EP2834154B1 - Making water soluble pouches - Google Patents
Making water soluble pouches Download PDFInfo
- Publication number
- EP2834154B1 EP2834154B1 EP14722365.5A EP14722365A EP2834154B1 EP 2834154 B1 EP2834154 B1 EP 2834154B1 EP 14722365 A EP14722365 A EP 14722365A EP 2834154 B1 EP2834154 B1 EP 2834154B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pouch
- compartment
- filled
- compartments
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
- B65B9/042—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material for fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/46—Applications of disintegrable, dissolvable or edible materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/02—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved with means for heating the material prior to forming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/02—Closing containers or receptacles deformed by, or taking-up shape, of, contents, e.g. bags, sacks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/02—Closing containers or receptacles deformed by, or taking-up shape, of, contents, e.g. bags, sacks
- B65B7/06—Closing containers or receptacles deformed by, or taking-up shape, of, contents, e.g. bags, sacks by collapsing mouth portion, e.g. to form a single flap
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/32—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging two or more different materials which must be maintained separate prior to use in admixture
- B65D81/3261—Flexible containers having several compartments
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11D—DETERGENT COMPOSITIONS; USE OF SINGLE SUBSTANCES AS DETERGENTS; SOAP OR SOAP-MAKING; RESIN SOAPS; RECOVERY OF GLYCEROL
- C11D17/00—Detergent materials or soaps characterised by their shape or physical properties
- C11D17/04—Detergent materials or soaps characterised by their shape or physical properties combined with or containing other objects
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11D—DETERGENT COMPOSITIONS; USE OF SINGLE SUBSTANCES AS DETERGENTS; SOAP OR SOAP-MAKING; RESIN SOAPS; RECOVERY OF GLYCEROL
- C11D17/00—Detergent materials or soaps characterised by their shape or physical properties
- C11D17/04—Detergent materials or soaps characterised by their shape or physical properties combined with or containing other objects
- C11D17/041—Compositions releasably affixed on a substrate or incorporated into a dispensing means
- C11D17/042—Water soluble or water disintegrable containers or substrates containing cleaning compositions or additives for cleaning compositions
- C11D17/045—Multi-compartment
Definitions
- This invention concerns improvements in or relating to water-soluble pouches. More specifically, the invention concerns apparatus and methods for producing multi-compartment water-soluble pouches from two or more soluble substrates on continuous motion rotatable forming machines. The invention also concerns multi-compartment water-soluble pouches made from two or more soluble substrates, and in particular, but not exclusively, pouches made using the apparatus and methods of the present invention.
- WO2011/061628 and WO2013/190517 continuous motion rotatable formers and pouches made thereon have been described.
- a rotatable former is provided with cavities into which a base web is formed to create open pockets in the base web. Once formed, the base web is tightly held by vacuum within the cavity throughout the process of filling the pockets, sealing the pockets with a top or lidding web to form pouches in the combined webs and separating the pouches from the combined web by transverse and web direction knives.
- WO2013/190517 apparatus for making multi-compartment pouches from four water-soluble substrates via two pouches was described wherein each pouch was made from two water-soluble substrates on separate rotatable formers similar to the process described in WO2011/061628 and the web of pouches on one former then joined to the web of pouches on the other former produce combined pouches before separating the combined pouches from the combined webs by transverse and web direction knives.
- the invention provides a continuous motion rotatable forming machine for producing multi-compartment water soluble pouches as defined in claim 1.
- Optional features are the subject of claims 2 to 4.
- the invention provides a method of making a water soluble multi-cpmartment pouch as defined in claim 5.
- Optional features are the subject of claims 6 to 8.
- a multi-compartment pouch is formed from two water soluble substrates wherein the pouch is substantially symmetrical about a weld line between the two substrates.
- the pouch comprises at least two compartments and wherein each compartment is formed between the same two substrates.
- the compartments may contain different products selected for example from liquids, gels, powders and granules. At least one compartment may be empty, i.e.not filled.
- the pouch comprises three or more compartments.
- compartments are disposed within the pouch such that they provide resistance to planar distortion.
- compartments are disposed within the pouch such that any bending axis arbitrarily laid across the pouch cuts through the body of at least one compartment.
- the pouch contains a perimetric compartment.
- the pouch contains a divided perimetric compartment.
- At least one compartment is filled with a flowable composition, for example a liquid or gel.
- At least one compartment is filled with a solid composition, for example a powder or granules.
- At least one compartment is filled with more than one composition wherein the compositions are mutually compatible and not antagonistic to each other.
- one of the water soluble substrates is a top or lidding web and the other water soluble substrate is a base web.
- Multi-compartment pouches may be produced by forming a base web to create open pockets that are filled and then closed by a top or lidding web.
- the base web may be thermoformed.
- top or lidding web is thinner than the base web.
- the top lidding web has a thickness of between 30% and 90%, more preferably between 50% and 75%, of that of the base web.
- each compartment is filled to at least 80%, more preferably at least 90%, of the available volume.
- compartments are formed sequentially in the base web and each compartment is filled before a further compartment is formed and filled until all compartments have been filled whereupon the compartments are closed by sealing with a top or lidding web.
- the pouch is sealed to a second closed multi-compartment pouch such that the combined pouch comprises four water-soluble substrates.
- the pouch is sealed to a second open multi-compartment pouch such that the combined pouch comprises three water-soluble substrates.
- At least two compartments are filled with a greater weight of a powder or granular composition than the weight of any compartment filled with a liquid or gel.
- a method of making a multi-compartment pouch from two water soluble substrates consisting of a base web and a top lidding web includes providing a former having a plurality of multi-compartment pouch forming cavities in a peripheral surface of the former, drawing the base web into the cavities to form a plurality of pockets within each pouch, filling one or more pockets with at least one product, closing the pockets in the base web with the top lidding web to form a plurality of sealed multi-compartment pouches, and separating the sealed multi-compartment pouches from the combined base web and top lidding web, wherein the top lidding web is thinner than the base web so that, as the base web retracts or shrinks back after the pouch has left the former, the pressure so generated within the pouch causes the top lidding web to distend to a greater extent than the contraction of the base web thereby increasing the internal volume of the pouch sufficiently to form a multi-compartment pouch substantially symmetrical about the weld line between the two
- each pocket of the multi-compartment pouch is filled with at least one product.
- the former is configured so that at least one open pocket of a pouch is formed and filled before at least one other open pocket of the pouch is formed and filled, and only once all open pockets have been filled is the pouch closed by sealing with a lidding web.
- a second pouch is affixed to the multi-compartment water-soluble pouch to form a combined pouch.
- each pouch comprises two water soluble substrates such that the combined pouch comprises four water-soluble substrates.
- the second pouch may be a multi-compartment pouch.
- the top or lidding web of the multi-compartment water-soluble pouch is provided by the second pouch such that the combined pouches comprises three water-soluble substrates.
- the second pouch may be a multi-compartment pouch.
- apparatus for producing multi-compartment water-soluble pouches comprises a rotatable former having compartment forming cavities into which a base web can be formed, wherein the apparatus is configured so that at least one open compartment of a pouch is formed and filled before at least one other open compartment of the pouch is formed and filled, and only once all open compartments have been filled is the pouch closed by sealing with a lidding web.
- the former is a horizontal former and the multi-compartment pouch comprises two water soluble substrates.
- the former is a horizontal former and the apparatus includes a second former for producing water-soluble pouches comprising one or more compartments, wherein the formers are configured to affix a lidding web of a pouch on the horizontal former to a lidding web of a pouch on the second former to form a combined pouch comprising four water soluble substrates.
- the former is a horizontal former and the apparatus includes a second former for producing water-soluble pouches comprising one or more compartments, wherein the formers are configured to affix a lidding web of a pouch on the second former to a base web of a pouch on the horizontal former to form a combined pouch comprising three water soluble substrates.
- a multi-compartment water-soluble pouch comprises two water-soluble substrates wherein at least two open compartments are formed and filled in a base web and closed by sealing with a lidding web wherein at least one open compartment is formed and filled before another open compartment is formed and filled.
- the pouch is substantially symmetrical about a weld line between the two substrates.
- each compartment is formed between the same two substrates.
- the compartments may contain different products selected for example from liquids, gels, powders and granules. At least one compartment may be empty, i.e.not filled.
- the pouch comprises three or more compartments.
- compartments are disposed within the pouch such that they provide resistance to planar distortion.
- compartments are disposed within the pouch such that any bending axis arbitrarily laid across the pouch cuts through the body of at least one compartment.
- the pouch contains a perimetric compartment.
- the pouch contains a divided perimetric compartment.
- At least one compartment is filled with a flowable composition, for example a liquid or gel.
- At least one compartment is filled with a solid composition, for example a powder or granules.
- At least one compartment is filled with more than one composition wherein the compositions are mutually compatible and not antagonistic to each other.
- the base web is thermoformed.
- top or lidding web is thinner than the base web.
- the top lidding web has a thickness of between 30% and 90%, more preferably between 50% and 75%, of that of the base web.
- each compartment is filled to at least 80%, more preferably at least 90%, of the available volume.
- the pouch is sealed to a second closed multi-compartment pouch such that the combined pouch comprises four water-soluble substrates.
- the pouch is sealed to a second open multi-compartment pouch such that the combined pouch comprises three water-soluble substrates.
- At least two compartments are filled with a greater weight of a powder or granular composition than the weight of any compartment filled with a liquid
- the closed multi-compartment pouch is affixed to a second, closed pouch such that the combined pouch comprises four water-soluble substrates.
- the second pouch may be a multi-compartment pouch.
- the multi-compartment pouch is closed by affixing a second closed pouch such that the combined pouch comprises three water-soluble substrates.
- the second pouch may be a multi-compartment pouch
- a multi-compartment water-soluble pouch comprises two water-soluble substrates wherein a plurality of compartments is formed sequentially in a base web and each compartment is filled before a further compartment is formed and filled until all compartments have been filled whereupon the pouch is closed by sealing with a lidding web.
- the pouch is substantially symmetrical about a weld line between the two substrates.
- each compartment is formed between the same two substrates.
- the compartments may contain different products selected for example from liquids, gels, powders and granules. At least one compartment may be empty, i.e.not filled.
- the pouch comprises three or more compartments.
- compartments are disposed within the pouch such that they provide resistance to planar distortion.
- compartments are disposed within the pouch such that any bending axis arbitrarily laid across the pouch cuts through the body of at least one compartment.
- the pouch contains a perimetric compartment.
- the pouch contains a divided perimetric compartment.
- At least one compartment is filled with a flowable composition, for example a liquid or gel.
- At least one compartment is filled with a solid composition, for example a powder or granules.
- At least one compartment is filled with more than one composition wherein the compositions are mutually compatible and not antagonistic to each other.
- the base web is thermoformed.
- top or lidding web is thinner than the base web.
- the top lidding web has a thickness of between 30% and 90%, more preferably between 50% and 75%, of that of the base web.
- each compartment is filled to at least 80%, more preferably at least 90%, of the available volume.
- compartments are formed sequentially in the base web and each compartment is filled before a further compartment is formed and filled until all compartments have been filled whereupon the compartments are closed by sealing with a top or lidding web.
- the pouch is sealed to a second closed multi-compartment pouch such that the combined pouch comprises four water-soluble substrates.
- the pouch is sealed to a second open multi-compartment pouch such that the combined pouch comprises three water-soluble substrates.
- At least two compartments are filled with a greater weight of a powder or granular composition than the weight of any compartment filled with a liquid.
- the weight of a powder or granular composition filled into one or more compartments of the pouch is greater than the weight of a liquid or gel composition filled into one more other compartments of the pouch.
- the weight of a powder or granular composition filled into at least two compartments of the pouch is greater than the weight of a liquid or gel composition filled into other compartments of the pouch.
- An exemplary embodiment provides a method of making a water soluble multi-compartment pouch on a continuous motion rotatable forming machine having compartment forming cavities into which a base web can be formed, wherein the forming machine is configured so that at least one open compartment of a pouch is formed and filled before at least one other open compartment of the pouch is formed and filled, and only once all open compartments have been filled is the pouch closed by sealing with a lidding web.
- the closed multi-compartment water-soluble pouch is affixed to a second closed pouch such that the combined pouch comprises four water-soluble substrates.
- the second pouch may be a multi-compartment pouch
- the multi-compartment water-soluble pouch is closed by affixing a second closed pouch such that the combined pouch comprises three water-soluble substrates.
- the second pouch may be a multi-compartment pouch
- a multi-compartment water-soluble pouch comprising two water-soluble substrates wherein a plurality of compartments is formed sequentially in a base web wherein at least one compartment is formed and filled before a further compartment is formed and filled whereupon all compartments are closed by sealing with a lidding web.
- the pouch is substantially symmetrical about a weld line between the two substrates.
- each compartment is formed between the same two substrates.
- the compartments may contain different products selected for example from liquids, gels, powders and granules. At least one compartment may be empty, i.e.not filled.
- the pouch comprises three or more compartments.
- compartments are disposed within the pouch such that they provide resistance to planar distortion.
- compartments are disposed within the pouch such that any bending axis arbitrarily laid across the pouch cuts through the body of at least one compartment.
- the pouch contains a perimetric compartment.
- the pouch contains a divided perimetric compartment.
- At least one compartment is filled with a flowable composition, for example a liquid or gel.
- At least one compartment is filled with a solid composition, for example a powder or granules.
- At least one compartment is filled with more than one composition wherein the compositions are mutually compatible and not antagonistic to each other.
- the base web is thermoformed.
- top or lidding web is thinner than the base web.
- the top lidding web has a thickness of between 30% and 90%, more preferably between 50% and 75%, of that of the base web.
- each compartment is filled to at least 80%, more preferably at least 90%, of the available volume.
- compartments are formed sequentially in the base web and each compartment is filled before a further compartment is formed and filled until all compartments have been filled whereupon the compartments are closed by sealing with a top or lidding web.
- the pouch is sealed to a second closed multi-compartment pouch such that the combined pouch comprises four water-soluble substrates.
- the pouch is sealed to a second open multi-compartment pouch such that the combined pouch comprises three water-soluble substrates.
- At least two compartments are filled with a greater weight of a powder or granular composition than the weight of any compartment filled with a liquid.
- the weight of a powder or granular composition filled into one or more compartments of the pouch is greater than the weight of a liquid or gel composition filled into one more other compartments of the pouch.
- the weight of a powder or granular composition filled into at least two compartments of the pouch is greater than the weight of a liquid or gel composition filled into other compartments of the pouch
- An exemplary embodiment provides a method of making a water soluble multi-compartment pouch on a continuous motion rotatable forming machine having compartment forming cavities into which a base web can be formed, wherein the forming machine is configured so that at least one open compartment of a pouch is formed and filled before at least one other open compartment of the pouch is formed and filled whereupon all compartments are closed by sealing with a lidding web.
- the closed multi-compartment water-soluble pouch is affixed to a second closed pouch such that the combined pouch comprises four water-soluble substrates.
- the second pouch may be a multi-compartment pouch.
- the multi-compartment water-soluble pouch is closed by affixing a second closed pouch such that the combined pouch comprises three water-soluble substrates.
- the second pouch may be a multi-compartment pouch
- the present invention provides a continuous motion rotatable forming machine for producing multi-compartment water-soluble pouches, the machine comprising a rotatable former having compartment forming cavities into which a base web can be formed, wherein the forming machine is configured so that at least one compartment of a pouch is formed and filled before at least one other compartment of the pouch is formed and filled, and only once all compartments have been formed is the pouch closed and sealed by affixing a lidding web.
- At least one compartment is empty, i.e. not filled. It may be that at least two compartments are formed simultaneously.
- the lidding web comprises a web of formed filled and sealed pouches. It may be that the machine comprises two formers of which at least one is a horizontal former wherein each former is able to produce water-soluble pouches comprising one or more compartments, the lidding films of which are then sealed or bonded together to form a combined pouch. It may be that the machine comprises two formers of which at least one is a horizontal former wherein each former is able to produce water-soluble pouches comprising one or more compartments, the lidding film of pouches on one former closing pouches on the other former to form a combined pouch.
- a multi-compartment water-soluble pouch comprises two water-soluble substrates wherein a plurality of compartments is formed sequentially in a base web and each sequentially formed compartment is filled before a further compartment is formed until all compartments have been formed whereupon the pouch is closed and sealed by affixing a lidding web.
- At least one compartment is empty, i.e. not filled. It may be that at least two compartments are formed simultaneously.
- the pouch is affixed to a second closed pouch such that the combined pouch comprises four water-soluble substrates. It may that the pouch is is affixed to a second open pouch such that the combined pouch comprises three water-soluble substrates. It may be that the second pouch comprises one or more compartments.
- At least two compartments are filled with a greater weight of a powder or granular composition than the weight of liquid or gel filled into any other compartment.
- each compartment is formed by and between the base web and lidding web.
- the pouch is symmetrical about a weld line between the base web and the lidding web.
- An exemplary embodiment provides a method of making a water soluble multi-compartment pouch on a continuous motion rotatable forming machine having compartment forming cavities into which a base web can be formed, wherein the forming machine is configured so that at least one compartment of a pouch is formed and filled before at least one other compartment of the pouch is formed and filled, and only once all compartments have been formed is the pouch closed by sealing with a lidding web.
- At least one compartment is empty, i.e. not filled. It may be that at least two compartments are formed simultaneously.
- the multi-compartment water-soluble pouch is affixed to a second closed pouch such that the combined pouch comprises four water-soluble substrates. It may be that the lidding web of the multi-compartment water-soluble pouch comprises a lidding web comprising a second closed pouch such that the combined pouch comprises three water-soluble substrates. It may be that the second closed pouch comprises one or more compartments.
- aspects of the invention described herein may overcome the difficulties in the prior art described above of filling pouches comprising two substrates and containing multiple compartments, by forming and filling containers in the base web at separate stations along the web. These aspects are described herein as sequential forming and filling.
- the term container describes an open pocket created within the base web as a result of the forming process.
- Powders or granules are often filled by spreading the powder or granules upon the surface of an already formed base web and then removing the excess by means of a scraper or doctor blade, leaving the powder or granules filling the formed container or a plurality of formed containers wherein there is substantially no powder or granules left upon the unformed portions of the base web.
- the base web may be formed into cavities within the former by different means known to those skilled in the art, including therefore vacuum forming, if necessary assisted by pre-treating the base web by spraying it with or passing it through a water mist, and/or by pre-heating the base web (thermoforming).
- the base web may be held by vacuum within the cavity throughout the process of filling, sealing and separating the pouches by transverse and web direction knives from a combined base web and top or lidding web.
- Many water-soluble substrates especially those based substantially upon poly-vinyl alcohol, are subject to what is known as shrink-back after forming but by holding the base web tightly within the cavity throughout the filling, sealing and cutting operations, shrink-back of the base web may be prevented.
- FIG. 1 to 17 Various multi-compartment pouches 1 are shown in Figures 1 to 17 and summarised in the following Table :
- Figure Number Configuration in Plan View Number of Compartments 1 Circular or Elliptical with a complete perimetric compartment 2
- Circular or Elliptical with a divided perimetric compartment 3 3 Triangular with rounded corners and a complete perimetric compartment 2 4
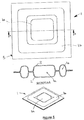
- Triangular with rounded corners and a divided perimetric compartment 3 5 Square or Rectangular with a complete perimetric compartment 2 6
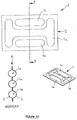
- Horseshoe 2 Horseshoe with a divided external compartment 3
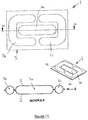
- Central Tee compartment 3 10 Central H compartment 3 11 Rectangular with a divided perimetric compartment 3 12 Rectangular with a divided perimetric compartment 3 13 L-shaped external compartment 2 14 Wedge compartments 2 15 Wedge compartments with a central compartment 3 16 Shamrock compartments 4 17
- Clover Leaf compartments 3 Central H compartment 3 11
- Each pouch 1 is formed from two water soluble substrates 2, 3 which may be referred to as a base web 2 and a top or lidding web 3. Any suitable water soluble substrates may be employed.
- Pouches 1 having two compartments 1a, 1b are shown in Figures 1 , 3 , 5 , 7 , 13 , 14 .
- Pouches 1 having three compartments 1a, 1b, 1c are shown in Figures 2 , 4 , 8 , 9 , 10 , 11 , 12 , 15 , 17 .
- Pouches having four compartments 1,1b,1c,1d are shown in Figures 6 , 16 .
- Each pouch 1 is symmertical about a weld line 4 between the base web 2 and top lidding web 3.
- Each compartment 1a,1b,1c,1d is fomed between the base web 2 and the top or lidding web 3.
- the footprint 5 of the pouches 1 and the number, shape and arrangement of the compartments 1a,1b,1c,1d is exemplary only and other configurations that may be employed will be apparent to those skilled in the art.
- the term "footprint” is defined as the plan view of the pouch 1 as seen from above the top or lidding web 3 of the pouch 1.
- Water-soluble substrates are often by the very nature of the materials, lacking in rigidity. As a result, when forming a water soluble pouch from two water soluble substrates, the resulting pouch will itself have a tendency to lack rigidity or planar strength which will give an unattractive floppy aspect to the pouch when handled by the consumer. Such a lack of rigidity or planar strength is referred to herein as planar distortion. Whilst the majority of water-soluble substrates capable of being formed, for example thermoformed or vacuum formed, are at the present time, made substantially from polyvinyl alcohol resins, other water-soluble substrates capable of being formed may be used to practise the present invention.
- Planar distortion of multi-compartment pouches may be overcome or significantly reduced in this invention by one or more of the following factors:
- Planar distortion may be reduced by employing a perimetric compartment as one of the compartments.
- perimetric in this context describes a compartment which is situated around the perimeter of the pouch.
- the perimetric compartment may be square or rectangular with rounded corners, allowing maximum use of the area of the footprint, and hence providing maximum possible compartment fill volumes.
- such a square or rectangular perimetric compartment may follow the cut edges of the pouch with its outer limit set back from the cut edges of the pouch, for example at least 1.5mm from the cut edges of the pouch.
- a square or rectangular perimetric compartment may be rejected for marketing or other reasons in favour of other shapes, such as triangular with rounded corners, or pentagonal with rounded corners, or circular or elliptical although these shapes are by no means limiting. It will be apparent that departing from a square or rectangular perimetric compartment can reduce the combined fill volume of the compartments within the pouch and leave a larger flange around the perimetric or semi-perimetric compartment.
- the perimetric compartment may be divided into two or more separate compartments in order to increase the number of compartments within a pouch of a given footprint.
- the invention overcomes this loss of planar stability by compartmental design.
- the pouch may, unless corrective design features are introduced to prevent it, flex about a line joining the seal areas between the semi-perimetric compartments.
- a multi-compartment pouch which is able to flex will be less appealing to the consumer than one which has planar stability.
- One or more of the compartments within the multi-compartment pouch may be left unfilled in order to provide additional resistance to planar distortion of the pouch.
- Planar distortion may be reduced by filling each compartment of the pouch to at least 80%, preferably at least 90%, of its available volume. Such a percentage fill of the available volume of each compartment has been found to contribute to planar stability of the pouch.
- the thickness of the top lidding web3 may be selected to be between 30% and 90%, preferably between 50% and 75%, of that of the base web 2.
- FIG. 18 This reconfiguration of pouches 1 ejected from cavities 6 of a rotable former 7 configured with a cylndrical surface is shown in Figure 18 .
- the former may 7 may be circular as shown in Figure 18 although this is not essential and other configurations of former may be employed, for example a rotable former configured with a flat horizontal surface.
- Examples of cylindrical and horizontal formers that may be employed are shown and described in WO2011/061628 to which the reader is directed for further details.
- planar distortion Whilst the reduction in planar distortion provided by any single factor may not be sufficient to assure planar rigidity of the pouch, when all three factors are combined, there is an unexpected increase in planar rigidity which in turn provides a marketing advantage to the multi-compartment pouch of the present invention.
- FIG. 19 and 20 examples of filling multi-compartment pouches 1 according to the present invention are illustrated although these examples are by no means limiting.
- the number of pouches 1 formed, filled and sealed across the web of a machine is known as the number of tracks or lanes.
- FIG 19 filling of pouches 1 with two compartments 1a,1b similar to the pouch shown in Figure 14 is illustrated.
- the rotatable former 7 of the pouch making machine may be configured as shown and described in WO2011/061628 with a cylindrical surface 7a or alternatively with a flat horizontal surface.
- the compartments 1a,1b may be filled by heads 8a,8b.
- the heads 8a,8b may be point fillers.
- the heads 8a,8b may be configured to add a liquid, gel, powder or granules, for example nozzle injectors for liquids or gels or augur fillers for powders or granules. Heads 8a,8b may be connected to a feed for the same or different materials.
- the heads 8a, 8b may be arranged with a space offset in the direction of movement of the surface 7a and fire simultaneously (option A) or with no space offset and fire at slightly different set points (option B).
- a similar arangmeent may be provided for each track or lane across the web of the machine. Heads in different tracks or lanes may be connected to the same or different supplies of material. This method is equally applicable where the multi-compartment pouch comprises more than two compartments. Generally, a filling head is provided for each compartment.
- FIG 20 filling of pouches 1 with three compartments 1a,1b,1c similar to the pouch shown in Figure 15 is illustrated.
- the rotatable former 7 of the pouch making machine may be configured as shown and described in WO2011/061628 with a cylindrical surface 7a or alternatively with a flat horizontal surface.
- the compartments 1a,1b,1c may be filled by heads 8a,8b,8c.
- the heads 8a,8b,8c may be point fillers.
- the heads 8a,8b,8c may be configured to add a liquid or gel or a powder or granules, for example nozzle injectors for liquids and gels or augur fillers for powders and granules.
- the heads 8a,8b are configured to add a liquid or gel and head 8c is configured to add a powder or granules.
- Heads 8a,8b may be connected to a feed for the same or different liquids or gels.
- a similar arrangement may be provided for each track or lane across the web of the machine. Heads in different tracks or lanes may be connected to the same or different supplies of material.
- Other arrangements of heads 8a,8b,8c for delivering any combination of liquids, gels, powders and granules are envisaged. This method is equally applicable where the multi-compartment pouch comprises two or more compartments. Generally a filling head is provided for each compartment.
- the heads may be arranged to create space for a plurality of heads within the confined space available.
- the heads may be inclined to each other.
- a head 8a for a liquid or gel and a head 8b for a powder or granules may be inclined to each other.
- a head 8b for a powder or granules may be provided with a chute 9.
- the liquid or gel filling head 8a and chute 9 may be inclined to each other.
- the heads 8a, 8b may be arranged to follow the cavity 6 of the former 7 as it advances so that the time available for completion of the filling operation is thereby increased and the product being filled is spread more evenly along the compartment in the base web.
- the machine may be capable of providing an output of approximately 60 pouches per minute for each track or lane of the machine.
- the filling equipment is typically a multi-head auger filler and in the case of liquid products, the filling equipment is typically cylinder operated nozzle injectors with a cut off such that no drips arrive on the base web surrounding the cavities. Such contamination of the base web can subsequently inhibit good sealing of the base web with the top or lidding web. Hitherto, the filling operation has not allowed such filling speeds across so many tracks, preventing the compartments of a multi-compartment pouch from being filled within such a short time interval.
- Embodiments of pouch forming machines are shown in Figures 22 to 26 wherein like reference numerals are used to indicate the same or similar parts such that the operation of the same or similar parts will be understood from a description of any emebodiment without being repeated for other .embodiments.
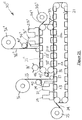
- FIG. 22 An embodiment of a pouch forming machine 20 is shown in Figure 22 comprising a horizontal rotatable former 21.
- the term horizontal rotatable former describes a machine wherein part of the former 21 comprises a horizontal surface or section 21a.
- the former 21 may comprise an endless belt (only part of the former is shown in Figure 22 ).
- the machine is configured to form multi-compartment pouches from two water soluble substrates by sequential forming and filling each compartment of the pouch.
- the former is provided with pouch forming cavities 23 configured to form pouches with three compartments but it will be understood this is not limiting and the cavities 23 can be configured to form pouches having two or more compartments.
- a base web 24 is unwound from an unwinding station 25 and a first open pocket or container 26 is formed in the base web at 27 and filled at 28.
- a second open pocket or container 29 is formed in the base web at 30 and filled at 31.
- a third open pocket or container 32 is formed in the base web at 33 and filled at 34.
- a lidding web 35 is unwound from an unwinding station 36 and affixed to the base web at 37 thereby sealing and closing all the open pockets or containers 26, 29, 32 in the base web to form multi-compartment pouches 38 within the cavities 23.
- the combined base web and lidding web is then moved to a cutting station 39 where the pouches 38 are separated from the combined web.
- the top or lidding web 35 is affixed to the base web 24 by solvent welding by wetting the lidding web 35 at 40. Other methods of affixing the top or lidding web may be employed such as heat sealing.
- multi-compartment pouches having at least two compartments may be produced employing the machine 20 by appropriate design of the pouch forming cavities.
- the machine 20 may produce any of the pouches shown in Figures 1 to 17 although this is not limiting on the scope of the invention.
- Each compartment may be sequentially formed and filled with different compositions. Alternatively, where more than one compartment contains the same composition, these compartment may be formed and filled simultaneously with at least one other compartment being formed and filled sequentially.
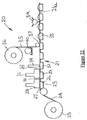
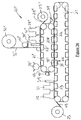
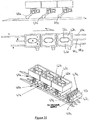
- FIGS 23 and 24 Further embodiments of a pouch forming machine 20' are shown in Figures 23 and 24 comprising a combination of two rotatable formers wherein one rotatable former is a horizontal rotatable former 21 similar to Figure 22 and the other rotatable former is a cylindrical rotatable former 41.
- the term cylindrical rotatable former describes a machine where the former 41 comprises a circular surface or section 41a.
- the cylindrical former 41 is positioned above the horizontal section 21a of the horizontal former 21.
- the former 41 is provided with pouch forming cavities 42 and may comprise a drum.
- multi-compartment water pouches 38 comprising a water-soluble base web 24 and a water-soluble top or lidding web 35 are formed on the horizontal rotatable former 21 as described previously and water-soluble pouches 38' comprising a water soluble base web 24' and a water soluble top or lidding web 35' are formed on the cylindrical former 41.
- the pouches 38,38' are brought together in register and combined by joining the top or lidding webs 35,35'to each other at 44.
- the resulting combined pouch is formed from four water soluble webs or substrates.
- the pouch 38' comprises a single compartment filled at 43.
- the pouch 38' may comprise more than one compartment.
- the pouches 38,38' may comprise any of the pouches shown in Figures 1 to 17 although this is not limiting on the scope of the invention.
- the pouch 38 may be a single compartment and the pouch 38' may be multi-compartment.
- FIG 24 the top or lidding web 35 is omitted and the open pouches or containers formed by the base web 24 on the former 21 are closed by the top or lidding web 35' of the pouches 38' on the former 41.
- the resulting pouch is formed from three water soluble webs or substrates
- FIGs 25 and 26 comprising a combination of two rotatable formers wherein both rotatable formers are horizontal rotatable formers 21,21" similar to Figure 22 with a horizontal lower section 21b" of the former 21" positioned above the horizontal upper section 21a of the former 21.
- multi-compartment pouches 38 comprising a water-soluble base web 24 and a water-soluble top or lidding web 35 are formed on the horizontal rotatable former 21 as described previously and water-soluble pouches 38" comprising a water soluble base web 24" and a water soluble top or lidding web 35" are formed on the horizontal former 21".
- the pouches 38,38" are brought together in register and combined by joining the top or lidding webs 35,35" to each other at 44.
- the resulting combined pouch is formed from four water soluble webs or substrates.
- An additional cutting station 39" may be provided in at least the transverse direction so that the closed pouches 38" produced on the upper horizontal former 21", despite the vacuum holding them within the cavities 23"of the former 21", are not dislodged as the former 21" passes over the roller at 45..
- the pouch 38" is a multi-compartment pouch formed in similar manner to the pouch 38.
- the pouch 38" may comprise a single compartment or any other design with two or more compartments.
- the pouches 38,38" may comprise any of the pouches shown in Figures 1 to 17 although this is not limiting on the scope of the invention.
- the top or lidding web 35 is omitted and the open pouches or containers formed by the base web 24 on the former 21 are closed by the top or lidding web 35" of the pouches 38" on the former 21".
- the resulting pouch is formed from three water soluble webs or substrates
- a multi-compartment water soluble pouch 60 with three compartments 60a,60b,60c is shown in Figure 27 .
- the method of sequentially forming and filling the pouch 60 is illustrated in Figures 28 and 29 .
- a former 61 has a cavity 62 with three recessed areas 62a,62b,62c corresponding to the compartments 60a.60b,60c of the pouch 60.
- a base web 63 is formed into area 62a to form an open pocket or container for compartment 60a.
- Compartment 60a is then filled for example with a powder or granules by a belt feeder 64.
- the feeder 64 may have a scraper blade 66 to prevent overfilling of the compartment 60a.
- the base web 63 is formed into area 62b to form an open pocket or container for compartment 60b.
- Compartment 60b is then filled for example with a powder or granules by a belt feeder 64.
- Compartment 60c is then filled for example with a liquid or gel by a nozzle feeder 65.
- the sequentially formed and filled compartments 60a,60b,60c can then be closed and sealed by a top or lidding web (not shown) by any of the methods and machines described previously.
- multi-compartment pouches containing overlapping compartments can be made employing the sequential forming and filling method described herein which could not be made by conventional methods employing contemporaneous forming of the compartments followed by filling due to filling constraints.
- the above method may be employed for any design of multi-compartment pouch.
- Sequential forming of the base web 63 may be effected by different methods.
- One method involves applying a vacuum to each recessed area 62a,62b,62c of the cavity 62 in turn.
- the vacuum is maintained in each area in which the base web 63 is formed and filled until the pouch 60 is ejected from the former 61.
- Sequential forming and filling offers the advantage of greater space, longer filling times and therefore ease of filling for powders or granules which do not flow freely from the filling heads.
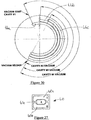
- the sequential vacuum supply to the cavities 62 may be provided in various ways. Generally mechanical methods of vacuum control are preferred as being potentially more reliable than, for example, an electrical method that would require spinning electrical connections. Two methods of arranging the vacuum supply for sequential forming the base web 63 to form open pockets or containers corresponding to compartments 60a,60b,60c of the pouch 60 are described below with reference to Figures 30 and 31 , although other methods will be envisaged by those skilled in the art.
- a vacuum shoe arrangement for sequential forming of base web 63 comprising three vacuum slots 66a,66b,66c wherein each slot 66a,66b,66c controls the vacuum start and stop to each of the three recessed areas 62a,62b,62c respectively,.
- the slots 66a,66b,66c are of different lengths and are configured so that stop point is the same for all recessed areas 62a,62b,62c in order to release the pouch from the cavity 62.
- the first slot 66a has the earliest start point, then the second slot 66b and lastly the third slot 66c.
- the vacuum is applied first to the area 62a through vacuum slot 66a so that the base web 63 can be drawn into the area 62a only to form an open pocket or container corresponding to compartment 60a which can then be filled. Whilst the vacuum to the area 62a is maintained, the vacuum is next applied to the area 62b through vacuum slot 66b so that the base web 63 can be drawn into the second area 62b to form an open pocket or container corresponding to compartment 60b which can then be filled. Whilst the vacuum to the areas 62a,62b is maintained, the vacuum is applied to the area 62c through slot 66c so that the base web 63 can be drawn into the area 62c to form an open pocket or container corresponding to compartment 60c which can then be filled...
- a lidding web (not shown) can be affixed to the base web 63 around the open pockets or containers to close and seal the compartments to form the multi-compartment pouch 60.
- the pouch 60 can then be separated from the combined web, the vacuum supply to all three recessed areas released and the pouch ejected from the cavity 62 in the rotatable former either by falling under gravity or by ejection with compressed air or a combination of both on to a suitable conveyor system.
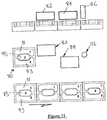
- a vacuum valve arrangement for sequential forming of base web 63 comprising three vacuum valves 67a,67b,67c wherein each valve 67a,67,67c controls the vacuum start and stop to each of the three recessed areas 62a,62b,62c respectively.
- Each valve 67a,67b,67c is mechanically controlled by an actuator 68a,68b,69c co-operable with a straight cam 69a,69b,69c arranged underneath the valve.
- the cams 69a,69b,69c are of different lengths and are configured so that the stop point is the same for all recessed areas 62a,62b,62c in order to release the pouch from the cavity 62.
- the first cam 69a is the longest, then the second cam 69b and the third cam 69c is the shortest.
- vacuum valve 67a is actuated first to apply vacuum to the area 62a so that the base web 63 can be drawn into the area 62a only to form an open pocket or container corresponding to compartment 60a which can then be filled. Whilst the vacuum to the area 62a is maintained, the vacuum valve 67b is next actuated to apply vacuum to the area 62b so that the base web 63 can be drawn into the second area 62b to form an open pocket or container corresponding to compartment 60b which can then be filled.
- the vacuum valve 67c is actuated to apply vacuum to the area 62c so that the base web 63 can be drawn into the area 62c to form an open pocket or container corresponding to compartment 60c which can then be filled...
- a lidding web (not shown) can be affixed to the base web 63 around the open pockets or containers to close and seal the compartments to form the multi-compartment pouch 60.
- the pouch 60 can then be separated from the combined web, the vacuum supply to all three recessed areas released and the pouch ejected from the cavity 62 in the rotatable former either by falling under gravity or by ejection with compressed air or a combination of both on to a suitable conveyor system.
- the cams 69a,69b,69c can be configured to be adjustable to alter the vacuum start and/or stop points to change the valve timing.
- the cams 69a,69b,69c may be made of two pieces (dove tailed, for example) which allows for length adjustment. Such adjustment may be effected remotely. This may allow easier adjustment of the valve timing compared to the arrangement of Figure 30 where the vacuum shoe has to be removed and either replaced by a vacuum shoe with different length slots or the slots cut to change the length and the shoe refitted.
- a further advantage of the arrangement of Figure 31 is that there is only one vacuum line going to the valve block for the valves 67a,67b,67c for each of the recessed areas 62a,62b,62c.
- individual lines from the vacuum shoe to each recessed area 62a,62b,62c are required.
- the cavities 62 in the former may be heated by internal and/or external heaters to assist forming the base web 63 into the cavities.
- the base web 63 may pass over a heated roller prior to being drawn into the first recessed area 62a.
- the base web 63 may be heated prior to be drawn into the second and/or third recessed areas to maintain flexibility of the web and assist forming into the recessed areas. Such heating may be effected from above for example by means of externally mounted hot air jets or externally mounted infra-red heaters.
- Figure 32 illustrates an example, which is by no means limiting, of a two compartment pouch 70 that can be produced on a machine similar to Figure 22 wherein a first open pocket or container 71 is formed in a base web and in this example filled using a belt feeder 72 or similar type area filler and only once the first container 71 has been filled, is a second open pocket or container 73 sequentially formed in the base web and in this example, filled using a point feeder 74.
- the feeders 72,74 may be replaced by any other feeders to suit the product added to the containers 71,73.
- Figure 33 illustrates an example, which is by no means limiting, of a three compartment pouch 80 that can be produced on a machine similar to Figure 22 wherein a first open pocket or container 81 is formed in a base web and in this example filled using a belt feeder 82 or similar type area filler and only once the first container 81 has been filled is a second open pocket or container 83 sequentially formed in the base web and in this example filled using a belt feeder 84 or similar type area filler and only once the second container 83 has been filled, is a third container 85 sequentially formed in the base web and in this example filled using a point feeder 86.
- the feeders 82,84,86 may be replaced by any other feeders to suit the product added to the containers 81,83,85.
- containers 81 and 83 may be formed and filled simultaneously and container 85 formed and filled sequentially.
- Figure 34 illustrates an example, which is by no means limiting, of a four compartment pouch 90 that can be produced on a machine similar to Figure 22 wherein a first container 91 is formed in a base web and in this example filled using a belt feeder 92 or similar type area filler and only once the first container 91 has been filled, is a second container 93 sequentially formed in the base web and in this example filled using a belt feeder 94 or similar type area filler and only once the second container 93 has been filled are a third container 95 and a fourth container 96 formed simultaneously in the base web and in this example, filled simultaneously using point feeders 97 and 98 respectively.
- the feeders 92,94,97,98 may be replaced by any other feeders to suit the product added to the containers 91,93,95,96.
- containers 91, 93, 95 and 96 may each be formed and filled sequentially.
- containers 91 and 93 may be formed and filled simultaneously and containers 95 and 96 may be formed and filled sequentially.
- Other combinations of simultaneous and sequential forming and filling of the containers will be apparent to those skilled in the art.
- Figure 35 illustrates examples, which are by no means limiting, of pouch designs which may be produced by means of the present invention.
- Figure 35(i) illustrates a two compartment pouch 100 where typically, although the nature of each composition as described hereafter is by no means limiting, open pocket or container 101 is formed first in a base web and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, and container 102 is formed second and filled with a liquid or gel composition filled by means of a point feeder. The pouch 100 is then closed by means of a lidding web.
- Figures 35(ii), 35(v), and 35(ix) illustrate different three compartment pouches 110 where typically, although the nature of each composition as described hereafter is by no means limiting, an open pocket or container 111 is formed first in a base web and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, open pocket or container 112 is formed second and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, and container 113 is formed third and filled with a liquid or gel composition filled by means of a point feeder. The pouch 110 is then closed by means of a lidding web.
- Figures 35(iii), 35(iv), 35vi) and 35(vii) illustrate different four compartment pouches 120 where typically, although the nature of each composition as hereafter described is by no means limiting, an open pocket or container 121 is formed first in a base web and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, container 122 is formed second and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, containers 123 and 124 are formed and filled either sequentially or contemporaneously with the same or different liquid or gel composition(s) filled by means of point feeders. The pouch 120 is then closed by means of a lidding web.
- Figure 35(viii) illustrates a six compartment pouch 130 where typically, although the nature of each composition as hereafter described is by no means limiting, container 131. is formed first in a base web and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, container 132 is formed second and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, and containers 133, 134, 135, and 136 are formed and filled either sequentially or contemporaneously and filled with the same or different liquid or gel composition(s) by means of point feeders. The pouch is then closed by means of a lidding web.
- the method of fill may be as follows:
- references to the orientation of the elements in this description are merely used to identify the various elements as they are oriented in the FIGURES. These terms are not meant to limit the element which they describe, as the various elements may be oriented differently in various applications. Further, the order or sequence of any process or method steps may be varied or re-sequenced according to alternative embodiments. Any means-plus-function clause is intended to cover the structures described herein as performing the recited function and not only structural equivalents but also equivalent structures. Other substitutions, modifications, changes and omissions may be made in the design, operating configuration, and arrangement of the preferred and other exemplary embodiments without departing from the scope of the appended claims.
- the methods and apparatus described herein may be adapted to produce multi-compartment pouches wherein all compartments of the pouch are filled with a composition or wherein at least one compartment is filled and at least one compartment is empty (i.e. not filled). All combinations of filled and empty compartments may be produced by the method and apparatus described herein.
- Multi-compartment pouches may have the compartments formed simultaneously or sequentially or a combination of simultaneous and sequentially formed compartments may be produced by the method and apparatus described herein.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Wood Science & Technology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Life Sciences & Earth Sciences (AREA)
- Organic Chemistry (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Wrappers (AREA)
- Packages (AREA)
- Making Paper Articles (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
- This invention concerns improvements in or relating to water-soluble pouches. More specifically, the invention concerns apparatus and methods for producing multi-compartment water-soluble pouches from two or more soluble substrates on continuous motion rotatable forming machines. The invention also concerns multi-compartment water-soluble pouches made from two or more soluble substrates, and in particular, but not exclusively, pouches made using the apparatus and methods of the present invention.
- In our earlier applications
WO2011/061628 andWO2013/190517 , continuous motion rotatable formers and pouches made thereon have been described. InWO2011/061628 , apparatus for making pouches from two water-soluble substrates was described wherein a rotatable former is provided with cavities into which a base web is formed to create open pockets in the base web. Once formed, the base web is tightly held by vacuum within the cavity throughout the process of filling the pockets, sealing the pockets with a top or lidding web to form pouches in the combined webs and separating the pouches from the combined web by transverse and web direction knives. InWO2013/190517 , apparatus for making multi-compartment pouches from four water-soluble substrates via two pouches was described wherein each pouch was made from two water-soluble substrates on separate rotatable formers similar to the process described inWO2011/061628 and the web of pouches on one former then joined to the web of pouches on the other former produce combined pouches before separating the combined pouches from the combined webs by transverse and web direction knives. - As described in the above earlier applications, after separating, many water-soluble substrates, especially those based substantially upon polyvinyl alcohol, are subject to what is known as shrink-back after forming but by holding the base web tightly within the cavity throughout the filling, sealing and cutting operations, shrink-back of the base web is prevented.
- When the machines described in the above earlier applications are used for making multi-compartment pouches from two water-soluble substrates, a particular difficulty arises when the number of compartments to be filled is greater than two due to the lack of space across the web in which to fit the necessary number of filling heads, and to the lack of time during which to complete the filling operation if the machine is to operate at its optimal manufacturing capacity. Lack of space across the web dictates the use of point filling heads such as nozzle injectors for liquids and gels, and augur fillers for powders and granules. However, even by means of point filling heads, it can be difficult to accommodate sufficient filling heads across the web, and particularly to fill powders and granules quickly enough.
- It is an object of the present invention to provide apparatus and methods for producing multi-compartment water-soluble pouches from two or more soluble substrates on continuous motion rotatable forming machines that address one or more of the aforementioned problems.
- In one aspect the invention provides a continuous motion rotatable forming machine for producing multi-compartment water soluble pouches as defined in
claim 1. Optional features are the subject ofclaims 2 to 4. - In another aspect the invention provides a method of making a water soluble multi-cpmartment pouch as defined in
claim 5. Optional features are the subject ofclaims 6 to 8. - In an exemplary embodiment, a multi-compartment pouch is formed from two water soluble substrates wherein the pouch is substantially symmetrical about a weld line between the two substrates.
- It may be that the pouch comprises at least two compartments and wherein each compartment is formed between the same two substrates. The compartments may contain different products selected for example from liquids, gels, powders and granules. At least one compartment may be empty, i.e.not filled.
- It may be that the pouch comprises three or more compartments.
- It may be that the compartments are disposed within the pouch such that they provide resistance to planar distortion.
- It may be that the compartments are disposed within the pouch such that any bending axis arbitrarily laid across the pouch cuts through the body of at least one compartment.
- It may be that the pouch contains a perimetric compartment.
- It may be that the pouch contains a divided perimetric compartment.
- It may be that at least one compartment is filled with a flowable composition, for example a liquid or gel.
- It may be that at least one compartment is filled with a solid composition, for example a powder or granules.
- It may be that at least one compartment is filled with more than one composition wherein the compositions are mutually compatible and not antagonistic to each other.
- It may be that one of the water soluble substrates is a top or lidding web and the other water soluble substrate is a base web. Multi-compartment pouches may be produced by forming a base web to create open pockets that are filled and then closed by a top or lidding web. The base web may be thermoformed.
- It may be that the top or lidding web is thinner than the base web.
- It may be that the top lidding web has a thickness of between 30% and 90%, more preferably between 50% and 75%, of that of the base web.
- It may be that each compartment is filled to at least 80%, more preferably at least 90%, of the available volume.
- It may be that the compartments are formed sequentially in the base web and each compartment is filled before a further compartment is formed and filled until all compartments have been filled whereupon the compartments are closed by sealing with a top or lidding web.
- It may be that the pouch is sealed to a second closed multi-compartment pouch such that the combined pouch comprises four water-soluble substrates.
- It may be that the pouch is sealed to a second open multi-compartment pouch such that the combined pouch comprises three water-soluble substrates.
- It may be that at least two compartments are filled with a greater weight of a powder or granular composition than the weight of any compartment filled with a liquid or gel.
- In an exemplary embodiment, a method of making a multi-compartment pouch from two water soluble substrates consisting of a base web and a top lidding web includes providing a former having a plurality of multi-compartment pouch forming cavities in a peripheral surface of the former, drawing the base web into the cavities to form a plurality of pockets within each pouch, filling one or more pockets with at least one product, closing the pockets in the base web with the top lidding web to form a plurality of sealed multi-compartment pouches, and separating the sealed multi-compartment pouches from the combined base web and top lidding web, wherein the top lidding web is thinner than the base web so that, as the base web retracts or shrinks back after the pouch has left the former, the pressure so generated within the pouch causes the top lidding web to distend to a greater extent than the contraction of the base web thereby increasing the internal volume of the pouch sufficiently to form a multi-compartment pouch substantially symmetrical about the weld line between the two substrates.
- It may be that each pocket of the multi-compartment pouch is filled with at least one product.
- It may be that the former is configured so that at least one open pocket of a pouch is formed and filled before at least one other open pocket of the pouch is formed and filled, and only once all open pockets have been filled is the pouch closed by sealing with a lidding web.
- It may be that a second pouch is affixed to the multi-compartment water-soluble pouch to form a combined pouch.
- It may be that each pouch comprises two water soluble substrates such that the combined pouch comprises four water-soluble substrates. The second pouch may be a multi-compartment pouch.
- It may be that the top or lidding web of the multi-compartment water-soluble pouch is provided by the second pouch such that the combined pouches comprises three water-soluble substrates. The second pouch may be a multi-compartment pouch.
- In an exemplary embodiment, apparatus for producing multi-compartment water-soluble pouches comprises a rotatable former having compartment forming cavities into which a base web can be formed, wherein the apparatus is configured so that at least one open compartment of a pouch is formed and filled before at least one other open compartment of the pouch is formed and filled, and only once all open compartments have been filled is the pouch closed by sealing with a lidding web.
- It may be that the former is a horizontal former and the multi-compartment pouch comprises two water soluble substrates.
- It may be that the former is a horizontal former and the apparatus includes a second former for producing water-soluble pouches comprising one or more compartments, wherein the formers are configured to affix a lidding web of a pouch on the horizontal former to a lidding web of a pouch on the second former to form a combined pouch comprising four water soluble substrates.
- It may be that the former is a horizontal former and the apparatus includes a second former for producing water-soluble pouches comprising one or more compartments, wherein the formers are configured to affix a lidding web of a pouch on the second former to a base web of a pouch on the horizontal former to form a combined pouch comprising three water soluble substrates.
- In an exemplary embodiment, a multi-compartment water-soluble pouch comprises two water-soluble substrates wherein at least two open compartments are formed and filled in a base web and closed by sealing with a lidding web wherein at least one open compartment is formed and filled before another open compartment is formed and filled.
- It may be that the pouch is substantially symmetrical about a weld line between the two substrates.
- It may be that each compartment is formed between the same two substrates. The compartments may contain different products selected for example from liquids, gels, powders and granules. At least one compartment may be empty, i.e.not filled.
- It may be that the pouch comprises three or more compartments.
- It may be that the compartments are disposed within the pouch such that they provide resistance to planar distortion.
- It may be that the compartments are disposed within the pouch such that any bending axis arbitrarily laid across the pouch cuts through the body of at least one compartment.
- It may be that the pouch contains a perimetric compartment.
- It may be that the pouch contains a divided perimetric compartment.
- It may be that at least one compartment is filled with a flowable composition, for example a liquid or gel.
- It may be that at least one compartment is filled with a solid composition, for example a powder or granules.
- It may be that at least one compartment is filled with more than one composition wherein the compositions are mutually compatible and not antagonistic to each other.
- It may be that the base web is thermoformed.
- It may be that the top or lidding web is thinner than the base web.
- It may be that the top lidding web has a thickness of between 30% and 90%, more preferably between 50% and 75%, of that of the base web.
- It may be that each compartment is filled to at least 80%, more preferably at least 90%, of the available volume.
- It may be that at least two compartments are formed sequentially in the base web. All the compartments may be formed sequentially.
- It may be that the pouch is sealed to a second closed multi-compartment pouch such that the combined pouch comprises four water-soluble substrates.
- It may be that the pouch is sealed to a second open multi-compartment pouch such that the combined pouch comprises three water-soluble substrates.
- It may be that at least two compartments are filled with a greater weight of a powder or granular composition than the weight of any compartment filled with a liquid
- It may be that the closed multi-compartment pouch is affixed to a second, closed pouch such that the combined pouch comprises four water-soluble substrates. The second pouch may be a multi-compartment pouch.
- It may be that the multi-compartment pouch is closed by affixing a second closed pouch such that the combined pouch comprises three water-soluble substrates. The second pouch may be a multi-compartment pouch
- In an exemplary embodiment, a multi-compartment water-soluble pouch comprises two water-soluble substrates wherein a plurality of compartments is formed sequentially in a base web and each compartment is filled before a further compartment is formed and filled until all compartments have been filled whereupon the pouch is closed by sealing with a lidding web.
- It may be that the pouch is substantially symmetrical about a weld line between the two substrates.
- It may be that each compartment is formed between the same two substrates. The compartments may contain different products selected for example from liquids, gels, powders and granules. At least one compartment may be empty, i.e.not filled.
- It may be that the pouch comprises three or more compartments.
- It may be that the compartments are disposed within the pouch such that they provide resistance to planar distortion.
- It may be that the compartments are disposed within the pouch such that any bending axis arbitrarily laid across the pouch cuts through the body of at least one compartment.
- It may be that the pouch contains a perimetric compartment.
- It may be that the pouch contains a divided perimetric compartment.
- It may be that at least one compartment is filled with a flowable composition, for example a liquid or gel.
- It may be that at least one compartment is filled with a solid composition, for example a powder or granules.
- It may be that at least one compartment is filled with more than one composition wherein the compositions are mutually compatible and not antagonistic to each other.
- It may be that the base web is thermoformed.
- It may be that the top or lidding web is thinner than the base web.
- It may be that the top lidding web has a thickness of between 30% and 90%, more preferably between 50% and 75%, of that of the base web.
- It may be that each compartment is filled to at least 80%, more preferably at least 90%, of the available volume.
- It may be that the compartments are formed sequentially in the base web and each compartment is filled before a further compartment is formed and filled until all compartments have been filled whereupon the compartments are closed by sealing with a top or lidding web.
- It may be that the pouch is sealed to a second closed multi-compartment pouch such that the combined pouch comprises four water-soluble substrates.
- It may be that the pouch is sealed to a second open multi-compartment pouch such that the combined pouch comprises three water-soluble substrates.
- It may be that at least two compartments are filled with a greater weight of a powder or granular composition than the weight of any compartment filled with a liquid.
- It may be that the weight of a powder or granular composition filled into one or more compartments of the pouch is greater than the weight of a liquid or gel composition filled into one more other compartments of the pouch.
- It may be that the weight of a powder or granular composition filled into at least two compartments of the pouch is greater than the weight of a liquid or gel composition filled into other compartments of the pouch.
- An exemplary embodiment, provides a method of making a water soluble multi-compartment pouch on a continuous motion rotatable forming machine having compartment forming cavities into which a base web can be formed, wherein the forming machine is configured so that at least one open compartment of a pouch is formed and filled before at least one other open compartment of the pouch is formed and filled, and only once all open compartments have been filled is the pouch closed by sealing with a lidding web.
- It may be that the closed multi-compartment water-soluble pouch is affixed to a second closed pouch such that the combined pouch comprises four water-soluble substrates. The second pouch may be a multi-compartment pouch
- It may be that the multi-compartment water-soluble pouch is closed by affixing a second closed pouch such that the combined pouch comprises three water-soluble substrates. The second pouch may be a multi-compartment pouch
- In an exemplary embodiment, a multi-compartment water-soluble pouch comprising two water-soluble substrates wherein a plurality of compartments is formed sequentially in a base web wherein at least one compartment is formed and filled before a further compartment is formed and filled whereupon all compartments are closed by sealing with a lidding web.
- It may be that the pouch is substantially symmetrical about a weld line between the two substrates.
- It may be that each compartment is formed between the same two substrates. The compartments may contain different products selected for example from liquids, gels, powders and granules. At least one compartment may be empty, i.e.not filled.
- It may be that the pouch comprises three or more compartments.
- It may be that the compartments are disposed within the pouch such that they provide resistance to planar distortion.
- It may be that the compartments are disposed within the pouch such that any bending axis arbitrarily laid across the pouch cuts through the body of at least one compartment.
- It may be that the pouch contains a perimetric compartment.
- It may be that the pouch contains a divided perimetric compartment.
- It may be that at least one compartment is filled with a flowable composition, for example a liquid or gel.
- It may be that at least one compartment is filled with a solid composition, for example a powder or granules.
- It may be that at least one compartment is filled with more than one composition wherein the compositions are mutually compatible and not antagonistic to each other.
- It may be that the base web is thermoformed.
- It may be that the top or lidding web is thinner than the base web.
- It may be that the top lidding web has a thickness of between 30% and 90%, more preferably between 50% and 75%, of that of the base web.
- It may be that each compartment is filled to at least 80%, more preferably at least 90%, of the available volume.
- It may be that the compartments are formed sequentially in the base web and each compartment is filled before a further compartment is formed and filled until all compartments have been filled whereupon the compartments are closed by sealing with a top or lidding web.
- It may be that the pouch is sealed to a second closed multi-compartment pouch such that the combined pouch comprises four water-soluble substrates.
- It may be that the pouch is sealed to a second open multi-compartment pouch such that the combined pouch comprises three water-soluble substrates.
- It may be that at least two compartments are filled with a greater weight of a powder or granular composition than the weight of any compartment filled with a liquid.
- It may be that the weight of a powder or granular composition filled into one or more compartments of the pouch is greater than the weight of a liquid or gel composition filled into one more other compartments of the pouch.
- It may be that the weight of a powder or granular composition filled into at least two compartments of the pouch is greater than the weight of a liquid or gel composition filled into other compartments of the pouch
- An exemplary embodiment provides a method of making a water soluble multi-compartment pouch on a continuous motion rotatable forming machine having compartment forming cavities into which a base web can be formed, wherein the forming machine is configured so that at least one open compartment of a pouch is formed and filled before at least one other open compartment of the pouch is formed and filled whereupon all compartments are closed by sealing with a lidding web.
- It may be that the closed multi-compartment water-soluble pouch is affixed to a second closed pouch such that the combined pouch comprises four water-soluble substrates. The second pouch may be a multi-compartment pouch.
- It may be that the multi-compartment water-soluble pouch is closed by affixing a second closed pouch such that the combined pouch comprises three water-soluble substrates. The second pouch may be a multi-compartment pouch
- In yet another aspect the present invention provides a continuous motion rotatable forming machine for producing multi-compartment water-soluble pouches, the machine comprising a rotatable former having compartment forming cavities into which a base web can be formed, wherein the forming machine is configured so that at least one compartment of a pouch is formed and filled before at least one other compartment of the pouch is formed and filled, and only once all compartments have been formed is the pouch closed and sealed by affixing a lidding web.
- It may be that at least one compartment is empty, i.e. not filled. It may be that at least two compartments are formed simultaneously.
- It may be that the lidding web comprises a web of formed filled and sealed pouches. It may be that the machine comprises two formers of which at least one is a horizontal former wherein each former is able to produce water-soluble pouches comprising one or more compartments, the lidding films of which are then sealed or bonded together to form a combined pouch. It may be that the machine comprises two formers of which at least one is a horizontal former wherein each former is able to produce water-soluble pouches comprising one or more compartments, the lidding film of pouches on one former closing pouches on the other former to form a combined pouch.
- In an exemplary embodiment, a multi-compartment water-soluble pouch comprises two water-soluble substrates wherein a plurality of compartments is formed sequentially in a base web and each sequentially formed compartment is filled before a further compartment is formed until all compartments have been formed whereupon the pouch is closed and sealed by affixing a lidding web.
- It may be that at least one compartment is empty, i.e. not filled. It may be that at least two compartments are formed simultaneously.
- It may be that the pouch is affixed to a second closed pouch such that the combined pouch comprises four water-soluble substrates. It may that the pouch is is affixed to a second open pouch such that the combined pouch comprises three water-soluble substrates. It may be that the second pouch comprises one or more compartments.
- It may be that at least two compartments are filled with a greater weight of a powder or granular composition than the weight of liquid or gel filled into any other compartment.
- It may be that each compartment is formed by and between the base web and lidding web.
- It may be that the pouch is symmetrical about a weld line between the base web and the lidding web.
- An exemplary embodiment provides a method of making a water soluble multi-compartment pouch on a continuous motion rotatable forming machine having compartment forming cavities into which a base web can be formed, wherein the forming machine is configured so that at least one compartment of a pouch is formed and filled before at least one other compartment of the pouch is formed and filled, and only once all compartments have been formed is the pouch closed by sealing with a lidding web.
- It may be that at least one compartment is empty, i.e. not filled. It may be that at least two compartments are formed simultaneously.
- It may be that the multi-compartment water-soluble pouch is affixed to a second closed pouch such that the combined pouch comprises four water-soluble substrates. It may be that the lidding web of the multi-compartment water-soluble pouch comprises a lidding web comprising a second closed pouch such that the combined pouch comprises three water-soluble substrates. It may be that the second closed pouch comprises one or more compartments.
- Aspects of the invention described herein may overcome the difficulties in the prior art described above of filling pouches comprising two substrates and containing multiple compartments, by forming and filling containers in the base web at separate stations along the web. These aspects are described herein as sequential forming and filling. The term container describes an open pocket created within the base web as a result of the forming process.
- In contrast, our earlier aforementioned applications describe forming containers in the base web contemporaneously (at the same moment) and subsequently filling the containers contemporaneously (at the same moment). Sequential forming and filling may be of particular use for powder or granule filling without the use of point filling heads, allowing greater flexibility of filling and resulting in multi-compartment pouches which have hitherto not been possible to produce.
- Powders or granules are often filled by spreading the powder or granules upon the surface of an already formed base web and then removing the excess by means of a scraper or doctor blade, leaving the powder or granules filling the formed container or a plurality of formed containers wherein there is substantially no powder or granules left upon the unformed portions of the base web.
- The base web may be formed into cavities within the former by different means known to those skilled in the art, including therefore vacuum forming, if necessary assisted by pre-treating the base web by spraying it with or passing it through a water mist, and/or by pre-heating the base web (thermoforming).
- Once formed, the base web may be held by vacuum within the cavity throughout the process of filling, sealing and separating the pouches by transverse and web direction knives from a combined base web and top or lidding web. Many water-soluble substrates, especially those based substantially upon poly-vinyl alcohol, are subject to what is known as shrink-back after forming but by holding the base web tightly within the cavity throughout the filling, sealing and cutting operations, shrink-back of the base web may be prevented.
- The foregoing is a summary and thus, by necessity, contains simplifications, generalizations, and omissions of detail. Any or all of the features, limitations, configurations, components, subcomponents, systems, and/or subsystems described above may be used in combination. Consequently, those skilled in the art will appreciate that the summary is illustrative only and is not intended to be in any way limiting. Other aspects, inventive features, and advantages of the devices and/or processes described herein, as defined by the claims, will become apparent in the detailed description set forth herein and taken in conjunction with the accompanying drawings wherein:
-
Figure 1 shows plan and sectional views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 2 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 3 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 4 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 5 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 6 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 7 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 8 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 9 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 10 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 11 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 12 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 13 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 14 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 15 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 16 shows plan, sectional and perspective views of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 17 shows plan, sectional and perspective views of of a multi-compartment pouch made from two substrates according to the present invention; -
Figure 18 shows reconfiguration of a formed pouch to a symmetrical configuration; -
Figure 19 shows arrangements not according to the invention for filling a multi-compartment pouch comprising two compartments; -
Figure 20 shows an arrangement not according to the invention for filling a multi-compartment pouch comprising three compartments; -
Figure 21 shows arrangements not according to the invention of the filling heads for filling multi-compartment pouches; -
Figure 22 shows an embodiment of a horizontal rotatable forming machine for producing pouches from two substrates; -
Figure 23 shows an embodiment of a horizontal rotatable former machine and a cylindrical rotatable forming machine for producing pouches from four substrates; -
Figure 24 shows an embodiment of a horizontal rotatable former machine and a cylindrical rotatable forming machine for producing pouches from three substrates; -
Figure 25 shows an embodiment of two horizontal rotatable forming machines for producing pouches from four substrates; -
Figure 26 shows an embodiment of two horizontal rotatable forming machines for producing pouches from three substrates; -
Figure 27 shows a pouch with three compartments; -
Figures 28 and29 show a method sequentially forming and filling the pouch ofFigure 27 ; -
Figure 30 shows apparatus for forming sequentially forming the compartments of the pouch shown inFigure 27 ; -
Figure 31 shows another apparatus for forming sequentially forming the compartments of the pouch shown inFigure 27 ; -
Figure 32 shows a method of sequentially forming and filling a pouch with two compartments; -
Figure 33 shows a method of sequentially forming and filling a pouch with three compatments; -
Figure 34 shows a method of sequentially forming and filling a pouch with four compartments; - Various
multi-compartment pouches 1 are shown inFigures 1 to 17 and summarised in the following Table :Figure Number Configuration in Plan View Number of Compartments 1 Circular or Elliptical with a complete perimetric compartment 2 2 Circular or Elliptical with a divided perimetric compartment 3 3 Triangular with rounded corners and a complete perimetric compartment 2 4 Triangular with rounded corners and a divided perimetric compartment 3 5 Square or Rectangular with a complete perimetric compartment 2 6 Square or Rectangular with a divided perimetric compartment and a divided central compartment 4 7 Horseshoe 2 8 Horseshoe with a divided external compartment 3 9 Central Tee compartment 3 10 Central H compartment 3 11 Rectangular with a divided perimetric compartment 3 12 Rectangular with a divided perimetric compartment 3 13 L-shaped external compartment 2 14 Wedge compartments 2 15 Wedge compartments with a central compartment 3 16 Shamrock compartments 4 17 Clover Leaf compartments 3 - Each
pouch 1 is formed from two watersoluble substrates base web 2 and a top orlidding web 3. Any suitable water soluble substrates may be employed.Pouches 1 having twocompartments 1a, 1b are shown inFigures 1 ,3 ,5 ,7 ,13 ,14 .Pouches 1 having threecompartments Figures 2 ,4 ,8 ,9 ,10 ,11 ,12 ,15 ,17 . Pouches having fourcompartments Figures 6 ,16 . Eachpouch 1 is symmertical about aweld line 4 between thebase web 2 andtop lidding web 3. Eachcompartment base web 2 and the top orlidding web 3. Thefootprint 5 of thepouches 1 and the number, shape and arrangement of thecompartments pouch 1 as seen from above the top orlidding web 3 of thepouch 1. - Water-soluble substrates are often by the very nature of the materials, lacking in rigidity. As a result, when forming a water soluble pouch from two water soluble substrates, the resulting pouch will itself have a tendency to lack rigidity or planar strength which will give an unattractive floppy aspect to the pouch when handled by the consumer. Such a lack of rigidity or planar strength is referred to herein as planar distortion. Whilst the majority of water-soluble substrates capable of being formed, for example thermoformed or vacuum formed, are at the present time, made substantially from polyvinyl alcohol resins, other water-soluble substrates capable of being formed may be used to practise the present invention.
- Planar distortion of multi-compartment pouches may be overcome or significantly reduced in this invention by one or more of the following factors:
- i) relative position and/or shape of the
compartments footprint 5. - ii) filling each
compartment - iii) selecting the relative thicknesses of the
top lidding web 3 and thebase web 2 in order to utilise the retraction or shrinkback of thebase web 2 after the webs have been sealed together and the pouch ejected from the forming machine or apparatus, - These factors and their impact on planar distortion of the resulting
pouch 1 are now discussed. It may be that these factors can be employed separately, or in combination of any two, or preferably in a combination of all three. The invention extends to and includespouches 1 so formed. Aspects of the invention referred to herein may include any of these factors and we do not intend the invention to be limited to those aspects specifically mentioned. - Planar distortion may be reduced by employing a perimetric compartment as one of the compartments. The term "perimetric" in this context describes a compartment which is situated around the perimeter of the pouch. In its simplest form, the perimetric compartment may be square or rectangular with rounded corners, allowing maximum use of the area of the footprint, and hence providing maximum possible compartment fill volumes. When viewed from above the top lidding web, such a square or rectangular perimetric compartment may follow the cut edges of the pouch with its outer limit set back from the cut edges of the pouch, for example at least 1.5mm from the cut edges of the pouch. A square or rectangular perimetric compartment may be rejected for marketing or other reasons in favour of other shapes, such as triangular with rounded corners, or pentagonal with rounded corners, or circular or elliptical although these shapes are by no means limiting. It will be apparent that departing from a square or rectangular perimetric compartment can reduce the combined fill volume of the compartments within the pouch and leave a larger flange around the perimetric or semi-perimetric compartment.
- The perimetric compartment may be divided into two or more separate compartments in order to increase the number of compartments within a pouch of a given footprint. However, by subdividing the perimetric compartment, there may be a loss of planar stability. The invention overcomes this loss of planar stability by compartmental design. As an example, if the perimetric compartment is divided into two semi-perimetric compartments, the pouch may, unless corrective design features are introduced to prevent it, flex about a line joining the seal areas between the semi-perimetric compartments. A multi-compartment pouch which is able to flex will be less appealing to the consumer than one which has planar stability.
- One or more of the compartments within the multi-compartment pouch may be left unfilled in order to provide additional resistance to planar distortion of the pouch.
- Planar distortion may be reduced by filling each compartment of the pouch to at least 80%, preferably at least 90%, of its available volume. Such a percentage fill of the available volume of each compartment has been found to contribute to planar stability of the pouch.
- The thickness of the top lidding web3 may be selected to be between 30% and 90%, preferably between 50% and 75%, of that of the
base web 2. By this means, when, after thepouches 1 have been sealed and ejected from the machine, thebase web 2 retracts or shrinks back to reduce the internal volume of each compartment. The pressure so generated within each compartment of thepouch 1 causes the thinnertop lidding web 3 to distend, typically to a greater degree than the shrinkage of thebase web 2, thereby increasing the internal volume of each compartment of thepouch 1. This can result in the formation of a substantiallysymmetrical pouch 1 about theweld line 5. This reconfiguration ofpouches 1 ejected fromcavities 6 of a rotable former 7 configured with a cylndrical surface is shown inFigure 18 . The former may 7 may be circular as shown inFigure 18 although this is not essential and other configurations of former may be employed, for example a rotable former configured with a flat horizontal surface.. Examples of cylindrical and horizontal formers that may be employed are shown and described inWO2011/061628 to which the reader is directed for further details. - Whilst the reduction in planar distortion provided by any single factor may not be sufficient to assure planar rigidity of the pouch, when all three factors are combined, there is an unexpected increase in planar rigidity which in turn provides a marketing advantage to the multi-compartment pouch of the present invention.
- Referring now to
Figures 19 and20 , examples of fillingmulti-compartment pouches 1 according to the present invention are illustrated although these examples are by no means limiting. The number ofpouches 1 formed, filled and sealed across the web of a machine is known as the number of tracks or lanes. - In
Figure 19 , filling ofpouches 1 with twocompartments 1a,1b similar to the pouch shown inFigure 14 is illustrated. The rotatable former 7 of the pouch making machine may be configured as shown and described inWO2011/061628 with a cylindrical surface 7a or alternatively with a flat horizontal surface. Thecompartments 1a,1b may be filled byheads 8a,8b. Theheads 8a,8b may be point fillers. Theheads 8a,8b may be configured to add a liquid, gel, powder or granules, for example nozzle injectors for liquids or gels or augur fillers for powders or granules.Heads 8a,8b may be connected to a feed for the same or different materials. Theheads 8a, 8b may be arranged with a space offset in the direction of movement of the surface 7a and fire simultaneously (option A) or with no space offset and fire at slightly different set points (option B). A similar arangmeent may be provided for each track or lane across the web of the machine. Heads in different tracks or lanes may be connected to the same or different supplies of material. This method is equally applicable where the multi-compartment pouch comprises more than two compartments. Generally, a filling head is provided for each compartment. - In
Figure 20 , filling ofpouches 1 with threecompartments Figure 15 is illustrated. The rotatable former 7 of the pouch making machine may be configured as shown and described inWO2011/061628 with a cylindrical surface 7a or alternatively with a flat horizontal surface. Thecompartments heads heads heads heads 8a,8b are configured to add a liquid or gel andhead 8c is configured to add a powder or granules.Heads 8a,8b may be connected to a feed for the same or different liquids or gels. A similar arrangement may be provided for each track or lane across the web of the machine. Heads in different tracks or lanes may be connected to the same or different supplies of material. Other arrangements ofheads - Referring now to
Figure 21 , methods of arranging the heads are illustrated. The heads may be arranged to create space for a plurality of heads within the confined space available. In one arrangement, the heads may be inclined to each other. For example, a head 8a for a liquid or gel and ahead 8b for a powder or granules may be inclined to each other. In another arrangement, ahead 8b for a powder or granules may be provided with a chute 9. The liquid or gel filling head 8a and chute 9 may be inclined to each other. Theheads 8a, 8b may be arranged to follow thecavity 6 of the former 7 as it advances so that the time available for completion of the filling operation is thereby increased and the product being filled is spread more evenly along the compartment in the base web. - By use of the above filling arrangements and/or by the programming of the software integrating the filling operation with the running speed of the machine, it may be possible to fill the compartments of a
multi-compartment pouch 1 during a time interval of up to one second. In this way, the machine may be capable of providing an output of approximately 60 pouches per minute for each track or lane of the machine. In the case of granular or powder solid products, the filling equipment is typically a multi-head auger filler and in the case of liquid products, the filling equipment is typically cylinder operated nozzle injectors with a cut off such that no drips arrive on the base web surrounding the cavities. Such contamination of the base web can subsequently inhibit good sealing of the base web with the top or lidding web. Hitherto, the filling operation has not allowed such filling speeds across so many tracks, preventing the compartments of a multi-compartment pouch from being filled within such a short time interval. - Embodiments of pouch forming machines are shown in
Figures 22 to 26 wherein like reference numerals are used to indicate the same or similar parts such that the operation of the same or similar parts will be understood from a description of any emebodiment without being repeated for other .embodiments. - An embodiment of a
pouch forming machine 20 is shown inFigure 22 comprising a horizontal rotatable former 21. The term horizontal rotatable former describes a machine wherein part of the former 21 comprises a horizontal surface orsection 21a. The former 21 may comprise an endless belt (only part of the former is shown inFigure 22 ). The machine is configured to form multi-compartment pouches from two water soluble substrates by sequential forming and filling each compartment of the pouch. In this embodiment, the former is provided withpouch forming cavities 23 configured to form pouches with three compartments but it will be understood this is not limiting and thecavities 23 can be configured to form pouches having two or more compartments. - A
base web 24 is unwound from an unwindingstation 25 and a first open pocket orcontainer 26 is formed in the base web at 27 and filled at 28. A second open pocket orcontainer 29 is formed in the base web at 30 and filled at 31. A third open pocket orcontainer 32 is formed in the base web at 33 and filled at 34. Alidding web 35 is unwound from an unwindingstation 36 and affixed to the base web at 37 thereby sealing and closing all the open pockets orcontainers multi-compartment pouches 38 within thecavities 23. The combined base web and lidding web is then moved to a cuttingstation 39 where thepouches 38 are separated from the combined web. In this embodiment, the top orlidding web 35 is affixed to thebase web 24 by solvent welding by wetting thelidding web 35 at 40. Other methods of affixing the top or lidding web may be employed such as heat sealing. - It is important to note that many possible designs of multi-compartment pouches having at least two compartments may be produced employing the
machine 20 by appropriate design of the pouch forming cavities. For example, themachine 20 may produce any of the pouches shown inFigures 1 to 17 although this is not limiting on the scope of the invention. Each compartment may be sequentially formed and filled with different compositions. Alternatively, where more than one compartment contains the same composition, these compartment may be formed and filled simultaneously with at least one other compartment being formed and filled sequentially. - Further embodiments of a pouch forming machine 20' are shown in
Figures 23 and24 comprising a combination of two rotatable formers wherein one rotatable former is a horizontal rotatable former 21 similar toFigure 22 and the other rotatable former is a cylindrical rotatable former 41. The term cylindrical rotatable former describes a machine where the former 41 comprises a circular surface or section 41a. The cylindrical former 41 is positioned above thehorizontal section 21a of the horizontal former 21. The former 41 is provided withpouch forming cavities 42 and may comprise a drum. - In
Figure 23 ,multi-compartment water pouches 38 comprising a water-soluble base web 24 and a water-soluble top orlidding web 35 are formed on the horizontal rotatable former 21 as described previously and water-soluble pouches 38' comprising a water soluble base web 24' and a water soluble top or lidding web 35' are formed on the cylindrical former 41. Thepouches 38,38' are brought together in register and combined by joining the top or liddingwebs 35,35'to each other at 44. The resulting combined pouch is formed from four water soluble webs or substrates. In this embodiment, the pouch 38' comprises a single compartment filled at 43. In other embodiments, the pouch 38' may comprise more than one compartment. Thepouches 38,38' may comprise any of the pouches shown inFigures 1 to 17 although this is not limiting on the scope of the invention. In other embodiments, thepouch 38 may be a single compartment and the pouch 38' may be multi-compartment. - In
Figure 24 , the top orlidding web 35 is omitted and the open pouches or containers formed by thebase web 24 on the former 21 are closed by the top or lidding web 35' of the pouches 38' on the former 41. The resulting pouch is formed from three water soluble webs or substrates Further embodiments of apouch forming machine 20" are shown inFigures 25 and26 comprising a combination of two rotatable formers wherein both rotatable formers are horizontalrotatable formers Figure 22 with a horizontal lower section 21b" of the former 21" positioned above the horizontalupper section 21a of the former 21. - In
Figure 25 ,multi-compartment pouches 38 comprising a water-soluble base web 24 and a water-soluble top orlidding web 35 are formed on the horizontal rotatable former 21 as described previously and water-soluble pouches 38" comprising a watersoluble base web 24" and a water soluble top orlidding web 35" are formed on the horizontal former 21". Thepouches webs station 39" may be provided in at least the transverse direction so that theclosed pouches 38" produced on the upper horizontal former 21", despite the vacuum holding them within thecavities 23"of the former 21", are not dislodged as the former 21" passes over the roller at 45.. - In this embodiment, the
pouch 38" is a multi-compartment pouch formed in similar manner to thepouch 38. In other embodiments, thepouch 38" may comprise a single compartment or any other design with two or more compartments. Thepouches Figures 1 to 17 although this is not limiting on the scope of the invention. - In
Figure 26 , the top orlidding web 35 is omitted and the open pouches or containers formed by thebase web 24 on the former 21 are closed by the top orlidding web 35" of thepouches 38" on the former 21". The resulting pouch is formed from three water soluble webs or substrates - By way of non-limiting example, a multi-compartment water
soluble pouch 60 with threecompartments Figure 27 . The method of sequentially forming and filling thepouch 60 is illustrated inFigures 28 and29 . - Referring to
Figures 28 and29 , a former 61 has acavity 62 with three recessedareas pouch 60. Abase web 63 is formed intoarea 62a to form an open pocket or container forcompartment 60a.Compartment 60a is then filled for example with a powder or granules by abelt feeder 64. Thefeeder 64 may have ascraper blade 66 to prevent overfilling of thecompartment 60a. Next, thebase web 63 is formed intoarea 62b to form an open pocket or container for compartment 60b. Compartment 60b is then filled for example with a powder or granules by abelt feeder 64. Finally thebase web 63 is formed intoarea 62c to form an open pocket or container forcompartment 60c.Compartment 60c is then filled for example with a liquid or gel by a nozzle feeder 65. The sequentially formed and filledcompartments - By means of sequential forming and filling, it may be possible to form and fill open pockets or containers in a base web to form compartments which, in plan view, "overlap" each other in the direction of travel of the web. In this way, multi-compartment pouches containing overlapping compartments can be made employing the sequential forming and filling method described herein which could not be made by conventional methods employing contemporaneous forming of the compartments followed by filling due to filling constraints. The above method may be employed for any design of multi-compartment pouch.
- Sequential forming of the
base web 63 may be effected by different methods. One method involves applying a vacuum to each recessedarea cavity 62 in turn. - Preferably the vacuum is maintained in each area in which the
base web 63 is formed and filled until thepouch 60 is ejected from the former 61. Sequential forming and filling offers the advantage of greater space, longer filling times and therefore ease of filling for powders or granules which do not flow freely from the filling heads. - The sequential vacuum supply to the
cavities 62 may be provided in various ways. Generally mechanical methods of vacuum control are preferred as being potentially more reliable than, for example, an electrical method that would require spinning electrical connections. Two methods of arranging the vacuum supply for sequential forming thebase web 63 to form open pockets or containers corresponding tocompartments pouch 60 are described below with reference toFigures 30 and31 , although other methods will be envisaged by those skilled in the art. - In
Figure 30 , a vacuum shoe arrangement for sequential forming ofbase web 63 is employed comprising threevacuum slots slot areas slots areas cavity 62. The first slot 66a has the earliest start point, then thesecond slot 66b and lastly thethird slot 66c. In this way the vacuum is applied first to thearea 62a through vacuum slot 66a so that thebase web 63 can be drawn into thearea 62a only to form an open pocket or container corresponding tocompartment 60a which can then be filled. Whilst the vacuum to thearea 62a is maintained, the vacuum is next applied to thearea 62b throughvacuum slot 66b so that thebase web 63 can be drawn into thesecond area 62b to form an open pocket or container corresponding to compartment 60b which can then be filled. Whilst the vacuum to theareas area 62c throughslot 66c so that thebase web 63 can be drawn into thearea 62c to form an open pocket or container corresponding tocompartment 60c which can then be filled... When all the pockets or containers have been formed and filled, a lidding web (not shown) can be affixed to thebase web 63 around the open pockets or containers to close and seal the compartments to form themulti-compartment pouch 60. Thepouch 60 can then be separated from the combined web, the vacuum supply to all three recessed areas released and the pouch ejected from thecavity 62 in the rotatable former either by falling under gravity or by ejection with compressed air or a combination of both on to a suitable conveyor system. - In
Figure 31 , a vacuum valve arrangement for sequential forming ofbase web 63 is employed comprising threevacuum valves valve areas valve actuator 68a,68b,69c co-operable with astraight cam 69a,69b,69c arranged underneath the valve. Thecams 69a,69b,69c are of different lengths and are configured so that the stop point is the same for all recessedareas cavity 62. Thefirst cam 69a is the longest, then the second cam 69b and the third cam 69c is the shortest.. In thisway vacuum valve 67a is actuated first to apply vacuum to thearea 62a so that thebase web 63 can be drawn into thearea 62a only to form an open pocket or container corresponding tocompartment 60a which can then be filled. Whilst the vacuum to thearea 62a is maintained, thevacuum valve 67b is next actuated to apply vacuum to thearea 62b so that thebase web 63 can be drawn into thesecond area 62b to form an open pocket or container corresponding to compartment 60b which can then be filled. Whilst the vacuum to theareas vacuum valve 67c is actuated to apply vacuum to thearea 62c so that thebase web 63 can be drawn into thearea 62c to form an open pocket or container corresponding tocompartment 60c which can then be filled... When all the pockets or containers have been formed and filled, a lidding web (not shown) can be affixed to thebase web 63 around the open pockets or containers to close and seal the compartments to form themulti-compartment pouch 60. Thepouch 60 can then be separated from the combined web, the vacuum supply to all three recessed areas released and the pouch ejected from thecavity 62 in the rotatable former either by falling under gravity or by ejection with compressed air or a combination of both on to a suitable conveyor system. - In arrangement of
Figure 31 , a simple vacuum shoe or some kind of a vacuum manifold for the initial vacuum connection to thevalve block 70 is required. However, thecams 69a,69b,69c can be configured to be adjustable to alter the vacuum start and/or stop points to change the valve timing. For example thecams 69a,69b,69c may be made of two pieces (dove tailed, for example) which allows for length adjustment. Such adjustment may be effected remotely. This may allow easier adjustment of the valve timing compared to the arrangement ofFigure 30 where the vacuum shoe has to be removed and either replaced by a vacuum shoe with different length slots or the slots cut to change the length and the shoe refitted. - A further advantage of the arrangement of
Figure 31 is that there is only one vacuum line going to the valve block for thevalves areas Figure 30 , individual lines from the vacuum shoe to each recessedarea - In some embodiments the
cavities 62 in the former may be heated by internal and/or external heaters to assist forming thebase web 63 into the cavities. In some embodiments thebase web 63 may pass over a heated roller prior to being drawn into the first recessedarea 62a. In some embodiments, thebase web 63 may be heated prior to be drawn into the second and/or third recessed areas to maintain flexibility of the web and assist forming into the recessed areas. Such heating may be effected from above for example by means of externally mounted hot air jets or externally mounted infra-red heaters. -
Figure 32 illustrates an example, which is by no means limiting, of a twocompartment pouch 70 that can be produced on a machine similar toFigure 22 wherein a first open pocket orcontainer 71 is formed in a base web and in this example filled using abelt feeder 72 or similar type area filler and only once thefirst container 71 has been filled, is a second open pocket orcontainer 73 sequentially formed in the base web and in this example, filled using apoint feeder 74. Thefeeders containers -
Figure 33 illustrates an example, which is by no means limiting, of a threecompartment pouch 80 that can be produced on a machine similar toFigure 22 wherein a first open pocket orcontainer 81 is formed in a base web and in this example filled using abelt feeder 82 or similar type area filler and only once thefirst container 81 has been filled is a second open pocket orcontainer 83 sequentially formed in the base web and in this example filled using abelt feeder 84 or similar type area filler and only once thesecond container 83 has been filled, is athird container 85 sequentially formed in the base web and in this example filled using apoint feeder 86. Thefeeders containers containers container 85 formed and filled sequentially. -
Figure 34 illustrates an example, which is by no means limiting, of a fourcompartment pouch 90 that can be produced on a machine similar toFigure 22 wherein afirst container 91 is formed in a base web and in this example filled using abelt feeder 92 or similar type area filler and only once thefirst container 91 has been filled, is asecond container 93 sequentially formed in the base web and in this example filled using abelt feeder 94 or similar type area filler and only once thesecond container 93 has been filled are athird container 95 and afourth container 96 formed simultaneously in the base web and in this example, filled simultaneously usingpoint feeders 97 and 98 respectively. Thefeeders containers containers containers containers -
Figure 35 illustrates examples, which are by no means limiting, of pouch designs which may be produced by means of the present invention. -
Figure 35(i) illustrates a two compartment pouch 100 where typically, although the nature of each composition as described hereafter is by no means limiting, open pocket orcontainer 101 is formed first in a base web and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, andcontainer 102 is formed second and filled with a liquid or gel composition filled by means of a point feeder. The pouch 100 is then closed by means of a lidding web. -
Figures 35(ii), 35(v), and 35(ix) illustrate different threecompartment pouches 110 where typically, although the nature of each composition as described hereafter is by no means limiting, an open pocket orcontainer 111 is formed first in a base web and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, open pocket orcontainer 112 is formed second and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, andcontainer 113 is formed third and filled with a liquid or gel composition filled by means of a point feeder. Thepouch 110 is then closed by means of a lidding web. -
Figures 35(iii), 35(iv), 35vi) and 35(vii) illustrate different fourcompartment pouches 120 where typically, although the nature of each composition as hereafter described is by no means limiting, an open pocket orcontainer 121 is formed first in a base web and filled with a powder or granular composition by means of a belt feeder or similar type area feeder,container 122 is formed second and filled with a powder or granular composition by means of a belt feeder or similar type area feeder,containers pouch 120 is then closed by means of a lidding web. -
Figure 35(viii) illustrates a sixcompartment pouch 130 where typically, although the nature of each composition as hereafter described is by no means limiting,container 131. is formed first in a base web and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, container 132 is formed second and filled with a powder or granular composition by means of a belt feeder or similar type area feeder, andcontainers - For the two compartment pouch illustrated in
Figure 35(i) , the method of fill may be as follows: - 1. Vacuum is applied to form
container 101 in the base web - 2.
Container 101 is filled by a belt feeder or similar type area filler - 5. Whilst maintaining the vacuum to form
container 101, vacuum is applied to formcontainer 102 - 6.
Container 102 is filled with a point type filler, i.e auger or liquid nozzle. - For the remaining pouches illustrated in
Figure 35 the method of fill may be the same wherein: - 1. Vacuum is applied to form container 111,121,131 only in the base web
- 2. Container 111,121,131 is filled by a belt feeder or similar type area filler
- 3. Whilst maintaining the vacuum to form container 111,121,131, vacuum is applied to form container 112,122,132 in the base web
- 4. Container 112,122,132 is filled by similar means as container 111,121,131 1
- 5. Whilst maintaining the vacuum to form containers 111,112,121,122,131,12, vacuum is applied to form containers 113,123,133 and above (134, 135, 136) in the base web
- 6. Containers 113,123,133 and above (134,135,136) are filled with a point type filler, i.e auger, or liquid nozzle.
- The construction and arrangement of the elements as shown in the exemplary embodiments are illustrative only. Although only a few embodiments of the present disclosure have been described in detail, those skilled in the art who review this disclosure will readily appreciate that many modifications are possible (e.g., variations in sizes, dimensions, structures, shapes and proportions of the various elements, values of parameters, mounting arrangements, use of materials, colors, orientations, etc.) without materially departing from the novel teachings and advantages of the subject matter recited. The elements and assemblies may be constructed from any of a wide variety of materials that provide sufficient strength or durability, in any of a wide variety of colors, textures, and combinations. Additionally, in the subject description, the word "exemplary" is used to mean serving as an example, instance, or illustration. Any embodiment or design described herein as "exemplary" is not necessarily to be construed as preferred or advantageous over other embodiments or designs. Rather, use of the word "exemplary" is intended to present concepts in a concrete manner. Accordingly, all such modifications are intended to be included within the scope of the present disclosure. Other substitutions, modifications, changes, and omissions may be made in the design, operating conditions, and arrangement of the preferred and other exemplary embodiments without departing from the scope of the appended claims.
- For purposes of this disclosure, references to the orientation of the elements in this description are merely used to identify the various elements as they are oriented in the FIGURES. These terms are not meant to limit the element which they describe, as the various elements may be oriented differently in various applications. Further, the order or sequence of any process or method steps may be varied or re-sequenced according to alternative embodiments. Any means-plus-function clause is intended to cover the structures described herein as performing the recited function and not only structural equivalents but also equivalent structures. Other substitutions, modifications, changes and omissions may be made in the design, operating configuration, and arrangement of the preferred and other exemplary embodiments without departing from the scope of the appended claims. For example, the methods and apparatus described herein may be adapted to produce multi-compartment pouches wherein all compartments of the pouch are filled with a composition or wherein at least one compartment is filled and at least one compartment is empty (i.e. not filled). All combinations of filled and empty compartments may be produced by the method and apparatus described herein. Multi-compartment pouches may have the compartments formed simultaneously or sequentially or a combination of simultaneous and sequentially formed compartments may be produced by the method and apparatus described herein.
Claims (8)
- A continuous motion rotatable forming machine for producing multi-compartment water-soluble pouches, the machine comprising a rotatable former (21;21") having compartment forming cavities (23;23") into which a base web (24;24") can be formed, characterised in that the forming machine is configured so that at least one compartment (26,29,32) of a pouch (38;38") is formed and filled before at least one other compartment (26,29,32) of the pouch (38;38") is formed and filled, and only once all compartments (26,29,32) have been filled is the pouch closed and sealed by affixing a lidding web (35;35';35").
- A machine according to claim 1 in which the lidding web (35';35") comprises a web of formed filled and sealed pouches (38';38").
- A machine according to claim 1 comprising two formers (21,41;21,21") of which at least one is a horizontal former (21,21 ") wherein each former is able to produce water-soluble pouches comprising one or more compartments, the lidding films (35;35';35") of which are then sealed or bonded together to form a combined pouch.
- A machine according to claim 1 comprising two formers (21,41;21,21") of which at least one is a horizontal former (21,21") wherein each former is able to produce water-soluble pouches comprising one or more compartments, the lidding film (35',35") of pouches on one former (41;21 ") closing pouches on the other former (21) to form a combined pouch.
- A method of making a water soluble multi-compartment pouch on a continuous motion rotatable forming machine having compartment forming cavities (23;23";42) into which a base web (24;24';24") can be formed, characterised in that the forming machine is configured so that at least one compartment of a pouch is formed and filled before at least one other compartment (26,29,32) of the pouch is formed and filled, and only once all compartments (26,29,32) have been filled is the pouch closed by sealing with a lidding web (35;35';35").
- A method according to claim 5 wherein the multi-compartment water-soluble pouch (38) is affixed to a second closed pouch (38' ;38") such that the combined pouch comprises four water-soluble substrates.
- A method according to claim 5 wherein the lidding web (35';35") of the multi-compartment water-soluble pouch (38) comprises a lidding web (35';35") comprising a second closed pouch (38';38") such that the combined pouch comprises three water-soluble substrates.
- A method according to claim 6 or claim 7 wherein the second closed pouch (38' ;38") comprises one or more compartments.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15199428.2A EP3025969B1 (en) | 2013-04-19 | 2014-04-22 | Water soluble pouches |
| PL15199428T PL3025969T3 (en) | 2013-04-19 | 2014-04-22 | Water soluble pouches |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB201307160A GB2513199B (en) | 2013-04-19 | 2013-04-19 | Multi-Compartment Pouches made from Two Water-Soluble Substrates |
| GB1320204.9A GB2520306B (en) | 2013-11-15 | 2013-11-15 | Improvements to rotatable forming and filling of water-soluble pouches |
| PCT/IB2014/060899 WO2014170882A1 (en) | 2013-04-19 | 2014-04-22 | Making water soluble pouches |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15199428.2A Division EP3025969B1 (en) | 2013-04-19 | 2014-04-22 | Water soluble pouches |
| EP15199428.2A Division-Into EP3025969B1 (en) | 2013-04-19 | 2014-04-22 | Water soluble pouches |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2834154A1 EP2834154A1 (en) | 2015-02-11 |
| EP2834154B1 true EP2834154B1 (en) | 2016-04-06 |
Family
ID=50680084
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15199428.2A Revoked EP3025969B1 (en) | 2013-04-19 | 2014-04-22 | Water soluble pouches |
| EP14722365.5A Not-in-force EP2834154B1 (en) | 2013-04-19 | 2014-04-22 | Making water soluble pouches |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP15199428.2A Revoked EP3025969B1 (en) | 2013-04-19 | 2014-04-22 | Water soluble pouches |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US20160068285A1 (en) |
| EP (2) | EP3025969B1 (en) |
| JP (1) | JP2016520483A (en) |
| CN (2) | CN106956793A (en) |
| CA (1) | CA2909375A1 (en) |
| ES (1) | ES2628913T3 (en) |
| MX (1) | MX2015014549A (en) |
| PL (1) | PL3025969T3 (en) |
| WO (1) | WO2014170882A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD821029S1 (en) | 2016-07-29 | 2018-06-19 | Henkel IP & Holding GmbH | Pouch |
| US10702894B2 (en) | 2016-06-24 | 2020-07-07 | The Procter & Gamble Company | Seal cleaner and process for soluble unit dose pouches containing granular composition |
| US10974412B2 (en) | 2016-11-15 | 2021-04-13 | Cloud Packaging Solutions Llc | Machine for cutting pouches with shaped perimeter edge, method and pouch |
| US11440692B2 (en) | 2020-02-20 | 2022-09-13 | Mespack Cloud, Llc | Patterned cut pouch forming machine, and method |
Families Citing this family (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| HUE054541T2 (en) * | 2014-05-21 | 2021-09-28 | Procter & Gamble | Methods and systems for dispensing a composition |
| ES2693343T3 (en) * | 2014-11-26 | 2018-12-11 | Henkel Ag & Co. Kgaa | Process for the production of a water-soluble bag |
| US11225348B2 (en) * | 2015-05-22 | 2022-01-18 | The Procter & Gamble Company | Process of making a water soluble pouch |
| US20160362200A1 (en) * | 2015-06-15 | 2016-12-15 | The Procter & Gamble Company | Process and apparatus for making water soluble pouches |
| AU201612020S (en) * | 2015-12-03 | 2016-05-30 | Henkel Ag & Co Kgaa | Packaging for detergent |
| USD779727S1 (en) * | 2015-12-22 | 2017-02-21 | Church & Dwight Co., Inc. | Dual chamber pod |
| USD832508S1 (en) * | 2015-12-22 | 2018-10-30 | Church & Dwight Co., Inc. | Three chamber pod |
| USD809710S1 (en) * | 2016-01-08 | 2018-02-06 | Reckitt Benckiser Laundry Detergents (No. 1) Bv | Capsule containing washing products |
| USD809708S1 (en) * | 2016-01-08 | 2018-02-06 | Reckitt Benckiser Laundry Detergents (No. 1) Bv | Capsule containing washing products |
| USD809202S1 (en) * | 2016-01-08 | 2018-01-30 | Reckitt Benckiser Laundry Detergents (No. 1) Bv | Capsule containing washing products |
| USD809201S1 (en) * | 2016-01-08 | 2018-01-30 | Reckitt Benckiser Laundry Detergents (No. 1) Bv | Capsule containing washing products |
| USD809709S1 (en) * | 2016-01-08 | 2018-02-06 | Reckitt Benckiser Laundry Detergents (No. 1) Bv | Capsule containing washing products |
| USD783203S1 (en) | 2016-04-22 | 2017-04-04 | Church & Dwight Co., Inc. | Three chamber pod |
| USD797991S1 (en) * | 2016-05-18 | 2017-09-19 | Church & Dwight Co., Inc. | Three chamber pod |
| USD827197S1 (en) * | 2016-06-08 | 2018-08-28 | Lg Electronics Inc. | Capsule packaging for detergent for use with washing machines |
| USD809200S1 (en) * | 2016-06-29 | 2018-01-30 | Reckitt Benckiser Laundry Detergents (No. 1) Bv | Capsule containing washing products |
| USD821643S1 (en) * | 2016-10-24 | 2018-06-26 | Cloud Packaging Solutions Llc | Pouch |
| USD829377S1 (en) * | 2016-10-24 | 2018-09-25 | Cloud Packaging Solutions Llc | Pouch |
| HUE057785T2 (en) | 2016-11-10 | 2022-06-28 | Unilever Ip Holdings B V | Multi-compartment water-soluble capsules |
| USD821644S1 (en) * | 2016-11-16 | 2018-06-26 | Cloud Packaging Solutions Llc | Pouch |
| MX2019007193A (en) | 2017-01-04 | 2019-09-05 | Church & Dwight Co Inc | A system and a related method for forming a multi-chamber package. |
| DE102017205549A1 (en) * | 2017-03-31 | 2018-10-04 | Henkel Ag & Co. Kgaa | detergent product |
| DE102017205547A1 (en) * | 2017-03-31 | 2018-10-04 | Henkel Ag & Co. Kgaa | detergent product |
| DE102017205550A1 (en) * | 2017-03-31 | 2018-10-04 | Henkel Ag & Co. Kgaa | detergent product |
| NL2018707B1 (en) * | 2017-04-13 | 2018-10-24 | Eme Engel Machf En Engineering B V | Packaging system for producing pouches |
| USD844450S1 (en) | 2017-07-12 | 2019-04-02 | Korex Canada Company | Detergent pouch |
| CN107985676A (en) * | 2017-12-22 | 2018-05-04 | 广州市大德包装机械有限公司 | Three layers of water soluble film packing machine |
| CN108069058A (en) * | 2017-12-22 | 2018-05-25 | 广州市大德包装机械有限公司 | Twin-roll water soluble film packing machine |
| CN108001720B (en) * | 2017-12-22 | 2024-06-11 | 广州市大德包装机械有限公司 | Four-layer water-soluble film packaging machine |
| USD846189S1 (en) * | 2018-01-12 | 2019-04-16 | Nwg-H Inc. | Multi-chamber dishwasher detergent pack |
| USD846800S1 (en) * | 2018-01-12 | 2019-04-23 | Nwg-H Inc. | Multi-chamber laundry detergent pack |
| USD841237S1 (en) * | 2018-03-22 | 2019-02-19 | Envirocon Technologies, Inc. | Laundry pod |
| CA3097091A1 (en) | 2018-04-19 | 2019-10-24 | Church & Dwight Co., Inc. | Apparatus, system, and method for filling a chambered package |
| USD903193S1 (en) * | 2018-08-31 | 2020-11-24 | Henkel Ag & Co. Kgaa | Pouch |
| WO2020109079A1 (en) * | 2018-11-26 | 2020-06-04 | Unilever Plc | Customised unit dose products |
| USD921982S1 (en) * | 2019-01-15 | 2021-06-08 | Henkel Ag & Co. Kgaa | Pouch |
| US11014272B2 (en) | 2019-01-18 | 2021-05-25 | Whealthfields (Guangzhou) Co., Ltd. | Laundry bead molding mold, laundry bead and laundry bead molding method |
| CN109876735B (en) * | 2019-01-18 | 2020-07-28 | 威莱(广州)日用品有限公司 | Washing bead forming mold, washing bead and washing bead forming method |
| DE102019207162A1 (en) * | 2019-05-16 | 2020-11-19 | Henkel Ag & Co. Kgaa | Method for producing a portion unit of a detergent and portion unit |
| CN110316473B (en) * | 2019-07-16 | 2024-05-28 | 威莱(广州)日用品有限公司 | Multi-cavity gel bead and manufacturing method thereof |
| USD929653S1 (en) * | 2019-07-20 | 2021-08-31 | Henkel IP & Holding GmbH | Pouch |
| EP3786272A1 (en) | 2019-09-02 | 2021-03-03 | BlueSun Consumer Brands, S.L. | Unit dose liquid laundry detergent composition |
| EP4038174B1 (en) * | 2019-09-30 | 2023-07-12 | Unilever IP Holdings B.V. | Machine dishwasher capsule with three compartments |
| DE102019131454A1 (en) * | 2019-11-21 | 2021-05-27 | Henkel Ag & Co. Kgaa | Active substance sachet, method for producing an active substance sachet and use of an active substance sachet |
| EP3828255B1 (en) * | 2019-11-29 | 2023-11-22 | Henkel AG & Co. KGaA | Multiple chamber detergent product with high contrast between chambers |
| AU2021302356B2 (en) | 2020-07-03 | 2024-06-13 | Unilever Global Ip Limited | A unit dose capsule |
| CN115735003A (en) | 2020-07-03 | 2023-03-03 | 联合利华知识产权控股有限公司 | Unit dose capsule |
| WO2022002620A1 (en) | 2020-07-03 | 2022-01-06 | Unilever Ip Holdings B.V. | A unit dose capsule |
| TW202210621A (en) | 2020-07-03 | 2022-03-16 | 英商聯合利華全球智財公司 | Method of producing a unit dose capsule for treatment of a substrate |
| TW202216980A (en) | 2020-07-03 | 2022-05-01 | 英商聯合利華全球智財公司 | Method of producing a unit dose capsule for treatment of a substrate |
| USD997448S1 (en) * | 2020-07-30 | 2023-08-29 | The Spb Global Corporation, S.L. | Single dose water-soluble capsule for cleaning products |
| EP4079649B1 (en) * | 2021-04-19 | 2023-12-27 | Fameccanica.Data S.p.A. | A dosing apparatus, and machine and method for producing unit dose articles |
| EP4190707A1 (en) * | 2021-12-03 | 2023-06-07 | Fameccanica.Data S.p.A. | Wetting unit and forming machine and method for producing unit dose articles |
| US11464384B1 (en) | 2022-03-31 | 2022-10-11 | Techtronic Cordless Gp | Water soluable package for a floor cleaner |
| USD1040664S1 (en) | 2022-05-06 | 2024-09-03 | Henkel Ag & Co. Kgaa | Pouch |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2219578A (en) * | 1936-12-19 | 1940-10-29 | Sharp & Dohme Inc | Manufacture of medicinal capsules |
| US2497212A (en) * | 1945-10-31 | 1950-02-14 | Alfonso M Donofrio | Method of manufacturing capsules |
| US3218776A (en) * | 1961-09-11 | 1965-11-23 | Cloud Machine Corp | Packaging method and apparatus |
| JPS6173642U (en) * | 1984-10-18 | 1986-05-19 | ||
| US5366685A (en) * | 1989-07-18 | 1994-11-22 | Idemitsu Petrochemical Co., Ltd. | Process of molding thermoplastic sheet by plug assist vacuum forming |
| JPH03234800A (en) * | 1990-02-09 | 1991-10-18 | Toppan Printing Co Ltd | Individually packaged detergent |
| JPH0473269A (en) * | 1990-07-10 | 1992-03-09 | Toppan Printing Co Ltd | Production of bag material for individually packaged detergent |
| US5224601A (en) * | 1990-07-18 | 1993-07-06 | Rhone-Poulenc Ag Company | Water soluble package |
| IL101490A (en) | 1991-04-05 | 1995-03-15 | Rhone Poulenc Agriculture | Package for agrochemicals |
| FR2801287B1 (en) * | 1999-11-24 | 2002-04-26 | Thimonnier Sa | PACKAGING FOR TWO PRODUCTS TO BE USED AT THE SAME TIME |
| GB0006430D0 (en) * | 2000-03-17 | 2000-05-03 | Stanelco Fibre Optics Ltd | Capsules |
| AU2001284175B2 (en) | 2000-08-25 | 2006-07-13 | Reckitt Benckiser (Uk) Limited | Water-soluble thermoformed containers comprising aqueous compositions |
| GB0020964D0 (en) | 2000-08-25 | 2000-10-11 | Reckitt & Colmann Prod Ltd | Improvements in or relating to containers |
| GB0021112D0 (en) | 2000-08-25 | 2000-10-11 | Reckitt & Colmann Prod Ltd | Improvements in or relating to containers |
| US6624130B2 (en) * | 2000-12-28 | 2003-09-23 | Unilever Home & Personal Care Usa Division Of Conopco, Inc. | Laundry product |
| EP1241112A3 (en) * | 2001-03-15 | 2003-02-26 | The Procter & Gamble Company | Flexible multiple compartment pouch |
| GB2374582A (en) | 2001-04-20 | 2002-10-23 | Reckitt Benckiser | Water soluble container containing a composition |
| GB2374580B (en) | 2001-04-20 | 2003-07-16 | Reckitt Benckiser | Water-soluble containers |
| CA2447202A1 (en) * | 2001-05-14 | 2002-11-21 | Aquasol Limited | Thermoformed water-soluble package enclosed within an external thermoformed water-insoluble holder and a method for making the package |
| GB2362868B (en) * | 2001-05-14 | 2002-08-21 | Aquasol Ltd | Packaging systems |
| EP1375637A1 (en) | 2002-06-17 | 2004-01-02 | Unilever N.V. | Detergent compositions |
| JPWO2004092017A1 (en) * | 2003-04-14 | 2006-07-06 | 出光ユニテック株式会社 | Package manufacturing method and manufacturing apparatus thereof |
| JP4341015B2 (en) * | 2003-08-27 | 2009-10-07 | 株式会社フコク | Method for manufacturing multi-chamber container with easy-open contents |
| GB0404023D0 (en) * | 2004-02-24 | 2004-03-31 | Udobo Ltd | Packaging particularly for foodstuffs |
| GB2415163A (en) | 2004-06-19 | 2005-12-21 | Reckitt Benckiser Nv | A process for preparing a water-soluble container |
| US7325703B2 (en) * | 2005-06-16 | 2008-02-05 | R.P. Scherer Technologies, Inc. | Multi-cavity blister package for storing and dispensing flowable substances |
| GB0700929D0 (en) | 2007-01-18 | 2007-02-28 | Reckitt Benckiser Nv | Dosage element and a method of manufacturing a dosage element |
| GB0700931D0 (en) | 2007-01-18 | 2007-02-28 | Reckitt Benckiser Nv | Dosage element and a method of manufacturing a dosage element |
| GB0700920D0 (en) | 2007-01-18 | 2007-02-28 | Reckitt Benckiser Nv | Dosage element and a method of manufacturing a dosage element |
| EP2108041A1 (en) | 2007-01-18 | 2009-10-14 | Reckitt Benckiser N.V. | Dosage element and a method of manufacturing a dosage element |
| PL2380966T5 (en) | 2008-02-08 | 2022-05-30 | The Procter And Gamble Company | Process for making a water-soluble pouch |
| WO2009125465A1 (en) * | 2008-04-07 | 2009-10-15 | 株式会社ツキオカ | Process for producing medicinal preparation for oral administration and apparatus for producing medicinal preparation for oral administration |
| ATE539141T1 (en) * | 2008-06-13 | 2012-01-15 | Procter & Gamble | MULTI-CHAMBER BAGS |
| ES2642318T3 (en) * | 2009-05-19 | 2017-11-16 | The Procter & Gamble Company | A method to print water soluble film |
| GB2475538B (en) | 2009-11-23 | 2011-11-23 | Rideau Machinery Inc | Improvements to continuous motion rotary thermoforming of soluble pouches |
| GB201101547D0 (en) * | 2011-01-31 | 2011-03-16 | Reckitt Benckiser Nv | Container for use in a washing process |
| CA2876991A1 (en) * | 2012-06-23 | 2013-12-27 | Rideau Machinery Inc. | Improvements to continuous motion rotatable forming of soluble pouches |
-
2014
- 2014-04-22 CN CN201610860336.4A patent/CN106956793A/en active Pending
- 2014-04-22 EP EP15199428.2A patent/EP3025969B1/en not_active Revoked
- 2014-04-22 CA CA2909375A patent/CA2909375A1/en not_active Abandoned
- 2014-04-22 MX MX2015014549A patent/MX2015014549A/en unknown
- 2014-04-22 US US14/785,214 patent/US20160068285A1/en not_active Abandoned
- 2014-04-22 CN CN201480022102.1A patent/CN105307941A/en active Pending
- 2014-04-22 ES ES15199428.2T patent/ES2628913T3/en active Active
- 2014-04-22 EP EP14722365.5A patent/EP2834154B1/en not_active Not-in-force
- 2014-04-22 WO PCT/IB2014/060899 patent/WO2014170882A1/en active Application Filing
- 2014-04-22 PL PL15199428T patent/PL3025969T3/en unknown
- 2014-04-22 JP JP2016508281A patent/JP2016520483A/en active Pending
-
2016
- 2016-09-07 US US15/258,638 patent/US20170057716A1/en not_active Abandoned
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10702894B2 (en) | 2016-06-24 | 2020-07-07 | The Procter & Gamble Company | Seal cleaner and process for soluble unit dose pouches containing granular composition |
| USD821029S1 (en) | 2016-07-29 | 2018-06-19 | Henkel IP & Holding GmbH | Pouch |
| US10974412B2 (en) | 2016-11-15 | 2021-04-13 | Cloud Packaging Solutions Llc | Machine for cutting pouches with shaped perimeter edge, method and pouch |
| US11440692B2 (en) | 2020-02-20 | 2022-09-13 | Mespack Cloud, Llc | Patterned cut pouch forming machine, and method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2834154A1 (en) | 2015-02-11 |
| US20160068285A1 (en) | 2016-03-10 |
| CN105307941A (en) | 2016-02-03 |
| CA2909375A1 (en) | 2014-10-23 |
| EP3025969A1 (en) | 2016-06-01 |
| ES2628913T3 (en) | 2017-08-04 |
| WO2014170882A1 (en) | 2014-10-23 |
| PL3025969T3 (en) | 2017-10-31 |
| EP3025969B1 (en) | 2017-04-19 |
| MX2015014549A (en) | 2016-06-29 |
| CN106956793A (en) | 2017-07-18 |
| US20170057716A1 (en) | 2017-03-02 |
| JP2016520483A (en) | 2016-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2834154B1 (en) | Making water soluble pouches | |
| US8366855B2 (en) | Automated machine and method for mounting a fitment to a flexible pouch | |
| US4478386A (en) | Bag for use in the shaping of liquid food products of stimulants, and a method and an apparatus for use in the production of the bag | |
| CN100500516C (en) | A machine and method for making filter bags of tetrahedral shape for infusion products | |
| CN104936862B (en) | For manufacturing the machine of the filter bag of infusion product | |
| US20090255626A1 (en) | Automated machine and method for mounting a fitment to a flexible pouch | |
| JPS6013629A (en) | Device for pasting band-shaped body on vessel | |
| US9114569B2 (en) | Automated machine and method for mounting a fitment to a flexible pouch | |
| US20080131244A1 (en) | System, method and machine for continuous loading of a product | |
| US20170101204A1 (en) | System for Forming Packages From Film Material | |
| CN109476389A (en) | The method and apparatus for manufacturing the capsule of liquid filling | |
| ES2823487T3 (en) | Procedure and machine for assembling rigid tubular bodies made of cardboard material with a closing structure | |
| US20170101203A1 (en) | System for forming packages from film material | |
| US5511358A (en) | Securing small bags to belt-like member | |
| CN108463409A (en) | The method for folding unit and production packaging is wrapped by sealing of production packaging is wrapped by sealing | |
| US8572934B2 (en) | Food portioning system | |
| GB2520306A (en) | Improvements to rotatable forming and filling of water-soluble pouches | |
| DE102015001027A1 (en) | Method and device for producing cigarette packets | |
| JPH09262914A (en) | Bag making machine | |
| JP2022528130A (en) | Manufacturing method and manufacturing equipment of the dispensing part of the container, and the dispensing part of the container | |
| GB2513199A (en) | Multi-Compartment Pouches made from Two Water-Soluble Substrates | |
| CN107444709A (en) | Apparatus and method for manufacturing bag packaging | |
| CN113905951B (en) | Subsequent gable wall forming apparatus and method for packages with inclined gable walls | |
| US20210403187A1 (en) | Method for packaging portioned products which are liquid or pasty in the processing state, and packaging machine for carrying out such a method | |
| IT202100031115A1 (en) | MACHINE FOR THE PRODUCTION OF PACKAGES FOR LIQUID OR PASTY PRODUCTS AND RELATED METHOD FOR PRODUCING THE PACKAGES. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20141029 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20151006 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 787519 Country of ref document: AT Kind code of ref document: T Effective date: 20160415 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602014001431 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Ref country code: NL Ref legal event code: MP Effective date: 20160406 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 787519 Country of ref document: AT Kind code of ref document: T Effective date: 20160406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160806 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160706 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602014001431 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160707 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160808 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161101 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 |
|
| 26N | No opposition filed |
Effective date: 20170110 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160422 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160430 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160406 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180422 |