EP1600538A2 - Weft-insertion-condition display unit for loom - Google Patents
Weft-insertion-condition display unit for loom Download PDFInfo
- Publication number
- EP1600538A2 EP1600538A2 EP05011121A EP05011121A EP1600538A2 EP 1600538 A2 EP1600538 A2 EP 1600538A2 EP 05011121 A EP05011121 A EP 05011121A EP 05011121 A EP05011121 A EP 05011121A EP 1600538 A2 EP1600538 A2 EP 1600538A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- weft
- statistics
- yarn
- signal
- display unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001514 detection method Methods 0.000 claims abstract description 22
- 238000003780 insertion Methods 0.000 claims description 74
- 238000005070 sampling Methods 0.000 claims description 54
- 238000012545 processing Methods 0.000 claims description 25
- 230000004044 response Effects 0.000 claims description 8
- 230000037431 insertion Effects 0.000 description 24
- 238000000034 method Methods 0.000 description 15
- 230000008569 process Effects 0.000 description 14
- 238000010586 diagram Methods 0.000 description 7
- 230000003321 amplification Effects 0.000 description 6
- 230000008859 change Effects 0.000 description 6
- 239000004744 fabric Substances 0.000 description 6
- 238000003199 nucleic acid amplification method Methods 0.000 description 6
- 230000002159 abnormal effect Effects 0.000 description 5
- 239000003086 colorant Substances 0.000 description 5
- 235000014676 Phragmites communis Nutrition 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 230000002123 temporal effect Effects 0.000 description 4
- 230000002950 deficient Effects 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000001052 transient effect Effects 0.000 description 2
- 238000009941 weaving Methods 0.000 description 2
- 238000010009 beating Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000007420 reactivation Effects 0.000 description 1
- 238000010187 selection method Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D47/00—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms
- D03D47/28—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed
- D03D47/30—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed by gas jet
- D03D47/3093—Displaying data
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D51/00—Driving, starting, or stopping arrangements; Automatic stop motions
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D47/00—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms
- D03D47/28—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed
- D03D47/30—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed by gas jet
- D03D47/3066—Control or handling of the weft at or after arrival
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D47/00—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms
- D03D47/28—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed
- D03D47/30—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms wherein the weft itself is projected into the shed by gas jet
- D03D47/3066—Control or handling of the weft at or after arrival
- D03D47/3073—Detection means therefor
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D51/00—Driving, starting, or stopping arrangements; Automatic stop motions
- D03D51/02—General arrangements of driving mechanism
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03J—AUXILIARY WEAVING APPARATUS; WEAVERS' TOOLS; SHUTTLES
- D03J1/00—Auxiliary apparatus combined with or associated with looms
- D03J1/005—Displays or displaying data
Definitions
- the present invention relates to a unit for calculating statistics of a weft-insertion condition in a loom and for displaying such statistics.
- Japanese Unexamined Patent Application Publication No. 62-231057 discloses a fluidic-jet-type loom in which the pressure of weft insertion nozzles and the jet emission timing can be adjusted for weft insertion based on weft arrival timings.
- a setting unit provided in the loom numerically displays each weft arrival timing based on a yarn signal of a weft-sensor unit.
- Japanese Unexamined Patent Application Publication No. 9-195145 discloses a loom that displays a weft arrival angle for each pick of inserted weft yarn, and that numerically displays statistics (such as an average value) determined for a predetermined number of picks.
- statistics such as an average value
- a weft-insertion-condition display unit for a loom.
- Such a weft-insertion-condition display unit includes weft-arrival-timing detection means for detecting each of weft arrival timings based on a yarn signal obtained by detecting a weft yarn on a weft-traveling path; statistic-computing means for calculating statistics of the weft arrival timings based on the weft arrival timings detected for a predetermined number of picks; and display means for storing the statistics calculated by the statistic-computing means with respect to an operating time, and for displaying a graph that shows magnitudes of the stored statistics in a chronological fashion in response to a request for screen display.
- the statistics may include an average value and at least one of a maximum value, a minimum value, and a standard deviation value. Furthermore, the statistics may be calculated based on a selected one of sampling elements, and the graph may be switchable according to the selected sampling element.
- the statistics may be stored in a set of sampling picks equivalent to one package of a yarn supplier. Furthermore, the statistics may be calculated based on the weft arrival timings sampled for each color type of weft yarn.
- the display means may include a memory portion for storing the statistics output from the statistic-computing means such that each set of stored statistics corresponds to a sampling pick code number; and a processing unit that reads the statistics from the memory portion in response to a request from the display means and that commands a touch-screen display unit to graphically display magnitudes of the statistics.
- the processing unit may be preliminarily provided with a warning threshold value with respect to at least one statistic in each set of stored statistics.
- the processing unit may compare at least one statistic from the statistic-computing means with the warning threshold value, and moreover, the processing unit may output a warning signal when at least one statistic exceeds the warning threshold value.
- the processing unit preferably allows the magnitudes of the statistics and at least one of an output condition of the warning signal and a generation status of a weft-insertion failure to be displayed graphically in a chronological fashion on the same display window.
- the magnitudes of the statistics of the weft arrival timings calculated by the statistic-computing means and stored with respect to an operating time are graphically displayed on a time axis, the chronological changes in the statistics of the weft arrival timings can be visually checked in an easy-to-understand manner. Consequently, the cause of a problem can be assumed in view of such chronological changes in the statistics, whereby the weft-insertion condition can be readjusted so as to improve the quality of a yarn supplier and to achieve stable weft-insertion. Accordingly, this is advantageous in view of controlling the weft insertion.
- each set of the statistics to be displayed may include an average value and at least one of a maximum value, a minimum value, and a standard deviation value.
- the chronological changes in the degree of unevenness of the weft arrival timings can be checked based on the standard deviation values.
- the fluctuation ranges of the weft arrival timings can be checked based on the maximum values and the minimum values, it can be determined, for example, whether a weft-insertion problem, such as a weft-insertion failure, is due to the quality of a corresponding yarn supplier or an adjustment of a corresponding weft-insertion device based on temporal changes between the average values and the values indicating the degree of unevenness.
- this is advantageous in making a quick adjustment of the loom, such as changing the pressure of weft-insertion nozzles, as a countermeasure against such a problem. Furthermore, since the statistics may be calculated based on a selected one of sampling elements (the number of samplings in each sampling period), and the graph may be switchable according to the selected sampling element, the pattern for each sampling element can be determined.
- the pattern for each yarn supplier can be determined. For example, by comparing the degree of temporal changes in the statistics of the weft arrival timings during a period in which a problem occurs in the weft-insertion process with the degree of temporal changes in the statistics of the weft arrival timings with respect to one package of a yarn supplier preliminarily determined to be in a good quality state, such comparison data can be used as feedback for determining the degree of defectiveness of the current yarn supplier and for improving the manufacturing quality of yarn suppliers.
- the sampling-pick number equivalent to one package of a yarn supplier changes significantly for each type of weft yarn depending on the thickness of the yarn, the characteristics of the yarn, and the wound diameter of the yarn around the yarn supplier, the sampling-pick number is specifically in a range of several thousands of picks to several hundred-thousands of picks. Furthermore, by calculating the statistics based on data sampled for each color type of weft yarn, the chronological changes of the statistics of the weft arrival timings can be indicated for each color type of weft yarn, whereby an appropriate process can be performed individually for each type of weft yarn.
- the statistics may be stored such that each set of stored statistics corresponds to a sampling pick code number, and the magnitudes of the statistics may be displayed graphically, a temporal transition of the statistics can be checked visually on a screen.
- a warning signal may be output. From this warning signal, an operator is notified of an abnormal weft-insertion condition and is specifically informed of a chronological pattern of the content of the abnormal condition. Thus, the operator can identify the main cause of the abnormal weft-insertion condition and can thus quickly take measures against such a condition.
- At least one of an output condition of the warning signal and a generation status of a weft-insertion failure may be displayed in a chronological fashion on the same display window. Accordingly, the operator is capable of checking a previous output condition of a warning signal and a previous generation status of a weft-insertion failure, whereby the main cause of the abnormal condition can be identified in an accurate fashion.
- Fig. 1 illustrates a relevant section of a weft-insertion device 1 in a fluidic-jet-type loom, such as an air jet loom.
- a weft yarn 4 is pulled out from a yarn supplier 3 supported by a holder 2, and is guided to, for example, a rotatable weft-guide 6 provided in a weft measuring/holding drum unit 5.
- a stopper pin 8 holds the weft yarn 4 on the outer periphery of a drum 7 in a stationary state
- the rotatable weft-guide 6 rotates so as to wind the weft yarn 4 around the drum 7.
- the weft yarn 4 is measured for a predetermined length required for one cycle of weft insertion, and is held until the weft insertion process for the measured weft yarn 4 is performed.
- the stopper pin 8 is driven by an operating unit 9 so as to be shifted away from the outer periphery of the drum 7.
- the weft yarn 4 wound around the drum 7, that is, the predetermined length of weft yarn 4 required for one cycle of weft insertion, is thus released from the drum 7 and is guided to a main nozzle 10, which functions as a weft-insertion nozzle.
- the main nozzle 10 discharges an air jet 12 into a shed 14 formed between sets of warp yarns 13 for a predetermined time period so that the weft yarn 4 with the predetermined length for one cycle of weft insertion is inserted into the shed 14.
- the weft yarn 4 travels through a weft-traveling path in the shed 14.
- the air jet 12 is set at an appropriate pressure value via pressure-adjustment means (not shown).
- multiple groups of sub-nozzles 11 are arranged in the direction of weft insertion. While the weft yarn 4 travels through the weft-traveling path in the shed 14, the multiple groups of sub-nozzles 11 discharge air jets 15 toward the traveling weft yarn 4 at once or in a relay manner. In the latter case, that is, discharging in a relay manner, the air jets 15 are discharged according to the traveling rate of the weft yarn 4. Consequently, this gives momentum to the weft yarn 4 traveling in the shed 14 in the direction of weft insertion.
- the air jets 15 are also set at an appropriate pressure value via pressure-adjustment means (not shown).
- the discharging of air jet 12 and air jets 15 from the main nozzle 10 and the multiple groups of sub-nozzles 11 defining the weft-insertion nozzles achieves proper weft-insertion of the weft yarn 4.
- the inserted weft yarn 4 is then beaten against a cloth fell 18 of cloth 17 with a reed 16. After the weft yarn 4 is woven into the cloth 17, a trailing end of the inserted weft yarn 4 near the main nozzle 10 is cut with a yarn cutter 19 so that the inserted weft yarn 4 is cut off from the weft yarn 4 remaining in the main nozzle 10.
- a first weft-sensor unit 21 is provided for detecting the inserted weft yarn 4 and for determining whether the weft insertion is properly performed.
- the first weft-sensor unit 21 is provided with a sensor 24 which faces the weft-traveling path at a position near the leading end of the inserted weft yarn 4.
- the sensor 24 detects the weft yarn 4 at this position, and such a position is where a properly inserted weft yarn 4 should reach.
- the first weft-sensor unit 21 determines whether the weft insertion is properly performed based on a change in an output signal from the sensor 24 within a predetermined weft detection period.
- the first weft-sensor unit 21 generates a yarn signal S1 when the presence of the weft yarn 4 is detected, and then sends the yarn signal S1 to a weft-insertion-condition display unit 20 provided in the loom according to the present invention.
- the first weft-sensor unit 21 outputs a loom aborting signal S2 to a loom controller (not shown).
- the loom controller receives the loom aborting signal S2
- the loom is aborted at a specific angle.
- a second weft-sensor unit 22 is provided with a sensor 25 which faces the weft-traveling path at a position distant from the leading end of the inserted weft yarn 4.
- the sensor 25 detects a leading end of a long-pick weft yarn 4 or a segment of a weft yarn 4 accidentally cut and blown due to the air jets.
- the second weft-sensor unit 22 receives an output signal from the sensor 25 indicating a detection of a leading end of a long-pick weft yarn 4 or an accidentally-cut segment of the weft yarn 4, the second weft-sensor unit 22 accordingly generates an abnormal weft-insertion signal S3.
- each of the sensors 24 and 25 of the respective first and second weft-sensor units 21 and 22 face the slits formed between the dents of the reed 16 (i.e. slits formed between dents of a profile reed) so that the sensors 24 and 25 are prevented from interfering with the beating motion of the reed 16.
- each of the sensors 24 and 25 is a projecting/receiving sensor containing both a projector and a photo-receiver.
- Each of the projecting/receiving sensors 24 and 25 has a detection region on the weft-traveling path, such that when the sensor 24 or 25 detects the weft yarn 4 on the weft-traveling path, the sensor 24 or 25 generates an electric output signal corresponding to an amount of light reflected from the weft yarn 4.
- the sensors 24 and 25 may be transmissive sensors or any other types of sensors.
- Fig. 2 illustrates internal structures of the weft-insertion-condition display unit 20 provided in the loom according to the present invention and the first weft-sensor unit 21.
- the output signal from the sensor 24 provided for the first weft-sensor unit 21 is amplified by an amplifier circuit 26, and is then input to a first input terminal of a comparator 27 as a signal S0.
- the amplification degree of the amplifier circuit 26 is preliminarily set at a value suitable for each type of weft yarn by an amplification setting unit 28.
- a second input terminal of the comparator 27 receives a threshold value used for determining whether the inserted weft yarn 4 is present or not present from a threshold setting unit 29, and the comparator 27 then compares the output signal from the amplifier circuit 26 with the threshold value.
- the threshold value is preliminarily set at a level suitable for each type of weft yarn by the threshold setting unit 29.
- the comparator 27 determines that the weft yarn 4 is present and thus generates, for example, the yarn signal S1 at H-level.
- the H-level yarn signal S1 is then sent to a first input terminal of a determination circuit 38 included in a weft-insertion determination circuit-unit 31 and to a first input terminal of weft-arrival-timing detection means 30 included in the weft-insertion-condition display unit 20 of the loom according to the present invention.
- a determination circuit 38 included in a weft-insertion determination circuit-unit 31
- weft-arrival-timing detection means 30 included in the weft-insertion-condition display unit 20 of the loom according to the present invention.
- a differentiator or an integrator may be provided between the amplifier circuit 26 and the comparator 27, such that the presence of the weft yarn 4 may be determined based on a differential signal of the signal S0 or an integral signal obtained within a predetermined detection period.
- the output signal from the differentiator or the integrator may be treated substantially equivalent to the yarn signal S1.
- an encoder 34 linked with a main shaft 33 of the loom generates a ⁇ -signal indicating an angle ⁇ of the rotating main shaft 33, and sends the ⁇ -signal to a timing-signal generator 35.
- the timing-signal generator 35 receiving the ⁇ -signal generates an ON-mode (H-level) weft-detection timing signal S5 within a weft detection period, for example, a period in which the angle ⁇ of the main shaft 33 is from 200° to 290°.
- the timing-signal generator 35 then sends the timing signal S5 to a second input terminal of the determination circuit 38 and to a resetting circuit 36 and a timing-setting circuit 37 included in the weft-insertion determination circuit-unit 31.
- the ⁇ -signal is also sent to the weft-arrival-timing detection means 30.
- the determination circuit 38 receives the yarn signal S1 and the timing signal S5. If the H-level yarn signal S1 is input to the determination circuit 38 during the period in which the weft-detection timing signal S5 is generated, the determination circuit 38 determines that the weft insertion is properly performed and thus maintains an output signal from its output terminal at L level. In contrast, if the yarn signal S1 remains at L level during the period in which the timing signal S5 is generated, the determination circuit 38 determines that an error has occurred in the weft insertion process, and outputs an H-level signal from its output terminal. The output signal from the determination circuit 38 is sent to a logic-signal generator 39.
- the logic-signal generator 39 If the H-level signal is input to the logic-signal generator 39, the logic-signal generator 39 generates the loom aborting signal S2 when receiving the leading edge of a signal from the timing-setting circuit 37, the signal being output from the timing-setting circuit 37 after the main shaft 33 reaches the final angle (290°) in the weft detection period.
- the loom aborting signal S2 is then sent to the loom controller (not shown) so that the loom is aborted at a specific angle.
- the determination circuit 38 is reset when receiving the leading edge of a reset signal from the resetting circuit 36, the reset signal being output from the resetting circuit 36 after the main shaft 33 reaches the final angle (290°) in the weft detection period.
- the determination circuit 38 reset itself and prepares for the subsequent cycle of weft insertion.
- the logic-signal generator 39 is reset via a switch 23 operated by an operator (i.e. user).
- the weft-insertion determination circuit-unit 31 determines that the weft-insertion is properly performed.
- the following determination conditions may be applied for determining whether the weft insertion is properly performed: a condition in which the proper performance of weft insertion is determined when the yarn signal S1 reaches the H-level at the final point of the input period of the timing signal S5; or a condition in which the proper performance of weft insertion is determined when the yarn signal S1 continues to be at the H-level for a predetermined time period.
- determination conditions may be selected for each type of weft yarn 4 used, or may be applied by combining two or more conditions.
- the amplification degree set in the amplification setting unit 28 or the threshold value set in the threshold setting unit 29 may be adjusted according to the type of weft yarn 4 used (for example, the color or the thickness of weft yarn 4).
- the circuit structure may be formed in a manner such that the determination condition, the amplification degree, and the threshold value mentioned above are selected based on a selection signal of the weft yarn 4.
- the determination process by the comparator 27 and the weft-insertion determination circuit-unit 31 for determining whether or not the weft insertion is properly performed may alternatively be achieved by using a microcomputer or software.
- the amplification degree, the threshold value, or the determination condition may be adjustable via display means 41 used also as a setting unit for the loom.
- the weft-insertion-condition display unit 20 provided in the loom according to the present invention includes the weft-arrival-timing detection means 30, statistic-computing means 40, and the display means 41.
- the weft-arrival-timing detection means 30 detects a weft arrival timing based on the ⁇ -signal and the yarn signal S1 obtained from the detection of the weft yarn 4 on the weft-traveling path, and generates an arrival-timing signal S4 within the corresponding weft-insertion cycle.
- the arrival-timing signal S4 is then sent to the statistic-computing means 40.
- the arrival-timing signal S4 is a signal corresponding to the angle ⁇ of the rotating main shaft 33, such that the angle ⁇ corresponds to the weft arrival timing.
- the arrival-timing signal S4 is also a signal on a time axis in which the time elapsed from a reference angle (0°) is used as a unit of measurement.
- the yarn signal S1 may be an output signal from the sensor 24 or the amplifier circuit 26.
- the statistic-computing means 40 receives a timing signal S7 from the timing-signal generator 35 and the arrival-timing signal S4.
- the timing signal S7 is generated every time the angle ⁇ of the main shaft 33 exceeds the reference angle (0°).
- the statistic-computing means 40 counts the number of picks based on the input number of the timing signals S7, and moreover, calculates statistics of the weft arrival timings before the current number of picks reaches the preliminarily set number of samplings (the preliminarily set number of picks). Such statistics are calculated based on the weft arrival angles ⁇ corresponding to the weft arrival timings input over the preliminarily set number of samplings.
- the statistics in each sampling period include at least one of the maximum value of the weft arrival timings (i.e. a weft arrival angle ⁇ corresponding to the fastest weft arrival timing), the minimum value of the weft arrival timings (i.e. a weft arrival angle ⁇ corresponding to the slowest weft arrival timing), and a standard deviation value of the weft arrival timings, and to an average value (angle ⁇ ) of the weft arrival timings.
- the maximum value of the weft arrival timings in each sampling period corresponds to the upper end of each bar
- the minimum value of the weft arrival timings in each sampling period corresponds to the lower end of each bar.
- the difference in the maximum value and the minimum value indicates the range of unevenness, and moreover, the maximum and minimum values indicate actual values defining the range of unevenness within each sampling period. Since such actual values indicate the range of unevenness better than the standard deviation value, the actual values can be effectively used as a basis for making adjustments for the loom. In view of changes in, for example, numerical values indicating such unevenness and the average value, it can be determined that an instable weft insertion process (inconsistent weft arrival timings) is one of the main factors that causes the loom to be aborted even when the inserted weft yarn 4 properly reaches the selvage edge of the cloth 17.
- the pressure of the weft-insertion nozzles (the main nozzle 10 and the sub-nozzles 11), for example, can be advantageously changed in order to make an adjustment of the loom.
- the standard deviation value numerically indicates the degree of unevenness, and moreover, corresponds to the degree of variance in a binomial distribution, or in other words, the height of a peak.
- the average value literally corresponds to an average of the weft arrival timings with respect to the predetermined number of picks in each sampling period, for example, 32 picks, and roughly indicates the fluctuation of the weft arrival angles.
- the number of samplings in each sampling period can be set by selecting from a plurality of preliminarily set numerical values (i.e. sampling elements).
- a sampling-pick number defining the number of display data displaying multiple sets of statistics calculated based on the selected numerical value (the number of samplings) may be automatically selected in accordance with the set number of samplings.
- the sampling-pick number may be set manually by selecting from a plurality of preliminarily set numerical values via a setting window (not shown). Accordingly, an operator may manually select the appropriate number of samplings or the appropriate sampling-pick number from the corresponding set of numerical values.
- the number of samplings refers to the number of observed values used as a basis for calculating the statistics of the weft arrival timings in each sampling period.
- the statistic-computing means 40 calculates the statistics for 1 sampling pick based on the observed values of the weft arrival timings for 32 picks.
- the statistics are stored in a set of sampling picks equivalent to 1 package worth of the yarn supplier 3.
- the statistic-computing means 40 receives a weft-selection signal S8 from a weft-selection-signal generator 42, and calculates, for each color type of weft yarn, at least one of the maximum value of the weft arrival timings, the minimum value of the weft arrival timings, and the standard deviation value of the weft arrival timings, and the average value of the weft arrival timings.
- the statistic-computing means 40 then sends the calculated values to the display means 41 as a display data signal S9.
- the weft-selection-signal generator 42 first receives the timing signal S7 and generates the weft-selection signal S8 based on a weft-selection procedure preliminarily set in the weft-selection-signal generator 42.
- the weft-selection-signal generator 42 then outputs the weft-selection signal S8 to the statistic-computing means 40, whereby one of the weft-insertion devices 1 (the weft measuring/holding drum unit 5 or the main nozzle 10 of the corresponding weft-insertion device 1) selected in response to the weft-selection signal S8 is activated.
- the display means 41 stores the multiple sets of statistics calculated by the statistic-computing means 40 such that the statistics correspond to the operating time. Moreover, in response to a request for screen display on the display means 41, the display means 41 graphically displays the magnitudes of the multiple sets of stored statistics in a chronological fashion.
- Fig. 3 illustrates an example of the display means 41.
- the display means 41 is provided with a memory portion 46, a touch-screen display unit 47, a port 48, and a processing unit 49.
- the port 48 receives, for example, the display data signal S9 output from the statistic-computing means 40, and transfers signals between the processing unit 49 and an external unit such as the statistic-computing means 40, or between the processing unit 49 and the touch-screen display unit 47.
- the port 48 also outputs a warning signal to an external unit in a case where a warning process is to be performed.
- the memory portion 46 stores each set of statistics of the display data signal S9 such that the set of statistics corresponds to one of sampling pick code numbers.
- the touch-screen display unit 47 graphically displays the magnitudes of the statistics, and can be used for inputting a request for screen display, each type of command, and other relevant data.
- the processing unit 49 controls the input/output operation of the port 48 in accordance with software, which will be described later. Moreover, the processing unit 49 also reads the statistics from the memory portion 46 in response to the request for screen display received from the touch-screen display unit 47, and commands the touch-screen display unit 47 to graphically display the magnitudes of the statistics.
- the memory portion 46 is rewritable and stores a series of software, such as a program for controlling the touch-screen display unit 47 functioning as an input unit, a program for calculating the statistics of the weft arrival timings, and a program for performing the warning process.
- the memory portion 46 also stores the calculated statistics, such as the average value and the standard deviation value in each sampling period, such that these values correspond to the corresponding sampling pick code number.
- the processing unit 49 is a CPU, i.e. a microprocessor, which controls the touch-screen display unit 47 in accordance with the software stored in the memory portion 46.
- the display means 41 receives the statistics calculated by the statistic-computing means 40 at an end of each sampling period, and stores the statistics together with the set number of samplings and the corresponding sampling pick code number via a memory. Moreover, the display means 41 displays a graph on a display window in which the time axis is indicated by a horizontal axis which corresponds to the sampling picks. With respect to the current weft-insertion sampling pick code number being given the number "0" on the time axis, the graph includes, for example, a bar graph and a line graph illustrating the magnitudes of the corresponding types of statistics. An operator may switch the current display of the statistics by changing the number of samplings or the sampling-pick number, or may check the weft-insertion condition for each type of yarn in order to perform an appropriate process in accordance with the checked condition.
- the processing unit 49 is capable of performing the warning process when necessary. Therefore, the processing unit 49 is preliminarily provided with a warning threshold value with respect to at least one type of statistic in each set of statistics. Thus, when the loom is in operation, the processing unit 49 may compare one type of statistic received from the statistic-computing means 40 with the corresponding threshold value, and if the statistic exceeds the corresponding threshold value, the processing unit 49 may output a warning signal. Furthermore, in addition to displaying the graph that shows the magnitudes of the statistics, the processing unit 49 may command the touch-screen display unit 47 to chronologically display on the same window at least one of an output condition of the warning signal and a generation status of a weft-insertion failure.
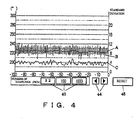
- Fig. 4 illustrates an example of the display window of the touch-screen display unit 47 in an operating state.
- the display window includes the line graph A corresponding to the average values of the weft arrival timings (weft arrival angles ⁇ ) in which the number of samplings for each sampling period is set at 32 picks; a bar graph B connecting the maximum values and the minimum values of the weft arrival timings (weft arrival angles ⁇ ) in which the number of samplings for each sampling period is set at 32 picks; and a line graph C corresponding to the standard deviation values of the weft arrival timings (weft arrival angles ⁇ ).
- the number of samplings "32", "100", or “1000” can be selected via a corresponding one of sampling-number selection buttons 43 displayed at the bottom portion of the display window.
- the display portion of the window of the touch-screen display unit 47 can be scrolled by a unit of 50 samplings using left and right arrow scrolling buttons 44.
- a reset button 45 provided at a lower right section of the window, the display data being displayed is reset so that new display data is downloaded and displayed.
- the touch-screen display unit 47 preferably displays in multiple colors such that each of the graphs A, B, and C and the axes, for example, are displayed in different colors. Consequently, this improves the visibility of the display.
- the type of weft yarn 4 may be selected via the display means 41, such that the window switches to a chronological graph that illustrates the multiple sets of statistics of the weft arrival timings corresponding to the selected type of weft yarn 4.
- the operator can visually check the chronological changes in the statistics of the weft arrival angles.
- the weft-insertion condition can be readjusted so as to improve the quality of the yarn supplier 3 and to achieve stable weft-insertion. Accordingly, this is advantageous in view of controlling the weft insertion.
- the cause of an error can be identified from chronological changes in at least two types of values of the displayed content.
- the present invention is advantageous in that the cause of the problem can be quickly identified from the content displayed on the weft-insertion-condition display unit 20.
- the loom may possibly be aborted due to, for example, a cut weft yarn occurring during a sampling period of the weft arrival timings.
- the weft arrival angle during the reactivation process in a state where the rotational speed of the loom is in a transient state
- the statistics are calculated with the corresponding data
- the calculated statistics may be inaccurate.
- such inaccuracy can be prevented by calculating the statistics without including the data corresponding to such a transient state and to an occurrence of an aborted loom even when the inserted weft yarn 4 properly reaches the selvage edge of the cloth 17.
- the processing unit 49 is preliminarily provided with a warning threshold value for at least one of four types of statistics (i.e. the maximum value, the minimum value, the average value, and the standard deviation value). Specifically, the processing unit 49 may compare one of the four types of statistics received from the statistic-computing means 40 with the corresponding threshold value, and if the statistic exceeds the corresponding threshold value, the processing unit 49 may output a warning signal. Furthermore, in addition to displaying the graph that shows the magnitudes of the statistics, the processing unit 49 may command the touch-screen display unit 47 to chronologically display on the same window at least one of the output condition of the warning signal and the generation status of the weft-insertion failure.
- four types of statistics i.e. the maximum value, the minimum value, the average value, and the standard deviation value.
- the processing unit 49 may compare one of the four types of statistics received from the statistic-computing means 40 with the corresponding threshold value, and if the statistic exceeds the corresponding threshold value, the processing unit 49 may output a warning signal.
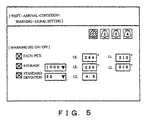
- Fig. 5 illustrates a setting window of the touch-screen display unit 47, namely, a "WEFT-ARRIVAL-CONDITION/WARNING-SIGNAL SETTING" window.
- Fig. 5 by touching a yarn package mark "1" corresponding to one of the yarn suppliers 3 displayed on the window in order to set the warning threshold value with respect to weft color 1, the selected yarn package mark (the corresponding yarn supplier 3) is displayed differently (in a shaded fashion in the drawing) from the remaining unselected yarn package marks.
- the warning threshold value can be input for the weft color 1.
- the weft color 1, a weft color 2, a weft color 3, and a weft color 4 respectively indicate four types of weft yarns 4, and such code numbers correspond to the code numbers of corresponding main nozzles 10 for multiple-color weft-insertion.
- a "WARNING SIGNAL ON/OFF" section at the left of the window in Fig. 5 is activated by selecting the weft color 1 (the shaded section).
- the "WARNING SIGNAL ON/OFF” section is provided for setting or not setting the warning signals for each pick, the average values, and the standard deviation values. Specifically, by touching one of corresponding square boxes, an X is displayed in the box indicating a warning-signal ON state, and by touching the box again, the X disappears so as to indicate a warning-signal OFF state.
- the warning signal can be selectively output when the subject type of statistic exceeds the corresponding threshold value during the weaving operation.
- a warning may be given to an operator by, for example, aborting the loom or turning on an external tower lamp.
- upper limits and lower limits can be set in view of monitoring within a permissible range.
- an upper limit for the standard deviation values can also be set.
- weft arrival timings for one sampling detected based on observed values over the predetermined sampling-pick number are monitored so as to determine whether each weft arrival timing is deviated from the permissible range.
- a warning signal is generated when the determined maximum value exceeds the upper limit, or when the minimum value falls below the lower limit.
- AVERAGE a warning signal is generated when the determined average value exceeds the upper limit or falls below the lower limit.
- a warning signal is generated when the determined standard deviation value exceeds the upper limit.
- the upper limits and the lower limits for "EACH PICK” and the “AVERAGE” are each set numerically with respect to an angle of the rotating main shaft 33 corresponding to the corresponding weft arrival timing.
- the "STANDARD DEVIATION” is set with respect to a numerical value.
- the lower limit of the “STANDARD DEVIATION” does not need to be monitored.
- the above values can be set at a desired value for each of the remaining colors, i.e. the weft color 2, the weft color 3, and the weft color 4.
- each of the "AVERAGE” box and the "STANDARD DEVIATION” box is provided a section for setting the number of samplings for each sampling period.
- an appropriate number “1000” or "32", for example, can be selected.
- the appropriate number can be input using the numeric pad (not shown).
- the number of samplings for each sampling period can be set in a similar manner at a desired value for each of the remaining colors, i.e. the weft color 2, the weft color 3, and the weft color 4.
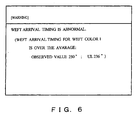
- Fig. 6 illustrates an example of a "WARNING" output window of the touch-screen display unit 47.
- a window is displayed when one of the average values of the weft arrival timings exceeds the upper limit threshold value, or in other words, when the average arrival time is slow.
- the warning-signal ON and OFF states when the subject type of statistic exceeds the corresponding threshold value, the content of the warning and the generation time are stored in the memory portion 46, and moreover, the generation status of the warning is displayed in the window.
- a warning may be given to an operator by, for example, aborting the loom or turning on an external tower lamp simultaneously with the output of the warning signal.
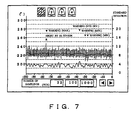
- Fig. 7 illustrates another example of a window of the touch-screen display unit 47.
- This window graphically displays the magnitudes of statistics of weft-traveling conditions with respect to the type of weft yarn 4 (weft color 1) selected in the window.
- the window may display detailed data items on the same screen, such as the aborting of the loom due to weft-insertion failure, the content of the warning, and the generation time of the aborting or the warning.
- the window can be switched to another window corresponding to each of the remaining colors, i.e. the weft color 2, the weft color 3, and the weft color 4.
- the window may display the time and the content of, for example, an adjustment made for the corresponding weft-insertion device 1 or a replacement made for the corresponding yarn supplier 3 as a countermeasure against the warning or the weft-insertion failure.
- a screen (not shown) may be operated so that the information is displayed in addition to the currently displayed content.
- the present invention is not limited to such a structure.
- a sensor may alternatively be provided closer towards the upstream side of the weft-traveling path of the weft yarn 4 so as to be, for example, disposed within the shed 14 of the warp yarns 13. In this case, the sensor detects the weft yarn 4 in a traveling state.
- the sensor may alternatively detect the weft yarn 4 in an indirect manner.
- this may be achieved by utilizing a characteristic in that when the weft yarn 4 is released from the weft measuring/holding drum unit 5 for a predetermined number of times, the leading end of each segment of the weft yarn 4 can be determined that it has reached a position corresponding to the released length of the weft yarn 4.
- the weft measuring/holding drum unit 5 may be provided with a release sensor that detects the passing of the released weft yarn 4.
- the sensor 24 may be replaced with the release sensor mentioned above, and the comparator 27 and the weft-arrival-timing detection means 30 may have a circuit unit disposed therebetween such that the circuit unit outputs the yarn signal S1 when at least one signal is generated from the start of the weft-insertion process.
- the weft yarn 4 is pulled out from the weft measuring/holding drum unit 5 with weft-insertion fluid by a length corresponding to the number of signals.
- the technical scope of the present invention includes a unit that directly or indirectly detects the weft-insertion condition using such a sensor and/or a circuit unit.
- statistic-computing means 40 is in a block that is separate from that of the display means 41 in Figs. 2 and 3, a modification is permissible in which the process is performed in a single block. The same applies to the weft-arrival-timing detection means 30 and the first weft-sensor unit 21.
- the function of the weft-insertion-condition display unit 20 provided in the loom according to the present invention may be achieved by using a program in a computer.
- the weft-arrival-timing detection means 30, the statistic-computing means 40, and the display means 41 provided in the weft-insertion-condition display unit 20 of the loom are replaceable with input-output means, memory means, and calculating means (controlling means) included in a common computer.
- the present invention is not limited to air jet looms, and may be applied to other fluidic-jet-type looms, such as water jet looms, that are capable of detecting the weft arrival timing.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Looms (AREA)
Abstract
Description
Claims (8)
- A weft-insertion-condition display unit (20) for a loom, comprising:weft-arrival-timing detection means (30) for detecting each of weft arrival timings based on a yarn signal obtained by detecting a weft yarn (4) on a weft-traveling path;statistic-computing means (40) for calculating statistics of the weft arrival timings based on the weft arrival timings detected for a predetermined number of picks; anddisplay means (41) for storing the statistics calculated by the statistic-computing means (40) with respect to an operating time, and for displaying a graph that shows magnitudes of the stored statistics in a chronological fashion in response to a request for screen display.
- The weft-insertion-condition display unit (20) for the loom according to Claim 1, wherein the statistics include an average value and at least one of a maximum value, a minimum value, and a standard deviation value.
- The weft-insertion-condition display unit (20) for the loom according to Claim 1, wherein the statistics are calculated based on a selected one of sampling elements, and wherein the graph is switchable according to the selected sampling element.
- The weft-insertion-condition display unit (20) for the loom according to Claim 1, wherein the statistics are stored in a set of sampling picks equivalent to one package of a yarn supplier (3).
- The weft-insertion-condition display unit (20) for the loom according to Claim 1, wherein the statistics are calculated based on the weft arrival timings sampled for each color type of weft yarn (4).
- The weft-insertion-condition display unit (20) for the loom according to Claim 1, wherein the display means (41) comprises a memory portion (46) for storing the statistics output from the statistic-computing means (40) such that each set of stored statistics corresponds to a sampling pick code number; and a processing unit (49) that reads the statistics from the memory portion (46) in response to a request from the display means (41) and that commands a touch-screen display unit (47) to graphically display magnitudes of the statistics.
- The weft-insertion-condition display unit (20) for the loom according to Claim 6, wherein the processing unit (49) is preliminarily provided with a warning threshold value with respect to at least one statistic in said each set of stored statistics, wherein the processing unit (49) compares said at least one statistic calculated by the statistic-computing means (40) with the warning threshold value, and wherein the processing unit (49) outputs a warning signal when said at least one statistic exceeds the warning threshold value.
- The weft-insertion-condition display unit (20) for the loom according to Claim 7, wherein the processing unit (49) allows the magnitudes of the statistics and at least one of an output condition of the warning signal and a generation status of a weft-insertion failure to be displayed graphically in a chronological fashion on the same display window.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004153271 | 2004-05-24 | ||
| JP2004153271 | 2004-05-24 | ||
| JP2005053808 | 2005-02-28 | ||
| JP2005053808A JP4429190B2 (en) | 2004-05-24 | 2005-02-28 | Weft insertion status display device for loom |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1600538A2 true EP1600538A2 (en) | 2005-11-30 |
| EP1600538A3 EP1600538A3 (en) | 2006-05-24 |
| EP1600538B1 EP1600538B1 (en) | 2009-11-11 |
Family
ID=34936833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05011121A Active EP1600538B1 (en) | 2004-05-24 | 2005-05-23 | Weft-insertion-condition display unit for loom |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1600538B1 (en) |
| JP (1) | JP4429190B2 (en) |
| KR (1) | KR20060046136A (en) |
| DE (1) | DE602005017534D1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2161358A1 (en) * | 2008-09-09 | 2010-03-10 | Tsudakoma Kogyo Kabushiki Kaisha | Weft-insertion-condition display method for loom |
| EP2088227A3 (en) * | 2008-02-07 | 2011-03-16 | Tsudakoma Kogyo Kabushiki Kaisha | Weft-insertion-condition display method and weft-insertion-condition display apparatus for loom |
| CN101285235B (en) * | 2007-02-02 | 2012-11-28 | 意达(瑞士)有限公司 | Method and device for inserting weft thread into a loom |
| EP2166140A3 (en) * | 2008-09-09 | 2013-08-28 | Tsudakoma Kogyo Kabushiki Kaisha | Weft-insertion-condition display method for loom |
| BE1024064B1 (en) * | 2015-11-03 | 2017-11-10 | Kabushiki Kaisha Toyota Jidoshokki | A method of detecting a weft yarn in a jet loom of the air jet type. |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102517766B (en) * | 2011-11-14 | 2013-07-03 | 威海英卓自动化技术有限公司 | Control and display method and device of working state of weft detector of spinner |
| JP2013122107A (en) * | 2013-02-08 | 2013-06-20 | Tsudakoma Corp | Method for displaying weft insertion state in loom |
| CN104005164B (en) * | 2013-02-27 | 2016-09-28 | 津田驹工业株式会社 | The display packing of the picking information of water jet loom and device |
| JP6447533B2 (en) * | 2016-02-19 | 2019-01-09 | 株式会社豊田自動織機 | Weft insertion control method and weft insertion control apparatus for air jet loom |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05295638A (en) * | 1992-04-13 | 1993-11-09 | Tsudakoma Corp | Picking monitor in jet loom |
| JPH09195145A (en) * | 1996-01-22 | 1997-07-29 | Tsudakoma Corp | Working information displaying method in loom |
-
2005
- 2005-02-28 JP JP2005053808A patent/JP4429190B2/en active Active
- 2005-05-23 KR KR1020050042907A patent/KR20060046136A/en active IP Right Grant
- 2005-05-23 DE DE602005017534T patent/DE602005017534D1/en active Active
- 2005-05-23 EP EP05011121A patent/EP1600538B1/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05295638A (en) * | 1992-04-13 | 1993-11-09 | Tsudakoma Corp | Picking monitor in jet loom |
| JPH09195145A (en) * | 1996-01-22 | 1997-07-29 | Tsudakoma Corp | Working information displaying method in loom |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 018, no. 101 (C-1168), 18 February 1994 (1994-02-18) & JP 05 295638 A (TSUDAKOMA CORP), 9 November 1993 (1993-11-09) * |
| PATENT ABSTRACTS OF JAPAN vol. 1997, no. 11, 28 November 1997 (1997-11-28) & JP 09 195145 A (TSUDAKOMA CORP), 29 July 1997 (1997-07-29) * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101285235B (en) * | 2007-02-02 | 2012-11-28 | 意达(瑞士)有限公司 | Method and device for inserting weft thread into a loom |
| EP2088227A3 (en) * | 2008-02-07 | 2011-03-16 | Tsudakoma Kogyo Kabushiki Kaisha | Weft-insertion-condition display method and weft-insertion-condition display apparatus for loom |
| EP2161358A1 (en) * | 2008-09-09 | 2010-03-10 | Tsudakoma Kogyo Kabushiki Kaisha | Weft-insertion-condition display method for loom |
| CN101671909B (en) * | 2008-09-09 | 2012-10-24 | 津田驹工业株式会社 | Weft-insertion-condition display method for loom |
| EP2166140A3 (en) * | 2008-09-09 | 2013-08-28 | Tsudakoma Kogyo Kabushiki Kaisha | Weft-insertion-condition display method for loom |
| EP2733244A1 (en) * | 2008-09-09 | 2014-05-21 | Tsudakoma Kogyo Kabushiki Kaisha | Weft-insertion-condition display method in a loom |
| BE1024064B1 (en) * | 2015-11-03 | 2017-11-10 | Kabushiki Kaisha Toyota Jidoshokki | A method of detecting a weft yarn in a jet loom of the air jet type. |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4429190B2 (en) | 2010-03-10 |
| EP1600538A3 (en) | 2006-05-24 |
| JP2006009233A (en) | 2006-01-12 |
| DE602005017534D1 (en) | 2009-12-24 |
| KR20060046136A (en) | 2006-05-17 |
| EP1600538B1 (en) | 2009-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2088227B1 (en) | Weft-insertion-condition display method and weft-insertion-condition display apparatus for loom | |
| JP4953393B2 (en) | Weft insertion status display device for loom | |
| EP2166140B1 (en) | Weft-insertion-condition display method in a loom | |
| EP1600538B1 (en) | Weft-insertion-condition display unit for loom | |
| EP1700940B1 (en) | Information display system for textile machine | |
| JP4546649B2 (en) | How to monitor the cycle of inserting a weft thread into a loom | |
| EP1775359B1 (en) | Method of determining defect in weft supply package in fluid jet loom | |
| EP2161358B1 (en) | Weft-insertion-condition display method for loom | |
| EP1602761A2 (en) | Setting device for loom | |
| CN101403162B (en) | Method for displaying operational information of loom | |
| JP4646191B2 (en) | Supporting method for textile machinery | |
| CN101418492B (en) | Loom with cutting and weaving control device | |
| JP3402552B2 (en) | Loom operation information display method | |
| JP5391928B2 (en) | Abnormality detection method of weft insertion defect detection device | |
| JP2013122107A (en) | Method for displaying weft insertion state in loom | |
| JP2003171853A (en) | Method of integrating the number of times of detection of weft, device for integrating the number of times of detection of weft, control method of weft insertion and control device for weft insertion |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: D03D 47/30 20060101AFI20050903BHEP Ipc: D03J 1/00 20060101ALI20060401BHEP |
|
| 17P | Request for examination filed |
Effective date: 20060728 |
|
| AKX | Designation fees paid |
Designated state(s): BE DE IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE IT |
|
| REF | Corresponds to: |
Ref document number: 602005017534 Country of ref document: DE Date of ref document: 20091224 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20100812 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230412 Year of fee payment: 19 Ref country code: DE Payment date: 20230331 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20230418 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602005017534 Country of ref document: DE |