EP2218903A1 - Method for manufacturing a fuel injector servo valve - Google Patents
Method for manufacturing a fuel injector servo valve Download PDFInfo
- Publication number
- EP2218903A1 EP2218903A1 EP09425061A EP09425061A EP2218903A1 EP 2218903 A1 EP2218903 A1 EP 2218903A1 EP 09425061 A EP09425061 A EP 09425061A EP 09425061 A EP09425061 A EP 09425061A EP 2218903 A1 EP2218903 A1 EP 2218903A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bushing
- armature
- axial
- terminal portion
- ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/0012—Valves
- F02M63/0014—Valves characterised by the valve actuating means
- F02M63/0015—Valves characterised by the valve actuating means electrical, e.g. using solenoid
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M47/00—Fuel-injection apparatus operated cyclically with fuel-injection valves actuated by fluid pressure
- F02M47/02—Fuel-injection apparatus operated cyclically with fuel-injection valves actuated by fluid pressure of accumulator-injector type, i.e. having fuel pressure of accumulator tending to open, and fuel pressure in other chamber tending to close, injection valves and having means for periodically releasing that closing pressure
- F02M47/027—Electrically actuated valves draining the chamber to release the closing pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/168—Assembling; Disassembling; Manufacturing; Adjusting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/0012—Valves
- F02M63/0014—Valves characterised by the valve actuating means
- F02M63/0015—Valves characterised by the valve actuating means electrical, e.g. using solenoid
- F02M63/0017—Valves characterised by the valve actuating means electrical, e.g. using solenoid using electromagnetic operating means
- F02M63/0021—Valves characterised by the valve actuating means electrical, e.g. using solenoid using electromagnetic operating means characterised by the arrangement of mobile armatures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/0012—Valves
- F02M63/007—Details not provided for in, or of interest apart from, the apparatus of the groups F02M63/0014 - F02M63/0059
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/0012—Valves
- F02M63/007—Details not provided for in, or of interest apart from, the apparatus of the groups F02M63/0014 - F02M63/0059
- F02M63/0075—Stop members in valves, e.g. plates or disks limiting the movement of armature, valve or spring
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M63/00—Other fuel-injection apparatus having pertinent characteristics not provided for in groups F02M39/00 - F02M57/00 or F02M67/00; Details, component parts, or accessories of fuel-injection apparatus, not provided for in, or of interest apart from, the apparatus of groups F02M39/00 - F02M61/00 or F02M67/00; Combination of fuel pump with other devices, e.g. lubricating oil pump
- F02M63/0012—Valves
- F02M63/007—Details not provided for in, or of interest apart from, the apparatus of the groups F02M63/0014 - F02M63/0059
- F02M63/0078—Valve member details, e.g. special shape, hollow or fuel passages in the valve member
- F02M63/008—Hollow valve members, e.g. members internally guided
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/80—Fuel injection apparatus manufacture, repair or assembly
- F02M2200/8084—Fuel injection apparatus manufacture, repair or assembly involving welding or soldering
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/80—Fuel injection apparatus manufacture, repair or assembly
- F02M2200/8092—Fuel injection apparatus manufacture, repair or assembly adjusting or calibration
Definitions
- the present invention relates to a method for manufacturing a fuel injector servo valve, wherein the servo valve comprises a bushing designed to move for a certain axial travel along a fixed stem between an opening position and a closing position.
- the invention moreover relates to a servo valve produced applying the aforesaid method.
- Servo valves of the type just described have a discharge duct that exits on a lateral surface of the stem in such a way that, in the closing position, the bushing is subjected to a substantially zero axial thrust exerted by the pressure of the fuel. Consequently, the servo valve is of a balanced type and requires relatively small forces for opening and closing it.
- the bushing is brought into the closing position by a corresponding spring and is controlled so as to be brought into the opening position, against the action of the spring, by a disk-shaped armature, actuated by an electric actuator.
- the aim of the invention is to provide a method for manufacturing a servo valve of the type described above that will solve the problems referred to above and present a high reliability and a limited cost.
- the above purpose is achieved by a method for manufacturing a fuel injector servo valve, as defined in Claim 1.
- a hollow body or casing of a fuel injector for an internal-combustion engine in particular a diesel engine.
- the casing 2 extends along a longitudinal axis and terminates with a nozzle or nebulizer (not visible in the figure) for injection of the fuel at a high pressure.
- the casing 2 has an axial cavity 34, which houses a dosage servo valve 5, comprising a valve body 7 having an axial hole, in which a rod for control of fuel injection is able to slide (said rod and said axial hole are not visible in Figure 1 ). Said rod is controlled by the pressure of the fuel in a control chamber, which is contained in the valve body 7 and is not visible in Figure 1 either.
- An electric actuator 15 is housed in a portion of the cavity 34 and comprises an electromagnet 16, designed to control an armature 17 having the shape of a notched disk.
- the electromagnet 16 comprises a magnetic core 19, which has a polar surface 20 perpendicular to the axis of the casing 2 and is held in position by a support or jacket 21.
- the electric actuator 15 has an axial cavity 22 in communication with the discharge of the servo valve 5 for recirculation of the fuel towards the usual tank.
- a helical compression spring 23 housed in the cavity 22 is a helical compression spring 23, pre-loaded so as to exert an action of thrust on the armature 17 in a direction opposite to the attraction exerted by the electromagnet 16.
- the spring 23 acts on an intermediate body, designated as a whole by 12a, which comprises a pin 12 defining a centring element for one end of the spring 23.
- the body 12a further comprises an external annular portion defining a flange 24 made of a single piece with the pin 12.
- a thin lamina 13 made of non-magnetic material in order to guarantee a certain gap between the armature 17 and the core 19.
- the valve body 7 comprises a flange 33, housed in the cavity 34 and kept fixed, in a fluid-tight way, against a shoulder (not visible in the figure) by a threaded ring nut 36, screwed on an internal thread 37 of the cavity 34.
- the armature 17 is associated to a bushing 41, guided axially by a stem 38, which is made of a single piece with the flange 33 of the valve body 7 and extends in cantilever fashion from the flange 33 itself towards the cavity 22.
- the stem 38 has a cylindrical lateral surface 39, which guides axial sliding of the bushing 41.
- the bushing 41 has a cylindrical internal surface 40, coupled to the lateral surface 39 of the stem 38 substantially in a fluid-tight way, for example with a diametral play of less than 4 ⁇ m, or else by means of interposition of annular seal elements (not illustrated).
- the fuel comes out of the control chamber of the body 7 through an outlet duct 43, made axially inside the flange 33 and the stem 38.
- the duct 43 is in communication with at least one substantially radial stretch of duct 44.
- two or more radial stretches 44 can be provided, set at constant angular distances apart, which give out into an annular chamber 46, formed by a groove of the lateral surface 39 of the stem 38.
- two stretches 44 are provided, inclined in the direction of the armature 17.
- the annular chamber 46 is obtained in an axial position adjacent to the flange 33 and is opened/closed by a terminal portion of the bushing 41: said terminal portion defines an open/close element 47 for said annular chamber 46 and hence also for the radial stretches of duct 44.
- the open/close element 47 is made of a single piece with the remaining part of the bushing 41 and co-operates with a corresponding stop for closing the servo valve 5.
- the open/close element 47 has an internal surface 45 shaped like a truncated cone that is flared towards the end edge and is designed to stop against a connector 49 shaped like a truncated cone set between the flange 33 and the stem 38.
- the connector 49 comprises two surface portions shaped like a truncated cone 49a and 49b, separated by an annular groove 50, which has a cross section shaped substantially like a right angle; i.e., it comprises an internal cylindrical stretch and an external stretch orthogonal to the axis of the casing 2.
- the surface shaped like a truncated cone 45 of the open/close element 47 engages in a fluid-tight way the portion of surface shaped like a truncated cone 49a, against which it stops in the closing position.
- the armature 17 is at least in part made of a magnetic material and is formed by a distinct piece, i.e., a piece separate from the bushing 41. It comprises a central portion 56 having a plane bottom surface 57, and a notched external portion 58, with section tapered outwards.
- the central portion 56 defines an axial hole 59, by means of which the armature 17 engages with a certain radial play along a guide portion 61 forming part of the bushing 41.
- the portion 61 projects axially with respect to a flange 60 of the bushing 41 and has a smaller external diameter than the open/close element 47 and than the flange 60.
- the bushing 41 has, in a fixed position, a first element for axial stop of the armature 17.
- Said first element is a shoulder 62 that is located at the bottom of the guide portion 61 and, in the particular examples illustrated, is made of a single piece with the bushing 17, being defined by the flange 60.
- the body 12a comprises an axial pin 63 for connection with the bushing 41: the pin 63 is made of a single piece with the flange 24, projects axially from the flange 24 in a direction opposite to the pin 12, and is inserted in an axial seat 40a of the bushing 41.
- the seat 40a has a diameter slightly greater than the internal surface 40 of the bushing 41 in order to reduce the portion to be ground so as to ensure fluid tightness with the surface 39 of the stem 38.
- the body 12a is provided with an axial hole 64.
- the shoulder 62 constitutes the first of two elements provided for axial stop of the armature 17 and is located in a position such as to allow the armature 17 to perform a pre-set travel greater than the travel of the open/close element 47, i.e., a relative axial displacement between the armature 17 and the bushing 41.
- the bushing 41 comprises a terminal portion 71, which is an axial extension or prolongation of the guide portion 61, defines the seat 40a, and has an external diameter and an internal diameter substantially equal to those of the guide portion 61.
- the terminal portion 71 is preferably made of a single piece with the guide portion 61, which is in turn made of a single piece with the remaining part of the bushing 41 in the embodiment shown in Figure 1 and 2 .
- the terminal portion 71 carries a ring 73 in a fixed position and has a portion of lateral surface 79, which projects axially with respect to the ring 73 and is welded to the ring 73, as will be explained more fully in what follows.
- the internal lateral surface 78 of the ring 73 is fitted on the terminal portion 71 in a slidable way, i.e., without resting on axial shoulders, and is kept in a fixed position exclusively by weld material applied along a circumference and defined in particular by a weld bead 77.
- weld spots could be envisaged.
- the flange 24 has a plane surface 65, which is kept in axial contact against the terminal portion 71 by the thrust of the spring 23 and does not come into contact against the weld bead 77 and/or against the ring 73.
- the ring 73 is delimited axially by two opposite surfaces, which are designated by the reference numbers 75 and 76 and are plane.
- the surface 76 faces axially the surface 17a and constitutes the second of the two elements provided for axial stop of the travel of the armature 17, with respect to the bushing 41.
- the axial distance between the surface 76 and the shoulder 62 is greater than the axial thickness of the portion 56 of the armature 17: the difference between said axial distance and said axial thickness constitutes the maximum play or relative displacement in the axial direction between the armature 17 and the bushing 41.
- the open/close element 47 When the electromagnet 16 is not energized, the open/close element 47 is kept resting with its surface shaped like a truncated cone 45 against the portion shaped like a truncated cone 49a of the connector 49 by the thrust of the spring 23, which acts through the flange 24 and the ring 73 so that the servo valve 5 is closed.
- the annular chamber 46 In the annular chamber 46 there is set up a fuel pressure, the value of which is substantially equal to the supply pressure of the injector. In this condition, normally the armature 17 rests against the shoulder 62, and the lamina 13 rests by gravity on the surface 17a of the armature 17.
- the travel, or lift, of the open/close element 47 is defined by the axial distance between the surface 76 of the ring 73 and the lamina 13.
- the core 19 attracts the armature 17, which at the start performs a loadless travel, or pre-travel, without affecting the displacement of the bushing 41, until its surface 17a comes into contact with the surface 76 of the ring 73.
- the armature 17 performs a travel greater than that of the bushing 41; i.e., in opening, it performs a pre-travel along the collar 61 equal to the play G between the surface 17a of the armature 17 and the surface 76 of the ring 73.
- the surface 76 remains in contact with the surface 17a of the armature 17, which moves away from the polar surface 20, moving substantially together with the bushing 41.
- the open/close element 47 strikes, with its conical surface 45, against the portion of surface shaped like a truncated cone 49a of the connector 49 of the valve body 7.
- the open/close element 47 rebounds, overcoming the action of the spring 23.
- the armature 17 continues its travel towards the valve body 7, i.e., towards the shoulder 62, recovering precisely the play that had formed between the plane surface 57 of the portion 56 of the armature 17 and the shoulder 62 of the flange 60.
- the impact of the armature 17 against the bushing 41 occurs during the first rebound, immediately following upon de-energization of the electromagnet 16 so that both said first rebound and the possible subsequent rebounds are attenuated.
- the impact between the armature 17 and the shoulder 62 of the bushing 61 can in particular occur upon return of the open/close element 47 into the closing position, i.e., at the end of the first rebound. In this case, the rebounds of the open/close element 47 subsequent to the first are blocked.
- the body 12a is removably connected to the bushing 41 by simply inserting the pin 63 into the seat 40a in so far as the external diameter of the pin 63 approximates by defect the diameter of the seat 40a.
- the pin 63 can be sized in such a way as to be connected to the bushing 41 in a fixed position, for example by means of forced interference fit into the seat 40a; or else by welding between a terminal edge 80 of the pin 63 and the seat 40a using a welding device appropriately shaped so as to enter axially into the bushing 41 as far as the compartment 48; or else via an external welding between the surfaces 79 and 65.
- This welding does not require any phasing; i.e., it does not require any particular angular positioning between the bushing 41 and the welding device.
- the ring 73 is fixed to the terminal portion 71 by means of a welding device 72, preferably of the laser type, shown schematically in Figure 3 .
- Said welding operation is performed by forming weld material along a circumference between the surfaces 79 and 75. Consequently, a sight welding is carried out, without any need for phasing between the device 72 and the bushing 41, i.e., without locating the device 72 in a particular predefined angular position with respect to the bushing 41.
- Figure 4 shows a variant of the servo valve 5, the components of which are designated, where possible, by the same reference numbers as the ones used in Figure 2 .
- the terminal portion 71 does not project axially with respect to the ring 73, but is located underneath the surface 75 so that the welding of the ring 73 is performed via the weld bead 77 between the internal lateral surface 78 of the ring 73 and an axial edge 70 of the terminal portion 71.
- the pin 63 engages the axial hole of the ring 73, and the flange 24 is in contact against the surface 75.
- the body 12a can be placed simply resting on the ring 73, or else be welded on the ring 73 along a circumference between the surface 75 and the lateral surface of the flange 24 in a way not illustrated.
- the terminal portion 71 and the guide portion 61 form part of an axially perforated pin, i.e., a sleeve 81, fixed to the remaining part of the bushing 41, preferably via welding.
- the external diameter of the sleeve 81 approximates by defect the diameter of the seat 40a so as to obtain a fit without interference.
- the sleeve 81 comprises a terminal portion 63a, which is coaxial and opposed to the terminal portion 71 and engages the seat 40a or else the surface 40 in a position corresponding to the flange 60.
- the shoulder 62 reaches the seat 40a or else the surface 40, forming a circular edge.
- welding of the sleeve 81 is made by forming weld material 77a precisely along said circular edge, i.e., along a circumference between the shoulder 62 and the external lateral surface of the sleeve 81.
- a chamfered portion or recess 83 is provided on the armature 17 in a position corresponding to the edge between the surface 57 and the internal surface of the hole 59 in order to prevent interference between the armature 17 and the weld material 77a.
- weld material 77b (represented with a dashed line) is formed between an end edge 80a of the terminal portion 63a and the internal surface 40 of the compartment 48, using a welding device appropriately shaped for entering axially into the bushing 41 as far as the compartment 48.
- connection of the sleeve 81 does not require any phasing, i.e., any particular angular positioning between the bushing 41 and the welding device, since the welding operation is performed along a circumference forming the weld beads 77a or 77b.
- a process of spot welding could be adopted.
- the body 12a is absent, the spring 23 acts directly on the surface 75 of the ring 73, and the lateral surface 79 of the terminal portion 71 projects axially with respect to the ring 73 for a relatively large height so as to define a centring for mounting the end of the spring 23.
- the method for manufacturing the servo valve 5 is performed in the following way.
- a bushing is provided in such a way that it has the guide portion 61, for coupling the armature 17, and the terminal portion 71 that extends as axial prolongation of the guide portion 61.
- the stop element defined by the shoulder 62 is provided in a fixed position on the bushing 41 on one side of the guide portion 61.
- the armature 17 and the ring 73 are fitted one after another on the guide portion 61 and, respectively, on the terminal portion 71 downwards, i.e., towards the shoulder 62, maintaining the axis of the bushing 41 vertical. During these operations, the ring 73 is rested on the surface 17a of the armature 17.
- the armature 17, with the ring 73 set onto it is raised with respect to the shoulder 62 by an amount G equal to the desired play to be obtained for the travel of the armature 17 between the shoulder 62 and the surface 76 so as to position the ring 73 in an axial reference position.
- the ring 73 is welded to the terminal portion 71 via the device 72, forming weld material, i.e., the weld bead 77, along a circumference.
- the servo valve 5 is mounted by fixing the valve body 7 in the cavity 34 and fitting the bushing 41 on the stem 38. Finally, the spring 23 is fitted on the pin 12 (or else around the lateral surface 79 if the body 12a is not envisaged) until the spring 23 itself rests on the flange 24 (or else on the surface 75 of the ring 73).
- the weld bead 77 does not modify the external profile of the bushing 41 and of the body 12a, nor does it alter the surfaces 39, 40 of the stem 38 or of the bushing 41, nor again does it vary the distance between the shoulder 62 and the surface 76.
- weld material is at sight in order to facilitate not only execution of the weld, but also quality control.
- weld material defined by the beads 77, 77a, 77b does not create interference during the movement of the armature 17 in the space provided between the shoulder 62 and the surface 76.
- the play that defines the axial travel of the armature 17 is regulated in a fine way directly during the production cycle by the lift of the push rods with respect to the bushing 41, when the ring 73 is located in its axial reference position under the thrust of the armature 17. Consequently, to obtain the desired play, it is not necessary to choose an armature 17 with a very precise axial thickness and/or calibrated spacers to be added beneath or above the armature 17.
- the armature 17 can be defined by a disk of constant thickness.
- the flange 60 can be eliminated so that the shoulder 62 is obtained in the thickness of the bushing 41.
- the shoulder 62 can also be replaced by an additional stop element fixed on the remaining part of the bushing 41.
- the stop element defined by the surface 76 could be an additional element fixed to the ring 73.
- the welds described may be made by spot welding rather than by continuous-bead welding.
- a spring could be set between the surface 57 of the armature 17 and the flange 33 so as to keep the surface 17a of the armature 17 in contact with the surface 76 of the ring 73 when the electric actuator is not energized.
- Said possible spring must have a stiffness and a pre-loading much lower than those of the spring 23 so as not to affect the dynamics of impact of the armature 17 against the bushing 41 during the phases of rebound described above.
- the open/close element 47 could be a separate piece fixed to the remaining part of the bushing 41, and/or the sleeve 81 could have dimensions different from those shown.
- the sizing of the weld bead or the weld spots will have to be made by taking into account the operation of the servo valve in conditions of fatigue for a sufficient number of cycles.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Manufacturing & Machinery (AREA)
- Electromagnetism (AREA)
- Fuel-Injection Apparatus (AREA)
Abstract
Description
- The present invention relates to a method for manufacturing a fuel injector servo valve, wherein the servo valve comprises a bushing designed to move for a certain axial travel along a fixed stem between an opening position and a closing position. The invention moreover relates to a servo valve produced applying the aforesaid method.
- Servo valves of the type just described have a discharge duct that exits on a lateral surface of the stem in such a way that, in the closing position, the bushing is subjected to a substantially zero axial thrust exerted by the pressure of the fuel. Consequently, the servo valve is of a balanced type and requires relatively small forces for opening and closing it. The bushing is brought into the closing position by a corresponding spring and is controlled so as to be brought into the opening position, against the action of the spring, by a disk-shaped armature, actuated by an electric actuator.
- In order to reduce or eliminate the rebounds of the bushing when it is brought into the closing position, the need is felt to separate the armature from the bushing and to displace the armature axially for a travel greater than that of the bushing so as to strike against the latter when it rebounds.
- During production of this type of servo valve, there is the problem of providing two stop or impact elements for the travel of the armature, which must be fixed with respect to the bushing and must be set on the latter with extreme precision. In addition, during production there is the problem of mounting the armature in a slidable way on the bushing and of fixing thereon one of the stop elements by means of welding, for example laser welding, which presents various difficulties. In particular, the external profile of the armature and the profile of its housing on the bushing must not present any interference with the weld material.
- The aim of the invention is to provide a method for manufacturing a servo valve of the type described above that will solve the problems referred to above and present a high reliability and a limited cost.
- According to the invention, the above purpose is achieved by a method for manufacturing a fuel injector servo valve, as defined in Claim 1.
- For a better understanding of the invention, described herein is a preferred embodiment, provided by way of example with the aid of the annexed drawings, wherein:
-
Figure 1 is a partial median section of a servo valve produced according to the method of the present invention; -
Figure 2 illustrates, at an enlarged scale, a detail ofFigure 1 ; -
Figure 3 regards a step of the manufacturing method according to the present invention; -
Figure 4 is similar toFigure 2 and shows a variant of the servo valve made according to the method of the present invention. - With reference to
Figure 1 , designated as a whole by 2 is a hollow body or casing of a fuel injector for an internal-combustion engine, in particular a diesel engine. Thecasing 2 extends along a longitudinal axis and terminates with a nozzle or nebulizer (not visible in the figure) for injection of the fuel at a high pressure. - The
casing 2 has anaxial cavity 34, which houses adosage servo valve 5, comprising a valve body 7 having an axial hole, in which a rod for control of fuel injection is able to slide (said rod and said axial hole are not visible inFigure 1 ). Said rod is controlled by the pressure of the fuel in a control chamber, which is contained in the valve body 7 and is not visible inFigure 1 either. Anelectric actuator 15 is housed in a portion of thecavity 34 and comprises anelectromagnet 16, designed to control anarmature 17 having the shape of a notched disk. In particular, theelectromagnet 16 comprises amagnetic core 19, which has apolar surface 20 perpendicular to the axis of thecasing 2 and is held in position by a support orjacket 21. - The
electric actuator 15 has anaxial cavity 22 in communication with the discharge of theservo valve 5 for recirculation of the fuel towards the usual tank. Housed in thecavity 22 is ahelical compression spring 23, pre-loaded so as to exert an action of thrust on thearmature 17 in a direction opposite to the attraction exerted by theelectromagnet 16. Thespring 23 acts on an intermediate body, designated as a whole by 12a, which comprises apin 12 defining a centring element for one end of thespring 23. Thebody 12a further comprises an external annular portion defining aflange 24 made of a single piece with thepin 12. Between a planetop surface 17a of thearmature 17 and thepolar surface 20 of thecore 19 is athin lamina 13 made of non-magnetic material in order to guarantee a certain gap between thearmature 17 and thecore 19. - The valve body 7 comprises a
flange 33, housed in thecavity 34 and kept fixed, in a fluid-tight way, against a shoulder (not visible in the figure) by a threadedring nut 36, screwed on aninternal thread 37 of thecavity 34. Thearmature 17 is associated to a bushing 41, guided axially by astem 38, which is made of a single piece with theflange 33 of the valve body 7 and extends in cantilever fashion from theflange 33 itself towards thecavity 22. Thestem 38 has a cylindricallateral surface 39, which guides axial sliding of thebushing 41. In particular, thebushing 41 has a cylindricalinternal surface 40, coupled to thelateral surface 39 of thestem 38 substantially in a fluid-tight way, for example with a diametral play of less than 4 µm, or else by means of interposition of annular seal elements (not illustrated). - The fuel comes out of the control chamber of the body 7 through an
outlet duct 43, made axially inside theflange 33 and thestem 38. Theduct 43 is in communication with at least one substantially radial stretch ofduct 44. Advantageously, two or moreradial stretches 44 can be provided, set at constant angular distances apart, which give out into anannular chamber 46, formed by a groove of thelateral surface 39 of thestem 38. InFigure 1 , twostretches 44 are provided, inclined in the direction of thearmature 17. - The
annular chamber 46 is obtained in an axial position adjacent to theflange 33 and is opened/closed by a terminal portion of the bushing 41: said terminal portion defines an open/close element 47 for saidannular chamber 46 and hence also for the radial stretches ofduct 44. Preferably, the open/close element 47 is made of a single piece with the remaining part of thebushing 41 and co-operates with a corresponding stop for closing theservo valve 5. In particular, the open/close element 47 has aninternal surface 45 shaped like a truncated cone that is flared towards the end edge and is designed to stop against aconnector 49 shaped like a truncated cone set between theflange 33 and thestem 38. - Advantageously, the
connector 49 comprises two surface portions shaped like atruncated cone annular groove 50, which has a cross section shaped substantially like a right angle; i.e., it comprises an internal cylindrical stretch and an external stretch orthogonal to the axis of thecasing 2. The surface shaped like atruncated cone 45 of the open/close element 47 engages in a fluid-tight way the portion of surface shaped like atruncated cone 49a, against which it stops in the closing position. On account of the wear between thesesurfaces close element 47 requires a greater travel of thebushing 41 towards theconnector 49, but the diameter of the sealing surface at the most remains defined by the diameter of the cylindrical stretch of theannular groove 50. - The
armature 17 is at least in part made of a magnetic material and is formed by a distinct piece, i.e., a piece separate from thebushing 41. It comprises acentral portion 56 having aplane bottom surface 57, and a notchedexternal portion 58, with section tapered outwards. Thecentral portion 56 defines anaxial hole 59, by means of which thearmature 17 engages with a certain radial play along aguide portion 61 forming part of thebushing 41. Theportion 61 projects axially with respect to aflange 60 of thebushing 41 and has a smaller external diameter than the open/close element 47 and than theflange 60. - The
bushing 41 has, in a fixed position, a first element for axial stop of thearmature 17. Said first element is ashoulder 62 that is located at the bottom of theguide portion 61 and, in the particular examples illustrated, is made of a single piece with thebushing 17, being defined by theflange 60. - The
body 12a comprises anaxial pin 63 for connection with the bushing 41: thepin 63 is made of a single piece with theflange 24, projects axially from theflange 24 in a direction opposite to thepin 12, and is inserted in anaxial seat 40a of thebushing 41. Theseat 40a has a diameter slightly greater than theinternal surface 40 of thebushing 41 in order to reduce the portion to be ground so as to ensure fluid tightness with thesurface 39 of thestem 38. - Notwithstanding the seal between the
surface 39 of thestem 38 and theinternal surface 40 of thebushing 41 there occurs in general a certain leakage of fuel towards acompartment 48 between the end of thestem 39 and thepin 63. In order to enable discharge of the fuel from thecompartment 48 towards thecavity 22, thebody 12a is provided with anaxial hole 64. - As has been mentioned above, the
shoulder 62 constitutes the first of two elements provided for axial stop of thearmature 17 and is located in a position such as to allow thearmature 17 to perform a pre-set travel greater than the travel of the open/close element 47, i.e., a relative axial displacement between thearmature 17 and thebushing 41.
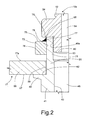
Thebushing 41 comprises aterminal portion 71, which is an axial extension or prolongation of theguide portion 61, defines theseat 40a, and has an external diameter and an internal diameter substantially equal to those of theguide portion 61. Theterminal portion 71 is preferably made of a single piece with theguide portion 61, which is in turn made of a single piece with the remaining part of thebushing 41 in the embodiment shown inFigure 1 and2 . - With reference to
Figure 2 , theterminal portion 71 carries aring 73 in a fixed position and has a portion oflateral surface 79, which projects axially with respect to thering 73 and is welded to thering 73, as will be explained more fully in what follows. - The internal
lateral surface 78 of thering 73 is fitted on theterminal portion 71 in a slidable way, i.e., without resting on axial shoulders, and is kept in a fixed position exclusively by weld material applied along a circumference and defined in particular by aweld bead 77. As an alternative to the weld bead 77, weld spots could be envisaged. - The
flange 24 has aplane surface 65, which is kept in axial contact against theterminal portion 71 by the thrust of thespring 23 and does not come into contact against theweld bead 77 and/or against thering 73. - The
ring 73 is delimited axially by two opposite surfaces, which are designated by thereference numbers surface 76 faces axially thesurface 17a and constitutes the second of the two elements provided for axial stop of the travel of thearmature 17, with respect to thebushing 41. In other words, the axial distance between thesurface 76 and theshoulder 62 is greater than the axial thickness of theportion 56 of the armature 17: the difference between said axial distance and said axial thickness constitutes the maximum play or relative displacement in the axial direction between thearmature 17 and thebushing 41. - When the
electromagnet 16 is not energized, the open/close element 47 is kept resting with its surface shaped like atruncated cone 45 against the portion shaped like atruncated cone 49a of theconnector 49 by the thrust of thespring 23, which acts through theflange 24 and thering 73 so that theservo valve 5 is closed. In theannular chamber 46 there is set up a fuel pressure, the value of which is substantially equal to the supply pressure of the injector. In this condition, normally thearmature 17 rests against theshoulder 62, and thelamina 13 rests by gravity on thesurface 17a of thearmature 17. Since the weight of thelamina 13 is negligible with respect to that of thearmature 17 and of thebushing 41, for reasons of simplicity it is assumed that thelamina 13 is located adjacent to thesurface 20, as shown inFigure 1 , in so far as this hypothesis does not jeopardize the operation described. - The travel, or lift, of the open/
close element 47 is defined by the axial distance between thesurface 76 of thering 73 and thelamina 13. When theelectromagnet 16 is energized for opening theservo valve 5, thecore 19 attracts thearmature 17, which at the start performs a loadless travel, or pre-travel, without affecting the displacement of thebushing 41, until itssurface 17a comes into contact with thesurface 76 of thering 73. At this point, the action of theelectromagnet 16 on thearmature 17 overcomes the force of thespring 23, via interposition of thering 73 and of theflange 24, and thearmature 17 draws thebushing 41 axially towards the core 19 to enable the open/close element 47 to perform its opening travel: consequently, also with the pressure of the fuel in thechamber 46, the open/close element 47 rises, and theservo valve 5 opens. - It is thus evident that the
armature 17 performs a travel greater than that of thebushing 41; i.e., in opening, it performs a pre-travel along thecollar 61 equal to the play G between thesurface 17a of thearmature 17 and thesurface 76 of thering 73. - When energization of the
electromagnet 16 ceases, thespring 23, via thebody 12a and thering 73, causes thebushing 41 to perform the travel towards the closing position. During at least one first stretch of this closing travel, thesurface 76 remains in contact with thesurface 17a of thearmature 17, which moves away from thepolar surface 20, moving substantially together with thebushing 41. - At the end of its closing travel, the open/
close element 47 strikes, with itsconical surface 45, against the portion of surface shaped like atruncated cone 49a of theconnector 49 of the valve body 7. On account of the type of stresses involved, the small area of contact, and the hardness of the open/close element 47 and of the valve body 7, after impact, the open/close element 47 rebounds, overcoming the action of thespring 23. Instead, thearmature 17 continues its travel towards the valve body 7, i.e., towards theshoulder 62, recovering precisely the play that had formed between theplane surface 57 of theportion 56 of thearmature 17 and theshoulder 62 of theflange 60. - After a certain time from impact of the open/
close element 47, there is an impact of theplane surface 57 of theportion 56 against theshoulder 62 of thebushing 41, which is rebounding. As a result of this impact between thearmature 17 and thebushing 41, the subsequent rebounds of thebushing 41 are markedly reduced or even eliminated as compared to the case where thearmature 17 is fixed with respect to thebushing 41. - By appropriately sizing the weights of the
armature 17 and of thebushing 41, the travel of thearmature 17, and the travel of the open/close element 47, the impact of thearmature 17 against thebushing 41 occurs during the first rebound, immediately following upon de-energization of theelectromagnet 16 so that both said first rebound and the possible subsequent rebounds are attenuated. The impact between thearmature 17 and theshoulder 62 of thebushing 61 can in particular occur upon return of the open/close element 47 into the closing position, i.e., at the end of the first rebound. In this case, the rebounds of the open/close element 47 subsequent to the first are blocked. - In the solution of
Figure 2 , thebody 12a is removably connected to thebushing 41 by simply inserting thepin 63 into theseat 40a in so far as the external diameter of thepin 63 approximates by defect the diameter of theseat 40a. Alternatively, thepin 63 can be sized in such a way as to be connected to thebushing 41 in a fixed position, for example by means of forced interference fit into theseat 40a; or else by welding between aterminal edge 80 of thepin 63 and theseat 40a using a welding device appropriately shaped so as to enter axially into thebushing 41 as far as thecompartment 48; or else via an external welding between thesurfaces bushing 41 and the welding device. - During manufacture of the
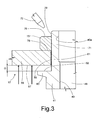
servo valve 5, as has been mentioned above, thering 73 is fixed to theterminal portion 71 by means of a welding device 72, preferably of the laser type, shown schematically inFigure 3 . - Said welding operation is performed by forming weld material along a circumference between the
surfaces bushing 41, i.e., without locating the device 72 in a particular predefined angular position with respect to thebushing 41. -
Figure 4 shows a variant of theservo valve 5, the components of which are designated, where possible, by the same reference numbers as the ones used inFigure 2 . In said variant, theterminal portion 71 does not project axially with respect to thering 73, but is located underneath thesurface 75 so that the welding of thering 73 is performed via theweld bead 77 between the internallateral surface 78 of thering 73 and anaxial edge 70 of theterminal portion 71. In this case, thepin 63 engages the axial hole of thering 73, and theflange 24 is in contact against thesurface 75. Thebody 12a can be placed simply resting on thering 73, or else be welded on thering 73 along a circumference between thesurface 75 and the lateral surface of theflange 24 in a way not illustrated. - Once again according to the variant of
Figure 4 , theterminal portion 71 and theguide portion 61 form part of an axially perforated pin, i.e., asleeve 81, fixed to the remaining part of thebushing 41, preferably via welding. In particular, the external diameter of thesleeve 81 approximates by defect the diameter of theseat 40a so as to obtain a fit without interference. In this way, thesleeve 81 comprises aterminal portion 63a, which is coaxial and opposed to theterminal portion 71 and engages theseat 40a or else thesurface 40 in a position corresponding to theflange 60. In fact, theshoulder 62 reaches theseat 40a or else thesurface 40, forming a circular edge. Advantageously, welding of thesleeve 81 is made by formingweld material 77a precisely along said circular edge, i.e., along a circumference between theshoulder 62 and the external lateral surface of thesleeve 81. In this case, a chamfered portion orrecess 83 is provided on thearmature 17 in a position corresponding to the edge between thesurface 57 and the internal surface of thehole 59 in order to prevent interference between thearmature 17 and theweld material 77a. The weld is made after thesleeve 81 has been positioned axially with respect to the remaining part of thebushing 41, for example by resting thesleeve 81 on a push rod (not illustrated), set in the central hole of the open/close element 47. Alternatively,weld material 77b (represented with a dashed line) is formed between anend edge 80a of theterminal portion 63a and theinternal surface 40 of thecompartment 48, using a welding device appropriately shaped for entering axially into thebushing 41 as far as thecompartment 48. Consequently, also the connection of thesleeve 81 does not require any phasing, i.e., any particular angular positioning between thebushing 41 and the welding device, since the welding operation is performed along a circumference forming theweld beads beads - In a variant (not illustrated), the
body 12a is absent, thespring 23 acts directly on thesurface 75 of thering 73, and thelateral surface 79 of theterminal portion 71 projects axially with respect to thering 73 for a relatively large height so as to define a centring for mounting the end of thespring 23. - The method for manufacturing the
servo valve 5 is performed in the following way. - First, a bushing is provided in such a way that it has the
guide portion 61, for coupling thearmature 17, and theterminal portion 71 that extends as axial prolongation of theguide portion 61. - During machining of the
bushing 41 or else by an additional piece, the stop element defined by theshoulder 62 is provided in a fixed position on thebushing 41 on one side of theguide portion 61. - On the other side, the
armature 17 and thering 73 are fitted one after another on theguide portion 61 and, respectively, on theterminal portion 71 downwards, i.e., towards theshoulder 62, maintaining the axis of thebushing 41 vertical. During these operations, thering 73 is rested on thesurface 17a of thearmature 17. - As schematically shown in
Figure 3 , be means of one or more push rods (not illustrated), thearmature 17, with thering 73 set onto it, is raised with respect to theshoulder 62 by an amount G equal to the desired play to be obtained for the travel of thearmature 17 between theshoulder 62 and thesurface 76 so as to position thering 73 in an axial reference position. - Whilst it is kept in said axial reference position by the push rods, the
ring 73 is welded to theterminal portion 71 via the device 72, forming weld material, i.e., theweld bead 77, along a circumference. - For the solution of
Figure 2 , where thebody 12a is envisaged, thepin 63 is inserted in theseat 40a of thebushing 41. - After manufacture, the
servo valve 5 is mounted by fixing the valve body 7 in thecavity 34 and fitting thebushing 41 on thestem 38. Finally, thespring 23 is fitted on the pin 12 (or else around thelateral surface 79 if thebody 12a is not envisaged) until thespring 23 itself rests on the flange 24 (or else on thesurface 75 of the ring 73). - From what has been seen above, there emerge clearly the advantages of the manufacturing method according to the invention as compared to the known art.
- The
weld bead 77 does not modify the external profile of thebushing 41 and of thebody 12a, nor does it alter thesurfaces stem 38 or of thebushing 41, nor again does it vary the distance between theshoulder 62 and thesurface 76. - In particular, welding is carried out without any need for phasing between the
bushing 41 and the welding device, and the weld material is at sight in order to facilitate not only execution of the weld, but also quality control. In addition, the weld material defined by thebeads armature 17 in the space provided between theshoulder 62 and thesurface 76. - In addition, the play that defines the axial travel of the
armature 17 is regulated in a fine way directly during the production cycle by the lift of the push rods with respect to thebushing 41, when thering 73 is located in its axial reference position under the thrust of thearmature 17. Consequently, to obtain the desired play, it is not necessary to choose anarmature 17 with a very precise axial thickness and/or calibrated spacers to be added beneath or above thearmature 17. - It may be understood that various modifications and improvements may be made to the manufacturing method described above, without thereby departing from the scope of protection defined by the annexed claims.
- For example, the
armature 17 can be defined by a disk of constant thickness. In addition, theflange 60 can be eliminated so that theshoulder 62 is obtained in the thickness of thebushing 41. As has been mentioned above, theshoulder 62 can also be replaced by an additional stop element fixed on the remaining part of thebushing 41. Also the stop element defined by thesurface 76 could be an additional element fixed to thering 73. - As already mentioned above, the welds described may be made by spot welding rather than by continuous-bead welding.
A spring could be set between thesurface 57 of thearmature 17 and theflange 33 so as to keep thesurface 17a of thearmature 17 in contact with thesurface 76 of thering 73 when the electric actuator is not energized. Said possible spring must have a stiffness and a pre-loading much lower than those of thespring 23 so as not to affect the dynamics of impact of thearmature 17 against thebushing 41 during the phases of rebound described above. - The open/
close element 47 could be a separate piece fixed to the remaining part of thebushing 41, and/or thesleeve 81 could have dimensions different from those shown. - It may be understood that the sizing of the weld bead or the weld spots will have to be made by taking into account the operation of the servo valve in conditions of fatigue for a sufficient number of cycles.
Claims (17)
- A method for manufacturing a fuel injector servo valve (5), the servo valve comprising an open/close element (47) fixed with respect to a bushing (41), which is designed to move for a certain axial travel along a fixed stem (38) for opening/closing a discharge duct (43, 44) exiting from a lateral surface (39) of said stem (38), a spring (23) being provided for keeping said bushing (41) in the closing position, wherein said bushing (41) is subject to a substantially zero axial pressure by the fuel; said bushing (41) being movable under the control of an axially perforated armature (17), actuated by an electric actuator (15) against the action of said spring (23);
the method comprising the following steps:- providing said bushing (41) in such a way that it has:a) a guide portion (61) for coupling said armature (17), andb) a terminal portion (71) adjacent to said guide portion (61);- providing a first element (62) in a fixed position on said bushing (41) on one side of said guide portion (61) for axial stop of said armature (17);- fitting said armature (17) on said guide portion (61) towards said first element (62);- providing a second element (76) on the opposite side of said guide portion (61) for axial stop of said armature (17); said second element (76) being carried in a fixed position by a ring (73), which is fitted on said terminal portion (71) and is rested on said armature (17);- placing said ring (73) in an axial reference position, by raising said armature (17), with said ring (73) resting on top, with respect to said first element (62) by an amount equal to a desired axial play to be obtained for said armature (17) between said first and second elements (62, 76);- welding said ring (73) in said axial reference position with weld material along a circumference between said ring (73) and said terminal portion (71). - The method according to Claim 1, characterized in that said first element (62) is defined by a first shoulder made of a single piece with said bushing (41).
- The method according to any one of the preceding claims, characterized in that said second element is defined by a second shoulder (76) made of a single piece with said ring (73).
- The method according to any one of the preceding claims, characterized in that said guide portion and terminal portion (61, 71) have external diameters that are substantially equal.
- The method according to any one of the preceding claims, characterized in that said guide portion and terminal portion (61, 71) are made of a single piece.
- The method according to Claim 5, characterized in that said guide portion and terminal portion (61, 71) form part of a perforated piece (81), which is fixed to the remaining part of said bushing (41).
- The method according to Claim 6, characterized in that said perforated piece (81) is fixed to the remaining part of said bushing (41) by means of welding along a circumference.
- The method according to Claim 7, characterized in that said perforated piece (81) comprises a further terminal portion (63a), which is coaxial and opposed to said terminal portion (71) and engages the internal surface (40) of an axial hole of said bushing (41).
- The method according to Claim 8, characterized in that said perforated piece (81) is welded by forming weld material (77a) along a circumference between said first element (62) and the external lateral surface of said perforated piece (81); a recess (83) being provided on said armature (17) in a position corresponding to the edge between an axial surface (57) and an internal surface (59) of the armature (17) for housing said weld material (77a).
- The method according to Claim 8, characterized in that said perforated piece (81) is welded by forming weld material (77b) along a circumference between an end edge (80a) of said further terminal portion (63a) and said internal surface (40).
- The method according to any one of the preceding claims, characterized in that said terminal portion (71) comprises a lateral surface (79), which projects axially with respect to said ring (73) when said ring (73) is located in its reference position; welding of said ring (73) being performed along a circumference between the lateral surface (79) of said terminal portion (71) and a top surface (75) of said ring (73).
- The method according to Claim 11, characterized in that the lateral surface (79) of said terminal portion (71) defines a centring for mounting one end of said spring (23), and in that said top surface (75) defines an axial rest for said spring (23).
- The method according to any one of Claims 1 to 11, characterized by further comprising the following steps:- providing an intermediate body (12a) comprising:a) a flange (24) defining a rest for said spring (23);b) a connection pin (63); andc) a centring pin (12) for said spring (23), said centring pin (12) being coaxial and opposed to said connection pin (63); and- inserting said connection pin (63) in an axial seat (40a).
- The method according to Claim 13, characterized in that said axial seat (40a) is defined by said terminal portion (71).
- The method according to Claim 14, characterized in that said intermediate body (12a) is welded with weld material along a circumference between an end edge (80) of said connection pin (63) and said axial seat (40a).
- The method according to Claim 14 or Claim 13,
characterized in that said intermediate body (12a) is fixed by forcing said connection pin (63) with interference fit into said axial seat (40a). - A fuel injector servo valve, manufactured by applying the method according to any one of the preceding claims.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09425061A EP2218903B1 (en) | 2009-02-16 | 2009-02-16 | Method for manufacturing a fuel injector servo valve |
| DE602009001183T DE602009001183D1 (en) | 2009-02-16 | 2009-02-16 | A method of manufacturing a fuel injection servo valve |
| AT09425061T ATE507389T1 (en) | 2009-02-16 | 2009-02-16 | METHOD FOR PRODUCING A FUEL INJECTION SERVO VALVE |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09425061A EP2218903B1 (en) | 2009-02-16 | 2009-02-16 | Method for manufacturing a fuel injector servo valve |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2218903A1 true EP2218903A1 (en) | 2010-08-18 |
| EP2218903B1 EP2218903B1 (en) | 2011-04-27 |
Family
ID=40810489
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09425061A Active EP2218903B1 (en) | 2009-02-16 | 2009-02-16 | Method for manufacturing a fuel injector servo valve |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2218903B1 (en) |
| AT (1) | ATE507389T1 (en) |
| DE (1) | DE602009001183D1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019206657A1 (en) * | 2018-04-26 | 2019-10-31 | Robert Bosch Gmbh | Fuel injector |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5299776A (en) * | 1993-03-26 | 1994-04-05 | Siemens Automotive L.P. | Impact dampened armature and needle valve assembly |
| WO2002053905A1 (en) * | 2001-01-08 | 2002-07-11 | Robert Bosch Gmbh | Electrovalve for controlling an injection valve in an internal combustion engine |
| US20030141475A1 (en) * | 2000-12-19 | 2003-07-31 | Siegfried Ruthardt | Electromagnetic valve for controlling an injection valve of an internal combustion engine |
| DE102006021741A1 (en) * | 2006-05-10 | 2007-11-15 | Robert Bosch Gmbh | Fuel injector with pressure compensated control valve |
| US20090032621A1 (en) * | 2007-07-30 | 2009-02-05 | Mario Ricco | Metering servovalve and fuel injector for an internal combustion engine |
-
2009
- 2009-02-16 DE DE602009001183T patent/DE602009001183D1/en active Active
- 2009-02-16 AT AT09425061T patent/ATE507389T1/en not_active IP Right Cessation
- 2009-02-16 EP EP09425061A patent/EP2218903B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5299776A (en) * | 1993-03-26 | 1994-04-05 | Siemens Automotive L.P. | Impact dampened armature and needle valve assembly |
| US20030141475A1 (en) * | 2000-12-19 | 2003-07-31 | Siegfried Ruthardt | Electromagnetic valve for controlling an injection valve of an internal combustion engine |
| WO2002053905A1 (en) * | 2001-01-08 | 2002-07-11 | Robert Bosch Gmbh | Electrovalve for controlling an injection valve in an internal combustion engine |
| DE102006021741A1 (en) * | 2006-05-10 | 2007-11-15 | Robert Bosch Gmbh | Fuel injector with pressure compensated control valve |
| US20090032621A1 (en) * | 2007-07-30 | 2009-02-05 | Mario Ricco | Metering servovalve and fuel injector for an internal combustion engine |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019206657A1 (en) * | 2018-04-26 | 2019-10-31 | Robert Bosch Gmbh | Fuel injector |
| CN112352096A (en) * | 2018-04-26 | 2021-02-09 | 罗伯特·博世有限公司 | Fuel injector |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE507389T1 (en) | 2011-05-15 |
| EP2218903B1 (en) | 2011-04-27 |
| DE602009001183D1 (en) | 2011-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2318686B1 (en) | Fuel injector servovalve | |
| EP1707798B1 (en) | Adjustable metering servovalve for a fuel injector, and relative adjustment method | |
| US7740187B2 (en) | Internal combustion engine fuel injector | |
| US5192048A (en) | Fuel injector bearing cartridge | |
| US7784711B2 (en) | Metering servovalve and fuel injector for an internal combustion engine | |
| KR100957199B1 (en) | Fuel injector with balanced metering servovalve, for an internal combustion engine | |
| EP1106816B1 (en) | Electromagnetic metering valve for a fuel injector | |
| US20060032950A1 (en) | Internal combustion engine fuel injector | |
| US6126094A (en) | Internal combustion engine fuel injector | |
| EP1918568A1 (en) | Metering solenoid valve for a fuel injector | |
| EP2218902B1 (en) | Method for manufacturing an open/close element for balanced servo valves of a fuel injector. | |
| EP2218904B1 (en) | Method for manufacturing a fuel injector servo valve | |
| EP2218903B1 (en) | Method for manufacturing a fuel injector servo valve | |
| US8640675B2 (en) | Fuel injector provided with a metering servovalve of a balanced type for an internal-combustion engine | |
| EP2218901B1 (en) | Method for manufacturing an open/close element for servo valves of a fuel injector | |
| EP2221470B1 (en) | Method for manufacturing a fuel injector servo valve | |
| US9518542B2 (en) | Injection valve | |
| JP7013181B2 (en) | Fuel injection device | |
| KR102625916B1 (en) | Valve for metering a fluid |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20100510 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602009001183 Country of ref document: DE Date of ref document: 20110609 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009001183 Country of ref document: DE Effective date: 20110609 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110427 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110827 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110728 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20120130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009001183 Country of ref document: DE Effective date: 20120130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110427 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090216 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20170224 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170202 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170428 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602009001183 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180216 |