EP2085504A1 - Suction apparatus for transferring a nonwoven web - Google Patents
Suction apparatus for transferring a nonwoven web Download PDFInfo
- Publication number
- EP2085504A1 EP2085504A1 EP08002004A EP08002004A EP2085504A1 EP 2085504 A1 EP2085504 A1 EP 2085504A1 EP 08002004 A EP08002004 A EP 08002004A EP 08002004 A EP08002004 A EP 08002004A EP 2085504 A1 EP2085504 A1 EP 2085504A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cylinder
- nonwoven web
- unit
- air
- suction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 19
- 238000005192 partition Methods 0.000 claims description 16
- 238000003490 calendering Methods 0.000 claims description 11
- 230000003247 decreasing effect Effects 0.000 claims description 2
- 238000000034 method Methods 0.000 claims 3
- 239000010410 layer Substances 0.000 description 20
- 241000196324 Embryophyta Species 0.000 description 3
- 238000007664 blowing Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 239000000835 fiber Substances 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 241000609240 Ambelania acida Species 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 240000000491 Corchorus aestuans Species 0.000 description 1
- 235000011777 Corchorus aestuans Nutrition 0.000 description 1
- 235000010862 Corchorus capsularis Nutrition 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 244000207543 Euphorbia heterophylla Species 0.000 description 1
- 241000219146 Gossypium Species 0.000 description 1
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- 241001148717 Lygeum spartum Species 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 239000010905 bagasse Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 238000009960 carding Methods 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000004750 melt-blown nonwoven Substances 0.000 description 1
- 239000010902 straw Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G15/00—Carding machines or accessories; Card clothing; Burr-crushing or removing arrangements associated with carding or other preliminary-treatment machines
- D01G15/02—Carding machines
- D01G15/12—Details
- D01G15/46—Doffing or like arrangements for removing fibres from carding elements; Web-dividing apparatus; Condensers
- D01G15/465—Doffing arrangements for removing fibres using, or cooperating with, pneumatic means
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
Definitions
- the invention relates to a suction apparatus for transferring a nonwoven web between an upstream device and a downstream device.
- the invention is particularly, but not exclusively, applicable for taking off and transferring a nonwoven web from a conveyor belt to a downstream unit, such as for example a bonding unit.
- nonwoven web refers to any fibres and/or filaments web manufactured in the nonwoven industry, independently of the method of manufacturing said web and of the fibres or filaments type.
- the web can be a monolayer web or a multilayer web made from several layers of fibres or filaments.
- the nonwoven web can be made of one or more layers selected form the group: carded nonwoven layer, spunbonded nonwoven layer, meltblown nonwoven layer, air-laid nonwoven layer.
- One layer of the web can be also an absorbent layer made from a fibre material generally referred as "pulp", and made of or containing fibres from natural sources such as woody and non-woody plants. Woody plants include, for example, deciduous and coniferous trees.
- Non-woody plants include, for example, cotton, flax, esparto grass, milkweed, straw, jute hemp, and bagasse.
- all the layers can be of the same type, or the nonwoven can be composite, that is to say made of several layers of different types such as for example a CMC nonwoven web (Carded layer / Meltblown layer / Carded layer), a SMS nonwoven web (Spunbonded layer / Meltblown layer / Spunbonded layer), a SPC nonwoven web (Spunbonded layer / Pulp layer / Carded layer), ...
- a nonwoven web generally undergoes one or more consolidation steps such as for example by thermal bonding, hydroentangling, needle bonding, chemical bonding, ultrasonic bonding.
- nonwoven web refers generally either to a non-consolidated web or to a consolidated web (i.e. after bonding).
- a suction cylinder is used for taking off a nonwoven from an upstream conveyor belt and for transferring the nonwoven web to a downstream calendering unit. During its transfer, the nonwoven web adheres by suction against a lower portion of the suction cylinder.
- the suction cylinder described in this publication comprises a rotating and perforated cylinder and suction means.
- the suction means comprise a stationary internal suction chamber mounted inside the cylinder, and blowing means mounted outside the cylinder and used for sucking air from the internal chamber.
- the internal chamber is constituted by an air pipe or duct, extending on the whole length of the cylinder and having a longitudinal bottom slot, and two stationary partitions extending from each side of the said slot. The two partitions define an internal suction sector.
- the internal air pipe or duct is connected at one extremity or at both extremities to air blowing means.
- the volume of the internal duct is also limited by the geometry of the cylinder, which in turn prejudicially impairs the suction air flow, and thereby impairs the suction force applied on the nonwoven web.
- One main objective of the invention is to provide a novel apparatus for transferring a nonwoven web between an upstream unit and a downstream unit and that overcomes the aforesaid drawbacks of the suction transfer apparatus of the prior art.
- This apparatus for transferring of a nonwoven web comprises a rotating and air permeable cylinder and air suction means for creating a suction force through the cylinder in order to make a nonwowen web adhere against the surface of a first portion of the cylinder.
- the air suction means comprise a stationary internal channel that is mounted inside the cylinder and extends between the said first portion and a second portion of the cylinder, and a suction hood that is mounted outside the cylinder and in the vicinity of the said second portion.
- a nonwoven web W is taken off from an upstream unit 1 and transferred to a downstream unit 2 by means of a transfer apparatus 3 of the invention.
- the upstream unit 1 is a conveyor belt that is used for conveying the nonwoven web W, and that comprises an endless belt 1a tensioned between rotating rollers. Only the downstream roller 1b is illustrated on figure 1 . In operation, this endless belt 1a is driven by said rollers in the direction indicated by arrow A.
- This conveyor belt 1 is for example positioned at the output of a carding machine (not shown on figure 1 ), the nonwoven web being in that case a non-consolidated web made of one or several carded fibre layers.
- the downstream unit is a thermal bonding unit 2, also called “calendering unit” and comprise two calendering cylinders 2a, 2b.
- the cylinders Preferably, at least one of the cylinders is heated.
- the upper cylinder 2a and the lower cylinder 2b are mounted along a same axis X which is substantially vertical, and rotate in opposite directions, indicated by arrows B and C.
- the nonwoven web W is drawn and compressed between the two said calendering cylinders 2a, 2b. This nonwoven web is thus consolidated by mechanical compression and heat.
- the invention is not limited to the use of a transfer apparatus 3 for transferring a nonwoven web between an upstream conveyor belt 1 and a downstream calendering unit 2, but can be more generally used for transferring a nonwoven web between any upstream unit 1 and any downstream unit 2, independently of the structure or function of theses units.
- This nonwoven web W is not necessarily a carded web, but can be any known monolayer or multilayer nonwoven web.
- the transfer apparatus 3 comprises a rotating and air permeable cylinder 30, for example a perforated cylinder, and air suction means 31.
- the cylinder 30 is positioned between the conveyor belt 1 and the calendering unit 2, in vicinity of the downstream roller 1b. In operation, the cylinder is rotated in the direction indicated by arrow D. In another variant, the cylinder 30 can be positioned closer to the cylinder 2b of the calendering unit 2, as disclosed in European patent application EP 0 733 729 .
- the air suction means 31 comprise a stationary air channel 310 positioned inside the cylinder 30 and a suction hood 311 mounted outside the cylinder 30.
- the air channel 310 extends in the direction perpendicular to figure 1 along substantially the whole length of the cylinder 30, and extends in the plan of figure 1 between two opposite portions of the cylinder 30, namely a bottom portion P1 referred therein as first portion, and an upper portion P2 referred therein as second portion.
- the air channel 310 comprises two opposite air suction inlet 310c and air exhaust outlet 310d.
- Air suction inlet 310c defines a suction sector extending in front the aforesaid first portion P1 of the cylinder 30.
- Air exhaust outlet 310d is positioned opposite to the suction hood 311 and defines a discharge sector extending in front of the aforesaid second portion P2 of the cylinder 30.
- this air channel 310 is delimited by two partitions 310a and 310b mounted inside the cylinder 30. More particularly, the two partitions 310a, 310b are held inside the cylinder 30 by two rods 32 that extend longitudinally in the hollow cylinder 30.
- the transverse section of the air channel 310 formed by the two partitions 310a, 310b is preferably decreasing from the air suction inlet 310c towards a narrow section 310e ( figure 1 / distance d) and is preferably increasing from this narrow section 310e towards the air exhaust outlet 310d.
- this narrow section 310e is obtained by using partition 310a, 310b that are constituted by two bended plates.
- the air channel 310 comprises a narrow section 310e
- this narrow section 310e is positioned substantially at the centre of the cylinder 30 as shown on figure 1 .
- the invention is not limited to the used of rods 32 for fastening the partitions 310a, 310b inside the cylinder, but the partitions 310a, 310b may fastened inside the cylinder 30 by any fastening means known by one skilled in the art.
- the air channel 310 is not necessary formed by two partitions 310a, 310b but can be formed by any other structure.
- the transverse section or shape of the air channel 310 can also differ from the one shown on figure 1 .
- the suction hood 311 is mounted outside the cylinder 30, in vicinity of the second portion P2 of the cylinder 30, and covers the said second portion P2.
- the suction hood 311 extends preferably on substantially the whole length of the cylinder 30.
- This suction hood 311 is connected to the suction inlet of at least one fan 312 by means of at least one duct 313 that is preferably positioned at the centre of the hood 311, or by means of several ducts 313 that are preferably regularly distributed on the whole length of the hood (i.e. on the whole length of the cylinder 30).
- this nonwoven web W When a nonwoven web W is conveyed onto the conveyor belt 1, this nonwoven web W is taken off the belt and adheres against the first portion P1 of the cylinder 30 under the action of the suction force created through this portion P1, and is transferred thanks to the rotation of the cylinder 30 between the two calendering cylinders 2a, 2b, at a position downstream the suction portion P1.
- the air flow through the whole surface of suction portion P1 of the cylinder can be better and easier controlled and adjusted.
- a homogeneous air distribution can be obtained through the first suction portion P1, which enables to obtain a substantially constant suction force on the whole surface of first suction portion P1.
- the nonwoven web W is thus correctly held on its whole width by this first portion P1 during its transfer to the downstream unit 2.
- the air velocity, and thus the suction force applied on the nonwoven web can be easily adjusted to a sufficient level.
- the transfer apparatus 3 of the invention can be efficiently used for transferring a nonwoven web W of large width, for example a nonwoven web having a width of 5m ore more, and/or for transferring a nonwoven web at high speed, for example at speed higher than 100 m/min.
- the transfer apparatus 3 of the invention can be also advantageously used for transferring a nonwoven web W of width less than 5m, and/or for transferring a nonwoven web at speeds lower than 100 m/min.
- the position of at least one partition, and more preferably of both partitions 310a, 310b, inside the cylinder 30 is adjustable, in order to adjust the dimension of the portions P1 and P2, and also the volume of the air channel 310.
- the adjustment of the positions of the partitions 310a, 310b enable also to adjust the dimension of the narrow section 310e.
- the fastening rods 32 are for example slidably movable inside the suction cylinder 30.
- the position of the air channel 310 inside the cylinder is also adjustable, in order to adjust the positions of portions P1 and P2 on the periphery of the cylinder.
- the suction hood 311 is preferably, but not necessarily, fixedly mounted above the suction cylinder 30, but its position may, in an alternative embodiment, be adjustable around the periphery of the cylinder 30.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Treatment Of Fiber Materials (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Abstract
Description
- The invention relates to a suction apparatus for transferring a nonwoven web between an upstream device and a downstream device. The invention is particularly, but not exclusively, applicable for taking off and transferring a nonwoven web from a conveyor belt to a downstream unit, such as for example a bonding unit.
- As used therein, the wording "nonwoven web" refers to any fibres and/or filaments web manufactured in the nonwoven industry, independently of the method of manufacturing said web and of the fibres or filaments type. The web can be a monolayer web or a multilayer web made from several layers of fibres or filaments. In particular, the nonwoven web can be made of one or more layers selected form the group: carded nonwoven layer, spunbonded nonwoven layer, meltblown nonwoven layer, air-laid nonwoven layer. One layer of the web can be also an absorbent layer made from a fibre material generally referred as "pulp", and made of or containing fibres from natural sources such as woody and non-woody plants. Woody plants include, for example, deciduous and coniferous trees. Non-woody plants include, for example, cotton, flax, esparto grass, milkweed, straw, jute hemp, and bagasse. In case of a multilayer web, all the layers can be of the same type, or the nonwoven can be composite, that is to say made of several layers of different types such as for example a CMC nonwoven web (Carded layer / Meltblown layer / Carded layer), a SMS nonwoven web (Spunbonded layer / Meltblown layer / Spunbonded layer), a SPC nonwoven web (Spunbonded layer / Pulp layer / Carded layer), ...
- A nonwoven web generally undergoes one or more consolidation steps such as for example by thermal bonding, hydroentangling, needle bonding, chemical bonding, ultrasonic bonding. As used therein the wording "nonwoven web" refers generally either to a non-consolidated web or to a consolidated web (i.e. after bonding).
- In the nonwoven industry, it is known to date to use a suction cylinder for transferring a nonwoven web between an upstream unit and a downstream unit.
- In particular, in European patent application
EP 0 733 729 a suction cylinder is used for taking off a nonwoven from an upstream conveyor belt and for transferring the nonwoven web to a downstream calendering unit. During its transfer, the nonwoven web adheres by suction against a lower portion of the suction cylinder. - More particularly, the suction cylinder described in this publication comprises a rotating and perforated cylinder and suction means. The suction means comprise a stationary internal suction chamber mounted inside the cylinder, and blowing means mounted outside the cylinder and used for sucking air from the internal chamber. The internal chamber is constituted by an air pipe or duct, extending on the whole length of the cylinder and having a longitudinal bottom slot, and two stationary partitions extending from each side of the said slot. The two partitions define an internal suction sector. The internal air pipe or duct is connected at one extremity or at both extremities to air blowing means. This type of construction for a suction cylinder is also disclosed in French patent application
FR 1 500 746 - In operation, air is continuously sucked from the outside of the cylinder within the internal suction sector, and the nonwoven web adheres by suction against the outer surface of the perforated cylinder, in the zone delimited by the stationary suction sector.
- In the suction apparatus described in European patent application
EP 0 733 729 or French patent applicationFR 1 500 746 - It is difficult to obtain a homogenous air distribution on the whole length of the cylinder. In practise the suction force that is generated in the vicinity of the suction extremity of the duct is indeed higher than in the middle of the duct. It is thus difficult to generate a constant suction force along the whole length of the suction cylinder, especially when a long cylinder is used. This poor air distribution may detrimentally damage the structure of the nonwoven web or may detrimentally cause the formation of creases in the nonwoven web.
- The volume of the internal duct is also limited by the geometry of the cylinder, which in turn prejudicially impairs the suction air flow, and thereby impairs the suction force applied on the nonwoven web.
- These drawbacks render this type of suction apparatus suitable only for transferring nonwoven web of short width and/or for transferring nonwoven web at low speed. Such a suction apparatus is no efficient for transferring a nonwoven web of large width, especially a nonwoven web having a width of 5m ore more, and/or for transferring a nonwoven web at high speed, especially at speeds higher than 100 m/min.
- One main objective of the invention is to provide a novel apparatus for transferring a nonwoven web between an upstream unit and a downstream unit and that overcomes the aforesaid drawbacks of the suction transfer apparatus of the prior art.
- This objective is reached by the apparatus of claim 1. This apparatus for transferring of a nonwoven web comprises a rotating and air permeable cylinder and air suction means for creating a suction force through the cylinder in order to make a nonwowen web adhere against the surface of a first portion of the cylinder. The air suction means comprise a stationary internal channel that is mounted inside the cylinder and extends between the said first portion and a second portion of the cylinder, and a suction hood that is mounted outside the cylinder and in the vicinity of the said second portion.
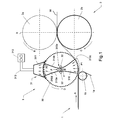
- Other characteristics and advantages of the invention will appear more clearly on reading the following description of a preferred embodiment of the invention, which description is given by way of nonlimiting example and is made with reference to the accompanying drawing in which the sole
figure 1 is schematic representation of a transfer apparatus of the invention that is used for transferring a nonwoven web from an upstream conveyor belt to a calendering unit. - In reference to
figure 1 , a nonwoven web W is taken off from an upstream unit 1 and transferred to adownstream unit 2 by means of atransfer apparatus 3 of the invention. - In this particular example, the upstream unit 1 is a conveyor belt that is used for conveying the nonwoven web W, and that comprises an
endless belt 1a tensioned between rotating rollers. Only thedownstream roller 1b is illustrated onfigure 1 . In operation, thisendless belt 1a is driven by said rollers in the direction indicated by arrow A. This conveyor belt 1 is for example positioned at the output of a carding machine (not shown onfigure 1 ), the nonwoven web being in that case a non-consolidated web made of one or several carded fibre layers. - In the particular example of
figure 1 , the downstream unit is athermal bonding unit 2, also called "calendering unit" and comprise two calenderingcylinders upper cylinder 2a and thelower cylinder 2b are mounted along a same axis X which is substantially vertical, and rotate in opposite directions, indicated by arrows B and C. In operation the nonwoven web W is drawn and compressed between the two said calenderingcylinders - The invention is not limited to the use of a
transfer apparatus 3 for transferring a nonwoven web between an upstream conveyor belt 1 and adownstream calendering unit 2, but can be more generally used for transferring a nonwoven web between any upstream unit 1 and anydownstream unit 2, independently of the structure or function of theses units. This nonwoven web W is not necessarily a carded web, but can be any known monolayer or multilayer nonwoven web. - The
transfer apparatus 3 comprises a rotating and airpermeable cylinder 30, for example a perforated cylinder, and air suction means 31. - The
cylinder 30 is positioned between the conveyor belt 1 and thecalendering unit 2, in vicinity of thedownstream roller 1b. In operation, the cylinder is rotated in the direction indicated by arrow D. In another variant, thecylinder 30 can be positioned closer to thecylinder 2b of thecalendering unit 2, as disclosed in European patent applicationEP 0 733 729 . - The air suction means 31 comprise a
stationary air channel 310 positioned inside thecylinder 30 and asuction hood 311 mounted outside thecylinder 30. - The
air channel 310 extends in the direction perpendicular tofigure 1 along substantially the whole length of thecylinder 30, and extends in the plan offigure 1 between two opposite portions of thecylinder 30, namely a bottom portion P1 referred therein as first portion, and an upper portion P2 referred therein as second portion. Theair channel 310 comprises two oppositeair suction inlet 310c andair exhaust outlet 310d.Air suction inlet 310c defines a suction sector extending in front the aforesaid first portion P1 of thecylinder 30.Air exhaust outlet 310d is positioned opposite to thesuction hood 311 and defines a discharge sector extending in front of the aforesaid second portion P2 of thecylinder 30. - In the particular example of
figure 1 , thisair channel 310 is delimited by twopartitions cylinder 30. More particularly, the twopartitions cylinder 30 by tworods 32 that extend longitudinally in thehollow cylinder 30. The transverse section of theair channel 310 formed by the twopartitions air suction inlet 310c towards anarrow section 310e (figure 1 / distance d) and is preferably increasing from thisnarrow section 310e towards theair exhaust outlet 310d. In the particular construction offigure 1 , thisnarrow section 310e is obtained by usingpartition - Preferably, but not necessarily, when the
air channel 310 comprises anarrow section 310e, thisnarrow section 310e is positioned substantially at the centre of thecylinder 30 as shown onfigure 1 . - The invention is not limited to the used of
rods 32 for fastening thepartitions partitions cylinder 30 by any fastening means known by one skilled in the art. Theair channel 310 is not necessary formed by twopartitions air channel 310 can also differ from the one shown onfigure 1 . - The
suction hood 311 is mounted outside thecylinder 30, in vicinity of the second portion P2 of thecylinder 30, and covers the said second portion P2. Thesuction hood 311 extends preferably on substantially the whole length of thecylinder 30. Thissuction hood 311 is connected to the suction inlet of at least onefan 312 by means of at least oneduct 313 that is preferably positioned at the centre of thehood 311, or by means ofseveral ducts 313 that are preferably regularly distributed on the whole length of the hood (i.e. on the whole length of the cylinder 30). - In operation, when the
fan 312 is running, air coming from the outside of thecylinder 30 is continuously sucked through the first portion P1 of thecylinder 30, penetrates inside theair channel 310 through theair suction inlet 310c, is canalized in theair channel 310 bypartitions suction hood 311 through theair exhaust outlet 310d and through the second portion P2 of thecylinder 30. The air flow inside thechannel 310 is illustrated by arrow F onfigure 1 . - When a nonwoven web W is conveyed onto the conveyor belt 1, this nonwoven web W is taken off the belt and adheres against the first portion P1 of the
cylinder 30 under the action of the suction force created through this portion P1, and is transferred thanks to the rotation of thecylinder 30 between the twocalendering cylinders - Thanks to this implementation of the
suction hood 311 combined with theinternal air channel 310, the air flow through the whole surface of suction portion P1 of the cylinder can be better and easier controlled and adjusted. In particular, a homogeneous air distribution can be obtained through the first suction portion P1, which enables to obtain a substantially constant suction force on the whole surface of first suction portion P1. The nonwoven web W is thus correctly held on its whole width by this first portion P1 during its transfer to thedownstream unit 2. Furthermore, the air velocity, and thus the suction force applied on the nonwoven web, can be easily adjusted to a sufficient level. Thanks to these advantages, thetransfer apparatus 3 of the invention can be efficiently used for transferring a nonwoven web W of large width, for example a nonwoven web having a width of 5m ore more, and/or for transferring a nonwoven web at high speed, for example at speed higher than 100 m/min. Of course, thetransfer apparatus 3 of the invention can be also advantageously used for transferring a nonwoven web W of width less than 5m, and/or for transferring a nonwoven web at speeds lower than 100 m/min. - Preferably, but not necessarily, the position of at least one partition, and more preferably of both
partitions cylinder 30 is adjustable, in order to adjust the dimension of the portions P1 and P2, and also the volume of theair channel 310. In the particular construction offigure 1 , the adjustment of the positions of thepartitions narrow section 310e. To this end, thefastening rods 32 are for example slidably movable inside thesuction cylinder 30. - Preferably, but not necessarily, the position of the
air channel 310 inside the cylinder is also adjustable, in order to adjust the positions of portions P1 and P2 on the periphery of the cylinder. - The
suction hood 311 is preferably, but not necessarily, fixedly mounted above thesuction cylinder 30, but its position may, in an alternative embodiment, be adjustable around the periphery of thecylinder 30.
Claims (20)
- An apparatus (3) for transferring of a nonwoven web (W), and comprising a rotating and air permeable cylinder (30), and air suction means (31) for creating a suction force through the cylinder in order to make a nonwowen web adhere against the surface of a first portion (P1) of the cylinder, characterised in that the air suction means (31) comprise a stationary internal channel (310) that is mounted inside the cylinder (30) and extends between the said first portion (P1) and a second portion (P2) of the cylinder, and a suction hood (311) that is mounted outside the cylinder (30) and in the vicinity of the said second portion (P2).
- The apparatus of claim 1, characterised in that the air channel (310) comprises an air suction inlet (310c) and an air exhaust outlet (310d), and the transverse section of the air channel (310) is decreasing from the air suction inlet (310c) towards a narrow section (310e) and is increasing from this narrow section (310e) towards the air exhaust outlet (310d).
- The apparatus of claim 2, characterised in that the narrow section (310e) of the air channel (310) is positioned substantially at the centre of the cylinder (30).
- The apparatus of anyone of claims 1 to 3, characterised in that the air channel (30) is formed by two partitions (310a, 310b).
- The apparatus of claim 4, characterised in that the two partitions (310a, 310b) comprise two bended plates.
- The apparatus of claims 4 or 5, characterised in that the position of at least one partition (310a, 310b) inside the cylinder is adjustable, in order to adjust the dimension of first (P1) and second (P2) portions.
- The apparatus of anyone of claims 1 to 6, characterised in that the volume of the air channel (310) is adjustable.
- The apparatus of anyone of claims 1 to 7, characterised in that the position of the air channel (310) inside the cylinder is adjustable.
- The apparatus of anyone of claims 1 to 8, characterised in that the air channel (310) comprises an air suction inlet (310c) and an air exhaust outlet (310d), and in that the air suction inlet (310c) is positioned in a lower portion of the suction cylinder, and the air exhaust outlet (310d) is positioned in an upper portion of the cylinder (30).
- A system for handling and optionally treating a nonwoven web (W), characterised in that it comprises an upstream unit (1), a downstream unit (2), and a transfer apparatus (3) of anyone of claims 1 to 9, and in that the cylinder (30) of the transfer apparatus (3) is positioned between the two upstream (1) and downstream (2) units for transferring a nonwoven web from the upstream unit (1) to the downstream unit (2).
- The system of claim 10, characterised in that the upstream unit (1) comprises a conveyor belt.
- The system of claim 10 or 11, characterised in that the downstream unit (2) is a bonding unit (2) for consolidating a nonwoven web.
- The system of claim 12, characterised in that the downstream unit (2) is a thermal bonding unit comprising two calendering cylinders (2a, 2b).
- A use of an apparatus of anyone of claims 1 to 9 for transferring a nonwoven web (W) from an upstream unit (1) to a downstream unit (2).
- The use of claim 14, characterised in that the upstream unit (1) comprises a conveyor belt.
- The use of claim 14 or 15, characterised in that the downstream unit (2) is a bonding unit (2) for consolidating a nonwoven web.
- The use of claim 16, characterized in that the downstream unit (2) is a thermal bonding unit comprising two calendering cylinders (2a, 2b).
- A process for transferring a nonwoven web (W) from an upstream unit (1) to a downstream unit (2), characterised in that the nonwoven web (W) is taken from the upstream unit (1) and adheres against the first portion (P1) of the cylinder (30) of a transfer apparatus of anyone of claims 1 to 9, under the action of the suction force created through this portion (P1), and in that the cylinder (30) is rotated in order to transfer the nonwoven web to the downstream unit (2).
- The process of claim 18, characterised in that the upstream unit (1) comprises a conveyor belt and the nonwoven web (W) is conveyed by the conveyor belt and is taken off the conveyor belt by the suction cylinder (30) of the transfer apparatus (3).
- The process of claim 18, characterised in that the nonwoven web (W) is consolidated in the downstream unit (2).
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK08002004.3T DK2085504T3 (en) | 2008-02-04 | 2008-02-04 | Suction device for transferring a nonwoven layer |
| EP08002004A EP2085504B1 (en) | 2008-02-04 | 2008-02-04 | Suction apparatus for transferring a nonwoven web |
| AT08002004T ATE492667T1 (en) | 2008-02-04 | 2008-02-04 | SUCTION DEVICE FOR PASSING A NON-WOVEN WEB |
| PL08002004T PL2085504T3 (en) | 2008-02-04 | 2008-02-04 | Suction apparatus for transferring a nonwoven web |
| DE602008004077T DE602008004077D1 (en) | 2008-02-04 | 2008-02-04 | Suction device for transferring a nonwoven web |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08002004A EP2085504B1 (en) | 2008-02-04 | 2008-02-04 | Suction apparatus for transferring a nonwoven web |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2085504A1 true EP2085504A1 (en) | 2009-08-05 |
| EP2085504B1 EP2085504B1 (en) | 2010-12-22 |
Family
ID=39590706
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08002004A Active EP2085504B1 (en) | 2008-02-04 | 2008-02-04 | Suction apparatus for transferring a nonwoven web |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2085504B1 (en) |
| AT (1) | ATE492667T1 (en) |
| DE (1) | DE602008004077D1 (en) |
| DK (1) | DK2085504T3 (en) |
| PL (1) | PL2085504T3 (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2417952A1 (en) * | 2010-08-12 | 2012-02-15 | Johnson & Johnson do Brasil Industria e Comercio de Produtos Para Saude Ltda. | Method and apparatus for making a fibrous article |
| EP2417951A1 (en) * | 2010-08-12 | 2012-02-15 | Johnson & Johnson do Brasil Industria e Comercio de Produtos Para Saude Ltda. | Method and apparatus for making a fibrous article having a three dimensional profile and an absorbant article including a formed fibrous article |
| US8394316B2 (en) | 2010-08-12 | 2013-03-12 | Johnson & Johnson Do Brasil Industria E Comercio Produtos Para Saude Ltda. Rodovia | Method for making a fibrous article |
| US8398915B2 (en) | 2010-08-12 | 2013-03-19 | Johnson & Johnson do Brasil Industria e Comercio Produtos Paral Saude Ltda. Rodovia | Method for making a fibrous article |
| US8480387B2 (en) | 2010-08-12 | 2013-07-09 | Johnson & Johnson Do Brasil Industria E Comercio Produtos Para Saude Ltda. | Apparatus for making a fibrous article having a three dimensional profile |
| FR3059344A1 (en) * | 2016-11-25 | 2018-06-01 | Andritz Asselin Thibeau | DEVICE FOR STRETCHING A SAIL PROVIDED BETWEEN A CARD DEVICE AND A CALIPER |
| EP3575455A1 (en) * | 2018-05-31 | 2019-12-04 | Andritz Asselin-Thibeau | System for forming a lap of fibres |
| WO2020144084A1 (en) | 2019-01-08 | 2020-07-16 | Andritz Perfojet Sas | Unit and method for producing non-wovens |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB973086A (en) * | 1960-01-21 | 1964-10-21 | Ferdinand Reiterer | Improvements in carding machines for textile fibres |
| FR1500746A (en) | 1965-11-26 | 1967-11-03 | Tessiltecnica Di M Mealli | Device for detaching the web or the web of textile fibers, in particular carded fibers, in cards, fillings or similar machines in the textile industry |
| GB1476230A (en) * | 1973-12-22 | 1977-06-10 | Voith Gmbh J M | Device for a paper web or the like |
| GB2001369A (en) * | 1977-07-08 | 1979-01-31 | Nokia Oy Ab | Method for removing tissue web from a pick-up fabric and for moving it to a flow-through dryer and apparatus for carrying out the method |
| EP0733729A1 (en) | 1995-03-22 | 1996-09-25 | A. Thibeau Et Cie (S.A.) | Suction cylinder enabling the transfer of a fibre web between a transport belt and two calendering rolls |
| EP0899370A2 (en) * | 1997-08-28 | 1999-03-03 | Spinnbau GmbH | Calender rolls for fleece |
-
2008
- 2008-02-04 AT AT08002004T patent/ATE492667T1/en not_active IP Right Cessation
- 2008-02-04 DK DK08002004.3T patent/DK2085504T3/en active
- 2008-02-04 PL PL08002004T patent/PL2085504T3/en unknown
- 2008-02-04 EP EP08002004A patent/EP2085504B1/en active Active
- 2008-02-04 DE DE602008004077T patent/DE602008004077D1/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB973086A (en) * | 1960-01-21 | 1964-10-21 | Ferdinand Reiterer | Improvements in carding machines for textile fibres |
| FR1500746A (en) | 1965-11-26 | 1967-11-03 | Tessiltecnica Di M Mealli | Device for detaching the web or the web of textile fibers, in particular carded fibers, in cards, fillings or similar machines in the textile industry |
| GB1476230A (en) * | 1973-12-22 | 1977-06-10 | Voith Gmbh J M | Device for a paper web or the like |
| GB2001369A (en) * | 1977-07-08 | 1979-01-31 | Nokia Oy Ab | Method for removing tissue web from a pick-up fabric and for moving it to a flow-through dryer and apparatus for carrying out the method |
| EP0733729A1 (en) | 1995-03-22 | 1996-09-25 | A. Thibeau Et Cie (S.A.) | Suction cylinder enabling the transfer of a fibre web between a transport belt and two calendering rolls |
| EP0899370A2 (en) * | 1997-08-28 | 1999-03-03 | Spinnbau GmbH | Calender rolls for fleece |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2417952A1 (en) * | 2010-08-12 | 2012-02-15 | Johnson & Johnson do Brasil Industria e Comercio de Produtos Para Saude Ltda. | Method and apparatus for making a fibrous article |
| EP2417951A1 (en) * | 2010-08-12 | 2012-02-15 | Johnson & Johnson do Brasil Industria e Comercio de Produtos Para Saude Ltda. | Method and apparatus for making a fibrous article having a three dimensional profile and an absorbant article including a formed fibrous article |
| US8394316B2 (en) | 2010-08-12 | 2013-03-12 | Johnson & Johnson Do Brasil Industria E Comercio Produtos Para Saude Ltda. Rodovia | Method for making a fibrous article |
| US8398915B2 (en) | 2010-08-12 | 2013-03-19 | Johnson & Johnson do Brasil Industria e Comercio Produtos Paral Saude Ltda. Rodovia | Method for making a fibrous article |
| US8480387B2 (en) | 2010-08-12 | 2013-07-09 | Johnson & Johnson Do Brasil Industria E Comercio Produtos Para Saude Ltda. | Apparatus for making a fibrous article having a three dimensional profile |
| AU2011211389B2 (en) * | 2010-08-12 | 2016-03-17 | JNTL Consumer Health (Brazil) Ltda. | Method for making a fibrous article |
| AU2011211422B2 (en) * | 2010-08-12 | 2016-03-17 | JNTL Consumer Health (Brazil) Ltda. | Apparatus for making a fibrous article having a three dimensional profile |
| AU2011211440B2 (en) * | 2010-08-12 | 2016-05-19 | JNTL Consumer Health (Brazil) Ltda. | Method for making a fibrous article |
| FR3059344A1 (en) * | 2016-11-25 | 2018-06-01 | Andritz Asselin Thibeau | DEVICE FOR STRETCHING A SAIL PROVIDED BETWEEN A CARD DEVICE AND A CALIPER |
| FR3059343A1 (en) * | 2016-11-25 | 2018-06-01 | Andritz Asselin Thibeau | INSTALLATION FOR FORMING A FIBER TABLE COMPRISING AT LEAST ONE SAILING DEVICE, IN PARTICULAR A CARD, AND A CALIPER |
| WO2018095766A3 (en) * | 2016-11-25 | 2018-07-26 | Andritz Asselin Thibeau | Device for drafting a web, disposed between a carding device and a cross-lapper |
| US11885046B2 (en) | 2016-11-25 | 2024-01-30 | Andritz Asselin Thibeau | Web stretching device disposed between a carding device and a cross-lapper |
| EP4357497A3 (en) * | 2016-11-25 | 2024-08-07 | Andritz Asselin-Thibeau | Drafting device for a fleece arranged between a carding device and a lap spreading device |
| EP3575455A1 (en) * | 2018-05-31 | 2019-12-04 | Andritz Asselin-Thibeau | System for forming a lap of fibres |
| FR3081885A1 (en) * | 2018-05-31 | 2019-12-06 | Andritz Asselin-Thibeau | FIBER TABLECLOTH FORMATION SYSTEM |
| EP3575455B1 (en) | 2018-05-31 | 2022-10-05 | Andritz Asselin-Thibeau | System for forming a lap of fibres |
| US12006603B2 (en) | 2018-05-31 | 2024-06-11 | Andritz Asselin-Thibeau | System for forming a fibre batt |
| WO2020144084A1 (en) | 2019-01-08 | 2020-07-16 | Andritz Perfojet Sas | Unit and method for producing non-wovens |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2085504B1 (en) | 2010-12-22 |
| DK2085504T3 (en) | 2011-04-04 |
| DE602008004077D1 (en) | 2011-02-03 |
| ATE492667T1 (en) | 2011-01-15 |
| PL2085504T3 (en) | 2011-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2085504B1 (en) | Suction apparatus for transferring a nonwoven web | |
| KR101036221B1 (en) | Method of and apparatus for making a spunbond web | |
| CA2612854C (en) | Method and device for producing a nonwoven | |
| CN201933233U (en) | Fiber airflow web-forming device | |
| US9856590B2 (en) | Method of making a spunbond web from filaments | |
| US7500293B2 (en) | Drum for a production unit for a non-woven material, method for production of a non-woven material and non-woven material obtained thus | |
| EP1747313B1 (en) | Wide non-woven and methods therefor and production machine | |
| CN101619520A (en) | Degradable composite spunlaced nonwovens and manufacturing method thereof | |
| CN102505204A (en) | Double-dust-cage air laying machine | |
| US8782861B2 (en) | Apparatus for compacting a fiber web | |
| CN102517696B (en) | A kind of method of non-woven lapping machine and laying supatex fabric | |
| CN109487440B (en) | Combined lapping device and combined lapping process for thin-layer non-woven fabric | |
| CN103161031B (en) | For making nonwoven fiber net forming or smooth method and apparatus in equipment into the net | |
| CN105926086B (en) | Carding device and method for consolidating at least one fibrous web | |
| CN109996910B (en) | Mesh stretching device arranged between carding device and cross lapping machine | |
| EP0896647A1 (en) | Collection and deposition of chopped fibrous strands for formation into non-woven webs of bonded chopped fibers | |
| CN109537165B (en) | Ceramic fiber non-woven turbulence net forming method and device | |
| CN115023516A (en) | Apparatus and method for producing single-layer or multi-layer nonwoven fabrics | |
| JP4965730B1 (en) | Carbon fiber mat manufacturing method and manufacturing apparatus | |
| JP3178840B2 (en) | Method and apparatus for hydrodynamically producing deformable fiber mats having high tensile strength | |
| US3680175A (en) | Linear apparatus for the production of non-woven fabrics | |
| CN100570033C (en) | Air-lay web hydro-entangled composite entanglement product and preparation method and equipment | |
| CN101705577B (en) | Non-weaving pretreatment unit by dry method and pneumatic cotton evener mechanism | |
| JP2007510070A (en) | Machine for producing multi-grade nonwovens | |
| CN201695176U (en) | Dry-method non-weaving pretreatment machine set and air-blowing cotton evening mechanism thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100111 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602008004077 Country of ref document: DE Date of ref document: 20110203 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602008004077 Country of ref document: DE Effective date: 20110203 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20101222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20101222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110322 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110323 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110422 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110422 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110322 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110402 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| 26N | No opposition filed |
Effective date: 20110923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602008004077 Country of ref document: DE Effective date: 20110923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110204 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602008004077 Country of ref document: DE Owner name: ALBIS INTERNATIONAL S.R.I, IT Free format text: FORMER OWNER: ALBIS SPA, MILANO, IT Effective date: 20120216 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101222 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: ALBIS INTERNATIONAL S.R.L., IT Effective date: 20140624 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20160122 Year of fee payment: 9 Ref country code: TR Payment date: 20160201 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20160126 Year of fee payment: 9 Ref country code: FR Payment date: 20160121 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20170228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20171031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170204 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230508 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240223 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240220 Year of fee payment: 17 |