EP2006409B1 - Method and device for determining the proportion of at least one aggregate of a multi-component powder for thermal spraying - Google Patents
Method and device for determining the proportion of at least one aggregate of a multi-component powder for thermal spraying Download PDFInfo
- Publication number
- EP2006409B1 EP2006409B1 EP20080005536 EP08005536A EP2006409B1 EP 2006409 B1 EP2006409 B1 EP 2006409B1 EP 20080005536 EP20080005536 EP 20080005536 EP 08005536 A EP08005536 A EP 08005536A EP 2006409 B1 EP2006409 B1 EP 2006409B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- aggregate
- fluorescence
- powder
- thermal spraying
- proportion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000000034 method Methods 0.000 title claims description 33
- 239000000843 powder Substances 0.000 title claims description 28
- 238000007751 thermal spraying Methods 0.000 title claims description 21
- 238000001514 detection method Methods 0.000 claims description 23
- 238000002347 injection Methods 0.000 claims description 13
- 239000007924 injection Substances 0.000 claims description 13
- 238000004886 process control Methods 0.000 claims description 8
- 238000005507 spraying Methods 0.000 claims description 8
- 238000005286 illumination Methods 0.000 claims description 5
- 229920000728 polyester Polymers 0.000 claims description 5
- 230000001427 coherent effect Effects 0.000 claims description 3
- 238000004993 emission spectroscopy Methods 0.000 claims description 3
- 238000011156 evaluation Methods 0.000 claims description 3
- 230000003287 optical effect Effects 0.000 claims description 3
- 238000001917 fluorescence detection Methods 0.000 claims description 2
- 238000000576 coating method Methods 0.000 description 24
- 239000011248 coating agent Substances 0.000 description 22
- 239000000654 additive Substances 0.000 description 18
- 239000000463 material Substances 0.000 description 16
- 230000000996 additive effect Effects 0.000 description 14
- 239000007789 gas Substances 0.000 description 13
- 238000011161 development Methods 0.000 description 5
- 230000018109 developmental process Effects 0.000 description 5
- 238000003908 quality control method Methods 0.000 description 5
- 239000003245 coal Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- VYXSBFYARXAAKO-WTKGSRSZSA-N chembl402140 Chemical compound Cl.C1=2C=C(C)C(NCC)=CC=2OC2=C\C(=N/CC)C(C)=CC2=C1C1=CC=CC=C1C(=O)OCC VYXSBFYARXAAKO-WTKGSRSZSA-N 0.000 description 3
- 239000003550 marker Substances 0.000 description 3
- 239000000835 fiber Substances 0.000 description 2
- 238000010285 flame spraying Methods 0.000 description 2
- 239000013307 optical fiber Substances 0.000 description 2
- 238000007750 plasma spraying Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 238000001069 Raman spectroscopy Methods 0.000 description 1
- 238000001636 atomic emission spectroscopy Methods 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000011158 quantitative evaluation Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/04—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/18—After-treatment
Definitions
- the invention relates to a method for determining the proportion of at least one additive of a multicomponent powder for thermal spraying.
- thermal spraying is a coating method in which a thermally active coating material is sprayed or sprayed onto a surface of a workpiece to be coated. Since almost all meltable coating materials can be used, coatings with different properties or functions such as thermal insulation, corrosion protection or wear protection can be realized by thermal spraying. In thermal spraying, there are virtually unlimited possible combinations between the material of the article or workpiece to be coated and the thermally active coating material to be used for the coating.
- thermal spraying methods namely, for example, plasma spraying, arc spraying, flame spraying or else high-speed flame spraying.
- Cold kinetic compaction is also a thermal spraying process.
- the selection of the corresponding thermal spraying method depends, for example, on the coating material, the desired properties of the coating and on the respective costs.
- a method for thermal spraying in which a filler material with fluorescent marker material is sprayed onto a workpiece.
- the spraying process is monitored online.
- at least the particles of the fluorescent marker material contained in the hot gas jet are detected and evaluated online.
- JP 2003270150 A and JP 2004069251 A disclose a method for supplying pulverized coal to a pulverized coal burner, wherein the carbonaceous properties are measured by illuminating the pulverized coal injection jet before entering the hot gas jet of the burner by means of a laser source and detecting the fluorescence of a substance of the pulverized coal by means of a detection device.
- the invention is therefore based on the object to avoid the disadvantages of the known solutions of the prior art and to provide an improved process-reliable solution for on-lineificatkoritrolle thermal spraying, with which a selective detection of fluorescent aggregates is ensured.
- a significant advantage of the method according to the invention is that no over-radiation of the usually weak fluorescence occurs, as is the case in the measurement in hot gas or plasma jet according to the prior art.
- the detection of the intrinsic fluorescence of materials or of the fluorescence markers on or in materials can thus be carried out without difficulty in the powder injection beam by means of optical emission spectroscopy.
- the powder injection jet is defined as the powder jet immediately after exiting the powder delivery tube of the spray device but before entering the hot gas jet of the burner.
- the illumination is effected by means of a coherent light source, preferably a laser light source.
- a coherent light source preferably a laser light source.
- a further advantageous development of the method provides that the additive has autofluorescence. This depends on the type of aggregate.
- An alternative embodiment of the method provides that the aggregate is provided in advance with fluorescent markers.
- different methods such as the diffusion of rhodamine 6G in polyester powder, possible.
- Yet another advantageous development of the method provides that the detection of the fluorescence of the additive takes place with a detection optics.
- a detection optics for example, a conventional lens optics with analog / digital converter can be provided.
- it can also be provided as a fiber optic cable detection optics, which is particularly inexpensive and robust.
- the additive is polyester.
- Other additives may be boron nitride or bentonide depending on the desired effect thereof.
- a method for online process control in thermal spraying wherein a method for determining the proportion of at least one additive of a multi-component powder is used.
- the online Process control includes the acquisition of various parameters and the comparison of the actual and target values.
- “online process control” is to be understood as meaning a real-time evaluation and, if applicable, countermeasure against deviations from the nominal values.
- the method for determining the proportion of at least one additive of a multicomponent powder serves as feedback of a closed loop.
- a device for selective detection of an additive during thermal spraying is characterized in that a detection device for detecting the fluorescence of the additive is provided between a powder tube of the spraying device and a hot gas jet of a burner of the spraying device. It is sufficient if the illumination source and the detection optics are arranged in the immediate vicinity of the powder injection beam, while the spectrometer can be arranged further away.
- the detection device has a preferably coherent illumination source and a detection optics connected to a spectrometer.
- the detection optics can be designed as a fiber optic cable. This is particularly robust and inexpensive.
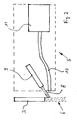
- a spray device 1 for thermal spraying has a burner 2, which generates a hot gas jet 7 during operation.
- the hot gas jet 7 are supplied from a powder tube 3 by means of a powder injection jet 6 spraying and aggregates.
- the coating materials and the additives, such as polyester in this case, are injected into the hot gas jet 7 with the aid of a carrier gas.
- the powder injection jet 6 extending from the top to the bottom in the plane of the drawing is deflected by the hot gas jet 7 into a substantially horizontally extending spray jet.
- the coating and aggregates are accelerated by the hot gas jet 7 to a high speed and so applied or sprayed onto a substrate 4 to be processed.
- the coating and aggregates collide with high thermal and kinetic energy on the substrate 4 and form a coating there.
- the desired properties of the coating are formed.
- a detection device 5 is provided, which is arranged in the amount of the powder injection jet 6, ie before the entry of the particle beam into the hot gas jet 7.
- the detection device 5 has, as out FIG. 2 shows, designed as a laser light source 9 illumination source, which excites the fluorescent particles in the powder injection beam 6 to the beam.
- an optical fiber cable 10 as an optical detection means for Detecting the fluorescence radiation directed to the powder injection beam 6.
- the optical fiber cable 10 is connected to a spectrometer 11, which is suitable for emission spectroscopy.
- polyester is provided as an additive.
- the additive is labeled with rhodamine 6G as a fluorescent marker and emitted after excitation by the laser light source 9 light with a fluorescence emission maximum of about 560 nm.
- Rhodamine 6G gives light energy within a few nanoseconds almost completely and produces a slightly red-shifted fluorescence light.
- suitable bandpass filters may be used for suppression of Rayleigh elastic scattering, inelastic Raman scattering, and autofluorescence such as impurities.
- the online process control then takes place in a (not shown) computing and control unit, which evaluates the actual data of the spectrometer and compares with the setpoint values.
- a (not shown) computing and control unit which evaluates the actual data of the spectrometer and compares with the setpoint values.
- the quantitative evaluation of the proportion of the additive in the powder injection jet can then be decided in real time that more or less additive is added to the multicomponent powder.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Investigating, Analyzing Materials By Fluorescence Or Luminescence (AREA)
Description
Die Erfindung betrifft ein Verfahren zum Ermitteln des Anteils zumindest eines Zuschlagstoffes eines Multikomponentenpulvers zum thermischen Spritzen.The invention relates to a method for determining the proportion of at least one additive of a multicomponent powder for thermal spraying.
Aus dem Stand der Technik sind zahlreiche Verfahren zur Beschichtung von Werkstücken bekannt. Beim sogenannten thermischen Spritzen handelt es sich um ein Beschichtungsverfahren, bei welchem ein thermisch aktiver Beschichtungswerkstoff auf eine zu beschichtende Oberfläche eines Werkstücks gespritzt bzw. gesprüht wird. Da nahezu alle schmelzbaren Beschichtungswerkstoffe verwendet werden können, lassen sich durch thermisches Spritzen Beschichtungen mit unterschiedlichen Eigenschaften bzw. Funktionen wie zum Beispiel Wärmedämmung, Korrosionsschutz oder Verschleißschutz realisieren. Beim thermischen Spritzen gibt es nahezu unbegrenzte Kombinationsmöglichkeiten zwischen dem Werkstoff des zu beschichtenden Gegenstands bzw. Werkstücks und dem für die Beschichtung zu verwendenden, thermisch aktiven Beschichtungswerkstoff.Numerous methods for coating workpieces are known from the prior art. When so-called thermal spraying is a coating method in which a thermally active coating material is sprayed or sprayed onto a surface of a workpiece to be coated. Since almost all meltable coating materials can be used, coatings with different properties or functions such as thermal insulation, corrosion protection or wear protection can be realized by thermal spraying. In thermal spraying, there are virtually unlimited possible combinations between the material of the article or workpiece to be coated and the thermally active coating material to be used for the coating.
Abhängig von der verwendeten Wärmequelle unterscheidet man verschiedene thermischen Spritzverfahren, nämlich zum Beispiel das Plasmaspritzen, Lichtbogenspritzen, Flammspritzen oder auch Hochgeschwindigkeitsflammspritzen. Auch das Kalt Kinetische Kompaktieren ist ein thermisches Spritzverfahren. Die Auswahl des entsprechenden thermischen Spritzverfahrens hängt zum Beispiel vom Beschichtungswerkstoff, den gewünschten Eigenschaften der Beschichtung und von den jeweiligen Kosten ab.Depending on the heat source used, a distinction is made between various thermal spraying methods, namely, for example, plasma spraying, arc spraying, flame spraying or else high-speed flame spraying. Cold kinetic compaction is also a thermal spraying process. The selection of the corresponding thermal spraying method depends, for example, on the coating material, the desired properties of the coating and on the respective costs.
Zur Bereitstellung von zum Beispiel einer porösen Beschichtung auf dem zu beschichtenden Werkstück ist es bereits bekannt, zusätzlich zu dem eigentlichen Beschichtungswerkstoff einen Zuschlagwerkstoff durch thermisches Spritzen auf das zu beschichtende Werkstück aufzutragen, wobei der Zuschlagwerkstoff nach dem thermischen Spritzvorgang zersetzt bzw. aufgelöst wird, um so die poröse Beschichtung bereitzustellen. So hinterlässt der sich zersetzende Zuschlagwerkstoff in der Beschichtung Poren. Das Zersetzen des Zuschlagwerkstoffs erfolgt dabei insbesondere durch eine Wärmebehandlung des beschichteten Werkstücks. Sollte keine Porosität gewünscht sein, kann der Zuschlagswerkstoff - soweit er sich nicht schädlich auswirkt - auch in der Schicht verbleiben und die Eigenschaften der Schicht beeinflussen.To provide, for example, a porous coating on the workpiece to be coated, it is already known, in addition to the actual Coating material to apply a aggregate material by thermal spraying on the workpiece to be coated, wherein the aggregate is decomposed or dissolved after the thermal spraying process, so as to provide the porous coating. Thus, the decomposing aggregate leaves pores in the coating. The decomposition of the aggregate material is carried out in particular by a heat treatment of the coated workpiece. If no porosity is desired, the aggregate material can also remain in the layer and affect the properties of the layer, provided that it does not have a detrimental effect.
Bei der Beschichtung von Werkstücken mit einem thermischen Spritzverfahren kommt der Qualitätskontrolle der sich einstellenden Beschichtung eine wichtige Rolle zu. Nur dann, wenn die Beschichtung vorgegebene Qualitätskriterien erfüllt, kann das beschichtete Werkstück die Qualitätskontrolle passieren und gegebenenfalls weiterverarbeitet werden. Da die Zuschlagstoffe, die zur Bereitstellung von zum Beispiel einer porösen Beschichtung zusammen mit dem Beschichtungswerkstoff auf das Werkstück aufgetragen werden, im Wege einer Online-Qualitätskontrolle nicht erfasst bzw. detektiert werden können, werden nach dem Stand der Technik zur Qualitätskontrolle zerstörende Prüfmethoden stichprobenartig eingesetzt. Eine das Werkstück zerstörende Qualitätskontrolle ist zum einen kosten- und zeitintensiv, zum anderen können nur stichprobenartige Kontrollen durchgerührt werden.When coating workpieces with a thermal spraying process, quality control of the resulting coating plays an important role. Only if the coating meets specified quality criteria, the coated workpiece can pass the quality control and optionally further processed. Since the aggregates, which are applied to the workpiece to provide, for example, a porous coating together with the coating material can not be detected or detected by means of an online quality control, destroying test methods are randomly used according to the state of the art for quality control. On the one hand, a quality control destroying the workpiece is costly and time-consuming, on the other hand only random checks can be carried out.
Aus der
Die Erfassung von fluoreszierenden Zuschlagstoffen ist aber häufig schwierig wenn nicht sogar unmöglich, da die schwache Fluoreszenz der so markierten Partikel von der hohen Intensität des Heißgasstrahls, beispielsweise beim Plasmaspritzen, "überstrahlt" wird. Eine zuverlässige und prozesssichere Online-Prozesskontrolle kann auf diese Weise nicht sichergestellt werden.However, the detection of fluorescent aggregates is often difficult, if not impossible, because the weak fluorescence of the particles thus marked is "outshone" by the high intensity of the hot gas jet, for example during plasma spraying. becomes. Reliable and process-reliable online process control can not be ensured in this way.
Der Erfindung liegt daher die Aufgabe zugrunde, die Nachteile der bekannten Lösungen des Standes der Technik zu vermeiden und eine verbesserte prozesssichere Lösung zur Online-Prozesskoritrolle beim thermischen Spritzen zur Verfügung zu stellen, mit der eine selektive Detektierung von fluoreszierenden Zuschlagstoffen sichergestellt wird.The invention is therefore based on the object to avoid the disadvantages of the known solutions of the prior art and to provide an improved process-reliable solution for on-line Prozesskoritrolle thermal spraying, with which a selective detection of fluorescent aggregates is ensured.
Diese Aufgabe wird erfindungsgemäß durch ein Verfahren mit den Merkmalen des Patentanspruchs 1 gelöst. Vorteilhafte Ausgestaltungen und Weiterbildungen der Erfindung sind in den abhängigen Ansprüchen angegeben.This object is achieved by a method having the features of
Das erfindungsgemäße Verfahren zum Ermitteln des Anteils zumindest eines Zuschlagstoffes eines Multikomponentenpulvers zum thermischen Spritzen, weist dabei folgende Schritte auf:
- Beleuchten des Pulverinjektionsstrahls vor dem Eintritt in den Heißgasstrahl;
- Erfassen der Fluoreszens des/der Zuschlagsstoffe(s);
- Auswerten der Fluoreszenserfassung mittels Emissionsspektroskopie.
- Illuminating the powder injection jet prior to entering the hot gas jet;
- Detecting the fluorescence of the additive (s);
- Evaluation of the fluorescence detection by means of emission spectroscopy.
Dabei ist darauf zu achten, dass im Falle mehrerer unterschiedlicher fluoreszierender Zuschlagstoffe die charakteristischen Emissionsfrequenzen weit genug auseinander liegen. Ein wesentlicher Vorteil des erfindungsgemäßen Verfahrens liegt darin, dass keine Überstrahlung der meist schwachen Fluoreszenz auftritt, wie dies bei der Messung im Heißgas- oder Plasmastrahl gemäß dem Stand der Technik der Fall ist. Die Detektierung der Eigenfluoreszenz von Werkstoffen bzw. der Fluoreszenzmarker auf oder in Werkstoffen kann somit problemlos im Pulverinjektionsstrahl mittels optischer Emisionsspektroskopie erfolgen. Der Pulverinjektionsstrahl ist dabei definiert als der Pulverstrahl unmittelbar nach Austritt aus dem Pulverförderrohr der Spritzvorrichtung aber vor Eintritt in den Heißgasstrahl des Brenners.Care must be taken that in the case of several different fluorescent additives, the characteristic emission frequencies are far enough apart. A significant advantage of the method according to the invention is that no over-radiation of the usually weak fluorescence occurs, as is the case in the measurement in hot gas or plasma jet according to the prior art. The detection of the intrinsic fluorescence of materials or of the fluorescence markers on or in materials can thus be carried out without difficulty in the powder injection beam by means of optical emission spectroscopy. The powder injection jet is defined as the powder jet immediately after exiting the powder delivery tube of the spray device but before entering the hot gas jet of the burner.
Hierdurch werden die Nachteile des Standes der Technik vermieden und eine verbesserte prozesssichere Lösung zur Online-Prozesskontrolle beim thermischen Spritzen zur Verfügung gestellt, mit der eine selektive Detektierung und die quantitative Bestimmung von fluoreszierenden Zuschlagstoffen sichergestellt wird.This avoids the disadvantages of the prior art and provides an improved process-reliable solution for online process control in thermal spraying, which ensures selective detection and the quantitative determination of fluorescent additives.
Eine vorteilhafte Weiterbildung des Verfahrens sieht dabei vor, dass die Beleuchtung mittels einer kohärenten Lichtquelle, vorzugsweise einer Laserlichtquelle erfolgt. Hierdurch werden die Fluoreszenzmarker, die im Pulverinjektionsstrahl noch keine externe Energiezufuhr erfahren, zur Lichtemission angeregt.An advantageous development of the method provides that the illumination is effected by means of a coherent light source, preferably a laser light source. As a result, the fluorescent markers, which do not experience any external energy input in the powder injection jet, are excited to emit light.
Eine weitere vorteilhafte Weiterbildung des Verfahrens sieht dabei vor, dass der Zuschlagstoff Eigenfluoreszens aufweist. Dies hängt von der Art des Zuschlagstoffes ab.A further advantageous development of the method provides that the additive has autofluorescence. This depends on the type of aggregate.
Eine alternative Ausführungsform des Verfahrens sieht vor, dass der Zuschlagstoff vorab mit Fluoreszenzmarkern versehen wird. Hierzu sind unterschiedliche Verfahren, wie beispielsweise das Eindiffundieren von Rhodamin 6G in Polyesterpulver, möglich.An alternative embodiment of the method provides that the aggregate is provided in advance with fluorescent markers. For this purpose, different methods, such as the diffusion of rhodamine 6G in polyester powder, possible.
Noch eine vorteilhafte Weiterbildung des Verfahrens sieht vor, dass die Erfassung der Fluoreszenz des Zuschlagstoffes mit einer Erfassungsoptik erfolgt. Dabei kann beispielsweise eine herkömmliche Linsenoptik mit Analog-/Digitalwandler vorgesehen sein. Es kann aber auch eine als Lichtleiterkabel ausgebildet Erfassungsoptik vorgesehen sein, die besonders kostengünstig und robust ist.Yet another advantageous development of the method provides that the detection of the fluorescence of the additive takes place with a detection optics. In this case, for example, a conventional lens optics with analog / digital converter can be provided. However, it can also be provided as a fiber optic cable detection optics, which is particularly inexpensive and robust.
Eine Weiterbildung des Verfahrens sieht dabei vor, dass der Zuschlagstoff Polyester ist. Andere Zuschlagstoffe können je nach gewünschtem Effekt desselben beispielsweise Bornitrid oder Bentonid sein.A development of the method provides that the additive is polyester. Other additives may be boron nitride or bentonide depending on the desired effect thereof.
Ferner ist ein Verfahren zur Online-Prozesskontrolle beim thermischen Spritzen vorgesehen, wobei ein Verfahren zum Ermitteln des Anteils zumindest eines Zuschlagstoffes eines Multikomponentenpulvers verwendet wird. Die Online Prozesskontrolle umfasst dabei die Erfassung verschiedener Parameter und den Vergleich der Ist- und Soll-Werte. Dabei ist unter "Online-Prozesskontrolle" eine Echtzeitauswertung und ggf. Gegensteuerung gegen Abweichungen von den SollWerten zu verstehen. Das Verfahren zum Ermitteln des Anteils zumindest eines Zuschlagstoffes eines Multikomponentenpulvers dient dabei als Rückkopplung eines geschlossenen Regelkreises.Furthermore, a method for online process control in thermal spraying is provided, wherein a method for determining the proportion of at least one additive of a multi-component powder is used. The online Process control includes the acquisition of various parameters and the comparison of the actual and target values. In this context, "online process control" is to be understood as meaning a real-time evaluation and, if applicable, countermeasure against deviations from the nominal values. The method for determining the proportion of at least one additive of a multicomponent powder serves as feedback of a closed loop.
Eine Vorrichtung zum selektiven Detektieren eines Zuschlagstoffes beim thermischen Spritzen ist dadurch gekennzeichnet, dass zwischen einem Pulverrohr der Spritzvorrichtung und einem Heißgasstrahl eines Brenners der Spritzvorrichtung eine Detektionseinrichtung zum Erfassen der Fluoreszenz des Zuschlagstoffes vorgesehen ist. Dabei ist es ausreichend, wenn die Beleuchtungsquelle und die Erfassungsoptik in unmittelbarer Nähe des Pulverinjektionsstrahles angeordnet sind, während das Spektrometer weiter entfernt angeordnet sein kann.A device for selective detection of an additive during thermal spraying is characterized in that a detection device for detecting the fluorescence of the additive is provided between a powder tube of the spraying device and a hot gas jet of a burner of the spraying device. It is sufficient if the illumination source and the detection optics are arranged in the immediate vicinity of the powder injection beam, while the spectrometer can be arranged further away.
Eine vorteilhafte Ausführungsform der Vorrichtung ist dadurch gekennzeichnet, dass die Detektionseinrichtung eine vorzugsweise kohärente Beleuchtungsquelle und eine mit einem Spektrometer verbundene Erfassungsoptik aufweist. Dabei kann die Erfassungsoptik als Lichtleiterkabel ausgebildet sein. Dies ist besonders robust und kostengünstig.An advantageous embodiment of the device is characterized in that the detection device has a preferably coherent illumination source and a detection optics connected to a spectrometer. In this case, the detection optics can be designed as a fiber optic cable. This is particularly robust and inexpensive.
Weitere die Erfindung verbessernde Maßnahmen werden nachstehend gemeinsam mit der Beschreibung eines bevorzugten Ausführungsbeispiels der Erfindung anhand der Figuren näher dargestellt. Es zeigen:
- Fig. 1
- eine schematische Ansicht einer Spritzvorrichtung zum thermischen Spritzen mit einer Detektionseinrichtung gemäß der vorliegenden Erfindung;
- Fig. 2
- ein schematischer Detailansicht einer Detektionseinrichtung aus
Figur 1
- Fig. 1
- a schematic view of a spraying device for thermal spraying with a detection device according to the present invention;
- Fig. 2
- a schematic detail view of a detection device
FIG. 1 ,
Eine Spritzvorrichtung 1 zum thermischen Spritzen weist einen Brenner 2 auf, der im Betrieb einen Heißgasstrahl 7 erzeugt. Dem Heißgasstrahl 7 werden aus einem Pulverrohr 3 mittels einem Pulverinjektionsstrahl 6 Spritz- und Zuschlagstoffe zugeführt. Dabei werden die Beschichtungswerkstoffe und die Zuschlagstoffe, wie in diesem Falle Polyester, mithilfe eines Trägergases in den Heißgasstrahl 7 injiziert.A
Die in der Zeichnungsebene von oben nach unten verlaufende Pulverinjektionsstrahl 6 wird vom Heißgasstrahl 7 in eine im wesentlichen waagrecht verlaufenden Spritzstrahl umgelenkt.The
Die Beschichtungs- und Zuschlagstoffe werden durch den Heißgasstrahl 7 auf eine hohe Geschwindigkeit beschleunigt und so auf einem zu bearbeitenden Substrat 4 aufgetragen bzw. aufgespritzt. Die Beschichtungs- und Zuschlagstoffe prallen mit hoher thermischer und kinetischer Energie auf dem Substrat 4 auf und bilden dort eine Beschichtung. Abhängig von den Spritzparametern bilden sich die gewünschten Eigenschaften der Beschichtung aus.The coating and aggregates are accelerated by the hot gas jet 7 to a high speed and so applied or sprayed onto a
Zur Online-Prozesskontrolle, d.h. zur Steuerung der Spritzparameter durch vermehrte oder verringerte Zugabe von Zuschlagstoffen, ist die Erfassung der Zuschlagstoffe sehr wichtig, da nur so eine Veränderung der Beschichtungsqualität rechtzeitig erkannt und ggf. gegengesteuert werden kann.For on-line process control, i. In order to control the spraying parameters by increasing or decreasing the addition of aggregates, it is very important to record the aggregates, as this is the only way to detect and, if necessary, counteract a change in coating quality in good time.
Hierzu ist eine Detektionseinrichtung 5 vorgesehen, die in Höhe des Pulverinjektionsstrahls 6, d.h. vor dem Eintritt des Partikelstrahls in den Heißgasstrahl 7 angeordnet ist. Die Detektionseinrichtung 5 weist dabei, wie aus
Im vorliegenden Ausführungsbeispiel ist Polyester als Zuschlagstoff vorgesehen. Der Zuschlagstoff ist mit Rhodamin 6G als Fluoreszenzmarker markiert und emitiert nach Anregung durch die Laserlichtquelle 9 Licht mit einem Fluoreszenz-Emissionsmaximum von etwa 560 nm. Rhodamin 6G gibt Lichtenergie innerhalb weniger Nanosekunden nahezu vollständig ab und erzeugt ein leicht rotverschobenes Fluoreszenslicht. Zur Unterdrückung der elastischen Rayleigh-Streuung, der unelastische Raman-Streuung und der Autofluoreszenz, beispielsweise von Verunreinigungen, können geeignete Bandpassfilter verwendet werden.In the present embodiment, polyester is provided as an additive. The additive is labeled with rhodamine 6G as a fluorescent marker and emitted after excitation by the laser light source 9 light with a fluorescence emission maximum of about 560 nm. Rhodamine 6G gives light energy within a few nanoseconds almost completely and produces a slightly red-shifted fluorescence light. For suppression of Rayleigh elastic scattering, inelastic Raman scattering, and autofluorescence such as impurities, suitable bandpass filters may be used.
Die Online-Prozesskontrolle erfolgt dann in einer (nicht gezeigten) Rechen- und Steuereinheit, welche die Ist-Daten des Spektrometers auswertet und mit den SollWerten vergleicht. Bei der quantitativen Auswertung des Anteils des Zuschlagstoffes am Pulverinjektionsstrahl kann dann in Echtzeit entschieden werden, dass dem Multikomponentenpulver mehr oder weniger Zuschlagstoff zugefügt wird.The online process control then takes place in a (not shown) computing and control unit, which evaluates the actual data of the spectrometer and compares with the setpoint values. In the quantitative evaluation of the proportion of the additive in the powder injection jet can then be decided in real time that more or less additive is added to the multicomponent powder.
Die Erfindung beschränkt sich in ihrer Ausführung nicht auf das vorstehend angegebene bevorzugte Ausführungsbeispiel. Vielmehr ist eine Anzahl von Varianten denkbar, welche von der in den Patentansprüchen beanspruchten Lösung auch bei anders gearteten Ausführungen Gebrauch macht.The invention is not limited in its execution to the above-mentioned preferred embodiment. Rather, a number of variants is conceivable, which makes use of the claimed in the claims solution even in other types.
Claims (8)
- Method for determining the proportion of at least one aggregate of a multi-component powder for thermal spraying, wherein the multi-component powder is fed to a hot-gas jet of a burner of a spraying device by way of powder tube, and wherein the method has the following steps:- detection of the fluorescence of the aggregate(s) ;- evaluation of the fluorescence-detection by means of emission spectroscopy,characterised in that the fluorescence is detected by illuminating the multi-component powder issuing from the powder tube as a free powder-injection jet before entry into the hot-gas jet of the burner.
- Method according to claim 1, characterised in that the illumination is effected by means of a coherent light source, preferably a laser light source.
- Method according to claim 1 or 2, characterised in that the aggregate has inherent fluorescence.
- Method according to claim 1 or 2, characterised in that the aggregate is first of all provided with fluorescence-markers.
- Method according to one of claims 1 to 4, characterised in that the fluorescence of the aggregate is detected with an optical detection system.
- Method according to claim 5, characterised in that the optical detection system is formed as a fibre-optics cable.
- Method according to one of claims 1 to 6, characterised in that the aggregate is polyester.
- Method for online process-control during thermal spraying, wherein a method for determining the proportion of at least one aggregate of a multi-component powder according to one of claims 1 to 7 is used.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200710016243 DE102007016243A1 (en) | 2007-04-04 | 2007-04-04 | Method and device for determining the proportion of at least one additive of a multicomponent powder for thermal spraying |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2006409A2 EP2006409A2 (en) | 2008-12-24 |
| EP2006409A3 EP2006409A3 (en) | 2011-05-04 |
| EP2006409B1 true EP2006409B1 (en) | 2012-08-01 |
Family
ID=39512768
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080005536 Not-in-force EP2006409B1 (en) | 2007-04-04 | 2008-03-25 | Method and device for determining the proportion of at least one aggregate of a multi-component powder for thermal spraying |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2006409B1 (en) |
| DE (1) | DE102007016243A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012103498A1 (en) * | 2012-04-20 | 2013-10-24 | Reinhausen Plasma Gmbh | Device and method for identifying a substrate and identification thereof |
| DE102012021265A1 (en) * | 2012-10-29 | 2014-04-30 | Kennametal Inc. | Non-contact and wear-free monitoring of plasma powder deposition welding and high velocity flame spraying processes, comprises evaluating emissions of plasma generated between workpiece and burner by spectrometer and emission spectroscopy |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4327120A (en) * | 1981-01-28 | 1982-04-27 | General Electric Company | Method for coating a metal substrate |
| GB9204064D0 (en) * | 1992-02-26 | 1992-04-08 | British Petroleum Co Plc | Method of identifying polymer materials |
| FR2754062B1 (en) * | 1996-10-02 | 1998-12-04 | Naudi Alain | DEVICE FOR ANALYZING POWDERY MATERIAL CIRCULATING IN A CONDUIT |
| US6734965B2 (en) * | 2000-09-18 | 2004-05-11 | Douglas G. Talley | Optical patternation method |
| GB2377998B (en) * | 2001-07-24 | 2003-06-25 | Oxford Lasers Ltd | Imaging device |
| JP3716222B2 (en) * | 2002-03-19 | 2005-11-16 | 三菱重工業株式会社 | Fuel ratio measuring apparatus and method |
| JP3790504B2 (en) * | 2002-08-09 | 2006-06-28 | 三菱重工業株式会社 | Pulverized coal combustion system |
| DE102004059549A1 (en) * | 2004-12-10 | 2006-06-22 | Mtu Aero Engines Gmbh | Method for coating a workpiece |
-
2007
- 2007-04-04 DE DE200710016243 patent/DE102007016243A1/en not_active Withdrawn
-
2008
- 2008-03-25 EP EP20080005536 patent/EP2006409B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| DE102007016243A1 (en) | 2008-10-30 |
| EP2006409A3 (en) | 2011-05-04 |
| EP2006409A2 (en) | 2008-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1863612B1 (en) | Method for measuring phase boundaries of a material during machining with a machining beam using additional illumination radiation and an automated image processing algorithm, and associated device | |
| DE102010028270B4 (en) | Method for determining the laser workability of sheets, methods for laser machining of sheets and arrangements and computer program product for carrying out said method | |
| EP1342510B1 (en) | Process for stripping of engine elements and device for process execution | |
| DE69410900T2 (en) | Method and device for monitoring surface laser cleaning | |
| EP0916442B1 (en) | Process and device for removal of surface layer | |
| EP2629924B1 (en) | Laser protection cabin and laser machining system equipped therewith | |
| EP4035823A1 (en) | Process for beam processing of a plate or tubular workpiece | |
| EP2598835B1 (en) | Method for treating turbine blades and device therefor | |
| DE102017006358A1 (en) | Process for structuring a substrate surface | |
| DE102010053326A1 (en) | Slide bearing manufacturing method for internal combustion engine, involves machining surface area of welding-rod materials after coating bearing base component with materials, and etching surface area of materials by laser radiation | |
| EP2006409B1 (en) | Method and device for determining the proportion of at least one aggregate of a multi-component powder for thermal spraying | |
| DE102016200324A1 (en) | Method for determining a concentration of at least one material in a powder for an additive manufacturing process | |
| WO2019115449A1 (en) | Method and adjustment unit for automatically adjusting a laser beam of a laser processing machine, and laser processing machine comprising the adjustment unit | |
| EP1825016B1 (en) | Method for coating a workpiece | |
| WO2017009093A1 (en) | Vacuum sls method for the additive manufacture of metallic components | |
| DE102016114014B4 (en) | Process for coating a drying cylinder | |
| EP1420917A1 (en) | Method and device for micromachining a workpiece by means of laser radiation | |
| DE102017113804B4 (en) | Method and device for monitoring a laser polishing process | |
| WO2009144109A1 (en) | Method for high speed flame spraying | |
| WO2020244712A1 (en) | Printing method for producing a multi-layer component with online process control and a device suitable for this purpose | |
| DE102004042155A1 (en) | Workpiece e.g. band material, coating layer thickness monitoring method, involves directing laser bursts towards coating, and detecting change in layer thickness of coating, by change of ratio compared to reference value | |
| EP3900869A1 (en) | Device and method for optical quality control in laser deposition welding | |
| DE10357657B4 (en) | Procedure for local repair of thermal barrier coatings with local damage | |
| DE102012002487A1 (en) | Device, useful for pre-treating a coating applied on outer side/inner side of metal workpiece e.g. pipe, comprises processing head, unit for supplying laser light to processing head or unit for generation of laser light, and optical unit | |
| EP2029788A1 (en) | Method for coating a workpiece |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B05B 7/20 20060101ALI20110331BHEP Ipc: G01N 21/64 20060101ALI20110331BHEP Ipc: C23C 4/12 20060101ALI20110331BHEP Ipc: C23C 4/04 20060101AFI20081120BHEP |
|
| 17P | Request for examination filed |
Effective date: 20111104 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008007795 Country of ref document: DE Effective date: 20120927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130503 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008007795 Country of ref document: DE Effective date: 20130503 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130325 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20131129 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008007795 Country of ref document: DE Effective date: 20131001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130402 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130325 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131001 |