EP2017558A1 - Tunnel kiln for firing ceramic items - Google Patents
Tunnel kiln for firing ceramic items Download PDFInfo
- Publication number
- EP2017558A1 EP2017558A1 EP07747920A EP07747920A EP2017558A1 EP 2017558 A1 EP2017558 A1 EP 2017558A1 EP 07747920 A EP07747920 A EP 07747920A EP 07747920 A EP07747920 A EP 07747920A EP 2017558 A1 EP2017558 A1 EP 2017558A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- working channel
- firing
- inter
- arch
- space
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/06—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity heated without contact between combustion gases and charge; electrically heated
- F27B9/10—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity heated without contact between combustion gases and charge; electrically heated heated by hot air or gas
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/02—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity of multiple-track type; of multiple-chamber type; Combinations of furnaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/30—Details, accessories, or equipment peculiar to furnaces of these types
- F27B9/3005—Details, accessories, or equipment peculiar to furnaces of these types arrangements for circulating gases
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D17/00—Arrangements for using waste heat; Arrangements for using, or disposing of, waste gases
- F27D17/008—Arrangements for using waste heat; Arrangements for using, or disposing of, waste gases cleaning gases
Definitions
- the invention belongs to the technical field related to the burning of the natural materials and their products and can be used in construction materials manufacturing (in particular, bricks).
- the tunnel oven containing the channel divided into item drying, burning and cooling zones and ventilation system is known (patent RU 2187771 , 2002 ).
- the hot gases are taken from the working channel, mixed with atmospheric air pumped in by forcing ventilator and fed to the oven's working channel in the drying zone.
- These operations provide the rational oven's working and item processing mode.
- the roof is heated much in the burning area. The heat comes to the over-roof space and thus is not used, i.e. resulting in the non-rational heat consumption in the burning zone, and, besides, the significant local roof's overheat can lead to the roof's deflection and destroying.
- the tunnel oven with main and additional roofs with inter-roof space over the working channel is also applied (patent RU 2091688 , 1997 ).
- the gaseous combustion products together with the gases extracted from the burnt items in the burning zone are led to the inter-roof space where they are neutralized and removed through the holes in the heat zone's walls.
- Another one tunnel oven for the ceramic items burning containing the working channel with preheating, burning and cooling zones limited by side walls, principal and additional roofs with inter-roof space.
- the inter-roof space is divided into sections.
- the oven is also supplied by ventilation system in the form of the forcing ventilator with the pipeline taking the hot gases from the inter-roof space and feeding pipeline (patent GB 1281504 , 1972 ). The gases are taken from the inter-roof space section located over the cooling zone and from the inter-roof space section located before the burning zone and led to the working channel's preheating zone.
- the appliance which provides rather quick item's cooling by atmospheric air, are used.
- the big temperature and humidity difference between the hot items and atmospheric air can lead to the burnt items' cracking.
- the tunnel kiln for the ceramic items firing includes the working channel with ceramic item preheating, firing and cooling zones.
- the working channel is defined by side walls, main arch roof and additional arch roof with inter-arch space.
- the main and additional arch roofs are implemented in the form of the overlaps.
- the inter-arch space is a space between the arch roofs.
- the tunnel kiln's gas distribution (ventilation) system contains, at least, the intake pipeline, ventilator and feeding pipeline, and the intake pipeline connects the ventilator with working channel's cooling zone and/or the space between the firing zone and working channel's cooling zone.
- the technical result of the requested invention is in the stabilization of the finished products qualitative parameters providing the most rational processing's temperature mode, as well as in fuel consumption decrease at the expense of the heat from the inter-arch space.
- Another one technical result is a gas consumption's increase in the inter-roof space thus preventing the excessive roof's overheat and contributes to its longevity's increase.
- the pipes act as channels for the gas movement - gas guides (gas ducts).
- the pipes can have a rectangular, square or oval profile.
- the intake pipeline can be equipped with outer-air inlet appliance, e.g. in the form of the manifold with a door. In more admissible constructive variant the intake pipeline is connected with kiln's inter-arch space over the working channel's firing zone. The intake pipeline can be also connected with kiln's inter-arch space over the working channel's heat zone or cooling zone.
- the feeding pipeline usually contains the collector-distributor with several manifolds having the direct output to the working channel's cooling zone.
- the inter-arch space is made in the form of one cavity without any continuous partitions or with partitions bearing holes.
- the tunnel kiln is included in the ceramic item manufacturing equipment.
- the ceramic item manufacturing equipment contains the drying oven and ceramic items firing kiln.
- To increase the gas (air) consumption through the inter-arch space the inter-arch space is connected with drying oven by pipeline (air duct or gas guide) and ventilator.
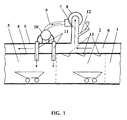
- the drawing shows the tunnel kiln for the ceramic item firing in its longitudinal section.
- Position 1 indicates the working channel's preheating zone, position 2 - firing zone, position 3 - cooling zone.
- the gas distribution (ventilation) system includes the intake pipeline 7, ventilator 8, feeding pipeline 9 and collector-distributor 10 with manifolds 11; the intake pipeline 7 connects the kiln's inter-arch space 6 over firing zone 2 with ventilator 8, and manifolds 11 of the collector-distributor 10 have an output directly to the cooling zone 3 near the working channel's firing zone 2.
- Position 13 indicates the burners located in the firing zone 2.
- the ventilation system can include several ventilators 8 with the corresponding amount of the connecting pipelines. Yet, the kiln can be supplied by exhaust ventilation to waste some part of the gases into the atmosphere and pipelines to feed the hot gases to the ceramic item's preheating zone 1 (such constructive elements are not shown on the drawing because they don't pertain to the invention).
- the proposed tunnel kiln works as follows.
- the burning trolleys filled with dried ceramic items move along the kiln's working channel.
- the trolleys move from the right to the left on the drawing, smoke gases - in the opposite direction.
- the ceramic items put to the thermal processing pass through the preheating, firing and cooling zones indicated by figures 1 , 2 and 3 respectively.
- the items are heated in preheating zone 1 at the expense of the heat coming from the firing zone 2 as a fuel combustion's result, then the firing at maximal temperatures (zone 2) takes place and afterwards the items gradually cool in cooling zone 3.
- the items undergo the rising temperature's influence (from 80°C to 750°C) in the preheating zone; influence of temperature 750°C - 1100°C (in the firing zone); influence of the lowering temperature from 1100°C down to 50°C - in the cooling zone.
- the firing has been held for 40-55 hours.
- the air forced at the kiln's end passes through the cooling zone 3, heats and comes to the firing zone where it takes part in the fuel combustion process, which fuel has come to firing zone 2.
- the heated air can be also withdrawn for the formed items drying in the drying ovens.
- the smoke gases resulted from the fuel combustion are directed to the preheating zone 1 where they are used for the final water's removal, heating and item's preparation for firing.
- the heat generated from the fuel combustion is spent not only for the items burning, but also for the heating of the oven's fencing constructions (so called heat losses), including the suspended roof's heating.
- burning zone 2 and at the beginning of cooling zone 3 rather high temperatures are created influencing the strength parameters of the supporting metallic constructions of the principal and additional roofs.
- the heat from the working channel reaches the inter-roof space at the expense of the heat transfer through the main arch roof.
- the hot air from the inter-arch space 6 is removed through the intake pipeline 7 by ventilator 8 and led via feeding pipeline 9 to working channel's cooling zone 3 or space between the firing zone 2 and working channel's cooling zone 3.
- the temperature of the gases removed from the inter-arch space 6 is 250-300°C, which is apparently lower than the temperature of the items leaving the firing zone, but it significantly exceeds the atmospheric air's temperature (which is also led to the fired items' cooling).
- the optimal cooling-down mode of the items can be attained at the expense of the items' cooling by air having a relatively high temperature (comparing with the atmospheric air) and gradual decrease of the cooling air's temperature combined with trolleys' movement along the cooling zone to the working channel's output. Under these conditions the item spoilage rate (caused by sharp temperature changes at cooling and uneven cooling of the different parts of the items) essentially decreases due to the atmospheric air blow-off only (comparing with cooling process).
- the temperature of the gases fed to the cooling zone 3 becomes too high, it can be lowered to the required level by mixing the hot gases with atmospheric air.
- atmospheric air inlet's manifold 12 on the intake pipeline 7.
- the consumption regulator door
- the intake pipeline can be installed on the intake pipeline.
- the gas distribution system provides the gas feeding from the inter-arch space to the working channel with consumption rate 0.01-10m 3 /c.
- the system is constructed to provide the gas consumption regulation.
- the stabilization of the qualitative parameters of the ceramic items is facilitated. Yet, the most rational temperature mode of the ceramic item's processing can be guaranteed, the fuel consumption at the expense of the heat from the inter-arch space can be lessened.
- the feeding of the heated air from the inter-arch space to the working channel shall compensate the heat losses arising after the kiln doors have been opened.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Environmental & Geological Engineering (AREA)
- Furnace Details (AREA)
- Tunnel Furnaces (AREA)
Abstract
Description
- The invention belongs to the technical field related to the burning of the natural materials and their products and can be used in construction materials manufacturing (in particular, bricks).
- The tunnel oven containing the channel divided into item drying, burning and cooling zones and ventilation system is known (patent
RU 2187771 2002 - The tunnel oven with main and additional roofs with inter-roof space over the working channel is also applied (patent
RU 2091688 1997 - Another one tunnel oven for the ceramic items burning (prototype) containing the working channel with preheating, burning and cooling zones limited by side walls, principal and additional roofs with inter-roof space. The inter-roof space is divided into sections. The oven is also supplied by ventilation system in the form of the forcing ventilator with the pipeline taking the hot gases from the inter-roof space and feeding pipeline (patent
GB 1281504 1972 - In some cases the appliance, which provides rather quick item's cooling by atmospheric air, are used. The big temperature and humidity difference between the hot items and atmospheric air can lead to the burnt items' cracking.
- According to the invention, the tunnel kiln for the ceramic items firing includes the working channel with ceramic item preheating, firing and cooling zones. The working channel is defined by side walls, main arch roof and additional arch roof with inter-arch space. The main and additional arch roofs are implemented in the form of the overlaps. The inter-arch space is a space between the arch roofs. The tunnel kiln's gas distribution (ventilation) system contains, at least, the intake pipeline, ventilator and feeding pipeline, and the intake pipeline connects the ventilator with working channel's cooling zone and/or the space between the firing zone and working channel's cooling zone.
- The technical result of the requested invention is in the stabilization of the finished products qualitative parameters providing the most rational processing's temperature mode, as well as in fuel consumption decrease at the expense of the heat from the inter-arch space. Another one technical result is a gas consumption's increase in the inter-roof space thus preventing the excessive roof's overheat and contributes to its longevity's increase.
- The pipes act as channels for the gas movement - gas guides (gas ducts). The pipes can have a rectangular, square or oval profile. The intake pipeline can be equipped with outer-air inlet appliance, e.g. in the form of the manifold with a door. In more admissible constructive variant the intake pipeline is connected with kiln's inter-arch space over the working channel's firing zone. The intake pipeline can be also connected with kiln's inter-arch space over the working channel's heat zone or cooling zone.
- The feeding pipeline usually contains the collector-distributor with several manifolds having the direct output to the working channel's cooling zone.
- The inter-arch space is made in the form of one cavity without any continuous partitions or with partitions bearing holes.
- The tunnel kiln is included in the ceramic item manufacturing equipment. The ceramic item manufacturing equipment contains the drying oven and ceramic items firing kiln. To increase the gas (air) consumption through the inter-arch space the inter-arch space is connected with drying oven by pipeline (air duct or gas guide) and ventilator.
- The drawing shows the tunnel kiln for the ceramic item firing in its longitudinal section.
- Position 1 indicates the working channel's preheating zone, position 2 - firing zone, position 3 - cooling zone. There is an
inter-arch space 6 between themain arch roof 4 andadditional arch roof 5. The gas distribution (ventilation) system includes theintake pipeline 7,ventilator 8,feeding pipeline 9 and collector-distributor 10 withmanifolds 11; theintake pipeline 7 connects the kiln's inter-archspace 6 overfiring zone 2 withventilator 8, andmanifolds 11 of the collector-distributor 10 have an output directly to thecooling zone 3 near the working channel'sfiring zone 2.Position 13 indicates the burners located in thefiring zone 2. The ventilation system can includeseveral ventilators 8 with the corresponding amount of the connecting pipelines. Yet, the kiln can be supplied by exhaust ventilation to waste some part of the gases into the atmosphere and pipelines to feed the hot gases to the ceramic item's preheating zone 1 (such constructive elements are not shown on the drawing because they don't pertain to the invention). - The proposed tunnel kiln works as follows.
- The burning trolleys filled with dried ceramic items move along the kiln's working channel. The trolleys move from the right to the left on the drawing, smoke gases - in the opposite direction. The ceramic items put to the thermal processing pass through the preheating, firing and cooling zones indicated by
figures 1 , 2 and 3 respectively. First, the items are heated in preheating zone 1 at the expense of the heat coming from thefiring zone 2 as a fuel combustion's result, then the firing at maximal temperatures (zone 2) takes place and afterwards the items gradually cool incooling zone 3. - During their firing in the tunnel kiln the items (in particular, bricks) undergo the rising temperature's influence (from 80°C to 750°C) in the preheating zone; influence of temperature 750°C - 1100°C (in the firing zone); influence of the lowering temperature from 1100°C down to 50°C - in the cooling zone. The firing has been held for 40-55 hours.
- The air forced at the kiln's end passes through the
cooling zone 3, heats and comes to the firing zone where it takes part in the fuel combustion process, which fuel has come to firingzone 2. The heated air can be also withdrawn for the formed items drying in the drying ovens. The smoke gases resulted from the fuel combustion are directed to the preheating zone 1 where they are used for the final water's removal, heating and item's preparation for firing. - The heat generated from the fuel combustion is spent not only for the items burning, but also for the heating of the oven's fencing constructions (so called heat losses), including the suspended roof's heating. At the end of preheating zone 1, burning
zone 2 and at the beginning ofcooling zone 3 rather high temperatures are created influencing the strength parameters of the supporting metallic constructions of the principal and additional roofs. The heat from the working channel reaches the inter-roof space at the expense of the heat transfer through the main arch roof. - The hot air from the
inter-arch space 6 is removed through theintake pipeline 7 byventilator 8 and led viafeeding pipeline 9 to working channel'scooling zone 3 or space between thefiring zone 2 and working channel'scooling zone 3. The temperature of the gases removed from theinter-arch space 6 is 250-300°C, which is apparently lower than the temperature of the items leaving the firing zone, but it significantly exceeds the atmospheric air's temperature (which is also led to the fired items' cooling). The optimal cooling-down mode of the items can be attained at the expense of the items' cooling by air having a relatively high temperature (comparing with the atmospheric air) and gradual decrease of the cooling air's temperature combined with trolleys' movement along the cooling zone to the working channel's output. Under these conditions the item spoilage rate (caused by sharp temperature changes at cooling and uneven cooling of the different parts of the items) essentially decreases due to the atmospheric air blow-off only (comparing with cooling process). - When the temperature of the gases fed to the
cooling zone 3 becomes too high, it can be lowered to the required level by mixing the hot gases with atmospheric air. For that purpose there is an atmospheric air inlet'smanifold 12 on theintake pipeline 7. To regulate the taken air's quality, the consumption regulator (door) can be installed on the intake pipeline. - The gas distribution system provides the gas feeding from the inter-arch space to the working channel with consumption rate 0.01-10m3/c. The system is constructed to provide the gas consumption regulation.
- Thus the stabilization of the qualitative parameters of the ceramic items is facilitated. Yet, the most rational temperature mode of the ceramic item's processing can be guaranteed, the fuel consumption at the expense of the heat from the inter-arch space can be lessened. The feeding of the heated air from the inter-arch space to the working channel shall compensate the heat losses arising after the kiln doors have been opened.
Claims (5)
- A tunnel kiln for the firing of the ceramic items containing the working channel with preheating, firing and cooling zones, defined by side walls, main arch roof and additional arch roof with the inter-arch space and gas distribution system equipped, at least, with the intake pipeline, ventilator and feeding pipeline, while the intake pipeline connects the kiln's inter-arch space with the ventilator, and the feeding pipeline connects the ventilator with the working channel's cooling zone and/or space between the firing zone and working channel's cooling zone.
- The tunnel kiln of claim 1, wherein an atmospheric air inlet appliance is installed on the intake pipeline.
- The tunnel kiln of claim 2, wherein the atmospheric air inlet appliance is in the form of the manifold with a door.
- The tunnel kiln of claim 1, wherein the intake pipeline and the kiln's inter-arch space are connected over the working channel's firing zone.
- The tunnel kiln of claim 1, wherein a collector-distributor with the manifolds is assembled in the feeding pipeline.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2006114796/03A RU2313746C1 (en) | 2006-05-02 | 2006-05-02 | Tunnel furnace used for burning of the ceramic articles |
| PCT/RU2007/000217 WO2007126340A1 (en) | 2006-05-02 | 2007-05-02 | Tunnel kiln for firing ceramic items |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2017558A1 true EP2017558A1 (en) | 2009-01-21 |
| EP2017558A4 EP2017558A4 (en) | 2012-04-18 |
| EP2017558B1 EP2017558B1 (en) | 2014-01-22 |
Family
ID=38655780
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07747920.2A Not-in-force EP2017558B1 (en) | 2006-05-02 | 2007-05-02 | Tunnel kiln for firing ceramic items |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2017558B1 (en) |
| CN (1) | CN101479552B (en) |
| ES (1) | ES2458617T3 (en) |
| RU (1) | RU2313746C1 (en) |
| WO (1) | WO2007126340A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2495345C1 (en) * | 2012-05-24 | 2013-10-10 | Александр Викторович Фролов | Batch-type furnace for quick firing |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101762154B (en) * | 2009-12-25 | 2011-05-04 | 广东顺祥节能照明科技有限公司 | Energy-saving ceramic tunnel kiln |
| CN101839635A (en) * | 2010-05-26 | 2010-09-22 | 张宗报 | Tunnel furnace |
| CN102967155B (en) * | 2012-12-03 | 2015-04-22 | 卢爱玲 | Energy saving device capable of recycling afterheat on ceramic kiln |
| CN105258520B (en) * | 2015-11-14 | 2018-03-13 | 卢爱玲 | The efficient heat energy of dry section utilizes structure on ceramic kiln |
| CN110500891B (en) * | 2019-08-21 | 2024-08-16 | 广东摩德娜科技股份有限公司 | Tunnel kiln circulation cooling system |
| CN113566566B (en) * | 2021-07-08 | 2023-07-11 | 佛山市东鹏陶瓷有限公司 | Energy-saving quick-firing roller kiln |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1281504A (en) * | 1969-01-10 | 1972-07-12 | S C E I Societa Costruzioni El | Improvements in means for heating continuous furnaces |
| GB1517188A (en) * | 1975-09-06 | 1978-07-12 | Frank J | Tunnel kilns |
| US5900202A (en) * | 1997-09-26 | 1999-05-04 | Lingart; Youri | Method for making glass silicate tiles |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2561365B1 (en) * | 1984-03-14 | 1987-10-09 | Savoie Electrodes Refract | MOUFLE OVEN FOR CONTINUOUS THERMAL TREATMENTS, BY SCROLLING |
| US4573909A (en) * | 1984-08-03 | 1986-03-04 | Granco-Clark, Inc. | Billet heating furnace with adjustable pressurized entrance seal |
| RU2091688C1 (en) | 1993-06-08 | 1997-09-27 | Санкт-Петербургский государственный институт научно-исследовательских и проектных работ огнеупорной промышленности | Tunnel furnace |
| WO1999028689A1 (en) * | 1997-12-02 | 1999-06-10 | Corning Incorporated | Tunnel kiln for firing ceramic honeycomb bodies |
| CN1114813C (en) * | 1999-06-28 | 2003-07-16 | 佛山市康强工业研究所 | Test furnace for ceramic products |
| CN2421600Y (en) * | 2000-01-05 | 2001-02-28 | 湖北省黄冈市中陶窑业技术开发有限公司 | Light assembled energy-saving tunnel kiln |
| RU2187771C2 (en) | 2000-08-07 | 2002-08-20 | ОАО "ВНИИСТРОМ им. П.П.Будникова" | Tunnel kiln-drier |
-
2006
- 2006-05-02 RU RU2006114796/03A patent/RU2313746C1/en active
-
2007
- 2007-05-02 EP EP07747920.2A patent/EP2017558B1/en not_active Not-in-force
- 2007-05-02 ES ES07747920.2T patent/ES2458617T3/en active Active
- 2007-05-02 WO PCT/RU2007/000217 patent/WO2007126340A1/en active Application Filing
- 2007-05-02 CN CN2007800234500A patent/CN101479552B/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1281504A (en) * | 1969-01-10 | 1972-07-12 | S C E I Societa Costruzioni El | Improvements in means for heating continuous furnaces |
| GB1517188A (en) * | 1975-09-06 | 1978-07-12 | Frank J | Tunnel kilns |
| US5900202A (en) * | 1997-09-26 | 1999-05-04 | Lingart; Youri | Method for making glass silicate tiles |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO2007126340A1 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2495345C1 (en) * | 2012-05-24 | 2013-10-10 | Александр Викторович Фролов | Batch-type furnace for quick firing |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101479552A (en) | 2009-07-08 |
| CN101479552B (en) | 2012-07-04 |
| WO2007126340A1 (en) | 2007-11-08 |
| EP2017558A4 (en) | 2012-04-18 |
| EP2017558B1 (en) | 2014-01-22 |
| ES2458617T3 (en) | 2014-05-06 |
| RU2313746C1 (en) | 2007-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2017558B1 (en) | Tunnel kiln for firing ceramic items | |
| JP6683685B2 (en) | Improved coke operating combustion profile | |
| US9194628B2 (en) | Carbon baking oxygen preheat and heat recovery firing system | |
| CN107075379B (en) | Coke ovens with improved exhaust gas delivery in the secondary heating chamber | |
| JP4355748B2 (en) | Method for producing iron ore pellets | |
| CN102753926A (en) | Method for adjusting an oven for baking anodes, and oven suitable for implementing same | |
| CN102954239B (en) | With the chamotte kiln of the slide block for tertiary-air pipe | |
| CN101649378B (en) | Method for low-temperature tempering heat treatment by using steel plate continuous heat-treating furnace | |
| CN206291719U (en) | One kind assembling tunnel cave | |
| CN104561515B (en) | Continuous way bar plate heating stove and heating means thereof | |
| CN201495263U (en) | Steel plate continuous heat treating furnace | |
| CN116576665A (en) | Hot gas circulation system and method for pure oxygen combustion tunnel kiln | |
| ITRE20080070A1 (en) | '' CERAMIC COOKING OVEN '' | |
| CN209960963U (en) | Heat treatment kiln | |
| CN114719598B (en) | Energy-saving efficient tunnel kiln | |
| EP2861925B1 (en) | Carbon baking heat recovery ring furnace | |
| JP2004131515A (en) | End flue heating system of regenerative chamber type coke oven | |
| CN218155450U (en) | Wide-body roller kiln | |
| US2117994A (en) | Kiln | |
| HU189956B (en) | Method for operating self-burning continuous furnace and continuous furnace for carrying out the method | |
| US365997A (en) | herirahpp | |
| RU116613U1 (en) | THERMAL FURNACE FOR PRODUCT PROCESSING | |
| SU1188495A1 (en) | Tunnel kiln | |
| US644162A (en) | Metallurgical furnace. | |
| RU57746U1 (en) | HEATING SECTIONAL FURNACE FOR SPEED HEATING |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20081104 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): CZ DE ES FR GR IT |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): CZ DE ES FR GR IT |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20120315 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F27D 17/00 20060101ALI20120309BHEP Ipc: F27B 9/10 20060101ALI20120309BHEP Ipc: F27B 9/12 20060101ALI20120309BHEP Ipc: F27B 9/30 20060101AFI20120309BHEP |
|
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602007034912 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: F27B0009000000 Ipc: F27B0009300000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F27B 9/12 20060101ALI20130531BHEP Ipc: F27B 9/10 20060101ALI20130531BHEP Ipc: F27B 9/30 20060101AFI20130531BHEP Ipc: F27D 17/00 20060101ALI20130531BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20131011 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CZ DE ES FR GR IT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007034912 Country of ref document: DE Effective date: 20140306 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2458617 Country of ref document: ES Kind code of ref document: T3 Effective date: 20140506 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20140400590 Country of ref document: GR Effective date: 20140416 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007034912 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007034912 Country of ref document: DE Representative=s name: ANDRAE WESTENDORP PATENTANWAELTE PARTNERSCHAFT, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602007034912 Country of ref document: DE Representative=s name: FRIESE GOEDEN PATENTANWAELTE PARTGMBB, DE |
|
| 26N | No opposition filed |
Effective date: 20141023 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007034912 Country of ref document: DE Effective date: 20141023 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007034912 Country of ref document: DE Representative=s name: FRIESE GOEDEN PATENTANWAELTE PARTGMBB, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180524 Year of fee payment: 12 Ref country code: ES Payment date: 20180626 Year of fee payment: 12 Ref country code: CZ Payment date: 20180420 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180523 Year of fee payment: 12 Ref country code: IT Payment date: 20180518 Year of fee payment: 12 Ref country code: GR Payment date: 20180521 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602007034912 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191203 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190503 |