EP1549789B1 - Stretch polyester and acrylic spun yarn - Google Patents
Stretch polyester and acrylic spun yarn Download PDFInfo
- Publication number
- EP1549789B1 EP1549789B1 EP03770647A EP03770647A EP1549789B1 EP 1549789 B1 EP1549789 B1 EP 1549789B1 EP 03770647 A EP03770647 A EP 03770647A EP 03770647 A EP03770647 A EP 03770647A EP 1549789 B1 EP1549789 B1 EP 1549789B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fiber
- bicomponent
- staple fiber
- spun yarn
- yarn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
- D02G3/045—Blended or other yarns or threads containing components made from different materials all components being made from artificial or synthetic material
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/32—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/32—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic
- D02G3/326—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic the elastic properties due to the construction rather than to the use of elastic material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3146—Strand material is composed of two or more polymeric materials in physically distinct relationship [e.g., sheath-core, side-by-side, islands-in-sea, fibrils-in-matrix, etc.] or composed of physical blend of chemically different polymeric materials or a physical blend of a polymeric material and a filler material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/40—Knit fabric [i.e., knit strand or strip material]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/40—Knit fabric [i.e., knit strand or strip material]
- Y10T442/444—Strand is a monofilament composed of two or more polymeric materials in physically distinct relationship [e.g., sheath-core, side-by-side, islands-in-sea, fibrils-in-matrix, etc.] or composed of physical blend of chemically different polymeric materials or a physical blend of a polymeric material and a filler material
Definitions
- This invention relates to spun yarn comprising polyester staple fiber and acrylic staple fiber, more particularly such a yarn in which the polyester staple is a bicomponent that imparts high stretch properties to the yarn.
- Bicomponent fibers are known, for example, as described in United States Patents 3,671,379 and 5,922,433 and in International Published Patent Application W02000-73552.
- yarns made from such fibers can lack the stretch and recovery needed for useful elastic yarns or may require higher proportions of such fibers than are normally required with other elastic fibers to attain a desired level of yarn elasticity.
- the present invention provides a spun yarn comprising at least about 30 weight percent acrylic staple fiber and a polyester bicomponent staple fiber comprising poly(ethylene terephthalate) and poly(trimethylene terephthalate), wherein the polyester bicomponent fiber is present at from about 17 to about 45 weight percent, based on the total weight of the yarn.
- the yarn of the invention contains at least about 50 weight percent acrylic fiber, based on the total weight of the yarn.
- the balance of the yarn content may be any conventional staple fiber.
- the spun yarn of the invention may contain conventional poly(ethylene terephthalate) staple fiber.
- the invention also provides a process for making such a spun yarn, comprising the steps of providing the bicomponent staple fiber; providing the acrylic staple fiber; combining by intimate blending the acrylic and the bicomponent staple fibers so that the resulting mixture contains at least about 30 weight percent acrylic staple fiber and about 17 to about 45 weight percent polyester bicomponent fiber based on the total weight of the yarn; carding the blended fibers to form a card sliver; drawing the card sliver; doubling and redrawing the card sliver; converting the drawn sliver to roving; and ring-spinning the roving to form the spun yarn.
- the invention further provides a fabric selected from the group consisting of knits and wovens, comprising such a spun yarn as made by such a process.
- the figure shows a schematic cross-section of a spinneret pack useful in making bicomponent polyester fiber tow.
- spun yarn comprising acrylic staple fiber and certain proportions of a bicomponent staple fiber comprising poly(ethylene terephthalate) and poly(trimethylene terephthalate), has unexpectedly high stretch characteristics even when the bicomponent staple content is limited.
- the spun yarn can be used in apparel fabrics, for example in sweaters and the like, in craft yarns, and in outdoor fabrics, for example in awnings, tents, tarps, deck and lawn chairs, and the like.
- the fabrics can be knit or woven.
- bicomponent fiber means a fiber in which two polymers are in a side-by-side or eccentric sheath-core relationship and includes both spontaneously crimped fibers and fibers with latent spontaneous crimp that has not yet been realized.
- “Intimate blending” means the process of gravimetrically and thoroughly mixing dissimilar fibers in an opening room (for example with a weigh-pan hopper feeder) before feeding the mixture to the card or of mixing the fibers in a dual feed chute on the card, and is to be distinguished from draw-frame blending.
- acrylic fiber means a manufactured fiber in which the fiber-forming substance is a long chain synthetic polymer comprising acrylonitrile units and includes within its meaning acrylic fiber (at least 85 percent by weight of acrylonitrile units), modacrylic fiber (less than 85 percent but at least 35 percent by weight of acrylonitrile. units), and fiber blends thereof.
- the spun yarn of the invention comprises at least about 30 weight percent, preferably at least about 50 weight percent of acrylic staple fiber together with a polyester bicomponent staple fiber comprising poly(ethylene terephthalate) ("2G-T”) and poly(trimethylene terephthalate) (“3G-T”) wherein the polyester bicomponent fiber is present at at least about 17 weight percent and no more than about 45 weight percent, preferably at least about 25 weight percent and no more than about 40 weight percent, based on the total weight of the yarn.
- a polyester bicomponent staple fiber comprising poly(ethylene terephthalate) (“2G-T”) and poly(trimethylene terephthalate) (“3G-T”) wherein the polyester bicomponent fiber is present at at least about 17 weight percent and no more than about 45 weight percent, preferably at least about 25 weight percent and no more than about 40 weight percent, based on the total weight of the yarn.
- the total boil-off shrinkage of the yarn can be at least about 32%, which corresponds to about 30% elongation when a 0.045 g/den (0.04 dN/tex) load is applied to the yarn after boil-off. It is preferred that the total boil-off shrinkage be at least about 40%.
- the spun yarn of the invention also exhibits desirably higher bulk than conventional acrylic spun yarns.
- the spun yarn may also contain a conventional staple fiber such as a convention poly(ethylene terephthalate) staple fiber.
- the bicomponent staple fiber can have a crimp development ("CD") value of at least about 35% and can have a crimp index (“Cl”) value of at least about 10%, preferably at least about 20%, when substantially free of interlacing, and no higher than about 45%, preferably no higher than about 30%.
- CD value crimp development
- Cl crimp index
- the spun yarn can have too little total boil-off shrinkage to provide good stretch in fabrics made therefrom.
- the Cl value is lower than about 10%, mechanical crimping can be necessary for satisfactory carding and spinning.
- the bicomponent staple can have too much crimp to be readily cardable, even when blended with the acrylic staple.
- the blended fibers can be ring-spun to form the yarn, either on the cotton system or on a worsted spinning frame.
- the bicomponent staple fiber and the acrylic fiber can have a length of about at least about 2.5 cm and no longer than about 10 cm. When the fibers are shorter than about 2.5 cm or longer than about 5.7 cm, they can be difficult to spin on a cotton spinning system, and when they are shorter than about 5 cm or longer than about 10 cm they can be difficult to spin on a worsted spinning system.
- the bicomponent fiber can have a linear density of at least about 0.7 dtex and preferably at least about 0.9 dtex per fiber and no more than about 3.0 dtex per fiber, preferably less than about 2.5 dtex per fiber.
- the bicomponent staple has a linear density more than about 3.0 dtex per fiber, the yarn can have a harsh hand, and it can be difficult to blend with the acrylic fiber.
- it has a linear density below about 0.7 dtex per fiber, it can be difficult to card.
- the bicomponent staple fiber can have a weight ratio of poly(ethylene terephthalate) to poly(trimethylene terephthalate) of about 30:70 to 70:30, preferably 40:60 to 60:40.
- One or both of the polyesters comprising the bicomponent fiber can be copolyesters, and "poly(ethylene terephthalate)" and “poly(trimethylene terephthalate)” include such copolyesters within their meanings.
- a copoly(ethylene terephthalate) can be used in which the comonomer used to make the copolyester is selected from the group consisting of linear, cyclic, and branched aliphatic dicarboxylic acids having 4-12 carbon atoms (for example butanedioic acid, pentanedioic acid, hexanedioic acid, dodecanedioic acid, and 1,4-cyclo-hexanedicarboxylic acid); aromatic dicarboxylic acids other than terephthalic acid and having 8-12 carbon atoms (for example isophthalic acid and 2,6-naphthalenedicarboxylic acid); linear, cyclic, and branched aliphatic diols having 3-8 carbon atoms (for example 1,3-propane diol, 1,2-propanediol, 1,4-butanediol, 3-methyl-1,5-pentanediol, 2,2-d
- the comonomer can be present to the extent that it does not compromise the benefits of the invention, for example at levels of about 0.5-15 mole percent based on total polymer ingredients.
- Isophthalic acid, pentanedioic acid, hexanedioic acid, 1,3-propane diol, and 1,4-butanediol are preferred comonomers.
- the copolyester(s) can also be made with minor amounts of other comonomers, provided such comonomers do not have an adverse affect on the benefits of the invention.
- Such other comonomers include 5-sodium-sulfoisophthalate, the sodium salt of 3-(2-sulfoethyl) hexanedioic acid, and dialkyl esters thereof, which can be incorporated at about 0.2-4 mole percent based on total polyester.
- the (co)polyester(s) can also be mixed with polymeric secondary amine additives, for example poly(6,6'-imino-bishexamethylene terephthalamide) and copolyamides thereof with hexamethylenediamine, preferably phosphoric acid and phosphorous acid salts thereof.
- polymeric secondary amine additives for example poly(6,6'-imino-bishexamethylene terephthalamide) and copolyamides thereof with hexamethylenediamine, preferably phosphoric acid and phosphorous acid salts thereof.
- the spun yarn of the invention comprises acrylic staple fiber and a bicomponent staple fiber comprising poly(ethylene terephthalate) and poly(trimethylene terephthalate) and having a plurality of longitudinal grooves in the surface thereof.
- a bicomponent staple fiber can be considered to have a "scalloped oval" cross-section which can improve the wicking properties of the polyester bicomponent.
- polyester bicomponent staple fibers in the spun yarn of the present invention can also comprise conventional additives such as antistats, antioxidants, antimicrobials, flameproofing agents, dyestuffs, light stabilizers, and delustrants such as titanium dioxide, provided they do not detract from the benefits of the invention.
- conventional additives such as antistats, antioxidants, antimicrobials, flameproofing agents, dyestuffs, light stabilizers, and delustrants such as titanium dioxide, provided they do not detract from the benefits of the invention.
- the bicomponent staple fiber of which the spun yarn of the invention is comprised can have a tenacity-at-break of at least about 4 dN/tex and no higher than about 5.5 dN/tex. When the tenacity is too low, carding and spinning can be difficult, and when it is too high, fabrics made from the spun yarn of the invention can exhibit undesirable pilling.
- the linear density of the spun yarn can be in the range of about 100 to 700 denier (111 to 778 dtex).
- Knit for example warp knit and weft knit, including circular knit and flat knit
- woven for example plainwoven and twill
- the process of the invention comprises a step of mixing by intimate blending an acrylic staple fiber with the polyester bicomponent staple fiber, wherein the bicomponent staple fiber is present at a level of at least about 17 wt% and no more than about 45 wt%, preferably at least about 25 wt% and no more than about 40 wt%, based on the total weight of the blended fibers.
- bicomponent staple fiber exhibiting "follow-the-leader" crimp in the process is preferred because such staple is believed to improve carding due to its lower Cl level.
- the bicomponent fibers in the tow precursor to the staple fiber be 'in register' with each other and not be 'de-registered'.
- the blended fibers can be further processed by carding the blended fibers to form a card sliver, drawing the card sliver, doubling and redrawing the card sliver up to 3 times, converting the drawn sliver to roving, and ring-spinning the roving, preferably with a twist multiplier of 3 to 5.5 to form the spun yarn, which can have a total boil-off shrinkage of at least about 32%.
- IV Intrinsic viscosity of the polyesters was measured with a Viscotek Forced Flow Viscometer Model Y-900 at a 0.4% concentration at 19°C and according to ASTM D-4603-96 but in 50/50 wt% trifluoroacetic acid/methylene chloride instead of the prescribed 60/40 wt% phenol/1,1,2,2-tetrachloroethane. The measured viscosity was then correlated with standard viscosities in 60/40 wt% phenol/1,1,2,2-tetrachloroethane to arrive at the reported intrinsic viscosity values.
- tow Crimp Index (“C.I.”)
- C.I tow Crimp Index
- a 1.1 meter sample of polyester bicomponent tow was weighed, and its denier was calculated; the tow size was typically of about 38,000 to 60,000 denier (42,000 to 66,700 dtex).
- Two knots separated by 25 mm were tied at each end of the tow.
- Tension was applied to the vertical sample by applying a first clamp at the inner knot of the first end and hanging a 40 mg/den (0.035 dN/tex) weight between the knots of the second end. The sample was exercised three times by lifting and slowly lowering the weight.
- C.D To measure tow Crimp Development
- the same procedure was carried out, except that the 1.1 meter sample was placed -- unrestrained -- in boiling water for 1 minute and allowed fully to dry before applying the 40 mg/den (0.035 dN/tex) weight.
- C . I . a n d C . D . ( % ) 100 ⁇ 100 c m - L r / 100 c m
- Poly(ethylene terephthalate) of 0.56 IV was prepared in a continuous polymerizer from terephthalic acid and ethylene glycol in a two-step process using an antimony transesterification catalyst in the second step. TiO 2 (0.3 wt%, based on weight of polymer) was added, and the polymer was transferred at 285°C and fed by a metering pump to a 790-hole precoalescence bicomponent fiber spinneret pack maintained at 280°C.
- Poly(trimethylene terephthalate) (1.04 IV Sorona ® a registered trademark of E. I. Du Pont de Nemours and Company) was dried, melt-extruded at 258°C, and separately metered to the spinneret pack.
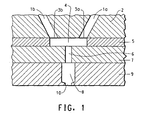
- Figure 1 shows a cross-section of the spinneret pack that was used.
- Molten poly(ethylene terephthalate) and poly(trimethylene terephthalate) entered distribution plate 2 at holes 1a and 1b, were distributed radially through corresponding annular channels 3a and 3b, and first contacted each other in slot 4 in distribution plate 5.
- the two polyesters passed through hole 6 in metering plate 7, through counterbore 8 in spinneret plate 9, and exited the spinneret plate through capillary 10.
- the internal diameters of hole 6 and capillary 10 were substantially the same.
- the fibers were spun at 0.5-1.0 g/min per capillary and a polymer weight ratio of 50/50 2G-T//3G-T into a radial flow of air supplied at 142 to 200 standard cubic feet per minute (4.0 to 5.6 cubic meters per minute) so that the mass ratio of air:polymer was in the range of 9:1 to 13:1.
- the quench chamber was substantially the same as that disclosed in United States Patent 5,219,506, which is incorporated herein by reference, but used a foraminous quench gas distribution cylinder having similar sized perforations so that it provided 'constant' air flow.
- the tow was then collected into boxes under substantially no tension and cut to 1.5 inch (3.8 cm) staple for blending with acrylic fiber in Example 1B. No mechanical crimp was applied to the bicomponent staple fiber.
- polyester bicomponent staple fiber from Example 1A and semi-dull, 0.9 denier per filament (1.0 dtex per filament), 1 1/16 inches (2.7 cm) long acrylic staple fiber (T-V111H, Sterling Fibers, Inc.) were opened and intimately blended to obtain various weight percents of the two fibers.
- the fibers were loaded into a dual feed chute feeder which fed a Trutzschler Corp. staple card at 70 pounds/hr (32 kg/hr). It was observed that samples that were 100wt% in the polyester bicomponent fiber could not be carded.
- the ambient conditions were maintained at 76°F (24°C), and 56% relative humidity.
- the resulting card sliver was 75 grain/yard (about 5.25 grams/meter).
- the resulting spun yarns had the total Boil-Off Shrinkage ("B.O.S.") values shown in Table I, wherein "Comp.” indicates a Comparison Sample, not of the invention.
- B.O.S. Boil-Off Shrinkage
- Table I TABLE I Sample Wt% Bicomponent Staple B.O.S., % Comp. 1 0 13 Comp. 2 15 30 1 30 40 Comp. 3 55 43 Interpolation of the data in Table I shows that the desired minimum total boil-off shrinkage of 32% was obtained when the bicomponent staple fiber comprised about 17 wt% of the spun yarn and that above about 45 wt%, little further improvement was observed.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Artificial Filaments (AREA)
- Multicomponent Fibers (AREA)
- Woven Fabrics (AREA)
Description
- This invention relates to spun yarn comprising polyester staple fiber and acrylic staple fiber, more particularly such a yarn in which the polyester staple is a bicomponent that imparts high stretch properties to the yarn.
- Bicomponent fibers are known, for example, as described in United States Patents 3,671,379 and 5,922,433 and in International Published Patent Application W02000-73552. However, yarns made from such fibers can lack the stretch and recovery needed for useful elastic yarns or may require higher proportions of such fibers than are normally required with other elastic fibers to attain a desired level of yarn elasticity.
- Economical spun yarns of polyester bicomponent staple fibers and acrylic fibers that have high stretch are still needed.
- The present invention provides a spun yarn comprising at least about 30 weight percent acrylic staple fiber and a polyester bicomponent staple fiber comprising poly(ethylene terephthalate) and poly(trimethylene terephthalate), wherein the polyester bicomponent fiber is present at from about 17 to about 45 weight percent, based on the total weight of the yarn. In a preferred embodiment, the yarn of the invention contains at least about 50 weight percent acrylic fiber, based on the total weight of the yarn. The balance of the yarn content may be any conventional staple fiber. For example, the spun yarn of the invention may contain conventional poly(ethylene terephthalate) staple fiber.
- The invention also provides a process for making such a spun yarn, comprising the steps of providing the bicomponent staple fiber; providing the acrylic staple fiber; combining by intimate blending the acrylic and the bicomponent staple fibers so that the resulting mixture contains at least about 30 weight percent acrylic staple fiber and about 17 to about 45 weight percent polyester bicomponent fiber based on the total weight of the yarn; carding the blended fibers to form a card sliver; drawing the card sliver; doubling and redrawing the card sliver; converting the drawn sliver to roving; and ring-spinning the roving to form the spun yarn.
- The invention further provides a fabric selected from the group consisting of knits and wovens, comprising such a spun yarn as made by such a process.
- The figure shows a schematic cross-section of a spinneret pack useful in making bicomponent polyester fiber tow.
- It has now been found that spun yarn comprising acrylic staple fiber and certain proportions of a bicomponent staple fiber comprising poly(ethylene terephthalate) and poly(trimethylene terephthalate), has unexpectedly high stretch characteristics even when the bicomponent staple content is limited. The spun yarn can be used in apparel fabrics, for example in sweaters and the like, in craft yarns, and in outdoor fabrics, for example in awnings, tents, tarps, deck and lawn chairs, and the like. The fabrics can be knit or woven.
- As used herein, "bicomponent fiber" means a fiber in which two polymers are in a side-by-side or eccentric sheath-core relationship and includes both spontaneously crimped fibers and fibers with latent spontaneous crimp that has not yet been realized.
- "Intimate blending" means the process of gravimetrically and thoroughly mixing dissimilar fibers in an opening room (for example with a weigh-pan hopper feeder) before feeding the mixture to the card or of mixing the fibers in a dual feed chute on the card, and is to be distinguished from draw-frame blending.
- As used herein, "acrylic fiber" means a manufactured fiber in which the fiber-forming substance is a long chain synthetic polymer comprising acrylonitrile units and includes within its meaning acrylic fiber (at least 85 percent by weight of acrylonitrile units), modacrylic fiber (less than 85 percent but at least 35 percent by weight of acrylonitrile. units), and fiber blends thereof.
- The spun yarn of the invention comprises at least about 30 weight percent, preferably at least about 50 weight percent of acrylic staple fiber together with a polyester bicomponent staple fiber comprising poly(ethylene terephthalate) ("2G-T") and poly(trimethylene terephthalate) ("3G-T") wherein the polyester bicomponent fiber is present at at least about 17 weight percent and no more than about 45 weight percent, preferably at least about 25 weight percent and no more than about 40 weight percent, based on the total weight of the yarn. When the polyester bicomponent content is lower than about 17 wt%, the stretch properties of the yarn, as indicated by the total boil-off shrinkage, can be inadequate, and when the polyester bicomponent content is higher than about 45 wt%, there is little further improvement in such properties, indicating that the stretch properties of the yarn do not follow the rule of mixtures in relation to the composition of the yarn, which was unexpected. The total boil-off shrinkage of the yarn can be at least about 32%, which corresponds to about 30% elongation when a 0.045 g/den (0.04 dN/tex) load is applied to the yarn after boil-off. It is preferred that the total boil-off shrinkage be at least about 40%. The spun yarn of the invention also exhibits desirably higher bulk than conventional acrylic spun yarns. The spun yarn may also contain a conventional staple fiber such as a convention poly(ethylene terephthalate) staple fiber.
- The bicomponent staple fiber can have a crimp development ("CD") value of at least about 35% and can have a crimp index ("Cl") value of at least about 10%, preferably at least about 20%, when substantially free of interlacing, and no higher than about 45%, preferably no higher than about 30%. When the CD value is lower than about 35%, the spun yarn can have too little total boil-off shrinkage to provide good stretch in fabrics made therefrom. When the Cl value is lower than about 10%, mechanical crimping can be necessary for satisfactory carding and spinning. When the Cl value is higher than about 45%, the bicomponent staple can have too much crimp to be readily cardable, even when blended with the acrylic staple.
- When the Cl of the bicomponent staple fiber is low in the range of acceptable values, higher proportions of polyester bicomponent staple fibers can be used without compromising cardability. When the CD is high in the range of acceptable values, lower proportions of bicomponent staple can be used in the blend yarn without compromising total boil-off shrinkage. In particular, since the fiber blend level, Cl, and cardability are inter-related, satisfactory cardability can be retained even with high Cl values (for example as high as about 45%) if the amount of bicomponent fiber in the blend is low (for example as low as about 17 wt%, based on total weight of spun yarn). Similarly, since the fiber blend level, CD, and total boil-off shrinkage are inter-related, satisfactory total boil-off shrinkage can be retained even at about 17 wt% bicomponent fiber, based on total weight of spun yarn, if the CD is high, for example at about 55% or more.
- The blended fibers can be ring-spun to form the yarn, either on the cotton system or on a worsted spinning frame. The bicomponent staple fiber and the acrylic fiber can have a length of about at least about 2.5 cm and no longer than about 10 cm. When the fibers are shorter than about 2.5 cm or longer than about 5.7 cm, they can be difficult to spin on a cotton spinning system, and when they are shorter than about 5 cm or longer than about 10 cm they can be difficult to spin on a worsted spinning system.
- The bicomponent fiber can have a linear density of at least about 0.7 dtex and preferably at least about 0.9 dtex per fiber and no more than about 3.0 dtex per fiber, preferably less than about 2.5 dtex per fiber. When the bicomponent staple has a linear density more than about 3.0 dtex per fiber, the yarn can have a harsh hand, and it can be difficult to blend with the acrylic fiber. When it has a linear density below about 0.7 dtex per fiber, it can be difficult to card.
- The bicomponent staple fiber can have a weight ratio of poly(ethylene terephthalate) to poly(trimethylene terephthalate) of about 30:70 to 70:30, preferably 40:60 to 60:40. One or both of the polyesters comprising the bicomponent fiber can be copolyesters, and "poly(ethylene terephthalate)" and "poly(trimethylene terephthalate)" include such copolyesters within their meanings. For example, a copoly(ethylene terephthalate) can be used in which the comonomer used to make the copolyester is selected from the group consisting of linear, cyclic, and branched aliphatic dicarboxylic acids having 4-12 carbon atoms (for example butanedioic acid, pentanedioic acid, hexanedioic acid, dodecanedioic acid, and 1,4-cyclo-hexanedicarboxylic acid); aromatic dicarboxylic acids other than terephthalic acid and having 8-12 carbon atoms (for example isophthalic acid and 2,6-naphthalenedicarboxylic acid); linear, cyclic, and branched aliphatic diols having 3-8 carbon atoms (for example 1,3-propane diol, 1,2-propanediol, 1,4-butanediol, 3-methyl-1,5-pentanediol, 2,2-dimethyl-1,3-propanediol, 2-methyl-1,3-propanediol, and 1,4-cyclohexanediol); and aliphatic and araliphatic ether glycols having 4-10 carbon atoms (for example, hydroquinone bis(2-hydroxyethyl) ether, or a poly(ethyleneether) glycol having a molecular weight below about 460, including diethyleneether glycol). The comonomer can be present to the extent that it does not compromise the benefits of the invention, for example at levels of about 0.5-15 mole percent based on total polymer ingredients. Isophthalic acid, pentanedioic acid, hexanedioic acid, 1,3-propane diol, and 1,4-butanediol are preferred comonomers.
- The copolyester(s) can also be made with minor amounts of other comonomers, provided such comonomers do not have an adverse affect on the benefits of the invention. Such other comonomers include 5-sodium-sulfoisophthalate, the sodium salt of 3-(2-sulfoethyl) hexanedioic acid, and dialkyl esters thereof, which can be incorporated at about 0.2-4 mole percent based on total polyester. For improved acid dyeability, the (co)polyester(s) can also be mixed with polymeric secondary amine additives, for example poly(6,6'-imino-bishexamethylene terephthalamide) and copolyamides thereof with hexamethylenediamine, preferably phosphoric acid and phosphorous acid salts thereof.
- There is no particular limitation on the outer cross-section of the bicomponent fiber, which can be round, oval, triangular, 'snowman' and the like. A "snowman" cross-section can be described as a side-by-side cross-section having a long axis, a short axis and at least two maxima in the length of the short axis when plotted against the long axis. In one embodiment, the spun yarn of the invention comprises acrylic staple fiber and a bicomponent staple fiber comprising poly(ethylene terephthalate) and poly(trimethylene terephthalate) and having a plurality of longitudinal grooves in the surface thereof. Such a bicomponent staple fiber can be considered to have a "scalloped oval" cross-section which can improve the wicking properties of the polyester bicomponent.
- The polyester bicomponent staple fibers in the spun yarn of the present invention can also comprise conventional additives such as antistats, antioxidants, antimicrobials, flameproofing agents, dyestuffs, light stabilizers, and delustrants such as titanium dioxide, provided they do not detract from the benefits of the invention.
- The bicomponent staple fiber of which the spun yarn of the invention is comprised can have a tenacity-at-break of at least about 4 dN/tex and no higher than about 5.5 dN/tex. When the tenacity is too low, carding and spinning can be difficult, and when it is too high, fabrics made from the spun yarn of the invention can exhibit undesirable pilling. The linear density of the spun yarn can be in the range of about 100 to 700 denier (111 to 778 dtex).
- Knit (for example warp knit and weft knit, including circular knit and flat knit) and woven (for example plainwoven and twill) stretch fabrics can be made from the spun yarn of the invention.
- The process of the invention comprises a step of mixing by intimate blending an acrylic staple fiber with the polyester bicomponent staple fiber, wherein the bicomponent staple fiber is present at a level of at least about 17 wt% and no more than about 45 wt%, preferably at least about 25 wt% and no more than about 40 wt%, based on the total weight of the blended fibers.
- Use of bicomponent staple fiber exhibiting "follow-the-leader" crimp in the process is preferred because such staple is believed to improve carding due to its lower Cl level. Correspondingly, it is preferred that the bicomponent fibers in the tow precursor to the staple fiber be 'in register' with each other and not be 'de-registered'.
- The blended fibers can be further processed by carding the blended fibers to form a card sliver, drawing the card sliver, doubling and redrawing the card sliver up to 3 times, converting the drawn sliver to roving, and ring-spinning the roving, preferably with a twist multiplier of 3 to 5.5 to form the spun yarn, which can have a total boil-off shrinkage of at least about 32%.
- Intrinsic viscosity ("IV") of the polyesters was measured with a Viscotek Forced Flow Viscometer Model Y-900 at a 0.4% concentration at 19°C and according to ASTM D-4603-96 but in 50/50 wt% trifluoroacetic acid/methylene chloride instead of the prescribed 60/40 wt% phenol/1,1,2,2-tetrachloroethane. The measured viscosity was then correlated with standard viscosities in 60/40 wt% phenol/1,1,2,2-tetrachloroethane to arrive at the reported intrinsic viscosity values.
- The following method of measuring tow Crimp Development and tow Crimp Index of the bicomponent fiber was used. To measure tow Crimp Index ("C.I."), a 1.1 meter sample of polyester bicomponent tow was weighed, and its denier was calculated; the tow size was typically of about 38,000 to 60,000 denier (42,000 to 66,700 dtex). Two knots separated by 25 mm were tied at each end of the tow. Tension was applied to the vertical sample by applying a first clamp at the inner knot of the first end and hanging a 40 mg/den (0.035 dN/tex) weight between the knots of the second end. The sample was exercised three times by lifting and slowly lowering the weight. Then a second clamp was applied at 100 cm down from the inner knot of the first end while the weight was in place between the knots of the second end, the 0.035 dN/tex weight was removed from the second end, and the sample was inverted while maintaining the tension so that the first end was at the bottom. A 1.5 mg/den (0.0013 dN/tex) weight was hung between the knots at the first end, the first clamp was removed from the first end, the sample was allowed to retract against the 0.0013 dN/tex weight, and the (retracted) length from the clamp to the inner knot at the first end was measured in cm and identified as Lr. C.I. was calculated according to Formula I. To measure tow Crimp Development ("C.D."), the same procedure was carried out, except that the 1.1 meter sample was placed -- unrestrained -- in boiling water for 1 minute and allowed fully to dry before applying the 40 mg/den (0.035 dN/tex) weight.

- To determine the total boil-off-shrinkage of the spun yarns, the yarn was made into a skein of 25 wraps on a standard skein winder. While the sample was held taut on the winder, a 10 inch (25.4 cm) length ("Lo") was marked on the sample with a dye marker. The skein was removed from the winder, placed in boiling water for 1 minute without restraint, removed from the water, and allowed to dry at room temperature. The dry skein was laid flat, and the distance between the dye marks was again measured ("Lbo"). Total boil-off shrinkage was calculated from formula II:

- Poly(ethylene terephthalate) of 0.56 IV was prepared in a continuous polymerizer from terephthalic acid and ethylene glycol in a two-step process using an antimony transesterification catalyst in the second step. TiO2 (0.3 wt%, based on weight of polymer) was added, and the polymer was transferred at 285°C and fed by a metering pump to a 790-hole precoalescence bicomponent fiber spinneret pack maintained at 280°C. Poly(trimethylene terephthalate) (1.04 IV Sorona®, a registered trademark of E. I. Du Pont de Nemours and Company) was dried, melt-extruded at 258°C, and separately metered to the spinneret pack.
- Figure 1 shows a cross-section of the spinneret pack that was used. Molten poly(ethylene terephthalate) and poly(trimethylene terephthalate) entered
distribution plate 2 atholes 1a and 1b, were distributed radially through correspondingannular channels 3a and 3b, and first contacted each other inslot 4 indistribution plate 5. The two polyesters passed throughhole 6 inmetering plate 7, throughcounterbore 8 inspinneret plate 9, and exited the spinneret plate throughcapillary 10. The internal diameters ofhole 6 andcapillary 10 were substantially the same. - The fibers were spun at 0.5-1.0 g/min per capillary and a polymer weight ratio of 50/50 2G-T//3G-T into a radial flow of air supplied at 142 to 200 standard cubic feet per minute (4.0 to 5.6 cubic meters per minute) so that the mass ratio of air:polymer was in the range of 9:1 to 13:1. The quench chamber was substantially the same as that disclosed in United States Patent 5,219,506, which is incorporated herein by reference, but used a foraminous quench gas distribution cylinder having similar sized perforations so that it provided 'constant' air flow. Spin finish was applied to the fibers with the conical applicator disclosed in United States Published Patent Application US2002-0051880-A1, which is incorporated herein by reference, at 0.07 wt% to 0.09 wt% based on fiber weight, and then they were wound onto packages at 1700 meters/min.
- About 48 packages of the resulting side-by-side, round cross-section fibers were combined to make a tow of about 130,000 denier (144,400 dtex) and drawn 2.63X in two stages by passing the tow around a feed roll to a first draw roll (2.37X draw in a room temperature water bath), passing it around a second draw roll (1.11 X draw) operated at 85°C to 90°C and 50 yards/minute (46 m/min) and supplied with a hot water spray, heat-treated by contact with six rolls operated at 170°C, over-fed by 10% to a puller roll, and, after application of a conventional textile finish, passed through a continuous, forced convection dryer operating at less than 35°C. The tow had a linear density of 1.3 denier/filament (1.4 dtex/filament), its tenacity was 4.8 g/den (4.3 dN/tex), its Cl was 34, and its CD was 53.
- The tow was then collected into boxes under substantially no tension and cut to 1.5 inch (3.8 cm) staple for blending with acrylic fiber in Example 1B. No mechanical crimp was applied to the bicomponent staple fiber.
- The polyester bicomponent staple fiber from Example 1A and semi-dull, 0.9 denier per filament (1.0 dtex per filament), 1 1/16 inches (2.7 cm) long acrylic staple fiber (T-V111H, Sterling Fibers, Inc.) were opened and intimately blended to obtain various weight percents of the two fibers. The fibers were loaded into a dual feed chute feeder which fed a Trutzschler Corp. staple card at 70 pounds/hr (32 kg/hr). It was observed that samples that were 100wt% in the polyester bicomponent fiber could not be carded. The ambient conditions were maintained at 76°F (24°C), and 56% relative humidity. The resulting card sliver was 75 grain/yard (about 5.25 grams/meter). Six ends of the card sliver were collected and drafted on a Reiter (RSB) drawframe to 70 grain/yard (4.90 grams/meter). Six ends of the once-drawn 70 grain/yard sliver were subjected to the same process to give twice-drawn 70 grain/yard (about 48,500 dtex) sliver, which was then converted to 0.75 hank (7795 dtex) roving on a conventional roving frame. The total draft in the roving process was 6.3x, and the twist multiple was 0.7. The roving was spun on a Roberts ring-spinning frame to give a 12/1 cotton count (492 dtex) spun yarn having a twist multiplier of 4.0. The total draft for the spinning step was 16.0.
- The resulting spun yarns had the total Boil-Off Shrinkage ("B.O.S.") values shown in Table I, wherein "Comp." indicates a Comparison Sample, not of the invention.
TABLE I Sample Wt% Bicomponent Staple B.O.S., % Comp. 1 0 13 Comp. 2 15 30 1 30 40 Comp. 3 55 43
Claims (10)
- A spun yarn comprising at least about 30 weight percent acrylic staple fiber and from about 17 to 45 weight percent polyester bicomponent staple fiber comprising poly(ethylene terephthalate) and poly(trimethylene terephthalate), based on the total weight of the yarn.
- The spun yarn of claim 1 containing at least about 50 weight percent acrylic staple fiber and from about 25 to about 40 weight percent polyester bicomponent fiber based on the total weight of the yarn.
- The spun yarn of claim 1 having a total boil-off shrinkage of at least about 32% and wherein the acrylic staple fiber is at least 85 percent by weight of acrylonitrile units.
- The spun yarn of claim 1 wherein the bicomponent fiber has a crimp development value of at least about 35% and a crimp index value of from about 10% to about 45%.
- The spun yarn of claim 1 wherein the bicomponent fiber has a crimp index value of from about 20% to about 30%.
- A process for making the spun yarn of claim 1 comprising the steps of:a) providing the bicomponent staple fiber;b) providing the acrylic staple fiber;c) combining by intimate blending the acrylic and the bicomponent staple fibers so that a resulting mixture contains from about 17 weight percent to about 45 weight percent bicomponent staple fiber and at least about 30 weight percent acrylic staple fiber based on the total weight of the yarn;d) carding the blended fibers to form a card sliver;e) drawing the card sliver;f) doubling and redrawing the card sliver;g) converting the drawn sliver to roving; andh) ring-spinning the roving to form the spun yarn.
- The process of claim 6 wherein the mixture contains from about 25 weight percent to about 40 weight percent bicomponent staple fiber based on the total weight of the yarn.
- The process of claim 6 wherein the ring-spinning provides a twist multiplier of about 3 to 5.5, the polyester bicomponent staple fiber has a total boil-off shrinkage of at least about 32%, and the acrylic staple fiber is at least 85 percent by weight of acrylonitrile units.
- The process of claim 6 wherein the bicomponent fiber has a crimp index value of at least about 10%, the bicomponent fiber has a crimp index value no higher than about 45%, and the bicomponent fiber has a crimp development value of at least about 35%.
- A fabric selected from the group consisting of knits and wovens and comprising a spun yarn made by the process of claim 6.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/264,375 US20040067707A1 (en) | 2002-10-04 | 2002-10-04 | Stretch polyester and acrylic spun yarn |
| US264375 | 2002-10-04 | ||
| PCT/US2003/031556 WO2004033772A1 (en) | 2002-10-04 | 2003-10-03 | Stretch polyester and acrylic spun yarn |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1549789A1 EP1549789A1 (en) | 2005-07-06 |
| EP1549789B1 true EP1549789B1 (en) | 2006-12-06 |
Family
ID=32042206
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03770647A Expired - Lifetime EP1549789B1 (en) | 2002-10-04 | 2003-10-03 | Stretch polyester and acrylic spun yarn |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20040067707A1 (en) |
| EP (1) | EP1549789B1 (en) |
| JP (1) | JP2006502321A (en) |
| KR (1) | KR20050071535A (en) |
| CN (1) | CN1703543A (en) |
| AU (1) | AU2003279139A1 (en) |
| BR (1) | BR0314504A (en) |
| DE (1) | DE60310246D1 (en) |
| TR (1) | TR200501193T2 (en) |
| TW (1) | TW200508437A (en) |
| WO (1) | WO2004033772A1 (en) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070022531A1 (en) * | 2003-04-24 | 2007-02-01 | Lyons Beaumont G | Hammock and spreading rod |
| US7195819B2 (en) * | 2004-04-23 | 2007-03-27 | Invista North America S.A.R.L. | Bicomponent fiber and yarn comprising same |
| US8513146B2 (en) * | 2005-09-29 | 2013-08-20 | Invista North America S.ár.l. | Scalloped oval bicomponent fibers with good wicking, and high uniformity spun yarns comprising such fibers |
| WO2008018122A1 (en) * | 2006-08-09 | 2008-02-14 | Toray Industries, Inc. | Water-absorbing stretch knit fabric |
| GB2477531B (en) | 2010-02-05 | 2015-02-18 | Univ Leeds | Carbon fibre yarn and method for the production thereof |
| US9845555B1 (en) | 2015-08-11 | 2017-12-19 | Parkdale, Incorporated | Stretch spun yarn and yarn spinning method |
| CN105951234A (en) * | 2016-06-29 | 2016-09-21 | 安徽松泰包装材料有限公司 | Production technology of superfine-count pure cotton combed yarn |
| KR101917502B1 (en) * | 2017-03-21 | 2018-11-13 | 박정은 | manufacturing method of stretchable blended spun yarn by performing double carding process |
| US20210164131A1 (en) * | 2018-06-28 | 2021-06-03 | Dupont Industrial Biosciences Usa, Llc | Fabrics and spun yarns comprising polyester staple fiber |
| CN114051543B (en) * | 2019-12-20 | 2023-09-29 | 株式会社村田制作所 | Spun yarn, yarn and cloth provided with spun yarn |
| CN112981635A (en) * | 2021-02-02 | 2021-06-18 | 绍兴市柯桥区东纺纺织产业创新研究院 | Preparation method of Sorona fiber and neolisib fiber blended yarn |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3671379A (en) * | 1971-03-09 | 1972-06-20 | Du Pont | Composite polyester textile fibers |
| US3761379A (en) * | 1971-07-20 | 1973-09-25 | C Elliott | Aluminum production apparatus |
| US5219506A (en) * | 1991-12-06 | 1993-06-15 | E. I. Du Pont De Nemours And Company | Preparing fine denier staple fibers |
| EP0604973B1 (en) * | 1992-12-31 | 1997-02-26 | Hoechst Celanese Corporation | Low pilling polyester blended yarn |
| DE19644111C2 (en) * | 1996-10-23 | 1998-12-24 | Kufner Textilwerke Gmbh | Elastic insert |
| KR100629813B1 (en) * | 1999-06-08 | 2006-09-29 | 도레이 가부시끼가이샤 | Soft Stretch Yarns and Process for the Preparation Thereof |
| US6881047B2 (en) * | 2000-05-18 | 2005-04-19 | Invista North America S.A.R.L. | Process and apparatus for improved conditioning of melt-spun material |
| JP2002054029A (en) * | 2000-05-29 | 2002-02-19 | Toray Ind Inc | Highly crimped polyester-based conjugate fiber |
| MXPA03005962A (en) * | 2001-02-02 | 2003-09-05 | Asahi Chemical Ind | Complex fiber excellent in post-processability and method of producing the same. |
| WO2002074111A1 (en) * | 2001-03-19 | 2002-09-26 | Asahi Kasei Kabushiki Kaisha | Underwear |
| ATE495291T1 (en) * | 2001-04-17 | 2011-01-15 | Teijin Fibers Ltd | FALSE-WIRE YARN MADE OF POLYESTER COMPOSITE FIBER AND METHOD FOR THE PRODUCTION THEREOF |
-
2002
- 2002-10-04 US US10/264,375 patent/US20040067707A1/en not_active Abandoned
-
2003
- 2003-10-03 KR KR1020057005674A patent/KR20050071535A/en not_active Application Discontinuation
- 2003-10-03 BR BR0314504A patent/BR0314504A/en not_active IP Right Cessation
- 2003-10-03 EP EP03770647A patent/EP1549789B1/en not_active Expired - Lifetime
- 2003-10-03 CN CNA2003801009234A patent/CN1703543A/en active Pending
- 2003-10-03 TW TW092127444A patent/TW200508437A/en unknown
- 2003-10-03 DE DE60310246T patent/DE60310246D1/en not_active Expired - Lifetime
- 2003-10-03 AU AU2003279139A patent/AU2003279139A1/en not_active Abandoned
- 2003-10-03 WO PCT/US2003/031556 patent/WO2004033772A1/en active IP Right Grant
- 2003-10-03 JP JP2004543366A patent/JP2006502321A/en not_active Withdrawn
- 2003-10-03 TR TR200501193T patent/TR200501193T2/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| TR200501193T2 (en) | 2005-09-21 |
| US20040067707A1 (en) | 2004-04-08 |
| DE60310246D1 (en) | 2007-01-18 |
| JP2006502321A (en) | 2006-01-19 |
| CN1703543A (en) | 2005-11-30 |
| AU2003279139A1 (en) | 2004-05-04 |
| WO2004033772A1 (en) | 2004-04-22 |
| KR20050071535A (en) | 2005-07-07 |
| EP1549789A1 (en) | 2005-07-06 |
| BR0314504A (en) | 2005-07-26 |
| TW200508437A (en) | 2005-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7240476B2 (en) | Stretch polyester/cotton spun yarn | |
| JP5112052B2 (en) | Composite fiber and yarn containing such fiber | |
| US8513146B2 (en) | Scalloped oval bicomponent fibers with good wicking, and high uniformity spun yarns comprising such fibers | |
| EP1549789B1 (en) | Stretch polyester and acrylic spun yarn | |
| EP3814562A1 (en) | Spun yarn comprising polyester staple fibre and fabric comprising the same | |
| EP1956121B1 (en) | Stretch polyester/cotton spun yarn | |
| JP4450626B2 (en) | Stretch polyester / cotton spun yarn | |
| KR100871966B1 (en) | Stretch polyester/cotton spun yarn | |
| JPH10317240A (en) | Moisture-absorbing long/short combined yarn and its production |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050325 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RBV | Designated contracting states (corrected) |
Designated state(s): DE FR GB IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20061206 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60310246 Country of ref document: DE Date of ref document: 20070118 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070307 |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070727 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20071003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071003 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061206 |