EP2194002A1 - Container - Google Patents
Container Download PDFInfo
- Publication number
- EP2194002A1 EP2194002A1 EP08021268A EP08021268A EP2194002A1 EP 2194002 A1 EP2194002 A1 EP 2194002A1 EP 08021268 A EP08021268 A EP 08021268A EP 08021268 A EP08021268 A EP 08021268A EP 2194002 A1 EP2194002 A1 EP 2194002A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- edge
- collar
- container according
- cover element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D43/00—Lids or covers for rigid or semi-rigid containers
- B65D43/02—Removable lids or covers
- B65D43/0202—Removable lids or covers without integral tamper element
- B65D43/0204—Removable lids or covers without integral tamper element secured by snapping over beads or projections
- B65D43/0212—Removable lids or covers without integral tamper element secured by snapping over beads or projections only on the outside, or a part turned to the outside, of the mouth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
- B65D77/2024—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers the cover being welded or adhered to the container
- B65D77/2068—Means for reclosing the cover after its first opening
- B65D77/2072—Mechanical means
- B65D77/2076—Mechanical means provided by the cover itself
- B65D77/208—Mechanical means provided by the cover itself the cover having a cap-like or plug-like shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00064—Shape of the outer periphery
- B65D2543/00074—Shape of the outer periphery curved
- B65D2543/00092—Shape of the outer periphery curved circular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00231—Overall construction of the lid made of several pieces
- B65D2543/0024—Overall construction of the lid made of several pieces two pieces, one forming at least the whole skirt, the other forming at least the whole upper part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00259—Materials used
- B65D2543/00296—Plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00425—Lids or covers welded or adhered to the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00481—Contact between the container and the lid on the inside or the outside of the container
- B65D2543/00537—Contact between the container and the lid on the inside or the outside of the container on the outside, or a part turned to the outside of the mouth of the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00601—Snapping means on the container
- B65D2543/00611—Profiles
- B65D2543/00648—Flange or lip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00601—Snapping means on the container
- B65D2543/00675—Periphery concerned
- B65D2543/00685—Totality
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00712—Snapping means on the lid
- B65D2543/00722—Profiles
- B65D2543/0074—Massive bead
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00444—Contact between the container and the lid
- B65D2543/00592—Snapping means
- B65D2543/00712—Snapping means on the lid
- B65D2543/00787—Periphery concerned
- B65D2543/00796—Totality
Definitions
- the invention relates to a container for solid, pasty, as well as flowable and scoopable products, in particular for food products, comprising a container base for receiving the product and a container lid designed as a container top, wherein the container base has a closed, running around its container opening edge that the Container upper part consists of a running around the container opening, this collar-like comprehensive collar element, and consists of a substantially planar lid member, and is releasably secured to the edge of the container base.
- EP-A-1 693 309 A container of this type is known ( EP-A-1 693 309 ).
- containers are usually made of plastic material and are usually produced by known injection molding techniques.
- Containers of this or similar type are available in a wide variety of sizes Trade and are used in the most diverse shapes for all sorts of products that are hygienic or germ-free to pack.
- Products that are offered for example in such containers as packaging units in grocery stores, for example, dairy products of all kinds, meat and sausage products, but also vegetables and fruit products and finished products in chilled and uncooled form.
- the generic containers are mass products which are intended to absorb the products of the type described above by way of example in a hygienic, germ-free and airtight manner, they must be able to be produced very inexpensively in order to be sold on the market, i. on the one hand by the producers of the products and on the other hand by the consumers to be accepted. Furthermore, such containers must contain as complete as possible, often also separate legal provisions sufficient information about content, composition of the product, energy content of the product and information about the date of manufacture and use and certain other, in certain countries beyond legally required information on health in the container received product and the like.
- such containers are usually provided with separate labels that declare such information and the corresponding parameters about the product to the consumer.
- manufacturers' names, specially protected trademarks and the like are attached to the labels and, as a rule, the product itself is also depicted for many products received in such containers, for example the sausage product, the cheese product or a product in the form of liver pate or the like.
- the separate labels have the disadvantage that they significantly increase the production of the container, as then applied to the container after filling the product and closing the container, the label either on the container itself, the container base or possibly. On the container lid and the actual container will need.
- a third variant of containers is known in which a lid produced in the course of the production of the container lid by the method of the so-called "Immolded Label (IML)" in the injection mold is already connected to the film which forms the outer end of the container lid and an edge region of the film projecting beyond the container lid is connected to the container.
- IML Immolded Label
- Another significant disadvantage is that many times a pollution of the environment or the consumer or user himself is the result of wanting to open a container designed in this way.
- a significant cost-driving factor are the high production costs of the tools for the injection molds for the production of the above-described, in particular the generic container. With some exceptions, it can be said that the manufacturing costs of injection molds or tools are the lower, the allegedly simpler the products produced therewith.
- the term "simplicity" in the context of the final product produced should be understood to mean that it can be made in fewer and fewer process steps yet form a highly complex but highly efficient end product upon completion. It is therefore desirable that a simple production tool is provided, with which a possibly real highly complex, highly effective end product, here a container of the generic type, can be produced in a simple manner.
- the production of the injection molding tool is a very cost-intensive factor, see above, in the final production costs of these containers, depending on the number of manufactured Container, received directly. Rough can the finding that the simpler the injection molding tool is designed, the lower its manufacturing cost and the simpler the injection mold is formed, the easier the process steps with the tool regularly executable to the complete container, but especially the container top (lid) form, and the faster the container or its components can be made.
- the collar element has a circumferential, with its free end directed to the cover element protrusion surface on which the lid member is attached.
- the advantage of the solution according to the invention consists essentially, as desired, is that the actual sheet-like cover part is also integral here and together with the circumferential collar element, which forms a mechanical support to ensure the dimensional stability of the lid member here, the container base, ie the contents of the container, can again close safely, but due to the attachment of the lid member to the lid member directed to the projection surface, the Formed at the free end of the collar member, a formation of the attachment of the lid member on the collar member is possible, which allows quasi in a manufacturing step, the production of the collar member and the lid member.
- Another significant advantage of this offered solution according to the invention consists essentially in the fact that the injection molding tool can be configured so constructive that the attachment, as desired, can be virtually realized in one operation with the production of the collar member, if necessary. Also in one operation with the Production of the lid, wherein it is also possible according to the invention to perform collar element, cover element and attachment in one step with correspondingly designed injection molding tool.
- the solution according to the invention nevertheless makes use of the principle, as in the generic solution, that the surface-shaped cover element required for receiving visually recognizable information also here in the case according to the invention, perform both the function of the actual cover element and the function of the information carrier carrying the visual information can.
- the edge of the container base is at least partially formed in the manner of a circumferential flange, ie in fact it is possible to use for the realization of the container according to the invention container bases, as generally in the simplest containers, such as the well-known sogn. Yogurt containers and its modifications are known.
- the lower container part can thus be designed very simply, without thereby the functionality of the container, ie the above-described interaction of the container upper part with the container lower part is adversely affected.
- peripheral flange of the container base to the opening of the container base, the peripheral edge around the opening of the container base, based on a thinking on a substrate resting on the container base substantially parallel to the ground, i. this reference - underground - always to maintain the formation of the circumferential flange, regardless of the cross-sectional shape of the actual container base.
- containers or container bases may have any suitable cross-sectional shapes per se, for example trapezoidal, rectangular, bottle-shaped but also cup-shaped structures and the like.
- the flange is always parallel to a reference plane, namely here the ground formed.
- the lid member is attached to the edge so that it covers it at least partially, ie, depending on the material of the lid member and / or in dependence of the material of the container base and / or in dependence of a material, the attachment causes the lid member on the edge, if necessary, the mounting width of the lid member can be selected on the edge, with the choice the actual mounting width can be selected on the edge depending on the size of the container.
- Low-weight food products housed in the container do not require the width of the attachment as heavy-weight products.
- the lid member is fixed to the inside of the projection surface, which has the advantage that the production of the connection between the lid member and edge element can be done quasi in a manufacturing process, since, if the elements are made of plastic spritzcalledem, only one Side in the injection mold of the plastic needs to be injected.
- this embodiment of the invention also has the advantage that the attachment or the attachment area between the cover element and the edge from the outside is not visible, i. There is a visual protection and also a mechanical protection, because the cover element is then secured against "tearing up".
- the cover element may preferably also be fastened to the outside of the projection surface, which would be an alternative way of fastening, for example, in the desirable case if one wishes to make the externally visible, available surface of the cover element as large as possible because you are anxious for certain purposes, as much information as necessary for the consumer, for example, visible from the outside on the cover element accommodate.
- the edge regions of the cover element, on which the connection with the collar element takes place in full Umfamg for printing and the like. Exploited.
- the lid member itself is formed according to a further very advantageous embodiment of the container of a foil-like body, it may also be advantageous to form the lid member together with the circumferential collar member in one piece, which z. B. technically feasible that the entire container top can be made in a single injection molding in a single suitably shaped injection mold, at the same time by the method of the already mentioned "Inmolded Label (IML)" the application of the externally recognizable to the viewer visual Information about the contents of the container and other information in the injection mold in the course of production of the container shell can be done.
- IML Inmolded Label
- cover element and the collar element are formed as separate parts, which are connected to each other by means of a suitable connection technique, for example by welding and / or gluing.
- a suitable connection technique for example by welding and / or gluing.
- the edge of the container is preferably formed integrally with the container itself, ie, in this embodiment of the container, the manufacturing process is completed, for example, produced in an injection mold, the container is formed with edge and completely finished.
- the manufacturing process is completed, for example, produced in an injection mold, the container is formed with edge and completely finished.
- Such solutions are for example advantageous if, for example, the material of the actual container base to form the attachment between the edge of the container and the lid member was not readily suitable.
- the container element made of suitably stable material of paper and / or cardboard base
- the separate edge region may for example consist of plastic, which in turn is suitably fastened or usable with the lid member, for example by welding, gluing, ultrasonic welding or simple by connecting the material of the cover element and the material of the edge element itself.
- the thickness of the sheet-like lid member may be widely varied depending on the size of the container, the contents of the container, the product to be contained in the container, and the material used for the formation of the container. directly adapted to each to bewerkstelligende with the container packaging task.
- the thickness of the cover element in the range of 0.1 to 0, 3 mm form.
- an injection-moldable plastic material for example polypropylene, is preferably used, but other suitable injection-moldable plastic materials can be used, provided that they are neutral with respect to the product received in the container, ie, this in its consistency, its taste and the like. Not affected.
- the material of the cover element can, as mentioned, advantageously be chosen such that it is at least light-transparent in the visible region of the light, which has the great advantage that then recorded in the container product in the closed state of the container from the outside viewable or recognizable is.
- the collar element itself advantageously has a region formed in the manner of a clip connection, which engages releasably latching behind the edge surrounding the container opening.
- substantially dimensionally stable collar member part i. the material requirement for the production of the container upper part can be specifically limited to the formation of the collar member, whereas the actual lid member according to the task as thin, i. foil-like, can be designed so that it is sufficient for the fulfillment of its hermetic closure function of the container base or of the product received in the container lower part.
- the region of the collar element has a directed onto the edge of the container base, in cross-section substantially triangular-shaped projection which in the closed Condition of the container under the edge attacks.
- connection between the cover element and edge is releasably formed, whereas the connection between the cover element and peripheral edge remains firm.
- the connection or attachment between the cover element and the peripheral edge of the container bottom part on the one hand and the connection or attachment of the lid member and the collar member are formed differently with respect to the degree of their connection strength, so that the connection between collar member and lid member even after repeated opening of the container remains, whereas the connection between the cover element and the peripheral edge of the container always remains interrupted or dissolved after the first or one time release.
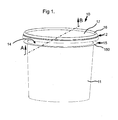
- the container 10, as in Fig. 1 is shown in complete form, and in Fig. 2 , as shown in half section, is used to hold solid, pasty and flowable and creative products, especially the inclusion of food products.
- the container 10 can also be used for the germ-free uptake of medical devices or in the field of medical means such as bandages or other medically usable small parts. In the closed state after filling the container 10 with the desired products and the subsequent hermetic sealing a germ-free storage of the products received in the container 10 is guaranteed.
- the container comprises a container base for receiving the actual product.
- the container lower part 11 has a container opening 14 which, from the container upper part 12, cf. especially the Fig. 1 and 2 , is closed.
- the container lower part 11 has a rim running around the container opening 14, which in the illustrations of the Fig. 1 and 2 here substantially at right angles to the side walls of the container base 11 protrudes. Since the shape of the container 10 or in particular of the container base can be configured as desired, the training nud orientation of the edge is better characterized by saying that the peripheral edge 15 of the container base, based on a thought on a substrate 28 resting of the container base 11, is formed substantially parallel to the ground 28, see the dashed line 28 in FIG Fig. 2 which represents an imaginary underground. It should be noted that the container base 11 may not only have the shape shown in the figures with circular cross-section, but also any other shape, for example, with cuboidal cross-section or oval cross-section and the like.
- the container lower part 11 unlike in the figures, in which it is integrally formed, may also be formed in several parts, for example in the form of a separate part, the edge 15 and formed by the edge 15 upper flange 150th may include and may be connected in a manner not shown here with the remaining part of the container base 11. In other words, this means that the container base 11 can basically consist of several parts.
- the container 10 also includes the already mentioned container base 11 and a container top 12, ie the actual container lid.
- the container top 12 and the container lid consists of a collar member 16, as it is the FIGS. 1 to 4 can be seen, wherein also on the detail illustrations gem. the Fig. 3 and 4 is referenced.
- the container top 12 also includes a substantially flat lid member 17, which also from the Fig. 1 to 4 is recognizable.
- the flat lid member 17 is formed much thinner compared to the other walls of the container part 11 and the collar member, which will be described in detail below.
- the collar element 16 is designed in such a way that it runs around the container opening 14 as a one-piece molded part, ie surrounds it like a collar, cf. especially the Fig. 1 and 2 ,
- the collar element 16 effectively forms a frame that encloses the flat Dekkeleelement 17.
- the collar element 17 has essentially two regions, namely a web-like region 19, which here in the figures essentially protrudes at an acute angle relative to the edge 15 of the container lower part 11, and a projection 162, wherein the projection 162 is again integrally formed at an acute angle with the web-like region 19.
- the projection 162 forms a projection surface 161 both on its one side (inside) and on the other side (outside), with reference to the representations in the figures, in particular in FIGS Fig. 1 and 3 ,
- the region 19 forms part of a clip connection 18 and the edge 15 and the peripheral edge 150 of the container base 11 forms another part of a clip connection 18, wherein both parts form common clip 18, in such a way that the edge 15 and the peripheral flange 150 and in the region 19 of Clip connection 18 on the container base 11 to projecting projection part 180 engage behind latching.
- the projection 162 which functions as part of the collar member 16, faces the lid member 17 with its free end 160.
- the actual lid member 17 is fixed, which is part of the container top 12.
- the cover element 17 consists, as already indicated, of a foil-like body which, for example, has a thickness 24 in the range of 0.1 to 0.3 mm.
- the lid member 17, i. the film-like body may, in one preferred embodiment of the container 10, be made in one piece, i. integral with the collar member 16 may be formed.
- Such a configuration of the container 10 or the container upper part 12 can be produced in a single injection molding process.
- the lid member in the form of the film-like body and to connect with the peripheral collar member 16, for example by means of welding and / or gluing.
- the projection surface 161 of the collar member which, as stated, is formed at the free end of the collar member 160, have a circumferential recess corresponding to the thickness 24 of the cover member 17, as clearly in the enlarged view in FIG Fig. 4 is apparent.
- the lid member 17 On the peripheral edge or the circumferential flange of the container base 11, the lid member 17, in a prescribed manner connected to the collar member 16, on, see. the Fig. 4 , namely, when the container 10 is closed, that is, the container top 12 is applied to the container base 11, as in Fig. 4 is shown.
- the container base 11 and the container top 12 have been prepared in the manner described above, the container base 11 is filled with the product at the manufacturer of the product with which the container 10 is to be filled. Subsequently, the container top 12 is placed on the container base and moved towards each other, that said clip 18 between the edge 15 and the free end of the peripheral flange 150 of the container base 11 and the projection 180, "inside” in the region 19 of the clip connection 18 of Container upper part 12 and the collar member attached, locked together, the detent due to a slight elastic deformation of the collar member 16 in the direction of the arrow 30, see Fig.
- the filling of the container base 11 and the subsequent welding of the lid member 17 with the edge 15 and the peripheral flange 150 can be carried out in a vacuum.
- the material used for the formation of the container base 11 and the container top 12 which may for example be a suitable injection-moldable material, such as propylene, is elastic, in the direction of arrow 26, an elastic deformation of the free end of the collar member 16 can be effected, so that this comes out of engagement with the free end of the peripheral flange 150 of the edge 15 of the container base 11, wherein subsequently the container top 12 can be raised altogether, wherein subsequently the welding and / or adhesive connection between the circumferential flange 150 of the rim 15 and the cover member 17 triggers.
- the welding and adhesive connection is set such that when opening no damage to the peripheral flange 150 of the rim 15 and the cover member 17 as such takes place. If the container upper part 12 is then raised even further by corresponding tilting, the connection of the cover element with the peripheral flange around the entire container opening 14 is released. After removal of the container top 12 in its entirety, the product can be removed from the container base 11.
- the container top 12 is placed back on the container base 11 and in the direction of arrow 27 so far moved toward one another until the clip 18 between the projection 180 and the free end of the peripheral flange 150 of the container base locks together.
- the residual product located in the container bottom part 11 can then be stored again substantially tightly sealed in the container 11.
- the user of the container 10 can recognize the container contents even in the closed state of the container 10, which is for presentation purposes of the container contents, for example in shelves or cabinets and the like., Of great advantage.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Closures For Containers (AREA)
- Packages (AREA)
- Packging For Living Organisms, Food Or Medicinal Products That Are Sensitive To Environmental Conditiond (AREA)
- Table Devices Or Equipment (AREA)
- Packaging For Recording Disks (AREA)
- Toys (AREA)
Abstract
Description
Die Erfindung betrifft einen Behälter für feste, pastöse, sowie fließ- und schöpffähige Produkte, insbesondere für Lebensmittelprodukte, umfassend ein Behälterunterteil zur Aufnahme des Produkts sowie ein als Behälterdeckel ausgebildetes Behälteroberteil, wobei das Behälterunterteil einen geschlossenen, um seine Behälteröffnung herumlaufenden Rand aufweist, daß das Behälteroberteil aus einem um die Behälteröffnung herumlaufenden, diese kragenartig umfassenden Kragenelement besteht, und aus einem im wesentlichen flächenförmigen Deckelelement besteht, und an dem Rand des Behälterunterteils lösbar befestigt ist.The invention relates to a container for solid, pasty, as well as flowable and scoopable products, in particular for food products, comprising a container base for receiving the product and a container lid designed as a container top, wherein the container base has a closed, running around its container opening edge that the Container upper part consists of a running around the container opening, this collar-like comprehensive collar element, and consists of a substantially planar lid member, and is releasably secured to the edge of the container base.
Ein Behälter dieser Art ist bekannt (
Allgemein gilt, daß derartige Behälter i.d.R. aus Plastikwerkstoff bestehen und i.d.R. mittels bekannter Spritzgußtechniken hergestellt werden. Behälter dieser oder ähnlicher Art sind in den verschiedensten Größen im Handel und werden in den vielfältigsten Formgebungen für alle möglichen Produkte, die hygienische bzw. keimfrei zu verpacken sind, verwendet. Produkte, die beispielsweise in solchen Behältern aufgenommen als Verpackungseinheiten in Lebensmittelgeschäften angeboten werden, sind beispielsweise Milchprodukte aller Art, Fleisch-und Wurstprodukte, aber auch Gemüse und Fruchtprodukte sowie Fertigprodukte in gekühlter und ungekühlter Form.In general, such containers are usually made of plastic material and are usually produced by known injection molding techniques. Containers of this or similar type are available in a wide variety of sizes Trade and are used in the most diverse shapes for all sorts of products that are hygienic or germ-free to pack. Products that are offered for example in such containers as packaging units in grocery stores, for example, dairy products of all kinds, meat and sausage products, but also vegetables and fruit products and finished products in chilled and uncooled form.
Da es sich bei den gattungsgemäßen Behältern um Massenprodukte handelt, die die Produkte der beispielhaft vorangehend beschriebenen Art hygienisch, keimfrei und luftdicht aufnehmen sollen, müssen diese sehr kostengünstig herstellbar sein, um vom Markt, d.h. einerseits von den Herstellern der Produkte und andererseits von den Verbrauchern, angenommen zu werden. Des weiteren müssen derartige Behälter eine möglichst vollständige, vielfach auch gesonderten gesetzlichen Bestimmungen genügende Angabe über Inhalt, Zusammensetzung des Produkts, Energieinhalt des Produkts sowie Angaben über das Herstellungs- und Verfallsdatum enthalten sowie bestimmte andere, in bestimmten Ländern darüber hinaus gesetzlich geforderte Angaben über Gesundheitsverträglichkeit des im Behälter aufgenommenen Produkts und dgl.Since the generic containers are mass products which are intended to absorb the products of the type described above by way of example in a hygienic, germ-free and airtight manner, they must be able to be produced very inexpensively in order to be sold on the market, i. on the one hand by the producers of the products and on the other hand by the consumers to be accepted. Furthermore, such containers must contain as complete as possible, often also separate legal provisions sufficient information about content, composition of the product, energy content of the product and information about the date of manufacture and use and certain other, in certain countries beyond legally required information on health in the container received product and the like.
Aus diesem Grunde sind derartige Behälter i.d.R. mit gesonderten Etiketten versehen, die derartige Angaben und die entsprechenden Parameter über das Produkt dem Verbraucher deklarieren. Vielfach sind auf den Etiketten auch Herstellernamen, speziell gesetzlich geschützte Marken und dgl. angebracht und i.d.R. ist ebenfalls für viele in derartigen Behältern aufgenommene Produkte das Produkt als solches selbst abgebildet, beispielsweise das Wurstprodukt, das Käseprodukt oder ein Produkt in Form von Leberpastete oder dgl.For this reason, such containers are usually provided with separate labels that declare such information and the corresponding parameters about the product to the consumer. In many cases, manufacturers' names, specially protected trademarks and the like are attached to the labels and, as a rule, the product itself is also depicted for many products received in such containers, for example the sausage product, the cheese product or a product in the form of liver pate or the like.
Die gesonderten Etiketten haben den Nachteil, daß sie die Herstellung des Behälters erheblich verteuern, da am Behälter dann nach Einfüllen des Produkts und Schließen des Behälters das Etikett entweder auf dem Behälter selbst, dem Behälterunterteil oder ggfs. auf dem Behälterdeckel und dem eigentlichen Behälter aufgebracht zu werden braucht.The separate labels have the disadvantage that they significantly increase the production of the container, as then applied to the container after filling the product and closing the container, the label either on the container itself, the container base or possibly. On the container lid and the actual container will need.
Ein weiteres gravierendes Problem bei derartigen Behältern besteht darin, daß beispielsweise beim Öffnen des Behälters durch das Abheben des Deckels, bei den allseits bekannten Joghurt- und Quarkbehältern lediglich durch eine Aluminiumfolie gebildet, der Deckel nicht an den eigentlich dafür bestimmten Stellen im Randbereich des Behälters abreißt, sondern der eigentliche Deckel zerreißt, so daß der geöffnete Behälter dann nicht einmal mehr notdürftig, wenn das im Behälter aufgenommene Produkt nicht vollständig entnommen bzw. verbraucht worden ist, verschlossen werden kann. Eine andere Art des Verschlusses derartiger Behälter, bei dem eine auf vorangehend beschriebene Weise bedruckte Folie auf dem eigentlichen Behälterdeckel aufgeklebt ist, zeigt bei einem Versuch des Öffnens den sehr gravierenden Nachteil, daß die Folie sich beim Öffnungsversuch vom eigentlichen Behälterdeckel trennt, d.h. von diesem abreißt, ohne daß die Verbindung des Behälterdeckels mit dem eigentlichen Behälter gelöst wird, d.h. der Behälter nicht geöffnet werden kann, was aber das eigentliche Ziel ist.Another serious problem with such containers is that, for example, when opening the container by lifting the lid, in the well-known yogurt and Quarkbehältern formed only by an aluminum foil, the lid does not tear off at the actually designated locations in the edge region of the container but the actual lid tears, so that the opened container then not even makeshift when the product received in the container has not been completely removed or consumed, can be closed. Another type of closure of such containers, in which a printed on the manner described above film is adhered to the actual container lid, shows in a attempt of opening the very serious disadvantage that the film separates in the opening attempt from the actual container lid, i. tears off from this, without the connection of the container lid is solved with the actual container, i. the container can not be opened, but that is the actual goal.
Eine dritte Variante von Behältern ist bekannt, bei denen ein im Zuge der Herstellung des Behälterdeckels nach der Methode des sog. "Immolded Label (IML)" hergestellter Deckel in der Spritzgußform schon mit der Folie, die den äußeren Abschluß des Behälterdeckels bildet, verbunden wird und ein über den Behälterdeckel hinausstehender Randbereich der Folie mit dem Behälter verbunden wird.A third variant of containers is known in which a lid produced in the course of the production of the container lid by the method of the so-called "Immolded Label (IML)" in the injection mold is already connected to the film which forms the outer end of the container lid and an edge region of the film projecting beyond the container lid is connected to the container.
Derartige Behälter zeigen den gravierenden Nachteil, daß das im Randbereich des Behälterdeckels unverstärkte Etikett bzw. die Folie unkontrolliert beim Öffnen des Behälters abreißt bzw. zerreißt und darüber hinaus auch durch die Kerbwirkung beim Aufreißen zwischen Folie und Behälterdeckel, trotz Verwendung der Technik nach der Methode des "Immolded Label" die Folie vom Behälterdekkel unkontrolliert abreißt und der Behälter nur noch mit Fremdwerkzeug wie einer Schere bzw. einem Messer geöffnet werden kann. Es versteht sich von selbst, daß ein derart geöffneter Deckel nicht mehr befähigt ist, die Behälteröffnung auch nur notdürftig zu verschließen, wenn das im Behälter aufgenommene Produkt noch nicht vollständig entnommen ist.Such containers show the serious disadvantage that the unreinforced in the edge region of the container lid label or the film tears uncontrollably when opening the container or tear and also by the notch effect when tearing between the film and container lid, despite using the technique according to the method of "Immolded Label" the foil from the Behälterdekkel tears uncontrollably and the container can only be opened with foreign tools such as a pair of scissors or a knife. It goes without saying that such an opened lid is no longer able to close the container opening even if only in a makeshift manner when the product received in the container is not yet completely removed.
Ein weiterer wesentlicher Nachteil ist der, daß vielfach eine Verschmutzung der Umgebung bzw. des Verbrauchers bzw. Benutzers selbst die Folge ist, der einen derart ausgebildeten Behälter öffnen will.Another significant disadvantage is that many times a pollution of the environment or the consumer or user himself is the result of wanting to open a container designed in this way.
Aus der auf die gleiche Anmelderin zurückgehenden
Die Nutzung des auf die gleiche Anmelderin zurückgehenden Behälters für die verschiedenen Behälterinhalte zum massenhaften Gebrauch und somit zur massenweisen Herstellung erfordert sehr preisgünstige Lösungen zur Herstellung derartiger Behälter, siehe oben, wobei es angestrebt ist, die Kosten auch gegenüber dem eingangs genannten, gattungsmäßigen Behälter noch weiter zu verringern.The use of the reverting to the same applicant container for the various container contents for mass use and thus mass production requires very inexpensive solutions for the production of such containers, see above, where it is desirable, even further compared to the aforementioned generic container to reduce.
Ein wesentlicher kostentreibender Faktor sind die hohen Herstellungskosten der Werkzeuge für die Spritzgußformen zur Herstellung der vorbeschriebenen, insbesondere auch des gattungsgemäßen Behälters. Von Ausnahmen abgesehen kann gesagt werden, daß die Herstellungskosten von Spritzgußformen- bzw. werkzeuge um so geringer sind, je vermeintlich einfacher die damit hergestellten Produkte sind. Der Begriff "Einfachheit" im Zusammenhang mit dem hergestellten Endprodukt ist derart zu verstehen, daß diese in immer weniger Verfahrensschritten hergestellt dennoch ein hochkomplexes aber sehr effizientes Endprodukt nach ihrer Fertigstellung bilden können. Es wird also angestrebt, daß ein einfaches Herstellungswerkzeug bereitgestellt wird, mit dem auf einfache Weise ein ggf. real hochkomplexes, hochwirksames Endprodukt, hier ein Behälter der gattungsgemäßen Art, herstellbar ist.A significant cost-driving factor are the high production costs of the tools for the injection molds for the production of the above-described, in particular the generic container. With some exceptions, it can be said that the manufacturing costs of injection molds or tools are the lower, the allegedly simpler the products produced therewith. The term "simplicity" in the context of the final product produced should be understood to mean that it can be made in fewer and fewer process steps yet form a highly complex but highly efficient end product upon completion. It is therefore desirable that a simple production tool is provided, with which a possibly real highly complex, highly effective end product, here a container of the generic type, can be produced in a simple manner.
Dieses Ziel ist zwar im Prinzip bei dem gattungsgemäßen Behälter in seiner Gesamtheit erreicht. Nach wie vor besteht jedoch bei Behältern dieser Art die Forderung der Kosteneffizienz bei der Herstellung, denn diese Behälter, wie eingangs erwähnt, sind regelmäßig Einwegprodukte und werden nach der Herstellung, dem Befüllen mit Lebensmittelprodukten sind dem Verzehr dieser Produkte aus dem Behälter dann als leere Behälter entsorgt, d.h. sie werden entweder dem allgemeinen Hausmüll zugeführt oder werden als Rohstoff, aus dem sie hergestellt sind, in den Rohstoffkreislauf zurück überführt.Although this goal is achieved in principle in the generic container in its entirety. As before, however, in containers of this type, the requirement of cost efficiency in the production, because these containers, as mentioned above, are regularly disposable products and are after the production, the filling with food products, the consumption of these products from the container then as empty containers disposed of, ie they are either supplied to the general household waste or are returned as a raw material from which they are made, back into the raw material cycle.
Neben der Herstellung der Behälter, d.h. der Herstellungsschritte der Behälter, bestehend aus Behälteroberteil und Behälterunterteil, wie sie gattungsgemäß ausgebildet sind, ist die Herstellung des Spritzgußwerkzeugs ein sehr kostenintensiver Faktor, siehe oben, der in die Endfertigungskosten dieser Behälter, je nach Anzahl der damit hergestellten Behälter, direkt eingeht. Grob kann die Feststellung getroffen werden, daß je einfacher das Spritzgußwerkzeug ausgestaltet ist, desto geringer sind seine Herstellungskosten und je einfacher das Spritzgußwerkzeug ausgebildet ist, um so einfacher sind die Verfahrensschritte mit dem Werkzeug regelmäßig ausführbar, um den kompletten Behälter, insbesondere aber das Behälteroberteil (Deckel) auszubilden, und umso schneller kann der Behälter bzw. können seine Komponenten hergestellt werden.In addition to the production of the container, ie the manufacturing steps of the container consisting of container top and container base, as they are generically formed, the production of the injection molding tool is a very cost-intensive factor, see above, in the final production costs of these containers, depending on the number of manufactured Container, received directly. Rough can the finding that the simpler the injection molding tool is designed, the lower its manufacturing cost and the simpler the injection mold is formed, the easier the process steps with the tool regularly executable to the complete container, but especially the container top (lid) form, and the faster the container or its components can be made.
Es ist somit Aufgabe der vorliegenden Erfindung, einen Behälter der eingangs genannten Art zu schaffen, der noch schneller und leicher herstellbar ist als der gattungsgemäße Behälter, der gegenüber dem gattungsgemäßen Behälter zu seiner Herstellung noch weniger Verfahrensschritte braucht, womit Herstellungskosten vermindert werden können, wobei die sehr guten Eigenschaften des gattungsbildenden Behälters uneingeschränkt beibehalten werden sollen, daß z.B. das Schließverhalten nach dem ersten Öffnen zum bestimmungsgemäßen Gebrauch des Inhalts des Behälters beim nachfolgenden Verschließen des Behälters ausnehmend gute Dichteigenschaften gewährleistet sind und prinzipiell beliebig oft nach dem ersten Öffnen verschlossen und wieder geöffnet werden kann, ohne daß die Dichteigenschaften zwischen Behälteroberteil bzw. Deckel des Behälters und dem Behälterunterteil nachlassen.It is therefore an object of the present invention to provide a container of the type mentioned, which is even faster and easier to produce than the generic container that needs compared to the generic container for its production even fewer process steps, which manufacturing costs can be reduced, the very good properties of the generic container to be fully retained that, for example the closing behavior after the first opening for the intended use of the contents of the container during the subsequent closing of the container exceptionally good sealing properties are guaranteed and in principle can be closed as often as desired after the first opening and reopened without the sealing properties between container top and lid of the container and lower the container bottom.
Gelöst wird die Aufgabe gemäß der Erfindung dadurch, daß das Kragenelement eine umlaufende, mit ihrem freien Ende auf das Deckelelement gerichtete Vorsprungsfläche aufweist, an der das Deckelelement befestigt ist.The object is achieved according to the invention in that the collar element has a circumferential, with its free end directed to the cover element protrusion surface on which the lid member is attached.
Der Vorteil der erfindungsgemäßen Lösung besteht im wesentlichen, wie angestrebt, darin, daß das eigentliche flächenförmige Deckelteil auch hier einstückig ist und zusammen mit dem umlaufenden Kragenelement, das auch hier eine mechanische Stütze zur Sicherung der Formstabilität des Deckelelementes bildet, das Behälterunterteil, d.h. den Inhalt des Behälters, wieder sicher verschließen kann, wobei aber aufgrund der Befestigung des Deckelelements an der auf das Deckelelement gerichteten Vorsprungsfläche, die am freien Ende des Kragenelements ausgebildet ist, eine Ausbildung der Befestigung des Deckelelements am Kragenelement möglich ist, die quasi in einem Herstellungsschritt die Herstellung des Kragenelements und des Deckelelements erlaubt.The advantage of the solution according to the invention consists essentially, as desired, is that the actual sheet-like cover part is also integral here and together with the circumferential collar element, which forms a mechanical support to ensure the dimensional stability of the lid member here, the container base, ie the contents of the container, can again close safely, but due to the attachment of the lid member to the lid member directed to the projection surface, the Formed at the free end of the collar member, a formation of the attachment of the lid member on the collar member is possible, which allows quasi in a manufacturing step, the production of the collar member and the lid member.
Ein weiterer wesentlicher Vorteil dieser angebotenen erfindungsgemäßen Lösung besteht im wesentlichen darin, daß das Spritzgußwerkzeug derart konstruktiv ausgestaltet sein kann, daß die Befestigung, wie angestrebt, quasi in einem Arbeitsgang mit der Herstellung des Kragenelements realisiert werden kann, ggfs. auch in einem Arbeitsgang mit der Herstellung des Deckels, wobei es erfindungsgemäß auch möglich ist, Kragenelement, Deckelelement und Befestigung in einem Arbeitsschritt bei entsprechend konstruktiv gestaltetem Spritzgußwerkzeug auszuführen.Another significant advantage of this offered solution according to the invention consists essentially in the fact that the injection molding tool can be configured so constructive that the attachment, as desired, can be virtually realized in one operation with the production of the collar member, if necessary. Also in one operation with the Production of the lid, wherein it is also possible according to the invention to perform collar element, cover element and attachment in one step with correspondingly designed injection molding tool.
Mit der erfindungsgemäßen Lösung wird sich dennoch auch wie bei der gattungsgemäßen Lösung das Prinzip zunutze gemacht, daß das zur Aufnahme visuell erkennbarer Informationen benötigte flächenförmige Deckelelement auch hier im erfindungsgemäßen Falle sowohl die Funktion des eigentlichen Deckelelementes als auch die Funktion des die visuelle Information tragenden Informationsträgers wahrnehmen kann.The solution according to the invention nevertheless makes use of the principle, as in the generic solution, that the surface-shaped cover element required for receiving visually recognizable information also here in the case according to the invention, perform both the function of the actual cover element and the function of the information carrier carrying the visual information can.
Gemäß einer sehr vorteilhaften Ausgestaltung des Behälters ist der Rand des Behälterunterteils wenigstens teilweise nach Art eines umlaufenden Flansches ausgebildet, d.h. faktisch ist es möglich, zur Realisierung des erfindungsgemäßen Behälters Behälterunterteile zu verwenden, wie sie allgemein bei einfachsten Behältern, beispielsweise den bekannten sogn. Joghurtbehältern und seinen Abwandlungen bekannt sind. Das Behälterunterteil kann somit sehr einfach ausgestaltet sein, ohne daß dadurch die Funktionsfähigkeit des Behälters, d.h. das vorbeschriebene Zusammenwirken des Behälteroberteils mit dem Behälterunterteil negativ beeinflusst wird.According to a very advantageous embodiment of the container, the edge of the container base is at least partially formed in the manner of a circumferential flange, ie in fact it is possible to use for the realization of the container according to the invention container bases, as generally in the simplest containers, such as the well-known sogn. Yogurt containers and its modifications are known. The lower container part can thus be designed very simply, without thereby the functionality of the container, ie the above-described interaction of the container upper part with the container lower part is adversely affected.
Besonders vorteilhaft ist es bei der Ausbildung des umlaufenden Flansches des Behälterunterteils um die Öffnung des Behälterunterteils, den umlaufenden Rand um die Öffnung des Behälterunterteils, bezogen auf ein auf einem Untergrund gedachtes Aufliegen des Behälterunterteils, im wesentlichen parallel zum Untergrund auszubilden, d.h. diese Bezugsgröße - Untergrund - für die Ausbildung des umlaufenden Flansches immer beizubehalten, unabhängig von der Querschnittsform des eigentlichen Behälterunterteils. Es ist bekannt, daß derartige Behälter bzw. Behälterunterteile an sich beliebige geeignete Querschnittsformen aufweisen können, beispielsweise trapezförmige, beliebigeckige, flaschenförmige aber auch topfförmige Strukturen und dgl. haben können. Vorteilhaft ist der Flansch immer parallel zu einer Bezugsebene, nämlich hier dem Untergrund, ausgebildet.It is particularly advantageous in the formation of the peripheral flange of the container base to the opening of the container base, the peripheral edge around the opening of the container base, based on a thinking on a substrate resting on the container base substantially parallel to the ground, i. this reference - underground - always to maintain the formation of the circumferential flange, regardless of the cross-sectional shape of the actual container base. It is known that such containers or container bases may have any suitable cross-sectional shapes per se, for example trapezoidal, rectangular, bottle-shaped but also cup-shaped structures and the like. Advantageously, the flange is always parallel to a reference plane, namely here the ground formed.
Gemäß einer weiteren vorteilhaften Ausführungsform des Behälters ist das Deckelelement derart an dem Rand befestigt, daß es diesen wenigstens teilweise bedeckt, d.h. in Abhängigkeit des Werkstoffs des Deckelelementes und/oder in Abhängigkeit des Werkstoffs des Behälterunterteiles und/oder in Abhängigkeit eines Werkstoffs, der die Befestigung des Deckelelements auf dem Rand bewirkt, falls nötig, kann die Befestigungsbreite des Deckelelementes auf dem Rand gewählt werden, wobei auch die Wahl der eigentlichen Befestigungsbreite auf dem Rand in Abhängigkeit der Größe des Behälters gewählt werden. Lebensmittelprodukte mit geringem Gewicht, die im Behälter aufgenommen werden, erfordern nicht die Breite der Befestigung als Produkte mit großem Gewicht.According to a further advantageous embodiment of the container, the lid member is attached to the edge so that it covers it at least partially, ie, depending on the material of the lid member and / or in dependence of the material of the container base and / or in dependence of a material, the attachment causes the lid member on the edge, if necessary, the mounting width of the lid member can be selected on the edge, with the choice the actual mounting width can be selected on the edge depending on the size of the container. Low-weight food products housed in the container do not require the width of the attachment as heavy-weight products.
Bei einer anderen vorteilhaften Ausgestaltung des Behälters wird das Deckelelement innen an der Vorsprungsfläche befestigt, was den Vorteil hat, daß die Fertigung der Verbindung zwischen Deckelelement und Randelement quasi in einem Herstellungsvorgang erfolgen kann, da, wenn die Elemente aus spritzfähigem Kunststoff bestehen, nur von einer Seite in der Spritzgußform der Kunststoff gespritzt zu werden braucht. Diese Ausgestaltung der Erfindung hat aber auch den Vorteil, daß die Befestigung bzw. der Befestigungsbereich zwischen Deckelelement und Rand von außen nicht sichtbar ist, d.h. es gibt einen visuellen Schutz und auch einen mechanischen Schutz, denn das Deckelement ist dann auch vor einem "Auf- bzw. Abreißen" gesichert.In another advantageous embodiment of the container, the lid member is fixed to the inside of the projection surface, which has the advantage that the production of the connection between the lid member and edge element can be done quasi in a manufacturing process, since, if the elements are made of plastic spritzfähigem, only one Side in the injection mold of the plastic needs to be injected. However, this embodiment of the invention also has the advantage that the attachment or the attachment area between the cover element and the edge from the outside is not visible, i. There is a visual protection and also a mechanical protection, because the cover element is then secured against "tearing up".
Gemäß einer weiteren anderen Ausführungsform kann das Deckelelement vorzugsweise aber auch außen an der Vorsprungsfläche befestigt werden, was beispielsweise für den wünschenswerten Fall eine alternative Möglichkeit der Befestigung wäre, wenn man die von außen sichtbare, zur Verfügung stehende Fläche des Deckelelementes so groß wie möglich machen möchte, da man für bestimmte Zwecke bestrebt ist, soviele Informationen wie nötig für den Verbraucher beispielsweise von außen sichtbar auf dem Deckelelement unterzubringen. In diesem Falle könnten die Randbereiche des Deckelelementes, an denen die Verbindung mit dem Kragenelement stattfindet, in vollem Umfamg für Bedruckungen und dgl. ausgenutzt werden.According to yet another embodiment, however, the cover element may preferably also be fastened to the outside of the projection surface, which would be an alternative way of fastening, for example, in the desirable case if one wishes to make the externally visible, available surface of the cover element as large as possible because you are anxious for certain purposes, as much information as necessary for the consumer, for example, visible from the outside on the cover element accommodate. In this case, the edge regions of the cover element, on which the connection with the collar element takes place, in full Umfamg for printing and the like. Exploited.
Das Deckelelement selbst ist gemäß einer weiteren sehr vorteilhaften Ausführungsform des Behälters aus einem folienartigen Körper ausgebildet, wobei es auch vorteilhaft sein kann, das Deckelelement zusammen mit dem umlaufenden Kragenelement einstückig auszubilden, was z. B. technisch dadurch realisierbar ist, daß das gesamte Behälteroberteil in einem einzigen Spritzgußvorgang in einer einzigen geeignet geformten Spritzgußform hergestellt werden kann, wobei gleichzeitig nach der Methode des schon erwähnten "Inmolded Label (IML)" die Aufbringung der von außen auf den Betrachter erkennbaren visuellen Information über den Inhalt des Behälters sowie andere Angaben in der Spritzgußform im Zuge der Herstellung des Behälteroberteils erfolgen kann.The lid member itself is formed according to a further very advantageous embodiment of the container of a foil-like body, it may also be advantageous to form the lid member together with the circumferential collar member in one piece, which z. B. technically feasible that the entire container top can be made in a single injection molding in a single suitably shaped injection mold, at the same time by the method of the already mentioned "Inmolded Label (IML)" the application of the externally recognizable to the viewer visual Information about the contents of the container and other information in the injection mold in the course of production of the container shell can be done.
Es ist aber auch vorteilhafterweise möglich, das Deckelelement und das Kragenelement als gesonderte Teile auszubilden, die mittels einer geeigneten Verbindungstechnik, beispielsweise durch Schweißung und/oder Klebung, miteinander verbunden werden. Zwar ist bei dieser Ausgestaltung des Behälteroberteils, d. h. mit jeweils zunächst separat hergestelltem Deckelement und separat hergestelltem Kragenelement, kostenträchtiger, diese Ausgestaltung ermöglicht es aber auch, ggfs. aufgrund äußerer Vorgaben unterschiedliche Werkstoffe für die Ausbildung des Kragenelements einerseits und die Ausbildung des Deckelelement andererseits vorzusehen.But it is also advantageously possible to form the cover element and the collar element as separate parts, which are connected to each other by means of a suitable connection technique, for example by welding and / or gluing. Although in this embodiment of the container top, d. H. However, this configuration also makes it possible to provide different materials for the formation of the collar member on the one hand and the formation of the lid member on the other hand, due to external requirements on the other hand, with each initially separately manufactured cover element and separately produced collar element.
Der Rand des Behälters ist vorzugsweise zusammen mit dem Behälter selbst einstückig ausgebildet, d.h. ist bei dieser Ausgestaltung des Behälters der Herstellungsvorgang abgeschlossen, ist, beispielsweise in einer Spritzgußform hergestellt, der Behälter mit Rand ausgebildet und komplett fertig. Es ist grundsätzlich aber auch möglich, den Rand bzw. den Randbereich des Behälterunterteils wiederum als gesondertes Teil auszubilden und das Behälterunterteil auch als gesondertes Teil und dann das um die Behälteröffnung herumlaufende Randelement mit dem Behälterunterteil selbst wieder zu verbinden. Derartige Lösungen sind beispielsweise dann vorteilhaft, wenn sich beispielsweise der Werkstoff des eigentlichen Behälterunterteils zur Ausbildung der Befestigung zwischen dem Rand des Behälters und dem Deckelelement nicht ohne weiteres eignete. Bei dieser Ausführungsform kann beispielsweise das Behälterelement aus geeignet stabilem Werkstoff aus Papier und/oder Pappbasis bestehen, wohingegen der gesonderte Randbereich beispielsweise aus Kunststoff bestehen kann, der wiederum geeignet mit dem Deckelelement befestigbar bzw. verwendbar ist, beispielsweise durch Schweißung, Klebung, Ultraschallschweißung oder einfach durch Verbindung des Werkstoffs des Deckelelements und des Werkstoffs des Randelements selbst.The edge of the container is preferably formed integrally with the container itself, ie, in this embodiment of the container, the manufacturing process is completed, for example, produced in an injection mold, the container is formed with edge and completely finished. In principle, however, it is also possible to form the edge or the edge region of the container lower part in turn as a separate part and that Container lower part as a separate part and then connect the surrounding around the container opening edge element with the container lower part itself again. Such solutions are for example advantageous if, for example, the material of the actual container base to form the attachment between the edge of the container and the lid member was not readily suitable. In this embodiment, for example, the container element made of suitably stable material of paper and / or cardboard base, whereas the separate edge region may for example consist of plastic, which in turn is suitably fastened or usable with the lid member, for example by welding, gluing, ultrasonic welding or simple by connecting the material of the cover element and the material of the edge element itself.
Die Dicke des flächenförmigen Deckelelements kann in Abhängigkeit der Behältergröße, des Behälterinhalts, des im Behälter aufzunehmenden Produkts sowie in Abhängigkeit des für die Ausbildung des Behälters verwendeten Werkstoffs in weiten Bereichen unterschiedlich gewählt werden, d.h. unmittelbar angepaßt an die jeweils mit dem Behälter zu bewerkstelligende Verpackungsaufgabe. Um allerdings den Einsatz des notwendigen Werkstoffs zur Ausbildung des Deckelelementes so gering wie möglich zu halten und, wenn dafür Bedarf ist, das Deckelelement für sichtbares Licht transparent zu halten, ist es vorteilhaft, die Dicke des Deckelelementes im Bereich von 0,1 bis 0,3 mm auszubilden.The thickness of the sheet-like lid member may be widely varied depending on the size of the container, the contents of the container, the product to be contained in the container, and the material used for the formation of the container. directly adapted to each to bewerkstelligende with the container packaging task. However, in order to keep the use of the necessary material for forming the cover element as small as possible and, if it is necessary to keep the cover element transparent to visible light, it is advantageous, the thickness of the cover element in the range of 0.1 to 0, 3 mm form.
Zur Herstellung des flächenförmigen Deckelelements und/oder zur Herstellung des Kragenelements und/oder zur Herstellung des Behälterunterteils und/oder zur Herstellung des gesonderten Randbereiches, wenn das Behälterunterteil einen derartigen unterschiedlichen Randbereich erfordert, wird vorzugsweise ein spritzfähiger Kunststoffwerkstoff, beispielsweise Polypropylen, verwendet,
wobei aber auch andere geeignete spritzgießbare Kunststoffwerkstoffe verwendet werden können, soweit sie im Hinblick auf das im Behälter aufgenommene Produkt neutral sind, d.h. dieses in seiner Konsistenz, seinem Geschmack und dgl. nicht beeinflussen.For producing the sheet-like cover element and / or for producing the collar element and / or for producing the container lower part and / or for producing the separate edge region, when the container lower part requires such a different edge region, an injection-moldable plastic material, for example polypropylene, is preferably used,
but other suitable injection-moldable plastic materials can be used, provided that they are neutral with respect to the product received in the container, ie, this in its consistency, its taste and the like. Not affected.
Der Werkstoff des Deckelements kann, wie erwähnt, vorteilhafterweise derart gewählt werden, daß er wenigstens lichttransparent im sichtbaren Bereich des Lichtes ist, was den sehr großen Vorteil hat, daß dann das im Behälter aufgenommene Produkt in verschlossenem Zustand des Behälters von außen betrachtbar bzw. erkennbar ist.The material of the cover element can, as mentioned, advantageously be chosen such that it is at least light-transparent in the visible region of the light, which has the great advantage that then recorded in the container product in the closed state of the container from the outside viewable or recognizable is.
Das Kragenelement selbst weist vorteilhafterweise einen nach Art einer Klippverbindung ausgebildeten Bereich auf, der lösbar verrastend hinter dem um den um die Behälteröffnung umlaufenden Rand greift. An dieser lösbaren Verbindung des Behälteroberteils vom bzw. mit dem Behälterunterteil nimmt nur das mechanisch stabil ausgebildete, im wesentlichen formsteife Kragenelementteil, d.h. der Werkstoffbedarf für die Herstellung des Behälteroberteils kann auf die Ausbildung des Kragenelements gezielt begrenzt sein, wohingegen das eigentliche Deckelelement aufgabengemäß derart dünn, d.h. folienartig, ausgebildet sein kann, daß es ausreichend zur Erfüllung seiner hermetischen Verschlußfunktion des Behälterunterteils bzw. des im Behälterunterteil aufgenommenen Produktes ist.The collar element itself advantageously has a region formed in the manner of a clip connection, which engages releasably latching behind the edge surrounding the container opening. At this detachable connection of the container upper part from or with the container lower part takes only mechanically stably formed, substantially dimensionally stable collar member part, i. the material requirement for the production of the container upper part can be specifically limited to the formation of the collar member, whereas the actual lid member according to the task as thin, i. foil-like, can be designed so that it is sufficient for the fulfillment of its hermetic closure function of the container base or of the product received in the container lower part.
Schließlich ist es von großem Vorteil, daß der Bereich des Kragenelementes einen auf den Rand des Behälterunterteils gerichteten, im Querschnitt im wesentlichen dreieckig ausgebildeten Vorsprung aufweist, der im geschlossenen Zustand des Behälters unter den Rand greift. Durch eine derart ausgestaltete Klippverbindung zwischen dem Behälteroberteil und dem Behälterunterteil wird ein verbindungssicherer und ein hermetisch dichter Verschluß gebildet, der auch nach vielfachem Öffnen und Schließen des Behälters für eine fortwährend gewährleistete mechanische Verschließsicherheit und eine Dichtheit zur Vermeidung des Eindringens von Keimen von außen in das Behälterinnere sorgte.Finally, it is of great advantage that the region of the collar element has a directed onto the edge of the container base, in cross-section substantially triangular-shaped projection which in the closed Condition of the container under the edge attacks. By such a configured clip connection between the container top and the container base a connection-proof and a hermetically sealed closure is formed, which even after multiple opening and closing of the container for a continuously ensured mechanical Verschließsicherheit and a seal to prevent the ingress of germs from the outside into the container interior provided.
Außerordentlich vorteilhaft ist es, den Behälter derart auszubilden, daß beim Entfernen des Behälteroberteils, bestehend aus Kragenelement und Deckelelement, die Verbindung zwischen Deckelelement und Rand lösbar ausgebildet ist, wohingegen die Verbindung zwischen Deckelelement und umlaufendem Rand fest bestehen bleibt. Die Verbindung bzw. Befestigung zwischen Deckelelement und umlaufendem Rand des Behälterunterteils einerseits und die Verbindung bzw. Befestigung des Deckelelements und des Kragenelements sind in Bezug auf den Grad ihrer Verbindungsfestigkeit unterschiedlich ausgebildet, so daß die Verbindung zwischen Kragenelement und Deckelelement auch nach mehrfachem Öffnen des Behälters bestehen bleibt, wohingegen die Verbindung zwischen Deckelelement und umlaufendem Rand des Behälters nach erstem bzw. einmaligem Lösen immer unterbrochen bzw. aufgelöst bleibt.It is extremely advantageous to design the container such that upon removal of the container upper part, consisting of collar element and cover element, the connection between the cover element and edge is releasably formed, whereas the connection between the cover element and peripheral edge remains firm. The connection or attachment between the cover element and the peripheral edge of the container bottom part on the one hand and the connection or attachment of the lid member and the collar member are formed differently with respect to the degree of their connection strength, so that the connection between collar member and lid member even after repeated opening of the container remains, whereas the connection between the cover element and the peripheral edge of the container always remains interrupted or dissolved after the first or one time release.
Die Erfindung wird nun unter Bezugnahme auf die nachfolgenden schematischen Zeichnungen anhand eines Ausführungsbeispieles im einzelnen beschrieben. Darin zeigen:
- Fig. 1
- in perspektivischer Darstellung einen erfindungstypischen Behälter, bestehend aus einem Behälterunterteil und einem Behälteroberteil, wobei das Behälteroberteil hier aus darstelle- rischen Gründen vom Behälterunterteil getrennt, d.h. hier leicht abgehoben dargestellt ist,
- Fig. 2
- eine Darstellung gem.
Fig. 1 , jedoch geschniten entlang der Linie A - B vonFig. 1 , - Fig. 3
- ein Detail des Randbereichs von
Fig. 2 und - Fig. 4
- in vergrößertem Maßstab einen Ausschnitt aus dem Randbereich gem. den
Fig. 1 bis 3 in der Seitenansicht im Schnitt bei auf das Behälterunterteil aufgesetztem Behälteroberteil mit mit diesem verbundenen Deckelelement.
- Fig. 1
- 1 a perspective view of a container according to the invention, consisting of a container lower part and a container upper part, wherein the container upper part is shown here from FIG. Rischen reasons separated from the container base, that is slightly raised here shown,
- Fig. 2
- a representation acc.
Fig. 1 but cut along the line A - B ofFig. 1 . - Fig. 3
- a detail of the border area of
Fig. 2 and - Fig. 4
- on a larger scale a section of the border area gem. the
Fig. 1 to 3 in the side view in section in the upper part of the container mounted on the container top with this connected cover element.
Es sei vorangestellt, daß die dargestellten Figuren keine Beschränkung des erfindungsgemäßen Behälters auf die in den Figuren im einzelnen dargestellten konstruktiven Maßgaben darstellen. Vielmehr sind auch alle in den Figuren dargestellten Elemente und konstruktiven Maßgaben bzw. Maßnahmen Teil der Erfindung, ohne Einschränkung, selbst wenn sie gegenwärtig in den Patentansprüchen nicht ausdrücklich formuliert bzw. beansprucht sind.It should be understood that the illustrated figures represent no limitation of the container according to the invention to the constructive provisos shown in detail in the figures. Rather, all the elements and constructive provisos or measures shown in the figures are also part of the invention, without limitation, even if they are not expressly formulated or claimed in the claims at present.
Der Behälter 10, wie er in
Der Behälter umfaßt ein Behälterunterteil zur Aufnahme des eigentlichen Produkts. Das Behälterunterteil 11 weist eine Behälteröffnung 14 auf, die vom Behälteroberteil 12, vgl. insbesondere die
Das Behälterunterteil 11 weist einen um die Behälteröffnung 14 herumlaufenden Rand auf, der in den Darstellungen der
Grundsätzlich gilt, daß das Behälterunterteil 11, anders als in den Figuren dargestellt, in denen es einteilig ausgebildet ist, auch mehrteilig ausgebildet sein kann, beispielsweise in Form eines gesonderten Teiles, das den Rand 15 bzw. den durch den Rand 15 ausgebildeten oberen Flansch 150 umfassen kann und auf hier nicht dargestellte Weise mit dem übrigen Teil des Behälterunterteiles 11 verbunden sein kann. Mit anderen Worten heißt das, daß das Behälterunterteil 11 grundsätzlich aus mehreren Teilen bestehen kann.In principle, the container
Da ansonsten Behälter 10 dieser Art bekannt sind, wird nachfolgend auf die konstruktive Ausgestaltung des Behälterunterteils 11 nur im Zusammenhang mit den erfindungsgemäßen konstruktiven Vorgaben eingegangen.Since otherwise
Der Behälter 10 umfaßt darüber hinaus das schon erwähnte Behälterunterteil 11 und ein Behälteroberteil 12, d.h. den eigentlichen Behälterdeckel. Das Behälteroberteil 12 bzw. der Behälterdeckel besteht aus einem Kragenelement 16, wie es aus den
Das Kragenelement 16 ist derart ausgebildet, daß es als einstückiges Formteil um die Behälteröffnung 14 herumläuft, d.h. diese kragenartig umschließt, vgl. insbesondere wiederum die
wobei der Vorsprung 162 wiederum unter einem spitzen Winkel mit dem stegartigen Bereich 19 einstückig ausgebildet ist. Der Vorsprung 162 bildet eine Vorsprungsfläche 161 sowohl auf seiner einen Seite (innen) als auch auf der anderen Seite (außen), bezogen auf die Darstellungen in den Figuren, insbesondere in den
wherein the
Der Vorsprung 162, der als Teil des Kragenelements 16 fungiert, weist mit seinem freien Ende 160 auf das Dekkelelement 17. An der an dem freien Ende des Kragenelements 16 ausgebildeten Vorsprungsfläche 161 ist das eigentliche Deckelelement 17 befestigt, das Teil des Behälteroberteils 12 ist. Das Deckelelement 17 besteht, wie schon angedeutet, aus einem folienartigen Körper, der beispielsweise einen Dicke 24 im Bereich von 0,1 bis 0,3 mm aufweist. Das Deckelelement 17, d.h. der folienartige Körper, kann in einer bevorzugten Ausgestaltung des Behälters 10 einstückig, d.h. integral, mit dem Kragenelement 16 ausgebildet sein. Eine derartige Ausgestaltung des Behälters 10 bzw. des Behälteroberteils 12 kann in einem einzigen Spritzgußvorgang hergestellt werden.The
Es ist aber auch möglich, das Deckeleelement in Form des folienartigen Körpers gesondert herzustellen und mit dem umlaufenden Kragenelement 16 zu verbinden, beispielsweise mittels Schweißung und/oder Klebung. In diesem Falle kann die Vorsprungsfläche 161 des Kragenelementes, die, wie gesagt, am freien Ende des Kragenelementes 160 ausgebildet ist, eine umlaufende Vertiefung entsprechend der Dicke 24 des Deckelelementes 17 aufweisen, wie es deutlich in der vergrößerten Darstellung in
Auf dem umlaufenden Rand bzw. dem umlaufenden Flansch des Behälterunterteils 11 liegt das Deckelelement 17, auf vorgeschriebene Weise verbunden mit dem Kragenelement 16, auf, vgl. die
Nachdem das Behälterunterteil 11 und das Behälteroberteil 12 auf vorbeschriebene Weise hergestellt worden sind, wird das Behälterunterteil 11 beim Hersteller des Produkts, mit dem der Behälter 10 gefüllt werden soll, mit dem Produkt befüllt. Anschließend wird das Behälteroberteil 12 auf das Behälterunterteil aufgesetzt und derart aufeinander zubewegt, daß die besagte Klippverbindung 18 zwischen dem Rand 15 bzw. dem freien Ende des umlaufenden Flansches 150 des Behälterunterteils 11 und dem Vorsprung 180, "innen" im Bereich 19 der Klippverbindung 18 des Behälteroberteils 12 bzw. des Kragenelementes angebracht, miteinander verrastet, wobei die Rastung aufgrund einer geringfügigen elastischen Verformung des Kragenelementes 16 in Richtung des Pfeiles 30 erfolgt, siehe
Nachfolgend wird das Deckelelement 17, das auf dem Rand 15 aufliegt, d.h. diesen wenigstens teilweise bedeckend, an diesem befestigt, und zwar durch Klebung und/oder Schweißung und/oder sonstige geeignete Verbindungstechniken bzw. Verbindungsmittel.Subsequently, the
Die Befüllung des Behälterunterteils 11 sowie die anschließende Verschweißung des Deckelelementes 17 mit dem Rand 15 bzw. dem umlaufenden Flansch 150 kann in einem Vakuum erfolgen.The filling of the
Zum Entfernen des Behälteroberteils 12 vom Behälterunterteil 11 kann der Benutzer mit den Fingern unter das freie Ende des Kragenelementes 16, in den Figuren das nach "unten gerichtete" freie Ende des Behälteroberteils, gegriffen werden, und zwar in Richtung des Pfeiles 26 ziehend.To remove the container
Da der für die Ausbildung des Behälterunterteils 11 und des Behälteroberteils 12 verwendete Werkstoff, der beispielsweise ein geeigneter spritzgußfähiger Werkstoff sein kann, beispielsweise Propylen, elastisch ist, kann in Richtung des Pfeiles 26 eine elastische Verformung des freien Ende des Kragenelementes 16 bewirkt werden, so daß dieses außer Eingriff mit dem freien Ende des umlaufenden Flansches 150 des Randes 15 des Behälterunterteils 11 kommt, wobei nachfolgend das Behälteroberteil 12 insgesamt angehoben werden kann, wobei sich nachfolgend die Schweiß- und/oder Klebeverbindung zwischen dem umlaufenden Flansch 150 des Randes 15 und dem Deckelelement 17 löst. Die Schweiß- und Klebeverbindung ist derart eingestellt, daß beim Öffnen keine Beschädigung des umlaufenden Flansches 150 des Randes 15 und des Deckelelementes 17 als solchem erfolgt. Wird das Behälteroberteil 12 dann noch weiter durch entsprechende Kippung angehoben, wird die Verbindung des Deckelelementes mit dem umlaufenden Flansch um die gesamte Behälteröffnung 14 herum gelöst. Nach Entfernung des Behälteroberteils 12 in seiner Gesamtheit kann das Produkt aus dem Behälterunterteil 11 entfernt werden.Since the material used for the formation of the
Soll das Behälterunterteil anschließend wieder verschlossen werden, wird das Behälteroberteil 12 wieder auf das Behälterunterteil 11 gesetzt und in Richtung des Pfeiles 27 soweit aufeinander zu verschoben, bis die Klippverbindung 18 zwischen Vorsprung 180 und dem freien Ende des umlaufenden Flansches 150 des Behälterunterteils miteinander verrastet. Das sich im Behälterunterteil 11 befindende Restprodukt kann dann wieder im wesentlichen dicht abgeschlossen im Behälter 11 aufbewahrt werden.If the container bottom is then closed again, the
Wird das folienförmige Deckelelement 17 aus lichttransparentem Werkstoff hergestellt, kann der Benutzer des Behälters 10 den Behälterinhalt auch in verschlossenem Zustand des Behälters 10 erkennen, was für Präsentationszwecke des Behälterinhalts, beispielsweise in Regalen oder Kühltruhen und dgl., von großem Vorteil ist.If the film-shaped
- 1010
- Behältercontainer
- 1111
- BehälterunterteilContainer bottom
- 1212
- Behälteroberteil (Behälterdeckel)Container top (container lid)
- 1313
- Steg (Behälteroberteil)Bar (container top)
- 1414
- Behälteröffnungcontainer opening
- 1515
- Randedge
- 150150
- umlaufender Flanschcircumferential flange
- 1616
- Kragenelementcollar element
- 160160
- freies Ende des Kragenelementesfree end of the collar element
- 161161
- Vorsprungsflächeprojection face
- 162162
- Vorsprunghead Start
- 1717
- Deckelelementcover element
- 1818
- Klippverbindungclip connection
- 180180
- Vorsprunghead Start
- 1919
- Bereich (Klippverbindung)Area (clip connection)
- 2020
- 2121
- 2222
- 2323
- 2424
- Dickethickness
- 2525
- Schweißverbindungwelded joint
- 2626
- Pfeilarrow
- 2727
- Pfeilarrow
- 2828
- Untergrundunderground
- 2929
- Befestigungattachment
- 3030
- Pfeilarrow
Claims (15)
Priority Applications (18)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08021268A EP2194002B1 (en) | 2008-12-08 | 2008-12-08 | Container |
| DK08021268.1T DK2194002T3 (en) | 2008-12-08 | 2008-12-08 | Container |
| AT08021268T ATE550264T1 (en) | 2008-12-08 | 2008-12-08 | CONTAINER |
| ES08021268T ES2383375T3 (en) | 2008-12-08 | 2008-12-08 | Container |
| PL08021268T PL2194002T3 (en) | 2008-12-08 | 2008-12-08 | Container |
| RU2009120626/12A RU2009120626A (en) | 2008-12-08 | 2009-05-29 | CONTAINER |
| TW098118718A TW201022094A (en) | 2008-12-08 | 2009-06-05 | Container |
| CN200910150626A CN101746553A (en) | 2008-12-08 | 2009-06-19 | Container with a lid |
| BRPI0903865-5A BRPI0903865A2 (en) | 2008-12-08 | 2009-06-23 | containers |
| AU2009202655A AU2009202655A1 (en) | 2008-12-08 | 2009-06-30 | Container |
| CA2671007A CA2671007C (en) | 2008-12-08 | 2009-07-02 | Container |
| US12/497,173 US8245873B2 (en) | 2008-12-08 | 2009-07-02 | Container with sealing lid releasibly fastened to container |
| ZA200904750A ZA200904750B (en) | 2008-12-08 | 2009-07-07 | Container |
| NZ578263A NZ578263A (en) | 2008-12-08 | 2009-07-08 | Container having a circumferal face projecting upwardly deom the lid at an angle |
| MX2009007968A MX2009007968A (en) | 2008-12-08 | 2009-07-27 | Container. |
| CL2009001655A CL2009001655A1 (en) | 2008-12-08 | 2009-07-27 | Container for preferably food products, suitable to be picked up with a saucepan, comprises a lower part to house the product and an upper part as a lid, the lower part has a closed edge that the upper part surrounds by means of a collar element, which has a surrounding projecting surface. |
| ARP090102856A AR072614A1 (en) | 2008-12-08 | 2009-07-27 | CONTAINER |
| JP2009270486A JP2010149930A (en) | 2008-12-08 | 2009-11-27 | Container |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08021268A EP2194002B1 (en) | 2008-12-08 | 2008-12-08 | Container |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2194002A1 true EP2194002A1 (en) | 2010-06-09 |
| EP2194002B1 EP2194002B1 (en) | 2012-03-21 |
Family
ID=40601205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08021268A Revoked EP2194002B1 (en) | 2008-12-08 | 2008-12-08 | Container |
Country Status (18)
| Country | Link |
|---|---|
| US (1) | US8245873B2 (en) |
| EP (1) | EP2194002B1 (en) |
| JP (1) | JP2010149930A (en) |
| CN (1) | CN101746553A (en) |
| AR (1) | AR072614A1 (en) |
| AT (1) | ATE550264T1 (en) |
| AU (1) | AU2009202655A1 (en) |
| BR (1) | BRPI0903865A2 (en) |
| CA (1) | CA2671007C (en) |
| CL (1) | CL2009001655A1 (en) |
| DK (1) | DK2194002T3 (en) |
| ES (1) | ES2383375T3 (en) |
| MX (1) | MX2009007968A (en) |
| NZ (1) | NZ578263A (en) |
| PL (1) | PL2194002T3 (en) |
| RU (1) | RU2009120626A (en) |
| TW (1) | TW201022094A (en) |
| ZA (1) | ZA200904750B (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012041997A1 (en) | 2010-09-30 | 2012-04-05 | Superfos A/S | Plastic lid with integrally connected film and container comprising said lid |
| FR2970705A1 (en) * | 2011-01-21 | 2012-07-27 | Veriplast Man & Engineering Services | SHUTTERING SYSTEM FOR OPENING A CONTAINER |
| EP2735523A1 (en) | 2012-11-21 | 2014-05-28 | Arta Plast AB | Arrangement for securing/releasing of a lid to/from a container |
| AT519670B1 (en) * | 2017-06-27 | 2018-09-15 | Greiner Packaging Int Gmbh | Closure arrangement for a packaging container and packaging unit formed therefrom |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8998030B2 (en) | 2011-02-07 | 2015-04-07 | Berry Plastics Corporation | Package with lid sealing system |
| US9469445B2 (en) | 2011-02-07 | 2016-10-18 | Berry Plastics Corporation | Package with lid sealing system |
| US9032698B2 (en) | 2011-07-07 | 2015-05-19 | Berry Plastics Corporation | Package with lid sealing system |
| US8991632B2 (en) | 2011-07-07 | 2015-03-31 | Berry Plastics Corporation | Canister |
| DE102012216629A1 (en) * | 2012-06-13 | 2013-12-19 | Ptm Packaging Tools Machinery Pte. Ltd. | Multi-part paper lid and method of making a lid |
| WO2014179287A1 (en) | 2013-05-03 | 2014-11-06 | Berry Plastics Corporation | Container closure |
| WO2015112741A1 (en) | 2014-01-22 | 2015-07-30 | Berry Plastics Corporation | Package with peelable closure |
| US9809360B2 (en) | 2014-07-23 | 2017-11-07 | Berry Plastics Corporation | Package with peelable closure |
| US9675212B2 (en) * | 2015-02-03 | 2017-06-13 | Sharkninja Operating Llc | Container for food processing system |
| SG11201707605VA (en) * | 2015-03-18 | 2017-10-30 | Carlsberg Breweries As | A method and a system for introducing nitrogen into a beverage |
| US20150298871A1 (en) * | 2015-04-20 | 2015-10-22 | 9065-3395 Quebec Inc. | Container and lid assembly |
| US20190106247A1 (en) * | 2015-04-20 | 2019-04-11 | 9065-3395 Quebec Inc. | Container and lid assembly |
| US11390446B2 (en) * | 2018-08-24 | 2022-07-19 | Brett W. Hengen | Container apparatus |
| PL3838789T3 (en) | 2019-12-20 | 2023-01-30 | Stefan Eylert | Reclosable container and method of manufacturing same |
| US20230030416A1 (en) * | 2021-07-29 | 2023-02-02 | Patrick Michael Davis | End caps for collectible card protective holders |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2212220A1 (en) * | 1972-11-01 | 1974-07-26 | Airfix Ind Ltd | |
| US4418834A (en) * | 1982-09-13 | 1983-12-06 | Container Corporation Of America | Overcap ring with an integral peelable laminated structure |
| US4442971A (en) | 1982-09-13 | 1984-04-17 | Container Corporation Of America | Peelable, sealable closure arrangement |
| US5647501A (en) | 1995-06-19 | 1997-07-15 | Double "H" Plastics, Inc. | Composite lid for container |
| EP1475314A1 (en) | 2003-05-07 | 2004-11-10 | Arta Plast Ab | Container with lid |
| EP1693309A1 (en) | 2005-02-22 | 2006-08-23 | Arta Plast Ab | Container |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3397814A (en) * | 1966-12-06 | 1968-08-20 | Johnson & Johnson | Composite lid |
| FR2628071B1 (en) * | 1988-03-04 | 1990-10-19 | Alsacienne Aluminium | LID FOR CLOSING CONTAINERS SUCH AS POTS AND TRAYS |
| JPH09110038A (en) * | 1995-10-16 | 1997-04-28 | Toppan Printing Co Ltd | Composite container |
| US6070752A (en) * | 1997-09-26 | 2000-06-06 | East End, Inc. | Combined merchandise container and display device |
| US5911334A (en) * | 1997-11-03 | 1999-06-15 | Double "H" Plastics, Inc. | Closable arrangement including resealable lid |
| US7086545B2 (en) * | 2002-01-16 | 2006-08-08 | Ajava Pinata, L.L.C. | Suspended containers |
-
2008
- 2008-12-08 EP EP08021268A patent/EP2194002B1/en not_active Revoked
- 2008-12-08 PL PL08021268T patent/PL2194002T3/en unknown
- 2008-12-08 AT AT08021268T patent/ATE550264T1/en active
- 2008-12-08 DK DK08021268.1T patent/DK2194002T3/en active
- 2008-12-08 ES ES08021268T patent/ES2383375T3/en active Active
-
2009
- 2009-05-29 RU RU2009120626/12A patent/RU2009120626A/en not_active Application Discontinuation
- 2009-06-05 TW TW098118718A patent/TW201022094A/en unknown
- 2009-06-19 CN CN200910150626A patent/CN101746553A/en active Pending
- 2009-06-23 BR BRPI0903865-5A patent/BRPI0903865A2/en not_active IP Right Cessation
- 2009-06-30 AU AU2009202655A patent/AU2009202655A1/en not_active Abandoned
- 2009-07-02 CA CA2671007A patent/CA2671007C/en active Active
- 2009-07-02 US US12/497,173 patent/US8245873B2/en active Active
- 2009-07-07 ZA ZA200904750A patent/ZA200904750B/en unknown
- 2009-07-08 NZ NZ578263A patent/NZ578263A/en not_active IP Right Cessation
- 2009-07-27 AR ARP090102856A patent/AR072614A1/en unknown
- 2009-07-27 MX MX2009007968A patent/MX2009007968A/en active IP Right Grant
- 2009-07-27 CL CL2009001655A patent/CL2009001655A1/en unknown
- 2009-11-27 JP JP2009270486A patent/JP2010149930A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2212220A1 (en) * | 1972-11-01 | 1974-07-26 | Airfix Ind Ltd | |
| US4418834A (en) * | 1982-09-13 | 1983-12-06 | Container Corporation Of America | Overcap ring with an integral peelable laminated structure |
| US4442971A (en) | 1982-09-13 | 1984-04-17 | Container Corporation Of America | Peelable, sealable closure arrangement |
| US5647501A (en) | 1995-06-19 | 1997-07-15 | Double "H" Plastics, Inc. | Composite lid for container |
| EP1475314A1 (en) | 2003-05-07 | 2004-11-10 | Arta Plast Ab | Container with lid |
| EP1693309A1 (en) | 2005-02-22 | 2006-08-23 | Arta Plast Ab | Container |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012041997A1 (en) | 2010-09-30 | 2012-04-05 | Superfos A/S | Plastic lid with integrally connected film and container comprising said lid |
| FR2970705A1 (en) * | 2011-01-21 | 2012-07-27 | Veriplast Man & Engineering Services | SHUTTERING SYSTEM FOR OPENING A CONTAINER |
| EP2735523A1 (en) | 2012-11-21 | 2014-05-28 | Arta Plast AB | Arrangement for securing/releasing of a lid to/from a container |
| AT519670B1 (en) * | 2017-06-27 | 2018-09-15 | Greiner Packaging Int Gmbh | Closure arrangement for a packaging container and packaging unit formed therefrom |
| AT519670A4 (en) * | 2017-06-27 | 2018-09-15 | Greiner Packaging Int Gmbh | Closure arrangement for a packaging container and packaging unit formed therefrom |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101746553A (en) | 2010-06-23 |
| AR072614A1 (en) | 2010-09-08 |
| AU2009202655A1 (en) | 2010-06-24 |
| DK2194002T3 (en) | 2012-07-09 |
| NZ578263A (en) | 2011-02-25 |
| US8245873B2 (en) | 2012-08-21 |
| US20100140282A1 (en) | 2010-06-10 |
| MX2009007968A (en) | 2010-06-17 |
| PL2194002T3 (en) | 2012-07-31 |
| ES2383375T3 (en) | 2012-06-20 |
| BRPI0903865A2 (en) | 2011-08-30 |
| JP2010149930A (en) | 2010-07-08 |
| ATE550264T1 (en) | 2012-04-15 |
| TW201022094A (en) | 2010-06-16 |
| CL2009001655A1 (en) | 2010-08-13 |
| ZA200904750B (en) | 2010-05-26 |
| RU2009120626A (en) | 2010-12-10 |
| EP2194002B1 (en) | 2012-03-21 |
| CA2671007A1 (en) | 2010-06-08 |
| CA2671007C (en) | 2015-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2194002B1 (en) | Container | |
| AT503833B1 (en) | CONTAINER COMBINATION OF AT LEAST TWO CONTAINER PARTS | |
| DE69307185T2 (en) | Rigid container with replaceable, flexible inner shell | |
| EP0836575B1 (en) | Deep-drawn plastic cup | |
| DE69601568T2 (en) | Easy-to-grip composite container with a non-circular cross-section | |
| WO2008049420A1 (en) | Package with a sealing region | |
| DE69310705T2 (en) | Container with integrated plug-in lid | |
| EP1475314B1 (en) | Container with lid | |
| EP1693309B1 (en) | Container | |
| EP1922255A1 (en) | Tubular bag provided with an openable tubular bag body | |
| EP1334034B1 (en) | Opening device for packaging containers | |
| EP1584569A1 (en) | Packaging tray with outer cover | |
| DE1814951A1 (en) | Can with a detachable sealing membrane | |
| AT500064B1 (en) | PACKAGING BOX IN PLASTIC | |
| EP2070826B1 (en) | Container with closing element which can be opened easily | |
| DE4332120C2 (en) | Freezer tray packaging | |
| DE102007048896A1 (en) | food bowl | |
| EP0868357B1 (en) | Plastic packaging with nested preformed parts | |
| DE60309495T2 (en) | PACKAGING FOR FREE FLOWING OR PASTAL PRODUCTS | |
| DE19825768A1 (en) | Resealable dispenser | |
| DE202008005664U1 (en) | Packaging system of stackable packaging units | |
| DE69502302T2 (en) | Hinged lid attached to a flexible or semi-rigid food container | |
| DE9015250U1 (en) | Containers for pourable media | |
| DE202008005479U1 (en) | Container with closure element and device for its production | |
| DE4336377A1 (en) | Sales pack |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20090107 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1140990 Country of ref document: HK |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AXX | Extension fees paid |
Extension state: MK Payment date: 20090107 Extension state: RS Payment date: 20090107 Extension state: BA Payment date: 20090107 Extension state: AL Payment date: 20090107 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 550264 Country of ref document: AT Kind code of ref document: T Effective date: 20120415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008006722 Country of ref document: DE Effective date: 20120516 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ISLER & PEDRAZZINI AG |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20120321 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: FG4A Ref document number: E006483 Country of ref document: EE Effective date: 20120321 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2383375 Country of ref document: ES Kind code of ref document: T3 Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120721 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120723 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: RPC SUPERFOS A/S Effective date: 20121221 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502008006722 Country of ref document: DE Effective date: 20121221 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121231 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120621 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081208 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LT Payment date: 20141112 Year of fee payment: 7 Ref country code: TR Payment date: 20141113 Year of fee payment: 7 Ref country code: ES Payment date: 20141215 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20141126 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20141216 Year of fee payment: 7 |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20141212 Year of fee payment: 7 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: RPC SUPERFOS A/S Effective date: 20121221 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151231 |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1140990 Country of ref document: HK |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MM4D Effective date: 20151208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151208 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151208 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20170126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151208 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20171229 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20171231 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20180126 Year of fee payment: 10 Ref country code: NO Payment date: 20180103 Year of fee payment: 10 Ref country code: DE Payment date: 20180123 Year of fee payment: 10 Ref country code: FI Payment date: 20180103 Year of fee payment: 10 Ref country code: DK Payment date: 20180102 Year of fee payment: 10 Ref country code: CH Payment date: 20180122 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20180103 Year of fee payment: 10 Ref country code: EE Payment date: 20180105 Year of fee payment: 10 Ref country code: LV Payment date: 20180110 Year of fee payment: 10 Ref country code: FR Payment date: 20180102 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008006722 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MM4A Ref document number: E006483 Country of ref document: EE Effective date: 20181231 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: MMEP |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20181231 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181208 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181209 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190101 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 550264 Country of ref document: AT Kind code of ref document: T Effective date: 20181208 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20181208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190101 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R064 Ref document number: 502008006722 Country of ref document: DE Ref country code: DE Ref legal event code: R103 Ref document number: 502008006722 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 Ref country code: EE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 Ref country code: NO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190702 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 20191025 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181208 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181208 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181231 |
|
| REG | Reference to a national code |
Ref country code: EE Ref legal event code: MF4A Ref document number: E006483 Country of ref document: EE Effective date: 20191217 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MA03 Ref document number: 550264 Country of ref document: AT Kind code of ref document: T Effective date: 20191025 |