EP1555331B1 - Hochumformbarer und Hochwarmfestiger Wolframdraht sowie Verfahren zur dessen Herstellung - Google Patents
Hochumformbarer und Hochwarmfestiger Wolframdraht sowie Verfahren zur dessen Herstellung Download PDFInfo
- Publication number
- EP1555331B1 EP1555331B1 EP05250198A EP05250198A EP1555331B1 EP 1555331 B1 EP1555331 B1 EP 1555331B1 EP 05250198 A EP05250198 A EP 05250198A EP 05250198 A EP05250198 A EP 05250198A EP 1555331 B1 EP1555331 B1 EP 1555331B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- wire
- tensile strength
- annealing
- tungsten
- final
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/04—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of rods or wire
- B21C37/045—Manufacture of wire or rods with particular section or properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, wire, rods, tubes or like semi-manufactured products by drawing
- B21C1/003—Drawing materials of special alloys so far as the composition of the alloy requires or permits special drawing methods or sequences
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C27/00—Alloys based on rhenium or a refractory metal not mentioned in groups C22C14/00 or C22C16/00
- C22C27/04—Alloys based on tungsten or molybdenum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01K—ELECTRIC INCANDESCENT LAMPS
- H01K1/00—Details
- H01K1/02—Incandescent bodies
- H01K1/04—Incandescent bodies characterised by the material thereof
- H01K1/08—Metallic bodies
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01K—ELECTRIC INCANDESCENT LAMPS
- H01K3/00—Apparatus or processes adapted to the manufacture, installing, removal, or maintenance of incandescent lamps or parts thereof
- H01K3/02—Manufacture of incandescent bodies
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01K—ELECTRIC INCANDESCENT LAMPS
- H01K3/00—Apparatus or processes adapted to the manufacture, installing, removal, or maintenance of incandescent lamps or parts thereof
- H01K3/02—Manufacture of incandescent bodies
- H01K3/04—Machines therefor
Definitions
- This invention relates to a high ductility and high hot tensile strength tungsten wire for incandescent lamp filaments, and a method for manufacturing such a tungsten wire.
- Lamps with an incandescent filament have been known for a long time.
- the filaments are made of a tungsten wire, which is wound into a coil.
- the dimensions of the coil determine not only the light output of the lamp, but also the optical properties of the light beams emerging from an optical projector system.
- Such projector systems are found, among others, in headlights of automobiles or slide projectors.
- Lamps with small filaments have better optical parameters, and allow the formation of a well-defined projected beam, even with small-sized projecting optics. Beside, projector systems not only require small filaments, but also very high lumen output.
- the small external dimensions mean that the inner diameter of the coils is also small, in the order of the wire diameter.
- the inner diameter of the coil largely corresponds to the diameter of the mandrel, on which the filament is wound during manufacturing of the coil.
- the ratio of the diameter of the mandrel to the wire diameter is termed as the mandrel ratio.
- the mandrel ratio The ratio of the diameter of the mandrel to the wire diameter.
- non-sag filaments so-called non-sag filaments.
- the non-sag ability of a filament is closely related to the hot tensile strength of the tungsten wire from which the filament is made.
- Hot tensile strength (hereinafter HTS) is measured at 1620 ° C, and desired values are above 0.16-24 N/mg/200 mm.
- the wire is annealed (heat treated). This annealing forms the mechanical properties of the wire to enable the assembly of the filaments on an automated mounting machine without breakage.
- the required optical parameters may be obtained only with coils having a very small mandrel ratio, in the order of 2 to 1.5, or even lower. This extreme mandrel ratio requires that the wire remains ductile on room temperature, otherwise the wire may split or break during the winding process, particularly at those parts of the coil, which must endure the largest shaping tension or shaping stress.
- Ductility of the wire is closely correlated with its cold tensile strength (hereinafter CTS), in the sense that a wire with low CTS has a high ductility, while higher CTS values correspond to low ductility.
- CTS is measured at room temperature, and desired values for high-end, low mandrel ratio filament wires are between 0.5-0.7 N/mg/200 mm.
- the ductility of the wire may be influenced with the annealing process. Namely, by the proper selection of times and temperatures of the annealing in combination with the parameters of the wire drawing, the desired ductility (or the CTS) may be accomplished.
- HTS values move in tandem with CTS values. With other words, if the annealing were directed towards increasing the ductility of the wire (and thereby lowering the CTS), inevitably the HTS values also decreased. Conversely, when the annealing were directed towards increased HTS values, the ductility of the wire decreased.
- US Patent No. 3,278,281 discloses a process for manufacturing a non-sag tungsten wire.
- the process involves the preparation of a thorium-doped tungsten alloy, which is swaged and subsequently drawn to wire size.
- the drawing is done in multiple drawing passes, with multiple annealing steps between the drawing passes.
- This known process proposes annealing after each five passes, and at temperatures of 1700 ° C.
- the resultant wire has outstanding non-sag properties, but operates best in lamps with a relatively low efficiency, and is less suitable for high-end lamps requiring both high temperature and high vibration resistance.
- a method for manufacturing a high ductility and high hot tensile strength tungsten wire for incandescent lamp filaments comprising the steps of preparing a tungsten alloy, swaging a tungsten rod from the alloy, drawing the swaged rod to wire size in multiple drawing passes, pre-heating the wire to a temperature of 500-900°C during the drawing passes; and annealing the wire between predetermined draws, in which the annealing is performed before the final drawing pass by annealing the wire at a temperature between 1100-1300 °C; characterized in that: the final drawing pass after said annealing is done at a slower drawing speed than the previous drawing passes.
- the disclosed method may be performed with standard tungsten wire manufacturing equipment.
- the cold tensile strength - hot tensile strength ratio of the wire is unexpectedly lowered, by lowering of the CTS value, and simultaneously maintaining, in some instances even increasing the HTS value.
- the filaments made from the proposed tungsten wire are resistant against vibration, tolerate low mandrel ratios, and support high operating temperatures.
- the lamp 1 has a sealed lamp envelope 2, typically made of glass.
- the envelope 2 has a sealed inner volume 6 filled with a suitable gas, like argon, krypton or xenon.
- the inner volume 6 contains a filament 8.
- the filament 8 is made of a tungsten wire.
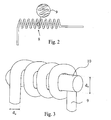
- the filament 8 may be single coiled, or double coiled (or coil-coiled), as shown in Fig. 2.
- Such coiled-coiled filaments are commonly used for higher wattage lamps or high-end lamps.
- the filament 8 must also be capable of high color temperature operation, i. e. in the heated state, its operating temperature may be above 2900 °K, and in extreme cases it may even reach 3200 °K.
- the filament 8 may contain an aluminum-potassium-silicon (AKS) additive, or other dopants.
- the dopants are added to the tungsten alloy during the manufacturing of the filament, as will be explained below.
- the filament coil is formed during manufacturing by winding the wire 9 of the filament 8 on a mandrel 10, as illustrated in Fig. 3.
- Filaments for high-end lamps require low mandrel ratio, in order to obtain proper optical and luminous parameters.
- the mandrel ratio is defined as the ratio of the diameter d m of the mandrel to the wire thickness d w , i. e. the mandrel ratio is d m /d w (see also Fig. 3).
- This requires a wire 9 having a sufficiently high ductility, which corresponds to a relatively low CTS value, preferably as low as 0.7-0.5 N/mg/200mm.
- the ductility needed for a coiling with small mandrel ratio is increased by annealing the wire during the wire production, as will be explained below.
- the wire manufacturing method starts with the preparation of a tungsten alloy, optionally comprising various additives, such as aluminum, potassium, silicon. Further additives may be selected from the group of Th, ThO, YO, LaO, CeO, Re. The beneficial effects of such additives are known in the art, and need not be discussed here.
- the alloy powder is pressed and presintered.
- the pressing and presintering is also made in a known manner, in order to prepare the alloy powder for the sintering.
- the alloy powder is sintered with direct current. This is a known process step in powder metallurgy.
- the specific parameters of the sintering i. e. temperature, atmosphere composition and sintering current are dependent of the geometrical and other parameters of the furnace. Typical values of sintering current are between 3000 and 6000 A, and the sintering is done in a hydrogen atmosphere.
- the sintering of a tungsten alloy is also disclosed in US Patents No. 6,066,019 , No. 5,742,891 and No. 4,678,718 .
- a tungsten alloy wire is formed from the sintered alloy ingot.
- the forming of a filament is done with known metalworking techniques, e. g. rolling, swaging and wire drawing.
- the swaging forms a tungsten rod from the alloy, which is suitable for drawing to wire size.
- the tungsten rod may be also annealed and/or re-crystallized. This process step is known in the art.
- the swaged rod is subsequently drawn to wire size in multiple drawing passes.
- the diameter of the wire 9 decreases as the wire 9 is forced through a series of drawing dies 11,12,13, of which only three is shown in Fig. 4. (Fig. 4 is not to scale.).
- the wire 9 is drawn from the swaged rod to final size in twenty to forty drawing passes, depending on the final wire diameter. With this method, wire diameters between 0.3-0.04 mm are customarily produced.
- the drawing causes intensive stresses in the crystal structure of the tungsten wire, which is at least partly compensated by annealing the wire between predetermined draws, typically after each 3-4-5 or more drawing passes, depending on the desired result. This annealing may be done by electric heating, or by heating with a gas burner 15, as shown in Figs. 4 and 5. Both types of heating are known in the art.
- the drawings are not made at room temperature, but the wire 9 is pre-heated during the drawing passes, typically to 500-900 °C.
- the drawing tools contacting the wire 9, i.e. the drawing dies 11,12,13 can also be heated with a suitable known heating equipment (not shown), typically to 300-400 °C.
- an annealing is performed before the final drawing pass.
- the wire is heated to a temperature between 1100-1300 °C, the actual temperature used depending on the wire diameter.
- wires with a larger diameter are annealed at a higher temperature, and thinner wires at a lower temperature.
- the tungsten undergoes a crystal structure change that improves its ductility, without adversely affecting the final HTS value of the wire. This means that the wire will maintain its good non-sag property, but will not break or split when wound even to small mandrel ratio coils.
- Fig. 5 shows the annealing being performed with a gas burner 16 before the wire 9 is forced through the die 14 during the final drawing pass, as the wire 9 is drawn to final size.
- the final drawing pass after said annealing is done at a different drawing speed than the previous drawing passes.
- the final draw is done at a slower drawing speed than the preceding draw.
- the last drawing pass - as indicated by the arrow 22 - may be performed at a drawing speed approx. 65 % of the speed of the last but one drawing, the latter being indicated by the arrow 21. Therefore, the wire 9 is changed from one drawing line to another, as indicated by the arrow 23 in Fig. 5.
- the proposed method results in a tungsten wire with outstanding non-sag and ductility properties. Due to the fact that the HTS of the wire does not decrease together with the decrease of the CTS value, it is possible to manufacture tungsten wires having a cold tensile strength - hot tensile strength ratio not exceeding 3.5.
- the proposed type of tungsten wire is applicable for all types of lamps, and it is principally recommended for the production of special high-end and automotive lamps with double spiral filaments of small mandrel ratio.
- a classical example is a 24 V, 21 W stop lamp for automobiles, which is subjected to a high number of switch on - switch off cycles, beside the intensive vibration.
- the application of this wire will largely reduce the breakage or deterioration of the filaments during manufacture of the coils, and also increases the lifetime of the lamps.
- the general mechanical properties of the filaments of special incandescent lamps with small mandrel ratio are improved, while it is still possible to produce both the wire and the filaments with standard manufacturing equipment.
- the improved ductility of the wire will result in superior filament winding quality.
- the wire retains its desired fibrous structure, which is essential for long-life, non-sag filaments.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Metal Extraction Processes (AREA)
- Resistance Heating (AREA)
Claims (6)
- Verfahren zur Herstellung eines hochduktilen Wolframdrahtes (9) mit einer hohen Heißdehnbarkeit für Glühlampenheizwendeln (8), das die Schritte aufweist:Vorbereiten einer Wolframlegierung,Schmieden eines Wolframstabes aus der Legierung,Zugumformen des geschmiedeten Stabes auf Drahtgröße in mehreren Arbeitsgängen des Zugumformens,Vorheizen des Drahtes (9) auf eine Temperatur von 500° - 900° C während der Arbeitsgänge des Zugumformens,Glühen des Drahtes (9) zwischen vorher bestimmten Arbeitsgängen des Zugumformens,wobei das Glühen vor dem letzten Arbeitsgang des Zugumformens durch Glühen des Drahtes bei einer Temperatur zwischen 1100 - 1300° C erfolgt; wobei das Verfahren dadurch gekennzeichnet ist, dassder letzte Arbeitsgang des Zugumformens nach dem Glühen bei einer langsameren Geschwindigkeit des Zugumformens als die vorherigen Arbeitsdurchgänge des Zugumformens erfolgt.
- Verfahren nach Anspruch 1, in dem der letzte Arbeitsgang des Zugumformens nach dem Glühen bei einer Zugumformgeschwindigkeit erfolgt, die im Wesentlichen 0,65 mal der Zugumformgeschwindigkeit des vorherigen Arbeitsganges des Zugumformens erfolgt.
- Verfahren nach Anspruch 1, in dem der Draht (9) ferner zwischen Arbeitsgängen des Zugumformens erfolgt, die dem letzten Arbeitsgang des Zugumformens voraus gehen.
- Wolframdraht (9) für eine Glühlampenheizwendel.(8), der gemäß einem Verfahren nach einem der vorhergehenden Ansprüche hergestellt wird, und der eine hohe Duktilität und eine hohe heiße Dehnbarkeit aufweist, und der ein Verhältnis zwischen der kalten Dehnbarkeit und der heißen Dehnbarkeit aufweist, das nicht über 3,5 liegt.
- Draht nach Anspruch 4, der eine heiße Dehnbarkeit zwischen 0,16 - 0,24 N/mg/200 mm aufweist, die bei Raumtemperatur gemessen ist.
- Draht nach Anspruch 4, der Additive aufweist, die aus der Gruppe von Al, K, Si, Th, THO, YO, LaO, Re ausgewählt sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/759,645 US20050155680A1 (en) | 2004-01-16 | 2004-01-16 | High ductility, high hot tensile strength tungsten wire and method of manufacture |
| US759645 | 2004-01-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1555331A1 EP1555331A1 (de) | 2005-07-20 |
| EP1555331B1 true EP1555331B1 (de) | 2007-11-14 |
Family
ID=34620723
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05250198A Ceased EP1555331B1 (de) | 2004-01-16 | 2005-01-14 | Hochumformbarer und Hochwarmfestiger Wolframdraht sowie Verfahren zur dessen Herstellung |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US20050155680A1 (de) |
| EP (1) | EP1555331B1 (de) |
| DE (1) | DE602005003240T2 (de) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7093476B2 (en) * | 2004-09-15 | 2006-08-22 | Ut-Battelle, Llc | Method for fabricating thin californium-containing radioactive source wires |
| WO2008009154A1 (en) * | 2006-06-20 | 2008-01-24 | Xiamen Honglu Tungsten-Molybdenum Industry Co., Ltd | A method for producing filament for halogen lamp |
| CN105750342B (zh) * | 2007-11-21 | 2019-06-04 | 株式会社东芝 | 钨丝的制造方法 |
| US9440272B1 (en) | 2011-02-07 | 2016-09-13 | Southwire Company, Llc | Method for producing aluminum rod and aluminum wire |
| US20120269967A1 (en) * | 2011-04-22 | 2012-10-25 | Applied Materials, Inc. | Hot Wire Atomic Layer Deposition Apparatus And Methods Of Use |
| CN103632920B (zh) * | 2013-12-09 | 2016-06-15 | 佛山克莱汽车照明股份有限公司 | 一种卤素汽车灯灯丝处理工艺及设备 |
| US10807168B2 (en) | 2016-12-09 | 2020-10-20 | H.C. Starck Inc. | Tungsten heavy metal alloy powders and methods of forming them |
| CN106906396A (zh) * | 2017-03-06 | 2017-06-30 | 威海多晶钨钼科技有限公司 | 一种均匀细晶钨棒材及其制备方法 |
| CN111593215B (zh) * | 2020-04-23 | 2021-07-23 | 中国科学院金属研究所 | 一种高强塑匹配的钛合金克氏针丝材的制备方法 |
| CN113186438B (zh) | 2021-01-20 | 2022-09-13 | 厦门虹鹭钨钼工业有限公司 | 一种合金线材及其制备方法与应用 |
| CN116372165B (zh) * | 2023-03-27 | 2025-09-16 | 浙江东尼电子股份有限公司 | 一种高强度极细钨合金丝及其制备方法 |
| CN117448550A (zh) * | 2023-10-24 | 2024-01-26 | 河南理工大学 | 一种钨合金杆退火装置及方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2489912A (en) * | 1941-12-13 | 1949-11-29 | Westinghouse Electric Corp | Method of producing tungsten alloys |
| US3278281A (en) * | 1957-09-13 | 1966-10-11 | Westinghouse Electric Corp | Thoriated tungsten filament or wire and method of making same |
| US3236699A (en) * | 1963-05-09 | 1966-02-22 | Gen Electric | Tungsten-rhenium alloys |
| CN1005732B (zh) * | 1985-04-01 | 1989-11-08 | 上海灯泡厂 | 钨铈电极材料及其制备工艺和用途 |
| US4863527A (en) * | 1987-06-05 | 1989-09-05 | Gte Products Corporation | Process for producing doped tungsten wire with low strength and high ductility |
| US5604321A (en) * | 1995-07-26 | 1997-02-18 | Osram Sylvania Inc. | Tungsten-lanthana alloy wire for a vibration resistant lamp filament |
| US6190466B1 (en) * | 1997-01-15 | 2001-02-20 | General Electric Company | Non-sag tungsten wire |
| US6066019A (en) * | 1998-12-07 | 2000-05-23 | General Electric Company | Recrystallized cathode filament and recrystallization method |
| JP4597284B2 (ja) * | 1999-04-12 | 2010-12-15 | ルネサスエレクトロニクス株式会社 | 半導体装置およびその製造方法 |
| US6419758B1 (en) * | 1999-09-10 | 2002-07-16 | General Electric Company | Cathode wire filament for x-ray tube applications |
| US6624577B2 (en) * | 2001-03-19 | 2003-09-23 | General Electric Company | Tungsten-rhenium filament and method for producing same |
| CN101350286B (zh) * | 2001-10-09 | 2010-12-22 | 株式会社东芝 | 由钨丝配置成的探针钉及其制造方法 |
-
2004
- 2004-01-16 US US10/759,645 patent/US20050155680A1/en not_active Abandoned
-
2005
- 2005-01-14 DE DE602005003240T patent/DE602005003240T2/de not_active Expired - Lifetime
- 2005-01-14 EP EP05250198A patent/EP1555331B1/de not_active Ceased
-
2007
- 2007-08-16 US US11/839,813 patent/US20080135139A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| DE602005003240D1 (de) | 2007-12-27 |
| US20050155680A1 (en) | 2005-07-21 |
| EP1555331A1 (de) | 2005-07-20 |
| DE602005003240T2 (de) | 2008-09-11 |
| US20080135139A1 (en) | 2008-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080135139A1 (en) | High ductility, high hot tensile strength tungsten wire and method of manufacture | |
| EP1435398B1 (de) | Wolframdraht, kathodenheizer und glühfaden für lampe zur verwendung unter vibrationen | |
| US6624577B2 (en) | Tungsten-rhenium filament and method for producing same | |
| EP1335410B1 (de) | Wolfram-Rhenium-Glühfaden und Verfahren zur Herstellung desselben | |
| HUT57472A (en) | Small sag filament as well as incandescent lamp and projector lamp therewith | |
| CA2233854A1 (en) | Method for producing helically wound filament elements, and filament elements produced according to this method | |
| EP0149282B1 (de) | Verfahren zur Herstellung von schraubenlinienförmig gewickelten Glühkörper und mit diesem Verfahren hergestellte Glühkörper | |
| US5680003A (en) | Coiled-coil filament design for an incandescent lamp | |
| JPH03219039A (ja) | 加工性に優れたレニウム・タングステン合金材およびその製造方法 | |
| US4863527A (en) | Process for producing doped tungsten wire with low strength and high ductility | |
| US6190466B1 (en) | Non-sag tungsten wire | |
| US3411959A (en) | Method for producing tantalum carbide and tantalum-alloy carbide filaments | |
| CN101243539B (zh) | 特别是基于铌的、用于单侧插座灯的导线和框架及其生产方法和使用 | |
| JP2024059120A (ja) | イリジウム合金線の製造方法 | |
| WO2008009154A1 (en) | A method for producing filament for halogen lamp | |
| JP4019892B2 (ja) | ワイヤ放電加工用電極線の製造方法及びその製造方法を用いて製造したワイヤ放電加工用電極線 | |
| JPS63166952A (ja) | モリブデン材の製造方法 | |
| US3208811A (en) | Process for flashing incandescent lamps | |
| US3682720A (en) | Manufacture of substantially non-sagging refractory metal wire | |
| JPH0232340B2 (ja) | Moribudenzai | |
| US3275398A (en) | Apparatus for heat treating lamp filaments | |
| JPH0250187B2 (de) | ||
| JP2670274B2 (ja) | 蒸着素子用タングステン線 | |
| TW200526336A (en) | Cold-forming of molybdenum by backward extrusion | |
| JPH01195652A (ja) | 管形白熱電球の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060120 |
|
| AKX | Designation fees paid |
Designated state(s): DE FR GB |
|
| 17Q | First examination report despatched |
Effective date: 20060227 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602005003240 Country of ref document: DE Date of ref document: 20071227 Kind code of ref document: P |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20080815 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080829 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090114 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140129 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602005003240 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150801 |