EP2308605A1 - Dispositif d'application de colle - Google Patents
Dispositif d'application de colle Download PDFInfo
- Publication number
- EP2308605A1 EP2308605A1 EP09172462A EP09172462A EP2308605A1 EP 2308605 A1 EP2308605 A1 EP 2308605A1 EP 09172462 A EP09172462 A EP 09172462A EP 09172462 A EP09172462 A EP 09172462A EP 2308605 A1 EP2308605 A1 EP 2308605A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece
- slot
- application device
- passage
- limiting member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000003292 glue Substances 0.000 title claims description 17
- 239000000853 adhesive Substances 0.000 claims abstract description 56
- 230000001070 adhesive effect Effects 0.000 claims abstract description 56
- 230000008878 coupling Effects 0.000 claims description 11
- 238000010168 coupling process Methods 0.000 claims description 11
- 238000005859 coupling reaction Methods 0.000 claims description 11
- 239000000523 sample Substances 0.000 description 5
- 238000007789 sealing Methods 0.000 description 4
- 238000001514 detection method Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000006735 deficit Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0204—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to the edges of essentially flat articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27D—WORKING VENEER OR PLYWOOD
- B27D5/00—Other working of veneer or plywood specially adapted to veneer or plywood
- B27D5/003—Other working of veneer or plywood specially adapted to veneer or plywood securing a veneer strip to a panel edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27G—ACCESSORY MACHINES OR APPARATUS FOR WORKING WOOD OR SIMILAR MATERIALS; TOOLS FOR WORKING WOOD OR SIMILAR MATERIALS; SAFETY DEVICES FOR WOOD WORKING MACHINES OR TOOLS
- B27G11/00—Applying adhesives or glue to surfaces of wood to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
- B05C5/0266—Coating heads with slot-shaped outlet adjustable in length, e.g. for coating webs of different width
Definitions
- the invention relates to an adhesive applicator for a Kantenanleimaschine for applying a molten adhesive on a narrow side of a moving in a feed direction plate-shaped workpiece, comprising a nozzle body with a supply channel for molten adhesive and with a passage for dispensing the adhesive to the narrow side, wherein in the feed channel to the longitudinal axis of the supply channel rotatable dosing rod is arranged with a longitudinal bore, which is supplied to molten adhesive and which is connected via a vertical metering slot with the passage, and wherein the passage is arranged a the opening portion of the passage in the vertical direction delimiting limiting member, which corresponds to the thickness of the workpiece is vertically displaceable.
- Glue application devices of the type mentioned are used in edge banding with which a Anleimkante, which is often referred to as "edge band", fed to a parallel to the feed direction of the workpiece extending narrow side of the workpiece and bonded to the workpiece. Subsequently, the workpiece with the lipping is usually fed to a post-processing in order to achieve a continuous transition between the upper and lower sides of the workpiece and the lipping.
- edge band an Anleimkante
- an adhesive application device for applying the adhesive to the narrow side of the workpiece, comprises a nozzle body having a molten adhesive supply channel and a passage for discharging the molten adhesive onto the narrow side of the workpiece.
- the glue should if possible the Completely cover the narrow side in the vertical direction and in the feed direction, that is, it should extend from a bottom to an upper longitudinal edge of the workpiece over its entire length, so that after bonding the edge band, neither at the lower longitudinal edge nor at the upper longitudinal edge moisture in the area between the lipping and the narrow side can penetrate.
- the delivery of molten adhesive can be controlled directly at the passage.
- the adhesive is supplied to the passage via the longitudinal bore of a dosing rod rotatably held in the supply channel.
- the dosing rod has a metering slot, through which the longitudinal bore is connected to the passage, and by rotation of the metering rod, the metering slot can be aligned either offset or offset to the passage. In the aligned position adhesive can be dispensed and in the staggered position, the release of adhesive is prevented.
- the known adhesive application device has a feeler slide, which slides along the workpiece surface and carries the limiting member in the form of a sealing strip.
- the sealing strip immersed in a groove which is formed in the workpiece facing the front of the nozzle body.
- the passage is arranged in the form of a series of through holes. The through holes make the connection between the supply channel of the nozzle body and the workpiece formed in the nozzle body groove.
- the through holes thus form in their entirety the passage for dispensing the adhesive on the narrow side.
- the sealing strip which dips into the groove only releases those through-holes which are arranged in the region of the narrow side of the workpiece, that is to say it delimits the opening region of the passage in the vertical direction.
- the limiting member in the form of the sealing strip is integrally connected to the caliper and immersed workpiece side into the groove of the nozzle body. So that the limiting member can follow the course of the workpiece top, it should be acted upon if possible only with a vertical force, but not with a force in the feed direction, otherwise there is a risk that the displaceability of the limiting member is impaired.
- Object of the present invention is to develop an adhesive application device of the type mentioned in such a way that the risk of impairment of the displaceability of the limiting member is reduced.
- the passage is slit-shaped as a passage slot and in that the limiting member has a slit limiting part arranged in the passage slot, which can be positioned at the level of the upper longitudinal edge of the workpiece, the opening area of the passage slit in vertical Direction upwardly delimiting end surface comprises and a vertically in the vertical direction to the end surface subsequent, extending inside the passage slot end face.
- the passage of the supply channel is designed in the form of a passage slot.
- This has the advantage in that a slot limiting part of the limiting member can be positioned within the passage slot.
- the slot limiting member is slidable along the passage slot according to the thickness of the workpiece. It has a lower end surface which limits the opening region of the passage slot in the vertical upward direction and can be positioned at the level of the upper longitudinal edge of the workpiece.
- the entire narrow side can be covered with adhesive, but there is no danger that the emerging from the passage slot adhesive can reach the top of the workpiece.
- An end face of the slot delimiting part which runs inside the passage slot, adjoins the end face of the slot delimiting part in an upward vertical direction. Consequently, in the region adjoining the upper longitudinal edge of the workpiece vertically upwards, the slot-limiting part does not protrude beyond the passage slot in the direction of the workpiece; rather, the end face of the slot-limiting part runs in the passage slot.
- the end face is thus set back relative to the front side of the nozzle body facing the workpiece or at most aligned with this front side. However, it protrudes from the front, which forms the application level of the nozzle body, not in the direction of the workpiece. This has the advantage that the slot-limiting part is not detected by the workpiece and therefore can not be acted upon by a force in the feed direction.
- the design of the passage in the form of a slot also has the advantage that the passage manufacturing technology can be made easier.
- the slot-shaped configuration of the passage facilitates its cleaning.
- the adhesive application device has a passage slot, over the opening region of which adhesive can be applied very uniformly directly onto the narrow side of the workpiece.
- the extension of the opening area in the vertical direction is predetermined by the end face of the slot limiting part of the limiting member.
- the end surface can be positioned at the height of the upper longitudinal edge of the workpiece.
- the slot limiting part is vertically displaceable in accordance with the thickness of the workpiece.
- the slot limiting part is arranged in the manner of a slider within the passage slot.
- the adhesive can therefore be applied to the entire narrow side, even if the height of the narrow side varies over the length of the workpiece. There is no danger of that too little adhesive is applied, in particular in the region of the upper longitudinal edge of the workpiece, nor is there the danger that too much adhesive is applied and adhesive gets onto the workpiece top side. The workpiece top is consequently not affected by the adhesive.
- the slot limiting part can follow the change in thickness unhindered, since it can not be subjected to transverse forces, ie, forces in the feed direction, by the workpiece.
- the end face of the slot limiting part extends over the entire height of the limiting member.
- the limiting member also at a significant distance from the workpiece top on no area that protrudes in the direction of the workpiece on the front side of the nozzle body.
- the limiting member is preferably displaceable manually or by means of an electric, pneumatic or hydraulic drive.
- the drive can be controlled as a function of the workpiece thickness.
- manual adjustability it may be provided, for example, that the limiting member can be adjusted by the user by means of an adjusting wheel.
- the position of the limiting member is program-controlled variable.
- the position of the limiting member can be specified depending on the thickness of the workpiece. For example, it is possible to grasp a longitudinal profile of the workpiece and to use it to position the limiting element.
- the limiting member is coupled to a measuring sensor which detects the workpiece top side.
- the workpiece thickness can preferably be detected continuously by means of the measuring sensor, and the limiting element can be positioned as a function of the detected workpiece thickness.
- the workpiece top side can be detected by the sensor without contact. This has the advantage that the workpiece top side of the probe can not be mechanically damaged.
- the non-contact detection of the workpiece top can be done for example by means of electromagnetic radiation, in particular by means of a light beam.
- the upper side of the workpiece can be detected touched by the sensor.
- the sensor has a mechanical sensing element that touches the workpiece top and is held movable in the vertical direction. The position of the sensing element corresponds to the thickness of the workpiece and determines the position of the limiting member.
- the measuring sensor has at least one sensing roller.
- the feeler roller detects the workpiece top side, while it rolls on the workpiece top. It constantly adjusts to the position of the workpiece top without sliding along the top of the workpiece, potentially damaging it. Rather, it rolls off with very little frictional force on the workpiece top.
- the limiting member is mechanically coupled in an advantageous embodiment of the invention with the sensor, in particular with at least one sensing roller.
- a linkage can be used.
- a rigid coupling has proven to be favorable.
- a metering rod is arranged in the supply channel of the nozzle body with a longitudinal bore, which can be supplied to molten adhesive and which is connected to the passage slot via a vertical metering slot. Via the dosing rod molten adhesive can be supplied to the passage slot.
- the metering rod has a longitudinal bore, for example an axial blind bore. The bore opens into the passage slot of the nozzle body via the vertical metering slot. Due to the rotatability of the metering rod, the metering slot can be pivoted in a simple manner between an open position in which it is aligned with the passage slot of the nozzle body and a closed position in which it is arranged offset from the passage slot. As a result, the application of adhesive can be controlled in a simple manner directly on the passage slot. It is advantageous if the position of the dosing rod is adjustable in the vertical direction.
- the limiting member is rotatable and held axially immovably on metering.
- the displacement of the limiting member within the passage slot can be done in a simple manner via the metering.
- a rotational movement of the Dosierstabs is not transferred to the held on it limiting member.
- the limiting member is rotatably supported on the metering rod, so that the slot limiting part of the limiting member arranged in the passage slot even with a rotation of the Dosierstabs around the longitudinal axis of the feed channel no lateral forces must absorb.
- the slot-limiting part only follows an axial movement of the dosing rod, for this purpose the limiting member is held axially immovably on the dosing rod.
- the dosing rod is favorably coupled via a coupling device to a measuring sensor which detects the workpiece top side.
- a measuring sensor which detects the workpiece top side.
- the upper side of the workpiece can be detected contact-free or touch-wise with the aid of the measuring probe. Changes the workpiece thickness, this is detected by the probe, and due to the coupling of the probe via the coupling device with the Dosierstab the dosing can be offset in accordance with the change in thickness of the workpiece in the vertical direction and thus also the Dosierstab held axially immovable limiting member.
- the limiting member is held in an advantageous embodiment in a circumferential groove of the Dosierstabs.
- the circumferential groove defines within the feed channel of the nozzle body an annular space, which is adjoined by the slot-shaped passage of the nozzle body.
- the annular space can receive a holding part of the limiting member, on which the slot limiting part arranged in the passage slot is fixed.
- the limiting member has at least one arcuate holding part bearing against the metering rod, to which the slot limiting part adjoins in the region of the passage slot.
- the holding part may extend in the manner of a holding arm at least over a partial region of the circumference of the metering rod.
- the holding part is designed in the form of a retaining ring, the Completely surrounds metering rod in the circumferential direction. It has proven to be particularly advantageous if the limiting member has two arcuate holding parts extending away from each other and extending in the circumferential direction over a partial region of the metering rod, which project from the slot limiting part arranged in the slot-shaped passage.
- an adhesive application device 10 is shown schematically for an edge banding machine.
- the edgebander is not shown in the drawing as it is known per se to a person skilled in the art. It has in the usual way a machine head and a machine base.
- the lower part of the machine comprises a frame as well as various processing units such as sawing and milling.
- the machine head is kept adjustable relative to the machine base in the vertical direction.
- transport members for example, transport rollers or transport chains, stored with the aid of a plate-shaped workpiece 12 can be moved in a feed direction 14.
- the workpiece 12 has a front side 16 and a back 17, a bottom 18, a top 19 and a first narrow side 21 and a second narrow side 22.
- the two narrow sides 21 and 22 extend over the entire length of the workpiece 12.
- the glue application device 10 comprises a nozzle body 24 with a front side 25 facing the workpiece 12.
- the workpiece 12 is to be coated with adhesive narrow side, in the situation shown in the drawing, this is the first narrow side 21, to the front side 25 can be applied, so that the first narrow side 21 slides during the movement of the workpiece 12 in the feed direction 14 along the front side 25 along.
- the nozzle body 24 comprises a feed channel 27 running in the vertical direction, in which a metering rod 29 can be adjusted in the vertical direction.
- a metering rod 29 can be adjusted in the vertical direction.
- a mechanical coupling device 35 with a rigidly coupled to the first guide rod 37, which at its lower end remote from the coupling device 35 carries a measuring sensor in the form of a feeler device 40.
- Parallel to the first guide rod 37 extends a second guide rod 42, which is also held on the probe device 40.
- the two guide rods 37 and 42 are guided in a guide device 44.
- the latter comprises a first guide sleeve 45, which is penetrated by the first guide rod 37, and a second guide sleeve 46, which is penetrated by the second guide rod 42.
- the guide device 44 By means of the guide device 44, the two guide rods 37 and 42 are aligned parallel to each other and displaceable in the vertical direction.
- the displacement movement of the first guide rod 37 is transmitted via the coupling device 35 onto the metering rod 29, which can be displaced in the vertical direction relative to the nozzle body 24.
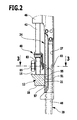
- the metering rod 29 comprises an axial blind bore 48, which of the in FIG. 1 shown lower end 49 of the Dosierstabs 29 goes out and extends up to the level of the nozzle body 24.
- the blind bore 48 is adjoined by a lateral metering slot 51, which passes through the wall of the metering rod 29 and extends in the vertical direction.
- the nozzle body 24 comprises a passage slot 55 which extends in the vertical direction and extends from an end wall 59 arranged at the level of the lower longitudinal edge 57 of the workpiece 12 beyond the upper longitudinal edge 61 of the workpiece 12 to approximately the upper side 63 of the nozzle body 24.
- the first narrow side 21 of the workpiece 12 extends from the lower longitudinal edge 57 to the upper longitudinal edge 61 and is thus covered by the passage slot 55.
- a circumferentially circumferential annular groove 65 This forms within the feed channel 27 an annular space 66 which surrounds the dosing 29.
- a limiting member 70 is held in the annular groove 65.
- This has a first arcuate, in the circumferential direction of the Dosierstabs 29 over a partial area extending holding part in the form of a first support arm 71 and a second arcuate holding part in the form of a second support arm 72, which in the first holding arm 71 opposite direction also over a portion of the outer periphery of the Dosierstabs 29 extends.
- the slot limiting part 73 is integrally connected to the two holding parts 71 and 72.
- the slot delimiting part 73 is arranged inside the passage slot 55 of the nozzle body 24 and has an end face 75 facing away from the dosing rod 29, which extends inside the passage slot 55.
- the end face 75 is aligned in alignment with the front side 25 of the nozzle body 24.
- the end face 75 could also form at the level of the upper longitudinal edge 61 of the workpiece 12 extending to the outer edge of the passage slot 55 nose and then occupy a recessed position within the passage slot 55 at least over a vertical portion, as shown in FIG. 4 is shown in dash-dotted line.
- the slot delimiting part 73 thus does not protrude beyond the front side 25 in the direction of the workpiece 12.
- the end face 75 connects in a vertical direction to a lower end surface 77 of the slot limiting part 73.
- the end surface is located at the level of the upper longitudinal edge 61 of the workpiece 12 and extends forwardly within the passage slot 55 to the outer edge of the passage slot 55 and thus to the longitudinal edge 61 of the workpiece 12.
- the end surface 77 ensures that molten adhesive is not on top 19 of the workpiece 12 can pass.
- the slot delimiting part 73 extends to an upper end surface 78, which is aligned with the upper boundary surface 79 of the two retaining arms 71 and 72.
- the entire limiting member 70 is disposed within the passage slot 55 and the annular groove 65 and protrudes in the direction of the workpiece 12 at any point on the front side 25.
- the limiting member 70 is freely rotatable about the longitudinal axis of the Dosierstabs 29, but held immovably in the axial direction on the metering 29 and thus follows a vertical movement of the Dosierstabs 29.
- the Dosierstab 29 is rotatable about the longitudinal axis 81 of the feed channel 27. This makes it possible to pivot the metering rod 29 and thus also the metering slot 51 back and forth between an open position and a closed position in order to control the application of molten adhesive directly to the passage slot 55. In his open position, as in FIG.
- the metering slot 51 is aligned with the passage slot 55, whereas it is arranged offset in its closed position to the passage slot 55 by a pivot angle of for example 15 ° to 30 °.
- the closed position of Dosierstabs 29 is not shown in the drawing.
- the sensor in the form of the sensing device 40 has, in the embodiment shown in the drawing, a first feeler roller 83 and a second feeler roller 84, with the aid of which the workpiece top side 19 can be detected touched.
- the two feeler rolls 83 and 84 are each one horizontal rotation axis 85 freely rotatably supported on a bracket 87 which is fixed at the free ends of the two guide rods 37 and 42.
- the first guide rod 37 is acted upon by a spring element, in the illustrated embodiment by a compression spring 89, with an elastic restoring force, which is aligned vertically downwards in the direction of the workpiece top side 19.
- the compression spring 89 is supported on a spring holder 90, which is adjustably held in the vertical direction on a holding device 92, which in turn is fixed to the machine upper part of the edgebander not shown in the drawing.
- the sensing device 40 with the two sensing rollers 83 and 84 is coupled via the first guide rod 37, the coupling device 35 and the dosing rod 29 with the dosing rod 29 held axially immovable limiting member.
- the position of the workpiece top 19 can be detected, and the position of the limiting member, in particular the position of the end surface 77 of the slot limiting member 73 can be adapted to the position of the workpiece top 19 via said coupling members.
- the workpiece top side 19 could also be detected without contact.
- the two sensing rollers 83 and 84 could be omitted in such an embodiment, instead, a sensor could be used, with the aid of the workpiece top 19 can be detected and outputs a corresponding sensor signal that could be used to control a motor drive of the metering 29.
- the drive could be configured for example in the form of an electric drive or in the form of a hydraulic or pneumatic piston-cylinder unit be and control the metering 29 according to the position of the top 19 of the workpiece 12, so that even in such an embodiment, the end face 77 of the slot limiting member 83 follows the position of the upper longitudinal edge 61 of the workpiece 12.
- a touch-sensitive or non-contact detection of the workpiece top 19 could be completely eliminated.
- a program-controlled drive could be used for positioning the dosing rod 29, wherein the drive is given a longitudinal profile of the workpiece 12.
- the position of the dosing rod 29 and with this also the position of the limiting member 70 including its slot limiting member 73 could follow the program-controlled predetermined longitudinal profile of the workpiece 12.
- limiting member 70 It could also be provided to support the limiting member 70 independently of the metering rod 29 and to adjust it by means of a drive according to the position of the workpiece top side 19. In particular, one could also manually adjust the limiting member 70, for example by means of a setting wheel.
- the workpiece 12 is guided for gluing a Anleimkante of not shown in the drawing conveyor members of the edgebander in the feed direction 14 along the front side 25 at the passage slot 55 so that molten adhesive can be continuously applied to the first narrow side 21 of the workpiece 12.
- the adhesive can exit the nozzle body 24 via an opening region 94 of the slot-shaped passage 55.
- the opening portion 94 of the passage slot 55 extends from the end wall 59 of the passage slot 55, the height of the The vertical extent of the opening portion 94 is thus determined by the position of the limiting member 70 which is mechanically coupled in the embodiment shown in the drawing with the metering 29, the lower longitudinal edge 57, to the end face 77 of the slot limiting part 73 of the limiting member in turn is rigidly connected to the two feeler rollers 83 and 84.
- the sensing rollers 83 and 84 the workpiece top 19 is continuously detected and the metering 29 is performed together with the limiting member 70 of the guide means 44 corresponding to the sensing rollers 83 and 84 in the vertical direction.
- the end face 77 of the slot-limiting part 73 can be aligned exactly at the level of the upper side 19 of the workpiece 12, the position of the end face 77 following the position of the upper longitudinal edge 61.
- the limiting member 70 can follow all unevennesses of the upper side 19 via the contact rollers 83 and 84, so that the opening region 94 of the slot-shaped passage 55 can be adapted exactly to the changes in the workpiece thickness.
- the adhesive application device 10 can thus be applied over the entire narrow side 21, starting from the lower longitudinal edge 57 of the workpiece 12 to the upper longitudinal edge 61 uniformly molten adhesive, on the one hand ensures that the adhesive extends to the upper longitudinal edge 61 and on the other hand the positioning of the end surface 77 of the slot limiting member 73 at the level of the upper longitudinal edge 61 is ensured that the adhesive can not reach the top 19 of the workpiece 12.
- the limiting member 70 can be adjusted with small forces in the vertical direction, it is easily displaceable in the passage slot 55 held. Since the end face 75 does not protrude beyond the passage slot 55 in the area adjoining the end face 77 in the vertical direction, there is no danger that the workpiece 12 moved in the feed direction 14 will catch and pinch the slot delimiting part 73.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Coating Apparatus (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES09172462T ES2388480T3 (es) | 2009-10-07 | 2009-10-07 | Dispositivo para aplicación de cola |
| EP20090172462 EP2308605B1 (fr) | 2009-10-07 | 2009-10-07 | Dispositif d'application de colle |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20090172462 EP2308605B1 (fr) | 2009-10-07 | 2009-10-07 | Dispositif d'application de colle |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2308605A1 true EP2308605A1 (fr) | 2011-04-13 |
| EP2308605B1 EP2308605B1 (fr) | 2012-06-20 |
Family
ID=41727834
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20090172462 Active EP2308605B1 (fr) | 2009-10-07 | 2009-10-07 | Dispositif d'application de colle |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2308605B1 (fr) |
| ES (1) | ES2388480T3 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202015105929U1 (de) | 2015-11-06 | 2015-11-20 | Holz-Her Gmbh | Kantenbearbeitungsmaschine |
| EP3031588A1 (fr) * | 2014-12-12 | 2016-06-15 | G.P. Consulting di Giuseppe Pritelli & C. S.a.s. | Procédé pour meuler des panneaux en bois à noyau creux |
| DE102017111013A1 (de) | 2017-05-19 | 2018-11-22 | Holz-Her Gmbh | Kleberauftragsvorrichtung |
| EP4115989A1 (fr) | 2021-07-09 | 2023-01-11 | HOLZ-HER GmbH | Dispositif d'application de colle |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4012726A1 (de) | 1990-04-21 | 1991-10-24 | Reich Spezialmaschinen Gmbh | Klebstoff-auftragsvorrichtung bei kantenanleimmaschinen |
| EP1260277A2 (fr) * | 2001-05-18 | 2002-11-27 | SCM GROUP S.p.A. | Dispositif de distribution de colle notamment pour une machine de traitement de panneaux en bois |
| EP1714756A1 (fr) * | 2005-04-22 | 2006-10-25 | Homag Holzbearbeitungssysteme AG | Centre d'usinage pour pièces en forme de plaque |
-
2009
- 2009-10-07 ES ES09172462T patent/ES2388480T3/es active Active
- 2009-10-07 EP EP20090172462 patent/EP2308605B1/fr active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4012726A1 (de) | 1990-04-21 | 1991-10-24 | Reich Spezialmaschinen Gmbh | Klebstoff-auftragsvorrichtung bei kantenanleimmaschinen |
| EP0453936A2 (fr) * | 1990-04-21 | 1991-10-30 | REICH Spezialmaschinen GmbH | Dispositif d'encollage pour machines à encoller les bords |
| EP1260277A2 (fr) * | 2001-05-18 | 2002-11-27 | SCM GROUP S.p.A. | Dispositif de distribution de colle notamment pour une machine de traitement de panneaux en bois |
| EP1714756A1 (fr) * | 2005-04-22 | 2006-10-25 | Homag Holzbearbeitungssysteme AG | Centre d'usinage pour pièces en forme de plaque |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3031588A1 (fr) * | 2014-12-12 | 2016-06-15 | G.P. Consulting di Giuseppe Pritelli & C. S.a.s. | Procédé pour meuler des panneaux en bois à noyau creux |
| DE202015105929U1 (de) | 2015-11-06 | 2015-11-20 | Holz-Her Gmbh | Kantenbearbeitungsmaschine |
| DE102017111013A1 (de) | 2017-05-19 | 2018-11-22 | Holz-Her Gmbh | Kleberauftragsvorrichtung |
| EP4115989A1 (fr) | 2021-07-09 | 2023-01-11 | HOLZ-HER GmbH | Dispositif d'application de colle |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2308605B1 (fr) | 2012-06-20 |
| ES2388480T3 (es) | 2012-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2277631B1 (fr) | Dispositif d'application de colle | |
| DE69905305T2 (de) | Kantenleimgerät | |
| AT521260B1 (de) | Führungssystem zur Führung eines bewegbar gelagerten Türflügels | |
| DE102014016630B4 (de) | Verstelleinrichtung für eine Druckrolle einer Bearbeitungsmaschine, insbesondere Kehlmaschine, sowie Bearbeitsmaschine, insbesondere Kehlmaschine, mit einer solchen Verstelleinrichtung | |
| EP2308605B1 (fr) | Dispositif d'application de colle | |
| DE2633969B2 (de) | Fensterfuhrungsvorrichtung fur Automobilfenster | |
| DE69108108T2 (de) | Vorrichtung zum Anbringen von Klebeband unter niedrigem Anpressdruck. | |
| EP0617168A1 (fr) | Dispositif de dosage pour l'enduction de bandes en mouvement, de préférence de papier ou de carton | |
| DE10124695C2 (de) | Kantenanleimaggregat mit Andruckrolle | |
| CH698147B1 (de) | Schleifmaschine und Verfahren zum Einrichten eines Werkstückträgers an einer Schleifmaschine. | |
| EP3222407B1 (fr) | Automate de soudage | |
| DE29617524U1 (de) | Beschichtungseinrichtung | |
| EP1445082B1 (fr) | Encolleuse de chants | |
| DE102005016321B3 (de) | Lackierwerk | |
| DE19962116A1 (de) | Leitvorrichtung zum Führen von Bogen und Verfahren zum Betreiben einer Leitvorrichtung | |
| EP1808237B1 (fr) | Appareil de revêtement de bandes | |
| DE4207840C2 (de) | Frei programmierbares Auftragsgerät für Medien wie Dichtmasse, Kleber etc. | |
| DE10362038B4 (de) | Verfahren und Einrichtung zur Regelung der Anpresskraft einer Anpresswalze an eine Warenführungswalze | |
| EP3999290A1 (fr) | Système d'application d'agent adhésif et procédé d'application d'un agent adhésif sur une bande de chant | |
| DE4025596A1 (de) | Kantenverkleidungsvorrichtung | |
| AT399497B (de) | Vorrichtung zum auftragen von plastischen massen | |
| DE102007022078B4 (de) | Kantenanleimaggregat mit Andruckvorrichtung | |
| EP0817688B1 (fr) | Enrouleur de bande | |
| DE4318579C2 (de) | Vorrichtung zum Ablängen und Lochen von streifenförmigem Band | |
| EP2295187A2 (fr) | Unité d'avance d'une fraise à capot destinée à fraiser la zone de soudure d'électrodes de soudure par point |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20110706 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502009003841 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B05C0005020000 Ipc: B27D0005000000 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B27D 5/00 20060101AFI20111212BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 562762 Country of ref document: AT Kind code of ref document: T Effective date: 20120715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009003841 Country of ref document: DE Effective date: 20120816 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2388480 Country of ref document: ES Kind code of ref document: T3 Effective date: 20121015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120920 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121020 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BERE | Be: lapsed |
Owner name: HOLZ-HER G.M.B.H. Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| 26N | No opposition filed |
Effective date: 20130321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009003841 Country of ref document: DE Effective date: 20130321 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120920 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121007 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131031 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091007 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131007 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131031 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502009003841 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE MB, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20181227 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502009003841 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE MB, DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 562762 Country of ref document: AT Kind code of ref document: T Effective date: 20191007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191007 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230521 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230913 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231107 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20231006 Year of fee payment: 15 Ref country code: DE Payment date: 20231026 Year of fee payment: 15 |