EP2202174B1 - Container lid - Google Patents
Container lid Download PDFInfo
- Publication number
- EP2202174B1 EP2202174B1 EP09178465A EP09178465A EP2202174B1 EP 2202174 B1 EP2202174 B1 EP 2202174B1 EP 09178465 A EP09178465 A EP 09178465A EP 09178465 A EP09178465 A EP 09178465A EP 2202174 B1 EP2202174 B1 EP 2202174B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- lid
- container
- container lid
- peelable
- polyethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Revoked
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D43/00—Lids or covers for rigid or semi-rigid containers
- B65D43/02—Removable lids or covers
- B65D43/0202—Removable lids or covers without integral tamper element
- B65D43/0204—Removable lids or covers without integral tamper element secured by snapping over beads or projections
- B65D43/0212—Removable lids or covers without integral tamper element secured by snapping over beads or projections only on the outside, or a part turned to the outside, of the mouth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D43/00—Lids or covers for rigid or semi-rigid containers
- B65D43/02—Removable lids or covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/34—Coverings or external coatings
- B65D25/36—Coverings or external coatings formed by applying sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/62—External coverings or coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
- B65D77/2024—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers the cover being welded or adhered to the container
- B65D77/2028—Means for opening the cover other than, or in addition to, a pull tab
- B65D77/2032—Means for opening the cover other than, or in addition to, a pull tab by peeling or tearing the cover from the container
- B65D77/2044—Means for opening the cover other than, or in addition to, a pull tab by peeling or tearing the cover from the container whereby a layer of the container or cover fails, e.g. cohesive failure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
- B65D77/2024—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers the cover being welded or adhered to the container
- B65D77/2068—Means for reclosing the cover after its first opening
- B65D77/2096—Adhesive means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00064—Shape of the outer periphery
- B65D2543/00074—Shape of the outer periphery curved
- B65D2543/00092—Shape of the outer periphery curved circular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00259—Materials used
- B65D2543/00296—Plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00425—Lids or covers welded or adhered to the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00481—Contact between the container and the lid on the inside or the outside of the container
- B65D2543/0049—Contact between the container and the lid on the inside or the outside of the container on the inside, or a part turned to the inside of the mouth of the container
- B65D2543/00527—NO contact
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00481—Contact between the container and the lid on the inside or the outside of the container
- B65D2543/00537—Contact between the container and the lid on the inside or the outside of the container on the outside, or a part turned to the outside of the mouth of the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00601—Snapping means on the container
- B65D2543/00611—Profiles
- B65D2543/00657—U-shaped or inverted U
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00601—Snapping means on the container
- B65D2543/00675—Periphery concerned
- B65D2543/00685—Totality
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00712—Snapping means on the lid
- B65D2543/00722—Profiles
- B65D2543/0074—Massive bead
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00712—Snapping means on the lid
- B65D2543/00787—Periphery concerned
- B65D2543/00796—Totality
Definitions
- the invention relates to a lid for a container which lid can be sealed to the container in such a way that it is hermetically closed but can be opened in a well-defined way and closed again.
- the lid of the invention is suitable for containers which are intended for various applications in various sizes and shapes.
- the lids are suitable for containers required to offer a hygienic, tight packaging. This is typically required for food products, such as milk products, liver pate etc.
- Packages wherein a lid can be sealed to a container are generally known in the art.
- One of the problems commonly known with containers is the fact that a lid cannot be opened in a controlled manner at its edge areas but the lid is ripped so that it becomes unusable for renewed closing. It is typical to provide a package having two lids, one of which is sealed to the container and ripped off, and the other can be closed mechanically.
- One typical example of this arrangement is a margarine case wherein the sealed lid is an aluminium foil and the reclosable lid is made of thermoformed plastic sheet with a clip- or snap-in-mechanism.
- US 2004/0222227 A1 discloses a container for solid, paste-like and flowable products, comprising a bottom part and a lid having at its top a foil which is removable. It is reported that no ripping or rolling off of the foil neither any rupture of the lid is occurred during opening of the container.
- WO 2007/071252 A1 discloses a packaging comprising a lid made of a material which is suitable for injection moulding, like polypropylene, and provided with a sealing zone for being joined with a container. It is reported that unauthorised opening is prevented by adding an active material to the sealing zone of the lid. It is disclosed that the seal is broken in joint and not in the surrounding material due to the active material which changes the material in the sealing zone to become weaker than the material surrounding it.
- US 5,114,068 discloses a package including a bottom part and a lid of synthetic plastic material, like polypropylene. In order to avoid having to tear the lid upwards or bend it when detaching the lid from the bottom part, a tear-off strip between two welded seams is provided with the lid.
- FR-A-2 827 841 discloses all features of the preamble of claim 1.
- a lid for a container according to claim 1 which can be sealed to a container, providing a peelable seal, at a short sealing time.
- the short sealing time is achieved by providing a reduced wall thickness within the sealing zone of the lid where welding of the lid to the container is accomplished, thereby enhancing the heat transfer.
- the wall thickness of the lid is reduced in the sealing zone, the lid shows still sufficient rigidity and stiffness for controlled opening and reclosability due to the thicker wall thickness of the remaining part of the lid.
- the advantage of the lid according to the invention resides in that a faster heat sealing treatment is achieved enhancing the out-put and minimizing any harmful influences, caused by the heat treatment, on the content of the container. Moreover, the lid of the invention can be manufactured in a simple and an inexpensive manner.
- the present invention provides a lid for a container comprising a sealing zone for joining at least part of the lid with the container, providing a peelable seal with the container, the sealing zone having a reduced wall thickness in comparison with the remaining parts of the lid and a peelable sealing compound comprising two incompatible polymers.
- the peelable sealing compound means a polymer blend having a continuous phase and a discontinuous phase of polymers.
- the continuous phase constitutes a majority of the polymer blend and comprises a polymer that is easily sealable to the container.
- the discontinuous phase constitutes a minority of the polymer blend and comprises a polymer that is rather incompatible with the polymer of the continuous phase.
- an amount of a polymer forming the discontinuous phase is at most 40% by volume of the blend.
- viscosity of the phases and the compounding temperature may have an influence on the ratio, wherefore the ratio can differ from said value. For example, the higher the viscosity of the polymer of discontinuous phase, the easier the polymer forms a discontinuous phase even at higher concentrations.
- a controlled opening of the lid of the invention is achieved by a cohesive or adhesive failure effect.
- the incompatibility of the polymers of the peelable sealing compound enables that the lid can be opened in a well-defined manner in the sealing zone and not in the surrounding material and not such that the material around the sealing zone is destroyed.
- cohesive failure means that after the lid has been heat sealed to a container, the tearing off of the lid from the container takes place within the peelable sealing compound predominantly between the continuous and discontinuous phases. In such case, the incompatibility of the polymers is generally high.
- the cohesive failure effect occurs in a monolayer structure but can appear also in a multilayer structure of the lid where several layers of various polymers are present.
- the term adhesive failure means that after the lid has been heat sealed to a container, the tearing off of the lid from a container takes place between the peelable sealing compound and a layer lying on either side of the peelable sealing layer. This may occur when the incompatibility of the polymers is predominant but is not so pronounced as in the case of cohesive failure. The adhesive failure effect may then appear in a single or multilayer structure of the lids of the invention. Opening of the lid of the invention is still performed in a controlled manner compared to a case where a peelable sealing compound comprises one phase or several phases which are compatible with each other, where braking of the seal is not controlled but can take place randomly in any layer of the lid.
- Suitable polymers for the continuous phase of the invention include, but are not limited to, a polyolefin with low melting point, like a polyolefin homopolymer, such as polypropylene or polyethylene; a polyolefin copolymer, such as propylene copolymer where the comonomer is ethylene and/or butylene, a polyethylene copolymer where the comonomer can be propylene, butylene, methylpentene, hexene, octene or any other ⁇ -olefin, or an ester monomer like vinylacetate, alkyl acrylate including methyl (meth)acrylate, ethyl (meth)acrylate, butyl (meth)acrylate or any other acrylate or methacrylate, such as an ethylene vinylacetate copolymer, an ethylene alkylacrylate copolymer etc.
- the polymer forming the continuous phase of the peelable sealing compound must be sealable to
- Suitable polymers for the discontinuous phase of the invention include, but are not limited to, a polymer which is different from the polyolefin of the continuous phase, like a polyolefin homopolymer, such as polyethylene, polypropylene, polybutylene, or a polymer of another type, like polystyrene.
- a polymer which is different from the polyolefin of the continuous phase like a polyolefin homopolymer, such as polyethylene, polypropylene, polybutylene, or a polymer of another type, like polystyrene.
- the peelable sealing compound is polypropylene copolymer/polyethylene, specifically polypropylene-butylene copolymer/HDPE (high density polyethylene).
- the peelable sealing compound of the two incompatible polymers can be manufactured with any method known in the art including, but not limited to, solid-state polymerisation, melt-compounding or a combination of said methods. Suitable methods are described for example in EP 0588223 and EP 0803352 . In order to control the degree of incompatibility of the two polymers to be used in a blend, compatibilizers, fillers etc. may be introduced to the blend of the incompatible polymers.
- the lid comprises a sealing zone including a peelable sealing compound, the wall thickness of which has been reduced compared to that of the remaining part of the lid.
- the reduced wall thickness constitutes at most 50%, preferably 50% of the overall thickness of the lid.
- the overall thickness of the lid is generally less than 600 ⁇ m, typically about 500 - 600 ⁇ m.
- the wall thickness of the sealing zone is preferably less than 300 ⁇ m.
- the wall thickness lies in the range of 21 - 300 ⁇ m. In another embodiment of the invention, it lies in the range of 50 - 150 ⁇ m.
- the lid of the invention can be manufactured in a monolayer form or multilayer form using various techniques like injection moulding, or a combination of extrusion and thermoforming.
- the lid of the invention in a monolayer form is preferably manufactured by injection moulding.
- Multilayer structures of the lid can be obtained by co-injection moulding, a combination of co-extrusion and thermoforming, extrusion coating, adhesive lamination and in mould labelling (IML), preferably by IML.
- a thinner section in the peelable sealing zone of the lid can be accomplished either during the filling of the mould or after the filling of the mould with a separate compression tool, such as a ring-shaped tool, operating mechanically, hydraulically or pneumatically.
- the thinner section is formed during the injection moulding of the lid with or without an IML film.
- the thinner section is formed during thermoforming with or without an IML film. A thinner section can be made on the inside or the outside of the lid.
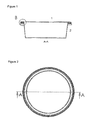
- Figure 1 illustrates a general view of a typical package with a "snap-in" construction, including a bottom part, container 2, and a lid 1 of the invention.
- Figure 2 is a top view of a package which has an exemplary circular form.
- Figure 3 is a detailed view of section B denoted in Figure 1 , illustrating the sealing zone of the lid with a reduced wall thickness welded to the rim of the container.
- FIG 4 is a more detailed view of section C denoted in Figure 3 , illustrating an embodiment of the lid structure according to the invention, in which the lid is manufactured as a single layer consisting of a peelable sealing compound (denoted as "Peel” in the Figure) comprising two incompatible polymers.
- the heat sealed joint between the lid and the container is denoted by 3.
- the lid made as a monolayer of a peelable sealing compound can be manufactured as disclosed above.
- the thickness of the peelable sealing compound layer corresponds to that of the entire thickness of the lid, i.e. less than 600 ⁇ m, except for the sealing zone where the wall thickness has been reduced.
- the lid in another embodiment of the invention can be manufactured as a multilayer construction including a layer of peelable sealing compound. Additional layers can provide specific characteristics desired for the lid, like barrier against permeability of oxygen, water vapour, flavourings, UV radiation, etc., heat resistance and stiffness for preventing deformation of the lid during the heat sealing, and the like. In multilayer structures, it is also possible to reduce the thickness of the peelable sealing compound layer, and thus amount of the rather expensive compound, in multilayer structures and use cheaper materials in the other layers of the lid without bargaining the desired properties of the lid.
- the thickness of the peelable sealing compound layer applied in the multilayer structures of the lids according to the invention varies in the range of 3 - 200 ⁇ m, preferably 5 - 50 ⁇ m, prior to thinning of the sealing zone.
- Figure 5 shows an embodiment of multilayer construction of the lid where the lid is composed of two layers.
- a layer of polypropylene is applied as the outermost layer of the lid.
- the thickness of the polypropylene layer can vary in the range of 17 - 400 ⁇ m.
- the lid can be provided with polyamide (PA) as an outermost layer providing heat resistance and oxygen barrier to the lid.
- PA polyamide
- thermoplastic polyesters like polyethylene terephtalate (PET), polybutylene terephtalate (PBT), polyethylene naphthalate (PEN), polybutylene naphtalate (PBN), polytrimethylene naphtalate (PTN), and any other thermoplastic polyester can be used for said purposes.
- PET polyethylene terephtalate
- PBT polybutylene terephtalate
- PEN polyethylene naphthalate
- PBN polybutylene naphtalate
- PAN polytrimethylene naphtalate
- EVOH ethylene vinyl alcohol
- PVDC polyvinylidene chloride
- PAN polyacrylonitrile
- MAP-gases modified atmosphere packaging
- Water vapour resistance and heat resistance can be accomplished, e.g., by polymethyl pentene (PMP), and cycloolefin copolymers (COC).
- PMP polymethyl pentene
- COC cycloolefin copolymers
- the multilayer structure of the lid can comprise clay in a nanosized form to provide good overall barrier performance, heat resistance, stiffness and mechanical strength to the lid.
- the multilayer structure of the lid can also comprise an adhesion layer ('tie') between the layers which do not show sufficient adhesive attraction to each other.
- Polar polymers like polyamide and EVOH bond to each other and no additional adhesion layer is needed therebetween.
- an adhesion layer is needed between the polar and non-polar polymer.
- Suitable materials for an adhesion layer are for example maleic anhydride grafted polypropylene, polyethylene or their copolymers or blends.
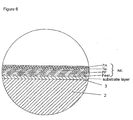
- the lid comprises a substrate layer of an injection moulded, or extruded and thermoformed layer of a thermoplastic polymer having a low melting point, like polypropylene or polyethylene copolymer, styrene based polymers and elastomers, as the innermost layer of the lid, which is in primary contact with a container when heat sealed, as shown in Figure 6 .
- a thermoplastic polymer having a low melting point like polypropylene or polyethylene copolymer, styrene based polymers and elastomers.
- a multilayer construction of the lid of the invention can be performed for example by co-extrusion, co-injection moulding (over-moulding), extrusion coating, or thermoforming.
- a specific manufacturing technique suitable for producing a multilayer construction of the lid according to the invention is injection moulding by the known principle of in-mould labelling (IML) procedure, where a label generally including information of the product to be sold is joined to the lid already in the injection moulding tool.
- IML in-mould labelling
- the lid is provided with the peelable sealing compound by IML technique.
- the lid By the IML technique, it is possible to manufacture the lid in a convenient way, providing a lid with a sufficient stiffness and reproducible properties, which has a relatively thin and uniform peelable sealing compound layer, and if desired, other significant properties like printability and barrier features, as described above.
- This embodiment of the lid is illustrated in Figure 6 , where the peelable sealing compound is provided by an IML-film and the lid further comprises a substrate layer.
- the thickness of an IML-film can vary in the range of 20 - 299 ⁇ m, preferably 50 - 100, more preferably 60 - 70 ⁇ m.
- the IML-film can be applied on either side of the substrate layer.
- the IML-film is applied on the outer side of the injection moulded layer, as shown in Figure 6 .
- the lid construction of Figure 6 has a further advantage that excellent sealing properties of the lid are achieved without causing any undesirable deformation of the IML-film and of the peelable sealing compound, which could weaken the strength or uniformity of the seal. Instead, a well-defined opening of the lid is achieved under cohesive or adhesive failure.
- the lid of the invention can be heat sealed to a container made of various kind of materials that show sufficient resistance to heat treatment of relative short duration.
- the container can be made of plastics, metals, like aluminium or steel, glass, ceramics, paperboard, etc., or combinations of these, like extrusion coated paperboard, epoxy-coated steel, glass coated with plastic powder etc.
- the lid of the invention is especially suitable to be sealed to a container made by injection moulding or thermoforming of polypropylene or polyethylene, but can easily be sealed also to containers made of polystyrene, PET etc.
- the substrate layer of the lid which is in primary contact with the container when the lid is heat sealed, comprises polypropylene copolymer, thereby ensuring the highest sealability of the lid to the container.
- the layer which is in direct contact with the container i.e. the substrate layer or the peelable sealing compound, contains aromatic monomers.
- the layer which is in direct contact with the container should comprise functional, reactive chemical groups, which provide good bonding to these materials.
- the lid can be manufactured in a manner that it is reclosable with any reclosure mechanism known in the art.
- the lid can thus be closed to a container, for example, by clip or snap-in-connection.
- the reclosure mechanism can be based on rim on the container extending all around the container opening, and a collar element of the lid, also extending all around the container opening and the rim of the container with a projection extending below the edge of the rim of the container.
- An example of the reclosure mechanism is shown in Figures 1 and 3 .
- IML-films to be used in the lid of the invention, which is composed of several layers.
- the thicknesses of the varying layers indicate thicknesses prior to thinning of the lid.
Description
- The invention relates to a lid for a container which lid can be sealed to the container in such a way that it is hermetically closed but can be opened in a well-defined way and closed again. The lid of the invention is suitable for containers which are intended for various applications in various sizes and shapes. Especially, the lids are suitable for containers required to offer a hygienic, tight packaging. This is typically required for food products, such as milk products, liver pate etc.
- Packages wherein a lid can be sealed to a container are generally known in the art. One of the problems commonly known with containers is the fact that a lid cannot be opened in a controlled manner at its edge areas but the lid is ripped so that it becomes unusable for renewed closing. It is typical to provide a package having two lids, one of which is sealed to the container and ripped off, and the other can be closed mechanically. One typical example of this arrangement is a margarine case wherein the sealed lid is an aluminium foil and the reclosable lid is made of thermoformed plastic sheet with a clip- or snap-in-mechanism.
-
US 2004/0222227 A1 discloses a container for solid, paste-like and flowable products, comprising a bottom part and a lid having at its top a foil which is removable. It is reported that no ripping or rolling off of the foil neither any rupture of the lid is occurred during opening of the container. -
WO 2007/071252 A1 discloses a packaging comprising a lid made of a material which is suitable for injection moulding, like polypropylene, and provided with a sealing zone for being joined with a container. It is reported that unauthorised opening is prevented by adding an active material to the sealing zone of the lid. It is disclosed that the seal is broken in joint and not in the surrounding material due to the active material which changes the material in the sealing zone to become weaker than the material surrounding it. -
US 5,114,068 discloses a package including a bottom part and a lid of synthetic plastic material, like polypropylene. In order to avoid having to tear the lid upwards or bend it when detaching the lid from the bottom part, a tear-off strip between two welded seams is provided with the lid.
FR-A-2 827 841 claim 1. - One of the disadvantages associated with the above packages, as well as any other known packages with a sealable lid, is that a well-controlled opening procedure is not achieved where the lid after opening can be used again to cover the container, if desired. It is a further disadvantage that the heat transfer through the lid and its sealing layer is poor whereby good sealing properties for the lids are not achieved, especially as thick lids manufactured by injection moulding are concerned.
- It is desired to achieve good sealing properties for the lids intended for use in tight packages, especially for food products, where any detrimental factors for eventual damaging of the content of the package should be completely avoided. Also, it is desirable to perform the heat sealing treatment of the lid at as short time period as possible in order not to affect detrimentally the content of the package. This is significant especially in case of food packages.
- It is the object of the present invention to provide a lid for a container which can be sealed to a container at a short sealing time and which can be opened in a controlled manner and again be closed with good sealing properties.
- The objects of the invention are achieved by a lid for a container according to
claim 1 which can be sealed to a container, providing a peelable seal, at a short sealing time. The short sealing time is achieved by providing a reduced wall thickness within the sealing zone of the lid where welding of the lid to the container is accomplished, thereby enhancing the heat transfer. Although the wall thickness of the lid is reduced in the sealing zone, the lid shows still sufficient rigidity and stiffness for controlled opening and reclosability due to the thicker wall thickness of the remaining part of the lid. - The advantage of the lid according to the invention resides in that a faster heat sealing treatment is achieved enhancing the out-put and minimizing any harmful influences, caused by the heat treatment, on the content of the container. Moreover, the lid of the invention can be manufactured in a simple and an inexpensive manner.
-
-
Figure 1 is a general view of a package composing of a container and the lid of the invention with a "snap-in" construction; -
Figure 2 is a top view of a package; -
Figure 3 shows a detail of the sealing zone of the lid; -
Figure 4 shows a detail of an embodiment of the lid structure, where the lid is manufactured in a monolayer form of a peelable sealing compound; -
Figure 5 shows another embodiment of the lid structure, where the lid is manufactured as a two-layer form with a peelable sealing compound; -
Figure 6 shows yet another embodiment of the lid structure, where the lid is a multilayer structure with a peelable sealing compound provided by an IML-film. - The present invention provides a lid for a container comprising a sealing zone for joining at least part of the lid with the container, providing a peelable seal with the container, the sealing zone having a reduced wall thickness in comparison with the remaining parts of the lid and a peelable sealing compound comprising two incompatible polymers.
- It is to be understood that in context with the present invention, the peelable sealing compound means a polymer blend having a continuous phase and a discontinuous phase of polymers. The continuous phase constitutes a majority of the polymer blend and comprises a polymer that is easily sealable to the container. The discontinuous phase constitutes a minority of the polymer blend and comprises a polymer that is rather incompatible with the polymer of the continuous phase. Generally, an amount of a polymer forming the discontinuous phase is at most 40% by volume of the blend. However, viscosity of the phases and the compounding temperature, for example, may have an influence on the ratio, wherefore the ratio can differ from said value. For example, the higher the viscosity of the polymer of discontinuous phase, the easier the polymer forms a discontinuous phase even at higher concentrations.
- A controlled opening of the lid of the invention is achieved by a cohesive or adhesive failure effect. The incompatibility of the polymers of the peelable sealing compound enables that the lid can be opened in a well-defined manner in the sealing zone and not in the surrounding material and not such that the material around the sealing zone is destroyed. For purposes of the present application, without bounding to any theories, the term cohesive failure means that after the lid has been heat sealed to a container, the tearing off of the lid from the container takes place within the peelable sealing compound predominantly between the continuous and discontinuous phases. In such case, the incompatibility of the polymers is generally high. The cohesive failure effect occurs in a monolayer structure but can appear also in a multilayer structure of the lid where several layers of various polymers are present.
- The term adhesive failure means that after the lid has been heat sealed to a container, the tearing off of the lid from a container takes place between the peelable sealing compound and a layer lying on either side of the peelable sealing layer. This may occur when the incompatibility of the polymers is predominant but is not so pronounced as in the case of cohesive failure. The adhesive failure effect may then appear in a single or multilayer structure of the lids of the invention. Opening of the lid of the invention is still performed in a controlled manner compared to a case where a peelable sealing compound comprises one phase or several phases which are compatible with each other, where braking of the seal is not controlled but can take place randomly in any layer of the lid.
- Suitable polymers for the continuous phase of the invention include, but are not limited to, a polyolefin with low melting point, like a polyolefin homopolymer, such as polypropylene or polyethylene; a polyolefin copolymer, such as propylene copolymer where the comonomer is ethylene and/or butylene, a polyethylene copolymer where the comonomer can be propylene, butylene, methylpentene, hexene, octene or any other α-olefin, or an ester monomer like vinylacetate, alkyl acrylate including methyl (meth)acrylate, ethyl (meth)acrylate, butyl (meth)acrylate or any other acrylate or methacrylate, such as an ethylene vinylacetate copolymer, an ethylene alkylacrylate copolymer etc. In general, the polymer forming the continuous phase of the peelable sealing compound must be sealable to a container. If a container is made of plastics, it is preferred that the polymer forming the continuous phase is compatible with the polymer of the container.
- Suitable polymers for the discontinuous phase of the invention include, but are not limited to, a polymer which is different from the polyolefin of the continuous phase, like a polyolefin homopolymer, such as polyethylene, polypropylene, polybutylene, or a polymer of another type, like polystyrene.
- Examples of suitable peelable sealing compounds (continuous phase/discontinuous phase) used in the lid of the invention include, but are not limited to, polyethylene copolymer/polypropylene, polypropylene copolymer/- polyethylene, polyethylene copolymer/polystyrene, polypropylene copolymer/- polystyrene, polyethylene/polybutylene, polypropylene/polybutylene. In an embodiment of the invention, the peelable sealing compound is polypropylene copolymer/polyethylene, specifically polypropylene-butylene copolymer/HDPE (high density polyethylene).
- The peelable sealing compound of the two incompatible polymers can be manufactured with any method known in the art including, but not limited to, solid-state polymerisation, melt-compounding or a combination of said methods. Suitable methods are described for example in
EP 0588223 andEP 0803352 . In order to control the degree of incompatibility of the two polymers to be used in a blend, compatibilizers, fillers etc. may be introduced to the blend of the incompatible polymers. - In order to perform an efficient heat transfer through the sealing zone of the lid during heat sealing and to provide a proper seal between the lid and a container at a short sealing time, the lid comprises a sealing zone including a peelable sealing compound, the wall thickness of which has been reduced compared to that of the remaining part of the lid. In an embodiment of the invention, the reduced wall thickness constitutes at most 50%, preferably 50% of the overall thickness of the lid. The overall thickness of the lid is generally less than 600 µm, typically about 500 - 600 µm. Thus, the wall thickness of the sealing zone is preferably less than 300 µm. In an embodiment of the invention, the wall thickness lies in the range of 21 - 300 µm. In another embodiment of the invention, it lies in the range of 50 - 150 µm.
- The lid of the invention can be manufactured in a monolayer form or multilayer form using various techniques like injection moulding, or a combination of extrusion and thermoforming. The lid of the invention in a monolayer form is preferably manufactured by injection moulding. Multilayer structures of the lid can be obtained by co-injection moulding, a combination of co-extrusion and thermoforming, extrusion coating, adhesive lamination and in mould labelling (IML), preferably by IML. A thinner section in the peelable sealing zone of the lid can be accomplished either during the filling of the mould or after the filling of the mould with a separate compression tool, such as a ring-shaped tool, operating mechanically, hydraulically or pneumatically. It is preferred to accomplish the thinning after the filling of the mould, since in this way the injection moulding cycle can be shortened because the molten polymer does not need to flow through a narrow section of the mould as is the case when the thinning is accomplished during the filling of the mould. In an embodiment of the invention, the thinner section is formed during the injection moulding of the lid with or without an IML film. In another embodiment of the invention, the thinner section is formed during thermoforming with or without an IML film. A thinner section can be made on the inside or the outside of the lid.
- The invention will be further described below under reference to embodiments shown in the attached drawings, in which
-
Figure 1 illustrates a general view of a typical package with a "snap-in" construction, including a bottom part,container 2, and alid 1 of the invention. -
Figure 2 is a top view of a package which has an exemplary circular form. -
Figure 3 is a detailed view of section B denoted inFigure 1 , illustrating the sealing zone of the lid with a reduced wall thickness welded to the rim of the container. -
Figure 4 is a more detailed view of section C denoted inFigure 3 , illustrating an embodiment of the lid structure according to the invention, in which the lid is manufactured as a single layer consisting of a peelable sealing compound (denoted as "Peel" in the Figure) comprising two incompatible polymers. The heat sealed joint between the lid and the container is denoted by 3. - The lid made as a monolayer of a peelable sealing compound can be manufactured as disclosed above. The thickness of the peelable sealing compound layer corresponds to that of the entire thickness of the lid, i.e. less than 600 µm, except for the sealing zone where the wall thickness has been reduced.
- In another embodiment of the invention the lid can be manufactured as a multilayer construction including a layer of peelable sealing compound. Additional layers can provide specific characteristics desired for the lid, like barrier against permeability of oxygen, water vapour, flavourings, UV radiation, etc., heat resistance and stiffness for preventing deformation of the lid during the heat sealing, and the like. In multilayer structures, it is also possible to reduce the thickness of the peelable sealing compound layer, and thus amount of the rather expensive compound, in multilayer structures and use cheaper materials in the other layers of the lid without bargaining the desired properties of the lid.
- The thickness of the peelable sealing compound layer applied in the multilayer structures of the lids according to the invention varies in the range of 3 - 200 µm, preferably 5 - 50 µm, prior to thinning of the sealing zone.
-
Figure 5 shows an embodiment of multilayer construction of the lid where the lid is composed of two layers. In this embodiment, a layer of polypropylene is applied as the outermost layer of the lid. By this arrangement, more stiffness is provided for the lid, facilitating the handling of the lid during opening and subsequent printing, if desired. The thickness of the polypropylene layer can vary in the range of 17 - 400 µm. - Also, it may be desirable to provide an outermost layer of the lid with a polymer having a heat resistance higher than that of the other layers of the lid. For example, the lid can be provided with polyamide (PA) as an outermost layer providing heat resistance and oxygen barrier to the lid. Also thermoplastic polyesters, like polyethylene terephtalate (PET), polybutylene terephtalate (PBT), polyethylene naphthalate (PEN), polybutylene naphtalate (PBN), polytrimethylene naphtalate (PTN), and any other thermoplastic polyester can be used for said purposes. Where high oxygen barrier is desired, ethylene vinyl alcohol (EVOH), polyvinylidene chloride (PVDC), and polyacrylonitrile (PAN) are useful. Good oxygen barriers also provide good barrier against carbon dioxide, nitrogen and gases used in modified atmosphere packaging (MAP-gases). Water vapour resistance and heat resistance can be accomplished, e.g., by polymethyl pentene (PMP), and cycloolefin copolymers (COC). Furthermore, the multilayer structure of the lid can comprise clay in a nanosized form to provide good overall barrier performance, heat resistance, stiffness and mechanical strength to the lid.
- The multilayer structure of the lid can also comprise an adhesion layer ('tie') between the layers which do not show sufficient adhesive attraction to each other. Polar polymers like polyamide and EVOH bond to each other and no additional adhesion layer is needed therebetween. However, in order to provide bonding between a polar polymer and a non-polar polymer, like polyethylene or polypropylene, an adhesion layer is needed between the polar and non-polar polymer. Suitable materials for an adhesion layer are for example maleic anhydride grafted polypropylene, polyethylene or their copolymers or blends.
- In a further embodiment of the invention, the lid comprises a substrate layer of an injection moulded, or extruded and thermoformed layer of a thermoplastic polymer having a low melting point, like polypropylene or polyethylene copolymer, styrene based polymers and elastomers, as the innermost layer of the lid, which is in primary contact with a container when heat sealed, as shown in
Figure 6 . By this way more stiffness and good sealing properties are provided for the lid. The thickness of the substrate layer applied before thinning can vary in the range of 1 - 100 µm, preferably 2 - 20 µm, most preferably 5 - 10 µm. - As stated above, a multilayer construction of the lid of the invention can be performed for example by co-extrusion, co-injection moulding (over-moulding), extrusion coating, or thermoforming. A specific manufacturing technique suitable for producing a multilayer construction of the lid according to the invention is injection moulding by the known principle of in-mould labelling (IML) procedure, where a label generally including information of the product to be sold is joined to the lid already in the injection moulding tool. In this specific embodiment of the invention, the lid is provided with the peelable sealing compound by IML technique. By the IML technique, it is possible to manufacture the lid in a convenient way, providing a lid with a sufficient stiffness and reproducible properties, which has a relatively thin and uniform peelable sealing compound layer, and if desired, other significant properties like printability and barrier features, as described above. This embodiment of the lid is illustrated in
Figure 6 , where the peelable sealing compound is provided by an IML-film and the lid further comprises a substrate layer. The thickness of an IML-film can vary in the range of 20 - 299 µm, preferably 50 - 100, more preferably 60 - 70 µm. - The IML-film can be applied on either side of the substrate layer. In an embodiment of the invention, the IML-film is applied on the outer side of the injection moulded layer, as shown in
Figure 6 . The lid construction ofFigure 6 has a further advantage that excellent sealing properties of the lid are achieved without causing any undesirable deformation of the IML-film and of the peelable sealing compound, which could weaken the strength or uniformity of the seal. Instead, a well-defined opening of the lid is achieved under cohesive or adhesive failure. - The lid of the invention can be heat sealed to a container made of various kind of materials that show sufficient resistance to heat treatment of relative short duration. Thus, the container can be made of plastics, metals, like aluminium or steel, glass, ceramics, paperboard, etc., or combinations of these, like extrusion coated paperboard, epoxy-coated steel, glass coated with plastic powder etc.
- The lid of the invention is especially suitable to be sealed to a container made by injection moulding or thermoforming of polypropylene or polyethylene, but can easily be sealed also to containers made of polystyrene, PET etc. For example when a container is made of polypropylene, the substrate layer of the lid, which is in primary contact with the container when the lid is heat sealed, comprises polypropylene copolymer, thereby ensuring the highest sealability of the lid to the container. In another example, if a container is made of polystyrene, PET, or any other polymer composed of aromatic monomers, it is preferable for high sealing performance of the lid that the layer which is in direct contact with the container, i.e. the substrate layer or the peelable sealing compound, contains aromatic monomers. Where a container is manufactured from aluminium, steel, glass, or any other inorganic material, the layer which is in direct contact with the container should comprise functional, reactive chemical groups, which provide good bonding to these materials.
- The lid can be manufactured in a manner that it is reclosable with any reclosure mechanism known in the art. The lid can thus be closed to a container, for example, by clip or snap-in-connection. For example, the reclosure mechanism can be based on rim on the container extending all around the container opening, and a collar element of the lid, also extending all around the container opening and the rim of the container with a projection extending below the edge of the rim of the container. An example of the reclosure mechanism is shown in
Figures 1 and3 . - In the following, non-limiting examples are given for alternative IML-films to be used in the lid of the invention, which is composed of several layers. The abbreviations have the following meanings: PA = polyamide, PP = polypropylene, EVOH = ethylene vinyl alcohol, adhesion layer = PP grafted with maleic anhydride. The thicknesses of the varying layers indicate thicknesses prior to thinning of the lid.
- a. PA/adhesion layer/PP/peelable sealing compound
30 µm/14 µm/225 µm/30 µm
Total thickness of the IML-film: 299 µm - b. PA/adhesion layer/peelable sealing compound
7 µm/6 µm/7 µm
Total thickness of the IML-film: 20 µm - c. PA/EVOH/adhesion layer/PP/peelable sealing compound
30 µm/14 µm/12 m/210 m/30 µm
Total thickness of the IML-film: 299 µm - It will be obvious to a person skilled in the art that, as the technology advances, the inventive concept can be implemented in various ways. The invention and its embodiments are not limited to the examples described above but may vary within the scope of the claims.
Claims (11)
- A container lid (1) comprising a sealing zone for joining at least part of the container (2), providing a peelable seal with the container (2) characterised in that the sealing zone has a reduced wall thickness in comparison with the remaining has parts of the lid (1) and a peelable sealing compound comprises two incompatible polymers.
- The container lid (1) according to claim 1, wherein the peelable sealing compound is a polymer blend of a continuous and discontinuous phase selected from the group of polyethylene copolymer/polypropylene, polypropylene copolymer/polyethylene, polyethylene copolymer/polystyrene, polypropylene copolymer/ polystyrene, polyethylene/polybutylene, and polypropylene/ polybutylene, preferably polypropylene copolymer/polyethylene.
- The container lid (1) according to claim 1 or 2, wherein the wall thickness of the sealing zone constitutes at most 50% of the overall thickness of the lid (1)
- The container lid (1) according to claim 3, wherein the wall thickness of the sealing zone lies in the range of 21-300 µm preferably in the range of 50-150 µm.
- The container lid (1) according to any of the preceding claims, wherein the lid (1) is manufactured by injection moulding or a combination of extrusion and thermoforming, preferably injection moulding, wherein the reduced wall thickness is accomplished after the filling of the mould with a compression tool in the mould.
- The container lid (1) according to any of the preceding claims, wherein the lid (1) is manufactured as a multilayer structure.
- The container lid (1) according to claim 6, wherein the thickness of the peelable sealing compound layer prior to thinning varies in the range of 3-200 µm, preferably 5 - 50 µm.
- The container lid (1) according to claim 6 or 7, wherein the peelable sealing compound is provided by an IML-film prepared by in-mould-labelling technique.
- The container lid (1) according to claim 8, wherein the IML-film is composed of PA/adhesion layer/PP/peelable sealing compound.
- The container lid (1) according to claim 8 or 9, wherein the thickness of the IML-film is 20-299 µm, preferably 50-100 µm, more preferably 60-70 µm.
- The container lid (1) according to any of claims 8 to 10, wherein the lid comprises a substrate layer of an injection moulded, or extruded and thermoformed layer of thermoplastic polymer, and an IML-film disposed on the substrate layer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL09178465T PL2202174T3 (en) | 2008-12-23 | 2009-12-09 | Container lid |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI20086238A FI20086238A (en) | 2008-12-23 | 2008-12-23 | Dish lid |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2202174A1 EP2202174A1 (en) | 2010-06-30 |
| EP2202174B1 true EP2202174B1 (en) | 2013-01-23 |
Family
ID=40240633
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09178465A Revoked EP2202174B1 (en) | 2008-12-23 | 2009-12-09 | Container lid |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2202174B1 (en) |
| DK (1) | DK2202174T3 (en) |
| FI (1) | FI20086238A (en) |
| PL (1) | PL2202174T3 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6435219B2 (en) * | 2015-03-19 | 2018-12-05 | 東レフィルム加工株式会社 | Easy-open container |
| BE1030141B1 (en) * | 2021-12-29 | 2023-07-31 | Poppies Bakeries Dhaubry Bv | PACKAGING DEVICE AND PACKAGING METHOD FOR MACAROONS |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2446223A1 (en) * | 1979-01-10 | 1980-08-08 | Monoplast | EVA-coated thermoplastic sheet for thermo-formed container closures - for simplicity of sealing together incompatible components |
| WO1995013329A1 (en) * | 1993-11-10 | 1995-05-18 | E.I. Du Pont De Nemours And Company | Multi-phase film and methods relating thereto |
| FR2827841B1 (en) * | 2001-07-27 | 2003-12-26 | Europlastiques Sa | LID FOR CLOSING THE CONTAINER OF A PACKAGE AS WELL AS A PACKAGE INCORPORATING SUCH A LID |
-
2008
- 2008-12-23 FI FI20086238A patent/FI20086238A/en not_active IP Right Cessation
-
2009
- 2009-12-09 DK DK09178465.2T patent/DK2202174T3/en active
- 2009-12-09 EP EP09178465A patent/EP2202174B1/en not_active Revoked
- 2009-12-09 PL PL09178465T patent/PL2202174T3/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| PL2202174T3 (en) | 2013-07-31 |
| FI20086238A0 (en) | 2008-12-23 |
| EP2202174A1 (en) | 2010-06-30 |
| FI20086238A (en) | 2010-06-24 |
| DK2202174T3 (en) | 2013-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1675776B1 (en) | Reclosable rigid container assembly | |
| US20160090225A1 (en) | Packaging container for liquids with frangible flap | |
| EP1526090A2 (en) | Container with easily removable membrane lid | |
| EP1753663A2 (en) | Lidstock material having improved sealability and peelability to wide classes of materials | |
| FI104887B (en) | Product lid and method of manufacture | |
| EP2202174B1 (en) | Container lid | |
| JP4270621B2 (en) | Retort injection molded container | |
| US20240076111A1 (en) | Resealable film | |
| EP3822193B1 (en) | Recyclable container and lidding construction | |
| JP4030137B2 (en) | Easy peel container and method for manufacturing the same | |
| EP1714907A1 (en) | Reclosable food package | |
| US20160090217A1 (en) | Pouch with peelable seal for beverages | |
| JPH07309369A (en) | Easily openable hermetically-sealable container | |
| MXPA02005238A (en) | Laminates for blisters and pouches. | |
| JP7259240B2 (en) | Sealed resin container | |
| JP3094303B2 (en) | Multilayer sheets and easy-open containers | |
| JPH0350706B2 (en) | ||
| WO1991018795A2 (en) | Easy-open containers | |
| JP7106854B2 (en) | Sealed resin container | |
| JP2003231226A (en) | Multilayered sheet, thermally molded container, lid material for container and easily openable package | |
| JP2769564B2 (en) | Multilayer structure and easy-open container | |
| JP2004167774A (en) | Multi-layer sheet, container and easily openable package | |
| JPH0350704B2 (en) | ||
| JP3780075B2 (en) | Easy-open composite film for heat-resistant containers | |
| JPH05139463A (en) | Sealed package |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ARTA PLAST AB |
|
| 17P | Request for examination filed |
Effective date: 20110414 |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20110414 |
|
| 17Q | First examination report despatched |
Effective date: 20110714 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 594818 Country of ref document: AT Kind code of ref document: T Effective date: 20130215 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009012962 Country of ref document: DE Effective date: 20130321 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 594818 Country of ref document: AT Kind code of ref document: T Effective date: 20130123 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20130123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130423 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130523 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130504 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130423 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130424 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130523 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: RPC SUPERFOS A/S Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602009012962 Country of ref document: DE Effective date: 20131023 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131209 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131209 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 |
|
| R26 | Opposition filed (corrected) |
Opponent name: RPC SUPERFOS A/S Effective date: 20131023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20091209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130123 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20151204 Year of fee payment: 7 Ref country code: GB Payment date: 20151204 Year of fee payment: 7 Ref country code: DE Payment date: 20151203 Year of fee payment: 7 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20151116 Year of fee payment: 7 Ref country code: SE Payment date: 20151217 Year of fee payment: 7 Ref country code: FR Payment date: 20151211 Year of fee payment: 7 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R064 Ref document number: 602009012962 Country of ref document: DE Ref country code: DE Ref legal event code: R103 Ref document number: 602009012962 Country of ref document: DE |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 20160613 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state |
Effective date: 20160613 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: ECNC |