EP2620594B1 - Verfahren zur herstellung einer turbinenkomponente aus mehreren materialien - Google Patents
Verfahren zur herstellung einer turbinenkomponente aus mehreren materialien Download PDFInfo
- Publication number
- EP2620594B1 EP2620594B1 EP13151337.6A EP13151337A EP2620594B1 EP 2620594 B1 EP2620594 B1 EP 2620594B1 EP 13151337 A EP13151337 A EP 13151337A EP 2620594 B1 EP2620594 B1 EP 2620594B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- turbine
- article
- forming
- intermediate component
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 82
- 238000004519 manufacturing process Methods 0.000 title claims description 58
- 238000000034 method Methods 0.000 claims description 53
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 28
- 239000000654 additive Substances 0.000 claims description 19
- 230000000996 additive effect Effects 0.000 claims description 19
- 229910000601 superalloy Inorganic materials 0.000 claims description 15
- 229910052759 nickel Inorganic materials 0.000 claims description 14
- 239000002184 metal Substances 0.000 claims description 12
- 229910052751 metal Inorganic materials 0.000 claims description 12
- 239000013078 crystal Substances 0.000 claims description 5
- 238000010438 heat treatment Methods 0.000 claims description 5
- 230000004927 fusion Effects 0.000 claims description 3
- 238000011282 treatment Methods 0.000 description 18
- 239000000843 powder Substances 0.000 description 14
- 238000012545 processing Methods 0.000 description 14
- 239000007789 gas Substances 0.000 description 12
- 230000035882 stress Effects 0.000 description 12
- 238000001513 hot isostatic pressing Methods 0.000 description 10
- 238000013461 design Methods 0.000 description 9
- 239000000956 alloy Substances 0.000 description 8
- 238000005050 thermomechanical fatigue Methods 0.000 description 8
- 229910045601 alloy Inorganic materials 0.000 description 7
- 238000003754 machining Methods 0.000 description 7
- 230000003647 oxidation Effects 0.000 description 7
- 238000007254 oxidation reaction Methods 0.000 description 7
- 230000032683 aging Effects 0.000 description 6
- 238000005538 encapsulation Methods 0.000 description 6
- 238000000576 coating method Methods 0.000 description 5
- 239000000567 combustion gas Substances 0.000 description 5
- 238000000151 deposition Methods 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 238000005498 polishing Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 238000000137 annealing Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 230000033001 locomotion Effects 0.000 description 3
- 238000005088 metallography Methods 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 230000000171 quenching effect Effects 0.000 description 3
- 238000005266 casting Methods 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 238000011960 computer-aided design Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 239000012255 powdered metal Substances 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 239000012720 thermal barrier coating Substances 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- WHRVRSCEWKLAHX-LQDWTQKMSA-N benzylpenicillin procaine Chemical compound [H+].CCN(CC)CCOC(=O)C1=CC=C(N)C=C1.N([C@H]1[C@H]2SC([C@@H](N2C1=O)C([O-])=O)(C)C)C(=O)CC1=CC=CC=C1 WHRVRSCEWKLAHX-LQDWTQKMSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000009760 electrical discharge machining Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 230000037406 food intake Effects 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000010100 freeform fabrication Methods 0.000 description 1
- 238000007499 fusion processing Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- BHEPBYXIRTUNPN-UHFFFAOYSA-N hydridophosphorus(.) (triplet) Chemical compound [PH] BHEPBYXIRTUNPN-UHFFFAOYSA-N 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000000110 selective laser sintering Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000005480 shot peening Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000003878 thermal aging Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/009—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of turbine components other than turbine blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/64—Treatment of workpieces or articles after build-up by thermal means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/04—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of turbine blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/04—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass turbine or like blades from several pieces
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B11/00—Single-crystal growth by normal freezing or freezing under temperature gradient, e.g. Bridgman-Stockbarger method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/30—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C30—CRYSTAL GROWTH
- C30B—SINGLE-CRYSTAL GROWTH; UNIDIRECTIONAL SOLIDIFICATION OF EUTECTIC MATERIAL OR UNIDIRECTIONAL DEMIXING OF EUTECTOID MATERIAL; REFINING BY ZONE-MELTING OF MATERIAL; PRODUCTION OF A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; SINGLE CRYSTALS OR HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; AFTER-TREATMENT OF SINGLE CRYSTALS OR A HOMOGENEOUS POLYCRYSTALLINE MATERIAL WITH DEFINED STRUCTURE; APPARATUS THEREFOR
- C30B29/00—Single crystals or homogeneous polycrystalline material with defined structure characterised by the material or by their shape
- C30B29/10—Inorganic compounds or compositions
- C30B29/52—Alloys
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/49336—Blade making
Claims (6)
- Verfahren zur Herstellung einer Motorkomponente (200), wobei das Verfahren die Schritte umfasst:Bereitstellen eines ersten Abschnitts (250) eines Zwischenkomponentenartikels (450), wobei der erste Abschnitt (250) ein erstes Material umfasst;Unterziehen des ersten Abschnitts (250) des Zwischenkomponentenartikels (450) einer Wärmebehandlung;nach dem Unterziehungsschritt Formen eines zweiten Abschnitts (270) des Zwischenkomponentenartikels (450) auf dem ersten Abschnitt (250) des Zwischenkomponentenartikels (450) mit einer generativen Herstellungstechnik, wobei der zweite Abschnitt (270) ein zweites Material umfasst;Formen eines dritten Abschnitts (290) des Zwischenkomponentenartikels (450) auf dem ersten Abschnitt (250) des Zwischenkomponentenartikels (450), wobei der dritte Abschnitt (290) ein drittes Material umfasst; undUnterziehen des ersten und zweiten Abschnitts (250, 270) des Zwischenkomponentenartikels (450) einer Wärmebehandlung vor dem Schritt des Formens des dritten Abschnitts (290) des Zwischenkomponentenartikels (450);Fertigstellen des Zwischenkomponentenartikels (450), um die Motorkomponente (200) zu bilden; wobei die Motorkomponente (200) eine Turbinenkomponente (200) ist, und wobei der Bereitstellungsschritt das Bereitstellen eines Schaufelabschnitts (250) als ersten Abschnitt (250) einschließt, wobei das Formen des zweiten Abschnitts (270) das Bereitstellen eines Spitzenabschnitts (270) als zweiten Abschnitt (270) einschließt und das Formen des dritten Abschnitts (290) das Bereitstellen eines Befestigungsabschnitts (290) als dritten Abschnitt (290) einschließt.
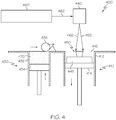
- Verfahren nach Anspruch 1, wobei der Formungsschritt das direkte Metalllaserverschmelzen aufeinanderfolgender Schichten aus Konstruktionsmaterial (470) in den zweiten Abschnitt (270) einschließt.
- Verfahren nach Anspruch 1, wobei der Formungsschritt das Formen des zweiten Abschnitts (270) mit direktem Metalllaserverschmelzen einschließt.
- Verfahren nach Anspruch 1, wobei der Bereitstellungsschritt das Bereitstellen des ersten Abschnitts (250) derart einschließt, dass das erste Material ein Einkristallmaterial ist.
- Verfahren nach Anspruch 1, wobei der Bereitstellungsschritt das Bereitstellen des zweiten Abschnitts (270) derart einschließt, dass das zweite Material eine Hochtemperatur-Superlegierung auf Nickelbasis ist, die überwiegend durch Gamma-Primer gehärtet ist.
- Verfahren nach Anspruch 5, wobei der Bereitstellungsschritt das Bereitstellen des dritten Abschnitts (290) derart einschließt, dass das dritte Material eine Hochtemperatur-Superlegierung auf Nickelbasis ist, die von dem zweiten Material verschieden ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/360,126 US9266170B2 (en) | 2012-01-27 | 2012-01-27 | Multi-material turbine components |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2620594A1 EP2620594A1 (de) | 2013-07-31 |
| EP2620594B1 true EP2620594B1 (de) | 2020-04-22 |
Family
ID=47598687
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13151337.6A Active EP2620594B1 (de) | 2012-01-27 | 2013-01-15 | Verfahren zur herstellung einer turbinenkomponente aus mehreren materialien |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US9266170B2 (de) |
| EP (1) | EP2620594B1 (de) |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011080187A1 (de) * | 2011-08-01 | 2013-02-07 | Siemens Aktiengesellschaft | Verfahren zum Erzeugen einer Schaufel für eine Strömungskraftmaschine und Schaufel für eine Strömungskraftmaschine |
| US10309232B2 (en) * | 2012-02-29 | 2019-06-04 | United Technologies Corporation | Gas turbine engine with stage dependent material selection for blades and disk |
| US9296039B2 (en) * | 2012-04-24 | 2016-03-29 | United Technologies Corporation | Gas turbine engine airfoil impingement cooling |
| US9074482B2 (en) * | 2012-04-24 | 2015-07-07 | United Technologies Corporation | Airfoil support method and apparatus |
| WO2014120264A1 (en) * | 2013-02-01 | 2014-08-07 | Pratt & Whitney Rocketdyne, Inc. | Additive manufacturing for elevated-temperature ductility and stress rupture life |
| EP2971567B1 (de) * | 2013-03-15 | 2023-12-13 | RTX Corporation | Verfahren zur herstellung eines artikels mit abschnitten mit unterschiedlichen mikrostrukturen |
| US9903212B2 (en) * | 2013-07-30 | 2018-02-27 | Siemens Aktiengesellschaft | Mechanical joining using additive manufacturing process |
| US20150086408A1 (en) * | 2013-09-26 | 2015-03-26 | General Electric Company | Method of manufacturing a component and thermal management process |
| WO2015088623A2 (en) * | 2013-09-26 | 2015-06-18 | United Technologies Corporation | Balanced rotating component for a gas powered engine |
| US10174621B2 (en) | 2013-10-07 | 2019-01-08 | United Technologies Corporation | Method of making an article with internal structure |
| US10239156B2 (en) | 2013-10-09 | 2019-03-26 | United Technologies Corporation | Multi-density, multi-property turbine component |
| EP3068929B2 (de) | 2013-11-14 | 2021-09-22 | General Electric Company | Geschichtete herstellung von einkristallinen legierungskomponenten |
| US9932841B2 (en) | 2014-01-17 | 2018-04-03 | United Technologies Corporation | Workpiece manufactured from an additive manufacturing system having a particle separator and method of operation |
| EP3096911B1 (de) * | 2014-01-21 | 2019-12-25 | United Technologies Corporation | Verfahren zur herstellung von einkristallkomponenten mittels additiver fertigung und wiedereinschmelzung |
| US10807165B2 (en) | 2014-01-24 | 2020-10-20 | Raytheon Technologies Corporation | Conditioning one or more additive manufactured objects |
| US9868155B2 (en) * | 2014-03-20 | 2018-01-16 | Ingersoll-Rand Company | Monolithic shrouded impeller |
| US9896944B2 (en) * | 2014-04-18 | 2018-02-20 | Siemens Energy, Inc. | Forming a secondary structure directly onto a turbine blade |
| US9333578B2 (en) | 2014-06-30 | 2016-05-10 | General Electric Company | Fiber reinforced brazed components and methods |
| US9757802B2 (en) | 2014-06-30 | 2017-09-12 | General Electric Company | Additive manufacturing methods and systems with fiber reinforcement |
| PL3206816T3 (pl) * | 2014-11-21 | 2020-11-16 | Siemens Aktiengesellschaft | Sposób wytwarzania elementu składowego i element składowy |
| US9757936B2 (en) * | 2014-12-29 | 2017-09-12 | General Electric Company | Hot gas path component |
| US20160279734A1 (en) * | 2015-03-27 | 2016-09-29 | General Electric Company | Component and method for fabricating a component |
| FR3035605B1 (fr) * | 2015-04-28 | 2021-08-27 | Alain Toufine | Procede d'obtention de poutre tubulaire creuse raidie en flexion, torsion et compression / flambement et ame de poutre et extremites de poutre obtenues par fusion de poudres et gradients metallurgiques |
| WO2016184685A1 (de) * | 2015-05-20 | 2016-11-24 | Man Diesel & Turbo Se | Verfahren zum herstellen eines rotors einer strömungsmaschine |
| DE102015210744A1 (de) * | 2015-06-12 | 2016-12-15 | Siemens Aktiengesellschaft | Verfahren zum Fertigen einer Turbinenschaufel |
| GB201514801D0 (en) * | 2015-08-20 | 2015-10-07 | Rolls Royce Plc And Rolls Royce Deutschland Ltd & Co Kg | Method of manufacture of a turbine component |
| US10343392B2 (en) | 2015-08-27 | 2019-07-09 | General Electric Company | Powder-bed additive manufacturing devices and methods |
| US10487664B2 (en) | 2015-11-09 | 2019-11-26 | General Electric Company | Additive manufacturing method for making holes bounded by thin walls in turbine components |
| US10010937B2 (en) | 2015-11-09 | 2018-07-03 | General Electric Company | Additive manufacturing method for making overhanging tabs in cooling holes |
| US10350684B2 (en) | 2015-11-10 | 2019-07-16 | General Electric Company | Additive manufacturing method for making complex film holes |
| US10378087B2 (en) | 2015-12-09 | 2019-08-13 | General Electric Company | Nickel base super alloys and methods of making the same |
| EP3205442A1 (de) * | 2016-02-12 | 2017-08-16 | Siemens Aktiengesellschaft | Gasturbinenschaufel und verfahren zur herstellung davon |
| DE102016203785A1 (de) * | 2016-03-08 | 2017-09-14 | MTU Aero Engines AG | Verfahren zum Herstellen einer Schaufel für eine Strömungsmaschine |
| ES2797733T3 (es) * | 2016-03-16 | 2020-12-03 | MTU Aero Engines AG | Paleta guía ajustable para turbina, turbina y método de fabricación |
| EP3238863A1 (de) * | 2016-04-27 | 2017-11-01 | MTU Aero Engines GmbH | Verfahren zum herstellen einer schaufel für eine strömungsmaschine |
| US20180141127A1 (en) * | 2016-11-21 | 2018-05-24 | Pratt & Whitney Canada Corp. | Method of manufacturing a component with passages |
| DE102016223731A1 (de) * | 2016-11-30 | 2018-05-30 | MTU Aero Engines AG | Verfahren zum Herstellen einer Schaufel für eine Strömungsmaschine |
| US10583530B2 (en) | 2017-01-09 | 2020-03-10 | General Electric Company | System and methods for fabricating a component with laser array |
| US10995619B2 (en) | 2017-05-26 | 2021-05-04 | General Electric Company | Airfoil and method of fabricating same |
| US11027368B2 (en) | 2017-08-02 | 2021-06-08 | General Electric Company | Continuous additive manufacture of high pressure turbine |
| DE102017215321A1 (de) * | 2017-09-01 | 2019-03-07 | MTU Aero Engines AG | Verfahren zur herstellung eines titanaluminid - bauteils mit zähem kern und entsprechend hergestelltes bauteil |
| EP3459653A1 (de) * | 2017-09-20 | 2019-03-27 | Siemens Aktiengesellschaft | Verfahren zur herstellung einer komponente sowie komponente |
| US11092203B2 (en) | 2018-04-25 | 2021-08-17 | Goodrich Corporation | Hybrid torque bar |
| US11033992B2 (en) * | 2018-10-05 | 2021-06-15 | Pratt & Whitney Canada Corp. | Double row compressor stators |
| US10577679B1 (en) | 2018-12-04 | 2020-03-03 | General Electric Company | Gamma prime strengthened nickel superalloy for additive manufacturing |
| FR3102378B1 (fr) * | 2019-10-23 | 2021-11-12 | Safran Aircraft Engines | Procédé de fabrication d’une aube en matériau composite avec bord d’attaque métallique rapporté |
Family Cites Families (80)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4145481A (en) | 1977-08-03 | 1979-03-20 | Howmet Turbine Components Corporation | Process for producing elevated temperature corrosion resistant metal articles |
| USRE31339E (en) | 1977-08-03 | 1983-08-09 | Howmet Turbine Components Corporation | Process for producing elevated temperature corrosion resistant metal articles |
| US4198442A (en) | 1977-10-31 | 1980-04-15 | Howmet Turbine Components Corporation | Method for producing elevated temperature corrosion resistant articles |
| EP0024802B1 (de) | 1979-07-30 | 1984-05-09 | The Secretary of State for Defence in Her Britannic Majesty's Government of the United Kingdom of Great Britain and | Verfahren zur Herstellung einer korrosionsbeständigen Beschichtung auf einem Metallgegenstand |
| US5128179A (en) | 1981-07-08 | 1992-07-07 | Alloy Surfaces Company, Inc. | Metal diffusion and after-treatment |
| US4499048A (en) | 1983-02-23 | 1985-02-12 | Metal Alloys, Inc. | Method of consolidating a metallic body |
| SE8401757L (sv) | 1984-03-30 | 1985-10-01 | Yngve Lindblom | Metalloxidkeramiska ytskikt pa hog temperaturmaterial |
| US5514482A (en) | 1984-04-25 | 1996-05-07 | Alliedsignal Inc. | Thermal barrier coating system for superalloy components |
| US4818562A (en) | 1987-03-04 | 1989-04-04 | Westinghouse Electric Corp. | Casting shapes |
| US5096518A (en) | 1989-02-22 | 1992-03-17 | Kabushiki Kaisha Kobe Seiko Sho | Method for encapsulating material to be processed by hot or warm isostatic pressing |
| US5106266A (en) | 1989-07-25 | 1992-04-21 | Allied-Signal Inc. | Dual alloy turbine blade |
| CA2060520A1 (en) | 1991-03-11 | 1994-12-09 | Jonathan G. Storer | Metal matrix composites |
| US5236116A (en) | 1991-08-26 | 1993-08-17 | The Pullman Company | Hardfaced article and process to provide porosity free hardfaced coating |
| JPH05104259A (ja) | 1991-10-17 | 1993-04-27 | Mitsubishi Heavy Ind Ltd | 拡散接合法 |
| US5249785A (en) | 1992-04-20 | 1993-10-05 | Boeing Commercial Airplane Group | Reconfigurable holding fixture |
| US5554837A (en) | 1993-09-03 | 1996-09-10 | Chromalloy Gas Turbine Corporation | Interactive laser welding at elevated temperatures of superalloy articles |
| US20030088980A1 (en) | 1993-11-01 | 2003-05-15 | Arnold James E. | Method for correcting defects in a workpiece |
| US5465780A (en) | 1993-11-23 | 1995-11-14 | Alliedsignal Inc. | Laser machining of ceramic cores |
| US5650235A (en) | 1994-02-28 | 1997-07-22 | Sermatech International, Inc. | Platinum enriched, silicon-modified corrosion resistant aluminide coating |
| US5634992A (en) | 1994-06-20 | 1997-06-03 | General Electric Company | Method for heat treating gamma titanium aluminide alloys |
| US5837960A (en) * | 1995-08-14 | 1998-11-17 | The Regents Of The University Of California | Laser production of articles from powders |
| US5745834A (en) | 1995-09-19 | 1998-04-28 | Rockwell International Corporation | Free form fabrication of metallic components |
| DE69614136T2 (de) | 1995-11-08 | 2002-03-21 | Citizen Watch Co Ltd | Oberflächengehärtetes Material auf Titanbasis und Verfahren zur Oberflächenhärtung von Titanmaterial |
| US5640667A (en) | 1995-11-27 | 1997-06-17 | Board Of Regents, The University Of Texas System | Laser-directed fabrication of full-density metal articles using hot isostatic processing |
| US6049978A (en) | 1996-12-23 | 2000-04-18 | Recast Airfoil Group | Methods for repairing and reclassifying gas turbine engine airfoil parts |
| US6036995A (en) | 1997-01-31 | 2000-03-14 | Sermatech International, Inc. | Method for removal of surface layers of metallic coatings |
| US6355086B2 (en) * | 1997-08-12 | 2002-03-12 | Rolls-Royce Corporation | Method and apparatus for making components by direct laser processing |
| US6174448B1 (en) | 1998-03-02 | 2001-01-16 | General Electric Company | Method for stripping aluminum from a diffusion coating |
| US6485848B1 (en) | 1998-04-27 | 2002-11-26 | General Electric Company | Coated article and method of making |
| US6172327B1 (en) | 1998-07-14 | 2001-01-09 | General Electric Company | Method for laser twist welding of compressor blisk airfoils |
| US5947179A (en) | 1998-07-30 | 1999-09-07 | Ford Motor Company | Sprayforming bulk deposits of allotropic metal |
| US6269540B1 (en) * | 1998-10-05 | 2001-08-07 | National Research Council Of Canada | Process for manufacturing or repairing turbine engine or compressor components |
| GB9821748D0 (en) | 1998-10-07 | 1998-12-02 | Rolls Royce Plc | A titanium article having a protective coating and a method of applying a protective coating to a titanium article |
| US6811744B2 (en) * | 1999-07-07 | 2004-11-02 | Optomec Design Company | Forming structures from CAD solid models |
| US6154959A (en) | 1999-08-16 | 2000-12-05 | Chromalloy Gas Turbine Corporation | Laser cladding a turbine engine vane platform |
| US6504127B1 (en) | 1999-09-30 | 2003-01-07 | National Research Council Of Canada | Laser consolidation methodology and apparatus for manufacturing precise structures |
| US6355116B1 (en) | 2000-03-24 | 2002-03-12 | General Electric Company | Method for renewing diffusion coatings on superalloy substrates |
| US6568077B1 (en) | 2000-05-11 | 2003-05-27 | General Electric Company | Blisk weld repair |
| US6676892B2 (en) | 2000-06-01 | 2004-01-13 | Board Of Regents, University Texas System | Direct selective laser sintering of metals |
| US6575349B2 (en) | 2001-02-22 | 2003-06-10 | Hickham Industries, Inc. | Method of applying braze materials to a substrate |
| US7204019B2 (en) | 2001-08-23 | 2007-04-17 | United Technologies Corporation | Method for repairing an apertured gas turbine component |
| US6758914B2 (en) | 2001-10-25 | 2004-07-06 | General Electric Company | Process for partial stripping of diffusion aluminide coatings from metal substrates, and related compositions |
| RS65004A (en) | 2002-01-24 | 2006-10-27 | H.C. Starck Inc. | Refractory metal and alloy refining by laser forming and melting |
| US6998151B2 (en) | 2002-05-10 | 2006-02-14 | General Electric Company | Method for applying a NiAl based coating by an electroplating technique |
| US6902656B2 (en) | 2002-05-24 | 2005-06-07 | Dalsa Semiconductor Inc. | Fabrication of microstructures with vacuum-sealed cavity |
| US6890831B2 (en) | 2002-06-03 | 2005-05-10 | Sanyo Electric Co., Ltd. | Method of fabricating semiconductor device |
| EP1400339A1 (de) | 2002-09-17 | 2004-03-24 | Siemens Aktiengesellschaft | Verfahren zum Herstellen eines dreidimensionalen Formkörpers |
| US6969457B2 (en) | 2002-10-21 | 2005-11-29 | General Electric Company | Method for partially stripping a coating from the surface of a substrate, and related articles and compositions |
| US6884461B2 (en) | 2002-12-20 | 2005-04-26 | General Electric Company | Turbine nozzle with heat rejection coats |
| US7008553B2 (en) | 2003-01-09 | 2006-03-07 | General Electric Company | Method for removing aluminide coating from metal substrate and turbine engine part so treated |
| US7216428B2 (en) | 2003-03-03 | 2007-05-15 | United Technologies Corporation | Method for turbine element repairing |
| DE10319494A1 (de) | 2003-04-30 | 2004-11-18 | Mtu Aero Engines Gmbh | Verfahren zur Reparatur und/oder Modifikation von Bauteilen einer Gasturbine |
| US6838191B1 (en) | 2003-05-20 | 2005-01-04 | The United States Of America As Represented By The Admistrator Of The National Aeronautics And Space Administration | Blanch resistant and thermal barrier NiAl coating systems for advanced copper alloys |
| US20050036892A1 (en) | 2003-08-15 | 2005-02-17 | Richard Bajan | Method for applying metallurgical coatings to gas turbine components |
| US20050091848A1 (en) | 2003-11-03 | 2005-05-05 | Nenov Krassimir P. | Turbine blade and a method of manufacturing and repairing a turbine blade |
| GB0408164D0 (en) | 2004-04-13 | 2004-05-19 | Immune Targeting Systems Ltd | Antigen delivery vectors and constructs |
| DE102004045049A1 (de) | 2004-09-15 | 2006-03-16 | Man Turbo Ag | Verfahren zum Aufbringen einer Schutzschicht |
| GB2418208B (en) | 2004-09-18 | 2007-06-06 | Rolls Royce Plc | Component coating |
| US9997338B2 (en) | 2005-03-24 | 2018-06-12 | Oerlikon Surface Solutions Ag, Pfäffikon | Method for operating a pulsed arc source |
| US20060222776A1 (en) | 2005-03-29 | 2006-10-05 | Honeywell International, Inc. | Environment-resistant platinum aluminide coatings, and methods of applying the same onto turbine components |
| US7923127B2 (en) | 2005-11-09 | 2011-04-12 | United Technologies Corporation | Direct rolling of cast gamma titanium aluminide alloys |
| US20070141375A1 (en) | 2005-12-20 | 2007-06-21 | Budinger David E | Braze cladding for direct metal laser sintered materials |
| US7829142B2 (en) | 2006-06-21 | 2010-11-09 | General Electric Company | Method for aluminizing serpentine cooling passages of jet engine blades |
| ATE544548T1 (de) | 2006-07-14 | 2012-02-15 | Avioprop S R L | Verfahren zum massenherstellen dreidimensionale gegenstände aus intermetallische verbindungen |
| DE102006044555A1 (de) | 2006-09-21 | 2008-04-03 | Mtu Aero Engines Gmbh | Reparaturverfahren |
| DE102006049219A1 (de) | 2006-10-18 | 2008-04-30 | Mtu Aero Engines Gmbh | Hochdruckturbinen-Schaufel und Verfahren zur Reparatur von Hochdruckturbinen-Schaufeln |
| GB0709838D0 (en) | 2007-05-23 | 2007-07-04 | Rolls Royce Plc | A hollow blade and a method of manufacturing a hollow blade |
| GB2449862B (en) | 2007-06-05 | 2009-09-16 | Rolls Royce Plc | Method for producing abrasive tips for gas turbine blades |
| US20100025001A1 (en) | 2007-06-25 | 2010-02-04 | Ching-Pang Lee | Methods for fabricating gas turbine components using an integrated disposable core and shell die |
| US20090081066A1 (en) * | 2007-09-26 | 2009-03-26 | Materials Solutions | Method of forming an article |
| GB0719195D0 (en) | 2007-10-02 | 2007-11-14 | Rolls Royce Plc | A nickel base superalloy |
| US10092975B2 (en) | 2008-02-12 | 2018-10-09 | United Technologies Corporation | Solid state additive manufacturing system |
| US8061142B2 (en) | 2008-04-11 | 2011-11-22 | General Electric Company | Mixer for a combustor |
| DE102008056336A1 (de) | 2008-11-07 | 2010-05-12 | Mtu Aero Engines Gmbh | Reparaturverfahren |
| US20100200189A1 (en) | 2009-02-12 | 2010-08-12 | General Electric Company | Method of fabricating turbine airfoils and tip structures therefor |
| EP2319641B1 (de) | 2009-10-30 | 2017-07-19 | Ansaldo Energia IP UK Limited | Verfahren zur Anwendung mehrerer Materialien mit selektivem Laserschmelzen auf einem dreidimensionalen Artikel |
| US8728388B2 (en) | 2009-12-04 | 2014-05-20 | Honeywell International Inc. | Method of fabricating turbine components for engines |
| US9175568B2 (en) | 2010-06-22 | 2015-11-03 | Honeywell International Inc. | Methods for manufacturing turbine components |
| US8668442B2 (en) | 2010-06-30 | 2014-03-11 | Honeywell International Inc. | Turbine nozzles and methods of manufacturing the same |
| US20120034101A1 (en) * | 2010-08-09 | 2012-02-09 | James Allister W | Turbine blade squealer tip |
-
2012
- 2012-01-27 US US13/360,126 patent/US9266170B2/en active Active
-
2013
- 2013-01-15 EP EP13151337.6A patent/EP2620594B1/de active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2620594A1 (de) | 2013-07-31 |
| US9266170B2 (en) | 2016-02-23 |
| US20130195673A1 (en) | 2013-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2620594B1 (de) | Verfahren zur herstellung einer turbinenkomponente aus mehreren materialien | |
| EP2540419B1 (de) | Verfahren zur Herstellung von Motorkomponenten mit strukturellen Brückenvorrichtungen | |
| EP2495397B1 (de) | Verfahren zum Reparieren von Turbinenbauteilen | |
| EP2708296B1 (de) | Verfahren zur Herstellung Turbinenstatorschaufelanordnungen mit generativer Herstellungsmethode | |
| EP2754515B1 (de) | Verfahren zur herstellung von gasturbinenmotorkomponenten mittels additiver herstellungsverfahren. | |
| US9175568B2 (en) | Methods for manufacturing turbine components | |
| EP3702069B1 (de) | Titanaluminidkomponenten aus durch konsolidierungsverfahren geformten artikeln | |
| EP2570595B1 (de) | Verfahren zur Herstellung von Komponenten aus mittels additiven Herstellungsverfahren gebildeten Artikeln | |
| US8668442B2 (en) | Turbine nozzles and methods of manufacturing the same | |
| EP3290135B1 (de) | Verfahren zur gerichteten rekristallisation von generativ gefertigten metallischen artikeln durch wärmebehandlung mit einem gradientenofen | |
| EP3415718A2 (de) | Gasturbinenmotorkomponenten mit luftkühlungsmerkmalen und zugehörige verfahren zur herstellung davon | |
| EP3241634B1 (de) | Verfahren zur herstellung einer komponente mit einer gerichtet verfestigten mikrostruktur oder einer einkristallinen mikrostruktur | |
| US9903214B2 (en) | Internally cooled turbine blisk and method of manufacture | |
| EP3475533A1 (de) | Verfahren zur reparatur einer beschädigten komponente eines motors | |
| EP3475531B1 (de) | Verfahren zur reparatur von gastriebwerks-schaufelhinterkanten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20130115 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HONEYWELL INTERNATIONAL INC. |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B33Y 80/00 20150101ALI20181116BHEP Ipc: F01D 5/28 20060101AFI20181116BHEP Ipc: B33Y 10/00 20150101ALI20181116BHEP Ipc: C30B 29/52 20060101ALI20181116BHEP Ipc: B22F 3/105 20060101ALI20181116BHEP Ipc: B22F 7/06 20060101ALI20181116BHEP Ipc: B22F 5/04 20060101ALI20181116BHEP Ipc: B22F 5/00 20060101ALI20181116BHEP Ipc: C30B 11/00 20060101ALI20181116BHEP Ipc: B23P 15/04 20060101ALI20181116BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191216 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602013068089 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1260329 Country of ref document: AT Kind code of ref document: T Effective date: 20200515 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200824 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200722 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200723 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200822 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1260329 Country of ref document: AT Kind code of ref document: T Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200722 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602013068089 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20210125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210115 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200422 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240129 Year of fee payment: 12 |