EP1815944A1 - Method and apparatus for honing bore holes. - Google Patents
Method and apparatus for honing bore holes. Download PDFInfo
- Publication number
- EP1815944A1 EP1815944A1 EP07002277A EP07002277A EP1815944A1 EP 1815944 A1 EP1815944 A1 EP 1815944A1 EP 07002277 A EP07002277 A EP 07002277A EP 07002277 A EP07002277 A EP 07002277A EP 1815944 A1 EP1815944 A1 EP 1815944A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bore
- honing
- movement
- honing tool
- amplitude
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/02—Honing machines or devices; Accessories therefor designed for working internal surfaces of revolution, e.g. of cylindrical or conical shapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/06—Honing machines or devices; Accessories therefor with controlling or gauging equipment
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F1/00—Cylinders; Cylinder heads
- F02F1/18—Other cylinders
Definitions
- the invention relates to a method for honing the inner surface of a bore in a workpiece, in particular for honing a cylinder surface in the manufacture of engine blocks for internal combustion engines, as well as a honing machine which is particularly suitable and configured for carrying out the method.
- the European patent application EP 1 321 229 A1 describes a method for producing a bore, which in the unloaded state Has starting shape and in the operating state a deviating from the initial form target shape.
- the method includes determining the deformation of a hole with a desired shape in the operating state. By means of the desired shape and the determined deformation, the initial shape is determined and the bore is brought by a machining process in the initial shape.
- the initial shape produced by the method should assume the desired desired shape in the operating state.
- the machining method for producing the initial shape is a honing method in which the infeed pressure of at least one honing stone attached to a honing tool is varied during the machining time.
- Form honing is explained using the example of deformed cylinder blocks in which the cylinder bores have a four-fold symmetrical fourth-round runout, ie a bore shape with 4-fold radial symmetry relative to the bore axis.
- This non-circular bore shape is achieved by controlling the feed force or the contact pressure of a simply expanding honing tool on the stroke and the rotation angle.
- the invention provides a method having the features of claim 1 and a honing machine having the features of claim 19.
- Advantageous developments of the invention are specified in the dependent claims. The wording of all claims is incorporated herein by reference.
- a honing tool is moved within the bore and at least one attached to the honing tool cutting group with at least one cutting body for material-removing machining Inner surface is pressed with a feed force to the inner surface.
- a vibration movement of the cutting group is generated substantially parallel to the inner surface in accordance with at least one vibration parameter such that a substantial proportion of a material removal caused by the cutting group results from the oscillatory movement of the cutting group.
- the oscillating movement generates at least during a certain processing time interval exclusively a directed in the circumferential direction of the bore movement component of the cutting group.
- the honing tool oscillates within the processing time interval about its tool axis, without an axial feed or an axial vibration component is present.
- the oscillatory motion generates at least during a processing time interval exclusively a directed in the axial direction of the bore movement component. During this processing time interval thus no rotation of the honing tool takes place about its tool axis.
- the oscillatory movement has both a directed in the circumferential direction of the bore movement component, and a directed in the axial direction of the bore movement component, so that one can speak so far of a superposition of two oscillatory movements (axial and tangential).
- the axial stroke of the oscillatory motion is preferably smaller than the axial length of the bore. If the oscillatory movement has a component directed in the circumferential direction of the bore, the angular amplitude of the oscillatory movement is preferably less than 180 °.
- the oscillatory motion can be generated so that it has a temporally constant oscillation amplitude.
- the deflection of the cutting group changes relative to the zero position of the oscillatory motion not or not essential.
- the oscillatory motion is generated such that the oscillatory motion has a time-varying amplitude of vibration within a change time interval.
- phases with variable oscillation amplitude and phases with constant oscillation amplitude may occur at different times.
- oscillation movement here stands for a periodically changing component of movement of the cutting group, to which a vibration frequency can be assigned.
- the oscillatory motion has an oscillation frequency of at least 1 Hz, the oscillation frequency preferably being between 2 Hz and 30 Hz. Frequently, oscillation frequencies between approx. 2 Hz and approx. 10 Hz to 20 Hz make sense.
- the working movement of the honing tool or of the at least one cutting group attached thereto can, in some embodiments, consist exclusively of a vibratory movement or of a superimposition of several oscillatory movements.
- material removal takes place mainly in the area around the zero positions of the oscillatory movements defined by the oscillatory movement.
- This can be useful, for example, in the machining of bores whose bore length to be machined is smaller than the effective length of the honing tool or essentially corresponds to this length.
- This variant of the method may also be useful when e.g. only a comparatively short axial area is to be machined within an axially long bore.
- a translational movement of the cutting group superimposed on the oscillatory motion is along the inner surface generated in accordance with at least one displacement parameter and the displacement movement is controlled so that in conjunction with the superimposed vibration movement of the locally over the inner surface varying material removal is achieved.
- a motion component resulting from the displacement motion is significantly slower than the motion component resulting from the vibration motion.
- the displacement movement is preferably aperiodic and / or the displacement movement has a very slow change in the direction of displacement and / or the speed of displacement compared to the vibration movement.
- the optional displacement movement may be particularly useful if the length of the bore to be machined is significantly greater than the effective length of a honing tool.
- the displacement movement can only have a directed in the circumferential direction of the bore movement component or exclusively directed in the axial direction of the bore movement component. Overlays of these two movements are also possible, so that e.g. a resultant displacement direction may be helical within the bore.
- the total movement of the oscillating cutting groups can be generated, for example, by the honing tool slowly rotating in the bore, whereas this slow displacement in the circumferential direction is superimposed by a significantly faster oscillation movement in the axial direction and / or in the circumferential direction.
- the zero point of the oscillation movement can slowly rotate at a uniform or variable rotation speed. It is also a relatively slow displacement movement in the axial direction with a continuous or discontinuously varying feed rate possible, the much faster oscillatory motion superimposed in the circumferential direction and / or axial direction.
- the honing tool does not carry out a continuous rotation, so that the oscillatory movement takes place with respect to the circumferential direction about a fixed zero position.
- the lifting speed is controlled as a function of the stroke position.
- the rotational speed can be controlled as a function of the rotational position or angular position.
- the oscillation movement or oscillation movement of the cutting group can be adapted to the requirements with regard to the oscillation amplitude, the oscillation frequency and / or the oscillation direction.
- the displacement movement may be controlled continuously or discontinuously (i.e., with pauses), with the displacement parameter and / or the displacement speed being controlled as displacement parameters in particular.
- the displacement movement is normally controlled so that each area of the inner surface is reached by at least one cutting material body of a cutting group and processed material removal, so that a material removal can be achieved across the board. It is also possible to process only partial areas of the inner surface by means of the method.
- the oscillatory motion is generated in such a way that its oscillation amplitude changes in a defined manner within a predefinable processing time interval, it is possible to generate specific bulges in predetermined regions of the bore or at the entire bore by locally increased removal of material continuously connect adjacent edges to adjacent bore areas without bulging.
- holes can be produced whose inner surfaces in the circumferential direction have selectively continuously varying radii of curvature and / or in the axial direction specifically continuously varying diameters.
- the method is particularly suitable for producing noncircular cylindrical desired shapes whose shape deviations from an ideal circular cylindrical shape are clearly outside the usual tolerances in the honing methods considered here the cylindricity error, which in many cases should be less than 10 ⁇ m.
- the shape deviations correspond to a cylindricity error of significantly more than 10 .mu.m, the cylindricity error preferably being more than 20 .mu.m, in particular between 20 .mu.m and about 60 .mu.m.
- the cylindricity error is described here by the cylinder shape tolerance.
- the associated tolerance zone is determined by two to the bore axis and mutually coaxial, the bore inner wall inside or outside touching cylinder, wherein the radial distance between the two cylinders is a measure of the cylinder quality.
- variable amplitude machining is the creation of oval bore bore holes, ie elliptical cross-section, in which the bore diameters deviate significantly in two mutually perpendicular directions.
- oval basic shapes of unround holes are, for example sometimes desired in connecting rods of connecting rods for internal combustion engines.
- Another application relates to the machining of cylinder bores of internal combustion engines, where in some cases in the vicinity of the cylinder head side entry side of the bore a non-circular cylindrical cross-sectional shape with approximately 2-fold radial symmetry and four each offset by 90 ° circumferentially bulges of the bore inner wall (roundness 4th order) may be advantageous.
- the method makes it possible to control the material removal substantially via the vibration parameter and possibly the displacement parameter, so that it is possible to dispense with a variation of the feed force or the contact pressure of the cutting group.
- the cutting group is pressed against the inner surface with a substantially constant feed force.
- cutting material bodies are thus pressed with a substantially constant surface pressure, so that the penetration depth of the cutting grains and thus the surface roughness generated during material removal are largely constant.
- the surface topography which can be described by roughness parameters is thus largely independent of the macro-shape of the bore. Therefore, even with significant shape deviations from a circular cylindrical shape, a uniform roughness profile can be produced at the bore.
- the delivery pressure in addition to the oscillation movement and, if necessary, the displacement movement, it is also possible to variably change the delivery pressure in order to achieve the desired spatial distribution of the material removal and / or possibly locally different To produce surface roughness.
- the delivery force can do this, for example. be controlled as a function of the stroke position and / or the rotational position of the displacement movement.
- a vibratory motion of variable or constant amplitude of vibration is generated and the control of the displacement motion is performed in response to the desired shape.
- a total overflow time total processing time or total effective time
- in combination with a variable amplitude of vibration complex shapes of the bore inner surface are possible.
- the displacement movement is controlled such that, based on the displacement movement, each area of the inner surface is processed only a maximum of once by a cutting group of the honing tool.
- the displacement movement may, for example, lead to a single pass through the tool through a hole from top to bottom or vice versa.
- a particularly fast machining process is possible. To produce larger differences in the removal at different points of the bore is also a multiple pass through possible.
- the oscillatory movement of the cutting group can be generated by the fact that the cutting group is driven to oscillate relative to the tool body of the honing tool.
- an oscillating drive integrated in the honing tool can be provided.
- Preferred variants of the method can be carried out with conventional honing tools by the honing tool is set in the oscillatory movement and displacement movement by means of the required for the tool movement drives.
- the existing NC axes for stroke and / or rotation of the honing tool can be controlled so that they cause the oscillation.
- the honing tool for generating the oscillatory motion is set in a circumferentially oscillating motion, preferably without simultaneous axial oscillatory movement.
- the angular amplitudes of the oscillation movement oscillating in the circumferential direction are typically well below 180 °, in particular at less than 90 ° and / or less than 45 °. For example, they may be less than 30 degrees or less than 20 degrees. In many cases, values of 1 ° to 10 ° have been found to be practicable as the lower limit for the angle amplitude.
- the angular amplitudes can be controlled to vary depending on the time and / or the stroke position.
- the oscillatory motion may also have an axially directed component which may be provided alone or in conjunction with a circumferentially directed component. If an axially oscillating movement is provided, its amplitude is typically in the range between about 1% and about 50% of the axial Tool length, ie the axial length, are in the cutting material body in material-removing engagement with the inner surface.
- the honing tool is placed in a circumferentially oscillating motion having a maximum amplitude of oscillation of at most 90 °, producing a circumferentially bore velocity component of the cutting assembly that is at least as large as a velocity component directed axially of the bore ,
- a resulting main direction of movement of the variable amplitude oscillation cutting group is substantially in the circumferential direction under these conditions or includes with the circumferential direction only an angle of, for example, a maximum of 5 ° to 45 °.
- the substantial portion of the material removal is thus carried out in this process variant by the circumferential oscillatory movement, e.g. may have a variable amplitude of vibration.
- areas with different radii of curvature can be generated selectively in predetermined axial bore sections in order, for example, to produce a substantially oval cross-section or a cross-section with a "cloverleaf" (out-of-roundness).
- the honing tool is displaced or moved in the axial direction during the oscillation movement oscillating in the circumferential direction with variable amplitude with a time-variable lifting speed, it is possible to produce non-circular bores whose non-circular-cylindrical bore cross-sectional shape continuously varies in the axial direction of the bore.
- the lifting speed can be controlled as a function of the stroke position.
- the processing with time-varying oscillation amplitude can be, for example, to produce oval bore cross-sectional shapes use.
- a honing tool with a single pair of diametrically opposed cutting groups is used and the honing tool is placed in the above-described circumferentially oscillating movement, which has a time-varying oscillation amplitude.
- the oscillation amplitude typically varies between a minimum value, which may be, for example, 0 ° or less than 10 °, and a maximum value which is 90 ° highest, and is normally at least twice or three times, or four times or five times or ten times larger than that minimum value. In this way, for example, an oval bore cross-sectional shape can be generated.
- the process begins with a large vibration amplitude of about 90 °. As the process progresses over time, the vibration amplitude is continuously reduced by at least 50% or 70% or more, eg down to about 10 °.
- a honing tool with four circumferentially offset by 90 ° cutting groups is used and the honing tool is set in the manner described above in a circumferentially oscillating movement with variable amplitude vibration.
- the maximum value of the vibration amplitude should be here at 45 ° or below.
- a bore in a defined limited axial region have an enlarged bore cross section with respect to the adjacent axial regions, which in the axial section of the bore represents an axially extending bulge.
- particularly thin cross-sections, eg, the lands between the cylinders tend to heat more than other areas of the engine block. These thinner ones Areas then expand, which narrows the hole in the area of the lands, causing more wear at that location. By targeted local generation of bulges, these deformations can be kept, so that the wear in these areas is reduced.
- Such deviations from an ideal circular-cylindrical bore geometry can be generated according to a variant of the method in that the honing tool is displaced within a predefinable machining time interval into a vibrational movement with a variable oscillation amplitude that oscillates in the axial direction over a short-stroke to a predefinable axial position.
- the stroke of the oscillatory motion which is twice the maximum amplitude of vibration, is typically small relative to the axial bore length and may, for example, be less than 50% or less than 30% of the bore length.
- the generation of local bulges described here preferably takes place as the last material-removing processing step, so that the bulging is not reduced or eliminated again by subsequent material-removing processing steps.
- the oscillation amplitude is reduced continuously or stepwise within a change time interval from a maximum oscillation amplitude to a minimum oscillation amplitude, preferably without a subsequent increase in oscillation amplitude. If, in a certain processing range, the process is first started with the maximum oscillation amplitude and the amplitude of oscillation is then reduced stepwise or continuously with the progress of the processing, a particularly uniform surface pressure can be realized, since it is ensured that the cutting group never enters a diameter smaller area enters.
- a substantially rigid guidance of the axial movement of the honing tool for generating an axial movement of the honing tool substantially parallel to the bore axis of the bore and, if necessary temporally asymmetric, controlling the vibration movement and / or the displacement movement of a one side of the tool axis attached to the honing tool cutting group provided in dependence on the stroke position and / or the angular position of the honing tool.
- this cutting group causes in their Eingriffswinkei Colour a material removal, without necessarily leading to a comparable material removal on the diametrically opposite side of the bore inner surface.
- the contact pressure of the cutting group counteracting opposing force is not applied by material-removing cutting material on the diametrically opposite side, but by the substantially rigid guidance of the axial movement of the honing tool, which prevents dodging of the honing tool transverse to the tool axis in one-sided pressing the cutting material body to the bore inner surface.
- the method can be carried out in particular such that the bore receives a non-circular-cylindrical bore shape, at least in an axial bore section, which deviates significantly from a two-fold radially symmetrical shape with respect to the bore axis.
- the honing tool is supported for substantially rigid guidance of the axial movement within the bore in an axially slidable manner and substantially immovably transversely to the tool axis. This makes it possible to dispense with outside of the workpiece to be arranged guide devices.
- a honing tool is used for this purpose, which comprises a set of distributed around the circumference of the honing tool guide rails for axial guidance of the honing tool in the bore, which are preferably fed independently of the cutting group in the direction of the inner surface of the bore, wherein the substantially rigid guidance of the axial movement is achieved in that the guide rails are pressed during the movement of the honing tool in the bore to the inner surface of the bore.
- the guide rails center the honing tool within the bore.
- the guide rails are preferably designed so that they generate little or no material removal, which is referred to herein as "substantially non-cutting guide rails".
- the guide rails can at least in the coming into contact with the inner surface of the bore areas of a plastic, rubber, an elastomer of suitable hardness (eg Vulkollan®), a metal, a hard metal or a ceramic or it can be honing stones with a act high proportion of cutting material.
- the substantially rigid guidance of the axial movement of the honing tool is attained in that the honing tool is guided axially immovably outside the bore of the workpiece and substantially immovably transversely to the tool axis.
- a one-sided guide exclusively on the inlet side of the bore a one-sided guide only on the inlet side opposite exit side of the bore (for through holes), or provided a two-sided guide both on the inlet side, as well as on the gegenübinne outlet side be.
- a rigidly against transverse load coupling of the honing tool to a rigidly guided against transverse load honing spindle may possibly also be sufficient to ensure the rigid guidance of the axial movement of the honing tool. Then possibly can be completely dispensed with guide elements in the field of honing tool.
- the exclusively external guidance of the axial movement of the honing tool requires the highest accuracy in the relative positioning between the workpiece and the honing tool.
- a honing tool which has a single separately deliverable cutting group, which preferably has a pressure angle of less than 90 °.
- the term "pressure angle” here describes the angular range along the circumference of the honing tool, are in the cutting material body of the cutting group in engagement with the bore wall. Often it is advantageous if the pressure angle between about 1 ° and about 70 °, it may for example be between 5 ° and 60 ° and / or between 20 ° and 45 °. The smaller the pressure angle, the more accurate is a complex shape of the contour of the inner surface to be achieved by controlling the feed force in dependence on the angular position of the honing tool. It can also be honing tools be used with several independently deliverable cutting groups.
- the cutting material bodies can also be distributed symmetrically or almost symmetrically over the circumference of the honing tool. In this case, desired shapes with two-fold or multiple radial symmetry can be generated, since a vibratory movement and displacement movement of the honing tool can equally affect all cutting material bodies. In the substantially rigid guidance of the axial movement of the honing tool can be dispensed with in these cases.
- the honing process may be carried out in accordance with processing parameters determined before the honing process, which may include in particular the at least one vibration parameter, the at least one displacement parameter, at least one parameter for the delivery force or its temporal change, and further parameters.
- the vibration parameters may include an amplitude change parameter defining the temporal change of the vibration amplitude.
- a measurement of the diameter of the bore during machining takes place at at least two measuring positions offset in the circumferential direction and / or in the axial direction for generating a first and at least one second diameter measuring signal.
- the diameter measurement signals allow conclusions to be drawn about the current shape of the hole being processed.
- the diameter is measured simultaneously at at least two mutually offset locations and / or in at least two different directions, even complex bore geometries can be detected in a spatially resolving manner, which, for example, have a defined deviation from an ideal circular-cylindrical shape.
- Such a measurement can thus be independent of the other features of Invention be particularly useful in all process variants of Formhonen.
- a control of honing processing is performed in accordance with the at least two diameter measurement signals.
- a regulation of the machining process is possible.
- holes with even less deviation from a desired target geometry can be generated at optimized processing times.
- the oscillation amplitude and / or the change of the oscillation amplitude and / or the frequency of the oscillation and / or at least one displacement parameter and / or the surface pressure can be regulated as a variable.
- the invention also relates to a honing machine having a motion control device for controlling the movement of at least one attached to a honing tool cutting group in response to the stroke position and / or the angular position of the honing tool in a bore, wherein the motion control means for generating a vibrational movement of the Cutting group is configured substantially parallel to an inner surface of the variable amplitude bore bore in accordance with at least one vibration parameter, and preferably for generating a displacement movement of the cutting group along the inner surface of the bore in accordance with at least one displacement parameter superimposed on the oscillation movement.
- the motion control device of a conventional honing machine may be modified so that the known long-stroke lifting movement and the circumferential movement of the honing tool an oscillation in the lifting and / or circumferential direction can be superimposed with a significantly shorter stroke.
- both the lifting and / or circumferential speed of the long-stroke movements, and the lifting and / or peripheral speed of the relatively short-stroke oscillatory motion in each case depending on the lifting and angular position of the honing tool separately adjustable Supporting can also be provided an adjustment to change the contact pressure of the cutting material body in dependence on the lifting and angular position.
- the motion controller may be configured to include adjustment for suitable amplitude change parameters, in particular for the maximum and minimum vibration amplitude, and a desired time history of the vibration amplitude change during a change time interval.
- the honing machine has a measuring system for measuring the diameter of the bore during machining at at least two measuring positions offset in the circumferential direction and / or in the axial direction of the bore for producing a first and at least one second diameter measuring signal.
- the motion control device is configured as a control device that allows to control the honing processing in accordance with the at least two diameter measurement signals. In this way, without any intervention by an operator, the processing parameters of the honing process can be automatically optimized during processing as needed.
- the generated bore inner surface is characterized by a very small variation of the roughness. This reduces the material removal required in the subsequent surface-forming machining operations, so that these processes can be carried out in shorter processing times.
- the machining tracks of the short-stroke machining produced by the oscillatory movement of the cutting group on the inner surface are usually recognizable. As a rule, however, it is the case that these machining tracks are removed again in subsequent machining operations which essentially change only the surface topography.
- FIG. 1 schematically shows the front view of a honing machine 100 that can be used in various embodiments of methods according to the invention for machining inner surfaces of bores in workpieces in order to carry out one or more honing operations on the workpiece.
- a clamping plate 104 On the machine bed 102 of the honing machine a clamping plate 104 is fixed, which carries a workpiece 106 clamped thereon, which in the example is an engine block of a multi-cylinder internal combustion engine.
- a workpiece 106 clamped thereon which in the example is an engine block of a multi-cylinder internal combustion engine.
- the engine block several cylinder bores are formed with a generally vertical orientation of their cylinder axes.
- the cylinder surfaces formed by the inner surfaces of the cylinder bores are subjected to a quality-determining finishing on the honing machine, in which both the macro-shape of the cylinder surfaces, as well as their surface topography is produced by suitable honing processes.
- two essentially identical honing units 110, 112 are mounted on a portal-like support structure 108 and can be used alternately or simultaneously during workpiece machining. Their structure is explained in more detail with reference to the honing unit 110.
- the honing unit comprises a spindle box 114 mounted on the support structure and guiding the honing spindle 120.
- the honing spindle can be rotated around its longitudinal axis by means of a spindle motor 118 attached to the spindle box.
- the lower end of the honing spindle is formed by a joint rod, at the lower, free end of which the honing tool 150 serving as a machining tool is mechanically coupled in a limited manner.
- a linear actuator 124 mounted on the headstock 114 effects vertical movement of the honing spindle upon insertion of the tool into the workpiece or withdrawal from the workpiece and is controlled during the honing process so that the honing tool makes vertical reciprocation within the bore of the workpiece ,
- the spindle motor 118 and the linear actuator 124 are driven by a motion controller 180, which forms a subsystem of the overall control of the honing machine.
- the motion controller 180 controls all honing axes of the honing machine.
- This control system is used to create the added compared to conventional Honsystemen vibrational movement of the cutting group and to superimpose the displacement movement.
- a suitable work program of the computer numerical control can be provided.
- the following parameters can be set in the controller as a function of the stroke and angular position of the honing tool: (1) stroke and / or peripheral speed of the long-stroke displacement movements; (2) Lifting and / or peripheral speed of the shorter-stroke oscillatory movements.
- the honing machine is equipped with a feed system 140 which comprises two independently operable feeders associated with different sets of elements on the honing tool.
- Fig. 2 shows a schematic oblique perspective view of a cylinder block (engine block) 200 for a 4-cylinder internal combustion engine.
- the cylinder block consisting of a cast material or a light metal material
- four axially parallel cylinder bores 201, 202, 203, 204 are arranged at equal distances in series next to one another in such a way that their central bore axes lie in a common plane (cylinder plane 212).
- cylinder plane 212 From the upper side of the cylinder block are provided with internal thread holes 215 axially parallel to the cylinder bores so introduced that four of these holes are evenly distributed around the circumference of a cylinder bore.
- the holes 215 serve to receive cylinder head bolts, with the help of which, after completion of the processing of the cylinder block, the associated cylinder head is screwed onto the cylinder block 200 with the interposition of a cylinder head gasket.
- the cylinder block 200 is a structurally non-uniform workpiece, in which in particular each of the cylinder bores 201-204 has a different workpiece environment, in particular with regard to the wall thickness in the region of the cylinder bores and also by different connections to the coolant channels of the engine block internal cooling system.
- the inboard cylinder bores 202 and 203 of the second and third cylinders each have two adjacent cylinder bores in the cylinder plane, while the outboard cylinder bores (Cylinders 1 and 4) only have a respective inner adjacent cylinder bore and border on the opposite side to thicker wall sections of the workpiece.
- a honing tool 250 is coupled, in which it is a gimbal-mounted honing tool with double widening.
- the honing tool has a tool body 255 which carries on one side of its circumference a cutting group 260 formed by a single honing stone, which can be delivered or withdrawn in the radial direction to the bore inner wall by means of a not-shown cutting group delivery system.
- the cutting group 260 is attached on one side to the honing tool.
- the feed movement of both the guide rails and the cutting group and the respectively applied feed force are controlled independently by means of a feed force control device 290 of the honing machine.
- the movements of the Honing tools within the bore are controlled by the motion controller 280.
- FIGS. 3 and 4 how, in a preferred embodiment of the machining method, by means of suitable control of the oscillation movement and the displacement movement of a cutting group of the honing tool at different locations on the inner surface of a bore, different degrees of material removal can be achieved in order to form a non-circular-cylindrical bore shape to create.
- 3 schematically shows an axial section through a cylinder bore 303 of an engine block 300. Introduced into the cylinder bore is a honing tool, of which only one honing blade 360 is shown, which forms the only cutting group of the honing tool and which is in cutting engagement with the inner surface 330 the hole is.
- a work program is active, which controls a vibratory movement and a displacement movement of the honing tool and the cutting group superimposed on the oscillating motion.
- the oscillatory motion is composed of a circumferentially directed component (direction of the vector V 2 ) and an axially directed component (direction of the vector V 1 ), wherein both the vibration amplitude and the vibration frequency can be set as vibration parameters on the motion control device ,
- the oscillation amplitude in the axial direction (vector V 1 ) is set to the value 0, so that there is only an oscillatory movement in the circumferential direction (vector V 2 ), in which the cutting group 360 is oscillating in the circumferential direction with an angle amplitude of approximately 4 ° and a frequency of about 2 Hz is reciprocated.
- This oscillatory machining movement in conjunction with that provided by the feed force controller constant predetermined contact pressure at the site of the cutting group a material removal, the amount of which is substantially proportional to the present at each location processing time (or iw inversely proportional to the local displacement speed).
- the oscillation movement is superimposed on a displacement movement of the cutting group in the direction of the displacement vector V 3 , whereby both the direction and the speed of this displacement movement (speed v 3 ) can be predetermined as displacement parameters on the motion control device.
- the direction of the displacement movement is variable and ensures that the cutting group reaches all areas of the bore inner surface.
- the displacement movement is parameterized in such a way that the honing bar 360 generates a rotational movement (in the circumferential direction), which is applied to the classical honing, in conjunction with an alternating stroke movement in the axial direction (see dashed arrow).
- the velocity v 3 of the displacement movement is varied.
- the control of the displacement speed v 3 takes place as a function of the required desired shape of the bore.
- the change in the displacement speed results in locally different processing times, so that different degrees of material separations are achieved locally in the bore. This is shown schematically in FIG.
- constant oscillation movement ie constant oscillation amplitude, frequency and direction
- an approximate proportionality between material removal A and displacement velocity v 3 results since in regions of higher displacement speed the local processing time and thus the locally achieved material removal is lower than in regions of lower displacement speed.
- the controller is programmed so that in areas with required strong material separation, the displacement speed v 3 low or for a fixed Time interval is also zero, while for areas with required lower material separation, a higher displacement speed is provided.
- the components of the oscillatory motion in the circumferential direction and in the axial direction may have constant or variable amplitudes and / or frequencies.
- the change in amplitude and / or frequency can be used to support the control of the removal.
- the oscillation frequency can be increased in order to achieve an increased removal rate for the same residence time of the cutting group on the bore inner surface.
- the surface pressure is controlled as a variable, that is, that the contact pressure of the cutting group is varied depending on the stroke position and / or the angular position of the honing tool or cutting group.
- the control curve of the responsible for the material removal parameter depends on the desired shape of the hole.
- Fig. 5 (a) shows a schematic circumferential plot
- Fig. 5 (b) a schematic longitudinal plot of the dimensions of a cylinder surface.
- radial distances of the bore inner wall from the bore axis BA are shown as a function of the circumferential position along the bore inner surface, wherein the zero point of the circumferential direction and the 180 ° position in the cylinder plane 212 defined by the bore axes of the cylinders (see FIG. and the 90 ° and 270 ° positions represent the perpendicular areas near the front and rear broad sides of the cylinder head.
- the curves R O , R M and R U represent the radius in the vicinity of the upper inlet opening of the cylinder bore (R O ), in the axial center region of the cylinder bore (R M ) and in the vicinity of the lower end of the cylinder bore (R U ).
- the circulating measuring curves of the peripheral document are each related to a zero line lying concentrically to the bore axis, which in the representation in FIG. 6 (a) is shown in dashed lines. The same radial scale in the radial direction serves for all measuring curves.
- the longitudinal letters in FIG. 5 (b) each show the course of the surface lines (parallel to the bore axis) in the selected circumferential regions at 0 °, 90 °, 180 ° and 270 °.
- the measurement results represent the marginal fourth cylinder bore 204 in FIG. 1. It can be seen that the bore near the cylinder head side entry side (represented by the curve R O ) has approximately 2-fold radial symmetry about the bore axis BA at which the largest diameter obliquely to the cylinder plane in the range of the circumferential angle 135 ° or 315 ° results, while perpendicular thereto (corresponding to angular positions 45 ° and 225 °) also form local maxima of the radius, but which lie at smaller absolute radius values.
- the approximately 2-fold symmetrical basic shape superimposed smaller radius variations, for example in the range of 180 °.
- curve R M In the axial center region of the bore (curve R M ) results in a much more complex relationship between circumferential position and bore radius or bore diameter. In the example shown, approximately eight local maxima of the inner radius, which are separated by local minimums of the inner radius, result in the circumferential direction. The largest radii tend to remain inclined to the cylinder plane.
- the bore cross section is also asymmetrical, but the 2-fold radial symmetry still indicated at the cylinder head end no longer dominates and dominates an almost completely irregular bore cross-sectional shape.
- the asymmetrically warped hole shape that can be characterized in this way corresponds to a cylindricity ⁇ Z of between 30 ⁇ m and 40 ⁇ m.
- This complex and asymmetrically deformed bore geometry becomes when mounting and screwing a cylinder head and heating of the resulting hull motor deform into the range of operating temperatures again to a largely cylindrical bore shape. It thus forms approximately a negative form of the deformations in the operating state.
- Fig. 6 shows by way of example for two axial positions of the cylinder (represented by the curves R O and R M ) in Fig. 6 (a) the stroke and rotation angle-dependent radius of the bore and in Fig. 6 (b) the associated curve of the reciprocal 1N the displacement speed V of a short-stroke oscillating in the circumferential direction cutting group on the rotation angle ⁇ , respectively in the corresponding axial heights.
- Fig. 6 shows by way of example for two axial positions of the cylinder (represented by the curves R O and R M ) in Fig. 6 (a) the stroke and rotation angle-dependent radius of the bore and in Fig. 6 (b) the associated curve of the reciprocal 1N the displacement speed V of a short-stroke oscillating in the circumferential direction cutting group on the rotation angle ⁇ , respectively in the
- the broken line V O represents that variation of the reciprocal of the displacement speed over the rotation angle which would be required when a honing tool whose oscillating cutting group is circumferentially displaced in the upper end portion of the cylinder bore processes the inner surface.
- the solid line V M corresponds to the temporal variation or angle variation that would be required in the middle region of the bore (R M ).
- the cylinder bore can be measured by means of a shape measuring system. Any existing, measured difference between the actual shape and the desired shape can be used to correct the machining parameters as a function of stroke position and angle of rotation.
- a measurement of the bore shape for determining actual shape values can thus be carried out, and a difference between the shape Is values and the desired shape can be processed to correct the control of the material-removing machining.
- a vibrator may be installed which decouples the part of the spindle carrying the honing tool 150 from a drive-side part of the spindle and permits relative movement of the honing-tool-carrying section with respect to the drive-side section in the axial direction and / or in the circumferential direction, around the oscillation movement to realize the cutting group.
- FIG. 7 shows, by way of example, a honing tool 700 with four homogeneous honing stones 760 distributed symmetrically around the circumference, which are actuated together via a single, common feed system 770. There are no expandable or non-expandable guide rails.
- Such simply constructed honing tools can be used in particular if substantially rotationally symmetrical bore shapes are to be produced, if necessary with a diameter which varies greatly in the axial direction, and / or bore shapes with a 4-fold radial symmetry.
- the honing tool 800 in FIG. 8 is a double widening system, ie with two independently operable infeed systems. In this case, four uniformly distributed around the circumference first honing stones 860 are adjusted together via a first feed system 870. A honing blade 810 arranged symmetrically in the circumferential direction between two honing stones 860 is actuated via a separate second delivery system 820.
- a dominant 4-fold rotational symmetry of the bore shape can be generated with suitable control of the movement speed of the honing tool.
- the individual honing stone 810 is simultaneously delivered, which then generates a targeted local removal of material in order to produce, for example, a bore shape with a geometry deviating from a 2-fold radial symmetry (cf. 5).
- Zustellsysteme are independently controllable as a function of stroke position and angular position of the honing tool.
- another honing stone is provided on the opposite side of the honing stone 810, which can be actuated by the second delivery system 820.
- an ovality can be generated, which can be superimposed on a fourfold symmetrical shape.
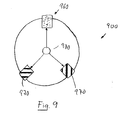
- FIG. 9 shows schematically a honing tool 900, which is designed as a Mehrancenhonwerkmaschine.
- a single material-removing honing stone 960 is arranged on one side of the honing tool.
- two guide belts 970 which can also be delivered, but which do not cut, are arranged, which with respect to their construction can substantially correspond to the guide rails 270 in FIG. 2.
- the single honing stone 960 and the non-cutting guide rails 970 are delivered via a common infeed device 980.
- the guide rails 970 absorb the counterforce of the machining force generated by the honing stone 960.
- a honing tool with a unidirectional honing stone, which is also supported by guide rails, which are located on the opposite side (similar to Fig. 9), but not extended (delivered).
- a not shown variant of a double widening honing tool has a first cutting group effective in a first axial portion of the honing tool and at least one second separately deliverable cutting group axially offset from the first cutting group, for example above the first cutting group or below the cutting group (seen in the axial direction). It is possible to control such a honing tool so that the different, axially offset cutting regions are acted upon by different Aufweit practitionern, thereby to achieve different ablations in different axial heights of the bore.
- a further, not shown variant of a honing tool with double widening has a first cutting group, which is effective in a first circumferential angular range of the honing tool, and at least a second, separately deliverable cutting group, which is effective in a circumferentially offset to the first circumferential angular range lying second circumferential angular range of the honing tool ,
- the cutting bars, which are controlled by these two widening (or delivery systems) are thus at different angular positions.
- the feed force is controlled separately for both expansions depending on the angular position and the stroke position.
- the process variants described above can be carried out optionally with a constant oscillation amplitude or with a time-varying oscillation amplitude. Further variants of the method will be described with reference to FIGS. 10 to 13, in which the oscillation amplitude of the oscillation movement of at least one cutting group varies within a processing time interval between a maximum value ⁇ MAX and a minimum value ⁇ MIN .
- the term "oscillation amplitude" here describes the respective deflection of the movement of the periodically oscillating cutting group from a reference position, which represents the zero position of the oscillatory movement.
- a cylinder bore 1003 is shown, which extends from an upper, cylinder-head-side inlet opening O over an axial middle region M to the lower end region U.
- the cross-sectional shape of the bore in these areas is strong in FIG. 10 exaggerated by a solid line for the upper region O, and dashed lines for the middle and lower regions (see also Fig. 5 (a)).
- This desired desired shape is generated in the illustrated method, starting from a substantially circular-cylindrical initial shape in the manner described below.
- a honing tool which has four cutting groups circumferentially offset by 90 ° in each case, which are represented in FIG. 10 by individual honing stones 1060.
- the width of the honing stones in the circumferential direction can be very small and produce, for example, an engagement width of 6 mm or less.
- There is provided a common feed device for all honing stones in other embodiments, there are two separate feed devices for each pair of diametrically opposed honing stones.
- the motion control device of the honing machine is configured so that the honing spindle that drives the honing tool performs an angularly limited oscillating rotational movement about its spindle axis, so that the honing tool is set in a circumferentially oscillating motion.
- the oscillation amplitude ⁇ of the rotational movement is limited to a maximum of 45 °, so that each honing stone only processes a circumferential angular range of a maximum of 90 °.
- Typical vibration frequencies may be in the range between 1 Hz and 30 Hz, for example.
- no rotational movement of the honing spindle is thus produced with continuous, if necessary multiple, rotation about its axis.
- the zero position of the oscillatory motion in the azimuthal direction remains unchanged (no rotation of the honing spindle).
- the axial feed of the honing spindle is controlled in some embodiments in such a way that the circumferential speed component of the cutting groups is many times greater than the speed component directed in the axial direction (parallel to the bore axis BA).
- the resulting machining marks on the bore inner wall thus include very large angles with the axial direction, typically between 70 ° and 90 °. These values correspond to very small honing angles in the range of a maximum of 40 °.
- the ratio of velocity components in the circumferential direction and in the axial direction may be different, for example up to an axial feed whose axial velocity component is about the same size as the circumferential velocity component. In this case, for example, honing angles up to 90 ° can be generated. It is also possible that the axial velocity component is greater than the tangential (circumferentially directed) velocity component.
- the lifting movement of the honing spindle generates an axial velocity or stroke velocity v AX of the cutting groups, which changes over time in the course of a stroke, from a relatively low axial velocity in the region of the upper inlet opening continuously to a significantly higher axial velocity in the vicinity of the lower end U. This is illustrated by the dashed line in the diagram of FIG. 11 as well as on the left side of the bore shown in FIG.
- the varying stroke velocity produces a variation of the respective contact time t W of the honing stones in the different axial regions such that the exposure time in regions of relatively high stroke speed in the lower end region of the bore is relatively low while being continuous to the upper end region O. increases. This is schematically illustrated by the dashed curve t W in FIG. 11 and at the left edge of the bore in FIG.
- the oscillation amplitude changes periodically between oscillations with a relatively large amplitude (at or near ⁇ MAX ) and oscillations with a relatively small oscillation amplitude (at or near 0 °) within a change time interval ⁇ t.
- the change time interval ⁇ t within which the oscillation amplitude is continuous (as in variant I) or gradually decreases (or increases) from a maximum value to a minimum value, significantly greater than the stroke duration t H required for a single axial stroke.
- one to two or more strokes may first be performed with relatively large vibration amplitudes near or at the maximum vibration amplitude before the vibration amplitude is further reduced continuously or in discrete steps. In this way, first removed at the maximum circumferential width of for example 60 ° to 90 ° with one or more strokes over the full length of the bore, but the lifting speed in the upper region of the bore is slower than in the lower region. This results in the upper area already a greater removal.
- the engagement width of the honing beads oscillating in the circumferential direction is gradually reduced, so that only the further inner regions of a bulge are successively processed.
- a greater material removal than in the lower part of the bore is obtained.
- the bore geometry shown schematically in FIG. 10 can result in this way, which is characterized in that the bore cross section is still circular cylindrical in the lower region of the bore, where overall only relatively short overall processing times of the honing stones , while towards the upper end of the bore towards a more pronounced out-roundness fourth order with four by 90 ° circumferentially offset "bulges" results.
- the oscillation amplitude varies once or several times between maximum and minimum oscillation amplitude during a single axial stroke.
- the change time interval .DELTA.t is in the order of the stroke duration t H or smaller than the stroke duration.
- the oscillation amplitude according to variant II in FIG. 12 several times vary between the maximum value and the minimum value, while the honing tool moves only very slowly in the axial direction. In this way, in the upper inlet region of the bore at a slow axial feed speed (or temporarily interrupted axial feed), the non-circular bore shape desired in this region can be produced with pronounced bulges.
- the speed of the axial feed can then increase gradually, so that fewer and fewer periods of the oscillation amplitude change occur at a predetermined axial position of the bore. Accordingly, the strength of the expression of the Asubeulept from the upper opening O to the lower end U of the hole is successively lower. In the region of the lower end, the axial feed can be so high, for example, with a suitable overflow of the honing tool, that the varying oscillation amplitude does not lead to a noticeable deviation from the circular shape.
- the movement control device so that the honing tool executes oscillating oscillation in the axial direction, the oscillation amplitude of which is variable.
- the axial stroke of the honing tool varies during the machining of the bore.
- This can for example be used in the production of a non-circular bore, as shown schematically in FIG. 10, in that the lower region U of the bore is achieved by no or only a few axial strokes of the honing tool, while the number of successive machining operations of the honing tool to the closer to the upper opening O axial areas increases more and more.
- the variable amplitude axial swing motion may be performed at varying lift speed or at continuous lift speed.
- a diameter enlargement 1305 in the form of a bulge is produced on the cylinder bore 1303 in an intermediate region located between the upper inlet opening and the lower end of the cylinder bore, which results in the diameter of the bulge in the central axial region of the bulge Bore 1303 is maximum and drops continuously in both directions to the ends of the bore to the diameter present in the end regions.
- the honing tool is placed in an axial movement with temporally varying Hubgeschwindikgeit v AX , which has a minimum in the central region of the bulge.
- the oscillatory motion can be exclusively or predominantly in the circumferential direction.
- the bulge may also be generated with a vibrational motion having motion components in both directions (axially and circumferentially). Regardless of the type of vibration movement, it is expedient if the oscillation movement begins in each case with the maximum amplitude and is reduced stepwise or continuously to smaller oscillation amplitudes.
- the mold honing which can be carried out with the aid of these or other variants of the method can be carried out in accordance with control parameters established before the honing process.
- an in-process control of the honing process is provided in accordance with a plurality of diametrically measured values recorded simultaneously during honing.
- the honing machine has a schematically shown, pneumatic measuring system 1070 for determining the bore diameter during machining in two measuring directions circumferentially offset by 45 °.
- the pneumatic measuring system (air measuring system) comprises a first pair of measuring nozzles 1071A, 1071B, which are arranged on the honing tool diametrically opposite between the circumferentially offset honing stones 1060.
- the metering nozzles 1072A, 1072B of a second pair of metering nozzles are circumferentially offset by 45 ° from the first metering nozzles.
- Each pair of measuring nozzles is connected via a pressure line to a pneumatic / electrical transducer, which provides electrical signals from which the diameter in the respective measuring direction can be derived.
- the pairs of measuring nozzles are connected to separate transducers, so that the diameters can be detected independently of each other in the first measuring direction M1 defined by the first pair of measuring nozzles and in the measuring direction M2 defined by the second pair of measuring nozzles. In the orientation of the honing tool shown, a larger diameter is accordingly displayed in the first measuring direction M1 than in the second measuring direction offset in azimuth.
- the diameter measured values are processed in an evaluation device 1075 belonging to the control device of the honing machine and compared with nominal values for the corresponding diameters. As soon as there is a deviation above a tolerance threshold from a desired measured value, at least one honing parameter is changed in order to optimize the honing process in the sequence so that the desired finished dimension is achieved within the permissible tolerances. Thus, a controlled honing process is possible during shaping.
- the measurement of the diameter can be carried out in at least two measuring directions offset in the circumferential direction and / or at at least two measuring positions offset in the axial direction to produce a first and at least one second diameter signal during processing, after processing or both during and after processing.
- the material-removing processing steps for generating the possibly complex, non-round and possibly asymmetrical bore shapes are produced with the aid of a honing tool (or with the aid of a plurality of honing tools used in succession), the cutting group of these honing tools being designed for a substantial removal of material, the macro-form to produce the bore in the desired manner.
- the microstructure of the machined inner bore surface may not meet the operational requirements for surface roughness and / or surface texture. Therefore, in preferred processes, after the forming processing steps, at least one substantially shape-neutral, i. the macro-shape of the bore is performed essentially non-altering machining operation.
- honing tools can be used with correspondingly adapted to the surface requirements grain of cutting material body and / or brushing or Plateauhontechnikmaschinee and / or other surface structure changing processing tools, such as non-contact tools, such as laser and / or water jet generator, the surface structure of the bore inner surface without significant influence can change the macro shape.
- a "plateau honing" can be performed in order to cut the tips of the roughness profile still present after the shaping honing process and thereby the carrying component to increase the surface.
- the inner surface of the bore can be machined, for example, with a plurality of relatively movable, elastically mounted cutting bodies, which have a maximum extension of less than 10% of the length of the cutting area of the honing tool in the axial direction of the honing tool.
- Such a highly segmented plateau honing tool is able to process the corrugated surface of a well-machined hole with a cylindricity error of substantially more than 10 ⁇ m substantially evenly.
- honing stone segments may have cutting material bodies formed by honing stone segments, which are applied to an inherently elastic basic body, for example a plate made of a rubber-like material.
- This inherently elastic body is applied to the actual base material of the honing stone, for example a support made of steel, copper or the like by gluing or otherwise.
- the honing stone segments may have an extension of 10mm x 10mm.
- a flat contact of the segments is secured to the formgehonte hole in the Plateauhonbearbeitung because the cutting material body can adapt to the wavy course of the bore inner surface under local elastic deformation of the elastic body.
- a rounding of hard edges that would create a jump in the second derivative in the form letter, at the transition of the molding area to the cylindrical area may even be desirable here.
- the pre-machined inner surface can have a very uniform roughness distribution even with strongly asymmetrically deformed, non-circular-cylindrical bore shapes, a uniform surface structure is ensured even after the last processing step.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Honen der Innenfläche einer Bohrung in einem Werkstück, insbesondere zum Honen einer Zylinderlauffläche bei der Herstellung von Motorblöcken für Brennkraftmaschinen, sowie eine Honmaschine, die besonders zur Durchführung des Verfahrens geeignet und ausgestaltet ist.The invention relates to a method for honing the inner surface of a bore in a workpiece, in particular for honing a cylinder surface in the manufacture of engine blocks for internal combustion engines, as well as a honing machine which is particularly suitable and configured for carrying out the method.
Bei der Herstellung von Zylinderblöcken von Brennkraftmaschinen werden die Zylinderlaufflächen üblicherweise durch ein Honverfahren endbearbeitet. Beim Einsatz des Endbearbeitungsverfahrens Honen werden oft erhebliche Anstrengungen unternommen, um die geforderte Bauteilform mit einem möglichst geringen Formfehler zu erzielen.In the production of cylinder blocks of internal combustion engines, the cylinder surfaces are usually finished by a honing process. When using the finishing process Honing considerable efforts are often made to achieve the required component shape with the lowest possible form error.
Auch wenn unmittelbar im Anschluss an die Bearbeitung keine Formfehler vorhanden sind, geht oftmals nach der Montage oder im Betrieb des bearbeiteten Werkstücks die einsatzoptimale Bauteilgeometrie durch elastische und thermische Deformationen verloren. Beispielsweise ist es bekannt, dass die Montage des Zylinderkopfes auf einem Zylinderblock (Motorblock) zu einer nicht zu vernachlässigenden Deformation der Zylinderbohrungen vor allem im Bereich der Zylinderkopfschrauben führen kann. Während des Motorenbetriebes sollten jedoch die Kolbenringe, die durch die mechanische Deformation, aber auch durch thermische Deformationen verzogene Zylinderbohrung so ausfüllen, dass eine saubere Abdichtung des Brennraumes im Motorenbetrieb gewährleistet ist. Eine vollständige Anlage der Kolbenringe an der Zylinderbohrung mit einem möglichst gleichmäßigen und geringen Spiel zwischen Kolbenring und Zylinderinnenwand wird erleichtert, wenn der montierte und betriebswarme Motor Zylinderbohrungen mit geringem Zylinderformfehler besitzt. Bei zu großen Werten des Zylinderformfehlers ist die saubere Abdichtung durch die Kolbenringe nicht mehr gewährleistet, der Partikelausstoß des Motors steigt, der Wirkungsgrad vermindert sich, und die Lebensdauer des Systems kann sich verkürzen.Even if there are no shape defects immediately after processing, the optimum assembly geometry is often lost after assembly or during operation of the machined workpiece due to elastic and thermal deformations. For example, it is known that the assembly of the cylinder head on a cylinder block (engine block) lead to a non-negligible deformation of the cylinder bores, especially in the area of the cylinder head bolts can. During engine operation, however, the piston rings, the cylinder bore warped by the mechanical deformation but also by thermal deformation, should be filled in such a way that a clean seal of the combustion chamber is ensured during engine operation. A complete investment of the piston rings on the cylinder bore with the most even and small clearance between the piston ring and the inner cylinder wall is facilitated if the mounted and warm engine has cylinder bores with low cylinder shape error. If the cylinder shape error is too large, the piston rings will not seal properly, engine particulate emissions will increase, efficiency will decrease, and system life may be shortened.
Zur Vermeidung derartiger Probleme ist in der
Um zusätzlich die Verformung durch Temperatureinwirkung zu simulieren, ist es außerdem bekannt, das Werkstück mittels heißem Honöl aufzuheizen. Diese Verfahren sind jedoch aufwändig und teuer und mit hohen Sicherheitsrisiken für die Maschinenbediener verbunden. Sie werden daher nur für die Einzelfertigung, nicht jedoch in der Serienfertigung eingesetzt.In addition, in order to simulate the deformation by the action of temperature, it is also known to heat the workpiece by means of hot honing oil. However, these methods are complex and expensive and associated with high safety risks for the machine operator. They are therefore used only for one-off production, but not in series production.
Die
In der Dissertationsschrift "
Es ist eine Aufgabe der Erfindung, ein Verfahren zum Honen der Innenfläche einer Bohrung in einem Werkstück bereitzustellen, das es ermöglicht, Bohrungen zu erzeugen, die auch bei starken Abweichungen von einer kreiszylindrischen Form eine gleichmäßige Oberflächenstruktur haben. Weiterhin ist es Aufgabe der Erfindung, eine zur Durchführung des Verfahrens geeignete Honmaschine bereitzustellen.It is an object of the invention to provide a method for honing the inner surface of a bore in a workpiece, which makes it possible to produce bores which, even in the case of large deviations from a circular cylindrical shape have a uniform surface structure. It is another object of the invention to provide a suitable for performing the method honing machine.
Zur Lösung dieser und anderer Aufgaben stellt die Erfindung ein Verfahren mit den Merkmalen von Anspruch 1, sowie eine Honmaschine mit den Merkmalen des Anspruchs 19 bereit. Vorteilhafte Weiterbildungen der Erfindung sind in den abhängigen Ansprüchen angegeben. Der Wortlaut sämtlicher Ansprüche wird durch Bezugnahme zum Inhalt der Beschreibung gemacht.To solve these and other objects, the invention provides a method having the features of
Bei einem erfindungsgemäßen Verfahren zum Honen der Innenfläche einer Bohrung in einem Werkstück, insbesondere zum Honen einer Zylinderlauffläche bei der Herstellung von Zylinderblöcken für Brennkraftmaschinen, wird ein Honwerkzeug innerhalb der Bohrung bewegt und mindestens eine an dem Honwerkzeug angebrachte Schneidgruppe mit mindestens einem Schneidstoffkörper zur materialabtragenden Bearbeitung der Innenfläche wird mit einer Zustellkraft an die Innenfläche angedrückt. Erfindungsgemäß wird eine Schwingungsbewegung der Schneidgruppe im wesentlichen parallel zur Innenfläche nach Maßgabe mindestens eines Schwingungsparameters derart erzeugt, dass ein wesentlicher Anteil eines durch die Schneidgruppe verursachten Materialabtrages aus der Schwingungsbewegung der Schneidgruppe resultiert. Weiterhin erfolgt eine Steuerung der Schwingungsbewegung zur Erzeugung eines über die Innenfläche lokal variierenden Materialabtrags an der Innenfläche zur Erzeugung einer vorgegebenen Sollform der Bohrung.In a method according to the invention for honing the inner surface of a bore in a workpiece, in particular for honing a cylinder surface in the manufacture of cylinder blocks for internal combustion engines, a honing tool is moved within the bore and at least one attached to the honing tool cutting group with at least one cutting body for material-removing machining Inner surface is pressed with a feed force to the inner surface. According to the invention, a vibration movement of the cutting group is generated substantially parallel to the inner surface in accordance with at least one vibration parameter such that a substantial proportion of a material removal caused by the cutting group results from the oscillatory movement of the cutting group. Furthermore, a control of the oscillatory movement for generating a locally varying over the inner surface material removal on the inner surface for generating a predetermined desired shape of the bore.
Bei den meisten herkömmlichen Honverfahren resultiert der überwiegende Anteil des Materialabtrages aus der kontinuierlichen Rotationsbewegung des Honwerkzeuges, die häufig mit relativ hohen Drehzahlen erfolgt. Bei erfindungsgemäßen Verfahren resultiert demgegenüber ein wesentlicher Anteil der für den Materialabtrag maßgeblichen Schnittgeschwindigkeit aus der Schwingungsbewegung der Schneidgruppe, so dass der Materialabtrag zu einem großen Anteil oder überwiegend aus durch die Oszillationsbewegung der Schneidgruppe verursacht wird.In most conventional honing processes, the majority of the material removal results from the continuous rotational movement of the honing tool, which often occurs at relatively high speeds. In contrast, in the case of processes according to the invention, a significant proportion of relevant for the removal of material cutting speed from the oscillatory motion of the cutting group, so that the material removal is caused to a large extent or predominantly by the oscillatory motion of the cutting group.
Bei manchen Verfahrensvarianten erzeugt die Schwingungsbewegung zumindest während eines gewissen Bearbeitungszeitintervalls ausschließlich eine in Umfangsrichtung der Bohrung gerichtete Bewegungskomponente der Schneidgruppe. Hierzu oszilliert das Honwerkzeug innerhalb des Bearbeitungszeitintervalls um seine Werkzeugachse, ohne dass ein axialer Vorschub oder eine axiale Schwingungskomponente vorliegt. Bei anderen Verfahrensvarianten erzeugt die Schwingungsbewegung zumindest während eines Bearbeitungszeitintervalls ausschließlich eine in Axialrichtung der Bohrung gerichtete Bewegungskomponente. Während dieses Bearbeitungszeitintervalls findet somit keine Rotation des Honwerkzeuges um seine Werkzeugachse statt. In vielen Fällen kann es zweckmäßig sein, wenn die Schwingungsbewegung sowohl eine in Umfangsrichtung der Bohrung gerichtete Bewegungskomponente, als auch eine in Axialrichtung der Bohrung gerichtete Bewegungskomponente hat, so dass man insoweit von einer Überlagerung von zwei Schwingungsbewegungen (axial und tangential) reden kann.In some variants of the method, the oscillating movement generates at least during a certain processing time interval exclusively a directed in the circumferential direction of the bore movement component of the cutting group. For this purpose, the honing tool oscillates within the processing time interval about its tool axis, without an axial feed or an axial vibration component is present. In other variants of the method, the oscillatory motion generates at least during a processing time interval exclusively a directed in the axial direction of the bore movement component. During this processing time interval thus no rotation of the honing tool takes place about its tool axis. In many cases it may be expedient if the oscillatory movement has both a directed in the circumferential direction of the bore movement component, and a directed in the axial direction of the bore movement component, so that one can speak so far of a superposition of two oscillatory movements (axial and tangential).
Soweit die Schwingungsbewegung eine in Axalrichtung der Bohrung gerichtete Komponente hat, ist der axiale Hub der Schwingungsbewegung vorzugsweise kleiner als die axiale Länge der Bohrung. Sofern die Schwingungsbewegung eine in Umfangsrichtungrichtung der Bohrung gerichtete Komponente hat, ist die Winkelamplitude der Schwingungsbewegung vorzugsweise kleiner als 180°.As far as the oscillatory motion has a directed in the axial direction of the bore component, the axial stroke of the oscillatory motion is preferably smaller than the axial length of the bore. If the oscillatory movement has a component directed in the circumferential direction of the bore, the angular amplitude of the oscillatory movement is preferably less than 180 °.
Die Schwingungsbewegung kann so erzeugt werden, dass sie eine zeitlich konstante Schwingungsamplitude hat. In diesem Fall verändert sich die Auslenkung der Schneidgruppe relativ zur Null-Lage der Schwingungsbewegung nicht oder nicht wesentlich. Bei anderen Ausführungsformen wird die Schwingungsbewegung derart erzeugt, dass die Schwingungsbewegung innerhalb eines Änderungszeitintervalls eine zeitlich veränderliche Schwingungsamplitude hat. Innerhalb eines Honprozesses können Phasen mit veränderlicher Schwingungsamplitude und Phasen mit konstanter Schwingungsamplitude zeitlich versetzt vorkommen.The oscillatory motion can be generated so that it has a temporally constant oscillation amplitude. In this case, the deflection of the cutting group changes relative to the zero position of the oscillatory motion not or not essential. In other embodiments, the oscillatory motion is generated such that the oscillatory motion has a time-varying amplitude of vibration within a change time interval. Within a honing process, phases with variable oscillation amplitude and phases with constant oscillation amplitude may occur at different times.
Der Begriff "Schwingungsbewegung" steht hier für eine sich periodisch ändernde Bewegungskomponente der Schneidgruppe, welcher eine Schwingungsfrequenz zugeordnet werden kann. Bei bevorzugten Ausführungsformen hat die Schwingungsbewegung eine Schwingungsfrequenz von mindestens 1 Hz, wobei die Schwingungsfrequenz vorzugsweise zwischen 2 Hz und 30 Hz liegt. Häufig sind Schwingungsfrequenzen zwischen ca. 2 Hz und ca. 10 Hz bis 20 Hz sinnvoll.The term "oscillation movement" here stands for a periodically changing component of movement of the cutting group, to which a vibration frequency can be assigned. In preferred embodiments, the oscillatory motion has an oscillation frequency of at least 1 Hz, the oscillation frequency preferably being between 2 Hz and 30 Hz. Frequently, oscillation frequencies between approx. 2 Hz and approx. 10 Hz to 20 Hz make sense.
Die Arbeitsbewegung des Honwerkzeuges bzw. der mindestens einen daran angebrachten Schneidgruppe kann bei manchen Ausführungsformen ausschließlich aus einer Schwingungsbewegung oder aus einer einer Überlagerung von mehreren Schwingungsbewegungen bestehen. In diesem Fall findet ein Materialabtrag hauptsächlich in dem Bereich um die durch die Schwingungsbewegung definierten Null-Lagen der Schwingungsbewegungen statt. Dies kann beispielsweise bei der Bearbeitung von Bohrungen sinnvoll sein, deren zu bearbeitende Bohrungslänge kleiner als die wirksame Länge des Honwerkzeuges ist oder dieser Länge im Wesentlichen entspricht. Diese Verfahrensvariante kann auch sinnvoll sein, wenn z.B. innerhalb einer axial langen Bohrung nur ein vergleichsweise kurzer Axialbereich bearbeitet werden soll.The working movement of the honing tool or of the at least one cutting group attached thereto can, in some embodiments, consist exclusively of a vibratory movement or of a superimposition of several oscillatory movements. In this case, material removal takes place mainly in the area around the zero positions of the oscillatory movements defined by the oscillatory movement. This can be useful, for example, in the machining of bores whose bore length to be machined is smaller than the effective length of the honing tool or essentially corresponds to this length. This variant of the method may also be useful when e.g. only a comparatively short axial area is to be machined within an axially long bore.
Bei manchen Ausführungsformen wird zusätzlich zu der mindestens einen Schwingungsbewegung eine der Schwingungsbewegung überlagerte Verschiebungsbewegung der Schneidgruppe entlang der Innenfläche nach Maßgabe mindestens eines Verschiebungsparameters erzeugt und die Verschiebungsbewegung wird so gesteuert, dass in Verbindung mit der überlagerten Schwingungsbewegung der über die Innenfläche lokal variierende Materialabtrag erzielt wird. Typischerweise ist eine durch die Verschiebungsbewegung resultierende Bewegungskomponente deutlich langsamer als die aus der Schwingungsbewegung resultierende Bewegungskomponente. Vorzugsweise ist die Verschiebungsbewegung aperiodisch und/oder die Verschiebungsbewegung hat eine im Vergleich zur Schwingungsbewegung sehr langsame Veränderung der Verschiebungsrichtung und/oder der Verschiebungsgeschwindigkeit. Es ist jedoch auch möglich, ohne Verschiebung zu arbeiten. Die optionale Verschiebungsbewegung kann insbesondere dann sinnvoll sein, wenn die zu bearbeitende Länge der Bohrung deutlich größer ist als die wirksame Länge eines Honwerkzeuges.In some embodiments, in addition to the at least one vibratory motion, a translational movement of the cutting group superimposed on the oscillatory motion is along the inner surface generated in accordance with at least one displacement parameter and the displacement movement is controlled so that in conjunction with the superimposed vibration movement of the locally over the inner surface varying material removal is achieved. Typically, a motion component resulting from the displacement motion is significantly slower than the motion component resulting from the vibration motion. The displacement movement is preferably aperiodic and / or the displacement movement has a very slow change in the direction of displacement and / or the speed of displacement compared to the vibration movement. However, it is also possible to work without displacement. The optional displacement movement may be particularly useful if the length of the bore to be machined is significantly greater than the effective length of a honing tool.
Die Verschiebungsbewegung kann ausschließlich eine in Umfangsrichtung der Bohrung gerichtete Bewegungskomponente oder ausschließlich eine in Axialrichtung der Bohrung gerichtete Bewegungskomponente haben. Es sind auch Überlagerungen dieser beiden Bewegungen möglich, so dass z.B. eine resultierende Verschiebungsrichtung wendelförmig innerhalb der Bohrung verlaufen kann.The displacement movement can only have a directed in the circumferential direction of the bore movement component or exclusively directed in the axial direction of the bore movement component. Overlays of these two movements are also possible, so that e.g. a resultant displacement direction may be helical within the bore.
Die Gesamtbewegung der oszillierenden Schneidgruppen kann beispielsweise dadurch erzeugt werden, dass sich das Honwerkzeug langsam in der Bohrung dreht, während dieser langsamen Verschiebung in Umfangsrichtung eine demgegenüber deutlich schnellere Schwingungsbewegung in Axialrichtung und/oder in Umfangsrichtung überlagert ist. In diesem Fall kann der Nullpunkt der Oszillationsbewegung langsam mit gleichmäßiger oder veränderlicher Drehgeschwindigkeit rotieren. Es ist auch eine relativ langsame Verschiebungsbewegung in Axialrichtung mit kontinuierlicher oder diskontinuierlich variierender Vorschubgeschwindigkeit möglich, der eine deutlich schnellere Schwingungsbewegung in Umfangsrichtung und/oder Axialrichtung überlagert ist. Bei manchen Verfahrensvarianten führt das Honwerkzeug keine kontinuierliche Rotation aus, so dass die Schwingungsbewegung bezogen auf die Umfangsrichtung um eine feste Null-Lage erfolgt.The total movement of the oscillating cutting groups can be generated, for example, by the honing tool slowly rotating in the bore, whereas this slow displacement in the circumferential direction is superimposed by a significantly faster oscillation movement in the axial direction and / or in the circumferential direction. In this case, the zero point of the oscillation movement can slowly rotate at a uniform or variable rotation speed. It is also a relatively slow displacement movement in the axial direction with a continuous or discontinuously varying feed rate possible, the much faster oscillatory motion superimposed in the circumferential direction and / or axial direction. In some variants of the method, the honing tool does not carry out a continuous rotation, so that the oscillatory movement takes place with respect to the circumferential direction about a fixed zero position.
Bei manchen Verfahrensvarianten wird die Hubgeschwindigkeit als Funktion der Hublage gesteuert. Alternativ oder zusätzlich kann die Drehgeschwindigkeit als Funktion der Drehlage bzw. Winkellage gesteuert werden. In diesen Fällen wird ein eindeutiger Bezug zwischen einem bestimmten ortlichen Bereich der Bohrung und dem an diesem Bereich zu erzeugenden Materialabtrag hergestellt. Dadurch sind auch von einer Zylinderform komplex abweichende Formen erzeugbar.In some process variants, the lifting speed is controlled as a function of the stroke position. Alternatively or additionally, the rotational speed can be controlled as a function of the rotational position or angular position. In these cases, a clear reference is made between a certain local area of the hole and the material removal to be produced in this area. As a result, shapes which deviate from a cylindrical shape can also be produced.
Die Schwingungsbewegung bzw. Oszillationsbewegung der Schneidgruppe kann bezüglich der Schwingungsamplitude, der Schwingungsfrequenz und/oder der Schwingungsrichtung den Erfordernissen angepasst werden. Die Verschiebungsbewegung kann kontinuierlich oder diskontinuierlich (d.h. mit Pausen) gesteuert werden, wobei als Verschiebungsparameter insbesondere die Verschiebungsrichtung und/oder die Verschiebungsgeschwindigkeit gesteuert werden. Die Verschiebungsbewegung wird normalerweise so gesteuert, dass jeder Bereich der Innenfläche durch mindestens einen Schneidstoffkörper einer Schneidgruppe erreicht und materialabtragend bearbeitet wird, so dass flächendeckend ein Materialabtrag erzielt werden kann. Es ist auch möglich, nur Teilbereiche der Innenfläche mit Hilfe des Verfahrens zu bearbeiten.The oscillation movement or oscillation movement of the cutting group can be adapted to the requirements with regard to the oscillation amplitude, the oscillation frequency and / or the oscillation direction. The displacement movement may be controlled continuously or discontinuously (i.e., with pauses), with the displacement parameter and / or the displacement speed being controlled as displacement parameters in particular. The displacement movement is normally controlled so that each area of the inner surface is reached by at least one cutting material body of a cutting group and processed material removal, so that a material removal can be achieved across the board. It is also possible to process only partial areas of the inner surface by means of the method.
Wenn die Schwingungsbewegung so erzeugt wird, dass ihre Schwingungsamplitude sich innerhalb eines vorgebbaren Bearbeitungszeitintervalls in definierter Weise ändert, ist es möglich, in vorgegebenen Bereichen der Bohrung oder an der gesamten Bohrung durch lokal erhöhten Materialabtrag gezielt Ausbeulungen zu erzeugen, die sich ohne zwischenliegenden Kanten kontinuierlich an benachbarte Bohrungsbereiche ohne Ausbeulung anschließen. Auf diese Weise können Bohrungen erzeugt werden, deren Innenflächen in Umfangsrichtung gezielt kontinuierlich variierende Krümmungsradien und/oder in Axialrichtung gezielt kontinuierlich variierende Durchmesser haben.If the oscillatory motion is generated in such a way that its oscillation amplitude changes in a defined manner within a predefinable processing time interval, it is possible to generate specific bulges in predetermined regions of the bore or at the entire bore by locally increased removal of material continuously connect adjacent edges to adjacent bore areas without bulging. In this way, holes can be produced whose inner surfaces in the circumferential direction have selectively continuously varying radii of curvature and / or in the axial direction specifically continuously varying diameters.
Da mit Hilfe des Verfahrens gezielt ein ortsabhängig variierender Materialabtrag an der Innenfläche erreicht werden kann, ist das Verfahren besonders dafür geeignet, nicht-kreiszylindrische Sollformen zu erzeugen, deren Formabweichungen von einer ideal kreiszylindrischen Form deutlich außerhalb der üblichen, bei den hier betrachteten Honverfahren geltenden Toleranzen des Zylindrizitätsfehlers liegen, der in vielen Fällen bei weniger als 10 µm liegen sollte. Bei bevorzugten Varianten entsprechen die Formabweichungen einem Zylindrizitätsfehler von deutlich mehr als 10 µm, wobei der Zylindrizitätsfehler vorzugsweise bei mehr als 20 µm, insbesondere zwischen 20 µm und ca. 60 µm liegt.Since with the aid of the method a location-dependent varying material removal on the inner surface can be achieved, the method is particularly suitable for producing noncircular cylindrical desired shapes whose shape deviations from an ideal circular cylindrical shape are clearly outside the usual tolerances in the honing methods considered here the cylindricity error, which in many cases should be less than 10 μm. In preferred variants, the shape deviations correspond to a cylindricity error of significantly more than 10 .mu.m, the cylindricity error preferably being more than 20 .mu.m, in particular between 20 .mu.m and about 60 .mu.m.
Der Zylindrizitätsfehler wird hier durch die Zylinderformtoleranz beschrieben. Die zugehörige Toleranzzone wird durch zwei zur Bohrungsachse und zueinander koaxiale, die Bohrungsinnenwand innen oder außen berührende Zylinder bestimmt, wobei der Radialabstand zwischen den beiden Zylindern ein Maß für die Zylindergüte darstellt. Für die Zwecke dieser Anmeldung wird der Zylindrizitätsfehler ΔZ definiert als ΔZ=(DA-DI)/2, wobei DA der Durchmesser des die Bohrungsinnenwand außen berührenden Zylinders und DI der Durchmesser des die Bohrungswand innen berührenden Zylinders ist.The cylindricity error is described here by the cylinder shape tolerance. The associated tolerance zone is determined by two to the bore axis and mutually coaxial, the bore inner wall inside or outside touching cylinder, wherein the radial distance between the two cylinders is a measure of the cylinder quality. For the purposes of this application, the cylindricity ΔZ is defined as ΔZ = (D A -D I ) / 2, where D A is the diameter of the outer bore contacting cylinder and D I is the diameter of the bore bore internally contacting cylinder.
Ein Anwendungsfall der Bearbeitung mit veränderlicher Schwingungsamplitude ist die Erzeugung von Bohrungen mit ovaler Bohrungsform, d.h. mit elliptischem Querschnitt, bei denen die Bohrungsdurchmesser in zwei senkrecht zueinander liegenden Richtungen deutlich voneinander abweichen. Solche ovalen Grundformen unrunder Bohrungen sind beispielsweise manchmal in Pleuelaugen von Pleueln für Brennkraftmaschinen gewünscht. Ein anderer Anwendungsfall betrifft die Bearbeitung von Zylinderbohrungen von Brennkraftmaschinen, wo in manchen Fällen in der Nähe der zylinderkopfseitigen Eintrittsseite der Bohrung eine nicht-kreiszylindrische Querschnittsform mit annähernd 2-zähliger Radialsymmetrie und vier jeweils um 90° umfangsversetzten Ausbeulungen der Bohrungsinnenwand (Unrundheit 4. Ordnung) vorteilhaft sein kann.One application of variable amplitude machining is the creation of oval bore bore holes, ie elliptical cross-section, in which the bore diameters deviate significantly in two mutually perpendicular directions. Such oval basic shapes of unround holes are, for example sometimes desired in connecting rods of connecting rods for internal combustion engines. Another application relates to the machining of cylinder bores of internal combustion engines, where in some cases in the vicinity of the cylinder head side entry side of the bore a non-circular cylindrical cross-sectional shape with approximately 2-fold radial symmetry and four each offset by 90 ° circumferentially bulges of the bore inner wall (roundness 4th order) may be advantageous.
Es ist jedoch auch möglich, mit Hilfe des Verfahrens Zylindrizitätsfehler von Bohrungen auszugleichen, um auf diese Weise beispielsweise eine der idealen Zylinderform angenäherte Zylinderform mit einem Zylindrizitätsfehler von 10 µm oder weniger zu erzielen.However, it is also possible to compensate for cylindricity errors of bores with the aid of the method in order in this way, for example, to achieve an ideal cylindrical shape approximated cylindrical shape with a cylindricity error of 10 μm or less.
Das Verfahren ermöglicht es, den Materialabtrag im wesentlichen über den Schwingungsparameter und ggf. den Verschiebungsparameter zu steuern, so dass auf eine Variation der Zustellkraft bzw. des Anpressdruckes der Schneidgruppe verzichtet werden kann. Bei einer bevorzugten Verfahrensvariante wird die Schneidgruppe mit einer im wesentlichen konstanten Zustellkraft an die Innenfläche angedrückt. In diesem Fall werden Schneidstoffkörper somit mit im wesentlichen konstanter Flächenpressung angepresst, so dass die Eindringtiefe der Schneidkörner und damit die beim Materialabtrag erzeugte Oberflächenrauheit weitgehend konstant sind. Bei derart bearbeiteten Oberflächen ist somit die durch Rauheitsparameter beschreibbare Oberflächentopographie weitgehend unabhängig von der Makroform der Bohrung. Daher kann auch bei signifikanten Formabweichungen von einer kreiszylindrischen Form ein gleichmäßiges Rauheitsprofil an der Bohrung erzeugt werden.The method makes it possible to control the material removal substantially via the vibration parameter and possibly the displacement parameter, so that it is possible to dispense with a variation of the feed force or the contact pressure of the cutting group. In a preferred variant of the method, the cutting group is pressed against the inner surface with a substantially constant feed force. In this case cutting material bodies are thus pressed with a substantially constant surface pressure, so that the penetration depth of the cutting grains and thus the surface roughness generated during material removal are largely constant. With surfaces machined in this way, the surface topography which can be described by roughness parameters is thus largely independent of the macro-shape of the bore. Therefore, even with significant shape deviations from a circular cylindrical shape, a uniform roughness profile can be produced at the bore.
Bei anderen Verfahrensvarianten ist vorgesehen, zusätzlich zur Schwingungsbewegung und ggf. zur Verschiebungsbewegung auch den Zustelldruck variabel zu verändern, um die gewünschte Ortsverteilung des Materialabtrages zu erzielen und/oder um gegebenenfalls lokal unterschiedliche Oberflächenrauheiten zu erzeugen. Die Zustellkraft kann hierzu zB. als Funktion der Hublage und/oder der Drehlage der Verschiebungsbewegung gesteuert werden.In other variants of the method, in addition to the oscillation movement and, if necessary, the displacement movement, it is also possible to variably change the delivery pressure in order to achieve the desired spatial distribution of the material removal and / or possibly locally different To produce surface roughness. The delivery force can do this, for example. be controlled as a function of the stroke position and / or the rotational position of the displacement movement.
Bei einer Ausführungsform wird eine Schwingungsbewegung mit veränderlicher oder konstanter Schwingungsamplitude erzeugt und die Steuerung der Verschiebungsbewegung wird in Abhängigkeit von der Sollform durchgeführt. Auf diese Weise kann für jeden lokalen Bereich der Innenfläche eine Gesamt-Überlaufzeit (Gesamt-Bearbeitungszeit bzw. Gesamt-Wirkzeit) eingestellt werden, die im Wesentlichen proportional zu dem für den Bereich vorgesehenen lokalen Materialabtrag ist. So lässt sich durch die Veränderung der Vorschubgeschwindigkeit lokal in der Bohrung eine unterschiedliche Werkstoffabtrennung erreichen. In Bereichen mit geforderter starker Werkstoffabtrennung kann die Verschiebungsgeschwindigkeit reduziert werden, wobei auch eine zeitweise Unterbrechung der Verschiebebewegung (Geschwindigkeit = 0 in Verschiebungsrichtung) möglich ist. Bereiche mit gefordertem geringen Materialabtrag können entsprechend mit hoher Verschiebegeschwindigkeit überfahren werden. Insbesondere in Kombination mit einer veränderlichen Schwingungsamplitude sind komplexe Formgebungen der Bohrungsinnenfläche möglich.In one embodiment, a vibratory motion of variable or constant amplitude of vibration is generated and the control of the displacement motion is performed in response to the desired shape. In this way, a total overflow time (total processing time or total effective time) can be set for each local area of the inner surface, which is essentially proportional to the local material removal provided for the area. Thus, by changing the feed rate locally in the bore a different material separation can be achieved. In areas with required strong material separation, the displacement speed can be reduced, with a temporary interruption of the displacement movement (speed = 0 in the direction of displacement) is possible. Areas with a required low removal of material can be overrun accordingly with a high displacement speed. In particular, in combination with a variable amplitude of vibration complex shapes of the bore inner surface are possible.
Um die geforderte Sollform in einem einzigen Arbeitshub des Honwerkzeuges zu erzielen, wird bei bevorzugten Varianten die Verschiebungsbewegung derart gesteuert, dass, bezogen auf die Verschiebungsbewegung, jeder Bereich der Innenfläche nur maximal einmal von einer Schneidgruppe des Honwerkzeuges bearbeitet wird. Die Verschiebungsbewegung kann zum Beispiel zu einem einmaligen Durchlaufen des Werkzeuges durch eine Bohrung von oben nach unten bzw. umgekehrt führen. In Verbindung mit einer mit veränderlicher Schwingungsamplitude erfolgenden Oszillation des Werkzeuges in Umfangsrichtung ist ein besonders schneller Bearbeitungsprozess möglich. Zur Erzeugung größerer Unterschiede im Abtrag an verschiedenen Stellen der Bohrung ist auch ein mehrfaches Durchlaufen möglich.In order to achieve the required desired shape in a single stroke of the honing tool, in preferred variants, the displacement movement is controlled such that, based on the displacement movement, each area of the inner surface is processed only a maximum of once by a cutting group of the honing tool. The displacement movement may, for example, lead to a single pass through the tool through a hole from top to bottom or vice versa. In conjunction with an oscillating oscillation of the tool in the circumferential direction which takes place with a variable oscillation amplitude, a particularly fast machining process is possible. To produce larger differences in the removal at different points of the bore is also a multiple pass through possible.
Die Schwingungsbewegung der Schneidgruppe kann dadurch erzeugt werden, dass die Schneidgruppe relativ zum Werkzeugkörper des Honwerkzeuges oszillierend angetrieben wird. Hierzu kann ein in das Honwerkzeug integrierter Schwingantrieb vorgesehen sein. Bevorzugte Varianten des Verfahrens können mit herkömmlichen Honwerkzeugen durchgeführt werden, indem das Honwerkzeug mit Hilfe der für die Werkzeugbewegung erforderlichen Antriebe in die Schwingungsbewegung und Verschiebungsbewegung versetzt wird. Es können die vorhandenen NC-Achsen für Hub und/oder Drehung des Honwerkzeuges so gesteuert werden, dass diese die Oszillation bewirken.The oscillatory movement of the cutting group can be generated by the fact that the cutting group is driven to oscillate relative to the tool body of the honing tool. For this purpose, an oscillating drive integrated in the honing tool can be provided. Preferred variants of the method can be carried out with conventional honing tools by the honing tool is set in the oscillatory movement and displacement movement by means of the required for the tool movement drives. The existing NC axes for stroke and / or rotation of the honing tool can be controlled so that they cause the oscillation.
Bei einer Ausführungsform wird das Honwerkzeug zur Erzeugung der Schwingungsbewegung in eine in Umfangsrichtung oszillierende Bewegung versetzt, vorzugsweise ohne gleichzeitige axiale Oszillationsbewegung. Die Winkelamplituden der in Umfangsrichtung oszillierenden Schwingungsbewegung liegen typischerweise deutlich unterhalb 180°, insbesondere bei weniger als 90° und/oder weniger als 45°. Sie können beispielsweise bei weniger als 30° oder weniger als 20° liegen. Als untere Grenze für die Winkelamplitude haben sich in vielen Fällen Werte von 1° ° bis 10° als praktikabel herausgestellt. Die Winkelamplituden können so gesteuert werden, dass sie sich in Abhängigkeit von der Zeit und/oder der Hublage ändern.In one embodiment, the honing tool for generating the oscillatory motion is set in a circumferentially oscillating motion, preferably without simultaneous axial oscillatory movement. The angular amplitudes of the oscillation movement oscillating in the circumferential direction are typically well below 180 °, in particular at less than 90 ° and / or less than 45 °. For example, they may be less than 30 degrees or less than 20 degrees. In many cases, values of 1 ° to 10 ° have been found to be practicable as the lower limit for the angle amplitude. The angular amplitudes can be controlled to vary depending on the time and / or the stroke position.
Die Schwingungsbewegung kann auch eine in Axialrichtung gerichtete Komponente haben, die allein oder in Verbindung mit einer in Umfangsrichtung gerichteten Komponente vorgesehen sein kann. Sofern eine in Axialrichtung oszillierende Bewegung vorgesehen ist, liegt deren Amplitude typischerweise im Bereich zwischen ca. 1% und ca. 50% der axialen Werkzeuglänge, d.h. der axialen Länge, in der Schneidstoffkörper in materialabtragenden Eingriff mit der Innenfläche stehen.The oscillatory motion may also have an axially directed component which may be provided alone or in conjunction with a circumferentially directed component. If an axially oscillating movement is provided, its amplitude is typically in the range between about 1% and about 50% of the axial Tool length, ie the axial length, are in the cutting material body in material-removing engagement with the inner surface.
Bei manchen Ausführungsformen wird das Honwerkzeug in eine in Umfangsrichtung oszillierende Bewegung versetzt, die eine maximale Schwingungsamplitude von höchstens 90° hat, wobei eine in Umfangsrichtung der Bohrung gerichtete Geschwindigkeitskomponente der Schneidgruppe erzeugt wird, die mindestens so groß ist wie eine in Axialrichtung der Bohrung gerichtete Geschwindigkeitskomponente. Eine resultierende Hauptbewegungsrichtung der mit veränderlicher Schwingungsamplitude oszillierenden Schneidgruppe liegt unter diesen Bedingungen im Wesentlichen in Umfangsrichtung oder schließt mit der Umfangsrichtung nur einen Winkel von beispielsweise maximal 5° bis 45° ein. Der wesentliche Anteil des Materialabtrages erfolgt bei dieser Verfahrensvariante somit durch die in Umfangsrichtung erfolgende Oszillationsbewegung, die z.B. eine veränderliche Schwingungsamplitude haben kann. Hierdurch können gezielt in vorgegebenen axialen Bohrungsabschnitten Bereiche mit unterschiedlichen Krümmungsradien erzeugt werden, um beispielsweise einen im Wesentlichen ovalen Querschnitt oder einen Querschnitt mit "Kleeblattform" (Unrundheit 4. Ordnung) zu erzeugen.In some embodiments, the honing tool is placed in a circumferentially oscillating motion having a maximum amplitude of oscillation of at most 90 °, producing a circumferentially bore velocity component of the cutting assembly that is at least as large as a velocity component directed axially of the bore , A resulting main direction of movement of the variable amplitude oscillation cutting group is substantially in the circumferential direction under these conditions or includes with the circumferential direction only an angle of, for example, a maximum of 5 ° to 45 °. The substantial portion of the material removal is thus carried out in this process variant by the circumferential oscillatory movement, e.g. may have a variable amplitude of vibration. As a result, areas with different radii of curvature can be generated selectively in predetermined axial bore sections in order, for example, to produce a substantially oval cross-section or a cross-section with a "cloverleaf" (out-of-roundness).
Wenn das Honwerkzeug während der in Umfangsrichtung mit veränderlicher Amplitude oszillierenden Schwingungsbewegung mit einer zeitlich veränderlichen Hubgeschwindigkeit in Axialrichtung verschoben bzw. bewegt wird, so lassen sich unrunde Bohrungen erzeugen, deren nicht kreiszylindrische Bohrungsquerschnittsform in Axialrichtung der Bohrung kontinuierlich variiert. Hierzu kann die Hubgeschwindigkeit als Funktion der Hublage gesteuert werden.If the honing tool is displaced or moved in the axial direction during the oscillation movement oscillating in the circumferential direction with variable amplitude with a time-variable lifting speed, it is possible to produce non-circular bores whose non-circular-cylindrical bore cross-sectional shape continuously varies in the axial direction of the bore. For this purpose, the lifting speed can be controlled as a function of the stroke position.
Die Bearbeitung mit zeitlich veränderlicher Schwingungsamplitude lässt sich beispielsweise zur Erzeugung von ovalen Bohrungsquerschnittsformen nutzen. Bei einer Verfahrensvariante wird hierzu ein Honwerkzeug mit einem einzigen Paar von diametral gegenüberliegenden Schneidgruppen verwendet und das Honwerkzeug wird in die oben beschriebene in Umfangsrichtung oszillierende Bewegung versetzt, die eine zeitlich veränderliche Schwingungsamplitude hat. Die Schwingungsamplitude variiert in der Regel zwischen einem Minimalwert, der beispielsweise bei 0° oder weniger als 10 ° liegen kann, und einem Maximalwert, der höchsten bei 90° liegt und normalerweise mindestens doppelt oder dreifach oder vierfach oder fünffach oder zehnfach so groß ist wie der Minimalwert. Auf diese Weise kann z.B. eine ovale Bohrungsquerschnittsform erzeugt werden. Bei einer Ausführungsform beginnt der Prozess mit einer großen Schwingungsamplitude von ca. 90°. Mit zeitlichem Verlauf des Prozesses reduziert sich die Schwingungsamplitude kontinuierlich um mindestens 50% oder 70% oder mehr, z.B. bis auf ca 10°.The processing with time-varying oscillation amplitude can be, for example, to produce oval bore cross-sectional shapes use. In a variant of the method, for this purpose, a honing tool with a single pair of diametrically opposed cutting groups is used and the honing tool is placed in the above-described circumferentially oscillating movement, which has a time-varying oscillation amplitude. The oscillation amplitude typically varies between a minimum value, which may be, for example, 0 ° or less than 10 °, and a maximum value which is 90 ° highest, and is normally at least twice or three times, or four times or five times or ten times larger than that minimum value. In this way, for example, an oval bore cross-sectional shape can be generated. In one embodiment, the process begins with a large vibration amplitude of about 90 °. As the process progresses over time, the vibration amplitude is continuously reduced by at least 50% or 70% or more, eg down to about 10 °.
Bei einer anderen Verfahrensvariante wird ein Honwerkzeug mit vier um jeweils 90° umfangsversetzten Schneidgruppen verwendet und das Honwerkzeug wird in der oben erläuterten Art in eine in Umfangsrichtung oszillierende Bewegung mit veränderlicher Schwingungsamplitude versetzt. Der Maximalwert der Schwingungsamplitude sollte hier bei 45° oder darunter liegen. Hierdurch können gezielt Unrundheiten 4. Ordnung erzeugt werden, wie sie beispielsweise im zylinderkopfseitigen Eintrittsbereich von Zylinderbohrungen gewünscht sind.In another variant of the method, a honing tool with four circumferentially offset by 90 ° cutting groups is used and the honing tool is set in the manner described above in a circumferentially oscillating movement with variable amplitude vibration. The maximum value of the vibration amplitude should be here at 45 ° or below. As a result, it is possible to produce targeted non-circularities of the 4th order, as are desired, for example, in the cylinder head side entry region of cylinder bores.
In manchen Anwendungsbereichen ist es gewünscht, dass eine Bohrung in einem definierten begrenzten Axialbereich eine gegenüber den benachbarten Axialbereichen vergrößerten Bohrungsquerschnitt hat, der sich im Axialschnitt der Bohrung als in Axialrichtung verlaufende Ausbeulung darstellt. Beispielsweise neigen im Motorenbetrieb besonders dünne Querschnitte, z.B. die Stege zwischen den Zylindern, dazu, sich stärker zu erwärmen als andere Bereiche des Motorblockes. Diese dünneren Bereiche dehnen sich dann aus, wodurch die Bohrung im Bereich der Stege enger wird, was zu größerem Verschleiß an dieser Stelle führt. Durch gezielte lokale Erzeugung von Ausbeulungen können diese Verformungen vorgehalten werden, so dass der Verschleiß in diesen Bereichen reduziert wird. Solche Abweichungen von einer ideal kreiszylindrischen Bohrungsgeometrie sind gemäß einer Verfahrensvariante dadurch erzeugbar, dass das Honwerkzeug innerhalb eines vorgebbaren Bearbeitungszeitintervalles in eine in Axialrichtung kurzhubig um eine vorgebbare Axialposition oszillierende Schwingungsbewegung mit veränderlicher Schwingungsamplitude versetzt wird. Der Hub der Schwingungsbewegung, der dem doppelten der maximalen Schwingungsamplitude entspricht, ist typischerweise klein gegen die axiale Bohrungslänge und kann beispielsweise bei weniger als 50% oder weniger als 30% der Bohrungslänge liegen. Vorzugsweise findet die hier beschriebene Erzeugung lokaler Ausbeulungen als letzter materialabtragender Bearbeitungsschritt statt, so dass die Ausbeulung nicht durch nachfolgende materialabtragende Bearbeitungsschritte wieder reduziert oder beseitigt wird.In some applications, it is desired that a bore in a defined limited axial region have an enlarged bore cross section with respect to the adjacent axial regions, which in the axial section of the bore represents an axially extending bulge. For example, in engine operation, particularly thin cross-sections, eg, the lands between the cylinders, tend to heat more than other areas of the engine block. These thinner ones Areas then expand, which narrows the hole in the area of the lands, causing more wear at that location. By targeted local generation of bulges, these deformations can be kept, so that the wear in these areas is reduced. Such deviations from an ideal circular-cylindrical bore geometry can be generated according to a variant of the method in that the honing tool is displaced within a predefinable machining time interval into a vibrational movement with a variable oscillation amplitude that oscillates in the axial direction over a short-stroke to a predefinable axial position. The stroke of the oscillatory motion, which is twice the maximum amplitude of vibration, is typically small relative to the axial bore length and may, for example, be less than 50% or less than 30% of the bore length. The generation of local bulges described here preferably takes place as the last material-removing processing step, so that the bulging is not reduced or eliminated again by subsequent material-removing processing steps.
Bei allen Verfahrensvarianten mit veränderlicher Schwingungsamplitude kann es vorteilhaft sein, wenn die Schwingungsamplitude innerhalb eines Änderungszeitintervalls von einer maximalen Schwingungsamplitude zu einer minimalen Schwingungsamplitude kontinuierlich oder schrittweise reduziert wird, vorzugsweise ohne eine nachfolgende Erhöhung der Schwingungsamplitude. Wenn im einem gewissen Bearbeitungsbereich der Prozess zunächst mit der maximalen Schwingungsamplitude begonnen wird und mit dem Fortschritt der Bearbeitung die Schwingungsamplitude dann schrittweise oder kontinuierlich reduziert wird, kann eine besonders gleichmäßige Flächenpressung realisiert werden, da abgesichert ist, dass die Schneidgruppe nie in einen bezüglich des Durchmessers kleineren Bereich einfährt.In all variants of the method with variable oscillation amplitude, it may be advantageous if the oscillation amplitude is reduced continuously or stepwise within a change time interval from a maximum oscillation amplitude to a minimum oscillation amplitude, preferably without a subsequent increase in oscillation amplitude. If, in a certain processing range, the process is first started with the maximum oscillation amplitude and the amplitude of oscillation is then reduced stepwise or continuously with the progress of the processing, a particularly uniform surface pressure can be realized, since it is ensured that the cutting group never enters a diameter smaller area enters.
Wie erwähnt, ist es bei manchen Bearbeitungsaufgaben erwünscht, kreisförmige Bohrungsformen mit komplexen Abweichungen von einer exakten Kreisform durch Honen zu erzeugen. Dies kann durch beim eingangs erwähnten "Formhonen" von Zylinderlaufflächen bei der Herstellung von Motorblöcken für Brennkraftmaschinen vorgesehen sein, um im unverspannten Werkstück (Zylinderblock) eine Negativform des Zylindrizitätfehlers zu erzeugen, der durch die während der Montage und während des Betriebs erzeugten Deformationen entsteht, um im Betrieb eine einsatzoptimale zylindrische Bohrungsgeometrie zu erhalten. Um eine besonders große Flexibilität hinsichtlich der erzielbaren Sollform zu erzielen, ist bei einer bevorzugten Ausführungsform eine im wesentlichen starre Führung der Axialbewegung des Honwerkzeuges zur Erzeugung einer Axialbewegung des Honwerkzeuges im wesentlichen parallel zur Bohrungsachse der Bohrung und eine, gegebenenfalls zeitlich asymmetrische, Steuerung der Schwingungsbewegung und/oder der Verschiebungsbewegung einer einseitig der Werkzeugachse an dem Honwerkzeug angebrachten Schneidgruppe in Abhängigkeit von der Hublage und/oder der Winkelposition des Honwerkzeuges vorgesehen.As mentioned, in some machining tasks it is desirable to produce circular bore shapes with complex deviations from an exact circular shape by honing. This can be provided by the aforementioned "shaping honing" of cylinder treads in the manufacture of engine blocks for internal combustion engines to produce in the unstressed workpiece (cylinder block) a negative form of Cylindrizitätfehlers, which is caused by the deformations generated during assembly and during operation to obtain an optimal cylindrical bore geometry during operation In order to achieve a particularly high degree of flexibility with regard to the achievable desired shape, in a preferred embodiment, a substantially rigid guidance of the axial movement of the honing tool for generating an axial movement of the honing tool substantially parallel to the bore axis of the bore and, if necessary temporally asymmetric, controlling the vibration movement and / or the displacement movement of a one side of the tool axis attached to the honing tool cutting group provided in dependence on the stroke position and / or the angular position of the honing tool.
Durch diese Verfahrensführung kann erreicht werden, dass diese Schneidgruppe in ihrem Eingriffswinkeibereich einen Materialabtrag bewirkt, ohne dass dies zwangsläufig zu einem vergleichbaren Materialabtrag an der diametral gegenüberliegenden Seite der Bohrungsinnenfläche führt. Die dem Anpressdruck der Schneidgruppe entgegenwirkende Gegenkraft wird nicht durch Material abtragende Schneidstoffkörper an der diametral gegenüberliegenden Seite aufgebracht, sondern durch die im wesentlichen starre Führung der Axialbewegung des Honwerkzeuges, die ein Ausweichen des Honwerkzeuges quer zur Werkzeugachse bei einseitigem Anpressen der Schneidstoffkörper an die Bohrungsinnenfläche verhindert.Through this process management can be achieved that this cutting group causes in their Eingriffswinkeibereich a material removal, without necessarily leading to a comparable material removal on the diametrically opposite side of the bore inner surface. The contact pressure of the cutting group counteracting opposing force is not applied by material-removing cutting material on the diametrically opposite side, but by the substantially rigid guidance of the axial movement of the honing tool, which prevents dodging of the honing tool transverse to the tool axis in one-sided pressing the cutting material body to the bore inner surface.
Auf diese Weise kann das Verfahren insbesondere so durchgeführt werden, dass die Bohrung zumindest in einem axialen Bohrungsabschnitt eine nicht-kreiszylindrische Bohrungsform erhält, die von einer bezogen auf die Bohrungsachse zwei-zählig radial symmetrischen Form signifikant abweicht.In this way, the method can be carried out in particular such that the bore receives a non-circular-cylindrical bore shape, at least in an axial bore section, which deviates significantly from a two-fold radially symmetrical shape with respect to the bore axis.
Bei einer Weiterbildung des Verfahrens wird das Honwerkzeug zur im Wesentlichen starren Führung der Axialbewegung innerhalb der Bohrung axial gleitbeweglich und quer zur Werkzeugachse im Wesentlichen unbeweglich abgestützt. Dadurch ist es möglich, auf außerhalb des Werkstückes anzuordnende Führungseinrichtungen zu verzichten.In a further development of the method, the honing tool is supported for substantially rigid guidance of the axial movement within the bore in an axially slidable manner and substantially immovably transversely to the tool axis. This makes it possible to dispense with outside of the workpiece to be arranged guide devices.
Bei einer Weiterbildung wird hierzu ein Honwerkzeug verwendet, welches einen Satz von um den Umfang des Honwerkzeuges verteilten Führungsleisten zur axialen Führung des Honwerkzeuges in der Bohrung umfasst, die vorzugsweise unabhängig von der Schneidgruppe in Richtung auf die Innenfläche der Bohrung zustellbar sind, wobei die im Wesentlichen starre Führung der Axialbewegung dadurch erreicht wird, dass die Führungsleisten während der Bewegung des Honwerkzeuges in der Bohrung an die Innenfläche der Bohrung angedrückt werden.In a further development, a honing tool is used for this purpose, which comprises a set of distributed around the circumference of the honing tool guide rails for axial guidance of the honing tool in the bore, which are preferably fed independently of the cutting group in the direction of the inner surface of the bore, wherein the substantially rigid guidance of the axial movement is achieved in that the guide rails are pressed during the movement of the honing tool in the bore to the inner surface of the bore.
Bei dieser Verfahrensvariante zentrieren die Führungsleisten das Honwerkzeug innerhalb der Bohrung. Die Führungsleisten sind vorzugsweise so ausgelegt, dass sie kaum einen oder nur einen geringen Werkstoffabtrag erzeugen, was hier als "im Wesentlichen nicht-schneidende Führungsleisten" bezeichnet wird. Die Führungsleisten können zumindest in den im Kontakt mit der Innenfläche der Bohrung tretenden Bereichen aus einem Kunststoff, aus Gummi, einem Elastomer geeigneter Härte (z.B. Vulkollan®), einem Metall, einem Hartmetall oder aus einer Keramik bestehen oder es kann sich um Honleisten mit einem hohen Schneidstoffanteil handeln.In this process variant, the guide rails center the honing tool within the bore. The guide rails are preferably designed so that they generate little or no material removal, which is referred to herein as "substantially non-cutting guide rails". The guide rails can at least in the coming into contact with the inner surface of the bore areas of a plastic, rubber, an elastomer of suitable hardness (eg Vulkollan®), a metal, a hard metal or a ceramic or it can be honing stones with a act high proportion of cutting material.
Es ist auch möglich, dass die im Wesentlichen starre Führung der Axialbewegung des Honwerkzeuges dadurch erreicht wird, dass das Honwerkzeug außerhalb der Bohrung des Werkstückes axial beweglich und quer zur Werkzeugachse im Wesentlichen unbeweglich geführt wird. Je nach Typ der Bohrung kann hierzu eine einseitige Führung ausschließlich an der Eintrittsseite der Bohrung, eine einseitige Führung ausschließlich an der der Eintrittseite gegenüberliegenden Austrittsseite der Bohrung (bei Durchgangsbohrungen), oder eine beidseitige Führung sowohl an der Eintrittseite, als auch an der gegenübliegenden Austrittsseite vorgesehen sein. Eine gegen Querbelastung starre Kopplung des Honwerkzeuges an eine gegen Querbelastung starr geführte Honspindel kann ggf. ebenfalls ausreichen, die starre Führung der Axialbewegung des Honwerkzeuges zu gewährleisten. Dann kann ggf. auf Führungselemente im Bereich des Honwerkzeuges völlig verzichtet werden. Die ausschließlich externe Führung der Axialbewegung des Honwerkzeuges erfordert höchste Genauigkeit bei der relativen Positionierung zwischen Werkstück und Honwerkzeug.It is also possible for the substantially rigid guidance of the axial movement of the honing tool to be attained in that the honing tool is guided axially immovably outside the bore of the workpiece and substantially immovably transversely to the tool axis. Depending on the type of bore can this purpose a one-sided guide exclusively on the inlet side of the bore, a one-sided guide only on the inlet side opposite exit side of the bore (for through holes), or provided a two-sided guide both on the inlet side, as well as on the gegenübliegenden outlet side be. A rigidly against transverse load coupling of the honing tool to a rigidly guided against transverse load honing spindle may possibly also be sufficient to ensure the rigid guidance of the axial movement of the honing tool. Then possibly can be completely dispensed with guide elements in the field of honing tool. The exclusively external guidance of the axial movement of the honing tool requires the highest accuracy in the relative positioning between the workpiece and the honing tool.
Um eine möglichst flexible Steuerung der Form des Bohrungsquerschnittes im bearbeitenden Bereich zu erhalten, ist bei einer Variante vorgesehen, dass ein Honwerkzeug verwendet wird, das eine einzige separat zustellbare Schneidgruppe hat, die vorzugsweise einen Eingriffswinkel von weniger als 90° besitzt. Der Begriff "Eingriffswinkel" beschreibt hier den Winkelbereich entlang des Umfanges des Honwerkzeuges, in dem Schneidstoffkörper der Schneidgruppe in Eingriff mit der Bohrungswandung stehen. Häufig ist es günstig, wenn der Eingriffswinkel zwischen ca. 1° und ca. 70° liegt, er kann beispielsweise zwischen 5° und 60° liegen und/oder zwischen 20° und 45°. Je kleiner der Eingriffswinkel ist, desto exakter ist eine komplexe Form der Kontur der Innenfläche durch Steuerung der Zustellkraft in Abhängigkeit von der Winkelposition des Honwerkzeuges zu erreichen. Es können auch Honwerkzeuge mit mehreren unabhängig voneinander zustellbaren Schneidgruppen verwendet werden.In order to obtain the most flexible possible control of the shape of the bore cross section in the machining area, it is provided in a variant that a honing tool is used which has a single separately deliverable cutting group, which preferably has a pressure angle of less than 90 °. The term "pressure angle" here describes the angular range along the circumference of the honing tool, are in the cutting material body of the cutting group in engagement with the bore wall. Often it is advantageous if the pressure angle between about 1 ° and about 70 °, it may for example be between 5 ° and 60 ° and / or between 20 ° and 45 °. The smaller the pressure angle, the more accurate is a complex shape of the contour of the inner surface to be achieved by controlling the feed force in dependence on the angular position of the honing tool. It can also be honing tools be used with several independently deliverable cutting groups.
Die Schneidstoffkörper können auch symmetrisch oder fast symmetrisch über den Umfang des Honwerkzeuges verteilt angeordnet sein. In diesem Falle können Sollformen mit zwei-zähliger oder mehrzähliger Radialsymmetrie erzeugt werden, da eine Schwingungsbewegung und Verschiebungsbewegung des Honwerkzeuges sich gleichermaßen auf alle Schneidstoffkörper auswirken kann. Auf die im wesentlichen starre Führung der Axialbewegung des Honwerkzeuges kann in diesen Fällen verzichtet werden.The cutting material bodies can also be distributed symmetrically or almost symmetrically over the circumference of the honing tool. In this case, desired shapes with two-fold or multiple radial symmetry can be generated, since a vibratory movement and displacement movement of the honing tool can equally affect all cutting material bodies. In the substantially rigid guidance of the axial movement of the honing tool can be dispensed with in these cases.
Der Honprozess kann nach Maßgabe von vor dem Honprozess ermittelten Bearbeitungsparametern durchgeführt werden, zu denen insbesondere der mindestens eine Schwingungsparameter, der mindestens eine Verschiebungsparameter, mindestens ein Parameter für die Zustellkraft oder deren zeitliche Änderung sowie weitere Parameter gehören können. Die Schwingungsparameter können einen die zeitliche Änderung der Schwingungsamplitude definierenden Amplitudenänderungsparameter umfassen. Bei einer Verfahrensvariante findet eine Messung des Durchmessers der Bohrung während der Bearbeitung an mindestens zwei in Umfangsrichtung und/oder in Axialrichtung versetzten Messpositionen zur Erzeugung eines ersten und mindestens eines zweiten Durchmessermesssignals statt. Die Durchmessermesssignale erlauben Rückschlüsse auf die aktuelle Form der in Bearbeitung befindlichen Bohrung. Da der Durchmesser gleichzeitig an mindestens zwei gegeneinander versetzten Stellen und/oder in mindestens zwei unterschiedlichen Richtungen gemessen wird, sind auch komplexe Bohrungsgeometrien ortsauflösend erfassbar, die beispielsweise eine definierte Abweichung von einer ideal kreiszylindrischen Form haben. Eine solche Messung kann somit auch unabhängig von den sonstigen Merkmalen der Erfindung besonders bei allen Verfahrensvarianten des Formhonens nützlich sein.The honing process may be carried out in accordance with processing parameters determined before the honing process, which may include in particular the at least one vibration parameter, the at least one displacement parameter, at least one parameter for the delivery force or its temporal change, and further parameters. The vibration parameters may include an amplitude change parameter defining the temporal change of the vibration amplitude. In one variant of the method, a measurement of the diameter of the bore during machining takes place at at least two measuring positions offset in the circumferential direction and / or in the axial direction for generating a first and at least one second diameter measuring signal. The diameter measurement signals allow conclusions to be drawn about the current shape of the hole being processed. Since the diameter is measured simultaneously at at least two mutually offset locations and / or in at least two different directions, even complex bore geometries can be detected in a spatially resolving manner, which, for example, have a defined deviation from an ideal circular-cylindrical shape. Such a measurement can thus be independent of the other features of Invention be particularly useful in all process variants of Formhonen.
Bei bevorzugten Ausführungsformen wird eine Steuerung der Honbearbeitung nach Maßgabe der mindestens zwei Durchmessermesssignale durchgeführt. Durch die Messwertrückführung in die Steuereinheit und eine ggf. darauf basierenden Veränderung der Bearbeitungsparameter während der Bearbeitung ist eine Regelung des Bearbeitungsprozesses möglich. Dadurch können Bohrungen mit noch geringerer Abweichung von einer gewünschten Soll-Geometrie bei optimierten Bearbeitungszeiten erzeugt werden. Im Rahmen einer solchen Regelung kann beispielsweise die Schwingungsamplitude und/oder die Änderung der Schwingungsamplitude und/oder die Frequenz der Schwingung und/oder mindestens ein Verschiebungsparameter und/oder die Flächenpressung als Variable geregelt werden.In preferred embodiments, a control of honing processing is performed in accordance with the at least two diameter measurement signals. By measuring value feedback in the control unit and possibly based thereon change the machining parameters during processing, a regulation of the machining process is possible. As a result, holes with even less deviation from a desired target geometry can be generated at optimized processing times. In the context of such a regulation, for example, the oscillation amplitude and / or the change of the oscillation amplitude and / or the frequency of the oscillation and / or at least one displacement parameter and / or the surface pressure can be regulated as a variable.
Die Erfindung betrifft auch eine Honmaschine, die eine Bewegungs-Steuerungseinrichtung zur Steuerung der Bewegung mindestens einer an einem Honwerkzeug angebrachten Schneidgruppe in Abhängigkeit von der Hublage und/oder der Winkelposition des Honwerkzeuges in einer Bohrung hat, wobei die Bewegungs-Steuerungseinrichtung zur Erzeugung einer Schwingungsbewegung der Schneidgruppe im wesentlichen parallel zu einer Innenfläche der Bohrung mit veränderlicher Schwingungsamplitude nach Maßgabe mindestens eines Schwingungsparameters, und vorzugsweise zur Erzeugung einer der Schwingungsbewegung überlagerten Verschiebungsbewegung der Schneidgruppe entlang der Innenfläche der Bohrung nach Maßgabe mindestens eines Verschiebungsparameters, konfiguriert ist.The invention also relates to a honing machine having a motion control device for controlling the movement of at least one attached to a honing tool cutting group in response to the stroke position and / or the angular position of the honing tool in a bore, wherein the motion control means for generating a vibrational movement of the Cutting group is configured substantially parallel to an inner surface of the variable amplitude bore bore in accordance with at least one vibration parameter, and preferably for generating a displacement movement of the cutting group along the inner surface of the bore in accordance with at least one displacement parameter superimposed on the oscillation movement.
Beispielsweise kann die Bewegungs-Steuerungseinrichtung einer konventionellen Honmaschine so modifiziert sein, dass der bekannten langhubigen Hubbewegung und der Umfangsbewegung des Honwerkzeuges eine Oszillation in Hub- und/oder Umfangsrichtung mit deutlich kürzerem Hub überlagert werden kann. Bei einer Ausführungsform sind zur Einstellung einer lokal unterschiedlichen Werkstoffabtrennung sowohl die Hub- und/oder Umfangsgeschwindigkeit der langhubigen Bewegungen, als auch die Hub- und/oder Umfangsgeschwindigkeit der im Vergleich dazu kurzhubigeren Schwingungsbewegung jeweils in Abhängigkeit von der Hub- und Winkellage des Honwerkzeuges separat einstellbar. Unterstützend kann auch eine Einstellmöglichkeit vorgesehen sein, um die Anpresskraft der Schneidstoffkörper in Abhängigkeit von der Hub- und Winkellage zu verändern.For example, the motion control device of a conventional honing machine may be modified so that the known long-stroke lifting movement and the circumferential movement of the honing tool an oscillation in the lifting and / or circumferential direction can be superimposed with a significantly shorter stroke. In one embodiment, to set a locally different material separation, both the lifting and / or circumferential speed of the long-stroke movements, and the lifting and / or peripheral speed of the relatively short-stroke oscillatory motion in each case depending on the lifting and angular position of the honing tool separately adjustable , Supporting can also be provided an adjustment to change the contact pressure of the cutting material body in dependence on the lifting and angular position.
Die Bewegungs-Steuerungseinrichtung kann so konfiguriert sein, dass sie eine Einstellmöglichkeit für geeignete Amplitudenänderungsparameter enthält, insbesondere für die maximale und minimale Schwingungsamplitude und einen gewünschten zeitlichen Verlauf der Veränderung der Schwingungsamplitude während eines Änderungszeitintervalles.The motion controller may be configured to include adjustment for suitable amplitude change parameters, in particular for the maximum and minimum vibration amplitude, and a desired time history of the vibration amplitude change during a change time interval.
Bei manchen Ausführungsformen hat die Honmaschine ein Meßsystem zum Messen des Durchmessers der Bohrung während der Bearbeitung an mindestens zwei in Umfangsrichtung und/oder in Axialrichtung der Bohrung versetzten Messpositionen zur Erzeugung eines ersten und mindestens eines zweiten Durchmesser-Messsignals. Dies erlaubt die Überwachung des Bearbeitungsfortschrittes während des Bearbeitungsprozesses, um ggf. Korrekturen der Bearbeitungsparameter vornehmen zu können. Vorzugsweise ist die Bewegungs-Steuerungseinrichtung als Regelungseinrichtung konfiguriert, die es erlaubt, die Honbearbeitung nach Maßgabe der mindestens zwei Durchmessermesssignale zu steuern. Auf diese Weise können ohne Eingriffe eines Bedieners die Bearbeitungsparameter des Honprozesses während der Bearbeitung bei Bedarf automatisch optimiert werden.In some embodiments, the honing machine has a measuring system for measuring the diameter of the bore during machining at at least two measuring positions offset in the circumferential direction and / or in the axial direction of the bore for producing a first and at least one second diameter measuring signal. This allows the monitoring of the processing progress during the machining process in order to make any corrections to the machining parameters. Preferably, the motion control device is configured as a control device that allows to control the honing processing in accordance with the at least two diameter measurement signals. In this way, without any intervention by an operator, the processing parameters of the honing process can be automatically optimized during processing as needed.
Erfolgt die Erzeugung der Makroform der Bohrung im Wesentlichen ohne eine Variation der Anpresskraft der Schneidgruppe, so ist die erzeugte Bohrungsinnenfläche durch eine sehr geringe Schwankung der Rauheit gekennzeichnet. Dies vermindert den bei den nachfolgenden, oberflächenbildenden Bearbeitungsoperationen erforderlichen Materialabtrag, so dass diese Prozesse in kürzeren Bearbeitungszeiten durchgeführt werden können. Es ist z.B. möglich, ein Werkstück mit mindestens einer Bohrung zu erzeugen, die eine gehonte Innenfläche aufweist, wobei die Bohrung in mindestens einem axialen Bohrungsabschnitt eine nicht-kreiszylindrische Bohrungsform hat, so dass die Bohrung einen Zylindrizitätsfehler von mehr als 20 µm aufweist, wobei eine Schwankungsbreite für den arithmetischen Mittenrauwert Ra über den Umfang der Bohrung weniger als 30 % beträgt. Nach der hier beschriebenen formgebenden Bearbeitung sind in der Regel die Bearbeitungsspuren der durch die Schwingungsbewegung der Schneidgruppe erzeugten kurzhubigen Bearbeitung an der Innenfläche erkennbar. In der Regel ist es jedoch so, dass diese Bearbeitungsspuren in nachfolgenden, im Wesentlichen nur die Oberflächentopographie verändernden Bearbeitungsoperationen wieder entfernt werden.If the formation of the macro-shape of the hole substantially without a variation of the contact pressure of the cutting group, the generated bore inner surface is characterized by a very small variation of the roughness. This reduces the material removal required in the subsequent surface-forming machining operations, so that these processes can be carried out in shorter processing times. For example, it is possible to produce a workpiece having at least one bore having a honed inner surface, wherein the bore has a non-circular cylindrical bore shape in at least one axial bore portion such that the bore has a cylindricity error greater than 20 microns, with a Fluctuation range for the arithmetic mean roughness R a over the circumference of the hole is less than 30%. After the shaping machining described here, the machining tracks of the short-stroke machining produced by the oscillatory movement of the cutting group on the inner surface are usually recognizable. As a rule, however, it is the case that these machining tracks are removed again in subsequent machining operations which essentially change only the surface topography.
Die vorstehenden und weiteren Merkmale gehen außer aus den Ansprüchen auch aus der Beschreibung und den Zeichnungen hervor. Dabei können die einzelnen Merkmale jeweils für sich alleine oder zu mehreren in Form von Unterkombinationen bei einer Ausführungsform der Erfindung und auf anderen Gebieten verwirklicht sein und vorteilhafte sowie für sich schutzfähige Ausführungsformen darstellen. Bevorzugte Ausführungsformen werden an Hand der beigefügten Zeichnungen erläutert.
- Fig. 1 zeigt eine schematische Gesamtansicht einer Honmaschine, die zur Durchführung einer Ausführungsform eines erfindungsgemäßen Honverfahrens konfiguriert ist;
- Fig. 2 zeigt eine schematische Perspektivansicht eines 4-Zylinder-Motorblockes bei der Bearbeitung mit einer Ausführungsform eines erfindungsgemäßen Honverfahrens;
- Fig. 3 zeigt eine schematische Darstellung von Geschwindigkeitskomponenten der Schwingungsbewegung und der Verschiebungsbewegung einer Schneidgruppe bei der Bearbeitung einer Bohrungsinnenfläche; und
- Fig. 4 zeigt eine schematische Darstellung des Einflusses der Verschiebungsgeschwindigkeit v3 auf die Abtragsrate A einer konstant schwingend angetriebenen Schneidgruppe, jeweils in Abhängigkeit von der Zeit t;
- Fig. 5 zeigt schematische Messdiagramme einer Zylinderbohrung mit großem Zylindrizitätsfehler und signifikanter Abweichung von einer 2-zähligen Radialsymmetrie;
- Fig. 6 zeigt schematische Diagramme zur Erläuterung des Zusammenhanges zwischen der Geometrie einer Bohrung mit großem Zylindrizitätsfehler und der zur Erzeugung der unrunden Bohrungsform erforderlichen Variation der Verschiebungsgeschwindigkeit über die Winkelposition einer einseitig an einem Honwerkzeug angebrachten, oszillierenden Schneidgruppe;
- Fig. 7 bis 9 zeigen schematisch unterschiedliche Honwerkzeuge, die bei Ausführungsformen erfindungsgemäßer Verfahren eingesetzt werden können;
- Fig. 10 zeigt eine schematische Darstellung einer Zylinderbohrung, die mit Hilfe eines mit vier Honleisten ausgestatteten Honwerkzeuges bearbeitet wird, das in eine in Umfangsrichtung verlaufende Schwingungsbewegung mit veränderlicher Schwingungsamplitude versetzt wird;
- Fig. 11 zeigt ein schematisches Diagramm für die Wirkzeit tW (wirksame Bearbeitungszeit) und die Axialgeschwindigkeit vAX des Honwerkzeuges in Abhängigkeit von der Axialposition des Honwerkzeuges in der Bohrung gemäß Fig. 10;
- Fig. 12 zeigt ein schematisches Diagramm der Veränderung der Schwingungsamplitude über die Zeit gemäß verschiedener Varianten von Bearbeitungsverfahren; und
- Fig. 13 zeigt ein schematisches Diagramm einer Bohrung mit einer lokal begrenzten Durchmessererweiterung in einem Axialabschnitt sowie ein zugehöriges Diagramm für die Axialgeschwindigkeit vAX eines zur Bearbeitung der Bohrung genutzten Honwerkzeuges.
- Fig. 1 shows a schematic overall view of a honing machine, which is configured to carry out an embodiment of a honing method according to the invention;
- Fig. 2 shows a schematic perspective view of a 4-cylinder engine block during machining with an embodiment of a honing method according to the invention;
- 3 shows a schematic representation of velocity components of the oscillatory motion and the displacement movement of a cutting group when machining a bore inner surface; and
- 4 shows a schematic representation of the influence of the displacement speed v 3 on the removal rate A of a constantly oscillatingly driven cutting group, in each case as a function of the time t;
- 5 shows schematic measurement diagrams of a cylinder bore with a large cylindricity error and a significant deviation from a 2-fold radial symmetry;
- Fig. 6 shows schematic diagrams for explaining the relationship between the geometry of a bore with a large cylindricity error and the variation of the displacement speed required for producing the non-circular bore shape over the angular position of an oscillating cutting group mounted on one side on a honing tool;
- FIGS. 7 to 9 schematically show different honing tools which can be used in embodiments of methods according to the invention;
- Fig. 10 shows a schematic representation of a cylinder bore, which is processed by means of a honing tool equipped with four honing stones which is put in a circumferentially oscillating motion with variable amplitude vibration;
- 11 shows a schematic diagram for the effective time t W (effective machining time) and the axial speed v AX of the honing tool as a function of the axial position of the honing tool in the bore according to FIG. 10;
- FIG. 12 is a schematic diagram showing the variation in oscillation amplitude over time according to various variants of machining methods; FIG. and
- 13 shows a schematic diagram of a bore with a locally limited diameter extension in an axial section and a corresponding diagram for the axial velocity v AX of a honing tool used for machining the bore.
In Fig. 1 ist schematisch die Vorderansicht einer Honmaschine 100 gezeigt, die im Rahmen verschiedener Ausführungsformen erfindungsgemäßer Verfahren zur Bearbeitung von Innenflächen von Bohrungen in Werkstücken eingesetzt werden kann, um eine oder mehrere Honoperationen an dem Werkstück auszuführen. Auf dem Maschinenbett 102 der Honmaschine ist eine Aufspannplatte 104 befestigt, die ein darauf aufgespanntes Werkstück 106 trägt, bei dem es sich im Beispielsfall um einen Motorblock einer mehrzylindrigen Brennkraftmaschine handelt. In dem Motorblock sind mehrere Zylinderbohrungen mit generell vertikaler Ausrichtung ihrer Zylinderachsen gebildet. Die durch die Innenflächen der Zylinderbohrungen gebildeten Zylinderlaufflächen werden auf der Honmaschine einer qualitätsbestimmenden Endbearbeitung unterzogen, bei der sowohl die Makroform der Zylinderlaufflächen, als auch deren Oberflächentopographie durch geeignete Honprozesse erzeugt wird.FIG. 1 schematically shows the front view of a honing
Bei der zweispindligen Honmaschine 100 sind auf einer portalartigen Trägerkonstruktion 108 zwei im wesentlichen identisch aufgebaute Honeinheiten 110, 112 befestigt, die abwechselnd oder gleichzeitig bei der Werkstückbearbeitung eingesetzt werden können. Ihr Aufbau wird anhand der Honeinheit 110 näher erläutert. Die Honeinheit umfasst einen auf der Trägerkonstruktion befestigten Spindelkasten 114, der die Honspindel 120 führt. Die Honspindel lässt sich mit Hilfe eines am Spindelkasten befestigten Spindelmotors 118 um ihre Längsachse drehen. Das untere Ende der Honspindel wird durch eine Gelenkstange gebildet, an deren unteres, freies Ende das als Bearbeitungswerkzeug dienende Honwerkzeug 150 begrenzt beweglich mechanisch angekoppelt ist. Ein auf dem Spindelkasten 114 montierter Hubantrieb 124 bewirkt die Vertikalbewegung der Honspindel beim Einführen des Werkzeuges in das Werkstück bzw. beim Herausziehen aus dem Werkstück und wird während der Honbearbeitung so angesteuert, dass das Honwerkzeug innerhalb der Bohrung des Werkstückes eine vertikale Hin- und Herbewegung ausführt. Der Spindelmotor 118 und der Hubantrieb 124 werden über eine Bewegungs-Steuerungseinrichtung 180 angesteuert, die ein Teilsystem der Gesamt-Steuerung der Honmaschine bildet.In the two-
Bei dieser Ausführungsform steuert die Bewegungs-Steuerungseinrichtung 180 alle Honachsen der Honmaschine. Dieses Steuersystem wird genutzt, um die im Vergleich zu herkömmlichen Honsystemen hinzugekommene Schwingungsbewegung der Schneidgruppe zu erzeugen und der Verschiebungsbewegung zu überlagern. Hierzu kann ein geeignetes Arbeitsprogramm der computernumerischen Steuerung vorgesehen sein. Zur Einstellung einer lokal unterschiedlichen Werkstoffabtrennung sind in der Steuerung folgende Parameter in Abhängigkeit von Hub- und Winkellage des Honwerkzeuges einstellbar: (1) Hub- und/oder Umfangsgeschwindigkeit der langhubigen Verschiebungsbewegungen; (2) Hub- und/oder Umfangsgeschwindigkeit der kurzhubigeren Schwingungsbewegungen. Es existiert auch eine Einstellmöglichkeit, mit der die Anpresskraft der Schneidgruppe in Abhängigkeit von Hub- und Winkellage veränderbar ist.In this embodiment, the
Die Honmaschine ist mit einem Zustellsystem 140 ausgestattet, das zwei unabhängig voneinander betätigbare Zustelleinrichtungen umfasst, die unterschiedlichen Sätzen von Elementen am Honwerkzeug zugeordnet sind.The honing machine is equipped with a
Fig. 2 zeigt in schematischer, schrägperspektivischer Ansicht einen Zylinderblock (Motorblock) 200 für eine 4-Zylinder-Brennkraftmaschine. In dem aus einem Gusswerkstoff oder aus einem Leichtmetall-Werkstoff bestehenden Zylinderblock sind vier achsparallele Zylinderbohrungen 201, 202, 203, 204 in gleichen Abständen in Reihe so nebeneinander angeordnet, dass ihre zentralen Bohrungsachsen in einer gemeinsamen Ebene (Zylinderebene 212) liegen. Von der Oberseite des Zylinderblockes her sind mit Innengewinde versehene Bohrungen 215 achsparallel zu den Zylinderbohrungen so eingebracht, dass jeweils vier dieser Bohrungen gleichmäßig um den Umfang einer Zylinderbohrung verteilt sind. Die Bohrungen 215 dienen zur Aufnahme von Zylinderkopfschrauben, mit deren Hilfe nach Fertigstellung der Bearbeitung des Zylinderblockes der zugehörige Zylinderkopf auf den Zylinderblock 200 unter Zwischenlage einer Zylinderkopfdichtung aufgeschraubt wird.Fig. 2 shows a schematic oblique perspective view of a cylinder block (engine block) 200 for a 4-cylinder internal combustion engine. In the cylinder block consisting of a cast material or a light metal material, four axially parallel cylinder bores 201, 202, 203, 204 are arranged at equal distances in series next to one another in such a way that their central bore axes lie in a common plane (cylinder plane 212). From the upper side of the cylinder block are provided with internal thread holes 215 axially parallel to the cylinder bores so introduced that four of these holes are evenly distributed around the circumference of a cylinder bore. The
Es ist erkennbar, dass es sich bei dem Zylinderblock 200 um ein strukturell uneinheitliches Werkstück handelt, bei dem insbesondere jede der Zylinderbohrungen 201-204 eine unterschiedliche Werkstückumgebung hat, insbesondere hinsichtlich der Wandstärke im Bereich der Zylinderbohrungen und auch durch unterschiedliche Anbindungen an die Kühlmittelkanäle des motorblockinternen Kühlsystems. Beispielsweise haben die innen liegenden Zylinderbohrungen 202 und 203 des zweiten und dritten Zylinders jeweils zwei in der Zylinderebene liegenden Nachbar-Zylinderbohrungen, während die außenliegenden Zylinderbohrungen (Zylinder 1 und 4) nur eine jeweils innenliegende Nachbar-Zylinderbohrung haben und an der gegenüberliegenden Seite an dickere Wandabschnitte des Werkstückes grenzen.It can be seen that the
Am unteren Ende der Honspindel 220 ist eine Ausführungsform eines erfindungsgemäßen Honwerkzeuges 250 angekoppelt, bei dem es sich um ein kardanisch gelagertes Honwerkzeug mit Doppelaufweitung handelt. Das Honwerkzeug hat einen Werkzeugkörper 255, der an einer Seite seines Umfanges eine durch eine einzige Honleiste gebildete Schneidgruppe 260 trägt, die mit Hilfe eines nicht näher dargestellten Schneidgruppen-Zustellsystems in radialer Richtung zur Bohrungsinnenwand zugestellt bzw. zurückgezogen werden kann. Die Schneidgruppe 260 ist einseitig an dem Honwerkzeug angebracht. Dies bedeutet insbesondere, dass alle bei der Honbearbeitung in materialabtragendem Eingriff mit der Bohrungsinnenwand stehenden Schneidstoffkörper auf der gleichen Seite einer werkzeughalbierenden Werkzeugebene liegen, die die Werkzeugachse enthält und senkrecht auf der Winkelhalbierenden der Schneidgruppe steht. Weiterhin ist am Werkzeugkörper ein Satz von um den Umfang des Honwerkzeuges ungleichmäßig verteilten Führungsleisten 270 vorgesehen, die mit Hilfe eines Führungsleisten-Zustellsystems unabhängig von der Schneidgruppe 260 in Richtung auf die Innenfläche der Bohrung zugestellt werden können. Bei Anliegen der im Wesentlichen nicht-schneidenden Führungsleisten an der Innenfläche der Bohrung ergibt sich eine im Wesentlichen starre Führung der Axialbewegung des Honwerkzeuges innerhalb der Bohrung parallel zur Bohrungsachse 213, so dass die Führungsleisten eine Axialführungseinrichtung für das Honwerkzeuges bilden.At the lower end of the honing spindle 220, an embodiment of a honing
Die Zustellbewegung sowohl der Führungsleisten als auch der Schneidgruppe sowie die jeweils aufgebrachte Zustellkraft werden mit Hilfe einer Zustellkraft-Steuerungseinrichtung 290 der Honmaschine unabhängig voneinander gesteuert. Die Bewegungen des Honwerkzeuges innerhalb der Bohrung werden durch die Bewegungs-Steueriungseinrichtung 280 gesteuert.The feed movement of both the guide rails and the cutting group and the respectively applied feed force are controlled independently by means of a feed
Anhand der Fig. 3 und 4 wird nun erläutert, wie bei einer bevorzugten Ausführungsform des Bearbeitungsverfahrens durch geeignete Steuerung der Schwingungsbewegung und der Verschiebungsbewegung einer Schneidgruppe des Honwerkzeuges an unterschiedlichen Stellen der Innenfläche einer Bohrung lokal unterschiedlich starke Materialabträge erzielbar sind, um eine nicht-kreiszylindrische Bohrungsform zu erzeugen. Fig. 3 zeigt hierzu schematisch einen axialen Schnitt durch eine Zylinderbohrung 303 eines Motorblockes 300. In die Zylinderbohrung ist ein Honwerkzeug eingeführt, von dem nur eine Honleiste 360 gezeigt ist, die die einzige Schneidgruppe des Honwerkzeuges bildet und die in spanabhebenden Eingriff mit der Innenfläche 330 der Bohrung steht.It will now be explained with reference to FIGS. 3 and 4 how, in a preferred embodiment of the machining method, by means of suitable control of the oscillation movement and the displacement movement of a cutting group of the honing tool at different locations on the inner surface of a bore, different degrees of material removal can be achieved in order to form a non-circular-cylindrical bore shape to create. 3 schematically shows an axial section through a
In der Bewegungs-Steuerungseinrichtung der Honmaschine ist ein Arbeitsprogramm aktiv, das eine Schwingungsbewegung und eine der Schwingungsbewegung überlagerte Verschiebungsbewegung des Honwerkzeuges und der daran angebrachten Schneidgruppe steuert. Die Schwingungsbewegung setzt sich aus einer in Umfangsrichtung gerichteten Komponente (Richtung des Vektors V2) und einer in Axialrichtung gerichteten Komponente (Richtung des Vektors V1) zusammen, wobei an der Bewegungs-Steuerungseinrichtung sowohl die Schwingungsamplitude, als auch die Schwingungsfrequenz als Schwingungsparameter einstellbar sind. In der beispielhaften Variante ist die Schwingungsamplitude in Axialrichtung (Vektor V1) auf den Wert 0 gesetzt, so dass ausschließlich eine Schwingungsbewegung in Umfangsrichtung (Vektor V2) vorliegt, bei der die Schneidgruppe 360 in Umfangsrichtung oszillierend mit einer Winkelamplitude von ca. 4 ° und einer Frequenz von ca. 2 Hz hin- und herbewegt wird. Diese oszillierende Bearbeitungsbewegung erzeugt in Verbindung mit dem durch die Zustellkraft-Steuerungseinrichtung konstant vorgegebenen Anpressdruck am Ort der Schneidgruppe einen Materialabtrag, dessen Betrag im wesentlichen proportional zu der am jeweiligen Ort vorliegenden Bearbeitungszeit (bzw. i.W. umgekehrt proportional zur lokalen Verschiebungsgeschwindigkeit) ist.In the motion control device of the honing machine, a work program is active, which controls a vibratory movement and a displacement movement of the honing tool and the cutting group superimposed on the oscillating motion. The oscillatory motion is composed of a circumferentially directed component (direction of the vector V 2 ) and an axially directed component (direction of the vector V 1 ), wherein both the vibration amplitude and the vibration frequency can be set as vibration parameters on the motion control device , In the exemplary variant, the oscillation amplitude in the axial direction (vector V 1 ) is set to the
Der Schwingungsbewegung ist eine Verschiebungsbewegung der Schneidgruppe in Richtung des Verschiebungsvektors V3 überlagert, wobei sowohl die Richtung, als auch die Geschwindigkeit dieser Verschiebungsbewegung (Geschwindigkeit v3) an der Bewegungs-Steuerungseinrichtung als Verschiebungsparameter vorgebbar sind. Die Richtung der Verschiebungsbewegung ist veränderlich und sichert ab, dass die Schneidgruppe alle Bereiche der Bohrungsinnenfläche erreicht. Bei der gezeigten Ausführungsform ist die Verschiebungsbewegung so parametrisiert, dass die Honleiste 360 eine an das klassische Honen angelegte Drehbewegung (in Umfangsrichtung) in Verbindung mit einer alternierenden Hubbewegung in Axialrichtung erzeugt (siehe gestrichelter Pfeil). Entlang des Verschiebungsweges, d.h. bei Überstreichen der Innenfläche der Bohrung, wird die Geschwindigkeit v3 der Verschiebungsbewegung variiert. Die Steuerung der Verschiebungsgeschwindigkeit v3 erfolgt in Abhängigkeit von der geforderten Sollform der Bohrung. Durch die Veränderung der Verschiebungsgeschwindigkeit ergeben sich lokal unterschiedliche Bearbeitungsdauern, so dass lokal in der Bohrung unterschiedlich starke Werkstoffabtrennungen erreicht werden. Dies ist in Fig. 4 schematisch dargestellt. Bei konstanter Schwingungsbewegung (d.h. konstanter Schwingungsamplitude, -frequenz und -richtung) ergibt sich eine annähernde Proportionalität zwischen Materialabtrag A und Verschiebungsgeschwindigkeit v3, da in Bereichen höherer Verschiebungsgeschwindigkeit die lokale Bearbeitungsdauer und damit der lokal erzielte Materialabtrag geringer ist als in Bereichen niedrigerer Verschiebungsgeschwindigkeit. Dementsprechend wird die Steuerung so programmiert, dass in Bereichen mit geforderter starker Werkstoffabtrennung die Verschiebungsgeschwindigkeit v3 gering oder für ein festgelegtes Zeitintervall auch null ist, während für Bereiche mit geforderter geringerer Werkstoffabtrennung eine höhere Verschiebungsgeschwindigkeit vorgesehen ist.The oscillation movement is superimposed on a displacement movement of the cutting group in the direction of the displacement vector V 3 , whereby both the direction and the speed of this displacement movement (speed v 3 ) can be predetermined as displacement parameters on the motion control device. The direction of the displacement movement is variable and ensures that the cutting group reaches all areas of the bore inner surface. In the embodiment shown, the displacement movement is parameterized in such a way that the honing
Da bei dieser Verfahrensvariante nur die Zeit bzw. die Verschiebungsgeschwindigkeit als Steuerparameter verwendet wird, während die Anpresskraft der Schneidgruppe während der gesamten Bearbeitungsdauer konstant bleibt, ist die erzeugte Rauheit der bearbeiteten Innenfläche unabhängig von der erzeugten Form. Typische gemittelte Rauhtiefen RZ liegen über die gesamte bearbeitete Innenfläche im Bereich RZ = 4 µm bis 6 µm.Since in this process variant only the time or the displacement speed is used as the control parameter, while the contact force of the cutting group remains constant during the entire processing time, the generated roughness of the machined inner surface is independent of the generated shape. Typical average roughness depths R Z lie over the entire machined inner surface in the range R Z = 4 μm to 6 μm.
Die Komponenten der Schwingungsbewegung in Umfangsrichtung und in Axialrichtung können konstante oder veränderliche Ampliuden und/oder Frequenzen haben. Die Veränderung der Amplitude und/oder Frequenz können zur Unterstützung der Steuerung des Abtrags genutzt werden. Beispielsweise kann für lokale Bereiche mit gefordertem hohen Materialabtrag die Schwingungsfrequenz erhöht werden, um bei gleicher Verweildauer der Schneidgruppe an der Bohrungsinnenfläche eine erhöhte Abtragsleistung zu erzielen.The components of the oscillatory motion in the circumferential direction and in the axial direction may have constant or variable amplitudes and / or frequencies. The change in amplitude and / or frequency can be used to support the control of the removal. For example, for local areas with required high material removal, the oscillation frequency can be increased in order to achieve an increased removal rate for the same residence time of the cutting group on the bore inner surface.
Es ist auch möglich, dass die Flächenpressung als Variable gesteuert wird, d.h., dass der Anpressdruck der Schneidgruppe in Abhängigkeit von der Hubposition und/oder der Winkelposition des Honwerkzeuges bzw. der Schneidgruppe variiert wird. In jedem Fall ist die Steuerkurve der für den Materialabtrag verantwortlichen Parameter abhängig von der Sollform der Bohrung.It is also possible that the surface pressure is controlled as a variable, that is, that the contact pressure of the cutting group is varied depending on the stroke position and / or the angular position of the honing tool or cutting group. In any case, the control curve of the responsible for the material removal parameter depends on the desired shape of the hole.
Ein typische, mit Hilfe des Verfahrens an einem unverspannten Werkstück erzeugbare Bohrungsgeometrie, die bei der Bearbeitung von Zylinderlaufflächen eines Zylinderblockes erzeugt werden kann, wird anhand von Figur 5 erläutert.A typical hole geometry which can be produced on an unstrained workpiece with the aid of the method and which can be produced when machining cylinder running surfaces of a cylinder block is explained with reference to FIG.
Zur Charakterisierung der Makroform einer Zylinderlauffläche zeigt Fig. 5 (a) einen schematischen Umfangsschrieb und Fig. 5 (b) einen schematischen Längsschrieb der Dimensionen einer Zylinderlauffläche. Für den Umfangsschrieb werden radiale Abstände der Bohrungsinnenwand von der Bohrungsachse BA in Abhängigkeit von der Umfangsposition entlang der Bohrungsinnenfläche gezeigt, wobei der Nullpunkt der Umfangsrichtung sowie die 180°-Lage in der durch die Bohrungsachsen der Zylinder definierten Zylinderebene 212 (vgl. Fig. 2) liegen und die 90°- und 270°-Positionen die senkrecht dazu liegenden Bereiche in der Nähe der vorderen und hinteren Breitseite des Zylinderkopfes repräsentieren. Die Kurven RO, RM und RU repräsentieren jeweils den Radius in der Nähe der oberen Eintrittsöffnung der Zylinderbohrung (RO), im axialen Mittelbereich der Zylinderbohrung (RM) und in der Nähe des unteren Endes der Zylinderbohrung (RU). In der dem Fachmann bekannten Weise sind die umlaufenden Messkurven des Umfangsschriebes jeweils auf eine konzentrisch zur Bohrungsachse liegende Nulllinie bezogen, die bei der Darstellung in Fig. 6 (a) jeweils gestrichelt gezeichnet ist. Für alle Messkurven dient der gleiche radiale Maßstab in Radialrichtung. Die Längsschriebe in Fig. 5 (b) zeigen jeweils den Verlauf der Mantellinien (parallel zur Bohrungsachse) in den ausgewählten Umfangsbereichen bei 0°, 90°, 180° und 270°.For characterizing the macro-shape of a cylinder surface, Fig. 5 (a) shows a schematic circumferential plot and Fig. 5 (b) a schematic longitudinal plot of the dimensions of a cylinder surface. For circumferential writing, radial distances of the bore inner wall from the bore axis BA are shown as a function of the circumferential position along the bore inner surface, wherein the zero point of the circumferential direction and the 180 ° position in the
Die Messergebnisse repräsentieren die randständige vierte Zylinderbohrung 204 in Fig. 1. Es ist erkennbar, dass die Bohrung in der Nähe der zylinderkopfseitigen Eintrittsseite (repräsentiert durch die Kurve RO) eine annähernd 2-zählige Radialsymmetrie um die Bohrungsachse BA hat, bei der sich der größte Durchmesser schräg zur Zylinderebene im Bereich der Umfangswinkel 135° bzw. 315° ergibt, während sich senkrecht dazu (entsprechend Winkelpositionen 45° und 225°) ebenfalls lokale Maxima des Radius ausbilden, die jedoch bei kleineren absoluten Radiuswerten liegen. Der annähernd 2-zählig symmetrischen Grundform sind kleinere Radiusschwankungen überlagert, beispielsweise im Bereich um 180°.The measurement results represent the marginal fourth cylinder bore 204 in FIG. 1. It can be seen that the bore near the cylinder head side entry side (represented by the curve R O ) has approximately 2-fold radial symmetry about the bore axis BA at which the largest diameter obliquely to the cylinder plane in the range of the circumferential angle 135 ° or 315 ° results, while perpendicular thereto (corresponding to angular positions 45 ° and 225 °) also form local maxima of the radius, but which lie at smaller absolute radius values. The approximately 2-fold symmetrical basic shape superimposed smaller radius variations, for example in the range of 180 °.
Im axialen Mittelbereich der Bohrung (Kurve RM) ergibt sich ein weitaus komplexerer Zusammenhang zwischen Umfangsposition und Bohrungsradius bzw. Bohrungsdurchmesser. Im gezeigten Beispiel ergeben sich in Umfangsrichtung etwa acht lokale Maxima des Innenradius, die durch lokale Minima des Innenradius getrennt sind. Tendenziell liegen die größten Radien weiterhin schräg zur Zylinderebene.In the axial center region of the bore (curve R M ) results in a much more complex relationship between circumferential position and bore radius or bore diameter. In the example shown, approximately eight local maxima of the inner radius, which are separated by local minimums of the inner radius, result in the circumferential direction. The largest radii tend to remain inclined to the cylinder plane.
In dem der Zylinderkopfseite abgewandten Endbereich der Zylinderbohrung, repräsentiert durch die Kurve RU, ist der Bohrungsquerschnitt ebenfalls unsymmetrisch, wobei jedoch die am zylinderkopfseitigen Ende noch angedeutete 2-zählige Radialsymmetrie nicht mehr dominiert und eine nahezu völlig irreguläre Bohrungsquerschnittsform vorherrscht.In the cylinder head end region facing away from the end of the cylinder bore, represented by the curve R U , the bore cross section is also asymmetrical, but the 2-fold radial symmetry still indicated at the cylinder head end no longer dominates and dominates an almost completely irregular bore cross-sectional shape.
In Axialrichtung der Bohrungsinnenwand ergeben sich ebenfalls erheblich Schwankungen des Bohrungsradius. Während entlang der Mantellinie bei 0° der Radius zum unteren Ende der Bohrung abnimmt, ist die Bohrungswand auf der gegenüberliegenden Seite (bei 180°) erheblich in Axialrichtung verzogen, so dass sich ein starkes Radiusminimum in der Nähe der Eingangsöffnung ergibt sowie im unteren Drittel, während im Mittelbereich der Radius maximal wird. Legt man dagegen einen Schnitt senkrecht zur Zylinderebene (bei 90° und 270°) so ergeben sich minimale Radien in der Nähe der oberen Eintrittsöffnung, während im unteren Drittel der Bohrungsradius ein lokales Maximum einnimmt.In the axial direction of the bore inner wall also result in significant variations in the bore radius. While along the surface line at 0 °, the radius decreases to the lower end of the bore, the bore wall on the opposite side (at 180 °) is significantly distorted in the axial direction, so that a strong minimum radius results near the entrance opening and in the lower third, while in the middle region the radius becomes maximum. If, on the other hand, a section perpendicular to the cylinder plane (at 90 ° and 270 °) results in minimal radii near the upper inlet opening, while in the lower third the bore radius assumes a local maximum.
Die auf diese Weise charakterisierbare, unsymmetrisch verzogene Bohrungsform entspricht im Beispielsfall einem Zylindrizitätsfehler ΔZ zwischen 30µm und 40µm. Diese komplex und unsymmetrisch verformte Bohrungsgeometrie wird sich bei Aufsetzen und Verschrauben eines Zylinderkopfes sowie Erwärmung des dadurch entstandenen Rumpfmotors in den Bereich der Betriebstemperaturen wieder zu einer weitgehend zylindrischen Bohrungsform verformen. Sie bildet somit annähernd eine Negativform der Deformationen im Betriebszustand.In this example, the asymmetrically warped hole shape that can be characterized in this way corresponds to a cylindricity ΔZ of between 30 μm and 40 μm. This complex and asymmetrically deformed bore geometry becomes when mounting and screwing a cylinder head and heating of the resulting hull motor deform into the range of operating temperatures again to a largely cylindrical bore shape. It thus forms approximately a negative form of the deformations in the operating state.
Fig. 6 zeigt exemplarisch für zwei Axialpositionen des Zylinders (repräsentiert durch die Kurven RO und RM) in Fig. 6 (a) den hub- und drehwinkelabhängigen Radienverlauf der Bohrung und in Fig. 6 (b) den zugehörigen Verlauf des Kehrwertes 1N der Verschiebungsgeschwindigkeit V einer in Umfangsrichtung kurzhubig oszillierenden Schneidgruppe über den Drehwinkel ϕ, jeweils in den entsprechenden axialen Höhen. Die Schneidgruppe wird mit konstantem Anpressdruck (F = const) an die Innenfläche angepresst. Große Werte des Kehrwertes entsprechen einer langsamen Verschiebung und damit einem größeren Materialabtrag. In Fig. 6 (b) repräsentiert die gestrichelte Kurve VO diejenige Variation des Kehrwertes der Verschiebungsgeschwindigkeit über den Drehwinkel, die erforderlich wäre, wenn ein Honwerkzeug, dessen oszillierende Schneidgruppe im oberen Endbereich der Zylinderbohrung in Umfangsrichtung verschoben wird, die Innenfläche bearbeitet. Die durchgezogene Linie VM entspricht der zeitlichen Variation bzw. Winkelvariation, die im Mittelbereich der Bohrung (RM) erforderlich wäre. Während die annähernd, aber nicht exakt 2-zählig radialsymmetrische Bohrungsquerschnittsform am oberen Ende im Wesentlichen durch eine Variation der Verschiebungsgeschwindigkeit mit zwei lokalen Minima und dazwischenliegenden lokalen Maxima (sowie einer kurzzeitigen Verlangsamung bei 180°) erreicht werden kann, erfordert das Formhonen im Mittelbereich der Bohrung (Kurve RM) bei einer einzigen Umdrehung des Honwerkzeuges einen vielfachen, schnellen Wechsel zwischen Anstieg und Zurücknahme der Verschiebungsgeschwindigkeit, der zu einer Ausbildung von sechs bis acht lokalen Abtragsmaxima und lokalen Abtragsminima bei einer vollen Umdrehung führt. Wird bei der Honbearbeitung das Honwerkzeug axial mit langen Hüben bewegt und gleichzeitig um seine Werkzeugachse rotiert, so ergibt sich der tatsächliche zeitliche Verlauf der an einer Schneidgruppe wirksame Verschiebungsgeschwindigkeit (bzw. Abtragsleistungen) aus einer Überlagerung der hier zur Vereinfachung erläuterten Verläufe, wobei sich auch die starke Variation in Axialrichtung (Fig. 5(b)) in einen Beitrag zur Variation der Verschiebungsgeschwindigkeit umsetzt.Fig. 6 shows by way of example for two axial positions of the cylinder (represented by the curves R O and R M ) in Fig. 6 (a) the stroke and rotation angle-dependent radius of the bore and in Fig. 6 (b) the associated curve of the reciprocal 1N the displacement speed V of a short-stroke oscillating in the circumferential direction cutting group on the rotation angle φ, respectively in the corresponding axial heights. The cutting group is pressed against the inner surface with a constant contact pressure (F = const). Large values of the reciprocal value correspond to a slow shift and thus to a larger material removal. In Fig. 6 (b), the broken line V O represents that variation of the reciprocal of the displacement speed over the rotation angle which would be required when a honing tool whose oscillating cutting group is circumferentially displaced in the upper end portion of the cylinder bore processes the inner surface. The solid line V M corresponds to the temporal variation or angle variation that would be required in the middle region of the bore (R M ). While the approximate but not exactly 2-fold radially symmetric bore cross-sectional shape at the top can be achieved essentially by varying the rate of displacement with two local minima and intermediate local maxima (as well as a momentary slowdown at 180 °), shaping honing in the center region of the bore requires (Curve R M ) in a single revolution of the honing tool a multiple, rapid change between increase and decrease of the displacement speed, which leads to the formation of six to eight local Abmax maxima and local removal minima in one full revolution. If, during honing, the honing tool is moved axially with long strokes and at the same time rotated about its tool axis, this results in the actual time Course of the effective at a cutting group displacement speed (or Abtragsleistungen) from a superposition of the explained here for simplicity gradients, with the strong variation in the axial direction (Fig. 5 (b)) in a contribution to the variation of the displacement speed.
Nach der Durchführung des Formhonens kann die Zylinderbohrung mit Hilfe eines Formmesssystems gemessen werden. Eine eventuell noch vorhandene, gemessene Differenz der Ist-Form zur Soll-Form kann zur Korrektur der Bearbeitungsparameter in Abhängigkeit von Hublage und Drehwinkel genutzt werden. Insbesondere kann somit während und/oder nach einer formerzeugenden Honoperation eine Vermessung der Bohrungsform zur Ermittlung von Form-Istwerten durchgeführt werden und eine Differenz zwischen den Form-Iswerten und der Sollform kann zur Korrektur der Steuerung der materialabtragenden Bearbeitung verarbeitet werden. Durch diesen Regelkreis ist eine verbesserte Genauigkeit des Formhonprozesses erzielbar.After performing the mold honing, the cylinder bore can be measured by means of a shape measuring system. Any existing, measured difference between the actual shape and the desired shape can be used to correct the machining parameters as a function of stroke position and angle of rotation. In particular, during and / or after a shape-generating honing operation, a measurement of the bore shape for determining actual shape values can thus be carried out, and a difference between the shape Is values and the desired shape can be processed to correct the control of the material-removing machining. By this control loop improved accuracy of the Formhonprozesses can be achieved.
Es sind zahlreiche Varianten des Bearbeitungsverfahrens möglich, wobei unterschiedliche Typen von Honwerkzeugen und/oder unterschiedlich aufgebaute und/oder gesteuerte Honmaschinen genutzt werden können. Bei einer Variante der in Fig. 1 dargestellten Honmaschine werden zusätzliche Baugruppen in die Konstruktion eingefügt, um die der Verschiebungsbewegung überlagerte Schwingungsbewegung von Schneidgruppen zu erzeugen. Beispielsweise kann innerhalb der Spindel 120 ein Schwingungserzeuger eingebaut werden, der den das Honwerkzeug 150 tragenden Teil der Spindel von einem antriebsseitigen Teil der Spindel abkoppelt und eine Relativbewegung des Honwerkzeug tragenden Abschnittes gegenüber dem antriebsseitigen Abschnitt in Axialrichtung und/oder in Umfangsrichtung ermöglicht, um die Schwingungsbewegung der Schneidgruppe zu realisieren. Es ist auch möglich, innerhalb des Honwerkzeuges einen Schwingungserzeuger anzubringen, der die Schneidstoffkörper der Schneidgruppe relativ zum Werkzeugkörper oszillierend antreibt. In beiden Fällen muss zur Erzeugung der Schwingungsbewegung weniger Masse bewegt werden als in der oben beschriebenen Ausführungsform, so dass bei gleicher eingeleiteter Kraft größere Schwingungsfrequenzen möglich sind.Numerous variants of the machining method are possible, wherein different types of honing tools and / or differently constructed and / or controlled honing machines can be used. In a variant of the honing machine shown in Fig. 1 additional assemblies are inserted into the structure to produce the displacement movement superimposed oscillatory movement of cutting groups. For example, within the
Außerdem ist es möglich, an Stelle des in Fig. 2 gezeigten Honwerkzeuges 250 andere Typen von Honwerkzeugen zu verwenden. Figur 7 zeigt hierzu beispielhaft ein Honwerkzeug 700 mit vier symmetrisch um den Umfang verteilten, gleichartigen Honleisten 760, die über ein einziges, gemeinsames Zustellsystem 770 gemeinsam betätigt werden. Es sind keine expandierbaren oder nicht-expandierbaren Führungsleisten vorhanden. Solche einfach aufgebauten Honwerkzeuge sind besonders dann verwendbar, wenn im Wesentlichen rotationssymmetrische Bohrungsformen ggf. mit in Axialrichtung stark variierenden Durchmesser, und/oder Bohrungsformen mit 4-zähliger Radialsymmetrie erzeugt werden sollen.In addition, it is possible to use other types of honing tools instead of the honing
Das Honwerkzeug 800 in Fig. 8 ist ein System mit Doppelaufweitung, d.h. mit zwei unabhängig voneinander betätigbaren Zustellsystemen. Dabei werden vier gleichmäßig um den Umfang verteilten erste Honleisten 860 über ein erstes Zustellsystem 870 gemeinsam verstellt. Eine in Umfangsrichtung symmetrisch zwischen zwei der Honleisten 860 angeordneten Honleiste 810 wird über ein gesondertes zweites Zustellsystem 820 betätigt. Mit Hilfe der vier gleichartigen Schneidstoffkörper 860 kann bei geeigneter Ansteuerung der Bewegungsgeschwindigkeit des Honwerkzeuges beispielsweise eine dominierende 4-zählige Rotationssymmetrie der Bohrungsform erzeugt werden. Durch Ansteuerung des zweiten Aufweitsystems wird gleichzeitig die einzelne Honleiste 810 zugestellt, die dann noch einen gezielten lokalen Materialabtrag erzeugt, um beispielsweise eine Bohrungsform mit einer von einer 2-zähligen Radialsymmetrie abweichenden Geometrie zu erzeugen (vgl. z.B. Fig. 5). Beide Zustellsysteme sind unabhängig voneinander als Funktion von Hublage und Winkelposition des Honwerkzeuges ansteuerbar.The honing
Bei einer anderen Ausführungsform ist an der der Honleiste 810 gegenüberliegenden Seite eine weitere Honleiste vorgesehen, die von dem zweiten Zustellsystem 820 betätigbar ist. Durch gemeinsame Zustellung der diametral gegenüberliegenden zweiten Honleisten als Funktion von Hublage und Winkelposition des Honwerkzeuges kann beispielsweise eine Ovalität erzeugt werden, die einer vierzählig symmetrischen Form überlagert sein kann.In another embodiment, another honing stone is provided on the opposite side of the honing
Figur 9 zeigt schematisch ein Honwerkzeug 900, das als Mehrleistenhonwerkzeug ausgelegt ist. Auf einer Seite des Honwerkzeuges ist eine einzelne materialabtragende Honleiste 960 angeordnet. An der zur Werkzeugachse diametral gegenüberliegenden Seite sind zwei ebenfalls zustellbare, jedoch nicht-schneidende Führungsleisten 970 angeordnet, die bezüglich ihres Aufbaus im Wesentlichen den Führungsleisten 270 in Fig. 2 entsprechen können. Die einzelne Honleiste 960 und die nicht-schneidenden Führungsleisten 970 werden über eine gemeinsame Zustelleinrichtung 980 zugestellt. Bei der Bearbeitung nehmen die Führungsleisten 970 die Gegenkraft der von der Honleiste 960 erzeugten Bearbeitungskraft auf. Es ist auch möglich, ein Honwerkzeug mit einer einseitig wirkenden Honleiste zu verwenden, die ebenfalls von Führungsleisten abgestützt wird, die sich auf der gegenüberliegenden Seite befinden (ähnlich Fig. 9), die aber nicht ausgefahren (zugestellt) werden.Figure 9 shows schematically a honing
Eine nicht gezeigte Variante eines Honwerkzeuges mit Doppelaufweitung hat eine erste Schneidgruppe, die in einem ersten axialen Abschnitt des Honwerkzeuges wirksam ist, sowie mindestens eine zweite, gesondert zustellbare Schneidgruppe, die sich in Axialrichtung versetzt zur ersten Schneidgruppe befindet, beispielsweise oberhalb der ersten Schneidgruppe oder unterhalb der Schneidgruppe (in Axialrichtung gesehen). Es ist möglich, ein solches Honwerkzeug so anzusteuern, dass die unterschiedlichen, axial versetzten Schneidbereiche mit unterschiedlichen Aufweitkräften beaufschlagt werden, um dadurch in verschiedenen axialen Höhen der Bohrung unterschiedliche Abträge zu erreichen.A not shown variant of a double widening honing tool has a first cutting group effective in a first axial portion of the honing tool and at least one second separately deliverable cutting group axially offset from the first cutting group, for example above the first cutting group or below the cutting group (seen in the axial direction). It is possible to control such a honing tool so that the different, axially offset cutting regions are acted upon by different Aufweitkräften, thereby to achieve different ablations in different axial heights of the bore.
Eine weitere, nicht gezeigte Variante eines Honwerkzeuges mit Doppelaufweitung hat eine erste Schneidgruppe, die in einem ersten Umfangswinkelbereich des Honwerkzeuges wirksam ist, sowie mindestens eine zweite, gesondert zustellbare Schneidgruppe, die in einem in Umfangsrichtung versetzt zum ersten Umfangswinkelbereich liegenden zweiten Umfangswinkelbereich des Honwerkzeuges wirksam ist. Die Schneidleisten, die von diesen zwei Aufweitungen (bzw. Zustellsystemen) gesteuert werden, befinden sich somit an verschiedenen Winkelpositionen. Die Zustellkraft wird für beide Aufweitungen getrennt in Abhängigkeit von Winkelposition und Hublage gesteuert.A further, not shown variant of a honing tool with double widening has a first cutting group, which is effective in a first circumferential angular range of the honing tool, and at least a second, separately deliverable cutting group, which is effective in a circumferentially offset to the first circumferential angular range lying second circumferential angular range of the honing tool , The cutting bars, which are controlled by these two widening (or delivery systems) are thus at different angular positions. The feed force is controlled separately for both expansions depending on the angular position and the stroke position.
Soweit nicht anders angegeben, können die oben beschriebenen Verfahrensvarianten wahlweise mit konstanter Schwingungsamplitude oder mit zeitlich veränderlicher Schwungungsamplitude durchgeführt werden. Anhand der Fig. 10 bis 13 werden weitere Verfahrensvarianten beschrieben, bei denen die Schwingungsamplitude der Schwingungsbewegung mindestens einer Schneidgruppe innerhalb eines Bearbeitungszeitintervalles zwischen einem Maximalwert ϕMAX und einem Minimalwert ϕMIN variiert. Der Begriff "Schwingungsamplitude" beschreibt hier die jeweilige Auslenkung der Bewegung der periodisch oszillierenden Schneidgruppe aus einer Bezugsposition, die die Null-Lage der Schwingungsbewegung darstellt.Unless otherwise stated, the process variants described above can be carried out optionally with a constant oscillation amplitude or with a time-varying oscillation amplitude. Further variants of the method will be described with reference to FIGS. 10 to 13, in which the oscillation amplitude of the oscillation movement of at least one cutting group varies within a processing time interval between a maximum value φ MAX and a minimum value φ MIN . The term "oscillation amplitude" here describes the respective deflection of the movement of the periodically oscillating cutting group from a reference position, which represents the zero position of the oscillatory movement.
In Analogie zu Fig. 2 ist eine Zylinderbohrung 1003 gezeigt, die sich von einer oberen, zylinderkopfseitigen Eintrittsöffnung O über einen axialen Mittelbereich M bis zum unteren Endbereich U erstreckt. Die Querschnittsform der Bohrung in diesen Bereichen ist in Fig. 10 jeweils stark übertrieben mit einer durchgezogenen Linie für den oberen Bereich O, und gestrichelten Linien für den mittleren und unteren Bereich dargestellt (vgl. auch Fig. 5(a)). Diese gewünschte Soll-Form wird bei dem dargestellten Verfahren ausgehend von einer im Wesentlichen kreiszylindrischen Ausgangsform in der nachfolgend beschriebenen Weise erzeugt.In analogy to FIG. 2, a
Bei dem Honprozess wird ein Honwerkzeug verwendet, welches vier um jeweils 90° umfangsversetzte Schneidgruppen aufweist, die in Fig. 10 durch einzelne Honleisten 1060 dargestellt sind. Die Breite der Honleisten in Umfangsrichtung kann sehr gering sein und beispielsweise eine Eingriffsbreite von 6mm oder weniger erzeugen. Es ist eine gemeinsame Zustelleinrichtung für alle Honleisten vorgesehen, bei anderen Ausführungsformen gibt es zwei gesonderte Zustelleinrichtungen für jeweils ein Paar diametral gegenüberliegender Honleisten.In the honing process, a honing tool is used which has four cutting groups circumferentially offset by 90 ° in each case, which are represented in FIG. 10 by individual honing
Die Bewegungs-Steuerungseinrichtung der Honmaschine ist so konfiguriert, dass die Honspindel, die das Honwerkzeug antreibt, eine winkelbegrenzt oszillierende Rotationsbewegung um ihre Spindelachse ausführt, so dass das Honwerkzeug in eine in Umfangsrichtung oszillierende Bewegung versetzt wird. Die Schwingungsamplitude ϕ der Drehbewegung ist auf maximal 45° begrenzt, so dass jede Honleiste jeweils nur einen Umfangswinkelbereich von maximal 90° bearbeitet. Typische Schwingungsfrequenzen können beispielsweise im Bereich zwischen 1 Hz und 30 Hz liegen. Im Gegensatz zum klassischen Honen wird somit keine Rotationsbewegung der Honspindel mit kontinuierlicher, ggf mehrfacher Drehung um ihre Achse erzeugt. Die Null-Lage der Schwingungsbewegung in Azimutalrichtung bleibt unverändert (keine Rotation der Honspindel) Die Schneidgruppen werden mit konstantem Anpressdruck (F=const) an die Bohrungsinnenfläche 1030 angedrückt.The motion control device of the honing machine is configured so that the honing spindle that drives the honing tool performs an angularly limited oscillating rotational movement about its spindle axis, so that the honing tool is set in a circumferentially oscillating motion. The oscillation amplitude φ of the rotational movement is limited to a maximum of 45 °, so that each honing stone only processes a circumferential angular range of a maximum of 90 °. Typical vibration frequencies may be in the range between 1 Hz and 30 Hz, for example. In contrast to classical honing, no rotational movement of the honing spindle is thus produced with continuous, if necessary multiple, rotation about its axis. The zero position of the oscillatory motion in the azimuthal direction remains unchanged (no rotation of the honing spindle). The cutting groups are pressed against the bore
Der axiale Vorschub der Honspindel wird bei manchen Ausführungsformen so gesteuert, dass die in Umfangsrichtung gerichtete Geschwindigkeitskomponente der Schneidgruppen um ein Vielfaches größer ist als die in Axialrichtung (parallel zur Bohrungsachse BA) gerichtete Geschwindigkeitskomponente. Die hieraus resultierenden Bearbeitungsspuren an der Bohrungsinnenwand schließen demnach mit der Axialrichtung sehr große Winkel ein, typischerweise zwischen 70° und 90°. Diese Werte entsprechen sehr kleinen Honwinkeln im Bereich von maximal 40°. Bei anderen Ausführungsformen kann das Verhältnis der Geschwindigkeitskomponenten in Umfangsrichtung und in Axialrichtung anders sein, beispielsweise bis zu einem axialen Vorschub, dessen axiale Geschwindigkeitskomponente etwa gleich groß ist wie die in Umfangsrichtung verlaufende Geschwindigkeitskomponente. In diesem Fall können beispielsweise Honwinkel bis zu 90° erzeugt werden. Es ist auch möglich, dass die axiale Geschwindigkeitskomponente größer ist als die tangentiale (in Umfangsrichtung gerichtete) Geschwindigkeitskomponente.The axial feed of the honing spindle is controlled in some embodiments in such a way that the circumferential speed component of the cutting groups is many times greater than the speed component directed in the axial direction (parallel to the bore axis BA). The resulting machining marks on the bore inner wall thus include very large angles with the axial direction, typically between 70 ° and 90 °. These values correspond to very small honing angles in the range of a maximum of 40 °. In other embodiments, the ratio of velocity components in the circumferential direction and in the axial direction may be different, for example up to an axial feed whose axial velocity component is about the same size as the circumferential velocity component. In this case, for example, honing angles up to 90 ° can be generated. It is also possible that the axial velocity component is greater than the tangential (circumferentially directed) velocity component.
Die Hubbewegung der Honspindel erzeugt eine Axialgeschwindigkeit bzw. Hubgeschwindigkeit vAX der Schneidgruppen, die sich im Verlauf eines Hubes zeitlich verändert, und zwar von einer relativ geringen Axialgeschwindigkeit im Bereich der oberen Eintrittsöffnung kontinuierlich zu einer deutlich höheren Axialgeschwindigkeit in der Nähe des unteren Endes U. Dies wird durch die strichpunktierte Linie in dem Diagram von Fig. 11 sowie an der linken Seite der in Fig. 10 gezeigten Bohrung dargestellt. Da die Bohrungsinnenfläche im Bereich relativ hoher Axialgeschwindigkeit weniger lange einem Bearbeitungseingriff durch die Honsteine ausgesetzt ist, erzeugt die variierende Hubgeschwindigkeit eine Variation der jeweiligen Einwirkzeit tW der Honleisten in den unterschiedlichen Axialbereichen derart, dass die Einwirkzeit in Bereichen relativ hoher Hubgeschwindigkeit im unteren Endbereich der Bohrung relativ gering ist, während sie zum oberen Endbereich O kontinuierlich zunimmt. Dies ist anhand der gestrichelten Kurve tW in Fig. 11 sowie am linken Rand der Bohrung in Fig. 10 schematisch dargestellt.The lifting movement of the honing spindle generates an axial velocity or stroke velocity v AX of the cutting groups, which changes over time in the course of a stroke, from a relatively low axial velocity in the region of the upper inlet opening continuously to a significantly higher axial velocity in the vicinity of the lower end U. This is illustrated by the dashed line in the diagram of FIG. 11 as well as on the left side of the bore shown in FIG. Since the bore inner surface is subjected to a machining engagement by the honing stones for a relatively short time in the region of relatively high axial velocity, the varying stroke velocity produces a variation of the respective contact time t W of the honing stones in the different axial regions such that the exposure time in regions of relatively high stroke speed in the lower end region of the bore is relatively low while being continuous to the upper end region O. increases. This is schematically illustrated by the dashed curve t W in FIG. 11 and at the left edge of the bore in FIG.
Dem axialen Vorschub der Honspindel mit veränderlicher Hubgeschwindigkeit ist die in Umfangsrichtung oszillierende Bewegung überlagert, für deren zeitlichen Verlauf unterschiedliche Varianten möglich sind. Anhand Fig. 12 werden verschiedene Varianten dargestellt. Gemäß Variante I nimmt die Schwingungsamplitude im Laufe der Zeit t innerhalb eines Änderungszeitintervalls Δt kontinuierlich von einem Maximalwert ϕMAX bis zu einem Minimalwert ϕMIN > 0 oder ϕMIN = 0 ab. Gemäß Variante II wechselt die Schwingungsamplitude innerhalb eines Änderungszeitintervalls Δt mehrfach periodisch zwischen Schwingungen mit relativ großer Amplitude (bei oder nahe ϕMAX) und Schwingungen mit relativ kleiner Schwingungsamplitude (bei oder nahe 0°). Auch andere Verläufe, beispielsweise ein zick-zack-förmiger Zeitverlauf der Schwingungsamplitude, oder eine kontiniuerliche oder diskrete Zunahme der Schwingungsamplitude sind möglich. Innerhalb eines Änderungszeitintervalls Δt ist somit eine einmalige kontinuierliche oder diskontinuierliche Abnahme oder Zunahme der Schwingungsamplitude genauso möglich wie ein einfacher oder mehrfacher Wechsel zwischen abnehmender und zunehmender Schwingungsamplitude.The axial feed of the honing spindle with variable stroke speed is superimposed by the movement oscillating in the circumferential direction, for the course of time different variants are possible. Various variants are shown with reference to FIG. 12. According to variant I, the oscillation amplitude decreases continuously over time Δ within a change time interval Δt from a maximum value φ MAX to a minimum value φ MIN > 0 or φ MIN = 0. According to variant II, the oscillation amplitude changes periodically between oscillations with a relatively large amplitude (at or near φ MAX ) and oscillations with a relatively small oscillation amplitude (at or near 0 °) within a change time interval Δt. Other courses, such as a zigzag-shaped time course of the oscillation amplitude, or a continuous or discrete increase in the oscillation amplitude are possible. Within a change time interval .DELTA.t, a one-time continuous or discontinuous decrease or increase in the oscillation amplitude is just as possible as a single or multiple change between decreasing and increasing oscillation amplitude.
Durch geeignete Anpassung der Dauer des Änderungszeitintervalls Δt der Schwingungsamplitudenänderung an die axiale Vorschubgeschwindigkeit vAX des Honwerkzeuges sind nun unterschiedliche Möglichkeiten gegeben, Bohrungen mit definiert unrundem Bohrungsquerschnitt zu honen. Diese Varianten können über ein geeignetes Verhältnis zwischen der Hubdauer tH für einen einzigen Hub und dem Änderungszeitintervall Δt für die Änderung der Schwingungsamplitude eingestellt werden.By suitable adaptation of the duration of the change time interval Δt of the oscillation amplitude change to the axial feed speed v AX of the honing tool, different possibilities are now given for honing holes with a defined non-circular bore cross section. These variants can be set by a suitable ratio between the stroke duration t H for a single stroke and the change time interval Δt for the change in the vibration amplitude.
Bei einer Verfahrensvariante ist das Änderungszeitintervall Δt, innerhalb dessen die Schwingungsamplitude kontinuierlich (wie in Variante I) oder schrittweise einmal von einem Maximalwert zu einem Minimalwert abnimmt (oder zunimmt), deutlich größer als die für einen einzigen Axialhub erforderliche Hubdauer tH. In diesem Fall können beispielsweise ein bis zwei oder mehr Hübe zunächst mit relativ großen Schwingungsamplituden nahe oder bei der maximalen Schwingungsamplitude durchgeführt werden, bevor die Schwingungsamplitude kontinuierlich oder in diskreten Schritten weiter reduziert wird. Auf diese Weise wird zunächst auf der maximalen Umfangsbreite von beispielsweise 60° bis 90° mit einem oder mehreren Hüben auf der vollen Länge der Bohrung abgetragen, wobei jedoch die Hubgeschwindigkeit im oberen Bereich der Bohrung langsamer ist als im unteren Bereich. Dadurch ergibt sich im oberen Bereich bereits ein stärkerer Abtrag. Durch diskrete oder kontinuierliche Reduzierung der Schwingungsamplitude wird nun die Eingriffsbreite der in Umfangsrichtung oszillierenden Honleisten nach und nach reduziert, so dass sukzessive nur noch die weiter innen liegenden Bereiche einer Ausbeulung bearbeitet werden. Auch hier ergibt sich in Kombination mit der in Axialrichtung variierenden Hubgeschwindigkeit im oberen Teil der Bohrung ein stärkerer Materialabtrag als im unteren Teil der Bohrung. Ausgehend von einer im Wesentlichen ideal kreiszylindrischen Bohrung kann sich auf diese Weise die in Fig. 10 schematisch gezeigte Bohrungsgeometrie ergeben, die dadurch gekennzeichnet ist, dass im unteren Bereich der Bohrung, wo insgesamt nur relativ kurze Gesamtbearbeitungszeiten der Honleisten vorlagen, der Bohrungsquerschnitt weiterhin kreiszylindrisch ist, während sich zum oberen Ende der Bohrung hin eine immer stärker ausgeprägte Unrundheit vierter Ordnung mit vier um jeweils 90° umfangsversetzten "Ausbeulungen" ergibt.In a variant of the method, the change time interval Δt, within which the oscillation amplitude is continuous (as in variant I) or gradually decreases (or increases) from a maximum value to a minimum value, significantly greater than the stroke duration t H required for a single axial stroke. In this case, for example, one to two or more strokes may first be performed with relatively large vibration amplitudes near or at the maximum vibration amplitude before the vibration amplitude is further reduced continuously or in discrete steps. In this way, first removed at the maximum circumferential width of for example 60 ° to 90 ° with one or more strokes over the full length of the bore, but the lifting speed in the upper region of the bore is slower than in the lower region. This results in the upper area already a greater removal. By discrete or continuous reduction of the oscillation amplitude, the engagement width of the honing beads oscillating in the circumferential direction is gradually reduced, so that only the further inner regions of a bulge are successively processed. Again, in combination with the varying in the axial direction of stroke speed in the upper part of the bore a greater material removal than in the lower part of the bore. Starting from a substantially ideal circular cylindrical bore, the bore geometry shown schematically in FIG. 10 can result in this way, which is characterized in that the bore cross section is still circular cylindrical in the lower region of the bore, where overall only relatively short overall processing times of the honing stones , while towards the upper end of the bore towards a more pronounced out-roundness fourth order with four by 90 ° circumferentially offset "bulges" results.
Bei einer anderen Verfahrensvariante variiert die Schwingungsamplitude während eines einzigen Axialhubes einmal oder mehrfach zwischen maximaler und minimaler Schwingungsamplitude. In diesem Fall ist somit das Änderungzeitintervall Δt in der Größenordnung der Hubdauer tH oder kleiner als die Hubdauer. Beispielsweise kann die Schwingungsamplitude gemäß Variante II in Fig. 12 mehrfach zwischen Maximalwert und Minimalwert variieren, während sich das Honwerkzeug nur sehr langsam in Axialrichtung bewegt. Auf diese Weise kann im oberen Eintrittsbereich der Bohrung bei langsamer axialer Vorschubgeschwindigkeit (oder zeitweise unterbrochener axialer Vorschub) die in diesem Bereich gewünschte unrunde Bohrungsform mit stark ausgeprägten Ausbeulungen erzeugt werden. Bei unverändertem Wechsel der Schwingungsamplituden kann die Geschwindigkeit des Axialvorschubes dann nach und nach zunehmen, so dass immer weniger Perioden des Schwingungsamplitudenwechsels an einer vorgegebenen Axialposition der Bohrung vorkommen. Dementsprechend wird die Stärke der Ausprägung der Asubeulungen von der oberen Öffnung O zum unteren Ende U der Bohrung sukzessive geringer. Im Bereich des unteren Endes kann der Axialvorschub z.B. bei geeignetem Überlauf des Honwerkzeuges so hoch sein, dass die variierende Schwingungsamplitude zu keiner merklichen Abweichung von der kreisrunden Form führt.In another variant of the method, the oscillation amplitude varies once or several times between maximum and minimum oscillation amplitude during a single axial stroke. In this case, therefore, the change time interval .DELTA.t is in the order of the stroke duration t H or smaller than the stroke duration. For example, the oscillation amplitude according to variant II in FIG. 12, several times vary between the maximum value and the minimum value, while the honing tool moves only very slowly in the axial direction. In this way, in the upper inlet region of the bore at a slow axial feed speed (or temporarily interrupted axial feed), the non-circular bore shape desired in this region can be produced with pronounced bulges. With unchanged change of the vibration amplitudes, the speed of the axial feed can then increase gradually, so that fewer and fewer periods of the oscillation amplitude change occur at a predetermined axial position of the bore. Accordingly, the strength of the expression of the Asubeulungen from the upper opening O to the lower end U of the hole is successively lower. In the region of the lower end, the axial feed can be so high, for example, with a suitable overflow of the honing tool, that the varying oscillation amplitude does not lead to a noticeable deviation from the circular shape.
Es ist möglich, die Bewegungs-Steuereinrichtung so zu konfigurieren, dass das Honwerkzeug eine in Axialrichtung oszillierenden Schwingungsbewegung ausführt, deren Schwingungsamplitude veränderlich ist. In einem solchen Fall variiert somit der axiale Hub des Honwerkzeuges während der Bearbeitung der Bohrung. Dies kann beispielsweise bei der Erzeugung einer unrunden Bohrung, wie sie in Fig. 10 schematisch dargestellt ist, dazu genutzt werden, dass der untere Bereich U der Bohrung von keinem oder nur von wenigen Axialhüben des Honwerkzeuges erreicht wird, während die Anzahl aufeinanderfolgender Bearbeitungseingriffe des Honwerkzeuges zu den näher bei der oberen Öffnung O liegenden Axialbereichen immer mehr zunimmt. Die axiale Schwingungsbewegung mit veränderlicher Amplitude kann mit variierender Hubgeschwindigkeit oder mit kontinuierlicher Hubgeschwindigkeit durchgeführt werden.It is possible to configure the movement control device so that the honing tool executes oscillating oscillation in the axial direction, the oscillation amplitude of which is variable. In such a case, thus, the axial stroke of the honing tool varies during the machining of the bore. This can for example be used in the production of a non-circular bore, as shown schematically in FIG. 10, in that the lower region U of the bore is achieved by no or only a few axial strokes of the honing tool, while the number of successive machining operations of the honing tool to the closer to the upper opening O axial areas increases more and more. The variable amplitude axial swing motion may be performed at varying lift speed or at continuous lift speed.
Bei der anhand von Fig. 13 erläuterten Verfahrensvariante wird an der Zylinderbohrung 1303 in einem zwischen der oberen Eintrittsöffnung und dem unteren Ende der Zylinderbohrung liegenden Zwischenbereich eine Durchmessererweiterung 1305 in Form einer Ausbauchung erzeugt, die dazu führt, dass im axialen Zentralbereich der Ausbauchung der Durchmesser der Bohrung 1303 maximal wird und in beide Richtungen zu den Enden der Bohrung kontinuierlich bis auf den in den Endbereichen vorliegenden Durchmesser abfällt. Zur Erzeugung dieser Ausbauchung wird das Honwerkzeug in eine Axialbewegung mit zeitlich variierender Hubgeschwindikgeit vAX versetzt, die im Zentralbereich der Ausbauchung ein Minimum hat. Auf diese Weise wird die lokale Bearbeitungsdauer im Bereich der Ausbauchung im Vergleich zu axialen Nachbarbereichen besonders groß, so dass sich ein verstärkter Materialabtrag ergibt, der zur Erzeugung der Ausbauchung führt. Die Schwingungsbewegung kann ausschließlich oder überwiegend in Umfangsrichtung erfolgen. Die Ausbeulung kann auch mit einer Schwingungsbewegung erzeugt werden, die Bewegungskomponenten in beiden Richtungen (axial und in Umfangsrichtung) hat. Unabhängig von der Art der Schwingungsbewegung ist es zweckmäßig, wenn die Schwingungsbewegung jeweils mit der Maximalamplitude beginnt und schrittweise oder kontinuierlich zu kleineren Schwingungsamplituden reduziert wird.In the method variant explained with reference to FIG. 13, a
Das mit Hilfe dieser oder anderer Verfahrensvarianten durchführbare Formhonen kann nach Maßgabe von vor dem Honprozess festgelegten Steuerparametern erfolgen. Bei einer anhand von Fig. 10 erläuterten Ausführungsform ist jedoch eine in-Prozess-Regelung des Honprozesses nach Maßgabe von mehreren während des Honens zeitgleich erfassten Durchmesser-Messwerten vorgesehen. Hierzu hat die Honmaschine ein schematisch gezeigtes, pneumatisches Messsystem 1070 zur Bestimmung des Bohrungsdurchmessers während der Bearbeitung in zwei um 45° umfangsversetzten Messrichtungen. Das pneumatische Messsystem (Luftmesssystem) umfasst ein erstes Paar von Meßdüsen 1071A, 1071B, die am Honwerkzeug diametral gegenüberliegend zwischen den umfangsversetzten Honleisten 1060 angeordnet sind. Die Messdüsen 1072A, 1072B, eines zweiten Paares von Messdüsen sind um 45° umfangsversetzt zu den ersten Messdüsen. Jedes Paar von Messdüsen ist über eine Druckleitung an einen pneumatisch/elektrischen Messwandler angeschlossen, der elektrische Signale liefert, aus denen der Durchmesser in der jeweiligen Messrichtung ableitbar ist. Die Paare von Messdüsen sind an separate Messwandler angeschlossen, so dass die Durchmesser in der durch das erste Paar von Messdüsen definierten ersten Messrichtung M1 und in der durch das zweite Paar von Messdüsen definierten Messrichtung M2 unabhängig voneinander erfasst werden können. Bei der gezeigte Orientierung des Honwerkzeuges wird dementsprechend in der ersten Messrichtung M1 ein größerer Durchmesser angezeigt als in der azimutal versetzten zweiten Messrichtung. Die Durchmesser-Messwerte werden in einer zur Steuereinrichtung der Honmaschine gehörenden Auswerteeinrichtung 1075 verarbeitet und mit Soll-Werten für die entsprechenden Durchmesser verglichen. Sobald sich eine über einer Toleranzschwelle liegende Abweichung von einem Soll-Messwert ergibt, wird mindestens ein Honparameter verändert, um den Honprozess in der Folge so zu optimieren, dass das gewünschte Fertigmaß innerhalb der zulässigen Toleranzen erreicht wird. Somit ist beim Formhonen ein geregelter Honprozess möglich.The mold honing which can be carried out with the aid of these or other variants of the method can be carried out in accordance with control parameters established before the honing process. In an embodiment explained with reference to FIG. 10, however, an in-process control of the honing process is provided in accordance with a plurality of diametrically measured values recorded simultaneously during honing. For this purpose, the honing machine has a schematically shown,
Grundsätzlich kann die Messung des Durchmessers in mindestens zwei in Umfangsrichtung versetzen Messrichtungen und/oder an mindestens zwei in Axialrichtung versetzten Messpositionen zur Erzeugung eines ersten und mindestens eines zweiten Durchmessersignals während der Bearbeitung, nach der Bearbeitung oder sowohl während als auch nach der Bearbeitung vorgenommen werden.In principle, the measurement of the diameter can be carried out in at least two measuring directions offset in the circumferential direction and / or at at least two measuring positions offset in the axial direction to produce a first and at least one second diameter signal during processing, after processing or both during and after processing.
Bei manchen Ausführungsformen ist es möglich, ausgehend von einer Bohrung mit idealer kreiszylindrischer Form innerhalb von weniger als 60 Sekunden eine gewünschte Soll-Form mit der anhand von Fig. 10 schematisch erläuterten Unrundheit vierter Ordnung zu erzeugen, deren Ausmaß von der zylinderkopfseitigen Offnungsseite bis zur Unterseite kontinuierlich abnimmt und insgesamt einen Zylindrizitätsfehler von mehr als 10µm ergibt.In some embodiments, it is possible, starting from a hole with ideal circular cylindrical shape within less than 60 seconds to produce a desired target shape with the schematically illustrated with reference to FIG. 10 roundness fourth order, the extent of the cylinder head side opening side to the bottom decreases continuously and gives a total cylindricity of more than 10μm.
In der Regel werden die materialabtragenden Bearbeitungsschritte zur Erzeugung der ggf. komplexen, unrunden und ggf. unsymmetrischen Bohrungsformen mit Hilfe eines Honwerkzeuges (oder mit Hilfe mehrerer nacheinander verwendeter Honwerkzeuge) erzeugt, wobei die Schneidgruppe dieser Honwerkzeuge für einen substantiellen Materialabtrag ausgelegt sind, um die Makroform der Bohrung in der gewünschten Weise zu erzeugen. Dies führt dazu, dass die Mikrostruktur der bearbeiteten Bohrungsinnenfläche möglicherweise nicht den für den Betrieb vorgegebenen Vorgaben hinsichtlich Oberflächenrauheit und/oder Oberflächenstruktur genügt. Daher wird bei bevorzugten Verfahren nach den formgebenden Bearbeitungsschritten mindestens eine im Wesentlichen formneutrale, d.h. die Makroform der Bohrung im Wesentlichen nicht verändernde Bearbeitungsoperation durchgeführt. Dabei können Honwerkzeuge mit entsprechend an die Oberflächenanforderung angepasster Körnung der Schneidstoffkörper und/oder Bürst- oder Plateauhonwerkzeuge und/oder andere die Oberflächenstruktur verändernde Bearbeitungswerkzeuge eingesetzt werden, beispielsweise berührungslos arbeitende Werkzeuge, wie Laser und/oder Wasserstrahlerzeuger, die die Oberflächenstruktur der Bohrungsinnenfläche ohne wesentliche Beeinflussung der Makroform verändern können.In general, the material-removing processing steps for generating the possibly complex, non-round and possibly asymmetrical bore shapes are produced with the aid of a honing tool (or with the aid of a plurality of honing tools used in succession), the cutting group of these honing tools being designed for a substantial removal of material, the macro-form to produce the bore in the desired manner. As a result, the microstructure of the machined inner bore surface may not meet the operational requirements for surface roughness and / or surface texture. Therefore, in preferred processes, after the forming processing steps, at least one substantially shape-neutral, i. the macro-shape of the bore is performed essentially non-altering machining operation. In this case, honing tools can be used with correspondingly adapted to the surface requirements grain of cutting material body and / or brushing or Plateauhonwerkzeuge and / or other surface structure changing processing tools, such as non-contact tools, such as laser and / or water jet generator, the surface structure of the bore inner surface without significant influence can change the macro shape.
Beispielsweise kann eine "Plateauhonbearbeitung" durchgeführt werden, um die nach der formgebenden Honbearbeitung noch vorliegenden Spitzen des Rauheitsprofiles zu schneiden und dadurch den Traganteil der Oberfläche zu erhöhen. Bei der im Wesentlichen formneutralen Bearbeitungsoperation kann die Innenfläche der Bohrung z.B. mit einer Vielzahl von relativ zueinander beweglichen, elastisch gelagerten Schneidstoffkörpern bearbeitet werden, die in Axialrichtung des Honwerkzeuges eine maximale Ausdehnung von weniger als 10 % der Länge des Schneidbereiches des Honwerkzeuges haben. Ein solches stark segmentiertes Plateauhonwerkzeug ist in der Lage, die gewellte Oberfläche einer gezielt unrund bearbeiteten Bohrung mit einem Zylindrizitätsfehler von deutlich über 10 µm weitgehend gleichmäßig zu bearbeiten. Es kann durch Honleistensegmente gebildete Schneidstoffkörper haben, die auf einem in sich elastischen Grundkörper, beispielsweise einer Platte aus einem gummiartigen Werkstoff, aufgebracht sind. Dieser in sich elastische Grundkörper ist auf dem eigentlichen Grundmaterial der Honleiste, beispielsweise einem Träger aus Stahl, Kupfer oder dergleichen durch Verkleben oder auf andere Weise aufgebracht. Die Honleistensegmente können z.B. eine Ausdehnung von 10mm x 10mm haben. Damit ist bei der Plateauhonbearbeitung eine flächige Anlage der Segmente an die formgehonte Bohrung abgesichert, da sich die Schneidstoffkörper unter lokaler elastischer Verformung des elastischen Grundkörpers dem welligen Verlauf der Bohrungsinnenfläche anpassen können. Eine Abrundung von harten Kanten, die einen Sprung in der zweiten Ableitung im Formschrieb erzeugen würden, am Übergang des Formbereiches zum zylindrischen Bereich kann hier sogar gewünscht sein.For example, a "plateau honing" can be performed in order to cut the tips of the roughness profile still present after the shaping honing process and thereby the carrying component to increase the surface. In the substantially shape-neutral machining operation, the inner surface of the bore can be machined, for example, with a plurality of relatively movable, elastically mounted cutting bodies, which have a maximum extension of less than 10% of the length of the cutting area of the honing tool in the axial direction of the honing tool. Such a highly segmented plateau honing tool is able to process the corrugated surface of a well-machined hole with a cylindricity error of substantially more than 10 μm substantially evenly. It may have cutting material bodies formed by honing stone segments, which are applied to an inherently elastic basic body, for example a plate made of a rubber-like material. This inherently elastic body is applied to the actual base material of the honing stone, for example a support made of steel, copper or the like by gluing or otherwise. For example, the honing stone segments may have an extension of 10mm x 10mm. Thus, a flat contact of the segments is secured to the formgehonte hole in the Plateauhonbearbeitung because the cutting material body can adapt to the wavy course of the bore inner surface under local elastic deformation of the elastic body. A rounding of hard edges that would create a jump in the second derivative in the form letter, at the transition of the molding area to the cylindrical area may even be desirable here.
Da die vorbearbeitete Innenfläche auch bei stark asymmetrisch deformierten, nicht-kreiszylindrischen Bohrungsformen eine sehr gleichmäßige Rauheitsverteilung haben kann, ist auch nach dem letzten Bearbeitungsschritt eine gleichmäßige Oberflächenstruktur gewährleistet.Since the pre-machined inner surface can have a very uniform roughness distribution even with strongly asymmetrically deformed, non-circular-cylindrical bore shapes, a uniform surface structure is ensured even after the last processing step.
Claims (23)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07002277A EP1815944B1 (en) | 2006-02-02 | 2007-02-02 | Method and apparatus for honing bore holes. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06002093A EP1815943A1 (en) | 2006-02-02 | 2006-02-02 | Method and apparatus for honing bore holes. |
| EP07002277A EP1815944B1 (en) | 2006-02-02 | 2007-02-02 | Method and apparatus for honing bore holes. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1815944A1 true EP1815944A1 (en) | 2007-08-08 |
| EP1815944B1 EP1815944B1 (en) | 2010-07-14 |
Family
ID=38226786
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07002277A Not-in-force EP1815944B1 (en) | 2006-02-02 | 2007-02-02 | Method and apparatus for honing bore holes. |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1815944B1 (en) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010022377A1 (en) | 2010-05-27 | 2011-12-01 | Technische Universität Dortmund | Method for manufacturing honed surfaces of connecting rod, involves using pin-shaped grinding body as honing tool, and causing lifting motions relative to surface to be honed by pin-shaped grinding body in longitudinal direction |
| WO2012041264A1 (en) | 2010-09-28 | 2012-04-05 | Xlnt High Precision Tools Gmbh | Honing tool having mechanically controlled, hydraulic single or multiple expansion |
| DE102012201342A1 (en) | 2012-01-31 | 2013-08-01 | Bayerische Motoren Werke Aktiengesellschaft | Method for producing inner surface of cylinder bore with local different roughness structures of reciprocating piston-internal combustion engine, involves fine drilling or pre-honing hole inner surface, and completely honing inner surface |
| WO2014146919A1 (en) * | 2013-03-18 | 2014-09-25 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honing method and honing tool |
| WO2016131736A1 (en) * | 2015-02-20 | 2016-08-25 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honing method for form honing |
| DE102016013452A1 (en) | 2016-11-10 | 2017-06-14 | Daimler Ag | Apparatus for producing a bore surface by mechanical processing |
| EP3239509A1 (en) * | 2016-04-28 | 2017-11-01 | Toyota Jidosha Kabushiki Kaisha | Internal combustion engine |
| WO2018234114A1 (en) * | 2017-06-19 | 2018-12-27 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honing method and machine tool for contour honing |
| WO2019052724A1 (en) * | 2017-09-14 | 2019-03-21 | Microcut Ltd | Method and device for fine machining cylindrical workpiece surfaces |
| WO2020011541A1 (en) * | 2018-07-13 | 2020-01-16 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honing method and machine tool for contour honing |
| US10675730B2 (en) | 2015-05-26 | 2020-06-09 | Gehring Technologies Gmbh | Method for producing rotationally symmetrical, non cylindrical bores using a honing tool |
| CN112983670A (en) * | 2021-02-08 | 2021-06-18 | 重庆长安汽车股份有限公司 | Simulation cylinder cover and cylinder hole machining process |
| CN114833712A (en) * | 2022-04-18 | 2022-08-02 | 南京航空航天大学 | Control system for adjusting honing pressure in real time and operation process thereof |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RO94952B1 (en) | 1986-07-16 | 1988-08-31 | Institutul Politehnic | Machine for vibration honing |
| JPH05162012A (en) * | 1991-12-11 | 1993-06-29 | Nachi Fujikoshi Corp | Oscillated reaming for hole of high rigid material |
| US5681210A (en) | 1996-06-03 | 1997-10-28 | General Motors Corporation | Honing tool for elliptical cylinder bore |
| RU2189897C2 (en) * | 1999-12-06 | 2002-09-27 | Самарский государственный технический университет | Method of and tool for machining surfaces of revolution |
-
2007
- 2007-02-02 EP EP07002277A patent/EP1815944B1/en not_active Not-in-force
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RO94952B1 (en) | 1986-07-16 | 1988-08-31 | Institutul Politehnic | Machine for vibration honing |
| JPH05162012A (en) * | 1991-12-11 | 1993-06-29 | Nachi Fujikoshi Corp | Oscillated reaming for hole of high rigid material |
| US5681210A (en) | 1996-06-03 | 1997-10-28 | General Motors Corporation | Honing tool for elliptical cylinder bore |
| RU2189897C2 (en) * | 1999-12-06 | 2002-09-27 | Самарский государственный технический университет | Method of and tool for machining surfaces of revolution |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010022377A1 (en) | 2010-05-27 | 2011-12-01 | Technische Universität Dortmund | Method for manufacturing honed surfaces of connecting rod, involves using pin-shaped grinding body as honing tool, and causing lifting motions relative to surface to be honed by pin-shaped grinding body in longitudinal direction |
| WO2012025072A2 (en) | 2010-05-27 | 2012-03-01 | Technische Universität Dortmund | Method for producing honed surfaces |
| WO2012041264A1 (en) | 2010-09-28 | 2012-04-05 | Xlnt High Precision Tools Gmbh | Honing tool having mechanically controlled, hydraulic single or multiple expansion |
| DE102012201342A1 (en) | 2012-01-31 | 2013-08-01 | Bayerische Motoren Werke Aktiengesellschaft | Method for producing inner surface of cylinder bore with local different roughness structures of reciprocating piston-internal combustion engine, involves fine drilling or pre-honing hole inner surface, and completely honing inner surface |
| WO2014146919A1 (en) * | 2013-03-18 | 2014-09-25 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honing method and honing tool |
| WO2016131736A1 (en) * | 2015-02-20 | 2016-08-25 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honing method for form honing |
| US10675730B2 (en) | 2015-05-26 | 2020-06-09 | Gehring Technologies Gmbh | Method for producing rotationally symmetrical, non cylindrical bores using a honing tool |
| US20170314502A1 (en) * | 2016-04-28 | 2017-11-02 | Toyota Jidosha Kabushiki Kaisha | Internal combustion engine |
| EP3239509A1 (en) * | 2016-04-28 | 2017-11-01 | Toyota Jidosha Kabushiki Kaisha | Internal combustion engine |
| AU2017202746B2 (en) * | 2016-04-28 | 2019-01-03 | Toyota Jidosha Kabushiki Kaisha | Internal combustion engine |
| DE102016013452A1 (en) | 2016-11-10 | 2017-06-14 | Daimler Ag | Apparatus for producing a bore surface by mechanical processing |
| WO2018234114A1 (en) * | 2017-06-19 | 2018-12-27 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honing method and machine tool for contour honing |
| CN110944796A (en) * | 2017-06-19 | 2020-03-31 | 埃尔甘-钻石工具有限责任两合公司 | Honing method and processing machine for contour honing |
| WO2019052724A1 (en) * | 2017-09-14 | 2019-03-21 | Microcut Ltd | Method and device for fine machining cylindrical workpiece surfaces |
| US12070832B2 (en) | 2017-09-14 | 2024-08-27 | Microcut Ltd | Method and device for fine machining cylindrical workpiece surfaces |
| WO2020011541A1 (en) * | 2018-07-13 | 2020-01-16 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honing method and machine tool for contour honing |
| EP3820646B1 (en) * | 2018-07-13 | 2024-08-07 | Elgan-Diamantwerkzeuge GmbH & Co. Kg | Honing method and machine tool for contour honing |
| CN112983670A (en) * | 2021-02-08 | 2021-06-18 | 重庆长安汽车股份有限公司 | Simulation cylinder cover and cylinder hole machining process |
| CN114833712A (en) * | 2022-04-18 | 2022-08-02 | 南京航空航天大学 | Control system for adjusting honing pressure in real time and operation process thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1815944B1 (en) | 2010-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1815944B1 (en) | Method and apparatus for honing bore holes. | |
| EP2976184B1 (en) | Honing method and honing tool | |
| EP2279829B1 (en) | Method for honing bores and honing tool therefor | |
| EP1932620B1 (en) | Method finishing of cylindrical inner surfaces of bores and finishing apparatus therefore | |
| EP3164244B1 (en) | Honing tool and honing method | |
| DE102006058710A1 (en) | Machine tool for processing crank webs radius transition on rod- and main bearings of crankshafts for internal combustion engine, has a processing device, which is led by two orthogonal computer numerical control machine axes | |
| EP3259098B1 (en) | Honing method and processing machine for form honing | |
| DE102016120495A1 (en) | MILLING TOOL WITH USE COMPENSATION | |
| DE102016120497A1 (en) | MOTOR DRILLING milling process | |
| EP3641985B1 (en) | Honing method and machine tool for contour honing | |
| EP1815943A1 (en) | Method and apparatus for honing bore holes. | |
| DE102015203052B4 (en) | Honing process for form honing | |
| EP1918049B1 (en) | Method for boring workpieces with a machine | |
| EP3820646B1 (en) | Honing method and machine tool for contour honing | |
| WO2019201717A1 (en) | Precision machining method for producing a non-circularly-cylindrical bore, precision machining system and grinding tool unit | |
| DE102010052271B4 (en) | Honing tool and method for honing the inner surface of a bore in a workpiece | |
| DE102013222359B4 (en) | Process for fine machining of shafts, in particular crankshafts, and fine machining plant therefor | |
| DE102014225164B4 (en) | Finishing method for producing a rotationally symmetrical bore with an axial contour | |
| DE102010027116A1 (en) | Machine tool for fine turn-milling finishing of e.g. main bearing of crankshaft of internal combustion engine, has tool control displacing tool by actuator device according to process, wear-conditional shape and/or dimensional deviations | |
| DE10334035A1 (en) | Method and device for precise machining of outer surface of work-piece, adjusting feeding unit according to results of continuos examination |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20080114 |
|
| 17Q | First examination report despatched |
Effective date: 20080320 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502007004360 Country of ref document: DE Date of ref document: 20100826 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20100714 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101014 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101115 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101114 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101015 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 |
|
| 26N | No opposition filed |
Effective date: 20110415 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101025 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007004360 Country of ref document: DE Effective date: 20110415 |
|
| BERE | Be: lapsed |
Owner name: NAGEL MASCHINEN- UND WERKZEUGFABRIK G.M.B.H. Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20111102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20120207 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20130222 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100714 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007004360 Country of ref document: DE Effective date: 20130903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130903 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 473840 Country of ref document: AT Kind code of ref document: T Effective date: 20140202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140202 |