures 4.3 are axially adjustable along the tube 2, depending on the position of the aperture 4.3 different areas of the tube 2 are released for the passage of the drying medium.
- the drying medium is introduced into the annulus 108 between the outer tube 2 and the cylindrical shell 101 of the container 1.
- the piston rod 111 protrudes into the pneumatic cylinder 5.5, which is actuated by means of the switching valve 5.6.
- the piston 112 in the pneumatic cylinder 5.5 can be acted upon on both sides.
- the pressure medium is introduced via the working port A of the switching valve 5.6 in the pneumatic cylinder 5.5 so that the piston 112 is moved upwards.
- the pressure medium in the other cylinder chamber is over the tank connection T of the switching valve 5.6 returned to the tank.
- the sitting on the piston rod 111 aperture 4.3 are correspondingly in the in Fig. 9a adjusted upper position adjusted.
- the drying medium flows in the direction of the drawn flow arrows in the area between the aperture 4.3 through the tube 2 radially inwardly into the bulk material.
- the pressurized medium passes into the upper cylinder space, whereby the piston 112 is displaced downwards.
- the pressure medium in the lower cylinder chamber is returned to the tank.
- the aperture 4.3 are adjusted to the other end position in which the aperture 4.3 in accordance with the switching position Fig. 9a Cover exposed areas of the tube 2.
- the drying medium now flows over those areas of the tube 2 in the bulk material 3, in accordance with the switching position Fig. 9a were covered by the panels.
- the bulk material 3 is again applied only in some areas with the drying medium.
- the switching valve 5.6 as in the embodiment according to the Fig. 2a and 2b be switched at equal intervals to the aperture 4.3 in the position according to Fig. 9a or in the position according to Fig. 9b to adjust.
- the distance between the axially adjacent aperture 4.3 advantageously corresponds to the width of the aperture 4.3. It is thereby achieved that, depending on the switching position, those regions of the pipe 4 are always covered, through which the drying medium has flowed into the bulk material 3 in the respective other switching position.
- the piston rod 111 protrudes through the conical jacket 102 of the container 1 to the outside.
- the drying medium enters after flowing through the bulk material 3 in the inner tube 4 and is supplied from here via a line 125 of the return line 6.
- Fig. 10 shows a system that is designed substantially the same as the system according to Fig. 8 ,
- the two coaxial tubes 2, 4 are perforated tubes, so that the drying medium, which passes through the feed line 12 into the inner tube 4, can flow through the openings radially outwardly into the bulk material 3.
- the drying medium flows through the bulk material 3 radially and passes through the openings of the outer tube 2 to the outside in the annular space 108.
- the drying medium absorbs moisture and passes as return air into the return air line 6.
- the return air is sucked in by the blower 10 and flows through the filter 9 and is heated by the heater 11 before entering the drying container, if necessary.
- the drying medium is thus circulated via the line 6, the line 122 and the line 12 and in this case, if necessary, heated by means of the heating device 11.
- a portion of the return air is not diverted to the dehumidifier 20. Rather, dehumidified drying medium is introduced into the return line 6 in front of the blower 10 by the dehumidifier 20 via a line 126 if required.
- the valve 37 is opened.
- the bulk material 3 is sucked by means of the blower 36 from the container 41 by means of the suction lance 42 via the suction line 123.
- the valve 37 is opened so that the bulk material 3 can enter the annular space 104 between the two tubes 2, 4.
- the two valves 38, 39 and the intermediate space 124 between them are the lock at the outlet 8 of the drying container that the bulk material can be removed while applying negative pressure throughout the system.
- the container 41 is connected to the suction side of the blower 36, so that the bulk material 3 is sucked out of the container 41.
- the negative pressure generated thereby also acts in the annular space 104.
- Fig. 11 shows a system in which the bulk material 3 fills the interior of the drying container 1. In contrast to the previous embodiments are in the drying tank 1 no inner and outer tubes.
- the system according to Fig. 11 Incidentally, it is essentially the same design as the plant Fig. 10 ,
- the blower 10 is the drying medium conveyed via the heater 11 in the supply line 12. It protrudes into the middle of the drying container 1 and is directed inside the drying container 1 down.
- At the lower end of this vertical line section 12 ' is a downwardly directed funnel 13, which ends at a distance from the outlet 8 of the drying container and from which the drying medium emerges downwards.
- the drying medium marked by arrows flows downwards out of the funnel 13 into the bulk material 3.
- the drying medium flows through the bulk material 3 upwards and absorbs moisture from the bulk material.
- the drying medium flows out of the drying container 1 via the return line 6.
- the moisture-laden drying medium flows through the filter 9 and is then heated by the heating device 11 before it re-enters the drying container 1, if necessary.
- the temperature sensor 50 detects the temperature of the drying medium as it enters the drying tank 1 in the manner described.
- dehumidified air is fed to the return line 6 via the dehumidifier 20 and the line 126.
- the system works the same, as based on the Fig. 7 . 8th and 10 has been explained.
- the blower 36 With the blower 36, the negative pressure is generated in the system, which is additionally and simultaneously used for drying the bulk material.
- the simultaneous application of the negative pressure and the flow of the bulk material 3 through the drying medium again results in an excellent drying of the bulk material within a very short time.
- the negative pressure is generated by the blower 36, which also serves to fill the drying tank 1 with the bulk material 3.
- the negative pressure is also present in the closed heating circuit 6, 9, 10, 122, 11, 12, resulting in the optimum drying within a short time.
- the system shown corresponds to the system according to Fig. 10 ,
- the drying container 1 is connected to a processing machine 52, with which the bulk material 3 is processed.
- the bulk material 3 passes from the outlet 8 of the drying container 1 into a feed line 53 which supplies the bulk material 3 to a melting region 54 of the processing machine 52. Via this melting region 54, the bulk material passes into an extruder screw 55, with which the bulk material 3 is melted and passed into an injection mold 56 shown only schematically. With her from the melted bulk material 3 of the respective object is produced.
- Fig. 12 is only one embodiment, which is not to be understood as limiting the other embodiment of the system.
- the blower 36 In the embodiments according to the 6 to 12 is provided as a vacuum generator, the blower 36, with which the bulk material 3 is sucked into the drying tank 1.
- the negative pressure in the system can also be generated by any other negative pressure generating device.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Molecular Biology (AREA)
- Drying Of Solid Materials (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
Das Verfahren dient zum Trocknen und/oder Kristallisieren von Schüttgut (3), insbesondere von Kunststoffgranulat. Das in wenigstens einem Trocknungsraum (104) befindliche Schüttgut (3) wird mit einem Trocknungsmedium durchströmt. Der Trocknungsraum (104) mit dem Schüttgut (3) wird zumindest für einen Teil der Trocknungszeit unter Unterdruck gesetzt. In Verbindung mit dem Durchströmen des Schüttgutes (3) durch das Trocknungsmedium ergibt sich eine optimale Trocknung des Schüttgutes (3) innerhalb kürzester Zeit. Die Anlage zur Durchführung des Verfahrens hat wenigstens einen Trocknungsbehälter (1) für das Schüttgut (3), an den wenigstens eine Zuführleitung (12) für das Trocknungsmedium und wenigstens eine Rückluftleitung (6) angeschlossen sind. Mit wenigtens einem Unterdruckerzeug (36) wird zumindest der Trocknungsraum (104) im Trocknungsbehälter (1) zumindest für einen Teil der Trocknungszeit unter Unterdruck gesetzt.The method is used for drying and / or crystallizing bulk material (3), in particular of plastic granules. The bulk material (3) located in at least one drying space (104) is flowed through by a drying medium. The drying space (104) with the bulk material (3) is placed under negative pressure for at least part of the drying time. In conjunction with the flow of the bulk material (3) through the drying medium results in optimal drying of the bulk material (3) within a very short time. The plant for carrying out the process has at least one drying tank (1) for the bulk material (3) to which at least one feed line (12) for the drying medium and at least one return air line (6) are connected. With least one vacuum product (36), at least the drying space (104) in the drying container (1) is pressurized for at least part of the drying time.
Description
Die Erfindung betrifft ein Verfahren zum Trocknen und/oder Kristallisieren von Schüttgut, insbesondere von Kunststoffgranulat, nach dem Oberbegriff des Anspruches 1 sowie eine Anlage zur Durchführung eines solchen Verfahrens nach dem Oberbegriff des Anspruches 9.The invention relates to a method for drying and / or crystallizing bulk material, in particular plastic granules, according to the preamble of
Es ist bekannt, Schüttgüter durch einen trockenen Gasstrom zu erwärmen und zu trocknen, indem das Schüttgut im vertikalen Trocknungsbehälter kontinuierlich oder batchweise oben in den Trocknungsbehälter eingebracht und unten in gleicher Weise wieder abgeführt wird. Der Trocknungsbehälter ist vorzugsweise stets vollständig mit Schüttgut gefüllt. Das zum Trocknen des Schüttgutes herangezogene Trocknungsmedium wird in der Regel von unten in den Trocknungsbehälter eingeleitet und im Gegenstrom durch das Schüttgut geführt. Das Schüttgut sowie die im Schüttgut enthaltene Feuchtigkeit werden durch das Trocknungsmedium erwärmt, das die Feuchte aus dem Schüttgut austreibt.It is known to heat bulk materials by a dry gas stream and to dry by the bulk material in the vertical drying tank is continuously or batchwise introduced into the top of the drying tank and discharged in the same way again. The drying container is preferably always completely filled with bulk material. The drying medium used for drying the bulk material is generally introduced from below into the drying container and passed in countercurrent through the bulk material. The bulk material and the moisture contained in the bulk material are heated by the drying medium, which expels the moisture from the bulk material.
Das Trocknungsmedium, das im Gegenstrom von unten nach oben durch das Schüttgut strömt, entfeuchtet das Schüttgut nur langsam, weil das von unten eingeleitete Trocknungsmedium auf dem Weg durch den Trocknungsbehälter Energie abgibt und dadurch die Temperatur des Trocknungsmediums auf dem Weg durch das Schüttgut ebenfalls abnimmt. Dadurch ergibt sich im Trocknungsbehälter ein Temperaturgradient des Schüttgutes, der sich am Energieeintrag über das warme Trocknungsmedium orientiert. Bei einer geringen spezifischen Trocknungsmediumsmenge auf den Schüttgutdurchsatz bezogen wird die Temperatur nach oben hin im Trocknungsbehälter stärker abnehmen als bei hoher spezifischer Luftmenge. Da das Trocknungsmedium beim Durchgang durch das Schüttgut auch Feuchtigkeit aus dem Schüttgut aufnimmt, wird das Trocknungsmedium auf dem Weg durch das Schüttgut feuchter, wodurch die Trocknungsleistung zusätzlich abnimmt.The drying medium, which flows in countercurrent from bottom to top through the bulk material, dehumidifies the bulk material only slowly, because the introduced from below drying medium emits energy on the way through the drying tank and thereby also decreases the temperature of the drying medium on the way through the bulk material. This results in the drying tank, a temperature gradient of the bulk material, which is based on the energy input on the warm drying medium. With a small specific amount of drying medium based on the bulk material throughput, the temperature will increase more towards the top in the drying tank than at high specific air volume. As the drying medium When passing through the bulk material also absorbs moisture from the bulk material, the drying medium on the way through the bulk material is wet, whereby the drying performance decreases in addition.
Um das Schüttgut rascher zu trocken, sind auch Trocknungsbehälter bekannt, die zwei Rohre aufweisen, zwischen denen ein Schüttgutraum gebildet wird und die jeweils als gelochte Rohre ausgebildet sind. Das Trocknungsmedium wird in das innere Rohr eingebracht. Es strömt durch die Löcher des inneren Rohres nach außen, durchströmt das Schüttgut und nimmt hierbei Feuchtigkeit aus dem Schüttgut auf und erwärmt es. Das Trocknungsmedium strömt dann durch die Löcher des äußeren Rohres in den Behälterinnenraum aus und strömt zu einem Auslass. Da das Trocknungsmedium das Schüttgut quer zur Achse des Trocknungsbehälters durchströmt, ergeben sich nur kurze Trocknungszeiten. Aufgrund der Querströmung wird erreicht, dass in jeder Ebene die gleiche Trocknungstemperatur und damit auch der gleiche minimale Taupunkt des Trocknungsmediums vorhanden ist.In order to dry the bulk more quickly, drying containers are also known which have two tubes, between which a bulk material space is formed and which are each formed as perforated tubes. The drying medium is introduced into the inner tube. It flows through the holes of the inner tube to the outside, flows through the bulk material and absorbs moisture from the bulk material and heats it. The drying medium then flows out through the holes of the outer tube into the container interior and flows to an outlet. Since the drying medium flows through the bulk material transversely to the axis of the drying container, resulting in only short drying times. Due to the cross-flow is achieved that in each level the same drying temperature and thus also the same minimum dew point of the drying medium is present.
Es sind weiter Einrichtungen zur Trocknung und Kristallisation von Kunststoffen bekannt, bei denen die Kunststoffe in einem Wirbelbett mit einer sehr hohen Trocknungsmediumsmenge von unten durchströmt werden. Das Schüttgut wird dabei angehoben und verhält sich dann wie ein Fluid. Diese Verfahrensweise erfolgt vorzugsweise im Batchverfahren, bei dem immer nur die im Trocknungsbehälter befindliche Schüttgutmenge behandelt und anschließend vollständig abgeführt wird. Kontinuierliche Verfahren sind bei diesen Einrichtungen nur möglich, wenn sich zum Beispiel bei Materialien die spezifische Dichte durch die Behandlung so stark ändert, dass sie etwa durch einen Windsichter getrennt werden können. Das Einsatzgebiet dieser Einrichtungen ist darum beschränkt.There are also known devices for drying and crystallization of plastics, in which the plastics are flowed through in a fluidized bed with a very high amount of drying medium from below. The bulk material is lifted and behaves like a fluid. This procedure is preferably carried out in a batch process in which only the bulk material in the drying container is treated and then completely removed. Continuous processes are only possible with these devices if, for example, the specific density of materials changes so much in the case of materials that they can be separated, for example, by an air classifier. The field of application of these facilities is therefore limited.
Ferner ist es bekannt, das Schüttgut unter Vakuum zu trocknen. Die hierfür eingesetzten Einrichtungen werden meistens nur batchweise betrieben. Es wird hierbei eine Materialmenge in einer Station erwärmt, in einer nächsten Station mittels Vakuum oder unter Druck getrocknet und nach der Trocknung aus einem Vorlagebehälter der Verarbeitung in atmosphärischer Umgebung dem Verarbeitungsprozess wieder zugeführt.Furthermore, it is known to dry the bulk material under vacuum. The facilities used for this purpose are usually operated only batchwise. It In this case, a quantity of material is heated in a station, dried in a next station by means of vacuum or under pressure and fed back to the processing process after drying from a storage container processing in atmospheric environment.
Es sind auch Vorrichtungen bekannt, mit denen die Entfeuchtung kontinuierlich durchgeführt wird. Dabei werden die Verfahrensschritte in hintereinander geschaltete Teilverfahren unterteilt. Das Schüttgut wird zunächst erwärmt und zum Beispiel mittels einer Zellradschleuse in einen Vakuumbehälter gefördert. Unterhalb des Vakuumbehälters befindet sich eine weitere Schleuse, mit der das Material nach der Behandlung im Vakuumbehälter wieder ausgeleitet wird.There are also known devices with which the dehumidification is carried out continuously. The process steps are subdivided into sub-processes connected in series. The bulk material is first heated and conveyed for example by means of a rotary valve in a vacuum container. Below the vacuum container there is another lock, with which the material is discharged again after the treatment in the vacuum container.
Der Erfindung liegt die Aufgabe zugrunde, das gattungsgemäße Verfahren und die gattungsgemäße Anlage so auszubilden, dass die Trocknungszeiten für das Schüttgut bei einfacher konstruktiver Ausbildung und Verfahrensführung erheblich verkürzt werden können.The invention has the object of providing the generic method and the generic system in such a way that the drying times for the bulk material can be considerably shortened with a simple structural design and process control.
Diese Aufgabe wird beim gattungsgemäßen Verfahren erfindungsgemäß mit den kennzeichnenden Merkmalen des Anspruches 1 und bei der gattungsgemäßen Anlage erfindungsgemäß mit den kennzeichnenden Merkmalen des Anspruches 9 gelöst.This object is achieved in the generic method according to the invention with the characterizing features of
Beim erfindungsgemäßen Verfahren wird der Trocknungsraum, in dem sich das Schüttgut für die Behandlung befindet, zumindest für einen Teil der Trocknungszeit unter Unterdruck gesetzt. In Verbindung mit dem Durchströmen des Schüttgutes durch das Trocknungsmedium ergibt sich eine optimale Trocknung des Schüttgutes innerhalb kürzester Zeit.In the method according to the invention, the drying space in which the bulk material is to be treated is subjected to negative pressure, at least for part of the drying time. In conjunction with the flow through the bulk material through the drying medium results in optimal drying of the bulk material within a very short time.
Vorteilhaft ist es, wenn das Schüttgut abwechselnd mit dem Trocknungsmedium und mit Unterdruck beaufschlagt wird. Das Trocknungsmedium wird in einer ersten Phase durch das Schüttgut geleitet. In einer zweiten Phase wird die Zufuhr des Trocknungsmediums unterbrochen und über eine Ventilsteuerung die Anlage so umgeschaltet, dass zumindest im Trocknungsraum ein Unterdruck entsteht, der für eine bestimmte Zeit aufrechterhalten wird. Die Zeitdauer kann fest vorgegeben sein, aber auch in Abhängigkeit von einem gemessenen Feuchtegrad varriiert werden. Nach Ablauf der Unterdruckphase wird mittels der Ventilsteuerung die Anlage wieder umgeschaltet, so dass das Trocknungsmedium durch das Schüttgut strömt.It is advantageous if the bulk material is applied alternately with the drying medium and with negative pressure. The drying medium is passed through the bulk material in a first phase. In a second phase, the supply of the drying medium is interrupted and via a valve control the system is switched so that at least in the drying room creates a negative pressure, which is maintained for a certain time. The duration of time can be fixed, but can also be varied depending on a measured degree of humidity. After the vacuum phase, the system is switched over again by means of the valve control, so that the drying medium flows through the bulk material.
Aufgrund des stetigen Wechsels zwischen der Unterdruckphase und der Erwärmungs- bzw. Trocknungsphase ergibt sich eine optimale Trocknung des Schüttgutes.Due to the constant change between the negative pressure phase and the heating or drying phase results in optimal drying of the bulk material.
Das Schüttgut kann auch gleichzeitig mit dem Trocknungsmedium und mit Unterdruck beaufschlagt werden. Dies wird vorteilhafterweise dadurch erreicht, dass ein zusätzlicher Unterdruckerzeuger, vorzugsweise ein Gebläse, verwendet wird, mit dem eine Befülleinrichtung des Trocknungsbehälters in den Systemkreislauf geschaltet wird. Der Unterdruck verstärkt die Dampfdruckdifferenz zwischen dem Trocknungsmedium und dem zu trocknenden Schüttgut, was zu einer kurzen Trocknungszeit vorteilhaft beiträgt.The bulk material can also be applied simultaneously with the drying medium and with negative pressure. This is advantageously achieved by using an additional vacuum generator, preferably a blower, with which a filling device of the drying container is switched into the system circuit. The negative pressure amplifies the vapor pressure difference between the drying medium and the bulk material to be dried, which advantageously contributes to a short drying time.
Vorteilhaft wird das Trocknungsmedium im Kreislauf durch den Trocknungsbehälter geführt. Ein Teil des Trocknungsmediums wird nach dem Durchströmen des Schüttgutes einer Entfeuchtungseinrichtung zugeführt. Da stets nur ein Teil des Trocknungsmediums der Entfeuchtungseinrichtung zum Entfeuchten zugeführt wird, kann der Energieaufwand gering gehalten werden.Advantageously, the drying medium is circulated through the drying tank. A portion of the drying medium is fed to a dehumidifier after flowing through the bulk material. Since only a portion of the drying medium is always supplied to the dehumidifying device for dehumidifying, the energy consumption can be kept low.
Da die Entfeuchtungseinrichtung vorteilhaft nur in einem Nebenstrom angeordnet ist, muss nicht die gesamte Menge an Trocknungsmedium entfeuchtet werden. Vorteilhaft wird zwischen der Ausleitung und der Zuleitung des Teilstroms des Trocknungsmediums ein Wärmetauscher eingesetzt, um die im Teilstrom des Trocknungsmediums enthaltene Wärmeenergie optimal zu nutzen.Since the dehumidifying device is advantageously arranged only in a secondary flow, it is not necessary to dehumidify the entire amount of drying medium. Advantageously, a heat exchanger is used between the discharge and the supply line of the partial flow of the drying medium in order to optimally use the heat energy contained in the partial flow of the drying medium.
Vorteilhaft wird der in der Entfeuchtungseinrichtung entfeuchtete Teil des Trocknungsmediums dem zum Trocknungsbehälter strömenden Trocknungsmedium wieder zugeführt.Advantageously, the part of the drying medium which has been dehumidified in the dehumidifying device is returned to the drying medium flowing to the drying container.
Bei einer vorteilhaften Verfahrensführung wird die Temperatur des Trocknungsmediums durch wenigstens eine Heizeinrichtung und wenigstens einen Temperaturfühler über eine Regeleinrichtung auf eine an das Schüttgut angepasste Temperatur eingestellt.In an advantageous method, the temperature of the drying medium is adjusted by at least one heating device and at least one temperature sensor via a control device to a temperature adapted to the bulk material.
Bei der erfindungsgemäßen Anlage ist wenigstens ein Unterdruckerzeuger vorgesehen, der zumindest den Trocknungsraum des Trocknungsbehälters unter Unterdruck setzt.In the system according to the invention, at least one vacuum generator is provided, which sets at least the drying space of the drying container under negative pressure.
Vorteilhaft ist der Unterdruckerzeuger ein Gebläse, an dessen Saugseite eine Befülleinrichtung für das Schüttgut angeschlossen ist.Advantageously, the vacuum generator is a blower, on whose suction side a filling device for the bulk material is connected.
Bei einer bevorzugten Ausführungsform hat die Anlage eine Ventilsteuerung, mit der der Unterdruckerzeuger so umschaltbar ist, dass er aus dem Luftkreis der Anlage und dem Trocknungsbehälter Luft nach außen in den Umgebungsraum fördert. Dadurch entsteht im gesamten Strömungsraum und damit auch im Trocknungsraum ein Unterdruck.In a preferred embodiment, the system has a valve control, with which the vacuum generator is switchable so that it promotes air out of the air circuit of the system and the drying container in the ambient space. This creates a negative pressure in the entire flow space and thus also in the drying room.
Vorteilhaft ist an den Auslass des Trocknungsbehälters eine Materialschleuse angeschlossen, die zwei Ventile aufweist, zwischen denen ein Zwischenraum für das Schüttgut angeordnet ist. Bei einer solchen Ausbildung der Anlage ist es möglich, Schüttgut dem Trocknungsbehälter zu entnehmen, während in der Anlage Unterdruck anliegt.Advantageously, at the outlet of the drying container, a material lock is connected, which has two valves, between which an intermediate space for the bulk material is arranged. With such a design of the system, it is possible to remove bulk material from the drying container while the system is under vacuum.
Bei einer vorteilhaften Ausbildung ist der Auslass des Trocknungsbehälters über wenigstens eine Leitung mit einem Aufschmelzbereich einer Verarbeitungsmaschine für das Schüttgut verbunden. Der im Aufschmelzbereich herrschende Unterdruck sorgt dafür, dass ausgasende Feuchtigkeit oder andere flüchtige Stoffe noch am Beginn der Schmelzphase dem Schüttgut entzogen werden können.In an advantageous embodiment, the outlet of the drying container is connected via at least one line to a melting region of a processing machine for the bulk material. The negative pressure prevailing in the melting area ensures that outgassing moisture or other volatile substances can be removed from the bulk material at the beginning of the melting phase.
Bei einer anderen erfindungsgemäßen Ausgestaltung ist der Trocknungsbehälter so ausgebildet, dass das Trocknungsmedium in den Trocknungsraum so eintritt, dass das Schüttgut im Trocknungsraum stets nur partiell mit dem Trocknungsmedium beaufschlagt wird. Das Trocknungsmedium wird so eingeleitet, dass es nur einen Teil des Schüttgutes im Trocknungsraum beaufschlagt.In another embodiment of the invention, the drying container is designed so that the drying medium enters the drying chamber so that the bulk material is always only partially applied in the drying room with the drying medium. The drying medium is introduced so that it acts on only part of the bulk material in the drying room.
Dadurch ist es möglich, das Trocknungsmedium mit einer hohen Geschwindigkeit in das Schüttgut strömen zu lassen, wodurch sich sehr kurze Trockenzeiten für das Schüttgut ergeben. Vorteilhaft wird das Trocknungsmedium quer zur Bewegungsrichtung des Schüttgutstromes im Trocknungsbehälter durch das Schüttgut geleitet, wodurch sich optimal kurze Trocknungszeiten ergeben. Das Trocknungsmedium kann hierbei zur Trocknung und/oder zur Kristallisation des Schüttgutes nicht nur kontinuierlich, sondern auch phasenweise zugeführt werden. In diesem Fall kann das Trocknungsmedium mit besonders hoher Geschwindigkeit in das Schüttgut eingebracht werden. Diese phasenweise Prozessführung ermöglicht außerdem eine höhere Diffusionsgeschwindigkeit der Feuchtigkeit aus dem Schüttgut. Zudem wird durch die Ruhephasen zwischen dem Einbringen des Trocknungsmediums ein Nachrutschen des Schüttgutes erreicht, das andernfalls, insbesondere wenn eine sehr hohe Geschwindigkeit des Trocknungsmediums eingesetzt wird, im Trocknungsbehälter stehen bleiben könnte. Die gesamte Trocknungseinheit kann dadurch klein gebaut werden, was einen erheblichen Vorteil beim Handling des Schüttgutes mit sich bringt.This makes it possible to flow the drying medium at a high speed in the bulk material, resulting in very short drying times for the bulk material. Advantageously, the drying medium is passed through the bulk material transversely to the direction of movement of the bulk material flow in the drying container, resulting in optimally short drying times. The drying medium can be supplied not only continuously but also in phases for drying and / or for crystallization of the bulk material. In this case, the drying medium can be introduced into the bulk material at a particularly high speed. This phased process management also allows a higher diffusion rate of moisture from the bulk material. In addition, a slipping of the bulk material is achieved by the resting phases between the introduction of the drying medium, which would otherwise remain in the drying tank, especially if a very high speed of the drying medium is used. The entire drying unit can be built small, which brings a significant advantage in handling the bulk material with it.
Vorteilhaft sind an einem der beiden Rohre des Trocknungsbehälters Einbauten vorgesehen, mit denen eine partielle Durchströmung des Schüttgutes durch das Trocknungsmedium vorgenommen wird.Baffles are advantageously provided on one of the two tubes of the drying container, with which a partial flow through the bulk material is made by the drying medium.
Diese Einbauten können bei einer vorteilhaften Ausführungsform durch ein Innenrohr bzw. ein Außenrohr gebildet sein, das im inneren Rohr bzw. auf dem äußeren Rohr des Trocknungsbehälters drehbar gelagert ist.These internals may be formed in an advantageous embodiment by an inner tube or an outer tube which is rotatably mounted in the inner tube or on the outer tube of the drying container.
Hierbei hat das Innen/Außenrohr wenigstens eine, vorzugsweise mehrere Durchlassöffnungen für den Durchtritt des Trocknungsmediums. Über diese Durchtrittsöffnung kann das Trocknungsmedium in das Schüttgut strömen.Here, the inner / outer tube has at least one, preferably a plurality of passage openings for the passage of the drying medium. About this passage, the drying medium can flow into the bulk material.
Das innere bzw. das äußere Rohr ist vorteilhaft ein gelochtes Rohr, dessen Löcher durch das Innenrohr bzw. das Außenrohr, bis auf den Bereich der Durchlassöffnung(en), abgedeckt sind. Darum kann das Trocknungsmedium nur durch die Durchlassöffnung des drehbaren Innen- bzw. Außenrohres und die in diesem Bereich liegenden Löcher des inneren bzw. äußeren Rohres in das Schüttgut strömen. Die übrigen Löcher des inneren bzw. äußeren Rohres sind durch das Innen- bzw. das Außenrohr abgedeckt. Auf diese Weise lässt sich sehr einfach erreichen, dass das Schüttgut nur partiell mit dem Trocknungsmedium beaufschlagt wird. Da das Innen- bzw. das Außenrohr um seine Achse gedreht wird, gelangt der aus der Durchlassöffnung austretende Trocknungsmediumsstrom bei einer 360°- Drehung in alle Bereiche des Schüttgutes.The inner or the outer tube is advantageously a perforated tube whose holes are covered by the inner tube or the outer tube, except for the region of the passage opening (s). Therefore, the drying medium can flow only through the passage opening of the rotatable inner or outer tube and lying in this area holes of the inner or outer tube in the bulk material. The remaining holes of the inner and outer tubes are covered by the inner and the outer tube. In this way it is very easy to achieve that the bulk material is only partially loaded with the drying medium. Since the inner and the outer tube is rotated about its axis, the drying medium flow emerging from the passage opening reaches all areas of the bulk material with a 360 ° rotation.
Die Durchlassöffnung des Innen- bzw. Außenrohres kann beispielsweise eine über die Länge des Rohres sich erstreckende, beispielsweise schlitzförmige Öffnung sein. Wird das Innen- bzw. Außenrohr um seine Achse gedreht, wird das Trocknungsmedium nacheinander über seine gesamte Höhe partiell durch das Trocknungsmedium beaufschlagt.The passage opening of the inner or outer tube may be, for example, an over the length of the tube extending, for example, slot-shaped opening. If the inner or outer tube is rotated about its axis, the drying medium is successively acted upon over its entire height partially by the drying medium.
Es ist aber auch möglich, über die Höhe und/oder den Umfang des Innen-bzw. des Außenrohres mehrere Durchlassöffnungen vorzusehen. Auch in diesem Fall erfolgt bei einer 360°-Drehung des Innen- bzw. Außenrohres eine vollständige Beaufschlagung des Schüttgutes im Schüttgut-Ringraum.But it is also possible, over the height and / or the extent of the interior or. of the outer tube to provide a plurality of passage openings. Also in this case takes place at a 360 ° rotation of the inner and outer tube complete loading of the bulk material in the bulk material annulus.
Zum Drehen des Innen- bzw. Außenrohres ist ein Antrieb vorgesehen, der sich außerhalb, aber auch innerhalb des Trocknungsbehälters befinden kann.For rotating the inner or outer tube, a drive is provided which may be located outside, but also inside the drying container.
Die Durchlassöffnung des Innen- bzw. Außenrohres ist vorteilhaft um ein Mehrfaches größer als die Löcher des inneren bzw. äußeren Rohres. Dadurch kann ein ausreichend breiter Strom von Trocknungsmedium in das zu trocknende Schüttgut geleitet werden.The passage opening of the inner or outer tube is advantageously greater by a multiple than the holes of the inner or outer tube. As a result, a sufficiently wide stream of drying medium can be conducted into the bulk material to be dried.
Bei einer anderen vorteilhaften Ausführungsform wird als Einbauten wenigstens eine Blende verwendet, die im inneren Rohr oder auf dem äußeren Rohr axial verschiebbar ist. Das innere bzw. das äußere Rohr ist hierbei als gelochtes Rohr ausgebildet. Die Blende deckt die von ihr erfassten Löcher des Rohres ab, so dass durch diese abgedeckten Löcher des Rohres kein Trocknungsmedium hindurchtreten kann. Je nach Breite der Blende kann somit einfach festgelegt werden, wie groß der durch das innere Rohr austretende bzw. über das äußere Rohr eintretende Trocknungsmediumstrom ist. Die Blende wird in Axialrichtung des inneren bzw. äußeren Rohres verschoben, so dass nacheinander unterschiedliche Bereiche des inneren bzw. äußeren Rohres abgedeckt beziehungsweise unterschiedliche Bereiche für den Durchgang des Trocknungsmediums freigegeben werden. Auf diese Weise wird nach und nach das gesamte Schüttgut im Schüttgut-Ringraum vom Trocknungsmedium erfasst.In another advantageous embodiment, at least one aperture is used as internals, which is axially displaceable in the inner tube or on the outer tube. The inner and the outer tube is in this case formed as a perforated tube. The orifice covers the holes of the pipe which it detects, so that no drying medium can pass through these covered holes of the pipe. Depending on the width of the diaphragm can thus be easily determined how large the emerging through the inner tube or entering via the outer tube drying medium flow. The diaphragm is displaced in the axial direction of the inner or outer tube, so that successively different areas of the inner or outer tube covered or different areas are released for the passage of the drying medium. In this way, the entire bulk material in the bulk material annulus is gradually detected by the drying medium.
Die Blende ist vorteilhaft auf einer Kolbenstange befestigt, die in das innere Rohr bzw. in den Trocknungsbehälter ragt. Die Kolbenstange ihrerseits sitzt auf einem Kolben, der vorteilhaft Teil eines pneumatischen Antriebes ist.The aperture is advantageously mounted on a piston rod which projects into the inner tube or into the drying container. The piston rod in turn sits on a piston, which is advantageously part of a pneumatic drive.
Der Antrieb kann innerhalb oder außerhalb des Trocknungsbehälters angeordnet sein.The drive can be arranged inside or outside the drying container.
Als Antrieb für die Blende kann jeder geeignete Antrieb eingesetzt werden.Any suitable drive can be used as drive for the panel.
Vorteilhaft ist es, wenn im inneren Rohr oder auf dem äußeren Rohr zwei oder mehr mit Abstand voneinander liegende Blenden vorhanden sind, die vorteilhaft gemeinsam axial innerhalb des inneren Rohres oder auf dem äußeren Rohr verschiebbar sind. Das Trocknungsmedium kann dann im Bereich zwischen den hintereinander liegenden Blenden durch die Löcher des inneren bzw. äußeren Rohres in das Schüttgut eintreten.It is advantageous if in the inner tube or on the outer tube, two or more spaced apart diaphragms are present, which are advantageous together axially displaceable within the inner tube or on the outer tube. The drying medium can then enter the bulk material in the region between the successive diaphragms through the holes of the inner or outer tube.
Bei einer weiteren vorteilhaften Ausführungsform werden die Einbauten durch wenigstens einen Rührflügel gebildet, der vom inneren bzw. äußeren Rohr in den Schüttgut-Ringraum absteht. Das innere bzw. das äußere Rohr ist hierbei um seine Achse drehbar. Durch Drehen des Rohres wird das Schüttgut selbst einer Bewegung ausgesetzt. Dadurch gelangt das Trocknungsmedium in einen entsprechend aufgelockerten Bereich des Schüttgutes, wodurch die Bildung von Agglomeraten bei der Kristallisation des Schüttgutes verhindert wird.In a further advantageous embodiment, the internals are formed by at least one stirring blade, which protrudes from the inner or outer tube into the bulk material annulus. The inner and the outer tube is in this case rotatable about its axis. Turning the tube exposes the bulk material itself to movement. As a result, the drying medium passes into a correspondingly loosened region of the bulk material, whereby the formation of agglomerates is prevented during the crystallization of the bulk material.
Um eine optimale Wirkung zu erreichen, ist es hierbei vorteilhaft, wenn über die Länge des inneren bzw. äußeren Rohres mehrere Rührflügel vorgesehen sind. Das Schüttgut wird dann an mehreren Stellen gleichzeitig einer Bewegung ausgesetzt, was zur vorteilhaften kurzen Trocknungszeit beiträgt.In order to achieve an optimum effect, it is advantageous in this case if a plurality of stirring vanes are provided over the length of the inner or outer tube. The bulk material is then subjected to simultaneous movement at several points, which contributes to the advantageous short drying time.
Damit das Schüttgut selbst nicht in Drehung versetzt wird, steht von der Innenwand des äußeren Rohres bzw. der Außenwand des inneren Rohres mindestens ein Flügel in den Schüttgut-Ringraum ab. Dieser Flügel ist im Unterschied zum Rührflügel stationär und verhindert, dass durch die Drehung des Rohres mit dem Rührflügel das Schüttgut in Drehung versetzt wird.So that the bulk material itself is not set in rotation, stands from the inner wall of the outer tube or the outer wall of the inner tube at least one wing in the bulk material annulus. In contrast to the impeller, this wing is stationary and prevents the rotation of the tube with the impeller causing the bulk material to rotate.
Der stationäre Flügel des einen Rohres überlappt, in Achsrichtung der beiden Rohre gesehen, den Rührflügel des anderen Rohres. Dadurch ist eine optimale Wirkung der beiden Flügel gewährleistet.The stationary wing of a tube overlaps, seen in the axial direction of the two tubes, the agitator wing of the other tube. This ensures optimum effect of the two wings.
Bei einer weiteren vorteilhaften Ausführungsform ist der Rührflügel ein Hohlkörper, in den das Trocknungsmedium strömt und der wenigstens eine Ausströmöffnung für das Trocknungsmedium aufweist. In diesem Fall muss das Rohr nicht gelocht sein, da das Trocknungsmedium über den Hohlkörper und dessen Ausströmöffnung in das Schüttgut gelangt. Der Rührflügel dient somit nicht nur dazu, das Schüttgut in seinem Wirkbereich in Bewegung zu versetzen, sondern in diesem Bereich gezielt das Trocknungsmedium in das Schüttgut einzubringen.In a further advantageous embodiment, the stirring blade is a hollow body into which the drying medium flows and which has at least one outflow opening for the drying medium. In this case, the tube must not be perforated, since the drying medium passes through the hollow body and its outflow opening in the bulk material. The impeller thus not only serves to set the bulk material in its effective range in motion, but to introduce targeted in this area the drying medium in the bulk material.
Vorteilhaft kann der Durchmesser des gelochten inneren bzw. äußeren Rohres unterschiedlich gestaltet sein. Dies hat zur Folge, dass die radiale Breite des Schüttgut-Ringraumes variiert werden kann. Dadurch wird die Dicke des Schüttgutes verändert und die Relativbewegung des einzelnen Schüttgutgranulates bei geringer Schüttgutdicke stark erhöht. Dies führt in vorteilhafter Weise zu einer verminderten Agglomeratbildung beim Kristallisieren. Zudem wird dadurch die Trocknungsdauer erheblich verringert.Advantageously, the diameter of the perforated inner or outer tube can be designed differently. This has the consequence that the radial width of the bulk material annulus can be varied. As a result, the thickness of the bulk material is changed and greatly increases the relative movement of the individual bulk granules at low bulk material thickness. This leads advantageously to a reduced agglomeration during crystallization. In addition, this significantly reduces the drying time.
Bei einer anderen erfindungsgemäßen Ausbildung ist das innere bzw. äußere Rohr ein gelochtes Rohr, das mittels eines Antriebes um seine Achse drehbar ist. Bei dieser Gestaltung des Trocknungsbehälters sind keine Rührflügel notwendig, um das Schüttgut in Bewegung zu versetzen.In another embodiment of the invention, the inner or outer tube is a perforated tube which is rotatable about its axis by means of a drive. In this design of the drying container no stirring blades are necessary to move the bulk material in motion.
Der Anmeldungsgegenstand ergibt sich nicht nur aus dem Gegenstand der einzelnen Patentansprüche, sondern auch durch alle in den Zeichnungen und der Beschreibung offenbarten Angaben und Merkmale. Sie werden, auch wenn sie nicht Gegenstand der Ansprüche sind, als erfindungswesentlich beansprucht, soweit sie einzeln oder in Kombination gegenüber dem Stand der Technik neu sind.The subject of the application results not only from the subject matter of the individual claims, but also by all the information and features disclosed in the drawings and the description. They are, even if they are not the subject of the claims, claimed as essential to the invention, as far as they are new individually or in combination over the prior art.
Weitere Merkmale der Erfindung ergeben sich aus den weiteren Ansprüchen, der Beschreibung und den Zeichnungen.
- Fig. 1
- in schematischer Darstellung eine Anlage zur Trocknung und zum Aufheizen von Kunststoffgranulat mit einem erfindungsgemäßen Trocknungsbehälter,
- Fig. 1a
- einen Radialschnitt durch den Trocknungsbehälter gemäß
Fig. 1 , - Fig. 1b
- einen Axialschnitt durch den Trocknungsbehälter gemäß
Fig. 1 , - Fig. 2a
- im Radial- und im Axialschnitt eine weitere Ausführungsform eines erfindungsgemäßen Trocknungsbehälters in einer ersten Durchströmrichtung des Trocknungsmediums,
- Fig. 2b
- den Trocknungsbehälter gemäß
Fig. 2a in einer zweiten Durchströmrichtung des Trocknungsmediums, - Fig. 2c
- im Radial- und im Axialschnitt eine weitere Ausführungsform des erfindungsgemäßen Trocknungsbehälters,
- Fig. 3
- im Radial- und im Axialschnitt ein weiteres Ausführungsbeispiel eines erfindungsgemäßen Trocknungsbehälters,
- Fig. 3a
- in einem Radial- und in einem Axialschnitt eine weitere Ausführungsform eines erfindungsgemäßen Trocknungsbehälters,
- Fig. 4 und 5
- weitere Ausführungsformen von erfindungsgemäßen Trocknungs- behältern in Darstellungen entsprechend
Fig. 2a , - Fig. 6
bis 8 - jeweils in schematischer Darstellung entsprechend
Fig. 1 Ausführungsbeispiele von erfindungsgemäßen Anlagen zur Trocknung und zum Aufheizen von Kunststoffgranulat, - Fig. 9a
- im Radial- und im Axialschnitt eine weitere Ausführungsform eines erfindungsgemäßen Trocknungsbehälters in einer ersten Durchströmrichtung des Trocknungsmediums,
- Fig. 9b
- den Trocknungsbehälter gemäß
Fig. 9a in einer zweiten Durchströmrichtung des Trocknungsmediums, - Fig. 10 bis Fig. 12
- weitere Ausführungsformen von erfindungsgemäßen Anlagen.
- Fig. 1
- a schematic representation of a system for drying and for heating plastic granules with a drying container according to the invention,
- Fig. 1a
- a radial section through the drying container according to
Fig. 1 . - Fig. 1b
- an axial section through the drying container according to
Fig. 1 . - Fig. 2a
- in radial and in axial section, another embodiment of a drying container according to the invention in a first flow direction of the drying medium,
- Fig. 2b
- the drying container according to
Fig. 2a in a second direction of flow of the drying medium, - Fig. 2c
- in radial and in axial section a further embodiment of the drying container according to the invention,
- Fig. 3
- in radial and in axial section, another embodiment of a drying container according to the invention,
- Fig. 3a
- in a radial and in an axial section, another embodiment of a drying container according to the invention,
- 4 and 5
- Further embodiments of drying containers according to the invention in representations accordingly
Fig. 2a . - Fig. 6 to 8
- each in a schematic representation accordingly
Fig. 1 Exemplary embodiments of systems according to the invention for drying and for heating plastic granules, - Fig. 9a
- in radial and in axial section, another embodiment of a drying container according to the invention in a first flow direction of the drying medium,
- Fig. 9b
- the drying container according to
Fig. 9a in a second direction of flow of the drying medium, - 10 to FIG. 12
- further embodiments of systems according to the invention.
Die Anlage dient dazu, durch eine schnelle Erwärmung und eine besondere Prozessführung die Durchlaufzeit zur Trocknung und/oder zur Kristallisation von Schüttgut in einem Trocknungsbehälter wesentlich zu reduzieren. Die Anlage gemäß
Mittig im Behälter 1 befinden sich zwei koaxial zueinander liegende Rohre 2 und 4. Das äußere Rohr 2 erstreckt sich von einer den zylindrischen Mantel 101 am oberen Ende abschließenden Decke 103 bis zum konischen Mantel 102. Das innere Rohr 4 hat Abstand von der Decke 103 sowie vom konischen Mantel 102 des Heizbehälters 1.Centered in the
Das zu trocknende Schüttgut 3 wird über eine Befülleinrichtung 7 von der Decke 103 aus in einen Ringraum 104 eingebracht, der sich zwischen den beiden Rohren 2, 4 erstreckt. Damit das Schüttgut 3 nicht in das innere Rohr 4 gelangt, ist es nach oben geschlossen. Auch nach unten ist das innere Rohr 4 so abgedichtet, dass das Schüttgut 3 auch nicht über das untere Ende in das innere Rohr 4 gelangen kann. Die Befülleinrichtung 7 sitzt auf der Decke 103 auf und ist in bekannter Weise ausgebildet. Sie hat wenigstens einen Förderbehälter 105, der auf dem zu befüllenden Behälter 1 angebracht ist. Die Befülleinrichtung 7 ist weiter mit einer Vakuumstation 106 versehen, die über wenigstens eine Leitung 107 mit dem Förderbehälter 105 verbunden ist. Das Schüttgut befindet sich in wenigstens einem (nicht dargestellten) Sammelbehälter, der als Silo, als Kiste oder als beliebiges Behältnis ausgebildet sein kann, das sich mit Schüttgut befüllen lässt.The
Das Schüttgut wird über die Befülleinrichtung 7 von oben in den Ringraum 104 zwischen den beiden Rohren 2, 4 eingebracht, bis der Behälter 1 maximal gefüllt ist. Der Auslass 8 ist in bekannter Weise geschlossen, beispielsweise mittels eines Schiebers. Das Schüttgut 3 kann im Behälter 1 rasch erwärmt werden, wobei im Schüttgut befindliche Feuchtigkeit entzogen wird. Auch ist es möglich, mit dem Behälter 1 Schüttgüter, wie z. B. PET (Polyäthylenterephtalat), vom amorphen in den kristallinen Zustand zu überführen. Sobald das Schüttgut 3 im Behälter 1 ausreichend behandelt worden ist, wird es über den Auslass 8 aus dem Behälter 1 abgelassen. Das behandelte Schüttgut 3 kann kontinuierlich oder chargenweise dem Behälter 1 entnommen werden. Entsprechend der dem Behälter 1 entnommenen Menge an Schüttgut wird mit der Befülleinrichtung 7 neues Schüttgut vorteilhaft stets so nachgefüllt, dass der Ringraum 104 immer vollständig gefüllt ist.The bulk material is introduced via the
Der Durchsatz an Schüttgut 3 wird so eingestellt, dass sich das Schüttgut 3 eine definierte Zeit im Ringraum 104 befindet. Diese Verweilzeit im Ringraum 104 liegt vorzugsweise zwischen etwa 0,2 und etwa 8 Stunden. Die Verweildauer ist auf die Art des Schüttgutes und/oder auf dessen Feuchtegehalt abgestimmt. Die Verweildauer wird so gewählt, dass das Schüttgut einen optimalen Trocknungsgrad hat, ohne dass das Schüttgut infolge einer zu langen und/oder zu hohen Trocknungstemperatur geschädigt wird, beispielsweise anschmilzt. Hat das Schüttgut einen hohen Feuchtegehalt, ist die Verweildauer im Ringraum 104 länger als bei einem weniger feuchten Schüttgut.The throughput of
Die beiden Rohre 2, 4 sind als gelochte Rohre ausgebildet, so dass die Trockenluft, die zum Trocknen des Schüttgutes 3 erforderlich ist, durch die Öffnungen der Rohre an das Schüttgut gelangen bzw. aus dem Schüttgut herausströmen kann. Die Öffnungen der Rohre 2, 4 sind kleiner als die Korngröße des Schüttgutes, so dass das Schüttgut aus dem Ringraum 104 nicht durch das äußere Rohr nach außen bzw. durch die Öffnungen des inneren Rohres 4 in das innere Rohr gelangen kann.The two
Die zum Behandeln des Schüttgutes erforderliche Trockenluft wird über eine Leitung 12 dem Innenrohr 4 zugeführt. Die Trockenluft wird mittels wenigstens einer Heizeinrichtung 11 auf die erforderliche Trocknungstemperatur gebracht, falls dies notwendig sein sollte. Als Trocknungsmedium wird bevorzugt Trockenluft eingesetzt, kann aber auch ein beliebiges geeignetes Trockengas sein. In der Leitung 12 sitzt ein Temperaturfühler 50, mit dem die Temperatur des Trocknungsmediums vor dem Eintritt in den Behälter 1 erfasst werden kann.The dry air required for treating the bulk material is fed via a
Der Heizeinrichtung 11 vorgeschaltet ist ein Gebläse 10, das das Trockenmedium dem Behälter 1 zuführt.The
Das Trockenmedium gelangt über die Leitung 12 in das innere Rohr 4. Das Trockenmedium strömt über die Länge und über den Umfang des inneren Rohres 4 durch dessen Öffnungen radial nach außen, was durch die eingezeichneten Strömungspfeile kenntlich gemacht ist. Das Trockenmedium durchströmt das im Ringraum 104 befindliche Schüttgut radial und gelangt durch die Öffnungen des äußeren Rohres 2 in einen Ringraum 108, der radial vom äußeren Rohr 2 und dem zylindrischen Mantel 101 des Behälters 1 begrenzt ist. Beim Durchtritt durch das Schüttgut 3 nimmt das Trockenmedium die Feuchtigkeit auf. Nahe dem Deckenbereich des Behälters 1 ist eine Rückführleitung 6 angeschlossen, über die die mit Feuchtigkeit beladene Rückluft mittels des Gebläses 10 abgesaugt wird. Diese mit Feuchtigkeit beladene Rückluft strömt durch einen Filter 9 und wird dem Gebläse 10 zugeführt. Ein Teil der Rückluft wird über eine Leitung 21 abgezweigt, um diesen Teil einer Entfeuchtungseinrichtung 20 zuzuführen. In der Leitung 21 sitzt ein Wärmetauscher 22, dem ein Kühler 23 nachgeschaltet ist. Er wird vorteilhaft mit Kühlwasser betrieben und kühlt die Rückluft ab. Anschließend gelangt die Rückluft in die Entfeuchtungseinrichtung 20, mit der in bekannter Weise die Feuchtigkeit der Teilmenge der Rückluft entzogen wird. Der entfeuchtete Teil der Rückluft strömt über eine Leitung 24 über einen zweiten Teil des Wärmetauschers 22 zurück in die Rückführleitung 6, in der sich der gekühlte und entfeuchtete Teil der Rückluft mit der unmittelbar über die Leitung 6 dem Gebläse zuströmenden Rückluft, die nicht entfeuchtet und gekühlt ist, vermischt. Da nur ein Teil der Rückluft aus dem Behälter 1 über die Leitung 21 abgezweigt wird, kann der Energiebedarf zur Kühlung und/oder Entfeuchtung klein gehalten werden.The dry medium passes via the
Anstelle der Entfeuchtungseinrichtung 20 kann zum Entfeuchten der Rückluft beispielsweise entspannte Druckluft oder ein anderer Entfeuchtungsprozess eingesetzt werden, der es ermöglicht, die Rückluft zu entfeuchten.Instead of the
Auf die beschriebene Weise wird das Trocknungsmedium im Kreislauf durch die Anlage geführt, wobei stets nur ein Teil der mit Feuchtigkeit beladenen Rückluft dem Entfeuchtungsprozess unterworfen wird. Zur Bestimmung der Feuchtigkeit in der Rückführleitung 6 dient ein Feuchtesensor 51, der mit der Entfeuchtungseinrichtung 20 über eine Signalleitung 109 verbunden ist. Mit dem Feuchtesensor 51 kann der Feuchtegehalt im Trocknungsmedium so geregelt werden, dass er annähernd konstant bleibt oder einen vorgegebenen Feuchtegehalt nicht überschreitet. Um diese vorteilhafte Ausbildung zu erreichen, ist die Entfeuchtungseinrichtung 20 vorteilhaft regelbar, Die Regelung hat den Vorteil, dass der Rückluft nur dann Feuchtigkeit entzogen wird, wenn der in der Rückführleitung gemessene Feuchtegehalt den vorgeschriebenen Wert überschreitet. Sofern das Schüttgut 3 nur wenig Feuchtigkeit enthält, kann der Entfeuchtungsprozess sehr kosten- und energiesparend durchgeführt werden. Da sich das Trocknungsmedium beim Durchtritt durch das Schüttgut auch erwärmt, wird die Wärmeenergie mittels des Wärmetauschers 22 ausgenutzt.In the manner described, the drying medium is circulated through the system, wherein always only a part of the moisture laden return air is subjected to the dehumidification process. To determine the moisture in the
Die Art des Trocknungsmediums hängt vom jeweiligen Schüttgut 3 ab. Für Schüttgüter, für deren Weiterverarbeitung eine geringe Restfeuchte nicht notwendig ist, reicht als Trocknungsmedium Außenluft aus. Sie wird mit der vorgesehenen Trocknungstemperatur durch das Schüttgut 3 in der beschriebenen Weise geleitet. Ist das Schüttgut durch stark hygroskopische Kunststoffe gebildet, für deren Weiterverarbeitung nur eine geringe Restfeuchte zulässig ist, reicht einfache Außenluft nicht aus. In diesem Falle wird Trockenluft oder ein anderes geeignetes Trockengas verwendet.The type of drying medium depends on the
Der Feuchtesensor 51 kann seine Signale auch drahtlos der Entfeuchtungseinrichtung 20 übersenden.The
Innerhalb des inneren Rohres 4 ist ein weiteres Rohr 4.1 eingebaut, das über einen Antrieb 5.2 drehbar angetrieben wird. Dieses Rohr 4.1 sitzt auf einer Welle 5.3, die mit dem Antrieb 5.2 antriebsverbunden ist. Der Antrieb 5.2 kann außerhalb oder auch innerhalb des Behälters 1 angeordnet sein. Als Antrieb 5.2 kann jeder geeignete Motor eingesetzt werden, vorzugsweise ein Elektromotor. Die Welle 5.3 und damit das Rohr 4.1 wird mit geringer Drehzahl um seine Achse gedreht. Die Drehzahl richtet sich nach der Art des im Ringraum 104 befindlichen Schüttgutes 3.Within the
Das Innenrohr 4.1 hat nur geringen Abstand vom Innenmantel des inneren Rohres 4. Der Abstand ist nur so groß, dass sich das innere Rohr 4.1 zuverlässig um seine Achse drehen kann.The inner tube 4.1 has only a small distance from the inner shell of the
Wie aus
Die Formgebung der Öffnungen 4.2, ihre Anzahl sowie ihre Anordnung am Rohr 4.1 kann in Abhängigkeit vom zu trocknenden Schüttgut 3 gewählt werden. Mit dem Innenrohr 4.1 wird dafür gesorgt, dass das Schüttgut 3 nicht gleichmäßig über seine Höhe und seinen Umfang vom Trocknungsmedium durchströmt wird, sondern jeweils nur partiell. Da das Rohr 4.1 um seine Achse gedreht wird, gelangt das Trocknungsmedium an ständig wechselnden Stellen in das Schüttgut 3. Die Stellen des Rohres 4.1 außerhalb der Öffnungen 4.2 decken die Öffnungen des umgebenden Rohres 4 ab, so dass das über die Leitung 12 zugeführte Trocknungsmedium nur im Bereich der Öffnungen 4.2 radial nach außen in das Schüttgut 3 strömen kann. Da das Rohr 4.1 während des Trocknungs-/Kristallisationsvorganges um seine Achse dreht, erfolgt der Eintrag des Trocknungsmediums in das Schüttgut 3 an ständig wechselnden Stellen. Dadurch wird nicht das gesamte Schüttgut 3 über seine Höhe durch das Trocknungsmedium beaufschlagt, so dass derjenige Teil des Schüttgutes, der gerade nicht von Trockenluft durchströmt wird, in Ruhe bleibt. Dadurch wird ein zuverlässiges Nachrutschen des Schüttgutes 3 erreicht, so dass ein zuverlässiger Austrag des Schüttgutes über den Auslass 8 sichergestellt ist. Das Trocknungsmedium kann mit hoher Geschwindigkeit dem Schüttgut 3 zugeführt werden, so dass die Trockenzeit erheblich verkürzt wird. Hierzu trägt auch bei, dass das Schüttgut über seine Höhe radial vom Trockenmedium durchströmt wird.The shape of the openings 4.2, their number and their arrangement on the pipe 4.1 can be selected depending on the
Wie
Wie aus
Die partielle Luftzuführung über die Höhe des inneren Rohres 4 und über dessen Länge kann auch erreicht werden, wenn kein drehbares Innenrohr 4.1 eingesetzt wird (
Die Kolbenstange 111 ragt in einen Pneumatikzylinder 5.5, der mittels eines Schaltventiles 5.6 betätigbar ist. Der Kolben 112 im Pneumatikzylinder 5.5 ist doppelseitig beaufschlagbar. In der Schaltstellung gemäß
Wird das Schaltventil 5.6 umgeschaltet (
Bei dieser Ausführungsform wird das Schüttgut 3 wiederum nur bereichsweise mit dem Trocknungsmedium beaufschlagt. Das Schaltventil 5.6 kann in gleichen Zeitabständen jeweils umgeschaltet werden, um die Blenden 4.3 in die Stellung gemäß
Der Abstand zwischen den benachbarten Blenden 4.3 entspricht vorteilhaft der Breite der Blenden 4.3. Dadurch wird erreicht, dass je nach Schaltstellung stets diejenigen Bereiche des Rohres 4 abgedeckt werden, durch die in der jeweils anderen Schaltstellung das Trocknungsmedium in das Schüttgut 3 geströmt ist.The distance between the adjacent apertures 4.3 advantageously corresponds to the width of the apertures 4.3. It is thereby achieved that, depending on the switching position, those regions of the
Es ist grundsätzlich möglich, die Abstände zwischen den Blenden 4.3 auch kleiner oder größer als die Breite der Blenden zu wählen.It is basically possible to choose the distances between the apertures 4.3 smaller or larger than the width of the aperture.
Die Kolbenstange 111 ragt durch den Auslass 8 des Behälters 1 nach außen.The
Selbstverständlich kommen zur Axialverstellung der Blenden 4.3 nicht nur Pneumatikantriebe in Betracht, sondern alle geeigneten Antriebe.Of course, come to Axialverstellung the aperture 4.3 not only pneumatic actuators into consideration, but all suitable drives.
Beim Ausführungsbeispiel nach
Das Schaltventil 5.6 ist vorzugsweise ein 4/2-Schaltventil. Mit ihm lässt sich der Kolben 112 und damit die Kolbenstange 111 zuverlässig zwischen den beiden Endstellungen verschieben.The switching valve 5.6 is preferably a 4/2-way valve. With him, the
Wie bei der vorigen Ausführungsform werden die Blenden 4.3 für die phasenweise Durchströmung des Schüttgutes 3 in beliebiger Weise mittels des Schaltventils 5.6 hin- und hergeschaltet. Im Übrigen ist das Ausführungsbeispiel gemäß
Die Ausführungsform nach den
Diese Wirkung wird noch dadurch verstärkt, dass infolge der Drehung des inneren Rohres 4 das Schüttgut selbst in eine Relativbewegung zwischen dem feststehenden äußeren gelochten Rohr 2 und dem drehenden gelochten inneren Rohr 4 versetzt wird.This effect is further enhanced by the fact that due to the rotation of the
Das Rohr 4 ist am unteren Ende durch einen Boden 115 geschlossen, der auf der Welle 5.3 sitzt, die durch den Antrieb 5.2 um ihre Achse gedreht wird. Der Antrieb 5.2 befindet sich außerhalb des Behälters 1, wobei die Welle 5.3 durch den Auslass 8 nach außen ragt. Der Antrieb 5.2 kann aber auch entsprechend dem Ausführungsbeispiel gemäß den
Bei dieser Ausführungsform ist das Rohr 4 am oberen Ende mittels eines Wellenstummels 116 in einem Lager 117 drehbar gelagert, das vorteilhaft ein Wälzlager ist. Das Lager 117 ist innerhalb einer das Rohr 4 am oberen Ende überdeckenden Haube 118 angeordnet, an welche die Leitung 12 für die Zuführung des Trocknungsmediums angeschlossen ist.In this embodiment, the
Das Ausführungsbeispiel nach
Verschiedene Schüttgüter, die in einer Einrichtung durch eine Wärmebehandlung vom amorphen in den kristallinen Zustand überführt werden sollen, können sich sehr stark in ihren physikalischen Eigenschaften in der Umwandlungsphase voneinander unterscheiden. Dazu kommen noch unterschiedliche Formen der Partikel, die in dem Verfahren verarbeitet werden sollen.Different bulk materials to be converted from amorphous to crystalline state in a device by a heat treatment may be very different in physical properties in the conversion phase from each other. There are also different forms of particles to be processed in the process.
Weitere Schüttgüter sind auch reine amorphe Neuwaren mit geringem Staubanteil und zylindrischen oder kugelförmigen regelmäßigen Granulaten in kleinen (2 - 3 mm) Körnungen oder großen Körnern mit bis zu 4 bis 5 mm maximalen Längen, die eine sehr hohe Schüttdichte haben. Für dieses Material kann der Ringraum eher breit angelegt sein, um die Materialmenge im Ringraum zu erhöhen. Diese Maßnahme bewirkt eine längere Verweilzeit des Materials im Ringraum, die für größere Materialdicken benötigt wird um es zu trocknen.Other bulk materials are also pure amorphous commodities with low dust content and cylindrical or spherical regular granules in small (2-3 mm) grains or large grains up to 4 to 5 mm maximum lengths, which have a very high bulk density. For this material, the annulus may be rather broad to increase the amount of material in the annulus. This measure causes a longer residence time of the material in the annulus, which is needed for larger material thicknesses to dry it.
Spezielle Schüttgüter sind auch Mahlgüter von Folien oder Flaschen, die sich sehr unterschiedlich in der Schüttung verhalten. So können zum Beispiel Folienmahlgüter von Flachfolien zum Beispiel sehr problematisch werden, wenn sich die Folienschnitzel flach aufeinander legen und dadurch der Luftdurchlass erschwert wird. Die Erwärmung und die Kristallisationsgeschwindigkeit sind dann unregelmäßig. Hier kann ein kleinerer Abstand zwischen den beiden Rohren 2, 4, 4a durchaus hilfreich sein, um durch eine stärkere Bewegung im Material die Partikel besser zu mischen.Special bulk materials are also regrinds of films or bottles, which behave very differently in the bed. For example, film-grinding products of flat films can become very problematic, for example, if the film chips lay flat on one another, thereby making the air passage more difficult. The heating and the crystallization rate are then irregular. Here, a smaller distance between the two
Weitere physikalische Eigenschaften spezieller Schüttgüter sind die Klebrigkeit und die Erweichung des Materials in der Umwandlungsphase. Es gibt teilkristalline Kunststoffe, die nur eine geringe Klebneigung entwickeln. Dagegen gibt es Kunststoffe, die sehr große Agglomerate bilden können, da sie eine sehr starke Klebneigung entwickeln und sich nach der Kristallisation nur noch schwer zerteilen lassen. Hierfür sind dann geringe Schüttungsdicken notwendig, die eine hohe Relativbewegung im Material bewirken. Hier ist dann der Abstand der Rohre 2, 4, 4a relativ klein zu halten.Further physical properties of special bulk materials are the stickiness and the softening of the material in the transformation phase. There are partially crystalline plastics that develop only a low tendency to stick. On the other hand, there are plastics that can form very large agglomerates because they develop a very strong tendency to stick and are difficult to cut after crystallization. For this purpose, low bulk thicknesses are necessary, which cause a high relative movement in the material. Here is the distance between the
Bei Materialien mit einer sehr starken Erweichung in der Umwandlungsphase, aber geringer Klebneigung, ist es dann aber besser, nur eine geringe Relativbewegung in der Materialschüttung zuzulassen, was mit einer breiteren Schüttung durchaus möglich wäre.For materials with a very strong softening in the conversion phase, but low tendency to stick, it is then better to allow only a slight relative movement in the material bed, which would be quite possible with a wider bed.
Im Übrigen ist die Ausführungsform nach
Die Ausführungsform gemäß
Damit das Schüttgut 3 nicht mitgedreht wird, sind an der Innenseite des äußeren Rohres 2 quer abstehende Flügel 2a vorgesehen, die stationär sind und so angeordnet sind, dass sie im Bereich zwischen axial benachbarten Rührflügeln 4b des inneren Rohres 4 liegen. Die Rührflügel 4b und die stationären Flügel 2a sind so lang, dass sie vorteilhaft einander überlappen, in Achsrichtung der beiden Rohre 2, 4 gesehen. Die stationären Flügel 2 sind vorteilhaft über den Umfang gleichmäßig verteilt angeordnet.So that the
Die feststehenden Flügel 2a verhindern, dass das Schüttgut 3 durch das drehende Rohr 4 mitgedreht wird. Im Zusammenwirken der drehenden und stationären Flügel 2, 4b wird das Schüttgut 3 optimal durchmischt und die Bildung von Agglomeraten im Schüttgut zuverlässig verhindert. Durch die Rührflügel 4b wird das Schüttgut 3 wiederum nur partiell aufgelockert und bewegt. Dadurch kann das aus dem inneren Rohr 4 austretende Trocknungsmedium innerhalb kurzer Zeit das Schüttgut 3 im erforderlichen Maße trocknen.The fixed
Die Flügel 2a, 4b können unterschiedlich ausgebildet sein. So können für die Flügel beispielsweise im Querschnitt runde Stäbe, aber auch Stäbe in Flügelform eingesetzt werden.The
Die radial äußeren Enden der Rührflügel 4c sind geschlossen. Die radial inneren Enden sind zum Innenraum des inneren Rohres 4 offen, so dass das über die Leitung 12 zuströmende Trocknungsmedium in die Rührflügel 4c gelangen kann.The radially outer ends of the
Die Austrittsöffnungen 121 können beispielhaft runde Öffnungen oder Schlitze sein, über die das Trocknungsmedium in das Schüttgut 3 strömt.The
An der Innenwand des äußeren Rohres 2 sind die stationären Flügel 2a vorgesehen, die in gleicher Weise wie bei der vorigen Ausführungsform am Rohr 2 vorgesehen und in Bezug auf die Rührflügel 4c angeordnet sind.On the inner wall of the
Die Rührflügel 4c sind beispielhaft auf gleicher axialer Höhe des Rohres 4 diametral einander gegenüberliegend vorgesehen. Wird das Rohr 4 mit dem Antrieb 5.2 um seine Achse gedreht, wird das Schüttgut 3 durch die Rührflügel 4c partiell bewegt. Im Zusammenwirken mit den stationären Flügeln 2a wird verhindert, dass das Schüttgut 3 durch die Drehung des inneren Rohres 4 in Drehung versetzt wird. Das Trocknungsmedium gelangt nicht gleichzeitig über den gesamten Umfang und die axiale Höhe des Rohres 4 in das Schüttgut 3, sondern nur partiell in dem Bereich, in dem sich die Rührflügel 4c innerhalb des Schüttgutes 3 befinden. Wie bei den vorhergehenden Ausführungsbeispielen befindet sich ein Teil des Schüttgutes 3 in Ruhe, wodurch zuverlässig erreicht wird, dass das Schüttgut 3 einwandfrei nachrutschen kann. Aufgrund des partiellen Eintrages des Trocknungsmediums ist es möglich, das Trocknungsmedium mit einer besonders hohen Geschwindigkeit in das Schüttgut 3 einzubringen, wodurch die Trockenzeit erheblich verringert wird.The agitating
Infolge der Einleitung des Trocknungsmediums über die Rührflügel 4c wird zusätzlich die Antriebskraft vom drehenden Innenrohr 4 verringert, da um die Rührflügel 4c herum eine Wirbelzone entsteht, in der die Menge des Trocknungsmediums entsprechend hoch ist. Außerdem ist der Kontakt zwischen dem Trocknungsmedium und dem Schüttgut 3 infolge des partiellen Eintrages des Trocknungsmediums erheblich besser, als wenn das Trocknungsmedium gleichmäßig über die gesamte Höhe und den gesamten Umfang des inneren Rohres 4 in das Schüttgut 3 eingebracht wird.As a result of the introduction of the drying medium via the
Die Anlage gemäß
Das Trocknungsmedium wird mittels des Gebläses 10 über ein Ventil 31 der Heizeinrichtung 11 zugeführt, mit der das Trocknungsmedium bei Bedarf auf die Trocknungstemperatur erwärmt wird. Über die Leitung 12 gelangt das Trocknungsmedium in das innere Rohr 4, das bei dieser Ausführungsform ein gelochtes Rohr ist. Das Trocknungsmedium tritt über die Höhe und den Umfang des Rohres 4 in das Schüttgut 3 ein. Das Trocknungsmedium nimmt die Feuchtigkeit aus dem Schüttgut 3 auf. Das Trocknungsmedium durchströmt das gelochte äußere Rohr 2 und gelangt in den Ringraum 108 zwischen dem Rohr 2 und dem Behältermantel. Das mit Feuchtigkeit beladene Trocknungsmedium (Rückluft) strömt über die Rückführleitung 6 und das Filter 9 zurück zum Gebläse 10, welches die Rückluft über das geöffnete Ventil 31 in die Leitung 12 leitet. Ein Teil der Rückluft gelangt in Strömungsrichtung hinter dem Filter 9 in die Leitung 21, in der ein Ventil 33 sitzt. Wenn es geöffnet ist, kann dieser Teil der Rückluft in der anhand von
In dieser Phase entspricht das Verfahren dem Verfahren, wie es mit der Anlage gemäß
Am Ausgang der Befülleinrichtung 7 befindet sich ein weiteres Ventil 35, mit dem die Befülleinrichtung 7 abgesperrt werden kann, so dass kein Schüttgut 3 in den Behälter 1 nachgefüllt werden kann. Am Auslass 8 des Behälters 1 ist ein weiteres Ventil 34 vorgesehen, mit dem der Auslass 8 ventilgesteuert geöffnet und geschlossen werden kann.At the outlet of the
Die an die Druckseite des Gebläses 10 anschließende Leitung 122, von der die Leitung 12 abzweigt, ist in Strömungsrichtung hinter dem Anschluss der Leitung 12 durch ein Ventil 30 verschließbar. Während des beschriebenen Trocknungsvorganges ist das Ventil 30, das die Anlage mit der Umgebung verbindet, geschlossen. Die beschriebene Trocknungsphase wird in bestimmten Zyklen durch die Unterdruckphase abgelöst. In diesem Falle wird mit Hilfe des Gebläses 10 ein Unterdruck in der Anlage erzeugt. Hierzu werden die Ventile 31 bis 35 geschlossen und das Ventil 30 geöffnet. Dies hat zur Folge, dass das Gebläse 10 die Luft aus dem Leitungssystem und dem Behälter 1 über das geöffnete Ventil 30 nach außen fördert. Dadurch entsteht im gesamten Strömungsraum innerhalb der Anlage und damit auch innerhalb des Ringraumes 104, in dem sich das Schüttgut 3 befindet, ein Unterdruck. Er wird für eine bestimmte Zeit aufrechterhalten.The
Nach Beenden der Unterdruckphase wird wieder in die Erwärmungsphase umgeschaltet, indem zunächst das Ventil 31 geöffnet wird, um den Unterdruck in der Anlage abzubauen. Dann können die Ventile 32 und 33 geöffnet werden, während das Ventil 30 geschlossen wird. Dann erfolgt wiederum die Trocknung des Schüttgutes 3 mittels des Trocknungsmediums, das über die Leitung 12 in das innere Rohr 4 geleitet wird.After completion of the vacuum phase is switched back to the heating phase by first the
In der beschriebenen Weise erfolgt ein stetiger Wechsel zwischen Unterdruck und Erwärmung. Die Beschickung des Behälters 1 und die Entnahme des Schüttgutes 3 aus dem Behälter 1 erfolgt jeweils nur während der Erwärmungsphasen. Die Ventile 34 und 35 werden hierzu bei Bedarf geöffnet. Während dieser Erwärmungsphase werden, wie auch bei den anderen Ausführungsformen, nur kleine Mengen an Schüttgut zugegeben und abgeführt, so dass ein kontinuierlicher Schüttgutdurchsatz erhalten bleibt.In the manner described, there is a constant change between negative pressure and heating. The loading of the
Bei der Anlage gemäß
Die Anlage gemäß
In dieser Phase arbeitet die Anlage gleich wie die Anlage gemäß
Die Anlage gemäß
An die Befülleinrichtung 7 ist über eine Saugleitung 123 eine Sauglanze 42 angeschlossen, die in einen mit dem Schüttgut 3 beladenen Behälter 41 eingebracht ist. Anstelle des Behälters 41 kann auch jede andere Schüttgutquelle eingesetzt werden.To the filling
Die Saugleitung 123 ist über ein Ventil 37 an die Befülleinrichtung 7 angeschlossen.The
Soll der Behälter 1 mit Schüttgut 3 befüllt werden, wird das Ventil 37 geöffnet. Über das Gebläse 36 wird das Schüttgut 3 aus dem Behälter 41 mittels der Sauglanze 42 in die Befülleinrichtung 7 angesaugt. Vorzugsweise wird das Schüttgut 3 so lange gefördert, bis die Befülleinrichtung 7 gefüllt ist. Dann wird das Ventil 37 geschlossen. Dann wird das (nicht dargestellte) Ventil am Auslass der Befülleinrichtung 7 geöffnet, so dass das Schüttgut aus der Befülleinrichtung 7 in den Ringraum 104 fließen kann.If the
An den Auslass 8 des Behälters 1 sind zwei Ventile 38 und 39 angeschlossen, die eine Schleuse für das dem Behälter 1 entnommene Schüttgut 3 bilden. Bei der Schüttgutentnahme wird das Ventil 39 geschlossen und das Ventil 38 geöffnet. Dann kann das Schüttgut in einen Zwischenraum 124 zwischen den beiden Ventilen 38, 39 gelangen. Sobald er gefüllt ist, wird das Ventil 38 geschlossen und das Ventil 39 geöffnet. Das Schüttgut gelangt aus dem Zwischenraum 124 beispielsweise in eine Verarbeitungsmaschine.At the
Die Schleuse in Form der beiden Ventile 38, 39 erlaubt es, das Schüttgut dem Behälter 1 zu entnehmen, während in der Anlage Unterdruck anliegt.The lock in the form of the two
Damit das dem Behälter 1 entnommene Schüttgut 3 beispielsweise einer Verarbeitungsmaschine zugeführt werden kann, kann anstelle der beschriebenen Schleuse beispielsweise auch eine Zellradschleuse eingesetzt werden, die einen kontinuierlichen Schüttgutstrom zulässt.So that the
Bei dieser Anlage ist von Vorteil, dass der Unterdruck zusätzlich und gleichzeitig zum Trocknen des Schüttgutes mittels des Trocknungsmediums eingesetzt wird. Der Unterdruck erfolgt in Verbindung mit der Befülleinrichtung 7, die zum Befüllen des Behälters 1 stets mit Unterdruck arbeitet. Die Befülleinrichtung 7 ist an die Saugseite des Gebläses 36 angeschlossen, so dass das Schüttgut 3 aus dem Behälter 41 angesaugt wird. Der dadurch erzeugte Unterdruck wirkt auch im Ringraum 104, in dem das Schüttgut 3 im Behälter 1 für den Trocknungsvorgang liegt. Durch die gleichzeitige Anwendung des Unterdruckes und des Durchströmens des Schüttgutes 3 durch das Trocknungsmedium ergibt sich eine optimale Trocknung des Schüttgutes 3 innerhalb kürzester Zeit.In this system, it is advantageous that the negative pressure is additionally and simultaneously used for drying the bulk material by means of the drying medium. The negative pressure takes place in conjunction with the filling
Auch bei dieser Anlage sind die beiden Rohre 2, 4 als gelochte Rohre ausgebildet. Im Unterschied zur Anlage nach
Während bei der Anlage gemäß
Bei der Anlage gemäß
Schließlich kann bei der Anlage gemäß
Es ist ferner möglich, auch die Ausbildung des Innenrohres 4 gemäß
Bei der beschriebenen Anlage ist in der Leitung 12 der Temperaturfühler 50 vorgesehen, mit dessen Hilfe der Trocknungsprozess sehr einfach gesteuert werden kann. Mit dem Temperaturfühler 50 wird die Temperatur des in das Rohr 4 eingeleiteten Trocknungsmediums erfasst. Die Bezugstemperatur ist die Temperatur des Schüttgutes 3 am Austritt des Behälters 1. Sowohl die Temperatur des Schüttgutes am Behälteraustritt als auch die Temperatur des zuströmenden Trocknungsmediums werden erfasst. Dadurch kann die Temperatur des Trocknungsmediums einfach so gesteuert oder auch geregelt werden, dass das Schüttgut 3 im Behälter 1 nicht unzulässig hoch erwärmt wird.In the described system, the
Der Temperaturfühler 50 kann an jeder geeigneten Stelle innerhalb der Anlage vorgesehen sein. Vorteilhaft ist die beschriebene Lage des Temperaturfühlers 50 unmittelbar vor dem Eintritt des Trocknungsmediums in den Behälter 1.The
Die Heizeinrichtung 11 wird entsprechend den erfassten Temperaturen des Trocknungsmediums und des Schüttgutes am Behälterauslass so gesteuert oder auch geregelt, dass das Trocknungsmedium stets die für eine optimale Trocknung des Schüttgutes 3 erforderliche Temperatur hat.The
Bei den beschriebenen Ausführungsformen wird das Trocknungsmedium über das innere Rohr zugeführt und tritt nach Durchströmen des Schüttgutes 3 durch die Durchlassöffnungen des äußeren Rohres 2 in den Ringraum 108 ein. Von hier gelangt die Rückluft in die Rückführleitung 6.In the described embodiments, the drying medium is supplied via the inner tube and enters after flowing through the
Das Trocknungsmedium kann bei den beschriebenen Ausführungsbeispielen das Schüttgut 3 aber auch in umgekehrter Richtung durchströmen. Dementsprechend sind die Rohre 2, 4 und die Einbauten so angeordnet und ausgebildet, dass das Trocknungsmedium durch das äußere Rohr 2 in den Schütt-Ringraum 104 strömen kann. Nach Durchströmen des Schüttgutes 3 gelangt das Trockungsmedium in das innere Rohr 4 und wird von dort der Rückförderleitung 6 zugeführt.The drying medium can flow in the described embodiments, the
Eine beispielhafte Ausführungsform eines solchen Trocknungsbehälters zeigen die
Das Trocknungsmedium wird in den Ringraum 108 zwischen dem äußeren Rohr 2 und dem zylindrischen Mantel 101 des Behälters 1 eingeleitet.The drying medium is introduced into the
Die Kolbenstange 111 ragt in den Pneumatikzylinder 5.5, der mittels des Schaltventiles 5.6 betätigbar ist. Der Kolben 112 im Pneumatikzylinder 5.5 ist doppelseitig beaufschlagbar. In der Schaltstellung gemäß
Wird das Schaltventil 5.6 umgeschaltet (
Das Schüttgut 3 wird wiederum nur bereichsweise mit dem Trocknungsmedium beaufschlagt. Das Schaltventil 5.6 kann wie bei der Ausführungsform gemäß den
Der Abstand zwischen den axial benachbarten Blenden 4.3 entspricht vorteilhaft der Breite der Blenden 4.3. Dadurch wird erreicht, dass je nach Schaltstellung stets diejenigen Bereiche des Rohres 4 abgedeckt werden, durch die in der jeweils anderen Schaltstellung das Trocknungsmedium in das Schüttgut 3 geströmt ist.The distance between the axially adjacent aperture 4.3 advantageously corresponds to the width of the aperture 4.3. It is thereby achieved that, depending on the switching position, those regions of the
Grundsätzlich ist es möglich, die Abstände zwischen den Blenden 4.3 auch kleiner oder größer als die Breite der Blenden 4.3 zu wählen.In principle, it is possible to choose the distances between the apertures 4.3 smaller or larger than the width of the aperture 4.3.
Die Kolbenstange 111 ragt durch den konischen Mantel 102 des Behälters 1 nach außen.The
Zur Axialverstellung der Blenden 4.3 kommen nicht nur Pneumatikantriebe in Betracht. Es können alle geeigneten Antriebe eingesetzt werden.For axial adjustment of the aperture 4.3 are not only pneumatic actuators into consideration. All suitable drives can be used.
Das Trocknungsmedium tritt nach Durchströmen des Schüttgutes 3 in das innere Rohr 4 ein und wird von hier über eine Leitung 125 der Rückführleitung 6 zugeführt.The drying medium enters after flowing through the
Im Unterschied zur Ausführungsform gemäß
Im weiteren Unterschied zur Anlage nach
Mit dem Temperaturfühler 50, der in der Zuführleitung 12 vor dem Eintritt in den Trocknungsbehälter vorgesehen ist, kann der Trocknungsprozess einfach gesteuert werden, wie dies im Zusammenhang mit der Ausführungsform gemäß
Soll der Behälter 1 mit Schüttgut 3 befüllt werden, wird das Ventil 37 geöffnet. Wie anhand der Ausführungsform gemäß
Die Anlage gemäß
Über die Entfeuchtungseinrichtung 20 und die Leitung 126 wird bei Bedarf entfeuchtete Luft der Rückführleitung 6 zugeführt.If necessary, dehumidified air is fed to the
Die Anlage arbeitet im Übrigen gleich, wie anhand der
Wie bei den Ausführungsformen nach den
Die in
Der beschriebene Unterdruck in der Anlage, hervorgerufen durch das Gebläse 36, wirkt über die Zuleitung 53 auch im Aufschmelzbereich 54 des Verarbeitungsmaschine 52. Dadurch können eventuell ausgasende feuchte Partikel oder andere flüchtige Stoffe noch am Beginn der Schmelzphase aus dem Schüttgut gezogen werden. Diese Gase werden dann über das Gebläse 36 aus dem Prozess entfernt.The described negative pressure in the system, caused by the
Bei allen beschriebenen Ausführungsformen ist es entsprechend der Anlage gemäß
Bei den Ausführungsformen gemäß den
Claims (20)
dadurch gekennzeichnet, dass der Trocknungsraum (104) mit dem Schüttgut (3) zumindest für einen Teil der Trocknungszeit unter Unterdruck gesetzt wird.Method for drying and / or crystallizing bulk material, in particular plastic granules, in which a bulk material flows through the bulk material located in at least one drying space,
characterized in that the drying space (104) with the bulk material (3) is placed under negative pressure for at least part of the drying time.
dadurch gekennzeichnet, dass das Schüttgut (3) abwechselnd mit dem Trocknungsmedium und mit Unterdruck beaufschlagt wird.Method according to claim 1,
characterized in that the bulk material (3) is applied alternately with the drying medium and with negative pressure.
dadurch gekennzeichnet, dass das Schüttgut (3) gleichzeitig mit dem Trocknungsmedium und mit Unterdruck beaufschlagt wird.Method according to claim 1,
characterized in that the bulk material (3) is acted upon simultaneously with the drying medium and with negative pressure.
dadurch gekennzeichnet, dass der Trocknungsraum (104) und ein an ihn anschließender Heizkreis (6, 9, 10, 12) unter Unterdruck gesetzt werden.Method according to one of claims 1 to 3,
characterized in that the drying space (104) and a subsequent heating circuit (6, 9, 10, 12) are placed under negative pressure.
dadurch gekennzeichnet, dass der Trocknungsraum (104) und ein Aufschmelzbereich (54) einer Verarbeitungsmaschine (52) unter Unterdruck gesetzt werden.Method according to one of claims 1 to 4,
characterized in that the drying space (104) and a melting region (54) of a processing machine (52) under reduced pressure be set.
dadurch gekennzeichnet, dass mit dem Trocknungsmedium das Schüttgut nur partiell durchströmt wird, wobei der Trocknungsmediumsstrom so gelenkt wird, dass nacheinander alle oder zumindest alle Bereiche des Schüttgutes (3) erfasst werden.Method for drying and / or crystallizing bulk material, in which the bulk material flows through a drying medium, in particular according to one of claims 1 to 5,
characterized in that with the drying medium, the bulk material is only partially flowed through, wherein the drying medium flow is directed so that successively all or at least all areas of the bulk material (3) are detected.
dadurch gekennzeichnet, dass das Trocknungsmedium mit unterschiedlichen Geschwindigkeiten in das Schüttgut (3) eingebracht wird.Method according to one of claims 1 to 6,
characterized in that the drying medium at different speeds in the bulk material (3) is introduced.
dadurch gekennzeichnet, dass das Trocknungsmedium im Kreislauf durch den Trocknungsbehälter (1) geführt wird, wobei vorzugsweise ein Teil des Trocknungsmediums nach dem Durchströmen des Schüttgutes (3) einer Entfeuchtungseinrichtung (20) und dann vorteilhaft als entfeuchteter Teil dem zum Trocknungsbehälter (1) strömenden Trocknungsmedium zugeführt wird.Method according to one of claims 1 to 7,
characterized in that the drying medium is circulated through the drying container (1), wherein preferably a portion of the drying medium after flowing through the bulk material (3) a dehumidifier (20) and then advantageously as a dehumidified part to the drying tank (1) flowing drying medium is supplied.
dadurch gekennzeichnet, dass die Anlage mit wenigstens einem Unterdruckerzeuger (36) versehen ist, mit dem zumindest der Trocknungsraum (104) im Trocknungsbehälter (1) zumindest für einen Teil der Trocknungszeit unter Unterdruck gesetzt wird.Plant for carrying out the method according to one of claims 1 to 8, with at least one drying container for the bulk material, to which at least one supply line for the drying medium and at least one return air line are connected,
characterized in that the system is provided with at least one vacuum generator (36) with which at least the drying space (104) in the drying container (1) is placed under negative pressure for at least part of the drying time.
dadurch gekennzeichnet, dass der Unterdruckerzeuger (36) ein Gebläse ist, an dessen Saugseite eine Befülleinrichtung (7) für das Schüttgut (3) angerschlossen ist.Plant according to claim 9,
characterized in that the vacuum generator (36) is a blower is, on the suction side of a filling device (7) for the bulk material (3) is touched.
dadurch gekennzeichnet, dass an den Auslass (8) des Trocknungsbehälters (1) eine Materialschleuse angeschlossen ist, die zwei Ventile (38, 39) aufweist, zwischen denen ein Zwischenraum (124) für das Schüttgut (3) angeordnet ist.Plant according to claim 9 or 10,
characterized in that at the outlet (8) of the drying container (1) a material lock is connected, the two valves (38, 39), between which an intermediate space (124) for the bulk material (3) is arranged.
dadurch gekennzeichnet, dass der Auslass (8) des Trocknungsbehälters (1) über wenigstens eine Leitung (53) mit einem Aufschmelzbereich (54) einer Verarbeitungsmaschine (52) verbunden ist.Installation according to one of claims 9 to 11,
characterized in that the outlet (8) of the drying container (1) is connected via at least one line (53) to a melting region (54) of a processing machine (52).
dadurch gekennzeichnet, dass der Trocknungsbehälter (1) so ausgebildet ist, dass das Trocknungsmedium in den Trocknungsraum (104) so eintritt, dass das Schüttgut (3) im Trocknungsraum (104) stets nur partiell mit dem Trocknungsmedium beaufschlagt wird.Plant, in particular according to one of claims 9 to 12,
characterized in that the drying container (1) is formed so that the drying medium enters the drying chamber (104) so that the bulk material (3) in the drying chamber (104) is always only partially applied to the drying medium.
dadurch gekennzeichnet, dass der Trocknungsbehälter (1) wenigstens ein inneres Rohr (4) und wenigstens ein das innere Rohr (4) unter Bildung des Trocknungsraumes (104) umgebendes äußeres Rohr (2) aufweist, die jeweils Durchtrittsöffnungen für das Trocknungsmedium aufweisen, und dass vorteilhaft an einem der beiden Rohre (2, 4) Einbauten (4.1, 4.3, 4b, 4c) vorgesehen sind, mit denen eine partielle Durchströmung des Schüttgutes vorgenommen wird.Plant according to claim 13,
characterized in that the drying container (1) at least one inner tube (4) and at least one inner tube (4) to form the drying space (104) surrounding the outer tube (2), each having passage openings for the drying medium, and that are advantageously provided on one of the two tubes (2, 4) internals (4.1, 4.3, 4b, 4c), with which a partial flow through the bulk material is made.
dadurch gekennzeichnet, dass die Einbauten (4.1) durch ein Innenrohr bzw. ein Außenrohr gebildet sind, das im inneren Rohr (4) bzw. auf dem äußeren Rohr (2) drehbar gelagert ist, wobei vorteilhaft das Innen/Außenrohr (4,1) wenigstens eine, vorzugsweise mehrere Durchlassöffnungen (4.2) für den Durchtritt des Trocknungsmediums aufweist und die Öffnungen des inneren Rohres (4) bzw. des äußeren Rohres (2) durch das Innenrohr bzw. Außenrohr (4.1) bis auf den Bereich der Durchlassöffnung (4.2) abgedeckt sind.Plant according to claim 14,
characterized in that the internals (4.1) are formed by an inner tube or an outer tube which is rotatably mounted in the inner tube (4) or on the outer tube (2), wherein advantageously the inner / outer tube (4.1) has at least one, preferably a plurality of passage openings (4.2) for the passage of the drying medium and the openings of the inner tube (4) and the outer tube (2) through the inner tube or outer tube (4.1) to the area the passage opening (4.2) are covered.
dadurch gekennzeichnet, dass ein Antrieb (5.2) für das Innenrohr bzw. das Außenrohr (4.1) außerhalb oder innerhalb des Trocknungsbehälters (1) angeordnet ist.Plant according to claim 15,
characterized in that a drive (5.2) for the inner tube or the outer tube (4.1) outside or inside the drying container (1) is arranged.
dadurch gekennzeichnet, dass die Einbauten (4.3) durch wenigstens eine Blende gebildet sind, die im inneren Rohr (4) oder auf dem äußeren Rohr (2) axial verschiebbar ist und einen Teil der Löcher des inneren Rohres (4) bzw. des äußeren Rohres (2) abdeckt.Plant according to claim 14,
characterized in that the internals (4.3) are formed by at least one aperture which is axially displaceable in the inner tube (4) or on the outer tube (2) and a part of the holes of the inner tube (4) and the outer tube (2) covers.
dadurch gekennzeichnet, dass die Einbauten (4b, 4c) durch wenigstens einen Rührflügel gebildet sind, der vom inneren Rohr (4) bzw. vom äußeren Rohr (2) in den Trocknungsraum (104) absteht, und dass das innere Rohr (4) bzw. das äußere Rohr (2) um seine Achse drehbar ist.Plant according to claim 14,
characterized in that the internals (4b, 4c) are formed by at least one stirring blade which projects from the inner tube (4) or the outer tube (2) into the drying space (104), and that the inner tube (4) or the outer tube (2) is rotatable about its axis.
dadurch gekennzeichnet, dass von der Innenwand des äußeren Rohres (2) bzw. der Außenwand des inneren Rohres (4) mindestens ein Flügel (2a) absteht, der, in Achsrichtung der Rohre (2, 4) gesehen, den Rührflügel (4b) überlappt, der vorteilhaft ein Hohlkörper ist, in den das Trocknungsmedium strömt und der wenigstens eine Ausströmöffnung (121) für das Trocknungsmedium aufweist.Plant according to claim 18,
characterized in that protrudes from the inner wall of the outer tube (2) or the outer wall of the inner tube (4) at least one wing (2a), seen in the axial direction of the tubes (2, 4) overlaps the impeller (4b) which is advantageously a hollow body into which the drying medium flows and which has at least one outflow opening (121) for the drying medium.
dadurch gekennzeichnet, dass das innere Rohr (4) bzw. das äußere Rohr (2) ein gelochtes Rohr ist, das mittels eines Antriebes (5.2) um seine Achse drehbar ist.Plant, in particular according to claim 9,
characterized in that the inner tube (4) or the outer Pipe (2) is a perforated tube which is rotatable about its axis by means of a drive (5.2).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013022092.0A DE102013022092A1 (en) | 2013-12-18 | 2013-12-18 | Drying container for bulk materials, in particular plastic granules, and method for drying and / or crystallizing bulk material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2886984A2 true EP2886984A2 (en) | 2015-06-24 |
| EP2886984A3 EP2886984A3 (en) | 2016-01-20 |
Family
ID=52144350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14004216.9A Withdrawn EP2886984A3 (en) | 2013-12-18 | 2014-12-15 | Method for drying and/or crystallising bulk material and plant for carrying out this method |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20150176896A1 (en) |
| EP (1) | EP2886984A3 (en) |
| CN (1) | CN105043016A (en) |
| BR (1) | BR102014031694A2 (en) |
| DE (1) | DE102013022092A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3702710A1 (en) * | 2019-02-27 | 2020-09-02 | Wenz Kunststoff GmbH & Co. KG | Drying container and method for drying plastic granulate |
| CN112066653A (en) * | 2020-08-19 | 2020-12-11 | 杭州科永医疗科技有限公司 | Green medicine production handles and uses dewatering device |
| CN115307388A (en) * | 2022-08-16 | 2022-11-08 | 苏州倍丰智能科技有限公司 | Metal powder cold drying device |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9341410B1 (en) * | 2013-04-11 | 2016-05-17 | Gryphon Environmental, Llc | Apparatus for removing liquid from a suspension |
| CN107702511B (en) * | 2017-11-23 | 2022-11-25 | 湖北金炉节能股份有限公司 | Clean moulded coal desiccator of inner loop |
| AT519978B1 (en) | 2017-12-19 | 2018-12-15 | Sonderhoff Eng Gmbh | Device for producing plastic parts |
| CN212109328U (en) * | 2019-09-30 | 2020-12-08 | 西马尔有限责任公司 | Device for treating plastic |
| CN117839563B (en) * | 2024-03-07 | 2024-06-18 | 江苏泰禾金属工业有限公司 | Hollow spherical cuprous oxide soft template method drying and roasting preparation method |
| DE102024123840A1 (en) * | 2024-08-21 | 2026-02-26 | Zeppelin Systems Gmbh | Conveyor system and process for the pneumatic conveying of plastic granules |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB227028A (en) * | 1924-04-14 | 1925-01-08 | Louis Gumz | Improvements in or relating to a process of and apparatus for drying fragmentary and like solid material |
| US2374425A (en) * | 1942-08-28 | 1945-04-24 | Weerth Harmannus Karel De | Machine for cooking, dehydrating, and/or cooling foodstuffs |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3233334A (en) * | 1962-09-28 | 1966-02-08 | Pennsalt Chemicals Corp | Flash drying apparatus and method utilizing intermittent pulses of drying gas |
| US3597850A (en) * | 1970-03-11 | 1971-08-10 | Nat Service Ind Inc | Continuous vacuum drier |
| SE374811B (en) * | 1973-01-18 | 1975-03-17 | Sintab Swedinventor Ab | |
| CA1327687C (en) * | 1982-03-15 | 1994-03-15 | Jaro Kopernicky | Removing volatiles from plastic materials delivered to an extrusion or injection molding machine |
| DE4317768A1 (en) * | 1993-05-28 | 1994-12-01 | Somos Gmbh | Method and device for processing a particularly moist adsorbent |
| DE19840358A1 (en) * | 1998-09-04 | 2000-03-09 | Motan Holding Gmbh | Heating of bulk material, especially polymer chips prior to injection molding machine, involves a hot air stream flowing transversely to the material stream |
| US6270708B1 (en) * | 1999-03-12 | 2001-08-07 | Tamer International, Ltd. | Agglomerating and drying apparatus |
| ITVR20080024A1 (en) * | 2008-02-18 | 2009-08-19 | Moretto Spa | HOPPER STRUCTURE |
| IT1393150B1 (en) * | 2009-02-09 | 2012-04-11 | Schiavolin | DEHUMIDIFIER FOR PLASTIC MATERIALS |
| US8141270B2 (en) * | 2009-08-13 | 2012-03-27 | Maguire Products, Inc. | Gas flow rate determination method and apparatus and granular material dryer and method for control thereof |
| IT1401634B1 (en) * | 2010-08-03 | 2013-07-26 | Moretto Spa | HOPPER STRUCTURE, DEHUMIDIFICATION PLANT AND DEHUMIDIFICATION PROCEDURE OF GRANULAR PLASTIC MATERIAL. |
| JP5680199B2 (en) * | 2010-08-04 | 2015-03-04 | アイエムエー ライフ ノース アメリカ インコーポレーテッド | Bulk freeze drying using spray freezing and stirring drying |
| CN102353238B (en) * | 2011-08-01 | 2013-07-24 | 上海海事大学 | Intermittent type vacuum microwave drying device and method for processing core material of vacuum heat insulation plate by using intermittent type vacuum microwave drying device |
-
2013
- 2013-12-18 DE DE102013022092.0A patent/DE102013022092A1/en not_active Withdrawn
-
2014
- 2014-12-15 EP EP14004216.9A patent/EP2886984A3/en not_active Withdrawn
- 2014-12-17 BR BR102014031694A patent/BR102014031694A2/en not_active Application Discontinuation
- 2014-12-18 US US14/574,465 patent/US20150176896A1/en not_active Abandoned
- 2014-12-18 CN CN201410858384.0A patent/CN105043016A/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB227028A (en) * | 1924-04-14 | 1925-01-08 | Louis Gumz | Improvements in or relating to a process of and apparatus for drying fragmentary and like solid material |
| US2374425A (en) * | 1942-08-28 | 1945-04-24 | Weerth Harmannus Karel De | Machine for cooking, dehydrating, and/or cooling foodstuffs |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3702710A1 (en) * | 2019-02-27 | 2020-09-02 | Wenz Kunststoff GmbH & Co. KG | Drying container and method for drying plastic granulate |
| EP3702710B1 (en) | 2019-02-27 | 2021-11-10 | Wenz Kunststoff GmbH & Co. KG | Drying container and method for drying plastic granulate |
| CN112066653A (en) * | 2020-08-19 | 2020-12-11 | 杭州科永医疗科技有限公司 | Green medicine production handles and uses dewatering device |
| CN115307388A (en) * | 2022-08-16 | 2022-11-08 | 苏州倍丰智能科技有限公司 | Metal powder cold drying device |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102013022092A1 (en) | 2015-06-18 |
| US20150176896A1 (en) | 2015-06-25 |
| BR102014031694A2 (en) | 2016-06-28 |
| EP2886984A3 (en) | 2016-01-20 |
| CN105043016A (en) | 2015-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2886984A2 (en) | Method for drying and/or crystallising bulk material and plant for carrying out this method | |
| EP2876395B1 (en) | Method and device for drying material to be dried | |
| EP2984430B1 (en) | Belt dryer with a drying area | |
| EP2984429B1 (en) | Belt dryer with a drying area and with a cooling chamber | |
| DE19840358A1 (en) | Heating of bulk material, especially polymer chips prior to injection molding machine, involves a hot air stream flowing transversely to the material stream | |
| EP2326900B1 (en) | Method and device for drying biomass | |
| DE4138997A1 (en) | DEVICE FOR DRAGING PIECE PRODUCTS, IN PARTICULAR PILLS AND TABLETS | |
| WO1991006364A1 (en) | Device for stirring solid particles | |
| DE102007028912A1 (en) | Procedure for drying of granulates or pellets e.g.tablets, pills and capsules in a container with circular cross-section and tappet arranged in the container, comprises rotatably driving the container around its longitudinal axis | |
| EP2114176B1 (en) | Device and method for heat-treating a pourable plant product | |
| DE2249863A1 (en) | Sugar coating machine - for pharmaceutical products in pill tablet or granule form | |
| EP0610789A1 (en) | Device to eliminate bacterias and germs | |
| WO2002030555A9 (en) | Method and device for thermally treating a material in pulverulent or granulate form | |
| DE102014212196B4 (en) | Device for the aerobic microbiological heating of free-flowing moist organic solids | |
| EP3546382B1 (en) | Steam diffusing bar and shrink tunnel | |
| DE19902458A1 (en) | Multi-stage crystallization equipment for plastics, especially polyethylene terephthalate or polyester, has treatment chamber divided into two or more sectors inside symmetrical housing | |
| DE2745179C2 (en) | Device for batch-wise mixing, drying and / or granulating free-flowing bulk materials with a wide range of particles | |
| EP1343582B8 (en) | Device for purifying and/or decontaminating polyester | |
| DE202013101746U1 (en) | Dryer for drying of drying material by means of warm drying air | |
| DE2343708A1 (en) | METHOD AND DEVICE FOR MANUFACTURING PLASTICS | |
| EP0331111B1 (en) | Fluidised-bed apparatus, particularly for granulating pulverulent material | |
| DE1925397A1 (en) | Heat-treatment plant for granular food- - stuffs | |
| DE102012102130B4 (en) | Moving Floor continuous dryer | |
| EP1406054B1 (en) | Apparatus for treating bulk material | |
| DE10149764B4 (en) | Method and device for treating particulate material, in particular for mixing, drying, granulating, pelleting and / or coating the material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20141215 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F26B 21/10 20060101ALI20151217BHEP Ipc: F26B 5/04 20060101ALI20151217BHEP Ipc: F26B 17/12 20060101AFI20151217BHEP |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20160720 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| 17Q | First examination report despatched |
Effective date: 20170619 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20200302 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20200714 |