EP2408584B1 - Verfahren zum herstellen eines integral beschaufelten rotors, rotor sowie vorrichtung zur durchführung des verfahrens - Google Patents
Verfahren zum herstellen eines integral beschaufelten rotors, rotor sowie vorrichtung zur durchführung des verfahrens Download PDFInfo
- Publication number
- EP2408584B1 EP2408584B1 EP10716270.3A EP10716270A EP2408584B1 EP 2408584 B1 EP2408584 B1 EP 2408584B1 EP 10716270 A EP10716270 A EP 10716270A EP 2408584 B1 EP2408584 B1 EP 2408584B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rotor
- blade unit
- gap
- intermediate body
- base body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/129—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding specially adapted for particular articles or workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/1205—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using translation movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/006—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass turbine wheels
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/34—Rotor-blade aggregates of unitary construction, e.g. formed of sheet laminae
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/001—Turbines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05B—INDEXING SCHEME RELATING TO WIND, SPRING, WEIGHT, INERTIA OR LIKE MOTORS, TO MACHINES OR ENGINES FOR LIQUIDS COVERED BY SUBCLASSES F03B, F03D AND F03G
- F05B2230/00—Manufacture
- F05B2230/20—Manufacture essentially without removing material
- F05B2230/23—Manufacture essentially without removing material by permanently joining parts together
- F05B2230/232—Manufacture essentially without removing material by permanently joining parts together by welding
- F05B2230/239—Inertia or friction welding
Definitions
- the invention relates to a method for producing an integrally bladed rotor, in particular a gas turbine rotor, having a rotor base body and a blade unit.
- the present invention relates to a correspondingly produced rotor itself and to an apparatus for carrying out the method according to the invention.
- Gas turbine rotors with integral blading are referred to as blisk or bling, depending on whether there is a disk-shaped rotor or rotor with a cross section in cross-section (referred to below as the rotor body).
- Blisk is the basic form of bladed disk and bling of bladed ring.
- Another method used in large rotors is friction welding.
- the rotor base body and the blades are produced separately and then friction welded together in particular by linear friction welding.
- DE 102005019356 discloses such a method, wherein a rotor base body and a blade unit are connected to each other via an intermediate piece by means of linear friction welding.
- Another welding method is inductive high-frequency pressure welding, which is also used in this context.
- One advantage of welding fabrication is that rotor bodies and turbine blades can be made of different materials that are adaptable to the different requirements of those portions of the rotor. Difficult is the alignment of the blades to the rotor body during the joining, in particular during friction welding, in which one of the two parts must be moved relative to the other.
- the object of the invention is to provide a method for producing an integrally bladed rotor, with which the turbine blades are mounted in very close tolerances and thus positionally accurate on the rotor body.
- the simplest possible device for carrying out the method should be specified.
- the inventive method provides for this purpose that rotor body and blade unit are connected via an intermediate body by spin welding by the rotor body and the blade unit are positioned with a radial gap, the intermediate body is coaxially aligned with the gap, and by axial and rotary relative movement of the parts to be joined moved relative to the intermediate body latter in the gap and is welded simultaneously with the parts to be joined.
- the invention provides a prefabricated intermediate body by spin welding so to speak as a bridge between the rotor body and blade unit on both units.
- a relative movement between the rotor base body and blade unit during welding is therefore no longer necessary, these two parts can be positioned in advance firmly to each other.
- the tolerance of the moving parts occurring during friction welding does not influence the relative position between the rotor base body and the blade unit, so that larger tolerances are acceptable for the position of the intermediate body in the welded state.
- the rotor body and blade unit are less stressed during the welding process.
- the blade unit is according to the preferred embodiment, a closed blade ring, that is, it consists of a ring body and integrally formed blades. This is a closed annular gap for accommodating the intermediate body available.
- a plurality of rotor blades could be integrally connected to each other via a ring segment, wherein the ring segments are connected to each other via the intermediate body.
- individual rotor blades could also be supplemented by widespread rotor blade feet to form a ring and, so to speak, welded individually to the intermediate body.
- the gap should be narrower in the feed direction of the intermediate part in order to produce an increasingly greater frictional force by the delivery.
- the gap can become narrower, for example conical, wavy or step-shaped, that is, the corresponding joining surfaces on the parts to be welded then have matched geometries.
- the intermediate body may or should have correspondingly adapted geometries.
- the intermediate body would have a double-cone-shaped cross section in the broadest sense.
- the individual or segmentally combined rotor blades then together form the blade unit.
- the gap surfaces defining the rotor body and the blade unit can, but need not be symmetrical inclined to the axial direction.
- different inclinations namely a different frictional force can be achieved at the joining surfaces, which may optionally, depending on the individual materials, may be advantageous. Materials and friction are to be adjusted accordingly.
- the intermediate body should have a geometry matched to the geometry of the gap, in particular corresponding to the geometry of the gap.
- the blade unit is in particular a closed blade ring, as already explained.
- this blade ring can for example be produced integrally or by suitable methods, for example high-temperature soldering or EB welding, be a ring composed of individual parts.
- Rotor body and blade unit are preferably made of different materials.
- the intermediate body can also be composed of different materials in the area of the joining surfaces in order to ensure friction welding with the adjacent parts.
- Suitable materials for the intermediate body are all rotationsreibsch spageauchen nickel-based alloys in question, wherein the intermediate body of course, as mentioned, a so-called dual alloy or a graded Material can be made in advance of suitable materials.
- the inventive method provides that the blade unit is held in a fixed position and a positive fit, while the friction welding process takes place.
- the intermediate body is partially removed after welding to the first of the parts to be joined, preferably more than 50 percent of its volume.
- the still required joining surface for welding the second part is made.
- the device according to the invention for carrying out the above-mentioned method comprises a holder for the rotor base body and the blade unit, anti-rotation devices for the rotor base body and the blade unit and a rotatable and axially deliverable holder for the intermediate body.
- the position positioning and centering of the parts to each other, the anti-rotation keep the parts when delivering the rotating intermediate body.
- the device has a recess in the feed direction after the gap, there is no danger that the intermediate body will contact the device when it penetrates the gap.
- the anti-rotation device for the blade unit preferably engages in a form-fitting manner, which may be the case between the blades and / or on a ring section of the blade ring.
- a centering device for the rotor body and the blade unit should be present.
- the invention also describes an integrally bladed rotor, in particular for gas turbines, which is produced by the method according to the invention and has an intermediate part which bridges a gap between the rotor main body and the blade unit by friction welding.
- FIG. 1 is an apparatus for producing an integrally bladed rotor 10, in the present case of a gas turbine rotor shown.
- the rotor 10 can be used in the compressor or turbine region of the gas turbine.
- the rotor 10 has a rotor base body in the form of a disk or a ring, which is also called rotor carrier.
- the turbine blades 14 are attached on the rotor body 12.
- the turbine blades 14 are integral with a closed blade ring. In the following, only one blade unit 16 is used in this context for the sake of simplicity.
- the blade unit 16 has a radially inner annular body 18 from which the turbine blades 14 extend radially outward.
- the annular body 18 and the turbine blades 14 may be machined in one piece from the solid or made of several components and joined together. This can be done by a high temperature brazing process or a welding process (eg EB welding).
- annular gap 20 between the rotor base body 12 and the blade unit 16 is present, the respective joining surfaces 22 and 24 are radially spaced from each other.
- This gap 20 is bridged by a prefabricated, rigid intermediate body 26, which is attached by rotary friction welding to the rotor base body 12 and the blade unit 16 and bridges the gap 20, so that an integrally bladed rotor 10 results.
- the joining surfaces 22, 24 run continuously conically in the axial feed direction Z of the intermediate body 26, so that the gap decreases radially increasingly and continuously.
- the intermediate body 26 has a correspondingly adapted, doppelkonische cross-sectional shape.
- the joining surfaces 22, 24 are considered to their associated joining surfaces on the intermediate body 26 in cross section, preferably in parallel.
- the joining surfaces 22, 24 are inclined symmetrically to the axial direction, that is, the angles ⁇ and ⁇ are equal in magnitude.
- the angles can also be unequal in order to be able to adapt the forces better with different material properties.
- the device itself comprises a radially outer centering device 28 in the form of a shoulder on which the radially outer end face of the turbine blades 14 rest on the inside.
- an anti-rotation device 30 is provided in the form of one or more projections which project between adjacent turbine blades 14 and prevent or prevent rotation of the blade unit 16.
- the rotor base body 12 is centered over a clamping ring 32, which sits on an axially displaceable cone 34 and fixed in position, even against rotation, held in the device, the means clamping ring 32 and cone 34 also form an anti-rotation.
- rotor main body 12 and blade unit 16 abut against a wall 34 of the device, so that they are also positioned and held in the axial direction exactly to each other and in the device.
- the wall 34 has in the feed direction Z after the gap 20 an annular recess 36 which is larger in the radial direction than the adjacent end of the gap 20.
- the intermediate body 26 is mounted on a rotatable and axially deliverable holder 38.
- the intermediate body 26 is according to the illustrated embodiment, an annular, prefabricated element.
- the manufacture of the rotor 10 will be briefly explained.
- the attached to the holder 38 intermediate body 26 is rotated and pressed in the feed direction Z in the gap 20, wherein the intermediate body 26 is aligned coaxially with the gap 20.
- the angles ⁇ and ⁇ are equal or unequal and tuned to the friction to be achieved. From a certain feed force and the resulting frictional force it comes to preferably simultaneous welding of the three parts, in which case of course the intermediate body 26 bridges the gap 20 and preferably completely fills. Compared with the situation in FIG.
- the intermediate body 26 is then further moved in the feed direction Z in the further course of the process.
- the recess 36 prevents the intermediate body 26 passing through the gap 20 from touching the device and damaging it or welding it to it.
- the rotor base body 12 and the blade unit 16 remain fixed in position and do not rotate with them.
- Rotor body 12 and blade unit 16 are preferably made of different materials, and also the intermediate body 26 may consist of different materials, which are adapted to the materials of the adjacent parts of the rotor 10. Consequently, the intermediate body 26 may be a dual alloy or graded material. As materials can be used, for example, the wooungsreibsch spaeten nickel-based alloys application.
- the blade unit 16 can be modified at its joining surface, by recrystallization.
- the entire joining surface 22 or only individual sections can be recrystallized, preferably at a minimum recrystallization depth of 0.5 mm.
- FIG. 2 corresponds essentially to the according to FIG. 1 , so that in the following only the differences must be addressed.
- the holder 38 is slightly modified, because the intermediate body 26 is inserted axially into a corresponding recess of the holder 38 and fixed therein.
- the blade unit 16 is rotationally secured in the region of the circumferentially continuous annular body 18 by an anti-rotation 30, for example, a projection or a pin, projects into a corresponding end-side recess of the annular body 18.
- a corresponding positive rotation lock can of course be provided for the rotor body 12.
- a centering device 28 in the form of projections, which bears against the outside of the ring body 18 and thus lies between the turbine blades 14.
- FIG. 3a shows a variant in which the gap 20 is stepwise narrower in the feed direction Z and the intermediate body 26 has a complementary shape.
- the intermediate body 26 has a complementary shape.
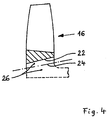
- FIG. 4 shows a partial longitudinal section through a blade unit 16, which is already welded to a joining surface 22 with an intermediate body 26.
- the illustration relates to a variant of the method in which the intermediate body 26 is first welded to one of the bodies to be joined, in this case the blade unit 16, and later to the second body to be connected, here the rotor base body (not shown).
- the intermediate body 26 is adapted by a self-supporting, solid construction to the loads during rotational friction welding. As soon as it is welded to the blade unit 16, a large part of its volume can be removed, for example by turning, the subsequently required joining surface 24 being manufactured, see the part of the intermediate body 26 below the dot-dashed joining surface 24 shown in dashed lines.
- the joining surfaces 22 and 24 may have the same cone direction and optionally the same cone angle. As a result, the joining surfaces 22 and 24 can move radially very close together so that weight and radial height can be saved with respect to the rotor to be produced.
- This time-consuming process variant with two separate Rotationsreibsch divorticiann and intermediate processing has the advantage that the separate welding of the intermediate body 26 with the usually forged rotor body on the one hand and with the usually cast blades on the other hand technically easier to control, since the process parameters are chosen differently thus can be better optimized.
- rotor 10 according to the invention and the method according to the invention can also be used with cooled rotors.
- rotor base body 12 and blade unit 16 have suitable cooling channels 50 (see FIG. 1 ).
- the intermediate body 26 also has, however, somewhat larger, cooling channels 52 in order to connect the channels 50 with each other regardless of its depth of immersion into the gap 20 in any case.
- the intermediate body would then have parallel, axial joining surfaces, wherein its radial thickness would have to be slightly larger for generating a contact pressure, as the radial gap width
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Description
- Die Erfindung betrifft ein Verfahren zum Herstellen eines integral beschaufelten Rotors, insbesondere eines Gasturbinenrotors, mit einem Rotorgrundkörper und einer Schaufeleinheit.
- Darüber hinaus betrifft die vorliegende Erfindung einen entsprechend hergestellten Rotor selbst sowie eine Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens.
- Gasturbinenrotoren mit integraler Beschaufelung bezeichnet man abhängig davon, ob ein im Querschnitt scheibenförmiger oder ein im Querschnitt ringförmiger Rotor bzw. Rotorträger (im folgenden Rotorgrundkörper genannt) vorhanden ist, als Blisk bzw. Bling. Blisk ist die Grundform von bladed disk und Bling von bladed ring.
- Aus dem Stand der Technik ist es bekannt, Gasturbinenrotoren mit integraler Beschaufelung durch Fräsen aus dem Vollen herzustellen, was natürlich sehr aufwendig und teuer ist, weshalb dieses Verfahren nur für relativ kleine Gasturbinenrotoren Verwendung gefunden hat.
- Ein anderes, bei großen Rotoren Anwendung findendes Verfahren ist das Reibschweißen. Dabei werden der Rotorgrundkörper und die Schaufeln separat hergestellt und anschließend miteinander reibverschweißt insbesondere durch Linearreibschweißen.
DE 102005019356 offenbart ein solches Verfahren, wobei ein Rotorgrunderkörper und eine Schaufeleinheit über einen Zwischenstück mittels Linearreibschweißens miteinander verbunden werden. Ein anderes Schweißverfahren ist das induktive Hochfrequenzpressschweißen, welches in diesem Zusammenhang auch Anwendung findet. Ein Vorteil des Herstellens mittels Schweißen besteht darin, dass Rotorgrundkörper und Turbinenschaufeln aus unterschiedlichen Materialien hergestellt werden können, die den unterschiedlichen Anforderungen dieser Abschnitte des Rotors anpassbar sind. Schwierig ist die Ausrichtung der Schaufeln zum Rotorgrundkörper beim Fügen, insbesondere beim Reibschweißen, bei dem eines der beiden Teile relativ zum anderen bewegt werden muss. - Aufgabe der Erfindung ist es, ein Verfahren zum Herstellen eines integral beschaufelten Rotors zu schaffen, mit dem die Turbinenschaufeln in sehr engen Toleranzen und damit positionsgenau am Rotorgrundkörper angebracht werden. Darüber hinaus soll eine möglichst einfache Vorrichtung zur Durchführung des Verfahrens angegeben werden.
- Das erfindungsgemäße Verfahren sieht hierzu vor, dass Rotorgrundkörper und Schaufeleinheit über einen Zwischenkörper durch Rotationsschweißen verbunden werden, indem der Rotorgrundkörper und die Schaufeleinheit mit radialem Spalt positioniert werden, der Zwischenkörper koaxial fluchtend zum Spalt positioniert wird, und durch axiale sowie rotatorische Relativbewegung der zu verbindenden Teile relativ zum Zwischenkörper letzterer in den Spalt bewegt und simultan mit den zu verbindenden Teilen verschweißt wird.
- Alternativ hierzu wird jeweils durch axiale sowie rotatorische Relativbewegung der Zwischenkörper zunächst mit einem ersten der zu verbindenden Teile (Rotorgrundkörper und Schaufeleinheit) verschweißt und danach, als integrale Einheit mit diesem Teil, mit dem zweiten der zu verbindenden Teile verschweißt.
- Während im Stand der Technik die Rotorschaufeln direkt an den Rotorgrundkörper angeschweißt wurden und damit eine Relativbewegung dieser beiden Teile zueinander erfolgen musste, sieht die Erfindung vor, einen vorgefertigten Zwischenkörper durch Rotationsschweißen sozusagen als Brücke zwischen Rotorgrundkörper und Schaufeleinheit an beiden Einheiten festzuschweißen. Eine Relativbewegung zwischen Rotorgrundkörper und Schaufeleinheit beim Schweißen ist deshalb nicht mehr notwendig, diese beiden Teile können vorab fest zueinander positioniert werden. Die beim Reibschweißen auftretende Toleranz der zueinander bewegten Teile beeinflusst beim erfindungsgemäßen Verfahren nicht die Relativposition zwischen Rotorgrundkörper und Schaufeleinheit, so dass für die Lage des Zwischenkörpers im verschweißten Zustand größere Toleranzen akzeptabel sind. Darüber hinaus werden Rotorgrundkörper und Schaufeleinheit beim Schweißvorgang weniger belastet.
- Wie bereits erläutert, wird gemäß der bevorzugten Ausführungsform nur der Zwischenkörper gedreht, wogegen die anderen beiden Einheiten unbewegt bleiben.
- Die Schaufeleinheit ist gemäß der bevorzugten Ausführungsform ein geschlossener Schaufelkranz, das heißt, sie besteht aus einem Ringkörper und einstückig angeformten Schaufeln. Damit steht ein geschlossener Ringspalt zur Unterbringung des Zwischenkörpers zur Verfügung. Alternativ hierzu könnten natürlich auch mehrere Rotorschaufeln über ein Ringsegment einstückig miteinander verbunden sein, wobei die Ringsegmente über den Zwischenkörper miteinander verbunden werden. Darüber hinaus könnten sich theoretisch auch einzelne Laufschaufeln über verbreitete Laufschaufelfüße zu einem Ring ergänzen und sozusagen einzeln an den Zwischenkörper angeschweißt werden.
- Der Spalt sollte in Zustellrichtung des Zwischenteils enger werden, um durch die Zustellung eine zunehmend größere Reibkraft zu erzeugen.
- Besonders vorteilhaft ist es, wenn der Spalt kontinuierlich enger wird.
- Der Spalt kann beispielsweise konisch, wellenförmig oder treppenförmig enger werden, das heißt, die entsprechenden Fügeflächen an den zu verschweißenden Teilen haben daraufhin abgestimmte Geometrien.
- Auch der Zwischenkörper kann oder sollte entsprechend angepasste Geometrien besitzen. Damit hätte der Zwischenkörper einen im weitesten Sinne doppelkonusförmigen Querschnitt.
- Die einzelnen oder segmentweise zusammengefassten Rotorschaufeln bilden dann zusammen die Schaufeleinheit.
- Die den Spalt definierenden Fügeflächen des Rotorgrundkörpers und der Schaufeleinheit können, müssen jedoch nicht symmetrisch zur Axialrichtung geneigt sein. Durch unterschiedliche Neigungen lässt sich nämlich eine unterschiedliche Reibkraft an den Fügeflächen erzielen, was gegebenenfalls, abhängig von den einzelnen Materialien, vorteilhaft sein kann. Materialien und Reibkraft sind entsprechend einander anzupassen.
- Wie bereits zuvor erwähnt, sollte der Zwischenkörper eine auf die Spaltgeometrie abgestimmte, insbesondere der Spaltgeometrie entsprechende eigene Geometrie, aufweisen.
- Die Schaufeleinheit ist insbesondere ein geschlossener Schaufelkranz, wie bereits erläutert. Dabei kann dieser Schaufelkranz zum Beispiel integral gefertigt sein oder durch geeignete Verfahren, zum Beispiel Hochtemperaturlöten oder EB-Schweißen, ein aus Einzelteilen zusammengesetzter Ring sein.
- Rotorgrundkörper und Schaufeleinheit sind bevorzugt aus unterschiedlichen Materialien.
- Dies gilt auch für den Zwischenkörper. Der Zwischenkörper lässt sich nämlich auch aus unterschiedlichen Materialien im Bereich der Fügeflächen zusammensetzen, um ein Reibschweißen mit den angrenzenden Teilen sicherzustellen. Als Werkstoffe für den Zwischenkörper kommen alle rotationsreibschweißgeeigneten Nickelbasis-Legierungen in Frage, wobei der Zwischenkörper natürlich auch, wie erwähnt, ein sogenanntes Dual Alloy oder ein gradierter Werkstoff sein kann, der vorab aus geeigneten Werkstoffen hergestellt wird.
- Vorteilhaft kann es auch sein, die zu verschweißenden Schaufeln oder, allgemeiner, die Schaufeleinheit, im Bereich der Fügefläche ganz oder selektiv durch Rekristallisation zu modifizieren. In diesem Zusammenhang hat sich herausgestellt, dass eine radiale Rekristallisationstiefe von mindestens 0,5 mm besonders geeignet ist.
- Durch die Erfindung lassen sich auch Einkristall-Rotorschaufeln mit polykristallinen Rotorgrundkörpern verbinden.
- Das erfindungsgemäße Verfahren sieht vor, dass die Schaufeleinheit in einer Vorrichtung lagefest und formschlüssig gehalten wird, während der Reibschweißvorgang erfolgt.
- Beim zweiten Verfahren, das zunächst die Herstellung einer integralen Einheit aus Zwischenkörper und einem ersten der zu verbindenden Teile vorsieht, wird der Zwischenkörper nach dem Anschweißen an den ersten der zu verbindenden Teile zum Teil, vorzugsweise zu mehr als 50 Prozent seines Volumens, abgetragen. Dabei wird die noch benötigte Fügefläche zum Anschweißen des zweiten Teiles gefertigt. Zu beachten ist, dass der zunächst als selbsttragender, an die Belastungen beim Rotationsschweißen angepasst ausgeführte Zwischenkörper dann natürlich soweit abgetragen werden kann, dass sein Volumen allein gegebenenfalls den Belastungen beim Rotationsschweißen nicht mehr gewachsen wäre. Aber, nachdem er mit dem ersten Teil ja eine vorgefertigte Einheit bildet, kann diese Einheit dann die beim Schweißen auftretenden Kräfte ohne weiteres aufnehmen.
- Die erfindungsgemäße Vorrichtung zur Durchführung des vorerwähnten Verfahrens umfasst eine Halterung für den Rotorgrundkörper und die Schaufeleinheit, Verdrehsicherungen für Rotorgrundkörper und Schaufeleinheit sowie eine drehbare und axial zustellbare Halterung für den Zwischenkörper.
- Über die Halterung erfolgt die Lagepositionierung und Zentrierung der Teile zueinander, die Verdrehsicherungen halten die Teile beim Zustellen des rotierenden Zwischenkörpers.
- Wenn die Vorrichtung in Zustellrichtung nach dem Spalt eine Ausnehmung besitzt, besteht keine Gefahr, dass der Zwischenkörper beim Durchdringen des Spaltes die Vorrichtung kontaktiert.
- Die Verdrehsicherung für die Schaufeleinheit greift vorzugsweise formschlüssig in diese ein, was zwischen den Schaufeln und/oder an einem Ringabschnitt des Schaufelkranzes der Fall sein kann.
- Darüber hinaus sollte eine Zentriervorrichtung für den Rotorgrundkörper und für die Schaufeleinheit vorhanden sein.
- Die Erfindung beschreibt schließlich auch einen integral beschaufelten Rotor, insbesondere für Gasturbinen, der nach dem erfindungsgemäßen Verfahren hergestellt wird und ein Zwischenteil besitzt, das durch Reibschweißen einen Spalt zwischen dem Rotorgrundkörper und der Schaufeleinheit überbrückt.
- Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung und aus den nachfolgenden Zeichnungen, auf die Bezug genommen wird. In den Zeichnungen zeigen:
-
Figur 1 einen Halbschnitt durch eine erfindungsgemäße Vorrichtung mit eingesetztem Rotor, in der integral beschaufelte Rotoren nach dem erfindungsgemäßen Verfahren hergestellt werden, -
Figur 2 einen Halbschnitt durch eine zweite Ausführungsform der erfindungsgemäßen Vorrichtung, bei der ebenfalls das erfindungsgemäße Verfahren durchgeführt werden kann, -
Figuren 3a und 3b je eine vergrößerte Ansicht des Rotors im Bereich des Spalts, und -
Figur 4 einen schematischen Teillängsschnitt durch eine temporäre Zwischenbaugruppe des erfindungsgemäßen Rotors. - In
Figur 1 ist eine Vorrichtung zum Herstellen eines integral beschaufelten Rotors 10, vorliegend eines Gasturbinenrotors, dargestellt. Der Rotor 10 kann dabei im Verdichter oder Turbinenbereich der Gasturbine eingesetzt werden. Der Rotor 10 weist einen Rotorgrundkörper in Form einer Scheibe oder eines Rings auf, der auch Rotorträger genannt wird. Am Rotorgrundkörper 12 werden die Turbinenschaufeln 14 befestigt. Die Turbinenschaufeln 14 sind einstückiger Bestandteil eines geschlossenen Schaufelkranzes. Im folgenden wird in diesem Zusammenhang der Einfachheit halber nur von einer Schaufeleinheit 16 gesprochen. - Die Schaufeleinheit 16 hat einen radial inneren Ringkörper 18, von welchem aus sich die Turbinenschaufeln 14 radial nach außen erstrecken. Der Ringkörper 18 und die Turbinenschaufeln 14 können einstückig aus dem Vollen gemeinsam gefräst werden oder aus mehreren Bestandteilen bestehen und miteinander verbunden werden. Dies kann durch ein Hochtemperaturlötverfahren oder ein Schweißverfahren (zum Beispiel EB-Schweißen) erfolgen.
- Wie
Figur 1 zu entnehmen ist, ist ein Ringspalt 20 zwischen dem Rotorgrundkörper 12 und der Schaufeleinheit 16 vorhanden, die entsprechenden Fügeflächen 22 und 24 sind radial voneinander beabstandet. Dieser Spalt 20 wird von einem vorgefertigten, starren Zwischenkörper 26 überbrückt, der durch Rotationsreibschweißen an dem Rotorgrundkörper 12 und der Schaufeleinheit 16 angebracht wird und den Spalt 20 überbrückt, so dass sich ein integral beschaufelter Rotor 10 ergibt. - Die Fügeflächen 22, 24 laufen in axialer Zustellrichtung Z des Zwischenkörpers 26 kontinuierlich konisch zu, so dass sich der Spalt radial zunehmend und kontinuierlich verringert.
- Auch der Zwischenkörper 26 hat eine entsprechend angepasste, doppelkonische Querschnittsform.
- Die Fügeflächen 22, 24 sind zu ihren zugeordneten Fügeflächen am Zwischenkörper 26 im Querschnitt betrachtet, vorzugsweise parallel.
- Bei der gezeigten Ausführungsform sind darüber hinaus die Fügeflächen 22, 24 symmetrisch zur Axialrichtung geneigt, das heißt die Winkel α und β sind vom Betrag her gleich. Alternativ können die Winkel auch ungleich sein, um bei unterschiedlichen Materialeigenschaften die Kräfte besser anpassen zukönnen.
- Die Vorrichtung selbst umfasst eine radial äußere Zentriervorrichtung 28 in Form eines Absatzes, an dem innenseitig die radial äußere Stirnfläche der Turbinenschaufeln 14 anliegen. Darüber hinaus ist eine Verdrehsicherung 30 in Form von einem oder mehreren Vorsprüngen vorgesehen, die zwischen benachbarte Turbinenschaufeln 14 ragen und eine Drehung der Schaufeleinheit 16 verhindert bzw. verhindern.
- Der Rotorgrundkörper 12 wird über einen Spannring 32, der auf einem axial verschieblichen Konus 34 sitzt, zentriert und lagefest, auch gegen Drehung, in der Vorrichtung gehalten, das heißt Spannring 32 und Konus 34 bilden auch eine Verdrehsicherung.
- In Axialrichtung stoßen Rotorgrundkörper 12 und Schaufeleinheit 16 gegen eine Wand 34 der Vorrichtung, so dass sie auch in Axialrichtung exakt zueinander und in der Vorrichtung positioniert und gehalten werden. Die Wand 34 besitzt in Zustellrichtung Z nach dem Spalt 20 eine ringförmige Ausnehmung 36, die in Radialrichtung größer als das angrenzende Ende des Spaltes 20 ist.
- Der Zwischenkörper 26 wird auf einer drehbaren und axial zustellbaren Halterung 38 befestigt. Der Zwischenkörper 26 ist gemäß der dargestellten Ausführungsform ein ringförmiges, vorgefertigtes Element.
- Im folgenden wird die Herstellung des Rotors 10 kurz erläutert. Nach dem Einsetzen von Rotorgrundkörper 12 und Schaufeleinheit 16 sowie Fixieren dieser Teile in der Vorrichtung wird der an der Halterung 38 befestigte Zwischenkörper 26 in Rotation versetzt und in Zustellrichtung Z in den Spalt 20 gedrückt, wobei der Zwischenkörper 26 koaxial fluchtend zum Spalt 20 ausgerichtet ist. Die Winkel α und β sind gleich oder ungleich und auf die zu erzielende Reibung abgestimmt. Ab einer bestimmten Zustellkraft und der daraus resultierenden Reibkraft kommt es zum vorzugsweise simultanen Verschweißen der drei Teile, wobei dann natürlich der Zwischenkörper 26 den Spalt 20 überbrückt und vorzugsweise vollständig ausfüllt. Verglichen mit der Situation in
Figur 1 , die den ersten Kontakt des Zwischenkörpers 26 mit den Fügeflächen 22, 24 zeigt, wird der Zwischenkörper 26 dann im weiteren Verlauf des Verfahrens folglich noch weiter in Zustellrichtung Z bewegt. Die Ausnehmung 36 verhindert, das der durch den Spalt 20 hindurchtretende Zwischenkörper 26 die Vorrichtung berührt und sie beschädigt oder an sie angeschweißt wird. - Während des Schweißvorgangs bleiben Rotorgrundkörper 12 und Schaufeleinheit 16 lagefest und drehen nicht mit.
- Rotorgrundkörper 12 und Schaufeleinheit 16 sind vorzugsweise aus unterschiedlichen Materialien, wobei auch der Zwischenkörper 26 aus verschiedenen Materialien bestehen kann, die an die Materialien der angrenzenden Teile des Rotors 10 angepasst sind. Folglich kann der Zwischenkörper 26 ein Dual Alloy oder gradierter Werkstoff sein. Als Werkstoffe können dabei zum Beispiel die rotationsreibschweißgeeigneten Nickelbasis-Legierungen Anwendung finden.
- Darüber hinaus lässt sich auch die Schaufeleinheit 16 an ihrer Fügefläche modifizieren, und zwar durch Rekristallisation. Hier kann die gesamte Fügefläche 22 oder nur einzelne Abschnitte rekristallisiert werden, und zwar vorzugsweise bei einer Mindestrekristallisationstiefe von 0,5 mm.
- Nach dem Verschweißen des Zwischenkörpers 26 wird dieser von der Halterung 38 gelöst. Der vom hergestellten Rotor 10 abstehende Stumpf des Zwischenkörpers 26 wird dann abgedreht.
- Die Ausführungsform nach
Figur 2 entspricht im wesentlichen der gemäßFigur 1 , so dass im folgenden nur auf die Unterschiede eingegangen werden muss. Bei dieser Ausführungsform ist die Halterung 38 etwas modifiziert ausgebildet, denn der Zwischenkörper 26 wird axial in eine entsprechende Ausnehmung der Halterung 38 gesteckt und darin fixiert. Darüber hinaus wird die Schaufeleinheit 16 im Bereich des in Umfangsrichtung durchgehenden Ringkörpers 18 drehgesichert, indem eine Verdrehsicherung 30, zum Beispiel ein Vorsprung oder ein Stift, in eine entsprechende stirnseitige Ausnehmung des Ringkörpers 18 ragt. Eine entsprechende formschlüssige Drehsicherung kann natürlich auch für den Rotorgrundkörper 12 vorgesehen sein. - Für die Zentrierung der Schaufeleinheit 16 sorgt eine Zentriervorrichtung 28 in Form von Vorsprüngen, die an der Außenseite des Ringkörpers 18 anliegt und damit zwischen den Turbinenschaufeln 14 liegt.
- Die übrigen bereits mit Bezug auf
Figur 1 eingeführten Bezugszeichen werden auch hier wieder für gleiche oder funktionsgleiche Teile verwendet, so dass die Vorrichtung nachFigur 2 nicht weiter im Detail erläutert werden muss. Neben dem Spannring 32 kann natürlich auch im Nabenbereich des Rotorgrundkörpers 12 eine Drehmomentverbindung vorgesehen sein. -
Figur 3a zeigt eine Variante, bei der der Spalt 20 treppenstufenförmig in Zustellrichtung Z enger wird und der Zwischenkörper 26 eine komplementäre Form besitzt. - Bei der Ausführungsform nach
Figur 3b verengt sich der Spalt 20 im Querschnitt gesehen wellenförmig, auch hier hat der Zwischenkörper 26 eine komplementäre Gestalt. - Alternativ zur Arretierung der Schaufeleinheit 16 kann zusätzlich zu mechanischen Spannund Fixiervorrichtungen die Schaufeleinheit 16 mit einer niedrigschmelzenden metallischen Eingießmasse (zum Beispiel Zinn-Wismut) oder Kunststoff in die Vorrichtung eingegossen werden. Diese Masse wird nach dem Fügevorgang in geeigneter Weise wieder entfernt.
-
Figur 4 zeigt einen Teillängsschnitt durch eine Schaufeleinheit 16, welche an einer Fügefläche 22 bereits mit einem Zwischenkörper 26 verschweißt ist. Die Darstellung betrifft eine Verfahrensvariante, bei welcher der Zwischenkörper 26 zuerst mit einem der zu verbindenden Körper, hier der Schaufeleinheit 16, und später mit dem zweiten zu verbindenden Körper, hier dem Rotorgrundkörper (nicht dargestellt) verschweißt wird. Der Zwischenkörper 26 ist durch eine selbsttragende, massive Bauweise an die Belastungen beim Rotationsreibschweißen angepasst. Sobald er mit der Schaufeleinheit 16 verschweißt ist, kann ein Großteil seines Volumens z.B. durch Drehen entfernt werden, wobei die anschließend benötigte Fügefläche 24 gefertigt wird, siehe hierzu den gestrichelt dargestellten, zu entfernenden Teil des Zwischenkörpers 26 unterhalb der strichpunktierten Fügefläche 24. Die Fügeflächen 22 und 24 können die gleiche Konusrichtung und gegebenenfalls den gleichen Konuswinkel aufweisen. Dadurch können die Fügeflächen 22 und 24 radial sehr nahe zusammenrücken, so dass bezüglich des herzustellenden Rotors Gewicht und radiale Bauhöhe eingespart werden können. Diese zeitlich aufwendigere Verfahrensvariante mit zwei separaten Rotationsreibschweißvorgängen und Zwischenbearbeitung hat noch den Vorteil, dass das separate Verschweißen des Zwischenkörpers 26 mit dem in der Regel geschmiedeten Rotorgrundkörper einerseits und mit den in der Regel gegossenen Schaufeln andererseits verfahrenstechnisch leichter beherrschbar ist, da die Verfahrensparameter unterschiedlich gewählt und somit besser optimiert werden können. - Darüber hinaus ist zu betonen, dass der erfindungsgemäße Rotor 10 und das erfindungsgemäße Verfahren auch bei gekühlten Rotoren einsetzbar ist. Hierzu weisen beispielsweise Rotorgrundkörper 12 und Schaufeleinheit 16 geeignete Kühlkanäle 50 auf (siehe
Figur 1 ). Der Zwischenkörper 26 besitzt ebenfalls, jedoch etwas größere, Kühlkanäle 52, um unabhängig von seiner Eintauchtiefe in den Spalt 20 auf jeden Fall die Kanäle 50 miteinander zu verbinden. - Es wäre auch im Sinne der Erfindung, die Fügeflächen am Rotorgrundkörper und der Schaufeleinheit parallel und axial, d. h. mit in Zustellrichtung des Zwischenkörpers konstantem Radialspalt zueinander anzuordnen. Der Zwischenkörper hätte dann auch parallele, axiale Fügeflächen, wobei seine radiale Dicke zur Erzeugung einer Anpresskraft geringfügig größer sein müsste, als die radiale Spaltweite
Claims (11)
- Verfahren zum Herstellen eines integral beschaufelten Rotors (10), insbesondere eines Gasturbinenrotors, mit einem Rotorgrundkörper (12) und einer Schaufeleinheit (16), wobei Rotorgrundkörper (12) und Schaufeleinheit (16) über einen Zwischenkörper (26) durch Rotationsreibschweißen verbunden werden, der Rotorgrundkörper (12) und die Schaufeleinheit (16) aus unterschiedlichen Materialien hergestellt sind, indemA) der Rotorgrundkörper (12) und die Schaufeleinheit (16) mit radialem Spalt (20) positioniert werden, der Zwischenkörper (26) koaxial fluchtend zum Spalt (20) positioniert wird, und durch axiale sowie rotatorische Relativbewegung der zu verbindenden Teile (12, 16) relativ zum Zwischenkörper (26) letzterer (26) in den Spalt (20) bewegt und simultan mit den zu verbindenden Teilen (12, 16) verschweißt wird, oder indemB) jeweils durch axiale sowie rotatorische Relativbewegung der Zwischenkörper (26) zunächst mit einem ersten (12 oder 16) der zu verbindenden Teile verschweißt wird und danach, als integrale Einheit mit diesem Teil (12 oder 16), mit dem zweiten (16 oder 12) der zu verbindenden Teile verschweißt wird, dadurch gekennzeichnet, dass die den Spalt (20) definierenden Fügeflächen (22, 24) des Rotorgrundkörpers (12) und der Schaufeleinheit (16) asymmetrisch zur Axialrichtung geneigt sind.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der Zwischenkörper (26) gedreht und axial in den Spalt (20) bewegt wird, um mit Rotorgrundkörper (12) und Schaufeleinheit (16) reibverschweißt zu werden.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der Spalt (20) in Zustellrichtung (Z) des Zwischenkörpers (26) enger wird, oder konstant sowie radial geringfügig kleiner als der Zwischenkörper verläuft.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Spalt (20) in Zustellrichtung konisch, wellenförmig oder treppenstufenförmig enger wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Zwischenkörper (26) eine auf die Spaltgeometrie abgestimmte, insbesondere der Spaltgeometrie entsprechende Geometrie aufweist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Schaufeleinheit (16) ein geschlossener Schaufelkranz ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Zwischenkörper (26) an seinen entgegengesetzten Fügeflächen aus unterschiedlichen Materialien besteht.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Schaufeleinheit (16) während des Reibschweißens in einer Vorrichtung lagefest formschlüssig gehalten wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Schaufeleinheit (16) eine den Spalt (20) mitdefinierende Fügefläche (22) aufweist und in diesem Bereich zumindest abschnittsweise rekristallisiert wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der zunächst als selbsttragender, an die Belastungen beim Rotationsreibschweißen angepasst ausgeführte Zwischenkörper (26) nach dem Verschweißen mit einem ersten (12 oder 16) der zu verbindenden Teile und vor dem Verschweißen mit dem zweiten (16 oder 12) der zu verbindenden Teile zum Teil, vorzugsweise zu mehr als 50% seines Volumens. abgetragen wird. und dabei eine noch benötigte Fügefläche (22 oder 24) gefertigt wird.
- Integral beschaufelter Rotor, insbesondere Gasturbinenrotor, hergestellt nach einem der Ansprüche 1 bis 10, mit einem Rotorgrundkörper (12) und einer Schaufeleinheit (16), wobei Rotorgrundkörper (12) und Schaufeleinheit (16) über einen Zwischenkörper (26) durch Rotationsreibschweißen verbunden werden, der Rotorgrundkörper (12) und die Schaufeleinheit (16) aus unterschiedlichen Materialien hergestellt sind und dadurch gekennzeichnet, daß die Fügeflächen (22,24) des Rotorgrundkörpers (12) und der Schaufeleinheit (16) asymmetrisch zur Axialrichtung geneigt sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009013401A DE102009013401A1 (de) | 2009-03-16 | 2009-03-16 | Verfahren zum Herstellen eines integral beschaufelten Rotors, Rotor sowie Vorrichtung zur Durchführung des Verfahrens |
| PCT/DE2010/000268 WO2010105596A1 (de) | 2009-03-16 | 2010-03-15 | Verfahren zum herstellen eines integral beschaufelten rotors, rotor sowie vorrichtung zur durchführung des verfahrens |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2408584A1 EP2408584A1 (de) | 2012-01-25 |
| EP2408584B1 true EP2408584B1 (de) | 2013-12-18 |
Family
ID=42342731
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10716270.3A Not-in-force EP2408584B1 (de) | 2009-03-16 | 2010-03-15 | Verfahren zum herstellen eines integral beschaufelten rotors, rotor sowie vorrichtung zur durchführung des verfahrens |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2408584B1 (de) |
| DE (1) | DE102009013401A1 (de) |
| WO (1) | WO2010105596A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112496685A (zh) * | 2020-11-27 | 2021-03-16 | 中国航发四川燃气涡轮研究院 | 一种整体叶盘的制造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2209473A1 (de) * | 1972-02-29 | 1973-09-06 | Audi Nsu Auto Union Ag | Verfahren zur befestigung eines hohlrades an dem mehreckigen kolben einer rotationskolbenmaschine in trochoidenbauart |
| DE102005019356A1 (de) * | 2005-03-03 | 2006-09-07 | Mtu Aero Engines Gmbh | Verfahren zum Fügen von Bauteilen |
| DE102005026505A1 (de) * | 2005-06-09 | 2006-12-14 | Schaeffler Kg | Verfahren zum Verbinden von zwei Bauelementen mittels Reibschweißen sowie Schweißverbindung |
| FR2903921B1 (fr) * | 2006-07-19 | 2009-06-05 | Snecma Sa | Procede de fabrication d'un disque aubage monobloc et moule pour la mise en oeuvre du procede |
| DE102007036972A1 (de) * | 2007-08-04 | 2009-02-05 | Mtu Aero Engines Gmbh | Verfahren zum Fügen sowie Fügeverbindung von zwei Bauteilen aus Metallwerkstoff |
-
2009
- 2009-03-16 DE DE102009013401A patent/DE102009013401A1/de not_active Withdrawn
-
2010
- 2010-03-15 WO PCT/DE2010/000268 patent/WO2010105596A1/de active Application Filing
- 2010-03-15 EP EP10716270.3A patent/EP2408584B1/de not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| EP2408584A1 (de) | 2012-01-25 |
| WO2010105596A1 (de) | 2010-09-23 |
| DE102009013401A1 (de) | 2010-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3251787B1 (de) | Verfahren zur herstellung eines bauteils einer rotationsmaschine sowie bauteil hergestellt nach einem solchen verfahren | |
| EP2215329B1 (de) | Herstellungsprozess für einen rotor | |
| WO2009049596A1 (de) | Verfahren zur herstellung einer blisk oder eines blings, mittels eines angeschweissten schaufelfusses | |
| EP3299117B1 (de) | Verfahren zur herstellung oder zur reparatur eines bauteils einer rotationsmaschine sowie bauteil hergestellt oder repariert nach einem solchen verfahren | |
| EP2226146A1 (de) | Verfahren zum Verbinden zweier, insbesondere rotationssymmetrischer, Metallteile, mittels eines Wolfram-Inert-Gas (WIG)-Schweissverfahrens sowie Vorrichtung zur Durchführung des Verfahrens | |
| DE102016113289A1 (de) | FSW-Werkzeug mit fester Schulter | |
| EP2366870A2 (de) | Rotor für einen Abgasturbolader | |
| EP3501721A1 (de) | Verfahren zum fügen von bauteilen sowie vorrichtung | |
| DE102005026505A1 (de) | Verfahren zum Verbinden von zwei Bauelementen mittels Reibschweißen sowie Schweißverbindung | |
| EP2408584B1 (de) | Verfahren zum herstellen eines integral beschaufelten rotors, rotor sowie vorrichtung zur durchführung des verfahrens | |
| EP2219819B1 (de) | Verfahren zum herstellen eines integral beschaufelten rotors | |
| DE102012202272B4 (de) | Rotor einer Ladeeinrichtung und Ladeeinrichtung | |
| DE102013216354B4 (de) | Verfahren zur Herstellung eines Leitschaufelkranzes und Leitschaufelkranz | |
| EP2399006B1 (de) | Verfahren zum herstellen eines integral beschaufelten rotors sowie rotor | |
| WO2010099782A1 (de) | Verfahren zur herstellung eines integral beschaufelten rotors | |
| EP1008722B1 (de) | Verfahren zur Herstellung eines geschweissten Rotors einer Strömungsmaschine | |
| DE102009043184A1 (de) | Verfahren zur Reparatur eines integralen Rotors und integraler Rotor | |
| DE102006061448B4 (de) | Verfahren zur Herstellung einer Blisk oder eines Blings einer Gasturbine und danach hergestelltes Bauteil | |
| WO2014146997A1 (de) | Generatives verfahren insbesondere zur herstellung eines überzugs, vorrichtung zur durchführung des verfahrens, überzug und ein bauteilfertigungsverfahren sowie ein bauteil | |
| EP2870322B1 (de) | Verfahren und vorrichtung zum verbinden eines turbinenrads mit einem zwischenstück | |
| EP3508690A1 (de) | Turbinenschaufelblatt, turbinenschaufel und verfahren zu deren herstellung | |
| EP3254806A1 (de) | Verfahren zum herstellen eines abrichtwerkzeugs für ein schleifwerkzeug | |
| DE102009004926A1 (de) | Schaufelintegrierte geteilte Scheibe einer Turbinen- oder Verdichterstufe | |
| WO2022171240A1 (de) | Verfahren zum herstellen einer strömungsstruktur für eine strömungsmaschine | |
| WO2020254019A1 (de) | Stützstruktur, computerprogrammprodukt und verfahren zum entfernen der stützstruktur |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20110808 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130906 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MTU AERO ENGINES AG |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 645394 Country of ref document: AT Kind code of ref document: T Effective date: 20140115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010005706 Country of ref document: DE Effective date: 20140213 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20131218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140318 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140418 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140418 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010005706 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140315 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20140919 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A Ref country code: DE Ref legal event code: R097 Ref document number: 502010005706 Country of ref document: DE Effective date: 20140919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 645394 Country of ref document: AT Kind code of ref document: T Effective date: 20150315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140319 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100315 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150315 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180322 Year of fee payment: 9 Ref country code: GB Payment date: 20180326 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180326 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131218 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502010005706 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190315 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 |