EP1640129A2 - Verfahren zur Herstellung von Reliefs auf keramischen Fliesen - Google Patents
Verfahren zur Herstellung von Reliefs auf keramischen Fliesen Download PDFInfo
- Publication number
- EP1640129A2 EP1640129A2 EP05020414A EP05020414A EP1640129A2 EP 1640129 A2 EP1640129 A2 EP 1640129A2 EP 05020414 A EP05020414 A EP 05020414A EP 05020414 A EP05020414 A EP 05020414A EP 1640129 A2 EP1640129 A2 EP 1640129A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- mold
- punch
- decoration
- layer
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C3/00—Processes, not specifically provided for elsewhere, for producing ornamental structures
- B44C3/04—Modelling plastic materials, e.g. clay
- B44C3/046—Modelling plastic materials, e.g. clay using a modelling surface, e.g. plate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
- B28B17/0063—Control arrangements
- B28B17/0081—Process control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/34—Moulds, cores, or mandrels of special material, e.g. destructible materials
- B28B7/346—Manufacture of moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/34—Moulds, cores, or mandrels of special material, e.g. destructible materials
- B28B7/348—Moulds, cores, or mandrels of special material, e.g. destructible materials of plastic material or rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/22—Removing surface-material, e.g. by engraving, by etching
- B44C1/228—Removing surface-material, e.g. by engraving, by etching by laser radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/02—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein a ram exerts pressure on the material in a moulding space; Ram heads of special form
- B28B3/021—Ram heads of special form
Definitions
- the invention relates to manufacturing of ceramic tiles with relief decorations.
- the ceramic industry produces tiles having different decorative relief patterns, for example drawings or geometrical figures, or tiles with particular surface lines or other means for obtaining the desired aesthetic effect.
- the relief decorations are obtained on the tiles during molding, by the a press punch having a pattern to be obtained impressed in reverse.
- test stage which includes:
- the production molding punch can be prepared, otherwise, if the result is not satisfactory, the whole procedure is repeated, beginning from a new aluminium plate.
- the aluminium plate is used to transfer the decoration pattern onto the punch of the production mold, by a known technique called "heat gumming", which includes substantially applying of layers of gummy material onto the surface, which will push against the tile, with the layers of gum being obviously complementary to the cuts made on the aluminium plate.
- Another disadvantage of the above mentioned technique relates to the technique of cutting of the aluminium plate, which does not allow to obtain decorations with too small details, because of obvious limits resulting from the use of mechanical tools.
- the gum parts of the punch are obviously subjected to wear, therefore, they must be reconstructed at programmed intervals, in order to maintain the obtained tiles within the fixed quality standards.
- the reconstruction of the gummy parts of the punch requires the removal of the worn gum and the new heat gumming by the aluminium plate carrying the mold.
- the object of the present invention is to propose a method, which allows even complicated decorations to be obtained, with very small details, avoiding the use of the aluminium plate and all the drawbacks resulting therefrom.
- Another object of the present invention is to render the prove step easier, allowing test samples to be performed in a rapid and cheap way, and to start the production immediately, once the final decoration has been obtained.
- a further object of the present invention is to avoid possible differences in the decoration mould between one gumming and another of the molding punch, thus assuring identical results in the tiles molding.
- the method proposed by the present invention allows relief decorations to be obtained on ceramic tiles, indicated with reference numeral 1 in the above drawings.
- the tiles 1 are molded by a press 4, whose punch 40 has a pattern to be obtained in reverse.
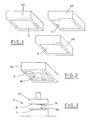
- the method includes a first step, which allows to apply stably, on one or more punches 40, removed from the relative press 4, a smooth layer S of natural or synthetic material, which can be processed with a laser, e.g. of gummy or polymeric type ( Figure 1).
- the applied layer has a uniform thickness, suitably bigger with respect to the maximum depth of a prefixed decoration relief.
- the second step includes cutting the decoration mold M (that is the reverse pattern of the decoration) on the layer 3 of a relative punch 40, by means of a laser beam controlled by an electronic processor (not shown), in which the decoration pattern to be obtained is stored in digital form ( Figure 2).
- the third step of the method includes mounting of the punch 40 to a press 4, with the mold M turned toward the upper surface 1a of a tile 1, on which the decoration will be molded ( Figure 3).
- the production starts immediately, using the already mounted punch 40, otherwise, if the result is not satisfying, it is necessary to dismount the punch, modify the digital pattern stored in the electronic processor and then, make the modified decoration once more, by the above mentioned laser beam, on a clear layer S of another punch 40, which is mounted in its turn on the press 4, to mold a new sample of tiles 1.
- the mounted punch 40 is already adapted, and therefore it is possible to pass directly to the production without further operations.
- a new mold M is punched on the clear layer S of another punch 40, using the same laser technique described previously.
- the new punch 40 is mounted on the press 4 to substitute the one with the worn mold M.
- the mold M can be truly reproduced also on the base of complicated patterns with very small details; the high definition of the mold M allows to raise the quality of the decoration obtained on the tiles, without considerable increase of cost.
- the particular cutting technique allows to reproduce the same mold M an indefinite number of times, perfectly identical, so as to avoid differences between the tiles molded with different molds.
- the described method is advantageous with respect to the prior art, because the prove step for obtaining the final decoration is much quicker and cheaper, thus avoiding the waste of time and costs for cutting the aluminium plate and, once the result is satisfactory, it allows process to begin without any further operations, so as to start the production, with obvious advantages.
- the punches 40 with the worn molds, or carrying the decorations not suiting the final one, are naturally regenerated by the removal of the layer S to eliminate, and subsequent application of a new smooth layer S.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Dispersion Chemistry (AREA)
- Automation & Control Theory (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Optics & Photonics (AREA)
- Toxicology (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITBO20040579 ITBO20040579A1 (it) | 2004-09-21 | 2004-09-21 | Metodo per la realizzazione di decori in rilievo su piastrelle ceramiche |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1640129A2 true EP1640129A2 (de) | 2006-03-29 |
| EP1640129A3 EP1640129A3 (de) | 2007-05-02 |
Family
ID=35645837
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05020414A Ceased EP1640129A3 (de) | 2004-09-21 | 2005-09-20 | Verfahren zur Herstellung von Reliefs auf keramischen Fliesen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1640129A3 (de) |
| IT (1) | ITBO20040579A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202300014226A1 (it) * | 2023-07-07 | 2025-01-07 | Siti B & T Group Spa | Procedimento per l’ottenimento di tamponi di pressatura rivestiti per la realizzazione di lastre strutturate in materiale ceramico |
| IT202300014769A1 (it) * | 2023-07-14 | 2025-01-14 | Annovi S R L | Dispositivo di pressatura di polveri ceramiche |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19756327A1 (de) * | 1997-12-18 | 1999-07-01 | Polywest Kunststofftechnik | Form für das rotative Bedrucken, Beschichten oder Prägen von bahnförmigen Materialien und Verfahren zur Herstellung der Form |
| IT1310821B1 (it) * | 1999-09-08 | 2002-02-22 | Sergio Tosi | Metodo per realizzare matrici utilizzabili per effettuare ladecorazione di piastrelle ceramiche. |
| FR2808240B1 (fr) * | 2000-04-27 | 2003-03-07 | Gravure Et Prec Gep | Procede de fabrication d'une plaque gravee pour la reproduction par marquage a chaud, et plaque gravee obtenue |
| ITBO20020402A1 (it) * | 2002-06-24 | 2003-12-24 | Serigrafia Tosi S R L | Metodo per la realizzazione di decori in rilievo su piastrelle ceramiche ed apparecchiatura che attua tale metodo |
| CA2418619A1 (en) * | 2003-02-10 | 2004-08-10 | Nino V. Scanni | Process for making molds |
-
2004
- 2004-09-21 IT ITBO20040579 patent/ITBO20040579A1/it unknown
-
2005
- 2005-09-20 EP EP05020414A patent/EP1640129A3/de not_active Ceased
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202300014226A1 (it) * | 2023-07-07 | 2025-01-07 | Siti B & T Group Spa | Procedimento per l’ottenimento di tamponi di pressatura rivestiti per la realizzazione di lastre strutturate in materiale ceramico |
| IT202300014769A1 (it) * | 2023-07-14 | 2025-01-14 | Annovi S R L | Dispositivo di pressatura di polveri ceramiche |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1640129A3 (de) | 2007-05-02 |
| ITBO20040579A1 (it) | 2004-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2002042056A8 (de) | Generatives verfahren zur herstellung eines bauteils sowie vorrichtung zu durchführung des verfahrens | |
| US8124151B2 (en) | Method and device for the production of edibles comprising an outer shell | |
| GB2072567A (en) | Forms for investment casting and products produced therefrom | |
| EP1640129A2 (de) | Verfahren zur Herstellung von Reliefs auf keramischen Fliesen | |
| DE60222501D1 (de) | Verfahren zum Füllen der Fliesenpressformen, Vorrichtung zum Durchführen des Verfahrens und so hergestellte Fliesen | |
| US5483890A (en) | Direct applied embossing casting methods | |
| EP1403018B1 (de) | Verfahren und Vorrichtung zur Herstellung von Mittel für die Herstellung von dekorativen Reliefs in keramischen Fliesen | |
| EP1466712B1 (de) | Verfahren zur Herstellung von Mittel für die Herstellung von dekorativen Reliefs in keramischen Fliesen | |
| EP0787567A3 (de) | Verfahren zur Herstellung optischer Halbzeugen und optischer Gegenstände durch Pressformen | |
| RU2382696C1 (ru) | Способ изготовления сердечника с легкодеформируемым покрытием | |
| WO2008047127A1 (en) | Method of embossing a substrate | |
| JP3378191B2 (ja) | ゲート部打ち抜き方法及び装置 | |
| JP4054186B2 (ja) | 粉末成形方法および流路部材の製造方法 | |
| WO2002026455A8 (en) | Method and apparatus for moulding synthetic wood and product used therein | |
| US6619378B1 (en) | Lost core method of molding gemstone seats | |
| DE60111928D1 (de) | Verfahren und Anlage zur Herstellung von keramischen Fliesen und Platten mit grossen Abmessungen | |
| US5467708A (en) | Direct applied embossing casting method | |
| EP2146836B1 (de) | Verfahren zum herstellen eines formgeschnittenen gegenstandes aus schaumstoff | |
| FR2618701A1 (fr) | Outil de presse notamment pour le detourage de pieces de tole et procede pour sa fabrication | |
| DE50309313D1 (de) | Verfahren zum Herstellen von Fleischportionen in einer Umformpresse | |
| RU2101192C1 (ru) | Способ изготовления рабочего инструмента для художественной обработки изделий | |
| CN1392031A (zh) | 刀模的制造方法 | |
| KR100440618B1 (ko) | 정밀전단가공 장치 및 방법 | |
| SU467830A1 (ru) | Способ изготовлени пластмассовых изделий | |
| US1934817A (en) | Process and device for the manufacture of plates, section pieces, or the like from phenol-formaldehyde artificial resins |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20071102 |
|
| 17Q | First examination report despatched |
Effective date: 20071204 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: TOSILAB S.P.A. |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 20140619 |