EP1559658A2 - Double-layered, lid-shaped stamped closing element. - Google Patents
Double-layered, lid-shaped stamped closing element. Download PDFInfo
- Publication number
- EP1559658A2 EP1559658A2 EP05450003A EP05450003A EP1559658A2 EP 1559658 A2 EP1559658 A2 EP 1559658A2 EP 05450003 A EP05450003 A EP 05450003A EP 05450003 A EP05450003 A EP 05450003A EP 1559658 A2 EP1559658 A2 EP 1559658A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- lid
- layers
- adhesive
- element according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000010410 layer Substances 0.000 claims description 92
- 239000004033 plastic Substances 0.000 claims description 26
- 229920003023 plastic Polymers 0.000 claims description 26
- 238000000034 method Methods 0.000 claims description 16
- 239000000853 adhesive Substances 0.000 claims description 13
- 230000001070 adhesive effect Effects 0.000 claims description 13
- 229910052751 metal Inorganic materials 0.000 claims description 8
- 239000002184 metal Substances 0.000 claims description 8
- 239000012790 adhesive layer Substances 0.000 claims description 6
- 239000002131 composite material Substances 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 claims description 5
- -1 polypropylene Polymers 0.000 claims description 5
- 238000007789 sealing Methods 0.000 claims description 5
- 238000010030 laminating Methods 0.000 claims description 4
- 229920002635 polyurethane Polymers 0.000 claims description 4
- 239000004814 polyurethane Substances 0.000 claims description 4
- 239000004743 Polypropylene Substances 0.000 claims description 3
- 239000011888 foil Substances 0.000 claims description 3
- 238000003475 lamination Methods 0.000 claims description 3
- 229920001155 polypropylene Polymers 0.000 claims description 3
- 125000006850 spacer group Chemical group 0.000 claims description 3
- 239000004952 Polyamide Substances 0.000 claims description 2
- 239000004698 Polyethylene Substances 0.000 claims description 2
- 239000004793 Polystyrene Substances 0.000 claims description 2
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 2
- 229920000058 polyacrylate Polymers 0.000 claims description 2
- 229920002647 polyamide Polymers 0.000 claims description 2
- 229920000728 polyester Polymers 0.000 claims description 2
- 229920000573 polyethylene Polymers 0.000 claims description 2
- 229920002223 polystyrene Polymers 0.000 claims description 2
- 229920001577 copolymer Polymers 0.000 claims 1
- 239000003292 glue Substances 0.000 abstract description 3
- 239000002985 plastic film Substances 0.000 description 9
- 229920006255 plastic film Polymers 0.000 description 9
- 238000004080 punching Methods 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 238000010411 cooking Methods 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000010792 warming Methods 0.000 description 2
- 239000000654 additive Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000004920 heat-sealing lacquer Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000011856 silicon-based particle Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/10—Container closures formed after filling
- B65D77/20—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers
- B65D77/2024—Container closures formed after filling by applying separate lids or covers, i.e. flexible membrane or foil-like covers the cover being welded or adhered to the container
- B65D77/2028—Means for opening the cover other than, or in addition to, a pull tab
- B65D77/2032—Means for opening the cover other than, or in addition to, a pull tab by peeling or tearing the cover from the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2577/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks, bags
- B65D2577/10—Container closures formed after filling
- B65D2577/20—Container closures formed after filling by applying separate lids or covers
- B65D2577/2041—Pull tabs
- B65D2577/205—Pull tabs integral with the closure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2577/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks, bags
- B65D2577/10—Container closures formed after filling
- B65D2577/20—Container closures formed after filling by applying separate lids or covers
- B65D2577/2075—Lines of weakness or apertures
- B65D2577/2091—Lines of weakness or apertures in cover
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2581/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D2581/34—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging foodstuffs or other articles intended to be cooked or heated within
- B65D2581/3437—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging foodstuffs or other articles intended to be cooked or heated within specially adapted to be heated by microwaves
Definitions
- the present invention relates to a lid-shaped punched out Element for closing containers consisting of two layers with at least one opening aid integrated within these layers, wherein the layer arranged in the direction of the container one with perforations or having predetermined breaking points provided plastic layer.
- the invention further relates to a process for the preparation of this two-layer closure element.
- microwave containers with two-ply Closing closure elements wherein the outer layer a Paper or metal layer and the second facing the container Location is a plastic layer.
- the materials of the outer layer To oppose the passage of the microwaves, this must be before the Heating the container to be removed.
- the now with the plastic film sealed container must then be perforated by hand be to prevent the escape of water vapor during warming up or cooking the contents.
- a two-layer closure element for microwave containers described which a Metal layer and further arranged in the direction of the container edge having heat-reactivatable plastic layer.
- This warm reactivatable Plastic layer may also have perforations, allowing the formation of an overpressure in the container during warming up or cooking the contents is prevented by microwaves.
- the invention aims to remedy this situation.
- a two-layer closure element of the above suggested type which is characterized that the layers of the closure element by means of a peelable Adhesive layer are glued, and that the opening aid as well as the the plastic layer having layer in the perforations or predetermined breaking points are adhesive-free.
- the invention further relates to a process for the preparation of closure element according to the invention, wherein in a first Process step, the layers of the closure element in the form of a Produces pre-composite and at the plastic layer having Location attaches perforations or predetermined breaking points that one subsequently by cold laminating the layers of the closure element glued together, but the area of the perforations or predetermined breaking points on the layer having the plastic layer and the area of the opening aid remain adhesive-free.
- FIG. 1 a possible embodiment of the inventive two-ply Closure element
- Fig. 2 shows a possible procedure for the Production of the closure element according to the invention
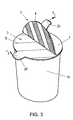
- FIG. 3 a container, which with a closure element according to the invention is closed, show.
- the individual layers 2 and 3 are produced in the form of a pre-bond.
- the Plastics can be selected from the group polypropylene, polyethylene, Polyester, polyacrylate, polyamide or polystyrene can be selected.
- This metal or plastic film 7 can now at her the Observer facing surface side equipped with a printed image become.
- This may be in its surface design be both smooth and rough.
- the surface roughness results by irregular, but also regular arrangement of the print motifs the desired print image. It also facilitates the surface roughness the unstacking of the usually in magazines on top of each other preserved closure elements.
- the film is 7th excluding provided with a heat-sealable layer 8.
- a heat-sealable layer 8 can be used as a heat sealing varnish, coextrusion coating or peelable Plastic film present.
- the container facing Layer 3 made.
- a plastic film 5 for example a polypropylene film with a thickness of 10 to 100 mm, with a heat sealable layer 9, laminated.
- This coating can as well as heat sealing lacquer, coextrusion coating or peelable Plastic film present, with its sealed seam strength, conditional by selection, chemical constitution as well as degree of crosslinking of the Components must be higher than that of the layer 8.
- the seal seam strength generated by the layer 9 the airtight
- the seal seam strength generated by the layer 8 is the Connection of the layers 2 and 3 cause, but at the same time the "Peeling process" i. allow the detachment of the layers from each other should.
- Closure element are now in a cold laminating process, as shown in Fig. 2, glued together. It is in a Storage container 12 of the adhesive 4, for example a polyurethane adhesive, drawn from the container by means of an applicator roll 13, at the same time with the help of the calibration roller 14, the order volume can be controlled. Likewise, instead of polyurethane a dispersion containing Acrylklareestercopolymere used become. This dispersion, available under the name Flexbond® is plasticizer-free and therefore particularly good for packaging suitable for food. It is now the Vorverbund in the form the layer containing the plastic layer 3 from a supply roll 15 withdrawn and a pulley 16 to the surface of the Application roller 13 introduced. Due to the given surface structure the applicator roll 13 and a controlled approach of the preliminary composite 3 with the aid of control elements, a precise application of adhesive takes place so that the perforations or Predetermined breaking points 6 in the plastic layer having layer. 3 remain adhesive-free.
- the adhesive 4 for example a polyurethane
- the closure elements 1 according to the invention are stored in stacks after punching and can be supplied for further use, namely the closing of food containers.
- microwave container 19 which are already filled with food, continuously covered with the closure element according to the invention and hermetically sealed by means of sealing tools.
- Fig. 3 which, for example, a metal layer containing layer 2 is touched on the handle bottle 20 and withdrawn in the direction of the arrow with the Anr regardingkraft F 1 of the layer 3 having the plastic layer.
- the predetermined breaking points or perforations 6 on the plastic layer are now exposed, whereas the adhesive, as shown in FIG.
- the layer 3 having the plastic layer can also be pulled off from the container 19 by pulling on the grip tab 20 'in the direction of the arrow F 2 , so that the removal of the packaged goods is made possible.
- Closure element 1 not only easier closure of food containers, such as microwave containers is because a mutual shifting or slipping of the Individual layers is prevented by the adhesive layer, but that also by the peelability of the adhesive any kind of Penetration of glue into the food container, so into the Food is avoided in any case.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Closures For Containers (AREA)
- Packages (AREA)
- Telephone Function (AREA)
- Catching Or Destruction (AREA)
- Air Bags (AREA)
- Clamps And Clips (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Wire Bonding (AREA)
- Control Of Motors That Do Not Use Commutators (AREA)
- Electrochromic Elements, Electrophoresis, Or Variable Reflection Or Absorption Elements (AREA)
- Cartons (AREA)
- Moulding By Coating Moulds (AREA)
- Wrappers (AREA)
Abstract
Description
Die vorliegende Erfindung betrifft ein deckelförmig ausgestanztes Element zum Verschließen von Behältern bestehend aus zwei Lagen mit zumindest einer innerhalb dieser Lagen integrierten Öffnungshilfe, wobei die in Richtung des Behälters angeordnete Lage eine mit Perforationen oder Sollbruchstellen versehene Kunststoffschicht aufweist. Die Erfindung betrifft weiters ein Verfahren zur Herstellung dieses zweilagigen Verschlusselementes.The present invention relates to a lid-shaped punched out Element for closing containers consisting of two layers with at least one opening aid integrated within these layers, wherein the layer arranged in the direction of the container one with perforations or having predetermined breaking points provided plastic layer. The invention further relates to a process for the preparation of this two-layer closure element.
Es ist bekannt, beispielsweise Mikrowellenbehälter mit zweilagigen Verschlusselementen zu verschließen, wobei die äußere Lage eine Papier- oder Metallschicht und die zweite dem Behälter zugewandte Lage eine Kunststoffschicht ist. Da sich die Materialien der Außenlage dem Durchgang der Mikrowellen widersetzen, muss diese vor dem Erwärmen des Behälters abgenommen werden. Der nunmehr mit der Kunststofffolie verschlossene Behälter muss anschließend per Hand perforiert werden, um das Austreten von Wasserdampf während des Aufwärmens oder Kochens des Inhalts zu ermöglichen.It is known, for example, microwave containers with two-ply Closing closure elements, wherein the outer layer a Paper or metal layer and the second facing the container Location is a plastic layer. As the materials of the outer layer To oppose the passage of the microwaves, this must be before the Heating the container to be removed. The now with the plastic film sealed container must then be perforated by hand be to prevent the escape of water vapor during warming up or cooking the contents.
Gemäß europäischem Patent Nr. 457 629 wird ein zweilagiges Verschlusselement für Mikrowellenbehälter beschrieben, welches eine Metallschicht und weiters eine in Richtung des Behälterrandes angeordnete warmreaktivierbare Kunststoffschicht aufweist. Beim Verschließen des Behälters durch Heißsiegeln erfolgt im Bereich der Siegelnaht eine Vernetzungsreaktion innerhalb der warmreaktivierbaren Kunststoffschicht, sodass durch Ausbilden der Siegelnaht ein luftdichter Verschluss des Behälters ermöglicht ist. Diese warmreaktivierbare Kunststoffschicht kann weiters Perforationen aufweisen, sodass die Bildung eines Überdrucks im Behälter während des Aufwärmens oder Kochens des Inhalts durch Mikrowellen verhindert wird.According to European Patent No. 457 629, a two-layer closure element for microwave containers described which a Metal layer and further arranged in the direction of the container edge having heat-reactivatable plastic layer. When closing the container is made by heat sealing in the area of Seal a crosslinking reaction within the warm-reactivatable Plastic layer, so by forming the sealed seam airtight closure of the container is possible. This warm reactivatable Plastic layer may also have perforations, allowing the formation of an overpressure in the container during warming up or cooking the contents is prevented by microwaves.
Die gemäß europäischem Patent Nr. 457 629 beschriebenen zweilagigen Verschlusselemente werden durch Coextrusion der warmreaktivierbaren Kunststoffschicht an eine metallische Schicht als Außenlage in Form von Rollenware hergestellt. Diese Rollenware wird für den Abpackprozess, welcher kontinuierlich erfolgt, verwendet. Das Ausstanzen in Form einzelner Verschlusselemente ist jedoch nicht möglich, da der durch Coextrusion hergestellte Verbund in loser Anordnung vorliegt, sodass beim Hantieren ein Verrutschen der Lagen erfolgt.The two-ply described in European Patent No. 457,629 Closure elements are made by co-extrusion of the warm-reactivatable Plastic layer to a metallic layer as an outer layer in shape made of roll goods. This roll product is used for the packaging process, which is continuous, used. The punching in the form of individual closure elements is not possible because the composite produced by coextrusion is in a loose arrangement, so that when handling a shift of the layers takes place.
Hier will die Erfindung Abhilfe schaffen.The invention aims to remedy this situation.
Erfindungsgemäß wird ein zweilagiges Verschlusselement der eingangs genannten Art vorgeschlagen, welches dadurch gekennzeichnet ist, dass die Lagen des Verschlusselementes mittels einer peelfähigen Kleberschicht verklebt sind, und dass die Öffnungshilfe sowie die die Kunststoffschicht aufweisende Lage im Bereich der Perforationen oder Sollbruchstellen kleberfrei sind.According to the invention, a two-layer closure element of the above suggested type, which is characterized that the layers of the closure element by means of a peelable Adhesive layer are glued, and that the opening aid as well as the the plastic layer having layer in the perforations or predetermined breaking points are adhesive-free.
Mögliche Ausgestaltungen des erfindungsgemäßen zweilagigen Verschlusselementes sind gemäß Unteransprüche offenbart.Possible embodiments of the inventive two-layer closure element are disclosed according to subclaims.
Die Erfindung betrifft weiters ein Verfahren zur Herstellung des erfindungsgemäßen Verschlusselementes, wobei man in einem ersten Verfahrensschritt die Lagen des Verschlusselementes in Form eines Vorverbundes herstellt und an der die Kunststoffschicht aufweisenden Lage Perforationen oder Sollbruchstellen anbringt, dass man anschließend durch Kaltkaschieren die Lagen des Verschlusselementes miteinander verklebt, wobei jedoch der Bereich der Perforationen oder Sollbruchstellen an der die Kunststoffschicht aufweisenden Lage sowie der Bereich der Öffnungshilfe kleberfrei bleiben.The invention further relates to a process for the preparation of closure element according to the invention, wherein in a first Process step, the layers of the closure element in the form of a Produces pre-composite and at the plastic layer having Location attaches perforations or predetermined breaking points that one subsequently by cold laminating the layers of the closure element glued together, but the area of the perforations or predetermined breaking points on the layer having the plastic layer and the area of the opening aid remain adhesive-free.
Weitere Ausgestaltungen des erfindungsgemäßen Verfahrens sind gemäß Unteransprüche offenbart.Further embodiments of the method according to the invention are according to Subclaims disclosed.
Die Erfindung wird im Folgenden anhand einer möglichen Ausführungsform
der Erfindung sowie anhand einer möglichen Verfahrensvariante
zur Herstellung des erfindungsgemäßen Verschlusselementes näher
erläutert. Diese möglichen Ausführungsformen werden anhand der
Skizzen gemäß Figurendarstellungen 1 bis 3 gezeigt, wobei Fig. 1
eine mögliche Ausführungsform des erfindungsgemäßen zweilagigen
Verschlusselementes, Fig. 2 eine mögliche Verfahrensführung zur
Herstellung des erfindungsgemäßen Verschlusselementes sowie Fig. 3
einen Behälter, welcher mit einem erfindungsgemäßen Verschlusselement
verschlossen ist, zeigen.The invention will be described below with reference to a possible embodiment
of the invention and by means of a possible variant of the method
for producing the closure element according to the invention in more detail
explained. These possible embodiments are based on
Sketches according to
Bei der Herstellung des erfindungsgemäßen Verschlusselementes 1
werden die einzelnen Lagen 2 und 3 in Form eines Vorverbundes hergestellt.In the production of the
Für die Herstellung der dem Behälter abgewandten Lage 2 wird beispielsweise
eine Aluminiumfolie, deren Dicke in einem Bereich von 10
bis 100 mm liegt, verwendet. Es ist jedoch auch möglich, Kunststofffolien
in einem Dickenbereich von 10 bis 100 mm einzusetzen. Die
Kunststoffe können dabei aus der Gruppe Polypropylen, Polyethylen,
Polyester, Polyacrylat, Polyamid oder Polystyrol ausgewählt werden.For the production of the
Diese Metall- oder Kunststofffolie 7 kann nunmehr an ihrer dem
Betrachter zugewandten Oberflächenseite mit einem Druckbild ausgestattet
werden. Dieses kann in seiner Oberflächenausgestaltung
sowohl glatt als auch rau sein. Die Oberflächenrauigkeit ergibt
durch unregelmäßige, aber auch regelmäßige Anordnung der Druckmotive
das gewünschte Druckbild. Weiters erleichtert die Oberflächenrauigkeit
das Entstapeln der üblicherweise in Magazinen übereinander
aufbewahrten Verschlusselemente.This metal or
An der dem Druckbild gegenüberliegenden Seite wird die Folie 7
ausschließend mit einer heißsiegelbaren Schicht 8 versehen. Diese
kann als Heißsiegellack, Coextrusionsbeschichtung oder peelfähiger
Kunststofffilm vorliegen.At the opposite side of the printed image, the film is 7th
excluding provided with a heat-
In einem weiteren Verfahrensschritt wird die dem Behälter zugewandte
Lage 3 hergestellt. Dabei wird eine Kunststofffolie 5, beispielsweise
eine Polypropylenfolie mit einer Dicke von 10 bis 100 mm, mit
einer heißsiegelbaren Schicht 9, kaschiert. Diese Beschichtung kann
ebenso als Heißsiegellack, Coextrusionsbeschichtung oder peelfähiger
Kunststofffilm vorliegen, wobei dessen Siegelnahtfestigkeit, bedingt
durch Auswahl, chemische Konstitutionen sowie Vernetzungsgrad der
Komponenten höher als jene der Schicht 8 sein muss. Dies deshalb, da
die durch die Schicht 9 erzeugte Siegelnahtfestigkeit den luftdichten
Verschluss der Packung oder des Behälters gewährleisten soll,
wogegen die durch die Schicht 8 erzeugte Siegelnahtfestigkeit die
Verbindung der Lagen 2 und 3 bewirken, jedoch gleichzeitig den
"Peelvorgang" d.h. das Ablösen der Lagen voneinander ermöglichen
soll.In a further method step, the
Nach dem Kaschieren mit der heißsiegelbaren Schicht 9 werden an der
Oberfläche der Kunststoffolie 5 Perforationen oder Sollbruchstellen
6 angebracht. Durch oberflächliches Anritzen der Kunststoffolie
werden beispielsweise schlitzförmige Perforationen, durch Nadeln
werden hingegen punktförmige Sollbruchstellen erzeugt.After lamination with the heat-
Um die Lagerung der endgefertigten erfindungsgemäßen Verschlusselemente
1, welche üblicherweise in einem Stapel erfolgt, zu erleichtern,
wird die heißsiegelbare Schicht 9, welche an der Kunststofffolie
5 aufkaschiert wird, vorteilhafterweise in Form eines
oberflächenrauen Aufdruckes 10 aufgetragen. Dies erfolgt, wie in
Fig. 1b gezeigt, beispielsweise durch Zusatz von Additiven, wie
Siliziumpartikel. Durch die erzeugte Oberflächenrauigkeit ist der
Entstapelungsvorgang beim Verwenden der erfindungsgemäßen Verschlusselemente
1 wesentlich erleichtert. Dies deshalb, da zwischen
den oberflächlich angebrachten "Deformationen" Luft eingeschlossen
wird, und deshalb die einzelnen Verschlusselemente beim Entstapeln
leichter voneinander abgenommen werden können. Dieser Vorgang kann
zusätzlich dadurch verbessert werden, dass - wie in Fig. 1c gezeigt
- der oberflächenraue Aufdruck der heißsiegelbaren Schicht 9 in Form
von Abstandhaltern 11 vorgesehen ist. Diese Abstandhalter schließen,
bedingt durch ihre geometrische Anordnung, in den ebenso regelmäßig
angeordneten Zwischenräumen Luft ein, sodass der Entstapelungsvorgang
zusätzlich erleichtert ist. Dies ist insbesondere dann
notwendig, wenn, wie im Falle von Lebensmitteln, beim Abpacken die
Behälter rasch verschlossen werden müssen.To the storage of the finished closure elements according to the
Weiters ist es möglich, den auf der dem Behälter abgewandten Lage 2 aufgebrachten Aufdruck in der vorgenannten oberflächenrauen Ausgestaltung aufzubringen, sodass auch durch diese Maßnahme zusätzlich oder allein die Entstapelbarkeit bewirkt oder zusätzlich unterstützt wird.Furthermore, it is possible that on the side facing away from the container. 2 applied print in the aforementioned surface-gray design apply, so even by this measure in addition or alone causes the Entstapelbarkeit or additionally supported becomes.
Die als Vorverbund vorliegenden Lagen 2 und 3 des erfindungsgemäßen
Verschlusselementes werden nunmehr in einem Kaltkaschierverfahren,
wie in Fig. 2 gezeigt, miteinander verklebt. Dabei wird in einem
Vorratsbehälter 12 der Kleber 4, beispielsweise ein Polyurethankleber,
mittels einer Auftragswalze 13 aus dem Behälter geschöpft,
wobei gleichzeitig mit Hilfe der Kalibrierwalze 14 das Auftragsvolumen
gesteuert werden kann. Ebenso kann anstelle von Polyurethan
eine Acrylsäureestercopolymere enthaltende Dispersion eingesetzt
werden. Diese unter der Bezeichnung Flexbond ® erhältliche Dispersion
ist weichmacherfrei und daher besonders gut für das Verpacken
von Lebensmitteln geeignet. Es wird nunmehr der Vorverbund in Form
der die Kunststoffschicht enthaltenden Lage 3 von einer Vorratsrolle
15 abgezogen und über ein Umlenkrolle 16 an die Oberfläche der
Auftragswalze 13 herangeführt. Bedingt durch die vorgegebene Oberflächenstruktur
der Auftragswalze 13 sowie ein angesteuertes Heranführen
des Vorverbundes 3 unter Zuhilfenahme von Regelelementen,
erfolgt ein passgenauer Kleberauftrag, sodass die Perforationen oder
Sollbruchstellen 6 in der die Kunststoffschicht aufweisenden Lage 3
kleberfrei bleiben.The
Von der Vorratsrolle 17 wird nunmehr die die Metallschicht enthaltende
Lage 2 abgezogen und mittels Anpresswalzen 18, 18' mit der die
Kunststoffschicht und bereits den Kleber 4 aufweisenden Lage verpresst.
Die Bereiche für die Öffnungshilfe 20 sind dabei derart
angeordnet, dass diese ebenso wie die Perforationen oder Sollbruchstellen
6 klebefrei bleiben. Durch diesen Kaltkaschiervorgang werden
die Lagen 2 und 3 miteinander verklebt, sodass das Verschlusselement
1' hergestellt wird. Bedingt durch die Art des Klebers 4, beispielsweise
eines Polyurethanklebers, sowie den gewählten Kaltkaschiervorgang
ist eine klebende Bindung zwischen den Einzellagen 2 und 3
des Verschlusselementes 1 gewährleistet, welche auch während des
nachfolgenden Siegelvorganges beim Abpacken, d.h. beim Verschließen
von Behältern, unverändert bestehen bleibt. Dies ermöglicht es, dass
in einfacher Weise aus der Bahn 1' - wie in Fig. 2 skizziert - durch
Stanzen die gewünschten Verschlusselemente 1 hergestellt werden
können, ohne dass die Einzellagen 2, 3 in ihrer Positionierung
verändert werden. Beim Stanzen wird die ebenso klebefrei vorliegende
Öffnungshilfe, wie die Grifflasche 20, 20' gebildet.From the
Die erfindungsgemäßen Verschlusselemente 1 werden nach dem Stanzen
in Stapeln gelagert und können der weiteren Verwendung, nämlich dem
Verschließen von Lebensmittelbehältern, zugeführt werden. Dabei
werden beispielsweise Mikrowellenbehälter 19, welche bereits mit
Lebensmittel gefüllt sind, kontinuierlich mit dem erfindungsgemäßen
Verschlusselement abgedeckt und mittels Siegelwerkzeugen luftdicht
verschlossen. Vor dem Erwärmen in einem Mikrowellenherd wird, wie in
Fig. 3 gezeigt, die, beispielsweise eine Metallschicht enthaltende
Lage 2 an der Griffflasche 20 angefasst und in Richtung des Pfeiles
mit der Anreißkraft F1 von der die Kunststoffschicht aufweisenden
Lage 3 abgezogen. Durch diesen Peelvorgang werden nunmehr die Sollbruchstellen
oder Perforationen 6 an der Kunststoffschicht freigelegt,
wogegen der Kleber, wie in Fig. 3 gezeigt, in Form eines
streifenförmigen Musters an der beispielsweise eine Metallschicht
enthaltenden Lage 2 haften bleibt. Dadurch ist auch gewährleistet,
dass jegliche Art des Eindringens von Kleber durch die Sollbruchstellen
oder Perforationen der Kunststoffschicht vermieden wird, da
dieser erst nach gänzlichem Abziehen von der die Metallschicht
enthaltenden Lage 2 in einem Mikrowellenofen erwärmt wird. Nach dem
Erwärmen kann auch die die Kunststoffschicht aufweisende Lage 3
durch Ziehen an der Grifflasche 20' in Richtung des Pfeiles F2 vom
Behälter 19 abgezogen werden, sodass die Entnahme des Packungsgutes
ermöglicht ist.The
Zusammenfassend kann daher gesagt werden, dass durch das erfindungsgemäße
Verschlusselement 1 nicht nur ein erleichtertes Verschließen
von Lebensmittelbehältern, wie Mikrowellenbehälter, ermöglicht
ist, da ein gegenseitiges Verschieben oder Verrutschen der
Einzellagen bedingt durch die Kleberschicht unterbunden ist, sondern
dass auch durch die Peelfähigkeit des Klebers jegliche Art des
Eindringens von Kleber in den Lebensmittelbehälter, sohin in das
Lebensmittel, in jedem Fall vermieden wird.In summary, it can therefore be said that by the
Claims (15)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI200531292T SI1559658T1 (en) | 2004-02-02 | 2005-01-13 | Double-layered, lid-shaped stamped closing element |
| PL05450003T PL1559658T3 (en) | 2004-02-02 | 2005-01-13 | Double-layered, lid-shaped stamped closing element |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT1462004 | 2004-02-02 | ||
| AT0014604A AT500536B8 (en) | 2004-02-02 | 2004-02-02 | DOUBLE-SIDED, COVER-LOCKED LOCKING ELEMENT |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1559658A2 true EP1559658A2 (en) | 2005-08-03 |
| EP1559658A3 EP1559658A3 (en) | 2006-11-02 |
| EP1559658B1 EP1559658B1 (en) | 2011-03-02 |
Family
ID=34637613
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05450003A Active EP1559658B1 (en) | 2004-02-02 | 2005-01-13 | Double-layered, lid-shaped stamped closing element |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US7789262B2 (en) |
| EP (1) | EP1559658B1 (en) |
| AT (2) | AT500536B8 (en) |
| DE (1) | DE502005011021D1 (en) |
| DK (1) | DK1559658T3 (en) |
| ES (1) | ES2357842T3 (en) |
| HR (1) | HRP20110159T1 (en) |
| PL (1) | PL1559658T3 (en) |
| PT (1) | PT1559658E (en) |
| SI (1) | SI1559658T1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1842792A1 (en) * | 2006-04-07 | 2007-10-10 | Sonoco Development, Inc. | Membrane closure for container |
| WO2008006123A1 (en) * | 2006-07-13 | 2008-01-17 | Teich Aktiengesellschaft | Composite material, method for the production thereof, and use of the same as packing material |
| WO2012069050A1 (en) * | 2010-11-25 | 2012-05-31 | Faerch Plast A/S | Sealed container for foodstuffs |
| LT5932B (en) | 2012-03-27 | 2013-04-25 | Uab Mantinga | Container with double lid |
| EP2909098A4 (en) * | 2012-10-19 | 2016-06-01 | Å&R Carton Lund Ab | Flexible lid |
| WO2021045848A1 (en) * | 2019-09-05 | 2021-03-11 | Sonoco Development, Inc. | Membrane lid with integrated two-stage tab system |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE60323245D1 (en) * | 2003-12-16 | 2008-10-09 | Amcor Flexibles Europe | Packaging with push-through lid |
| US8715825B2 (en) | 2005-01-06 | 2014-05-06 | Selig Sealing Products, Inc. | Two-piece pull-tab sealing member with improved heat distribution for a container |
| MX2007012737A (en) | 2005-04-15 | 2008-01-14 | Illinois Tool Works | Seal stock laminate. |
| US9624008B2 (en) | 2007-03-23 | 2017-04-18 | Selig Sealing Products, Inc. | Container seal with removal tab and security ring seal |
| AT505343A1 (en) | 2007-06-12 | 2008-12-15 | Teich Ag | COMPOUND OF AT LEAST TWO DIFFERENT MATERIAL RAILS |
| MX2010008488A (en) * | 2008-02-05 | 2011-05-30 | Amcor Flexibbles Kreuzlingen Ltd | Cover and method for the production thereof. |
| WO2009114727A1 (en) * | 2008-03-12 | 2009-09-17 | Vinperfect, Inc. | Vented screwcap closure with diffusive membrane liner |
| EP2406145A4 (en) * | 2009-03-13 | 2012-08-01 | Nestec Sa | Composite covers for containers |
| US8789718B1 (en) * | 2010-04-26 | 2014-07-29 | Isaac S. Daniel | Lid with a removable protective cover |
| PL2423123T3 (en) * | 2010-08-25 | 2013-08-30 | Constantia Teich Gmbh | Medicine bottle for dispensing pelletised material |
| AU2012272897B2 (en) | 2011-06-24 | 2017-02-16 | Selig Sealing Products, Inc. | Sealing member with removable portion for exposing and forming a dispensing feature |
| MY173748A (en) * | 2011-09-09 | 2020-02-19 | Toppan Printing Co Ltd | Funnel component and packaging container using funnel component |
| TW201345804A (en) | 2012-02-01 | 2013-11-16 | Toppan Printing Co Ltd | Funnel part and method of manufacturing packaging container utilizing funnel part |
| US8733550B2 (en) | 2012-03-09 | 2014-05-27 | Wki Holding Company, Inc. | Nesting container lids with snap on wings |
| USD675057S1 (en) | 2012-03-09 | 2013-01-29 | Wki Holding Company, Inc. | Lid |
| USD673807S1 (en) | 2012-03-10 | 2013-01-08 | Wki Holding Company, Inc. | Container lid |
| USD673808S1 (en) | 2012-03-10 | 2013-01-08 | Wki Holding Company, Inc. | Container lid |
| US9096347B2 (en) | 2012-03-20 | 2015-08-04 | Berry Plastics Corporation | Stand-up Package |
| US9028963B2 (en) | 2012-09-05 | 2015-05-12 | Selig Sealing Products, Inc. | Tamper evident tabbed sealing member having a foamed polymer layer |
| US9145251B2 (en) | 2012-10-26 | 2015-09-29 | Berry Plastics Corporation | Package |
| CA2846021C (en) | 2013-03-15 | 2021-06-08 | Selig Sealing Products, Inc. | Inner seal with an overlapping partial tab layer |
| CA2846164C (en) | 2013-03-15 | 2020-11-10 | Selig Sealing Products, Inc. | Inner seal with a sub tab layer |
| WO2014170708A1 (en) * | 2013-04-15 | 2014-10-23 | Sa Des Eaux Minerales D'evian Saeme | Liquid filled bottle having a thin cover member provided with a flexible reinforcing element |
| WO2015119988A1 (en) | 2014-02-05 | 2015-08-13 | Selig Sealing Products, Inc. | Dual aluminum tamper indicating tabbed sealing member |
| GB2528289A (en) | 2014-07-16 | 2016-01-20 | Kraft Foods R&D Inc | A die-cut lid and associated container and method |
| CA2963215C (en) | 2014-10-01 | 2018-08-28 | Scott William Huffer | Container structure with a built-in opening and reclosing feature |
| CN104352131A (en) * | 2014-10-24 | 2015-02-18 | 曼盛包装(上海)有限公司 | In-mold labeled injection-molded thin film plastic cup |
| US10532872B2 (en) | 2014-12-08 | 2020-01-14 | Berry Plastics Corporation | Package |
| ES2773855T3 (en) | 2015-03-03 | 2020-07-15 | Selig Sealing Products Inc | Tab sealing member, laminated for die-cutting the tab sealing member therefrom and a method of manufacturing the tab sealing member |
| CN109863021B (en) | 2016-10-28 | 2021-12-03 | 赛利格密封产品公司 | Sealing member for use with fat containing compositions |
| EP3532400B1 (en) | 2016-10-28 | 2024-10-16 | Selig Sealing Products, Inc. | Single aluminum tamper indicating tabbed sealing member |
| US11866242B2 (en) | 2016-10-31 | 2024-01-09 | Selig Sealing Products, Inc. | Tabbed inner seal |
| US11225355B2 (en) * | 2017-11-08 | 2022-01-18 | Sonoco Development, Inc. | Membrane lid with integrated peelable portion |
| JP7056157B2 (en) | 2018-01-11 | 2022-04-19 | 大日本印刷株式会社 | How to use the packaging container and lid material |
| EP3820779A4 (en) | 2018-07-09 | 2022-05-25 | Selig Sealing Products, Inc. | Tabbed seal with oversized tab |
| US11254481B2 (en) | 2018-09-11 | 2022-02-22 | Selig Sealing Products, Inc. | Enhancements for tabbed seal |
| RS63924B1 (en) * | 2019-07-16 | 2023-02-28 | Constantia Teich Gmbh | Composite material for producing lids and lids made therefrom |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3706962A1 (en) | 1986-03-06 | 1987-09-10 | Toyo Aluminium Kk | LID FOR HOT SEALABLE CONTAINERS |
| EP0457629A1 (en) | 1990-03-28 | 1991-11-21 | SOCIETE ALSACIENNE D'ALUMINIUM Société Anonyme | Container for a product to be reheated or cooked in an oven such as a microwave oven, closed by a laminate attached by heatsealing |
| DE19523754A1 (en) | 1995-06-29 | 1997-01-16 | Hueck Folien Gmbh & Co Kg | Foil lid to close container e.g. for drinks - has bottom foil layer sealed to container edge and top one joined to it by partial adhesive layer |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3335939A (en) * | 1965-12-27 | 1967-08-15 | Scientific Atlanta | Resealable package closure |
| US4735335A (en) * | 1985-08-06 | 1988-04-05 | Etude Et Realisation De Chaines Automatiques-E.R.C.A. | Composite band for lids for thermoplastic containers |
| US4848931A (en) * | 1985-11-20 | 1989-07-18 | Toyo Aluminium Kabushiki Kaisha | Packaging sheet and containers and pouches using the sheet |
| US5178293A (en) * | 1986-04-08 | 1993-01-12 | Idemitsu Petrochemical Co., Ltd. | Easily-openable packaging container |
| CA1303522C (en) * | 1986-04-08 | 1992-06-16 | Takanori Suzuki | Easily-openable packaging container |
| US4913307A (en) * | 1986-09-30 | 1990-04-03 | Idemitsu Petrochemical Co., Ltd. | Easily openable packaging container and method for producing the same |
| KR910002152B1 (en) * | 1986-09-30 | 1991-04-06 | 이데미쓰세끼유가가꾸 가부시끼가이샤 | Easily-openable packaging container and lid for the same |
| US4693390A (en) * | 1986-10-15 | 1987-09-15 | Continental Can Company, Inc. | Lid for a plastic container |
| US5160767A (en) * | 1987-04-30 | 1992-11-03 | American National Can Company | Peelable packaging and sheet materials and compositions for use therein |
| NZ226028A (en) * | 1987-09-09 | 1990-06-26 | Idemitsu Petrochemical Co | Hermetically sealed package which can be resealed after opening |
| EP0349009B1 (en) * | 1988-07-01 | 1995-05-03 | Idemitsu Petrochemical Co. Ltd. | Container and method of and apparatus for notching the same |
| EP0447563B1 (en) * | 1989-10-04 | 1995-09-06 | Toyo Seikan Kaisha, Ltd. | Vessel excellent in preserving stored articles and in heat sealing |
| US5176314A (en) * | 1989-12-25 | 1993-01-05 | Sumitomo Bakelite Company Limited | Easily openable sealed container |
| US5235149A (en) * | 1990-03-28 | 1993-08-10 | Societe Alsacienne D'aluminium | Container for a product to be heated in a microwave oven |
| JP2724355B2 (en) * | 1990-06-15 | 1998-03-09 | 出光石油化学株式会社 | Easy-open container and manufacturing method thereof |
| DE4116808A1 (en) * | 1991-05-23 | 1992-11-26 | Hoechst Ag | CUP-LIKE PACKING WITH PLASTIC LID FILM |
| US5342684A (en) * | 1991-08-15 | 1994-08-30 | R. J. Reynolds Tobacco Company | Polymeric die-cuttable lidding materials |
| US5197618A (en) * | 1991-10-15 | 1993-03-30 | Top Seal, Inc. | Tamper-evident fusion bonded pull-tab induction foil lining system for container closures |
| SE505294C2 (en) * | 1994-12-13 | 1997-07-28 | Regath Hb | Resealable packaging with means for indicating if the packaging is broken |
| US5919547A (en) * | 1995-06-06 | 1999-07-06 | Cryovac, Inc. | Laminate having a coextruded, multilayer film which delaminates and package made therefrom |
| US6248380B1 (en) * | 1995-06-06 | 2001-06-19 | Cryovac, Inc. | Package having a dual-film lid comprising a gas-impermeable film and a delaminatable, gas-permeable film |
| JP2982772B2 (en) * | 1997-11-26 | 1999-11-29 | 日本電気株式会社 | Strap storage structure |
| IT1296883B1 (en) * | 1997-12-18 | 1999-08-02 | Safta Spa | FOLDABLE PACKAGING SYSTEM AND RELATED MANUFACTURING PROCEDURES |
| ATE261379T1 (en) * | 1998-09-01 | 2004-03-15 | Alcan Tech & Man Ag | LID AND METHOD FOR PRODUCING THE SAME |
| US6135304A (en) * | 1999-04-23 | 2000-10-24 | Redex Packaging Corporation | Polymeric package with removable non-peelable flange opening element |
| EP1278630B1 (en) * | 2000-05-04 | 2003-11-26 | Teich Aktiengesellschaft | Thermally-sealable multilayer film for resealable packages |
| DE20111630U1 (en) * | 2001-07-12 | 2002-01-24 | Huf, Christina, 77704 Oberkirch | Carrying system for bottle containers |
| ES2256497T3 (en) * | 2001-07-23 | 2006-07-16 | International Trex Limited | FILM FOR PACKING. |
| ITPD20010284A1 (en) * | 2001-12-07 | 2003-06-09 | Bp Europack Spa | SHEET COMPOSED OF MULTIPLE FILMS FOR THE REALIZATION OF LIDS OF PLASTIC DISPOSAL CONTAINERS FOR PEELABILITY WITH OPENING PR |
| ES2211378T1 (en) * | 2002-02-28 | 2004-07-16 | Teich Aktiengesellschaft | CONTAINER COVER WITH PARTIAL ROUGH SURFACE OVERPRINT. |
| DE10344546B4 (en) * | 2003-09-18 | 2011-04-14 | Torsten Schumann | Accessories for bags with carrying strap, as well as bag with carrying strap |
| US7703625B2 (en) * | 2006-11-15 | 2010-04-27 | Sonoco Development, Inc. | Container lid formed as a laminate having a built-in opening feature, container incorporating same, and method for making same |
-
2004
- 2004-02-02 AT AT0014604A patent/AT500536B8/en not_active IP Right Cessation
-
2005
- 2005-01-13 ES ES05450003T patent/ES2357842T3/en active Active
- 2005-01-13 EP EP05450003A patent/EP1559658B1/en active Active
- 2005-01-13 PT PT05450003T patent/PT1559658E/en unknown
- 2005-01-13 PL PL05450003T patent/PL1559658T3/en unknown
- 2005-01-13 SI SI200531292T patent/SI1559658T1/en unknown
- 2005-01-13 AT AT05450003T patent/ATE500163T1/en active
- 2005-01-13 DK DK05450003.8T patent/DK1559658T3/en active
- 2005-01-13 DE DE502005011021T patent/DE502005011021D1/en active Active
- 2005-01-19 US US11/037,095 patent/US7789262B2/en not_active Expired - Fee Related
-
2011
- 2011-03-04 HR HR20110159T patent/HRP20110159T1/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3706962A1 (en) | 1986-03-06 | 1987-09-10 | Toyo Aluminium Kk | LID FOR HOT SEALABLE CONTAINERS |
| EP0457629A1 (en) | 1990-03-28 | 1991-11-21 | SOCIETE ALSACIENNE D'ALUMINIUM Société Anonyme | Container for a product to be reheated or cooked in an oven such as a microwave oven, closed by a laminate attached by heatsealing |
| DE19523754A1 (en) | 1995-06-29 | 1997-01-16 | Hueck Folien Gmbh & Co Kg | Foil lid to close container e.g. for drinks - has bottom foil layer sealed to container edge and top one joined to it by partial adhesive layer |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1842792A1 (en) * | 2006-04-07 | 2007-10-10 | Sonoco Development, Inc. | Membrane closure for container |
| WO2008006123A1 (en) * | 2006-07-13 | 2008-01-17 | Teich Aktiengesellschaft | Composite material, method for the production thereof, and use of the same as packing material |
| WO2012069050A1 (en) * | 2010-11-25 | 2012-05-31 | Faerch Plast A/S | Sealed container for foodstuffs |
| LT5932B (en) | 2012-03-27 | 2013-04-25 | Uab Mantinga | Container with double lid |
| EP2644531A1 (en) | 2012-03-27 | 2013-10-02 | UAB "Mantinga" | Container with a double cover |
| EP2644531B1 (en) | 2012-03-27 | 2018-06-27 | UAB "Mantinga" | Container with a double cover |
| EP2909098A4 (en) * | 2012-10-19 | 2016-06-01 | Å&R Carton Lund Ab | Flexible lid |
| EP2909098B1 (en) | 2012-10-19 | 2017-07-19 | Å&R Carton Lund AB | Flexible lid |
| WO2021045848A1 (en) * | 2019-09-05 | 2021-03-11 | Sonoco Development, Inc. | Membrane lid with integrated two-stage tab system |
| US11299334B2 (en) | 2019-09-05 | 2022-04-12 | Sonoco Development, Inc. | Membrane lid with integrated two-stage tab system |
| EP4328149A3 (en) * | 2019-09-05 | 2024-05-15 | Sonoco Development, Inc. | Membrane lid with integrated two-stage tab system |
| US12017834B2 (en) | 2019-09-05 | 2024-06-25 | Sonoco Development, Inc. | Membrane lid with integrated two-stage tab system |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2357842T3 (en) | 2011-05-03 |
| AT500536B1 (en) | 2006-07-15 |
| AT500536A1 (en) | 2006-01-15 |
| PL1559658T3 (en) | 2011-07-29 |
| PT1559658E (en) | 2011-03-14 |
| SI1559658T1 (en) | 2011-06-30 |
| ATE500163T1 (en) | 2011-03-15 |
| DK1559658T3 (en) | 2011-06-06 |
| EP1559658A3 (en) | 2006-11-02 |
| AT500536B8 (en) | 2007-02-15 |
| EP1559658B1 (en) | 2011-03-02 |
| DE502005011021D1 (en) | 2011-04-14 |
| US20050247713A1 (en) | 2005-11-10 |
| HRP20110159T1 (en) | 2011-04-30 |
| US7789262B2 (en) | 2010-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1559658B1 (en) | Double-layered, lid-shaped stamped closing element | |
| EP1737753B1 (en) | Lid provided with extracting openings for closing a container | |
| DE60001614T2 (en) | Process for producing a sealing layer for the lid of a container and container | |
| EP1577226B1 (en) | Two layer lid | |
| DE60002814T2 (en) | Tubular container and a heat-sealed lid with inner and outer sealing bead | |
| DE60309119T2 (en) | Easy-open closure for a sterilizable container | |
| EP1278630B1 (en) | Thermally-sealable multilayer film for resealable packages | |
| DE60022283T2 (en) | Container with thermally sealable and substantially planar surface and method for its production | |
| DE60130982T2 (en) | METHOD FOR PRODUCING PACKAGING MATERIAL | |
| DE3321572A1 (en) | CONTAINER LID WITH OPENING DEVICE | |
| DE60122593T2 (en) | HERMETICALLY CLOSED CONTAINER AND METHOD FOR THE PRODUCTION THEREOF | |
| EP2374604B1 (en) | Film cover for closing a container and method for producing same | |
| EP0046444A2 (en) | Layered metal-plastics foil | |
| AT9750U1 (en) | COMPOSITE MATERIAL, METHOD FOR THE PRODUCTION THEREOF AND ITS USE AS PACKAGING MATERIAL | |
| DE69018366T2 (en) | Multi-layer plastic film for the production of a sealable container, with a weldable lid and containers made therefrom. | |
| EP0798108B1 (en) | Cover por packaging and method producing the same | |
| DE69627861T2 (en) | Process for producing a packaging from a laminate | |
| AT501789B1 (en) | METHOD FOR PRODUCING A COVER WITH REMOVAL OPENING | |
| DE60012842T2 (en) | Foil for producing a container with delaminating weakening line | |
| WO2007057060A1 (en) | Sealable pack | |
| EP3882178A1 (en) | Thermoforming sheet | |
| EP1127809A2 (en) | Package with tearing lid | |
| EP2254808A1 (en) | Package comprising a container and a lid | |
| EP0912400B1 (en) | Process for production of opening means for a package | |
| WO2001074685A1 (en) | Covering element for sealing containers used for accommodating liquid foodstuffs |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20050907 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17Q | First examination report despatched |
Effective date: 20070525 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AXX | Extension fees paid |
Extension state: HR Payment date: 20050907 |
|
| R17C | First examination report despatched (corrected) |
Effective date: 20070712 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: DOUBLE-LAYERED, LID-SHAPED STAMPED CLOSING ELEMENT |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CONSTANTIA TEICH GMBH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: HR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20110159 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20110304 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: RIEDERER HASLER & PARTNER PATENTANWAELTE AG |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005011021 Country of ref document: DE Date of ref document: 20110414 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502005011021 Country of ref document: DE Effective date: 20110414 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20110159 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2357842 Country of ref document: ES Kind code of ref document: T3 Effective date: 20110503 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E010576 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110302 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110603 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 9339 Country of ref document: SK |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110602 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110302 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110302 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110302 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110702 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110302 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20111205 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502005011021 Country of ref document: DE Effective date: 20111205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120113 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20110159 Country of ref document: HR Payment date: 20170102 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20161223 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20170119 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20170119 Year of fee payment: 13 Ref country code: CH Payment date: 20170119 Year of fee payment: 13 Ref country code: FR Payment date: 20170120 Year of fee payment: 13 Ref country code: DE Payment date: 20170120 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20170119 Year of fee payment: 13 Ref country code: BE Payment date: 20170119 Year of fee payment: 13 Ref country code: HU Payment date: 20170117 Year of fee payment: 13 Ref country code: SI Payment date: 20161228 Year of fee payment: 13 Ref country code: AT Payment date: 20170127 Year of fee payment: 13 Ref country code: DK Payment date: 20170119 Year of fee payment: 13 Ref country code: SK Payment date: 20170110 Year of fee payment: 13 Ref country code: CZ Payment date: 20170111 Year of fee payment: 13 Ref country code: PT Payment date: 20170113 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20170113 Year of fee payment: 13 Ref country code: IT Payment date: 20170124 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: PBON Ref document number: P20110159 Country of ref document: HR Effective date: 20180113 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005011021 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20180131 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20180201 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 500163 Country of ref document: AT Kind code of ref document: T Effective date: 20180113 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180113 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 9339 Country of ref document: SK Effective date: 20180113 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20180925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180114 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180713 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180801 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180114 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180928 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180113 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180201 Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180114 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180113 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180113 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180113 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190730 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180114 |