EP2836089B9 - Zigarettenpapier, das einer zigarette ein gleichmässiges zugprofil verleiht - Google Patents
Zigarettenpapier, das einer zigarette ein gleichmässiges zugprofil verleiht Download PDFInfo
- Publication number
- EP2836089B9 EP2836089B9 EP14725200.1A EP14725200A EP2836089B9 EP 2836089 B9 EP2836089 B9 EP 2836089B9 EP 14725200 A EP14725200 A EP 14725200A EP 2836089 B9 EP2836089 B9 EP 2836089B9
- Authority
- EP
- European Patent Office
- Prior art keywords
- weight
- cigarette
- paper
- cigarette paper
- composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/025—Cigars; Cigarettes with special covers the covers having material applied to defined areas, e.g. bands for reducing the ignition propensity
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/005—Treatment of cigarette paper
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/12—Pulp from non-woody plants or crops, e.g. cotton, flax, straw, bagasse
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/66—Salts, e.g. alums
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/10—Coatings without pigments
- D21H19/12—Coatings without pigments applied as a solution using water as the only solvent, e.g. in the presence of acid or alkaline compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
Definitions
- the present invention relates to a cigarette paper which imparts a uniform tensile profile to a cigarette made therefrom. It further relates to a method for producing such a cigarette paper, a cigarette and the use of a location-dependent concentration of a fire salt in a cigarette.
- a typical cigarette is made of tobacco, which is wrapped by the cigarette paper and together with it forms a typically cylindrical tobacco rod.
- the tobacco rod is followed by the filter, which typically consists of cellulose acetate fibers.
- the filter and tobacco rod are wrapped by the tipping paper.
- the tipping paper connects the filter to the tobacco rod.
- the cigarette paper has in addition to the function of wrapping the tobacco, among other things, the task of the cigarette to give an attractive appearance in the smoked and not hacked state and to influence the smoldering speed of the cigarette. It also serves to control the composition of the smoke, especially the content of tar, nicotine and carbon monoxide.
- the smoker When smoking, the smoker creates a negative pressure at the mouth end of the smoldering cigarette, is sucked through the air on the one hand by the cone of embers on the cigarette holder, but on the other hand also flows through the air-permeable cigarette paper into the tobacco rod and so diluted the smoke.
- the stream of air flowing through the air-permeable cigarette paper into the tobacco rod during smoking is called strand ventilation.
- the total dilution of the smoke is composed of the strand ventilation and the filter ventilation.
- the tobacco cord burns, so that its length decreases.
- the available area for the strand ventilation cigarette paper decreases, so that less and less air can flow through the cigarette paper in the tobacco rod and thus the strand ventilation decreases from train to train.
- the smoke is less dilute from train to train, and the concentration of the smoke-forming aerosols and gases in the smoke flowing from the mouth end increases.
- the tobacco rod has a certain filtration effect on the smoke, which is also decreasing with decreasing length of the tobacco rod. This gives the smoker the impression that the cigarette is getting "stronger" from train to train.
- the cigarette paper may be perforated with the portion of the cigarette paper close to the filter being more perforated and thus having a higher air permeability than the rest of the cigarette paper.
- the strand ventilation does not decrease as much as with cigarette paper with an approximately constant air permeability along the tobacco rod.
- this method sometimes has the disadvantage that such cigarettes are difficult to ignite because much air flows through the more perforated part of the cigarette paper and the air flow through the tip of the cigarette is too low to start the glowing process when lighting.
- a cigarette paper which comprises a water-soluble salt which has lost more than 15% of its initial mass after heating to 230 ° C, the heating starting from a starting temperature of 30 ° C at a heating rate of 5 ° C / min under a Nitrogen flow of 25 ml / min takes place.
- the water-soluble salt may be contained in discrete strip-shaped portions.
- the cigarette paper is equipped with burn salts and designed so that the content of one or more Brandsalze in the cigarette paper from the filter end to the tobacco end changed on a cigarette made from it, in particular, that it changes monotonously within normal production and measurement tolerances, ie either monotonous increases or decreases monotonically.
- the change need not be strictly monotone, so there may be portions of constant content of the one or more Brandsalzes.
- the variable content or the variable concentration of Brandsalzen is chosen so that the cigarette paper gives a cigarette, in particular a filter cigarette, a more uniform tensile profile than would be the case for an otherwise similar cigarette with a constant Brandsalzkonzentration along the longitudinal direction of the cigarette.
- the burn salts are substances, for example salts, which can increase or decrease the smoldering speed of the cigarette paper.
- Very commonly used are trisodium and tripotassium citrate and mixtures thereof.
- Trisodium and tripotassium citrate are examples according to the invention of the flame accelerating, ie fire-promoting, Brandsalze, while phosphates can serve as the inventive example of the glow slowing, so fire retardant, Brandsalze.
- a fire salt is fire-promoting or fire-retardant is generally known to those skilled in the art, or it can be easily determined by measuring the smoldering speed of a cigarette paper containing the fire salt in question in sufficient quantity.
- the direction x of the cigarette papers may or may not necessarily be in accordance with the machine direction.
- the length L corresponds to the length of the visible tobacco rod on the cigarette for which the cigarette paper is intended, ie the length from the point where the tobacco rod emerges under the tipping paper to the tip of the cigarette to be lit. This length L may be different for different types of cigarette but will be ⁇ 11 cm and ⁇ 3 cm in the bars.
- the function f (x) is monotone over the interval [0, L], but does not necessarily have to be strictly monotone. On the contrary, some of the presently preferred embodiments have near-end and near-tip portions having a uniform or substantially uniform concentration c (x) of the burnt salt. In any case, the function f (x) is not constant over the entire interval.
- the actual concentration c (x) of the fire salt may deviate from the monotone function f (x) by a value of ⁇ c .
- This value ⁇ c takes into account the usual production and measurement tolerances of Brandsalzgehaltes.
- ⁇ c defines a certain corridor about an idealized curve f (x), which still allows an improvement over a constant Br of salt concentration, but possibly deviates locally to a moderate extent from the ideal monotonous course.
- the minimum for tar and nicotine is typically at a fire salt content between 1.5% and 5.0% by weight, for.
- Trisodium citrate typically at a Brandsalzgehalt of 1.5 wt .-% to 3.0 wt .-% and for tripotassium citrate at 3.5 wt .-% to 5.0 wt .-%, each based on the mass of the cigarette paper, so as it is used on the cigarette.
- the levels of smoke are beginning to rise again.
- a first possibility is to choose the content of the Brandsalzes at the filter end of the cigarette near the value at which - with an otherwise equal cigarette but with constant Brandsalzgehalt - a minimum tar and nicotine would be achieved and the content of the Brandsalzes then in the direction of to be lit end of the cigarette monotonically or at least approximately monotonically.
- a second possibility is to choose the content of the Brandsalzes at the filter end of the cigarette again close to the value at which a minimum tar and nicotine is achieved, but then to increase the content of the Brandsalzes in the direction of the end of the cigarette to be ignited.
- the Brandsalzgehalt which - with a constant Brandsalzgehalt - to minimal tar and nicotine values leads near the filter end of the tobacco rod, ie in a range of the cigarette, which produces the "strongest” features when smoking, while those Brandsalzgehalte, the - At constant Brandsalzgehalt - lead to higher levels of smoke in the vicinity of the lit end of the cigarette, ie where the trains are rather "weak".
- a “strong” or “weak” train is understood to mean that the levels of exhaustion of tar and nicotine are higher or lower this turn relative to the other strokes on the same cigarette.
- the total content of Brandsalzen in cigarette paper be constant, but is preferably, depending on which Brands salt outweighed in its effect on the Glasprofil, decrease or increase from the filter end to the tobacco end.
- L corresponds to the length of tobacco rod visible on the associated cigarette, ie, the length from the point where the tobacco rod emerges from under the tipping paper to the tip of the cigarette to be lit.
- a preferred course of the content of at least one Brandsalzes starting from the filter end of the visible tobacco rod, x 0, in the direction of the end of the cigarette to be lit, first an optional range in which the content of the Brandsalzes is constant, then followed by a linear increase or decrease of the content, and finally again an optional range with constant Brandsalzgehalt.
- the values L 1 and L 2 should be set so that the rise or fall is neither too steep nor too late to begin or end.
- the upper limit for L 1 is 2L / 3, preferably L / 2 and more preferably L / 3 has proven.
- the lower limit for L 1 is 0, and preferably L / 6.
- the upper limit for L 2 can usually be set at L, preferably at 5 L / 6. In general, however, it must always be true that L 1 is less than or equal to L 2 .
- L 1 L 2
- the invention can be realized in principle, this embodiment is not preferred. It is better to choose the length of the increase or decrease of Brandsalzgehalts, L 2 -L 1 , greater than L / 6, preferably greater than L / 3 and more preferably greater than L / 2.
- the length of the rise or fall, L 2 -L 1 , on the cigarette can not be greater than the length of the visible tobacco strand, so that L defines an upper limit for the difference L 2 -L 1 .
- L 2 -L 1 is therefore 9L / 10, and more preferably 4L / 5, and most preferably 2L / 3.
- c 0 or c L should be greater than or equal to 0% by weight, preferably greater than 0.2% by weight and particularly preferably greater than 0.5% by weight. With regard to the upper limits for c 0 and c L , 15% by weight is a possible choice, but 10% by weight and more preferably 7% by weight are preferred. If the at least one fire salt, the content of which changes on the cigarette paper, is a citrate, 5% by weight has also proved to be a very particularly preferred upper limit. These ranges apply to c 0 and c L independently of each other.
- c 0 is different from c L , ie that there is actually a change in the fire salt content, and preferably the amount of the difference c 0 -c L is greater than 2 ⁇ c.
- the value for ⁇ c again preferably corresponds to the abovementioned values.
- the cigarette paper is designed so that it can produce cigarettes, which have within the production and measurement tolerances the nominally same course of the content of at least one Brandsalzes along the visible tobacco rod.
- the cigarette paper is provided with one or more markings which allow the cut of the tobacco rod to be synchronized with the course of the fire salt content, whose positions are thus in a predetermined local relation to the curve c (x) of the fire salt content.
- the markings are preferably detectable by their action on electromagnetic waves, that is, for example, transmission, reflection, refraction or absorption of visible light, ultraviolet light or infrared radiation, and more preferably by an optical sensor, in particular an optical sensor which responds to reflected visible light to be detected.
- these markers are mounted on the cigarette paper so that they come to lie on the finished cigarette under the tipping paper and thus are not visible to the smoker.
- One possible method is to slightly color the composition with the one or more branding salts applied to the paper and to apply a fine but easily detectable line or other mark at the location where the tipping paper overlaps with the cigarette paper , Preferably, one will imprint the line or marking on the later side facing away from the tobacco, so that after production of the tobacco rod, the line or mark remains detectable for an optical sensor. Generally that's the top of the cigarette paper. It is also possible to place the line or mark on the tobacco-facing side of the cigarette paper, but then it is advisable to detect the line or mark on the cigarette paper before the tobacco rod is formed on the cigarette machine.
- This may mean that the course of the fire salt content c (x) along the running direction of the cigarette paper is periodically alternately applied, optionally with suitable spacing, in the normal and in the reverse direction, so that after cutting the double cigarette the Brandsalzprofil on the visible part of the tobacco strand at nominally equal to all cigarettes.
- the invention can also be applied to cigarettes which contain no filter.
- Base cigarette papers preferred for the invention consist of pulp fibers derived from wood, flax, hemp, esparto grass or other materials. Mixtures of pulp fibers of various origins can also be used. Preferred base cigarette papers have a basis weight of 10 g / m 2 to 60 g / m 2 , with the range of 20 g / m 2 to 35 g / m 2 being particularly preferred.
- the preferred base cigarette paper also contains inorganic mineral fillers which are added to the paper in a mass fraction of 10% to 45%.
- a particularly preferred filler is lime (calcium carbonate), but other oxides such as magnesium oxide and aluminum hydroxide and carbonates and mixtures thereof can also be used.
- Precipitated lime is preferred over geologically degraded lime for its purity and more uniform particle size.
- Cigarette papers without filler or with less than 10% filler are also common and conceivable for the invention, especially for non-machine-made cigarettes ("roll-your-own", "make-your-own”).
- Cigarette papers with more than 45% filler known, however, decreases with increasing filler content, the strength of the paper, and the paper tends to release dust during further processing, which is why this design is not preferred for use in machine-made cigarettes.
- the preferred base cigarette papers in the context of the invention have a natural air permeability, ie without further perforation, from 0 cm.sup.- 1 kPa.sup.- 1 to 350 cm.sup.- 1 kPa.sup.- 1 , preferably between 20 cm.sup.- 1 kPa.sup.- 1 and 200 cm min -1 kPa -1 and more preferably between 30 cm min -1 kPa -1 and 120 cm min -1 kPa -1 .
- the air permeability can be significantly increased, for example, over 300 cm min -1 kPa -1 or even over 1000 cm min -1 kPa -1 .
- Cigarette papers are typically made in rolls of, for example, between 0.3m and 5m widths and cut into reels having a cigarette circumference derived width, typically 9mm to 35mm, or an integer multiple of that width.
- the known from the prior art treatment of the cigarette paper with Brandsalzen comprises impregnation of the paper on the paper machine in the size or film press with a water-based solution of the Brandsalzes and subsequent drying. Also a soaking of the paper on a separate downstream of the paper machine device is conceivable.
- aqueous composition with a particularly high Brandsalzkonzentration is applied over the entire surface and uniformly on the overdried paper by means of a flexographic printing unit integrated in the paper machines and the paper is then rolled directly without further drying.
- the at least one fire salt is applied to the base cigarette paper in the form of a liquid composition, especially a solution, suspension or other form of mixture in a solvent.
- a liquid composition especially a solution, suspension or other form of mixture in a solvent.
- This order can preferably be achieved by a printing process or by spraying.
- the single-layer application is preferred over a multilayer.
- the printing process can be formed by gravure printing or flexographic printing.
- a gravure cylinder is preferably provided with wells, from which the composition to be printed is transferred to the base cigarette paper, wherein the volume of the wells and / or the density of the wells on the gravure cylinder, which is also referred to as "grid size of the wells" can, is or is chosen so that the desired location-dependent concentration c (x) of the Brandsalzes results.
- this process is used to modify a possibly even constant course of the content of at least one fire salt which is already present in the cigarette paper.
- processing steps such as printing on self-extinguishing tapes known in the art, may be carried out before, after or simultaneously with such treatment of the paper to create or modify a history of fire salt content.
- the composition used to prepare the history of the fire salt content comprises at least one fire salt and a solvent.
- solvent should not be considered as limited to solutions in the chemical sense.
- the fire salt may also be in suspension in a suspension or other form of the mixture in the solvent.
- water is preferred as a solvent over organic solvents because it leaves no trace of the taste of the cigarette in the paper and is safe in terms of fire hazard.
- the content of the Brandsalzes in the composition is at least 0.1 wt .-%, preferably at least 1 wt .-% and particularly preferably at least 2 wt .-%, and at most 15 wt .-%, preferably at most 10 wt .-% and particularly preferably 7% by weight, where the statements are to be understood as the mass of the anhydrous Brandsalzes based on the mass of the finished composition.
- the composition for example, for adjusting the viscosity, other substances, in particular polymers individually or in any mixture, included.
- polymers are cellulose derivatives, such as carboxymethyl cellulose, polysaccharides, such as starch or starch derivatives, or in particular also alginates, dextrins, guar or gum arabic.
- Such substances may be required, for example, for chromium-plated steel printing cylinders for intaglio printing in order to produce a film on the printing cylinder by the adapted viscosity so that the doctor applied to the printing cylinder does not scratch the printing cylinder.
- such substances may possibly be omitted in the composition.
- the viscosity of the composition can be characterized by the flow time, and it will, for example, for the gravure between 10 s and 40 s, preferably choose between 12 s and 35 s, measured as flow time from a cup with an opening of 4 mm according to ⁇ NORM EN ISO 2431: 2011.
- the measurement of the flow time should be done at the temperature at which the composition is used in the application process.
- the applied amount of the composition on the initial basis weight of the cigarette paper ie on the basis weight before the application of the composition must be coordinated.
- the applied amount of the composition should be at most 100% of the starting surface weight, preferably at most 80%, and more preferably at most 60%.
- the upper limits result from the amount of composition which can be applied to a cigarette paper without significantly impairing its processability, for example due to the reduced strength in the wet state.
- a lower limit results from the possibilities of the application method and is at least 0% of the starting surface weight, preferably at least 0.5% and particularly preferably at least 1%. Surfaces to which no order of the composition is made, of course, can also be provided.
- any type of dryer can be used, for example hot air dryer, infrared dryer, tunnel dryer, heated drying cylinder or even a drying by microwaves.
- the drying of the cigarette paper after the application of a water-based composition is preferably carried out by contact with one or more heatedeauzylindem. Treating the paper with waterborne compositions often results in the formation of wrinkles in the paper that can be efficiently reduced by drying with drying cylinders.
- one or more spreader rollers or smoothing devices can be provided which pull wrinkles from the paper during drying and are preferably arranged so that the paper passes over one or more spreader rollers or the smoothing devices prior to contact with the first drying cylinder.
- the spreader rollers or smoothing devices may also be arranged after one or more drying cylinders.
- these technologies can also be used, but the problem of wrinkling does not occur there or only to a considerably lesser extent.
- the subject invention depends in the circumferential direction only on the average content of the at least one Brandsalzes, which is why preferably the content of the at least one Brandsalzes in the cigarette paper in the transverse direction, i. is substantially constant in the circumferential direction on a cigarette made from the paper according to the invention. This prevents the cigarette from smoldering unevenly around its circumference, and ash or tobacco falling out or the ash image being deteriorated.
- an aqueous solution was prepared from the brine salt, as prepared for the prior art infusion of the paper.
- the content of Brandsalz in the solution resulted from the desired course of the content in the cigarette paper and the specifications of the application process.
- the application of the burn salts was carried out by gravure printing with an engraving of the gravure cylinder corresponding to the geometry of the desired course.
- the content of tar and nicotine in each train was calculated as the mean (M) in mg over all trains, the coefficient of variation (CoV) in% across all trains and the ratio V of the content between last and first train.
- the coefficient of variation is the standard deviation of the respective smoking value over all the traits of a cigarette divided by its mean and expressed as a percentage.
- the course of the Brandsalzgehalts according to the function f (x) are characterized by the parameters c 0 , c L , L 1 and L 2 and shown together with the results in Table 1.
- the course no. 1 corresponds to a constant Brandsalzgehalt of 1.4% and served as a comparison.
- V On the basis of the ratio V, a clear increase in the tar content of 62% and in the nicotine content of 41% can be seen.
- the coefficients of variation of tar and nicotine are 16.1% and 11.6%.
- the courses 2 to 6 show a sinking from the mouth end to the cigarette tip content of fire salt, while the courses 7 to 13 correspond to an increasing content of fire salt.
- the courses 12 and 13 is still in addition to a length of 10 mm and 5 mm respectively at the mouth end and the cigarette holder, the content of Brandsalz constant and in between linearly increasing.
- the lowest coefficient of variation of the tar content of gradients 2-6 is obtained at 12.5% on the course 3, ie a drop of 1.4% to 0% Brandsalzgehalt, while the same parameter for all courses 7-11 is already below this value, and for course 9, an increase from 1.4% to 3.5% Bratsalzgehalt, a minimum of 6.2% achieved.
- the fire salt content in the region of the filter end can be selected at least approximately so that it leads to a minimization of a specific smoke value, in particular nicotine or tar, and starting from this value in the direction of the Cigarette tip monotonically or approximately monotonically increases or decreases.
- the term "approximately chosen so” should also allow deviations from the ideal value of the Brandsalzkonzentration that less than 50%, preferably less than 30%, more preferably less than 15% of the ideal amount with the "per se same cigarette” is also a Cigarette made of the same base cigarette paper or of a similar base cigarette paper in which the grammage does not differ by more than 20% and the mean air permeability according to ISO 2965 by more than 15% from the same base cigarette paper.
- An exemplary cigarette 100 consists of a filter 101 encased in a tipping paper 102 which partially overlaps the tobacco rod 103, which in turn is enveloped by a cigarette paper 104. On the cigarette 100, the tipping paper 102 is then in the overlap zone over the cigarette paper 104.
- Diagram 110 arranged above the cigarette 100 shows an exemplary profile of the content of the at least one fire salt.
- On the y-axis 112 is the content of the at least one Brands salt applied.
- this is an idealized course of the deviations in reality, for example, by the usual production tolerances and Inhomogeneities of the paper are possible.
- an endless tobacco rod is formed which is cut into pieces having the length of the tobacco rod on the cigarette. Between each pair of such pieces, a double-length filter plug is inserted and glued to a doubly wide mouthpiece covering paper to form a double cigarette connected to the filter end. In a final cut, the double cigarette is divided into two cigarettes and turned over one of the two cigarettes, so that all running out of the cigarette machine cigarettes are the same orientation. This results in the need to choose the course of the content of at least one Brandsalzes along the cigarette paper web accordingly. Such an exemplary course is in FIG. 2 shown.
- the main direction of the cigarette paper is indicated by the arrow 201.
- the content of the at least one Brandsalzes is plotted and its course in the direction 201 is represented by the line 203.
- a piece of tobacco rod is made by cutting at each of the positions indicated by lines 204 and 205.
- the demarcated by the dashed lines 206 area 207 comes to rest on the double cigarette under the tipping paper and is thus not visible in normal use. In this area 207, the course of the content of at least one Brandsalzes plays no role, because this area is not usually smoked.
- brine salts according to the invention also leads to changes in the total tar and nicotine content even compared to the comparative cigarette with the constant course from Example 1. However, these changes can be compensated simply by adapting the filter ventilation or the filter without impairing the effect according to the invention ,
- the skilled person will be able to find a course of the invention content of at least one Brandsalzes with little experimental effort for a large class of Brandsalzen, so that the invention can be easily transferred to a variety of Brandsalze. Likewise, he will be able to find a desired course of the content of at least one Brandsalzes for different cigarette papers and cigarette designs.
Landscapes
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Paper (AREA)
Description
- Die vorliegende Erfindung betrifft ein Zigarettenpapier, das einer daraus gefertigten Zigarette ein gleichmäßiges Zugprofil verleiht. Ferner betrifft sie ein Verfahren zum Herstellen eines solchen Zigarettenpapiers, eine Zigarette und die Verwendung einer ortsabhängigen Konzentration eines Brandsalzes in einer Zigarette.
- Eine typische Zigarette besteht aus Tabak, der vom Zigarettenpapier umhüllt wird und mit ihm gemeinsam einen typischerweise zylindrischen Tabakstrang bildet. An den Tabakstrang schließt sich der Filter an, der typischerweise aus Zelluloseacetatfasern besteht. Der Filter und der Tabakstrang werden durch das Mundstücksbelagpapier umhüllt. Das Mundstücksbelagpapier verbindet den Filter mit dem Tabakstrang. Das Zigarettenpapier hat neben der Funktion den Tabak zu umhüllen, unter anderem auch noch die Aufgabe der Zigarette ein ansprechendes Äußeres im abgerauchten und nicht abgerauchten Zustand zu verleihen und die Glimmgeschwindigkeit der Zigarette zu beeinflussen. Es dient außerdem wesentlich zur Steuerung der Zusammensetzung des Rauchs, insbesondere des Gehalts an Teer, Nikotin und Kohlenmonoxid.
- Beim Rauchen erzeugt der Raucher am Mundende der glimmenden Zigarette einen Unterdruck, durch den Luft einerseits durch den Glutkegel an der Zigarettenspitze gesaugt wird, aber andererseits auch durch das luftdurchlässige Zigarettenpapier in den Tabakstrang strömt und so den Rauch verdünnt. Den durch das luftdurchlässige Zigarettenpapier in den Tabakstrang beim Rauchen fließenden Luftstrom bezeichnet man als Strangventilation.
- Im Fall, dass das Mundstücksbelagpapier perforiert ist, strömt Luft durch das Mundstücksbelagpapier in den Filter und verdünnt ebenfalls den Rauch. Diesen Luftstrom bezeichnet man als Filterventilation.
- Die Gesamtverdünnung des Rauchs setzt sich aus der Strangventilation und der Filterventilation zusammen. Beim Rauchen und beim freien Glimmen verbrennt jedoch der Tabakstrang, sodass seine Länge abnimmt. Dadurch nimmt auch die für die Strangventilation zur Verfügung stehende Fläche des Zigarettenpapiers ab, sodass immer weniger Luft durch das Zigarettenpapier in den Tabakstrang strömen kann und somit die Strangventilation von Zug zu Zug abnimmt. In gleichem Maße wird von Zug zu Zug der Rauch weniger verdünnt, und die Konzentration der den Rauch bildenden Aerosole und Gase im aus dem Mundende strömenden Rauch erhöht sich. Zudem besitzt der Tabakstrang eine gewisse Filtrationswirkung auf den Rauch, die ebenfalls mit abnehmender Länge des Tabakstrangs immer geringer wird. Der Raucher erhält dadurch den Eindruck, dass die Zigarette von Zug zu Zug "stärker" wird.
- Dieser Eindruck ist unerwünscht und verschiedene Maßnahmen sind aus dem Stand der Technik bekannt, um ihn abzuschwächen. Beispielsweise kann das Zigarettenpapier perforiert sein, wobei der nahe dem Filter liegende Teil des Zigarettenpapiers stärker perforiert ist und somit eine höhere Luftdurchlässigkeit aufweist als der Rest des Zigarettenpapiers. Dadurch nimmt die Strangventilation nicht so stark ab wie bei einem Zigarettenpapier mit annähernd konstanter Luftdurchlässigkeit entlang des Tabakstrangs. Dieses Verfahren hat manchmal jedoch den Nachteil, dass solche Zigaretten schwierig anzuzünden sind, weil viel Luft durch den stärker perforierten Teil des Zigarettenpapiers strömt und der Luftstrom durch die Spitze der Zigarette zu gering ist, um den Glimmprozess beim Anzünden zu starten.
- Eine alternative Maßnahme besteht darin das Zigarettenpapier auf dem vom Filter weiter entfernten Teil so zu beschichten, dass die Luftdurchlässigkeit der beschichteten Bereiche reduziert wird und somit zunächst Bereiche des Tabakstrangs konsumiert werden, die weniger zur Strangventilation beitragen, wie in der
US 3,911,932 vorgeschlagen wird. Oft führt diese Maßnahme aber zu einem überproportionalen Anstieg des Gehalts an Kohlenmonoxid im Rauch. - Des Weiteren wurde in der
US 3,667,479 vorgeschlagen, das Zigarettenpapier in Teilflächen mit starken Oxidationsmitteln zu beschichten. Beim Rauchen wird an den beschichteten Stellen das Papier thermisch rasch abgebaut, und es entstehen Öffnungen, durch die Luft strömen und den Rauch verdünnen kann. Die Größe oder Anzahl der Teilflächen nimmt in Richtung des Mundendes zu. Der Nachteil besteht darin, dass solche Zigaretten ein sehr schlechtes Aschebild aufweisen. Von einer Zigarette wird erwartet, dass die Tabakasche nach dem Rauchen als eine weiße, geschlossene Säule bestehen bleibt. Schwarze Flecken, abstehende Aschepartikel oder Löcher sind unerwünscht. Durch die Beschichtung in Teilflächen entstehen aber genau solche unerwünschten Löcher. - Schließlich wurden beispielsweise in der
US 3,805,799 auch noch mehrlagige Beschichtungen aus durch den Rauch abbaubaren und nicht abbaubaren Substanzen vorgeschlagen. Allerdings haben solche Lösungen keine Verbreitung gefunden. - Aus der
DE 10 2010 032 814 ist ein Zigarettenpapier bekannt, das ein wasserlösliches Salz umfasst, das nach Aufheizen auf 230°C mehr als 15%, seiner Ausgangsmasse verloren hat, wobei das Aufheizen ausgehend von einer Starttemperatur von 30°C mit einer Heizrate von 5°C/min unter einem Stickstoffstrom von 25 ml/min erfolgt. Das wasserlösliche Salz kann in diskreten streifenförmigen Teilbereichen enthalten sein. - Es besteht also weiterhin Bedarf an Möglichkeiten ein gleichmäßiges Zugprofil zu erzielen, die aber die Nachteile aus dem Stand der Technik, wie hohen Gehalt an Kohlenmonoxid im Rauch, schlechtes Aschebild oder Unannehmlichkeiten für den Raucher beim Anzünden der Zigarette vermeiden.
- Diese Aufgabe wird durch ein Zigarettenpapier nach Anspruch 1 und durch ein Herstellungsverfahren für ein Zigarettenpapier nach Anspruch 9 gelöst. Vorteilhafte Weiterbildungen sind in den abhängigen Ansprüchen angegeben.
- Erfindungsgemäß ist das Zigarettenpapier mit Brandsalzen ausgestattet und so ausgeführt, dass sich auf einer daraus gefertigten Zigarette der Gehalt eines oder mehrerer Brandsalze im Zigarettenpapier vom Filterende zum Tabakende hin verändert, insbesondere, dass er sich innerhalb üblicher Produktions- und Messtoleranzen monoton verändert, also entweder monoton zunimmt oder monoton abnimmt. Die Veränderung muss nicht streng monoton sein, es können also Teilbereiche konstanten Gehalts des einen oder mehreren Brandsalzes vorhanden sein. Der veränderliche Gehalt bzw. die veränderliche Konzentration von Brandsalzen ist dabei so gewählt, dass das Zigarettenpapier einer daraus gefertigten Zigarette, insbesondere einer Filterzigarette, ein gleichmäßigeres Zugprofil verleiht, als dies bei einer ansonsten gleichartigen Zigarette mit einer entlang der Längsrichtung der Zigarette konstanten Brandsalzkonzentration der Fall wäre.
- Die Brandsalze sind Substanzen, beispielsweise Salze, die die Glimmgeschwindigkeit des Zigarettenpapiers erhöhen oder verringern können. Sehr häufig eingesetzt werden Trinatrium- und Trikaliumzitrat und Gemische daraus. Die Gruppe der Brandsalze, mit denen die Erfindung verwirklicht werden kann, umfasst aber zusätzlich Zitrate, Malate, Tartrate, Acetate, Nitrate, Succinate, Fumarate, Gluconate, Glycolate, Lactate, Oxylate, Salicylate, α-Hydroxycaprylate, Hydrogencarbonate, Carbonate und Phosphate und Gemische daraus. Trinatrium- und Trikaliumzitrat sind erfindungsgemäße Beispiele für das Glimmen beschleunigende, also brandfördernde, Brandsalze, während Phosphate als erfindungsgemäßes Beispiel für das Glimmen verlangsamende, also brandhemmende, Brandsalze dienen können. Ob ein Brandsalz brandfördernd oder brandhemmend ist, ist dem Fachmann im Allgemeinen bekannt, oder es kann durch Messen der Glimmgeschwindigkeit eines Zigarettenpapiers, das das fragliche Brandsalz in ausreichender Menge enthält, leicht festgestellt werden.
- Der Einfluss von Brandsalzen auf die Abrauchwerte ist ausgesprochen komplex und im Fachgebiet auch nicht vollständig verstanden. Gleichwohl haben die Erfinder festgestellt, dass sich ein gleichmäßigeres Zugprofil erreichen lässt, wenn die Konzentration c(x) des mindestens einen Brandsalzes entlang einer Richtung x des Zigarettenpapiers variiert,
wobei für die ortsabhängige Konzentration c(x) auf einem Intervall der Länge L für alle x aus dem Intervall [0, L], gilt:
- 3 cm ≤L ≤ 11 cm,
- f(x) eine über dem Intervall [0, L] monotone, aber nicht über das gesamte Intervall konstante Funktion ist und
- Δc ≤ 1 Gew.-% vorzugsweise ≤ 0,7 Gew.-%, besonders bevorzugt ≤ 0,5 Gew.-%, ganz besonders bevorzugt ≤ 0,3 Gew.-% und insbesondere bevorzugt ≤ 0,15 Gew.-% und Δc>0 Gew.%, jeweils bezogen auf die Masse des Zigarettenpapiers, ist.
- Unter der Konzentration oder dem Brandsalzgehalt im Papier wird die Masse des wasserfreien Brandsalzes bezogen auf die Masse des Zigarettenpapiers, so wie es auf der Zigarette eingesetzt wird, verstanden und in Gew.-% angegeben. Die Richtung x der Zigarettenpapiere kann, muss aber nicht notwendigerweise mit der Maschinenrichtung übereinstimmen.
- Die Länge L entspricht der Länge des sichtbaren Tabakstrangs auf der Zigarette, für die das Zigarettenpapier bestimmt ist, d. h. die Länge von dem Punkt, an dem der Tabakstrang unter dem Mundstücksbelagpapier hervortritt, bis zur anzuzündenden Spitze der Zigarette. Diese Länge L kann bei unterschiedlichen Zigarettenfabrikaten verschieden sein, wird jedoch in der Riegel ≤ 11 cm und ≥ 3 cm sein. Die Funktion f(x) ist über dem Intervall [0, L] monoton, braucht jedoch nicht notwendigerweise streng monoton zu sein. Im Gegenteil haben einige der gegenwärtig bevorzugten Ausführungsformen Abschnitte im Bereich des filternahen Endes und im Bereich der Spitze, die eine gleichförmige oder im Wesentlichen gleichförmige Konzentration c(x) des Brandsalzes aufweisen. Die Funktion f(x) ist aber jedenfalls nicht über dem gesamten Intervall konstant.
- Ferner kann die tatsächliche Konzentration c(x) des Brandsalzes um einen Wert von Δc von der monotonen Funktion f(x) abweichen. Dieser Wert Δc berücksichtigt die üblichen Produktions- und Messtoleranzen des Brandsalzgehaltes. Ferner definiert Δc einen gewissen Korridor um einen idealisierten Verlauf f(x), der immer noch eine Verbesserung gegenüber einer konstanten Brandsalzkonzentration ermöglicht, aber möglicherweise lokal im moderaten Umfang von dem idealen monotonen Verlauf abweicht.
- Da der Einfluss von Brandsalzen auf die Abrauchwerte vergleichsweise komplex und nicht vollkommen verstanden ist, wird der Fachmann in vielen Fällen die am besten geeignete Variation des Brandsalzgehaltes experimentell ermitteln. Gleichwohl haben umfangreiche Untersuchungen der Erfinder gezeigt, dass in der Tat in vielen Fällen der oben beschriebene monotone oder annähernd monotone Verlauf der Brandsalzkonzentration gute Ergebnisse liefern wird. Dabei stellt sich überraschenderweise heraus, dass sowohl solche ortsabhängigen Konzentrationen c(x), bei denen die Konzentration vom Filterende bis zur Zigarettenspitze zunimmt, als auch solche, bei denen die Konzentration vom Filterende bis zur Zigarettenspitze abnimmt, ein gegenüber einer gleichförmigen Verteilung des Brandsalzes verbessertes Zugprofil bewirken können. Insofern definiert die Erfindung in der Tat eine Klasse von Zigarettenpapieren, die das Potential haben, das Zugprofil wesentlich zu homogenisieren.
- Dieser technische Effekt kann zumindest qualitativ erläutert werden. Es ist an sich bekannt, dass Brandsalze, die in einem konstanten Gehalt auf das Zigarettenpapier aufgetragen sind, die Abrauchwerte dieser Zigarette beeinflussen. Der Zusammenhang zwischen dem Gehalt an Brandsalzen und den Abrauchwerten ist dabei abhängig von der Art des Brandsalzes und kann vom Fachmann im konkreten Einzelfall einfach festgestellt werden. Üblicherweise ist der Zusammenhang nichtlinear.
- Für eine bedeutende Gruppe von Brandsalzen, insbesondere für Trinatrium- und Trikaliumzitrat, findet man in derartigen Experimenten dabei das folgende, typische Verhalten: Erhöht man ausgehend von einem Zigarettenpapier ohne Brandsalz den Gehalt des Brandsalzes, so kommt es zunächst zu einer Reduktion der Abrauchwerte. Diese Reduktion wird wohl zumindest teilweise dadurch bewirkt, dass die Zigarette schneller glimmt und daher weniger Züge genommen werden. Welche Mechanismen genau diese Reduktion bewirken ist den Erfindern nicht bekannt.
- Erhöht man den Gehalt des Brandsalzes weiter, so fallen die Abrauchwerte immer weniger und erreichen bei einem bestimmten Gehalt des Brandsalzes ein Minimum. Für Papiere mit Zitraten als Brandsalz liegt das Minimum für Teer und Nikotin typischerweise bei einem Brandsalzgehalt zwischen 1,5 Gew.-% und 5,0 Gew.-%, für. Trinatriumzitrat typischerweise bei einem Brandsalzgehalt von 1,5 Gew.-% bis 3,0 Gew.-% und für Trikaliumzitrat bei 3,5 Gew.-% bis 5,0 Gew.-%, jeweils bezogen auf die Masse des Zigarettenpapiers, so wie es auf der Zigarette eingesetzt wird. Mit einer weiteren Erhöhung des Brandsalzgehalts fangen die Abrauchwerte jedoch wieder an zu steigen. Trotz steigender Glimmgeschwindigkeit und daher weiter fallender Zugzahl nimmt der Gehalt an Teer und Nikotin sowohl insgesamt als auch pro Zug zu. Zum Teil mag dies darauf zurückzuführen sein, dass durch das beschleunigte Glimmen auch bei einem Zug mehr Papier verbrennt und daher parallel dazu die pro Zug konsumierte Menge an Tabak zunimmt. Allerdings sind auch hier die Mechanismen nicht genau geklärt.
- Erfindungsgemäß wird nun dieses komplexe Verhalten genützt, indem man das Intervall und den Verlauf des Gehalts des Brandsalzes entlang dem Tabakstrang so wählt, dass die normalerweise von Zug zu Zug steigenden Abrauchwerte durch den Verlauf des Brandsalzgehalts kompensiert werden.
- Beispielsweise für Trinatrium- oder Trikaliumzitrat kann dies praktisch auf mindestens zwei Weisen geschehen. Eine erste Möglichkeit besteht darin, den Gehalt des Brandsalzes am Filterende der Zigarette nahe dem Wert zu wählen, bei dem - bei einer sonst gleichen Zigarette aber mit konstantem Brandsalzgehalt - ein Minimum bei Teer und Nikotin erreicht würde und den Gehalt des Brandsalzes dann in Richtung des anzuzündenden Endes der Zigarette monoton oder zumindest annähernd monoton absinken zu lassen.
- Eine zweite Möglichkeit besteht darin, den Gehalt des Brandsalzes am Filterende der Zigarette zwar wieder nahe dem Wert zu wählen, bei dem ein Minimum bei Teer und Nikotin erreicht wird, aber dann den Gehalt des Brandsalzes in Richtung des anzuzündenden Endes der Zigarette ansteigen zu lassen.
- Bei beiden Möglichkeiten liegt der Brandsalzgehalt, der - bei konstantem Brandsalzgehalt - zu minimalen Teer- und Nikotinwerten führt in der Nähe des Filterendes des Tabakstrangs, also in einem Bereich der Zigarette, der beim Abrauchen die "stärksten" Züge erzeugt, während jene Brandsalzgehalte, die - bei konstantem Brandsalzgehalt - zu höheren Abrauchwerten führen in der Nähe des anzuzündenden Endes der Zigarette liegen, also dort wo die Züge eher "schwach" sind. Unter einem "starken" oder "schwachen" Zug wird verstanden, dass die Abrauchwerte Teer und Nikotin in diesem Zug im Verhältnis zu den anderen Zügen an derselben Zigarette höher bzw. niedriger sind. In beiden Fällen ergibt sich eine über die Länge des Tabakstranges monotone Änderung des Brandsalzgehaltes bzw. der Brandsalzkonzentration, jedoch mit umgekehrtem Gefälle. Insofern definieren die monotonen oder zumindest annähernd monotonen Brandsalzkonzentrations-Verläufe in der Tat eine universale Klasse von Brandsalzprofilen, mit denen sich gleichmäßigere Zugprofile erreichen lassen. Dies lässt sich auch experimentell bestätigen.
- Sofern eine Mischung aus mindestens zwei verschiedenen Brandsalzen im Zigarettenpapier vorliegt, kann der Gesamtgehalt an Brandsalzen im Zigarettenpapier, konstant sein, wird vorzugsweise aber, je nachdem welches Brandsalz in seiner Wirkung auf das Zugprofil überwiegt, vom Filterende zum Tabakende hin abnehmen oder zunehmen.
- Für die monotone Funktion f(x) gilt vorzugsweise |f(L) - f(0)| ≥ 0,5 Gew. -%, vorzugsweise ≥ 1,0 Gew.-% und besonders vorzugsweise ≥ 2,0 Gew.-%. Vorzugsweise gilt |f(L) - f(0)| ≥ 2Δc.
- Wie eingangs erwähnt entspricht L der Länge des auf der zugehörigen Zigarette sichtbaren Tabakstrangs, d.h. der Länge von dem Punkt, an dem der Tabakstrang unter dem Mundstücksbelagpapier hervortritt, bis zur anzuzündenden Spitze der Zigarette. Die Variable x kann dann als eine Ortskoordinate aufgefasst werden, die entlang dem Tabakstrang von dem Punkt, an dem der Tabakstrang unter dem Mundstücksbelagpapier hervortritt, x=0, bis zur anzuzündenden Spitze der Zigarette verläuft, x=L.
- Ein bevorzugter Verlauf des Gehalts mindestens eines Brandsalzes sieht ausgehend vom Filterende des sichtbaren Tabakstrangs, x=0, in Richtung des anzuzündenden Endes der Zigarette, zunächst einen optionalen Bereich vor, in dem der Gehalt des Brandsalzes konstant ist, danach folgt ein linearer Anstieg oder Abfall des Gehalts, und abschließend wieder ein optionaler Bereich mit konstantem Brandsalzgehalt.
- In äquivalenter Form ausgedrückt, ist das Zigarettenpapier daher bevorzugt so ausgeführt, dass für mindestens ein Brandsalz mit dem Gehalt c(x) an der Position x die Ungleichungen

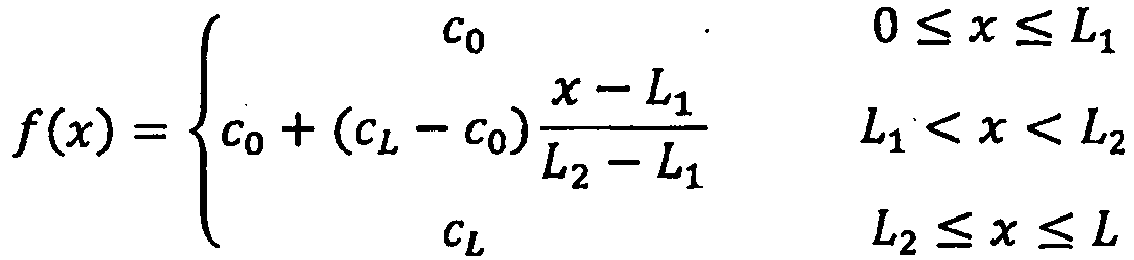
- Die Werte L1 und L2 sind so festzulegen, dass der Anstieg oder Abfall weder zu steil ist, noch zu spät beginnt oder endet. Als Obergrenze für L1 hat sich 2L/3, bevorzugt L/2 und besonders bevorzugt L/3 bewährt. Als Untergrenze für L1 wählt man 0 und bevorzugt L/6. Ebenso ist die Untergrenze für L2 mit L/3, bevorzugt L/2 und besonders bevorzugt 2L/3 zu wählen. Die Obergrenze für L2 kann man gewöhnlich mit L, bevorzugt mit 5L/6 festsetzen. Generell muss aber immer gelten, dass L1 kleiner oder gleich L2 ist.
- Obwohl mittels einer sprungförmigen Veränderung des Brandsalzgehalts, also L1=L2, die Erfindung prinzipiell verwirklicht werden kann, ist diese Ausführung nicht bevorzugt. Besser ist es, die Länge des Anstiegs oder Abfalls des Brandsalzgehalts, L2-L1, größer als L/6, bevorzugt größer als L/3 und besonders bevorzugt größer als L/2 zu wählen. Selbstverständlich kann die Länge des Anstiegs oder Abfalls, L2-L1, auf der Zigarette nicht größer als die Länge des sichtbaren Tabakstrangs sein, sodass durch L eine Obergrenze für die Differenz L2-L1 definiert ist. Bevorzugt kann man aber nahe dem Filter einen konstanten Brandsalzgehalt vorsehen, da dieser Bereich der Zigarette ohnehin kaum abgeraucht wird. Analog kann man auch am anzuzündenden Ende der Zigarette einen Bereich konstanten Brandsalzgehalts vorsehen, da dieser Bereich in einem Schritt beim Anzünden verbrennt und somit das Zugprofil wenig beeinflusst. Eine bevorzugte Obergrenze für die Länge des Anstiegs oder Abfalls, L2-L1, ist daher 9L/10 und besonders bevorzugt 4L/5 und ganz besonders bevorzugt 2L/3.
- Die Werte für c0 oder cL sollen größer oder gleich 0 Gew.-%, bevorzugt größer 0,2 Gew.-% und besonders bevorzugt größer als 0,5 Gew.-% sein. Hinsichtlich der Obergrenzen für c0 und cL ist 15 Gew.-% eine mögliche Wahl, bevorzugt ist allerdings 10 Gew.-% und besonders bevorzugt 7 Gew.-%. Sofern das mindestens eine Brandsalz, dessen Gehalt am Zigarettenpapier sich verändert, ein Zitrat ist, hat sich auch 5 Gew.-% als ganz besonders bevorzugte Obergrenze bewährt. Diese Bereiche gelten für c0 und cL unabhängig voneinander. Es muss allerdings stets gelten, dass c0 von cL verschieden ist, also tatsächlich eine Veränderung des Brandsalzgehalts vorliegt und bevorzugt ist der Betrag der Differenz c0-cL größer als 2Δc. Der Wert für Δc entspricht dabei wiederum vorzugsweise den obengenannten Werten.
- Hinsichtlich der geometrischen Verteilung der Brandsalze auf dem Zigarettenpapier bestehen keine Einschränkungen. Bezüglich des Gehalts des mindestens einen Brandsalzes an einer Position x ist stets sein durchschnittlicher Gehalt in Umfangsrichtung auf der Zigarette auf einem Streifen der Breite L/10 mit der Position x in der Mitte des Streifens zu verstehen. Die für eine Messung des Gehalts an Brandsalzen an der Position x erforderliche Probemenge des Papiers, beispielsweise etwa 1 g, wird man zumeist aus mehreren Zigaretten, üblicherweise etwa fünf bis zehn Zigaretten entnehmen müssen. Geeignete Methoden zur Bestimmung von Acetaten, Zitraten oder Phosphaten in Zigarettenpapier können beispielsweise den CORESTA Recommended Methods 33, 34 und 45 entnommen werden.
- Vorzugsweise ist das Zigarettenpapier so gestaltet, dass sich daraus Zigaretten herstellen lassen, die innerhalb der Produktions- und Messtoleranzen den nominal gleichen Verlauf des Gehalts mindestens eines Brandsalzes entlang dem sichtbaren Tabakstrang aufweisen. Dies kann beispielsweise bedeuten, dass das Zigarettenpapier mit einer oder mehreren Markierungen versehen ist, die es erlauben, den Schnitt des Tabakstrangs mit dem Verlauf des Brandsalzgehalts zu synchronisieren, deren Positionen also in einem vorbestimmten örtlichen Bezug zum Verlauf c(x) des Brandsalzgehalts stehen. Die Markierungen sind vorzugsweise durch ihre Wirkung auf elektromagnetische Wellen, also beispielsweise auf Transmission, Reflexion, Brechung oder Absorption von sichtbarem Licht, ultraviolettem Licht oder Infrarotstrahlung detektierbar und können besonders bevorzugt durch einen optischen Sensor, insbesondere einen optischen Sensor, der auf reflektiertes sichtbares Licht reagiert, detektiert werden. Vorzugsweise sind diese Markierungen auf dem Zigarettenpapier so angebracht, dass sie auf der fertigen Zigarette unter dem Mundstücksbelagpapier zu liegen kommen und somit für den Raucher nicht sichtbar sind.
- Ein mögliches Verfahren besteht darin, die Zusammensetzung mit dem einen oder mehreren Brandsalzen, die auf das Papier aufgebracht wird, geringfügig einzufärben und an der Stelle, an der das Mundstücksbelagpapier mit dem Zigarettenpapier überlappt eine feine, aber für Sensoren einfach detektierbare Linie oder andere Markierung aufzutragen. Bevorzugt wird man die Linie oder Markierung auf der später vom Tabak abgewandten Seite aufdrucken, sodass nach Herstellung des Tabakstrangs die Linie oder Markierung für einen optischen Sensor detektierbar bleibt. Im Allgemeinen ist das die Oberseite des Zigarettenpapiers. Es ist auch möglich, die Linie oder Markierung auf der dem Tabak zugewandten Seite des Zigarettenpapiers anzubringen, dann ist es allerdings empfehlenswert, die Linie oder Markierung am Zigarettenpapier zu detektieren, bevor der Tabakstrang auf der Zigarettenmaschine geformt wird.
- Bevorzugt ist auf die Tatsache, dass auf handelsüblichen Zigarettenmaschinen zunächst eine Doppelzigarette gefertigt, dann geschnitten und danach eine der beiden Hälften gewendet wird, bei der Gestaltung des Verlaufs des Gehalts des mindestens einen Brandsalzes Rücksicht zu nehmen. Dies kann bedeuten, dass der Verlauf des Brandsalzgehalts c(x) entlang der Laufrichtung des Zigarettenpapiers periodisch abwechselnd, gegebenenfalls mit geeigneten Zwischenabständen, in normaler und in umgekehrter Richtung aufzubringen ist, sodass nach dem Schneiden der Doppelzigarette das Brandsalzprofil auf dem sichtbaren Teil des Tabakstrangs bei allen Zigaretten nominell gleich ist.
- Die Erfindung lässt sich auch auf Zigaretten anwenden, die keinen Filter enthalten. In diesem Fall gilt als Position x=0 das Mundende der Zigarette und als x=L, das dem Mundende gegenüberliegende Ende der Zigarette.
- Hinsichtlich der Wahl des Basiszigarettenpapiers, d. h. des Ausgangszigarettenpapiers, welches erfindungsgemäß die ortsabhängige Brandsalzkonzentration erhalten soll, bestehen keine Einschränkungen, sodass alle aus dem Stand der Technik bekannten Zigarettenpapiere für die Verwirklichung der Erfindung verwendet werden können, auch gefärbte Papiere oder Papiere mit behandelten Bereichen, die der Selbstverlöschung einer daraus gefertigten Zigarette dienen können.
- Für die Erfindung bevorzugte Basiszigarettenpapiere bestehen aus Zellstofffasern, die aus Holz, Flachs, Hanf, Espartogras oder anderen Materialien gewonnen werden. Auch Gemische aus Zellstofffasern verschiedener Herkunft können eingesetzt werden. Bevorzugte Basiszigarettenpapiere haben ein Flächengewicht von 10 g/m2 bis 60 g/m2, wobei der Bereich von 20 g/m2 bis 35 g/m2 besonders bevorzugt wird.
- Das bevorzugte Basiszigarettenpapier enthält auch anorganische, mineralische Füllstoffe, die dem Papier zu einem Massenanteil von 10% bis 45% zugesetzt werden. Ein besonders bevorzugter Füllstoff ist Kalk (Kalziumkarbonat), eingesetzt werden können aber auch andere Oxide, wie Magnesiumoxid und Aluminiumhydroxid, und Karbonate und Gemische daraus. Gefällter Kalk wird wegen seiner Reinheit und einheitlicheren Partikelgröße gegenüber geologisch abgebautem Kalk bevorzugt. Zigarettenpapiere ohne Füllstoff oder mit weniger als 10% Füllstoff sind ebenfalls gebräuchlich und für die Erfindung denkbar, vor allem für nicht maschinell hergestellte Zigaretten ("Roll-your-own", "Make-your-own"). Ebenso sind Zigarettenpapiere mit mehr als 45% Füllstoff bekannt, allerdings sinkt bei zunehmendem Füllstoffgehalt die Festigkeit des Papiers, und das Papier neigt zur Freisetzung von Staub bei der Weiterverarbeitung, weshalb diese Ausführung für den Einsatz in maschinengefertigten Zigaretten nicht bevorzugt ist.
- Eine wichtige Größe zur Charakterisierung des Zigarettenpapiers ist seine Luftdurchlässigkeit. Sie wird nach ISO 2965 gemessen und in cm.min-1.kPa-1 angegeben. Die im Rahmen der Erfindung bevorzugten Basis-Zigarettenpapiere haben eine natürliche Luftdurchlässigkeit, d.h. ohne weitere Perforation, von 0 cm min-1 kPa-1 bis 350 cm min-1 kPa-1, bevorzugt zwischen 20 cm min-1 kPa-1 und 200 cm min-1 kPa-1 und besonders bevorzugt zwischen 30 cm min-1 kPa-1 und 120 cm min-1 kPa-1.
- Durch Perforation oder andere Maßnahmen kann die Luftdurchlässigkeit noch deutlich erhöht werden, beispielsweise über 300 cm min-1 kPa-1 oder sogar über 1000 cm min-1 kPa-1.
- Zigarettenpapiere werden typischerweise in Rollen mit beispielsweise zwischen 0,3 m und 5 m Breite hergestellt und in Bobinen mit einer aus dem Zigarettenumfang abgeleiteten Breite von typischerweise 9 mm bis 35 mm oder einem ganzzahligen Vielfachen dieser Breite geschnitten.
- Die aus dem Stand der Technik bekannte Behandlung des Zigarettenpapiers mit Brandsalzen umfasst eine Tränkung des Papiers auf der Papiermaschine in der Leim- oder Filmpresse mit einer wasserbasierten Lösung des Brandsalzes und anschließender Trocknung. Auch ein Tränken des Papiers auf einer separaten der Papiermaschine nachgeordneten Einrichtung ist denkbar.
- Ebenso sind Verfahren bekannt, bei denen eine wässrige Zusammensetzung mit einer besonders hohen Brandsalzkonzentration mittels einem in die Papiermaschinen integrierten flexografischen Druckwerk vollflächig und gleichförmig auf das übertrocknete Papier aufgetragen wird und das Papier danach ohne weitere Trocknung direkt aufgerollt wird.
- Diese Verfahren führen zu einem nominell konstanten Gehalt an Brandsalzen über die gesamte Papierfläche und sind für die gegenständliche Erfindung ohne weitere Modifikationen nicht anwendbar. Sie können aber dazu dienen, das Zigarettenpapier zunächst mit einem über die Fläche konstanten Brandsalzgehalt auszustatten, sodass danach durch weitere Schritte der gewünschte Verlauf des Brandsalzgehalts hergestellt werden kann. Beispielsweise könnte ein später aufgetragener Verlauf des Brandsalzgehalts diesem durch Tränken oder Drucken erzielten konstanten Brandsalzgehalt überlagert werden. Auch die umgekehrte Reihenfolge des Ablaufs ist denkbar, d.h. zunächst ein Auftrag des Verlaufs und danach eine Tränkung oder Bedruckung des Zigarettenpapiers, was allerdings weniger bevorzugt ist, weil durch die Benetzung des Papiers beim Tränken oder Drucken das zuvor aufgetragene Profil verändert werden kann.
- Vorzugsweise wird das mindestens eine Brandsalz in Form einer flüssigen Zusammensetzung, insbesondere einer Lösung, Suspension oder einer anderen Form von Mischung in einem Lösungsmittel auf das Basiszigarettenpapier aufgetragen. Dieser Auftrag kann bevorzugt durch ein Druckverfahren oder durch Aufsprühen erreicht werden.
- Um den gewünschten Verlauf des Brandsalzgehalts möglichst genau herzustellen ist der einschichtige Auftrag gegenüber einem mehrschichtigen bevorzugt.
- Das Druckverfahren kann durch Tiefdruck- oder Flexodruck gebildet sein. Im Falle des Tiefdrucks wird vorzugsweise ein Tiefdruckzylinder mit Näpfchen vorgesehen, aus denen die zu druckende Zusammensetzung auf das Basiszigarettenpapier übertragen wird, wobei das Volumen der Näpfchen und/oder die Dichte der Näpfchen auf dem Tiefdruckzylinder, die man auch als "Rastergröße der Näpfchen" bezeichnen kann, so gewählt ist bzw. sind, dass sich die gewünschte ortsabhängige Konzentration c(x) des Brandsalzes ergibt.
- Da viele als Brandsalze verwendete Substanzen wasserlöslich sind, ist auch die Modifikation eines konstanten Brandsalzgehalts, wie er beispielsweise durch Tränken in der Leimpresse entsteht, denkbar. Eine solche Modifikation kann durch gezieltes Aufbringen von Wasser auf das Papier bewirkt werden, um Brandsalze aus dem Papier zu lösen oder innerhalb des Papieres zu bewegen. Das Aufbringen von Wasser kann dabei auf einer der Papiermaschine nachgeordneten, separaten Einrichtung erfolgen.
- In einer Ausführungsform wird mit diesem Verfahren ein bereits im Zigarettenpapier existierender, möglicherweise auch konstanter Verlauf des Gehalts mindestens eines Brandsalzes modifiziert.
- Andere Verarbeitungsschritte, wie beispielsweise das Aufdrucken von aus dem Stand der Technik bekannten Bändern zur Erzielung der Selbstverlöschung können vor, nach oder gleichzeitig mit einer solchen Behandlung des Papiers zur Erzeugung oder Modifikation eines Verlaufs im Brandsalzgehalt durchgeführt werden.
- Die zur Herstellung des Verlaufs des Brandsalzgehalts verwendete Zusammensetzung umfasst zumindest ein Brandsalz und ein Lösungsmittel. Der Begriff Lösungsmittel soll hier nicht als auf Lösungen im chemischen Sinn eingeschränkt betrachtet werden. Das Brandsalz kann ebenso in einer Suspension oder einer anderen Form der Mischung im Lösungsmittel vorliegen. Im Allgemeinen ist Wasser als Lösungsmittel gegenüber organischen Lösungsmitteln bevorzugt, weil es keine den Geschmack der Zigarette beeinträchtigenden Spuren im Papier hinterlässt und hinsichtlich der Brandgefahr unbedenklich ist.
- Der Gehalt des Brandsalzes in der Zusammensetzung beträgt mindestens 0,1 Gew.-%, bevorzugt mindestens 1 Gew.-% und besonders bevorzugt mindestens 2 Gew.-%, sowie höchstens 15 Gew.-%, bevorzugt höchstens 10 Gew.-% und besonders bevorzugt 7 Gew.-%, wobei hier die Angaben als Masse des wasserfreien Brandsalzes bezogen auf die Masse der fertigen Zusammensetzung zu verstehen sind.
- Optional kann die Zusammensetzung, beispielsweise zur Einstellung der Viskosität, auch andere Substanzen, insbesondere Polymere einzeln oder in einer beliebigen Mischung, enthalten. Beispiele für solche Polymere sind Cellulosederivate, wie Carboxymethylcellulose, Polysaccharide, wie Stärke oder Stärkederivate, oder insbesondere auch Alginate, Dextrine, Guar oder Gummi Arabicum. Solche Substanzen können beispielsweise für mit Chrom beschichtete Druckzylinder aus Stahl für den Tiefdruck erforderlich sein, um durch die angepasste Viskosität einen Film auf dem Druckzylinder zu erzeugen, sodass das am Druckzylinder anliegende Rakel den Druckzylinder nicht zerkratzt. Bei keramisch beschichteten Druckzylindern können solche Substanzen in der Zusammensetzung unter Umständen entfallen. Die Viskosität der Zusammensetzung kann man durch die Auslaufzeit charakterisieren, und man wird sie beispielsweise für den Tiefdruck zwischen 10 s und 40 s, bevorzugt zwischen 12 s und 35 s wählen, gemessen als Auslaufzeit aus einem Becher mit einer Öffnung von 4 mm nach ÖNORM EN ISO 2431:2011. Die Messung der Auslaufzeit soll dabei bei der Temperatur erfolgen, bei der die Zusammensetzung im Auftragsverfahren verwendet wird.
- Um einen bestimmten Gehalt des mindestens einen Brandsalzes im Zigarettenpapier zu erreichen, muss die aufgetragene Menge der Zusammensetzung auf das Ausgangsflächengewicht des Zigarettenpapiers, also auf das Flächengewicht vor dem Auftrag der Zusammensetzung, abgestimmt sein. Die aufgetragene Menge der Zusammensetzung sollte höchstens 100% des Ausgangsflächengewichts betragen, bevorzugt höchstens 80% und besonders bevorzugt höchstens 60%. Die Obergrenzen ergeben sich dabei vor allem aus der Menge an Zusammensetzung, die man auf ein Zigarettenpapier auftragen kann ohne dessen Verarbeitbarkeit, beispielsweise durch die reduzierte Festigkeit im nassen Zustand, erheblich zu beeinträchtigen. Eine Untergrenze ergibt sich aus den Möglichkeiten des Auftragsverfahrens und liegt bei mindestens 0% des Ausgangsflächengewichts, bevorzugt mindestens 0,5% und besonders bevorzugt mindestens 1%. Flächen, auf die kein Auftrag der Zusammensetzung erfolgt, können selbstverständlich auch vorgesehen sein.
- Für die Trocknung des Zigarettenpapiers nach dem Auftrag der Zusammensetzung kann jede Art von Trockner in Frage kommen, beispielsweise Heißlufttrockner, Infrarottrockner, Tunneltrockner, beheizte Trockenzylinder oder auch eine Trocknung durch Mikrowellen.
- Die Trocknung des Zigarettenpapiers nach dem Auftrag einer wasserbasierten Zusammensetzung erfolgt bevorzugt durch Kontakt mit einem oder mehreren beheizten Trockenzylindem. Die Behandlung des Papiers mit wasserbasierten Zusammensetzungen führt oft zur Bildung von Falten im Papier, die durch Trocknung mittels Trockenzylinder effizient reduziert werden können. Als zusätzliche Maßnahme können auch eine oder mehrere Breitstreckwalzen oder Glättungsvorrichtungen vorgesehen sein, die Falten beim Trocknen aus dem Papier ziehen und vorzugsweise so angeordnet sind, dass das Papier vor dem Kontakt mit dem ersten Trockenzylinder über eine oder mehrere Breitstreckwalzen oder die Glättungsvorrichtungen läuft. Alternativ, aber weniger bevorzugt, können die Breitstreckwalzen oder Glättungsvorrichtungen auch nach einem oder mehreren Trockenzylindern angeordnet sein. Bei Zusammensetzungen, die nicht wasserbasiert sind, können diese Technologien selbstverständlich auch eingesetzt werden, allerdings tritt dort das Problem der Faltenbildung nicht oder nur in erheblich geringerem Umfang auf.
- Andere Parameter, die für den Auftrag einer Zusammensetzung in Druckverfahren oder anderen Verfahren eingestellt werden müssen, wie beispielsweise Temperaturen, Viskositäten, Geschwindigkeiten oder die Gestaltung des Druckzylinders, können durch den Fachmann leicht anhand seines Fachwissens gefunden werden.
- Viele Auftragsverfahren erlauben es auch, den Gehalt mindestens eines Brandsalzes nicht nur in "Längsrichtung" des Papiers, also in Richtung der Längsachse der daraus zu fertigenden Zigarette zu variieren, sondern auch in Querrichtung, also auf der zu fertigenden Zigarette in Umfangsrichtung.
- Für die gegenständliche Erfindung kommt es in Umfangsrichtung nur auf den durchschnittlichen Gehalt des mindestens einen Brandsalzes an, weshalb vorzugsweise der Gehalt des mindestens einen Brandsalzes im Zigarettenpapier in Querrichtung, d.h. in Umfangsrichtung auf einer aus dem erfindungsgemäßen Papier gefertigten Zigarette, im Wesentlichen konstant ist. Dadurch wird vermieden, dass die Zigarette über ihren Umfang ungleichmäßig abglimmt, und Asche oder Tabak herausfallen oder das Aschebild verschlechtert wird.
-
- Figur 1
- zeigt eine Zigarette und darüber angeordnet in einem Diagramm einen beispielhaften Verlauf des Gehalts des mindestens einen Brandsalzes.
- Figur 2
- zeigt einen beispielhaften Verlauf des Gehalts des mindestens einen Brandsalzes entlang des Zigarettenpapiers, wie er sich aus dem üblichen Herstellungsverfahren maschinell gefertigter Zigaretten ergibt.
- Im Folgenden sollen einige Beispiele den gewünschten erfindungsgemäßen Effekt demonstrieren.
- Auf ein Zigarettenpapier mit einem Flächengewicht von 30 g/m2 aus Holzzellstoff, einem Gehalt an gefälltem Kalk als Füllstoff von 30% der Papiermasse und einer Luftdurchlässigkeit von 50 cm min-1 kPa-1, nach ISO 2965, wurde Trinatriumzitrat als Brandsalz aufgetragen.
- Genauer wurde aus dem Brandsalz eine wässrige Lösung hergestellt, wie sie auch für das aus dem Stand der Technik bekannte Tränken des Papiers vorbereitet wird. Der Gehalt an Brandsalz in der Lösung ergab sich dabei aus dem gewünschten Verlauf des Gehalts im Zigarettenpapier und den Vorgaben des Auftragsverfahrens.
- Der Auftrag der Brandsalze erfolgte im Tiefdruckverfahren mit einer der Geometrie des gewünschten Verlaufs entsprechenden Gravur des Tiefdruckzylinders.
- Aus dem Zigarettenpapier wurden manuell Zigaretten mit den folgenden Eigenschaften gefertigt.
Durchmesser 7,8 mm Länge der Zigarette 84 mm Länge des Filters 24 mm Filter Celluloseacetat Länge des Mundstücksbelagpapiers 32 mm Füllgewicht des Tabakstrangs 750 mg Tabakmischung American Blend - Dabei wurden zunächst lange Röhren aus dem Zigarettenpapier gefertigt und so zugeschnitten, dass auf der daraus gefertigten Zigarette der Verlauf des Brandsalzes dem gewünschten Verlauf entspricht. Danach wurden die Röhren mit Tabak gefüllt und ein Filterstöpsel mittels Mundstücksbelagpapier mit der mit Tabak gefüllten Röhre verbunden.
- Jeweils 60 Zigaretten für jeden Verlauf des Brandsalzgehalts wurden maschinell gemäß ISO 4387 abgeraucht und das in jedem Zug generierte Teer und Nikotin in einem Cambridge Filter Pad gesammelt. Aus der Analyse des Cambridge Filter Pads wurden Teer und Nikotin für jeden Zug bestimmt.
- Aus dem Gehalt an Teer und Nikotin in jedem Zug wurden jeweils der Mittelwert (M) in mg über alle Züge, der Variationskoeffizient (CoV) in % über alle Züge und das Verhältnis V des Gehalts zwischen letztem und erstem Zug berechnet. Der Variationskoeffizient bezeichnet hierbei die Standardabweichung des betreffenden Abrauchwerts über sämtliche Züge einer Zigarette dividiert durch ihren Mittelwert und ausgedrückt als Prozentsatz. Die Verläufe des Brandsalzgehalts gemäß der Funktion f(x) sind durch die Parameter c0, cL, L1 und L2 charakterisiert und gemeinsam mit den Ergebnissen in der Tabelle 1 dargestellt.
Tabelle 1 Verlauf Teer Nikotin Nr. c0 cL L1 L2 M CoV V M CoV V % % mm mm mg % mg % 1 1,4 1,4 0 52 1,25 16,1 1,62 0,075 11,6 1,41 2 0,7 0,0 0 52 1,33 13,0 1,47 0,082 7,6 1,25 3 1,4 0,0 0 52 1,30 12,5 1,44 0,080 6,4 1,20 4 2,0 0,0 0 52 1,29 13,5 1,47 0,078 6,8 1,20 5 2,7 0,0 0 52 1,31 16,0 1,56 0,078 8,9 1,25 6 3,5 0,0 0 52 1,35 19,9 1,70 0,080 12,5 1,35 7 2,7 2,5 0 52 1,52 9,4 1,32 0,086 6,6 1,21 8 2,0 3,5 0 52 1,45 7,1 1,23 0,082 4,8 1,15 9 1,4 3,5 0 52 1,40 6,2 1,18 0,080 4,5 1,12 10 0,7 3,5 0 52 1,37 6,9 1,18 0,079 6,1 1,15 11 0,0 3,5 0 52 1,36 9,3 1,23 0,080 9,1 1,22 12 1,4 3,5 10 40 1,41 4,9 1,18 0,081 3,9 1,13 13 1,4 3,5 5 45 144 4,5 118 0,083 3,4 1,13 - Der Verlauf Nr. 1 entspricht einem konstanten Brandsalzgehalt von 1,4% und diente als Vergleich. Man sieht anhand des Verhältnisses V einen deutlichen Anstieg im Teergehalt von 62% und im Nikotingehalt von 41%. Die Variationskoeffizienten von Teer und Nikotin betragen 16,1% und 11,6%.
- Die Verläufe 2 bis 6 zeigen einen vom Mundende zur Zigarettenspitze hin sinkenden Gehalt an Brandsalz, während die Verläufe 7 bis 13 einem steigenden Gehalt an Brandsalz entsprechen. Bei den Verläufen 12 und 13 ist noch zusätzlich auf einer Länge von 10 mm bzw. 5 mm jeweils am Mundende und an der Zigarettenspitze der Gehalt an Brandsalz konstant und dazwischen linear ansteigend.
- Man erkennt aus der Tabelle 1, dass für die Verläufe 2-5 und 7-13 jeweils sowohl der Variationskoeffizient des Teergehalts als auch das Verhältnis des Teergehalts zwischen letztem und erstem Zug geringer ist als bei der Vergleichszigarette mit dem konstanten Verlauf aus Beispiel 1. Beim Nikotingehalt konnte sogar für alle Verläufe 2-13 hinsichtlich des Variationskoeffizienten des Nikotingehalts oder hinsichtlich des Verhältnisses im Nikotingehalt zwischen letztem und erstem Zug eine Verbesserung gegenüber der Vergleichszigarette erzielt werden.
Man erkennt auch, dass bei den Verläufen 2-6 mit sinkendem Brandsalzgehalt entlang dem Tabakstrang nur geringere Verbesserungen erzielt werden können als mit den steigenden Verläufen 7-11. Dies gilt sowohl für Teer als auch für Nikotin. Beispielsweise erreicht man den niedrigsten Variationskoeffizienten des Teergehalts der Verläufe 2-6 mit 12,5% beim Verlauf 3, also einem Abfall von 1,4% auf 0% Brandsalzgehalt, während derselbe Parameter für alle Verläufe 7-11 bereits unter diesem Wert liegt und für Verlauf 9, einem Anstieg von 1,4% auf 3,5% Brandsalzgehalt, ein Minimum von 6,2 % erreicht. - Dabei wird der Effekt genützt, dass bei einem konstanten Gehalt von etwa 1,5% bis 3,0 % Trinatriumzitrat im Zigarettenpapier ein Minimum bei Teer- und Nikotinwerten eintritt.
- Sowohl die in Richtung der Zigarettenspitze, x=L, abfallenden Verläufe 2-6, als auch die in diese Richtung ansteigenden Verläufe 7-13, nützen dabei den Effekt, dass nahe dem Filterende; wo die "starken" Züge entstehen, ein Brandsalzgehalt vorliegt, der zu niedrigeren Teer- und Nikotinwerte führt.
- Im Vergleich zu den anderen Beispielen, zeigt sich aber, dass die Verläufe 6 und 11 weniger bevorzugt sind, weil bei diesen Verläufen die Gehalte an Brandsalzen beim Filternde mit 3,5% bei Verlauf 6 und mit 0% bei Verlauf 11 schon deutlich von jenem Brandsalzgehalt abweichen, bei dem minimale Teer- und Nikotinwerte erreicht werden. Bei diesen beiden Verläufen werden also die Möglichkeiten zu Stabilisierung des Zugprofils nicht vollständig ausgenützt.
- Allgemein kann daher der Brandsalzgehalt im Bereich des Filterendes zumindest näherungsweise so gewählt werden, dass er - bei einer an sich gleichen Zigarette mit konstantem Brandsalzgehalt - zu einer Minimierung eines bestimmten Abrauchwertes, insbesondere Nikotin oder Teer führt, und von diesem Wert ausgehend in Richtung auf die Zigarettenspitze monoton oder annähernd monoton zu- oder abnimmt. Der Begriff "näherungsweise so gewählt" soll dabei auch Abweichungen von dem Idealwert der Brandsalzkonzentration erlauben, die weniger als 50%, vorzugsweise weniger als 30%, besonders bevorzugt weniger als 15% des Idealwertes betragen Mit der "an sich gleichen Zigarette" ist ferner eine Zigarette gemeint, die aus demselben Basiszigarettenpapier gefertigt ist, oder aus einem insofern ähnlichen Basiszigarettenpapier, als dessen Flächengewicht um höchstens 20% und dessen mittlere Luftdurchlässigkeit nach ISO 2965 um höchstens 15% von demselben Basiszigarettenpapier abweichen. Besonders gute Ergebnisse zeigen die beiden Verläufe 12 und 13, bei denen, zusätzlich zum linearen Anstieg von 1,4% auf 3,5% Brandsalzgehalt, am Mundende und an der Zigarettenspitze jeweils Bereiche mit konstantem Brandsalzgehalt von 1,4% bzw. 3,5% auf einer Länge von 5 mm oder 10 mm vorgesehen sind. Zwar sind beim Verhältnis des Teer- und Nikotingehalts zwischen letztem und erstem Zug kaum mehr Verbesserungen gegenüber den Beispielen 2-11 erzielbar, der Variationskoeffizient von Teer und Nikotin kann aber weiter gesenkt werden und erreicht Werte von 4,9 % und 4,5 % für Teer und 3,9 % und 3,4 % für Nikotin.
- Die besonders bevorzugte Ausführungsform der Beispiele 12 und 13 ist in
Figur 1 dargestellt. Eine beispielhafte Zigarette 100 besteht aus einem Filter 101, umhüllt von einem Mundstücksbelagpapier 102, das teilweise den Tabakstrang 103 überlappt, der wiederum von einem Zigarettenpapier 104 umhüllt ist. Auf der Zigarette 100 befindet sich das Mundstücksbelagpapier 102 dann in der Überlappungszone über dem Zigarettenpapier 104. Die gestrichelte Linie 105 deutet die Grenze zwischen dem Filter und dem Tabakstrang an, sodass die Überlappungszone von der gestrichelten Linie 105 bis zur Position x=0 entlang der Zigarettenachse verläuft. Das inFigur 1 über der Zigarette 100 angeordnete Diagramm 110 zeigt einen beispielhaften Verlauf des Gehalts des mindestens einen Brandsalzes. Die x-Achse 111 zeigt die Position x=0 am Beginn des sichtbaren Tabakstrangs und die Position x=L am anzuzündenden Ende der Zigarette. Auf der y-Achse 112 ist der Gehalt des mindestens einen Brandsalzes aufgetragen. Zunächst ist der Gehalt des mindestens einen Brandsalzes im Bereich von x=0 bis x=L1 auf dem Niveau c0 konstant, Bezugszeichen 113, danach steigt er im Bereich von x=L1 bis x=L2 linear vom Niveau c0 bis zum Niveau cL an, Bezugszeichen 114, und bleibt dann bis zur Position x=L wieder auf dem Niveau cL, Bezugszeichen 115. Selbstverständlich handelt es sich dabei um einen idealisierten Verlauf, von dem in der Realität Abweichungen beispielsweise durch die üblichen Produktionstoleranzen und Inhomogenitäten des Papiers möglich sind. - Bei der maschinellen Herstellung von Zigaretten wird ein endloser Tabakstrang geformt, der in Stücke geschnitten wird, die die Länge des Tabakstrangs auf der Zigarette besitzen. Zwischen je zwei solcher Stücke wird ein doppelt langer Filterstöpsel eingesetzt und mit einem doppelt breiten Mundstücksbelagpapier verklebt, sodass eine am Filterende verbundene Doppelzigarette entsteht. In einem abschließenden Schnitt wird die Doppelzigarette in zwei Zigaretten geteilt und eine der beiden Zigaretten gewendet, sodass alle aus der Zigarettenmaschine laufenden Zigaretten gleich orientiert sind. Daraus ergibt sich die Notwendigkeit den Verlauf des Gehalts des mindestens einen Brandsalzes entlang der Zigarettenpapierbahn entsprechend zu wählen. Ein solcher beispielhafter Verlauf ist in
Figur 2 dargestellt. - Die Hauptrichtung des Zigarettenpapiers, typischerweise die Maschinenrichtung, ist durch den Pfeil 201 angedeutet. In der Richtung 202 ist der Gehalt des mindestens einen Brandsalzes aufgetragen und dessen Verlauf in Richtung 201 ist durch die Linie 203 dargestellt. Auf der Zigarettenmaschine wird durch einen Schnitt an jeder der durch die Linien 204 und 205 angedeuteten Positionen ein Stück Tabakstrang hergestellt. Der durch die gestrichelten Linien 206 abgegrenzte Bereich 207 kommt auf der Doppelzigarette unter dem Mundstücksbelagpapier zu liegen und ist damit im normalen Gebrauch nicht sichtbar. In diesem Bereich 207 spielt der Verlauf des Gehalts des mindestens einen Brandsalzes keine Rolle, weil dieser Bereich üblicherweise nicht abgeraucht wird. Die x-Achsen 208 deuten den Verlauf der x-Koordinate von der Position x=0 zur Position x=L für jede aus dem Tabakstrang gefertigte Zigarette an. Durch die Herstellung einer Doppelzigarette mit dem anschließenden Schnitt entlang der Linien 204 und 205 und dem Wenden der Zigarette ist es notwendig, dass entlang der Richtung 201 jeweils ein ansteigender und ein abfallender Verlauf periodisch aufeinanderfolgen, wenn auf den gefertigten Zigaretten der Verlauf des Gehalts des mindestens einen Brandsalzes im Bereich des sichtbaren Tabakstrangs immer nominell gleich sein soll.
- Zur Synchronisation des Schnitts des Tabakstrangs mit dem Verlauf 203 des Gehalts des mindestens einen Brandsalzes bieten sich Markierungen an den durch die Linien 205 angedeuteten Positionen, also in den Bereichen 207 an, da die Bereiche 207 auf der Zigarette durch das Mundstücksbelagpapier überlappt werden und somit die Markierungen nicht sichtbar sind.
- Selbstverständlich handelt es sich hierbei nur um einen beispielhaften Verlauf, und es ist für den Fachmann einfach, für jeden beliebigen gewünschten Verlauf des mindestens einen Brandsalzes auf der Zigarette den entsprechenden Verlauf auf der Zigarettenpapierbahn in Abhängigkeit vom Herstellungsverfahren der Zigarette festzulegen.
- Durch den erfindungsgemäßen Auftrag von Brandsalzen kommt es auch zu Veränderungen des gesamten Teer- und Nikotingehalts selbst gegenüber der Vergleichszigarette mit dem konstanten Verlauf aus Beispiel 1. Diese Änderungen können aber einfach durch Anpassung der Filterventilation oder des Filters kompensiert werden, ohne den erfindungsgemäßen Effekt zu beeinträchtigen.
- Anhand dieser Beispiele wird der Fachmann in der Lage sein, mit kleinem experimentellen Aufwand für eine große Klasse an Brandsalzen einen erfindungsgemäßen Verlauf des Gehalts mindestens eines Brandsalzes zu finden, sodass sich die Erfindung leicht auf verschiedenste Brandsalze übertragen lässt. Ebenso wird er in der Lage sein, einen gewünschten Verlauf des Gehalts mindestens eines Brandsalzes für unterschiedliche Zigarettenpapiere und Zigarettendesigns zu finden.
Claims (15)
- Zigarettenpapier, welches mindestens ein Brandsalz enthält, wobei
die Konzentration c(x) des mindestens einen Brandsalzes entlang einer Richtung x des Zigarettenpapiers variiert, dadurch gekennzeichnet, dass
für die ortsabhängige Konzentration c(x) auf einem Intervall der Länge L für alle x aus dem Intervall [0, L], gilt: • 3 cm ≤ L ≤ 11 cm,• f(x) eine über dem Intervall [0, L] monotone, aber nicht über dem gesamten Intervall konstante Funktion ist,• Δc ≤ 1 Gew.-% und Δc > 0 Gew.-%, jeweils bezogen auf die Masse des Zigarettenpapiers ist, und• |f(L) - f(0)| ≥ 2Δc.
• 3 cm ≤ L ≤ 11 cm,• f(x) eine über dem Intervall [0, L] monotone, aber nicht über dem gesamten Intervall konstante Funktion ist,• Δc ≤ 1 Gew.-% und Δc > 0 Gew.-%, jeweils bezogen auf die Masse des Zigarettenpapiers ist, und• |f(L) - f(0)| ≥ 2Δc. - Zigarettenpapier nach Anspruch 1, bei dem Δc ≤ 0,7 Gew.-%, bevorzugt ≤ 0,5 Gew.-%, besonders bevorzugt ≤ 0,3 Gew.-% und insbesondere bevorzugt ≤ 0,15 Gew.-% ist, und/oder
bei dem gilt: |f(L) - f(0)| ≥ 0,5 Gew. -%, vorzugsweise ≥ 1,0 Gew.-% und besonders vorzugsweise ≥ 2,0 Gew.-%. - Zigarettenpapier nach einem der vorhergehenden Ansprüche, bei dem die Funktion f(x) wie folgt definiert ist:

- Zigarettenpapier nach Anspruch 3, bei dem gilt: L1 ≤ 2L/3, vorzugsweise ≤ L/2 und besonders vorzugsweise ≤ L/3, und/oder L1 ≥ 0, vorzugsweise ≥ L/6, und/oder
L2 ≥ L/3, vorzugsweise ≥ L/2 und besonders vorzugsweise ≥ 2L/3 und/oder L2 ≤ L, vorzugsweise ≤ 5L/6, wobei jedoch stets L1 ≤ L2 ist, und/oder
L2 - L1 ≥ L/6, vorzugsweise ≥ L/3 und besonders vorzugsweise ≥ L/2 und/oder L2 - L1 ≤ 9L/10 vorzugsweise ≤ 4L/5 und ganz besonders vorzugsweise ≤ 2L/3. - Zigarettenpapier nach einem der vorhergehenden Ansprüche, mit mindestens einer Markierung, deren Position auf dem Zigarettenpapier in einem vorbestimmten örtlichen Bezug zum Verlauf c(x) steht, wobei die Markierung vorzugsweise durch einen optischen Sensor detektierbar ist, wobei das Zigarettenpapier vorzugsweise
für eine Filterzigarette bestimmt ist und bei dem die Markierung an einer Stelle liegt, die bei einer daraus zu fertigenden Filterzigarette unter dem Mundstücksbelagpapier zu liegen kommt und/oder
bei dem die Markierung auf der Seite aufgebracht ist, die bei der fertigen Zigarette vom Tabak abgewandt ist. - Zigarettenpapier nach einem der vorhergehenden Ansprüche, bei dem der beschriebene Verlauf von c(x) periodisch abwechselnd in normaler und umgekehrter Richtung vorgesehen ist.
- Zigarettenpapier nach einem der vorhergehenden Ansprüche, bei dem das mindestens eine Brandsalz eines oder ein Gemisch aus mehreren der folgenden Brandsalze enthält: Trinatriumzitrat, Trikaliumzitrat, weitere Zitrate, Malate, Tartrate, Acetate, Nitrate, Succinate, Fumarate, Gluconate, Glycolate, Lactate, Oxylate, Salicylate, α-Hydroxycaprylate, Hydrogencarbonate, Carbonate und Phosphate, und/oder
bei dem das Zigarettenpapier zumindest teilweise aus Zellstofffasern oder aus Mischungen von Zellstofffasern besteht, wobei die Zellstoffasern vorzugsweise aus Holz, Flachs, Hanf oder Espartogras gewonnen wurden,
wobei das Zigarettenpapier vorzugsweise ein Flächengewicht von 10g/m2 bis 60g/m2, insbesondere von 20g/m2 bis 35g/m2 aufweist. - Zigarettenpapier nach einem der vorhergehenden Ansprüche, das ferner einen anorganischen, mineralischen Füllstoff enthält, insbesondere Kalk, andere Oxide, insbesondere Magnesiumoxid und Aluminiumhydroxid, Carbonate oder Gemische daraus,
wobei der Füllstoff vorzugsweise einen Massenanteil von 10 % bis 45 % des Zigarettenpapiers aufweist, und/oder
bei dem die Luftdurchlässigkeit zwischen 0 cm min-1 kPa-1 und 350 cm min-1 kPa-1, bevorzugt zwischen 20 cm min-1 kPa-1 und 200 cm min-1 kPa-1 und besonders bevorzugt zwischen 30 cm min-1 kPa-1 und 120 cm min-1 kPa-1 beträgt. - Verfahren zum Herstellen eines Zigarettenpapiers, mit den folgenden Schritten:- Bereitstellen eines Basiszigarettenpapiers- Einbringen von mindestens einem Brandsalz in das Basiszigarettenpapier mit einer ortsabhängigen Konzentration c(x), die entlang einer Richtung x des Zigarettenpapiers variiert,
dadurch gekennzeichnet, dass für die ortsabhängige Konzentration c(x) auf einem Intervall der Länge L für alle x aus dem Intervall [0, L], gilt: • 3 cm ≤ L ≤ 11 cm• f(x) eine über dem Intervall [0, L] monotone, aber nicht über dem gesamten Intervall konstante Funktion ist, und• Δc ≤ 1 Gew.-% und Δc > 0 Gew.-%, jeweils bezogen auf die Masse des Zigarettenpapiers, ist, und• |f(L) - f(0)| ≥ 2Δc.
• 3 cm ≤ L ≤ 11 cm• f(x) eine über dem Intervall [0, L] monotone, aber nicht über dem gesamten Intervall konstante Funktion ist, und• Δc ≤ 1 Gew.-% und Δc > 0 Gew.-%, jeweils bezogen auf die Masse des Zigarettenpapiers, ist, und• |f(L) - f(0)| ≥ 2Δc. - Verfahren nach Anspruch 9, bei dem Δc ≤ 0,7 Gew.-%, bevorzugt ≤ 0,5 Gew.-%, besonders bevorzugt ≤ 0,3 Gew.-% und insbesondere bevorzugt ≤ 0,15 Gew.-% ist.
- Verfahren nach Anspruch 9 oder 10, bei dem das mindestens eine Brandsalz in Form einer flüssigen Zusammensetzung, insbesondere einer Lösung, Suspension oder einer anderen Form von Mischung in einem Lösungsmittel auf das Basiszigarettenpapier aufgetragen wird, insbesondere durch ein Druckverfahren oder durch Aufsprühen, wobei
das Druckverfahren vorzugsweise durch Tiefdruck oder Flexodruck gebildet ist, wobei
die Auslaufzeit der Zusammensetzung 10s bis 40s, vorzugsweise 12s bis 35s beträgt, gemessen nach ÖNORM EN ISO 2431:2011 mit einem Becher mit einer Öffnung von 4mm bei der Temperatur, bei der die Zusammensetzung im Auftragsverfahren verwendet wird, wobei
im Falle des Tiefdrucks vorzugsweise ein Tiefdruckzylinder mit Näpfchen vorgesehen ist, aus denen die zu druckende Zusammensetzung auf das Basispapier übertragen wird, wobei das Volumen der Näpfchen und/oder die Dichte der Näpfchen auf dem Tiefdruckzylinder so gewählt ist bzw. sind, dass sich die gewünschte ortsabhängige Konzentration c(x) des Brandsalzes ergibt. - Verfahren nach einem der Ansprüche 9 bis 11, bei dem zumindest ein Teil des mindestens einen Brandsalzes durch eine Tränkung des Papiers- in der Leim- bzw. Filmpresse einer Papiermaschine, oder- in einer der Papiermaschine nachgeordneten Einrichtungmit einer Lösung, insbesondere wasserbasierten Lösung des Brandsalzes eingebracht wird, und/oder
bei dem das mindestens eine Brandsalz zunächst mit einer annähernd gleichförmigen Konzentration in das Papier eingebracht und dann ortsabhängig ausgewaschen wird, um die erwünschte ortsabhängige Brandsalzkonzentration zu erhalten. - Verfahren nach einem der Ansprüche 11 oder 12, bei dem der Gehalt des mindestens einen Brandsalzes oder Brandsalzgemisches in der Zusammensetzung mindestens 0,1 Gew.-%, vorzugsweise mindestens 1 Gew.-% und besonders vorzugsweise mindestens 2 Gew.-% und/oder höchstens 15 Gew.-%, vorzugsweise höchstens 10 Gew.-% und besonders vorzugsweise höchstens 7 Gew.-% bezogen auf die Masse der Zusammensetzung beträgt, und/oder
bei dem die Zusammensetzung Substanzen zur Einstellung der Viskosität enthält, insbesondere Polymere oder eine Mischung von Polymeren,
wobei die Polymere vorzugweise durch ein Cellulosederivat, insbesondere Carboxylmethylcellulose, ein Polysaccharid, insbesondere Stärke oder Stärkederivate, ein Alginat, ein Dextrin, Guar oder Gummi Arabicum oder Kombinationen daraus gebildet sind. - Verfahren nach einem der Ansprüche 9 bis 13, bei dem die aufgetragene Menge der Zusammensetzung pro Fläche höchstens 100 %, vorzugsweise höchstens 80 % und besonders vorzugsweise höchstens 60 % des entsprechenden Ausgangsflächengewichtes vor Auftrag der Zusammensetzung entspricht.
- Verfahren nach einem der Ansprüche 9 bis 14, das ferner einen Schritt des Trocknens des Zigarettenpapiers nach dem Auftrag der Zusammensetzung umfasst, insbesondere unter Verwendung eines Heißlufttrockners, eines Infrarottrockners, eines Tunneltrockners, durch beheizte Trockenzylinder oder durch die Verwendung von Mikrowellen, wobei
die Zusammensetzung vorzugsweise wasserbasiert ist und die Trocknung durch Kontakt mit einem oder mehreren beheizbaren Trockenzylindern erfolgt,
wobei vorzugsweise zusätzlich eine oder mehrere Breitstreckwalzen oder Glättungsvorrichtungen vorgesehen sind, die geeignet sind, Falten beim Trocknen aus dem Papier zu ziehen, und die vorzugsweise so angeordnet sind, dass das Papier vor dem Trockenzylinder über eine oder mehrere Breitstreckwalze(n) oder Glättungsvorrichtung(en) läuft.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL14725200T PL2836089T3 (pl) | 2013-06-21 | 2014-05-21 | Papier papierosowy, który nadaje papierosowi równomierny profil zaciągania |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102013106516.3A DE102013106516B3 (de) | 2013-06-21 | 2013-06-21 | Zigarettenpapier, das einer zigarette ein gleichmässiges zugprofil verleiht |
| PCT/EP2014/060445 WO2014202319A1 (de) | 2013-06-21 | 2014-05-21 | Zigarettenpapier, das einer zigarette ein gleichmässiges zugprofil verleiht |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2836089A1 EP2836089A1 (de) | 2015-02-18 |
| EP2836089B1 EP2836089B1 (de) | 2017-09-27 |
| EP2836089B9 true EP2836089B9 (de) | 2017-12-27 |
Family
ID=50736110
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14725200.1A Active EP2836089B9 (de) | 2013-06-21 | 2014-05-21 | Zigarettenpapier, das einer zigarette ein gleichmässiges zugprofil verleiht |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10154687B2 (de) |
| EP (1) | EP2836089B9 (de) |
| KR (1) | KR102228926B1 (de) |
| CN (1) | CN105324042B (de) |
| BR (1) | BR112015030114B1 (de) |
| DE (1) | DE102013106516B3 (de) |
| ES (1) | ES2647834T3 (de) |
| MY (1) | MY168057A (de) |
| PH (1) | PH12015502644A1 (de) |
| PL (1) | PL2836089T3 (de) |
| WO (1) | WO2014202319A1 (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106820257A (zh) * | 2016-12-13 | 2017-06-13 | 云南中烟工业有限责任公司 | 一种具有定位标识的分区涂布卷烟纸及涂布方法 |
| CN106906698A (zh) * | 2016-12-13 | 2017-06-30 | 云南中烟工业有限责任公司 | 一种具有定位标识的渐变式涂布卷烟纸及涂布方法 |
| CN107087812A (zh) * | 2017-05-28 | 2017-08-25 | 中国烟草总公司郑州烟草研究院 | 一种两段式新型卷烟 |
| US20180343919A1 (en) * | 2017-06-06 | 2018-12-06 | Larry Gitman | Cigars with filters, and method of making the same |
| DE102017119819A1 (de) | 2017-08-29 | 2019-02-28 | Delfortgroup Ag | Verfahren zum Aufbringen von Registermarken auf Umhüllungspapier für Rauchartikel |
| WO2020008510A1 (ja) * | 2018-07-02 | 2020-01-09 | 日本たばこ産業株式会社 | 非燃焼加熱型喫煙物品用の巻紙、非燃焼加熱型喫煙物品及び電気加熱型喫煙システム |
| CN109100264B (zh) * | 2018-10-22 | 2020-11-17 | 云南中烟工业有限责任公司 | 一种快速预测细支卷烟抽吸均匀性的方法 |
| DE102019112777B3 (de) * | 2019-05-15 | 2020-08-06 | Delfortgroup Ag | Umhüllungspapier mit gebrauchsindikator für aerosolerzeugende artikel |
| DE102020129301A1 (de) | 2020-07-01 | 2022-01-05 | Delfortgroup Ag | Umhüllungspapier mit verbesserter brandhemmung |
| CN116289333A (zh) * | 2023-03-24 | 2023-06-23 | 浙江中烟工业有限责任公司 | 具有非线性模块化分布试剂的卷烟纸、制备方法及卷烟 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1605085A (en) * | 1926-03-26 | 1926-11-02 | Unger Louis | Cigarette paper |
| US3667479A (en) * | 1970-01-19 | 1972-06-06 | Brown & Williamson Tobacco | Cigarette with modified paper wrapper |
| BE791758A (fr) * | 1971-11-24 | 1973-05-22 | Olin Corp | Enveloppe chargee de carbone pour article a fumer et article a fumer presentant une telle enveloppe |
| US3805799A (en) * | 1972-07-17 | 1974-04-23 | Philip Morris Inc | Cigarette ventilation achieved with coated wrapper |
| US3911932A (en) * | 1974-07-31 | 1975-10-14 | Philip Morris Inc | Control of smoking delivery through cigarette paper porosity |
| IE48028B1 (en) * | 1977-09-16 | 1984-09-05 | Gallaher Ltd | Smoking rod wrapper |
| US4187862A (en) * | 1978-07-17 | 1980-02-12 | Cohn Charles C | Treatment of cigarette paper |
| GB8302594D0 (en) * | 1983-01-31 | 1983-03-02 | Gallaher Ltd | Smoking rod wrapper |
| US4726385A (en) * | 1986-05-09 | 1988-02-23 | The American Tobacco Company | Method of fabricating an all-tobacco cigarette controlling tar delivery and an all-tobacco cigarette |
| US4730628A (en) * | 1986-07-21 | 1988-03-15 | R. J. Reynolds Tobacco Company | Cigarette rods having segmented sections |
| US5168884A (en) * | 1991-04-12 | 1992-12-08 | Philip Morris Incorporated | Smoking articles using novel paper wrapper |
| US5878754A (en) * | 1997-03-10 | 1999-03-09 | Schweitzer-Mauduit International, Inc. | Smoking article wrapper for controlling ignition proclivity of a smoking article |
| JP4166365B2 (ja) * | 1999-04-09 | 2008-10-15 | 秀希 青木 | タバコ及び紙巻タバコ |
| US20020179105A1 (en) * | 2001-02-26 | 2002-12-05 | Zawadzki Michael A. | Reduced ignition propensity smoking article |
| US6929013B2 (en) * | 2001-08-14 | 2005-08-16 | R. J. Reynolds Tobacco Company | Wrapping materials for smoking articles |
| US20080216852A1 (en) * | 2006-12-29 | 2008-09-11 | Philip Morris Usa Inc. | Banded cigarette paper with reduced ignition propensity |
| CA2891884C (en) * | 2007-07-03 | 2018-03-20 | Schweitzer-Mauduit International, Inc. | Smoking articles having reduced ignition proclivity characteristics |
| RU2503383C2 (ru) | 2008-02-22 | 2014-01-10 | Швайцер-Маудит Интернешнл, Инк. | Обработанные участки на обертке для снижения характеристик способности к воспламенению курительных изделий |
| EP2278069B8 (de) * | 2008-05-16 | 2016-07-13 | Japan Tobacco, Inc. | Verfahren zur herstellung von zigarettenblättchen mit geringer entzündlichkeit |
| DE102009030546B3 (de) * | 2009-06-25 | 2011-01-20 | Delfortgroup Ag | Filmbildende Zusammensetzung zum Aufbringen auf Zigarettenpapier, Zigarettenpapier, Zigarette sowie Verfahren zum Herstellen eines Zigarettenpapiers |
| DE102010032814B4 (de) | 2010-07-30 | 2013-12-05 | Delfortgroup Ag | Zigarettenpapier mit hoher Diffusionskapazität während des thermischen Zerfalls, Zigarette, Verfahren zur Herstellung eines Zigarettenpapiers sowie Verwendung eines wasserlöslichen Salzes |
| CN102094364A (zh) * | 2010-11-24 | 2011-06-15 | 云南烟草科学研究院 | 一种低引燃倾向的卷烟纸及其制备方法 |
| KR102173454B1 (ko) * | 2012-10-11 | 2020-11-04 | 슈바이쳐-모뒤 인터내셔널, 인크. | 감소된 발화 성향 특징을 갖는 래퍼 |
-
2013
- 2013-06-21 DE DE102013106516.3A patent/DE102013106516B3/de active Active
-
2014
- 2014-05-21 BR BR112015030114-2A patent/BR112015030114B1/pt active IP Right Grant
- 2014-05-21 ES ES14725200.1T patent/ES2647834T3/es active Active
- 2014-05-21 CN CN201480033915.0A patent/CN105324042B/zh active Active
- 2014-05-21 EP EP14725200.1A patent/EP2836089B9/de active Active
- 2014-05-21 KR KR1020157035581A patent/KR102228926B1/ko active IP Right Grant
- 2014-05-21 WO PCT/EP2014/060445 patent/WO2014202319A1/de active Application Filing
- 2014-05-21 PL PL14725200T patent/PL2836089T3/pl unknown
- 2014-05-21 MY MYPI2015002771A patent/MY168057A/en unknown
- 2014-05-21 US US14/895,339 patent/US10154687B2/en active Active
-
2015
- 2015-11-26 PH PH12015502644A patent/PH12015502644A1/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| PH12015502644B1 (en) | 2016-03-07 |
| DE102013106516B3 (de) | 2014-10-09 |
| CN105324042A (zh) | 2016-02-10 |
| PL2836089T3 (pl) | 2018-02-28 |
| BR112015030114B1 (pt) | 2022-02-15 |
| US10154687B2 (en) | 2018-12-18 |
| US20160120214A1 (en) | 2016-05-05 |
| MY168057A (en) | 2018-10-11 |
| KR20160021124A (ko) | 2016-02-24 |
| EP2836089A1 (de) | 2015-02-18 |
| WO2014202319A1 (de) | 2014-12-24 |
| EP2836089B1 (de) | 2017-09-27 |
| BR112015030114A2 (pt) | 2017-07-25 |
| PH12015502644A1 (en) | 2016-03-07 |
| CN105324042B (zh) | 2019-05-10 |
| ES2647834T3 (es) | 2017-12-26 |
| KR102228926B1 (ko) | 2021-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2836089B1 (de) | Zigarettenpapier, das einer zigarette ein gleichmässiges zugprofil verleiht | |
| EP2552253B1 (de) | Perforiertes zigarettenpapier | |
| EP3283686B1 (de) | Zigarettenpapier mit hohem kurzfaseranteil | |
| EP0325920B1 (de) | Schnell oder von selbst erlöschende Cigarette | |
| DE69814227T2 (de) | Umhüllung für Rauchartikel zur Steuerung der Zündungsneigung eines Rauchartikels ohne die Raucheigenschaften zu beinträchtigen | |
| DE102012108255B4 (de) | Zigarettenpapier mit homogenem optischen Eindruck, Verfahren zu seiner Herstellung sowie Zigarette | |
| AT518224B1 (de) | Zigarettenpapier mit verbesserter Luftdurchlässigkeit | |
| EP3298198B1 (de) | Umhüllungspapier mit durchscheinenden bereichen | |
| EP2445362A1 (de) | Filmbildende zusammensetzung zum aufbringen auf zigarettenpapier | |
| EP2597975B1 (de) | Zigarettenpapier mit hoher diffusionskapazität während des thermischen zerfalls | |
| EP3468810A1 (de) | Verfahren zum aufbringen von registermarken auf umhüllungspapier für rauchartikel | |
| EP2760297B1 (de) | Verbessertes zigarettenpapier für selbstverlöschende zigaretten | |
| EP0716816B1 (de) | Segment-Filtercigarette | |
| EP0325921A1 (de) | Cigarette | |
| DE102013109386B3 (de) | Effizient herstellbares Zigarettenpapier für selbstverlöschende Zigaretten, Verfahren zu seiner Herstellung sowie eine Zigarette | |
| EP2761086A1 (de) | Zigarettenpapier mit plättchenförmigem füllstoff | |
| DE102021104011B4 (de) | Strukturiertes filtermaterial für nikotinabgabeprodukte |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20141013 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BACHMANN, STEFAN Inventor name: VOLGGER, DIETMAR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170224 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R108 |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAR | Information related to intention to grant a patent recorded |
Free format text: ORIGINAL CODE: EPIDOSNIGR71 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| INTG | Intention to grant announced |
Effective date: 20170818 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 931155 Country of ref document: AT Kind code of ref document: T Effective date: 20171015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2647834 Country of ref document: ES Kind code of ref document: T3 Effective date: 20171226 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170927 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180127 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140521 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230313 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20230504 Year of fee payment: 10 Ref country code: FR Payment date: 20230523 Year of fee payment: 10 Ref country code: ES Payment date: 20230613 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20230503 Year of fee payment: 10 Ref country code: PL Payment date: 20230504 Year of fee payment: 10 Ref country code: AT Payment date: 20230519 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230523 Year of fee payment: 10 |