EP2508431A2 - Machine for loading sacks, bags or similar containers of in particular fruit, vegetables or fresh pasta into packing crates - Google Patents
Machine for loading sacks, bags or similar containers of in particular fruit, vegetables or fresh pasta into packing crates Download PDFInfo
- Publication number
- EP2508431A2 EP2508431A2 EP12163538A EP12163538A EP2508431A2 EP 2508431 A2 EP2508431 A2 EP 2508431A2 EP 12163538 A EP12163538 A EP 12163538A EP 12163538 A EP12163538 A EP 12163538A EP 2508431 A2 EP2508431 A2 EP 2508431A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- machine according
- line
- loading
- crate
- products
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/06—Packaging groups of articles, the groups being treated as single articles
- B65B5/061—Filled bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/02—Packaging agricultural or horticultural products
- B65B25/04—Packaging fruit or vegetables
- B65B25/046—Packaging fruit or vegetables in crates or boxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/10—Feeding, e.g. conveying, single articles
- B65B35/24—Feeding, e.g. conveying, single articles by endless belts or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/52—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using roller-ways or endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/54—Means for supporting containers or receptacles during the filling operation
- B65B43/59—Means for supporting containers or receptacles during the filling operation vertically movable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/10—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles
Definitions
- the present invention relates to a machine for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta.
- the aim of the present invention is to eliminate the above mentioned drawbacks and enable the automation of the operation of loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta.
- an object of the invention is to provide a machine for loading sacks, bags, or similar containers into packing crates that decreases filling times so as to save on running costs.
- Another object of the invention is to provide a machine for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta, that makes it possible to fill packing crates in a more rational and efficient manner.
- Another object of the invention is to provide a machine for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta, with means that can easily be sourced on the market and using common materials, so that the device is economically competitive.
- a machine for loading sacks, bags or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta characterized in that it comprises a supporting frame which has at least one line for the conveyance of products to be loaded into crates, from a product store to at least one feeder line connected to said conveyance line, and furthermore provided with at least one loading line for said crates, said at least one conveyance line defining an advancement direction of said products to be loaded which has an angle of inclination with respect to the ground comprised substantially between 50° and 80°.
- the machine for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta which is generally designated with the reference numeral 1, according to the invention, has the peculiar characteristic of comprising a supporting frame 4 that has at least one conveyance line 2 for products to be loaded 9 into crates 19, made of wood, cardboard, plastic etc., from a store 8 to at least one feeder line 5 connected to the conveyance line.
- the frame 4 moreover has at least one loading line 7 for the crates 19 to be filled.
- the conveyance line 2 defines an advancement direction 10 for the products to be loaded 9, which has an angle of inclination 30 with respect to the ground that is comprised substantially between 50° and 85°.
- the recommended angle of inclination is approximately 70°, as in Figure 5 .
- the angle of inclination 30 cannot be substantially normal with respect to the ground in order to prevent the products 9 from falling out of the crates 19 during the steps of loading and movement.
- a data processing device 24 is provided for controlling the movement of the feeder line 5 by way of computer program.
- the data processing device 24 can moreover also control the movement of the loading line 7, and of the conveyance line 2.
- the conveyance line 2 can comprise a first conveyor belt 11 (and/or transport rollers 12, as in Figure 1 ), connected to drive means 41.
- the belt 11 defines an advancement direction 10 and a surface for the movement of the products to be loaded 9.
- calibration means 3 can be provided for the products 9, for connection between the conveyance line 2 and the feeder line 5.
- the calibration means 3 can make use of lateral guides in order to maintain the alignment of the products 9 until they are loaded into the crate 19.
- such calibration means 3 can comprise at least two supporting belts, a right supporting belt 13 and a left supporting belt 14, which are configured in a double helix around the advancement direction 10 (see Figure 4 ).
- the belts 13 and 14 are symmetrically arranged with respect to the advancement direction 10.
- each one of the two belts engages in rotation respectively with a first roller 16 and with a second roller 17.
- the first roller 16 is idle about a horizontal axis 25 which is substantially normal with respect to the advancement direction 10 and substantially parallel to with respect to the movement surface.
- the second roller 17 is idle about a vertical axis 26 which is substantially normal with respect to the movement surface.
- the rollers 16 and 17 are connected to at least one motor 43.
- the feeder line 5 has a second conveyor belt 15, connected to other drive means 45, which can be oriented removably about a rotation axis 23 between a position for loading the first layer of the crate 19 and a position for loading the last layer of the crate 19.
- the axis 23 is substantially normal with respect to the advancement direction 10.
- the second belt 15 has at least one portion 18 which can move in both directions along the advancement direction 10.
- the portion 18 is for inserting the products 9 into the crate 19 and is retractable in order to move the end portion of the belt 15 away from the bottom of the crate 19.
- the belt 15 can be provided with main sensor means 21 for stopping the movement of the loading line 7, following for example the contact of a bar switch arranged on a wall of the portion 18 with a loaded layer or with the edges of the crate 19.
- sensors 21 can be constituted by an infrared detector arranged on the portion 18.
- the main sensors 21 can be for actuating the movable portion 18, for example in the opposite direction to the direction 10.
- the conveyor belt 15 is provided with means 22 for measuring the distance between the second conveyor belt 15 and a layer of products that has already been loaded, such as for example infrared devices, photocells etc.
- the loading line 7 has at least one transmission catenary 27 which is adapted to be connected to the crates 19, for example by way of grabbers, from an upper entry point 37 for an empty crate 19' to a lower exit point 38 for a full crate 19".
- the entry point 37 is higher than the exit point 38 and in practice the movement of empty crates 19' in descent is preferred to the movement of filled crates 19" in ascent.
- At least one disengagement line 31 can be provided for the crates 19, for connection between the point of exit 38 to a palletizing region.
- the loading line 7 comprises a reloading catenary 28, which defines a filling direction 20 and is connected to the transmission catenary 27 by way of a connecting member, such as for example a support arm 42.
- the catenary 28 transports crates 19 from an empty crate magazine 29 to the point of entry 37.
- the conveyance line 2 comprises means 6 for counting and selecting the products to be loaded 9.
- the counting of the sacks, bags or the like to be loaded into each one of the crates 19 is performed by the data processing device 24.
- the means 6 for counting and selecting comprise a separator arm 39 which is adapted to be translated, by way of a straight guide 35 connected to the frame 4, along a direction that is substantially normal to the advancement direction 10.
- the disengagement line 31 has an arm for the lateral translation 32 of the full crate 19" toward a supporting plate 33.
- the plate 33 is connected to means for straightening 34 from an inclined configuration which the crate 19" has when it lies on the loading line 7, to a configuration which is substantially parallel to the ground.
- the straightening means 34 are provided with an oscillating jack 36, for supporting the plate 33, which is pivoted about a rotation axis 40 which lies on a plane that is substantially parallel to the ground.
- the axis 40 is also substantially normal with respect to the advancement direction 10.
- the products 9 to be loaded into the crates 19 are introduced from a store 8 onto the conveyance line 2, which comprises a belt 11 and rollers 12 the function of which is to distribute the sacks, bags or the like in a more rational manner, thus reducing overlapping of the products 9 as far as possible.
- Such operation can be performed manually (by operators) or automatically (by way of conventional feeder devices).
- the products 9 can then be selected by an operator by way of the separation and selection means 6, in order to discard products that are defective, broken or in any case not in possession of the characteristics of suitability for sale.
- the products 9 are brought to the second conveyor belt 15 by way of the calibration means 3 which align the products 9 so as to enable the loading thereof into the crates 19, of preset size.
- the empty crates 19' are manually inserted on the loading line 7, which is connected integrally to the catenary 27 by way of the grabbers.
- the crates 19 it is possible for the crates 19 to be picked up from the depot 29 and moved to the upper entry point 37 by way of the reloading catenary 28 and the support arm 42.
- the interaction between the movement of the crates 19 and of the second conveyor belt 15 is controlled by the data processing device 24 and can be commanded by the sensor means 21 and/or 22.
- the empty crate 19' receives the first layer of products 9 from the loading line 7.
- the belt 15 is in position for loading the first layer.
- the catenary 27 allows a step (proportional to the size of encumbrance of the loaded products) toward the lower exit point 38.
- the portion 18 of the belt 15 makes it possible for the sack or the bag to be brought to the bottom of the crate 19 extremely gently.
- the sensor means 22 which "see" the position of the product farthest ahead, make it possible to calculate the time needed for the portion 18 to arrive at the bottom of the crate and the crate 19 is moved downward as a consequence, bringing it closer to the exit point 38, until it touches a sack or a bag.
- the first sensor means 21 are activated on contact between the products 9 and the belt 15, and they stop the movement of the catenary 27 and also command the portion 18 to retract in the opposite direction to the advancement direction 10 of the products to be loaded 9.
- the belt 15 has changed its inclination with respect to the direction 20 and it has been moved to an intermediate position between the position of loading the first layer and the position of loading the last layer.
- the crate 19" is brought to the exit point 38, while an empty crate 19' takes its place, ready to be filled.
- the crate 19" is transported on the plate 33 by the arm for translational motion 32 and then rotated by the jack 36 until it is lying on a plane that is substantially parallel to the ground.
- the disengagement means 31 will transport the crate 19" to the palletizing region.
- the machine according to the invention fully achieves the intended aim and objects and in particular attention is drawn to the fact that a machine is provided for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta, which enables the automation of the loading operation in a completely automated manner, thus reducing the activity of operators and workers.
- inclining the crate to be filled with respect to the ground identifying the optimal angle of inclination at about 70°, enables the maximum packing possible for the products to be loaded in the crate, as well as the filling of the packing crates in a more rational and efficient manner.
- Another advantage of the machine according to the invention consists in that the use of the data processing device for controlling the movements enables a reduction of crate filling times so as to save on plant running costs.
- Another advantage of the machine according to the invention consists in that the supporting belts make it possible to calibrate the sacks or bags which contain particularly delicate products (for example apples) without bruising the product itself.
Abstract
Description
- The present invention relates to a machine for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta.
- In the current state of the art, sacks, bags or similar containers, in particular of fruit and vegetables, are manually loaded on crates to be packed owing especially to the delicate nature of the packed product which can easily be broken or damaged.
- Because of the irregularities in the product itself, in fact, it often happens that fruit, for example, can be bruised or squashed thus irreparably compromising the package to be loaded and placed on the market.
- In addition to the problems of efficiency and cost (which are linked especially to the use of manual labor) of a loading method of this type, the fact must be taken into account that the products contained inside the sack (or bag), which is picked up and laid down in the packing crate, as a result of their own weight settle downward and spread out in the lower part of the sack, in a shape reminiscent of a pear, thus occupying the space in a non-rational manner and creating serious difficulties for the insertion of subsequent bags, forcing the operator into maneuvers that are tiring and often pointless owing to the excessive weight of the products (consider sacks of potatoes).
- The aim of the present invention is to eliminate the above mentioned drawbacks and enable the automation of the operation of loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta.
- Within the above aim, an object of the invention is to provide a machine for loading sacks, bags, or similar containers into packing crates that decreases filling times so as to save on running costs.
- Another object of the invention is to provide a machine for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta, that makes it possible to fill packing crates in a more rational and efficient manner.
- Another object of the invention is to provide a machine for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta, with means that can easily be sourced on the market and using common materials, so that the device is economically competitive.
- This aim and these and other objects which will become better apparent hereinafter are achieved by a machine for loading sacks, bags or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta, according to the invention, characterized in that it comprises a supporting frame which has at least one line for the conveyance of products to be loaded into crates, from a product store to at least one feeder line connected to said conveyance line, and furthermore provided with at least one loading line for said crates, said at least one conveyance line defining an advancement direction of said products to be loaded which has an angle of inclination with respect to the ground comprised substantially between 50° and 80°.
- Further characteristics and advantages of the invention will become better apparent from the description of a preferred but not exclusive embodiment of the machine for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta, which is illustrated by way of non-limiting example with the assistance of the accompanying drawings wherein:
-
Figure 1 is a three-quarters perspective view of a machine for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta, according to the present invention; -
Figure 2 is a second three-quarters perspective view of a machine for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta; -
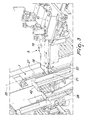
Figure 3 is a view of a detail ofFigure 1 ; -
Figure 4 is a perspective view of calibration means particularly for products that are delicate or easily perishable, such as for example apples; -
Figure 5 is a side view of the machine, according to the invention. - With reference to the figures, the machine for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta, which is generally designated with the
reference numeral 1, according to the invention, has the peculiar characteristic of comprising a supportingframe 4 that has at least oneconveyance line 2 for products to be loaded 9 intocrates 19, made of wood, cardboard, plastic etc., from astore 8 to at least onefeeder line 5 connected to the conveyance line. - The
frame 4 moreover has at least oneloading line 7 for thecrates 19 to be filled. Theconveyance line 2 defines anadvancement direction 10 for the products to be loaded 9, which has an angle ofinclination 30 with respect to the ground that is comprised substantially between 50° and 85°. - For optimal operation the recommended angle of inclination is approximately 70°, as in
Figure 5 . - In practice, the angle of
inclination 30 cannot be substantially normal with respect to the ground in order to prevent theproducts 9 from falling out of thecrates 19 during the steps of loading and movement. - Preferably, a
data processing device 24 is provided for controlling the movement of thefeeder line 5 by way of computer program. - The
data processing device 24 can moreover also control the movement of theloading line 7, and of theconveyance line 2. - The
conveyance line 2 can comprise a first conveyor belt 11 (and/ortransport rollers 12, as inFigure 1 ), connected to drive means 41. Thebelt 11 defines anadvancement direction 10 and a surface for the movement of the products to be loaded 9. - Advantageously, calibration means 3 can be provided for the
products 9, for connection between theconveyance line 2 and thefeeder line 5. - The calibration means 3 can make use of lateral guides in order to maintain the alignment of the
products 9 until they are loaded into thecrate 19. - For delicate or easily perishable products, such as for example apples, such calibration means 3 can comprise at least two supporting belts, a
right supporting belt 13 and a left supportingbelt 14, which are configured in a double helix around the advancement direction 10 (seeFigure 4 ). - In the embodiment shown, the
belts advancement direction 10. - With reference to
Figure 3 , each one of the two belts engages in rotation respectively with afirst roller 16 and with asecond roller 17. - The
first roller 16 is idle about ahorizontal axis 25 which is substantially normal with respect to theadvancement direction 10 and substantially parallel to with respect to the movement surface. Thesecond roller 17 is idle about avertical axis 26 which is substantially normal with respect to the movement surface. - The
rollers motor 43. - Preferably, the
feeder line 5 has asecond conveyor belt 15, connected to other drive means 45, which can be oriented removably about a rotation axis 23 between a position for loading the first layer of thecrate 19 and a position for loading the last layer of thecrate 19. The axis 23 is substantially normal with respect to theadvancement direction 10. - Advantageously, the
second belt 15 has at least oneportion 18 which can move in both directions along theadvancement direction 10. Theportion 18 is for inserting theproducts 9 into thecrate 19 and is retractable in order to move the end portion of thebelt 15 away from the bottom of thecrate 19. - Preferably, the
belt 15 can be provided with main sensor means 21 for stopping the movement of theloading line 7, following for example the contact of a bar switch arranged on a wall of theportion 18 with a loaded layer or with the edges of thecrate 19. - Other types of
sensors 21 can be constituted by an infrared detector arranged on theportion 18. - The
main sensors 21 can be for actuating themovable portion 18, for example in the opposite direction to thedirection 10. - In the embodiment shown, the
conveyor belt 15 is provided withmeans 22 for measuring the distance between thesecond conveyor belt 15 and a layer of products that has already been loaded, such as for example infrared devices, photocells etc. - Advantageously, the
loading line 7 has at least onetransmission catenary 27 which is adapted to be connected to thecrates 19, for example by way of grabbers, from anupper entry point 37 for an empty crate 19' to alower exit point 38 for afull crate 19". - In the embodiment shown the
entry point 37 is higher than theexit point 38 and in practice the movement of empty crates 19' in descent is preferred to the movement of filledcrates 19" in ascent. - Preferably, at least one
disengagement line 31 can be provided for thecrates 19, for connection between the point ofexit 38 to a palletizing region. - With reference to
Figures 2 and3 , theloading line 7 comprises a reloadingcatenary 28, which defines afilling direction 20 and is connected to thetransmission catenary 27 by way of a connecting member, such as for example asupport arm 42. The catenary 28 transports crates 19 from anempty crate magazine 29 to the point ofentry 37. - Advantageously, the
conveyance line 2 comprises means 6 for counting and selecting the products to be loaded 9. - The counting of the sacks, bags or the like to be loaded into each one of the
crates 19 is performed by thedata processing device 24. - The selection is performed by an operator who selects and manually withdraws the containers to be rejected. Preferably, the
means 6 for counting and selecting comprise aseparator arm 39 which is adapted to be translated, by way of astraight guide 35 connected to theframe 4, along a direction that is substantially normal to theadvancement direction 10. - In the embodiment shown, the
disengagement line 31 has an arm for thelateral translation 32 of thefull crate 19" toward a supportingplate 33. Theplate 33 is connected to means for straightening 34 from an inclined configuration which thecrate 19" has when it lies on theloading line 7, to a configuration which is substantially parallel to the ground. - With reference to
Figure 2 , thestraightening means 34 are provided with anoscillating jack 36, for supporting theplate 33, which is pivoted about arotation axis 40 which lies on a plane that is substantially parallel to the ground. Theaxis 40 is also substantially normal with respect to theadvancement direction 10. - The
products 9 to be loaded into thecrates 19 are introduced from astore 8 onto theconveyance line 2, which comprises abelt 11 androllers 12 the function of which is to distribute the sacks, bags or the like in a more rational manner, thus reducing overlapping of theproducts 9 as far as possible. Such operation can be performed manually (by operators) or automatically (by way of conventional feeder devices). - The
products 9 can then be selected by an operator by way of the separation and selection means 6, in order to discard products that are defective, broken or in any case not in possession of the characteristics of suitability for sale. - From the
conveyance line 2, theproducts 9 are brought to thesecond conveyor belt 15 by way of the calibration means 3 which align theproducts 9 so as to enable the loading thereof into thecrates 19, of preset size. - For particularly delicate products, such as for example apples, it is possible to use supporting
belts - At the same time, the empty crates 19' are manually inserted on the
loading line 7, which is connected integrally to thecatenary 27 by way of the grabbers. As an alternative, it is possible for thecrates 19 to be picked up from thedepot 29 and moved to theupper entry point 37 by way of the reloadingcatenary 28 and thesupport arm 42. - The interaction between the movement of the
crates 19 and of thesecond conveyor belt 15 is controlled by thedata processing device 24 and can be commanded by the sensor means 21 and/or 22. - The empty crate 19' receives the first layer of
products 9 from theloading line 7. Thebelt 15 is in position for loading the first layer. - Once the first layer has been loaded, the
catenary 27 allows a step (proportional to the size of encumbrance of the loaded products) toward thelower exit point 38. - The
portion 18 of thebelt 15 makes it possible for the sack or the bag to be brought to the bottom of thecrate 19 extremely gently. - With the first layer filled, the sensor means 22, which "see" the position of the product farthest ahead, make it possible to calculate the time needed for the
portion 18 to arrive at the bottom of the crate and thecrate 19 is moved downward as a consequence, bringing it closer to theexit point 38, until it touches a sack or a bag. - The first sensor means 21 are activated on contact between the
products 9 and thebelt 15, and they stop the movement of thecatenary 27 and also command theportion 18 to retract in the opposite direction to theadvancement direction 10 of the products to be loaded 9. - At the same time, the
belt 15 has changed its inclination with respect to thedirection 20 and it has been moved to an intermediate position between the position of loading the first layer and the position of loading the last layer. - This method of filling successive layers lasts until the
crate 19 is completely loaded withproducts 9. By the force of gravity, theproducts 9 contained in the sacks (or in the bags) which will occupy the subsequent layers will not tend to spread out in a pear shaped arrangement but will tend tend to maintain the shape given them by the calibration means 3, thus occupying less space. - Once filled, the
crate 19" is brought to theexit point 38, while an empty crate 19' takes its place, ready to be filled. - In the meantime the
belt 15 will have returned to the position for loading the first layer, ready to begin a new filling procedure. - The
crate 19" is transported on theplate 33 by the arm fortranslational motion 32 and then rotated by thejack 36 until it is lying on a plane that is substantially parallel to the ground. - From here, the disengagement means 31 will transport the
crate 19" to the palletizing region. - In practice it has been found that the machine according to the invention fully achieves the intended aim and objects and in particular attention is drawn to the fact that a machine is provided for loading sacks, bags, or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta, which enables the automation of the loading operation in a completely automated manner, thus reducing the activity of operators and workers.
- In particular, inclining the crate to be filled with respect to the ground, identifying the optimal angle of inclination at about 70°, enables the maximum packing possible for the products to be loaded in the crate, as well as the filling of the packing crates in a more rational and efficient manner.
- Another advantage of the machine according to the invention consists in that the use of the data processing device for controlling the movements enables a reduction of crate filling times so as to save on plant running costs.
- Moreover, making the movements subject to the use of sensor means considerably reduces the breakage or damaging of the products contained in the sacks or in the bags.
- Another advantage of the machine according to the invention consists in that the supporting belts make it possible to calibrate the sacks or bags which contain particularly delicate products (for example apples) without bruising the product itself.
- Last but not least, the use of means that can easily be sourced on the market, as well as the use of materials in common use is advantageous from the economical point of view.
- The machine according to the invention is susceptible of numerous modifications and variations, all of which are within the scope of the appended claims.
- Moreover, all the details may be substituted by other, technically equivalent elements.
- In practice the materials employed, as well as the contingent dimensions and shapes, may be any according to requirements, as long as they are consistent with the implementation aim.
- The disclosures in Italian Patent Application No.
AR2011A000010 - Where the technical features mentioned in any claim are followed by reference numerals and/or signs, those reference numerals and/or signs have been included for the sole purpose of increasing the intelligibility of the claims and accordingly, such reference numerals and/or signs do not have any limiting effect on the interpretation of each element identified by way of example by such reference numerals and/or signs.
Claims (21)
- A machine (1) for loading sacks, bags or similar containers into packing crates, particularly for fruit, vegetables and fresh pasta, characterized in that it comprises a supporting frame (4) which has at least one line (2) for the conveyance of products (9) to be loaded into crates (19) from a product store (8) to at least one feeder line (5) connected to said conveyance line (2) and furthermore provided with at least one loading line (7) for said crates (19), said at least one conveyance line (2) defining an advancement direction (10) of said products to be loaded (9) which has an angle of inclination (30) with respect to the ground comprised substantially between 50° and 80°.
- The machine according to claim 1, characterized in that it comprises a data processing device (24) for controlling the movement of said at least one feeder line (5) by means of a computer program.
- The machine according to claim 2, characterized in that said data processing device (24) is adapted to control the movement of said at least one loading line (7).
- The machine according to one or more of the preceding claims, characterized in that said data processing device (24) is adapted to control the movement of said at least one conveyance line (2).
- The machine according to one or more of the preceding claims, characterized in that said at least one conveyance line (2) comprises a first conveyor belt (11), which defines an advancement direction (10), and a surface for the movement of said products to be loaded (9).
- The machine according to one or more of the preceding claims, characterized in that it comprises calibration means (3) for said products to be loaded (9), for connection between said at least one conveyance line (2) and said at least one feeder line (5).
- The machine according to one or more of the preceding claims, characterized in that said calibration means (3) comprise at least two supporting belts, a right supporting belt (13) and a left supporting belt (14), which are configured in a double helix around said advancement direction (10).
- The machine according to one or more of the preceding claims, characterized in that each one of said at least two belts is adapted to engage in rotation respectively with a first roller (16) and with a second roller (17), said first roller (16) being idle about a horizontal axis (25) which is substantially normal with respect to said advancement direction (10) and substantially parallel to said movement surface, and said second roller (17) being idle about a vertical axis (26) which is substantially normal with respect to said movement surface.
- The machine according to one or more of the preceding claims, characterized in that said at least one feeder line (5) comprises a second conveyor belt (15), which can be oriented removably about a rotation axis (23), which is substantially normal to said advancement direction (10), between a position for loading the first layer of said crate (19) and a position for loading the last layer of said crate (19).
- The machine according to one or more of the preceding claims, characterized in that said second conveyor belt (15) comprises at least one portion (18) which can move in both directions along said advancement direction (10), for the insertion of said products to be loaded (9) into said crate (19), and is retractable.
- The machine according to one or more of the preceding claims, characterized in that said second conveyor belt (15) comprises main sensor means (21) for stopping the movement of said at least one loading line (7).
- The machine according to one or more of the preceding claims, characterized in that it comprises secondary sensor means for actuating said movable portion (18).
- The machine according to one or more of the preceding claims, characterized in that said second conveyor belt (15) comprises means (22) for measuring the distance between said second conveyor belt (15) and a layer of products that has already been loaded.
- The machine according to one or more of the preceding claims, characterized in that said at least one loading line (7) comprises at least one transmission catenary (27), which is adapted to be connected to said crates (19) from an upper entry point (37) for an empty crate (19') to a lower exit point (38) for a full crate (19").
- The machine according to one or more of the preceding claims, characterized in that it comprises at least one disengagement line (31) for said crates (19) for the connection of said lower exit point (38) to a palletizing region.
- The machine according to one or more of the preceding claims, characterized in that said loading line (7) comprises a reloading catenary (28), which defines a filling direction (20) which is connected to said transmission catenary (27) by means of a connecting member, said reloading catenary (28) conveying said crates (19) from an empty crate magazine (29) to said upper entry point (37).
- The machine according to one or more of the preceding claims, characterized in that said at least one conveyance line (2) comprises means (6) for counting and selecting said products to be loaded (9).
- The machine according to one or more of the preceding claims, characterized in that said counting and selection means (6) comprise a separator arm (39), which is adapted to be translated along a direction that is substantially normal to said advancement direction (10) by means of a straight guide (35) which is connected to said supporting frame (4).
- The machine according to one or more of the preceding claims, characterized in that said at least one disengagement line (31) comprises an arm (32) for the lateral translation of said full crate (19") toward a supporting plate (33), which is connected to means (34) for straightening from an inclined configuration, which said full crate (19") has in said at least one loading line (7), to a configuration which is substantially parallel to the ground.
- The machine according to one or more of the preceding claims, characterized in that said straightening means (34) comprise an oscillating jack (36), for supporting said supporting plate (33), which is pivoted about a rotation axis (40) which is substantially normal to said advancement direction (10) and lies on a plane that is substantially parallel to the ground.
- A method for filling a packing crate with sacks, bags or the like, containing in particular fruit, vegetables and fresh pasta, characterized in that it comprises the step of introduction of products (9) to be loaded into a crate (19) by means of a conveyor belt (15) which is removably orientable about a rotation axis (23) between a position for loading a first layer of said crate (19) and a position for loading a last layer of said crate (19).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000010A ITAR20110010A1 (en) | 2011-04-08 | 2011-04-08 | MACHINE FOR LOADING BAGS, BAGS, BAGS, OR SIMILAR CONTAINERS IN PACKAGING BOXES, PARTICULARLY FOR FRUIT, VEGETABLES AND FRESH PASTA |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2508431A2 true EP2508431A2 (en) | 2012-10-10 |
| EP2508431A3 EP2508431A3 (en) | 2012-12-05 |
Family
ID=44554051
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12163538A Withdrawn EP2508431A3 (en) | 2011-04-08 | 2012-04-10 | Machine for loading sacks, bags or similar containers of in particular fruit, vegetables or fresh pasta into packing crates |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2508431A3 (en) |
| IT (1) | ITAR20110010A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3025971A1 (en) * | 2014-11-28 | 2016-06-01 | Leicht Stanzautomation GmbH | Filling and changing device for filling containers with bulk material |
| CN109677681A (en) * | 2018-12-28 | 2019-04-26 | 康熹智能科技(东莞)有限公司 | Fully-automatic packaging tableware recrater |
| CN110683109A (en) * | 2019-10-21 | 2020-01-14 | 贵州创宇生物科技有限公司 | Internet fruit vegetables partial shipment equipment of weighing |
| CN111422407A (en) * | 2020-03-31 | 2020-07-17 | 方家铺子(莆田)绿色食品有限公司 | Longan packaging machine |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4017692A1 (en) * | 1990-06-01 | 1991-12-05 | Wellpower Gmbh Verpackungsmasc | Packaging machine for filled bags - assembles bags into stacks and then inserts stack of bags into carton |
| DE4018024A1 (en) * | 1990-06-05 | 1991-12-12 | Rovema Gmbh | METHOD AND DEVICE FOR PACKAGING BAGS |
| JPH06263106A (en) * | 1993-03-09 | 1994-09-20 | Ishida Co Ltd | Boxing device |
| US5778640A (en) * | 1996-11-07 | 1998-07-14 | Blueprint Automation, Inc. | Apparatus and method for packing stand-up pouches into cartons |
| US6564528B1 (en) * | 1999-08-27 | 2003-05-20 | Automation Manufacturing, Llc | Method and apparatus for bagging potatoes |
-
2011
- 2011-04-08 IT IT000010A patent/ITAR20110010A1/en unknown
-
2012
- 2012-04-10 EP EP12163538A patent/EP2508431A3/en not_active Withdrawn
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3025971A1 (en) * | 2014-11-28 | 2016-06-01 | Leicht Stanzautomation GmbH | Filling and changing device for filling containers with bulk material |
| CN109677681A (en) * | 2018-12-28 | 2019-04-26 | 康熹智能科技(东莞)有限公司 | Fully-automatic packaging tableware recrater |
| CN110683109A (en) * | 2019-10-21 | 2020-01-14 | 贵州创宇生物科技有限公司 | Internet fruit vegetables partial shipment equipment of weighing |
| CN111422407A (en) * | 2020-03-31 | 2020-07-17 | 方家铺子(莆田)绿色食品有限公司 | Longan packaging machine |
| CN111422407B (en) * | 2020-03-31 | 2021-07-30 | 方家铺子(莆田)绿色食品有限公司 | Longan packaging machine |
Also Published As
| Publication number | Publication date |
|---|---|
| ITAR20110010A1 (en) | 2012-10-09 |
| EP2508431A3 (en) | 2012-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3856662B1 (en) | System and method for automated storage, picking, and packing of items | |
| CN103974879A (en) | Machine for composite package, packaging method and winding means | |
| EP2508431A2 (en) | Machine for loading sacks, bags or similar containers of in particular fruit, vegetables or fresh pasta into packing crates | |
| US11472634B2 (en) | Goods to operator workstation | |
| US20130212982A1 (en) | Device and method for quickly grouping picked goods for transport | |
| EP2412633B1 (en) | Machine for packaging articles inside containers | |
| KR200458643Y1 (en) | The bunch change of direction system of the product which is packed | |
| US20210130025A1 (en) | Case unpacking system and method | |
| KR101488221B1 (en) | Fruit loading system | |
| US4965982A (en) | Fruit bin filler | |
| JP2018187633A (en) | Automated fruit/vegetable sorting method, fruit/vegetable placing body, and automated fruit/vegetable sorting apparatus | |
| US20180148204A1 (en) | Machine for the packaging of fruits and generally spherical products | |
| KR101986359B1 (en) | Appatatus for blister packaging | |
| KR101008348B1 (en) | Packaging apparatus for package | |
| AU2008310931A1 (en) | Improved plant product conveyor system and method | |
| EP3265410B1 (en) | Tray stack dispenser | |
| KR101885866B1 (en) | Apparatus for controlling a height of agricultural products | |
| KR20180054015A (en) | An apparatus for packaging cups | |
| US20080168749A1 (en) | Apparatus and method for packaging siding panels | |
| CA2958734C (en) | Automatic packing of wood | |
| JP6166583B2 (en) | Fruit vegetable automatic sorting box packing equipment | |
| KR101750531B1 (en) | Apparatus for Selecting the Agricultural Product and Method for Selecting the Agricultural Product | |
| EP1841651B1 (en) | Apparatus and method for sorting and/or automatic packaging of vulnerable fruits | |
| CN117480095A (en) | Apparatus and method for automatically guiding objects into boxes | |
| US20190233143A1 (en) | Lid applicator system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 5/06 20060101AFI20121026BHEP Ipc: B65B 5/10 20060101ALI20121026BHEP Ipc: B65B 35/24 20060101ALI20121026BHEP Ipc: B65B 43/52 20060101ALI20121026BHEP Ipc: B65B 25/04 20060101ALI20121026BHEP Ipc: B65B 43/59 20060101ALI20121026BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20130606 |