EP1535700A1 - Composite abrasive article - Google Patents
Composite abrasive article Download PDFInfo
- Publication number
- EP1535700A1 EP1535700A1 EP03027086A EP03027086A EP1535700A1 EP 1535700 A1 EP1535700 A1 EP 1535700A1 EP 03027086 A EP03027086 A EP 03027086A EP 03027086 A EP03027086 A EP 03027086A EP 1535700 A1 EP1535700 A1 EP 1535700A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- abrasive
- meth
- adhesive
- acrylate
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/02—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by their periphery
- B24D13/06—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by their periphery the flaps or strips being individually attached
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0072—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for using adhesives for bonding abrasive particles or grinding elements to a support, e.g. by gluing
Definitions
- the invention relates to the production of abrasive composite bodies.
- Abrasives have long been used to process materials.
- abrasives consist of abrasive particle-like particles which are fixed on a carrier material by means of a binder.
- DE 198 53 550 C1 describes a flap disc in which there is present in a base bond layer applied to a base, in which a scattering layer of abrasive grains is applied.
- US 5,722,881 describes the use of epoxies for bonding abrasive flaps to a grinding wheel.
- a disadvantage of epoxies is that they either have very long curing times or have to be cured by heat. This requires that for efficient mass production long service lives and / or high energy costs for curing are required, which entails an increase in the cost of the production process.
- Two-component polyurethane or (meth) acrylate adhesive have an extremely fast curing and in particular allow rapid bonding already at room temperature. As a result, fast processing times and one energy-saving industrial mass production of these abrasive composite bodies allows.
- the present invention relates to an abrasive composite comprising at least one abrasive backing, at least one abrasive, and at least one cured two-part polyurethane or (meth) acrylate adhesive that bonds abrasive backing and abrasive. Furthermore, abrasive particles are present on the surface of the abrasive.
- (meth) acrylate is meant throughout the present document both the esters of acrylic acid and of methacrylic acid.
- the present invention comprises the use of a two-component (meth) acrylate adhesive in which the first Component contains at least one (meth) acrylate monomer and the second Component contains at least one radical starter, in the preparation of a Abrasive composite for bonding abrasive carrier and abrasive.
- the present invention comprises the use of a two-component polyurethane adhesive in which the first component at least one polyamine or a polyol and the second component contains at least one polyisocyanate, in the preparation of a Abrasive composite for bonding abrasive carrier and abrasive.
- the present invention comprises a method for Production of an abrasive composite body, which includes the following steps includes: mixing the two components of a two-component Polyurethane or (meth) acrylate adhesive, application of the mixed Adhesive to the abrasive backing, contacting the mixed Adhesive with the at least one abrasive and curing the Adhesive.
- FIG. 1 schematically shows an abrasive composite body comprising an abrasive carrier 1 bonded to an abrasive 2 by a two-component (meth) acrylate or polyurethane adhesive.
- the abrasive material can be adhesively bonded to the surface (FIG. 1 a) or to the end face or the end face (FIG. 1 b).
- abrasive particles 3 are present on the surface of the abrasive 2 .
- the abrasive particles 3 are made of materials known to those skilled in the art.
- these are natural or synthetic materials such as emery, garnet, flint, quartz, corundum, potassium fluoroborate, cryolite, chiolite, diamond, silicon carbide, cubic boron nitride (CBN) or the like. It is further known that these particles may be present in various types of grains and grain shapes. Depending on the grinding problem, the person skilled in the art selects the suitable material or materials in the respectively adapted grain size or grain mixtures in the respectively optimum grain shape.
- the abrasive may have these particles on the entire surface or only in certain areas. Preferably, however, the abrasive particles 3 are present only on one side of the abrasive 2.
- abrasives 2 is a lamellar abrasive element.
- the abrasive, or the lamellar abrasive element can be constructed very differently.
- it can consist of a rigid material and abrasive particles 3, for example producible by casting or sintering processes of metal or duromers or reactive resins, optionally with scattering or rolling in of the abrasive particles.
- they can be composed of at least one fabric or paper 101, at least one binder 102 and the abrasive particles 3, as shown schematically in FIG. 1 c.
- Also considered to be fabrics are scrims or knits.
- the fibers used for this purpose are carbon, glass, nylon aramid, cotton or polyester fibers and mixtures thereof.
- Suitable binders 102 for embedding the abrasive particles are various polymeric synthetic resins, in particular reaction products based on polyepoxides, poly (meth) acrylates or polyurethanes.
- binders based on phenol-formaldehyde resins or polyimides are very suitable.
- Also suitable as a binder for this purpose are the two-component (meth) acrylate or polyurethane adhesives 4 or their underlying unfilled reactive components.
- the binder 102 can penetrate between the fibers and consequently the fabric, scrim or knit not only on one side, as shown in Figure 1 c, but also completely surrounded by the binder can.
- the abrasive particles can not only be surrounded by binder 102 but also by the fabric, scrim or knitted fabric 101, or their fibers.
- the abrasive particles are particularly preferably embedded in the binder, ie the particles 3 are partially surrounded by the binder 102 and part of the surface of the particle is free.
- the abrasive carrier 1 has a carrier function for the abrasive 2.
- the abrasive carrier is connected to a machine, in particular connected by pressing forces, so that the abrasive passes under rotational or thrusting movements with the material to be ground in contact while doing Abtragsaille.
- the abrasive carrier is made of either a rigid material such as metal or thermosetting plastics or an elastic material. Elastic materials have the advantage that they can easily adapt to the contours of the workpiece to be ground, and are therefore particularly suitable for fine grinding work or workpieces with complex surface geometry.
- a disadvantage of the elastic abrasive carriers is the lower mechanical strength and reduced life of the abrasive carrier.
- the abrasive carrier 1 is preferably a circular disk, a wheel or a belt.
- the abrasive 2 is preferably bonded to the abrasive carrier 1 on the surface of the largest surface of the disc or the wheel or the band, in particular in the radial direction of the disc or the wheel.
- a further advantageous possibility is that the abrasive 2 on the peripheral surface of the wheel or the circular disc with the abrasive carrier 1, in particular in radial alignment, is glued.
- the adhesive used for bonding abrasive carrier 1 and Abrasive 2 is used is a two-component polyurethane or (Meth) acrylate adhesive.
- the adhesive 4 already reacts at room temperature very fast. However, it is not excluded that the adhesive is also at higher temperatures is cured.
- the adhesive is especially useful a temperature between 10 ° C and 180 ° C, in particular between 20 ° C and 80 ° C, preferably between 20 ° C and 40 ° C, most preferably at Room temperature, cured.
- the two-component (Meth) acrylate adhesive it is, however, to discourage for safety reasons, in the Application and to apply higher temperatures during curing.
- the adhesive is a two-component (meth) acrylate adhesive 4
- the first component comprises at least one (meth) acrylate monomer. Both mono-, di-, tri-, tetra- and penta- (meth) acrylate-functional monomers are suitable.
- (meth) acrylate monomers are methyl methacrylate, isobornyl (meth) acrylate, cyclohexyl (meth) acrylate, t-butyl (meth) acrylate, tetrahydrofurfuryl (meth) acrylate, dicyclopentadienyl (meth) acrylate, dicyclopentadienyloxyethyl (meth) acrylate, ethylene glycol di ( meth) acrylate, di-, tri-, tetraethylene glycol di (meth) acrylate, propylene glycol di (meth) acrylate di-, tri-, tetrapropylene glycol di (meth) acrylate, butanediol di (meth) acrylate, hexanediol di (meth) acrylate, epoxy (meth) acrylates in particular preparable from (meth) acrylic acid and bisphenol A diglycidyl
- the (meth) acrylate monomers have a glass transition temperature greater than 55 ° C. It may be advantageous under some circumstances to select methyl methacrylate as the (meth) acrylate monomer. For example, this may be the case if the intense odor of this monomer does not interfere. However, preference is not or only weak-smelling monomers.
- the first component of the two-component (meth) acrylate adhesive preferably comprises at least one monomer selected from the group comprising isobornyl (meth) acrylate, tetrahydrofurfuryl (meth) acrylate, diethylene glycol di (meth) acrylate, epoxy (meth) acrylates, in particular preparable from (Meth ) acrylic acid and bisphenol A diglycidyl ether, bisphenol A diglycidyl ether oligomers, bisphenol A or ethoxylated bisphenol A, trimethyloltri (meth) acrylate, and mixtures thereof. Especially preferred are methacrylates.
- the second component of the two-component (meth) acrylate adhesive includes at least one radical starter.
- radical starters are all those known to one skilled in the art of (meth) acrylate adhesives Radical initiator. Both thermal and photochemical radical starters possible.
- Preferred free-radical initiators are peroxides, in particular organic ones Peroxides, preferably benzoyl peroxide.
- Two-component (meth) acrylate adhesives from the SikaFast® series (commercially available from Sika für AG, Zurich), or as known from WO 02/070620, have proven particularly suitable for this purpose.
- a two-component (meth) acrylate adhesive instead of a two-component (meth) acrylate adhesive, to use a one-component (meth) acrylate adhesive which is cured photochemically. This is achieved by irradiation with a light source, in particular with a high-pressure mercury lamp or with a laser.
- a disadvantage of this solution is the need for such a light source and possibly the problem that is to be expected in certain embodiments according to the present invention with a shadow in the area of the adhesive.
- the first component of the adhesive comprises at least one polyol or a polyamine and the second component comprises at least one polyisocyanate.
- a polyamine is a molecule having two or more amine functional groups, especially primary amine groups.
- polyamines examples include aliphatic polyamines such as ethylenediamine, 1,2- and 1,3-propanediamine, 2-methyl-1,2-propanediamine, 2,2-dimethyl-1,3-propanediamine, 1,3- and 1, 4-butanediamine, 1,3- and 1,5-pentanediamine, 1,6-hexanediamine, 2,2,4- and 2,4,4-trimethylhexamethylenediamine and mixtures thereof, 1,7-heptanediamine, 1,8-octanediamine , 4-aminomethyl-1,8-octanediamine, 1,9-nonanediamine, 1,10-decanediamine, 1,11-undecanediamine, 1,12-dodecanediamine, methyl bis (3-aminopropyl) amine, 1,5- Diamino-2-methylpentane (MPMD), 1,3-diaminopentane (DAMP), 2,5-dimethyl-1,6-hexamethylenediamine, cycloaliphatic polyamine
- a polyisocyanate is a molecule having two or more isocyanate groups.
- HDI 1,6-hexamethylene diisocyanate
- TDI 2,4- and 2,6-toluene diisocyanate
- MDI 4,4'-diphenylmethane diisocyan
- the early strength, at least until a sufficiently high early strength that allows the abrasive composite to be transported, of a two-component polyurethane or (meth) acrylate adhesive is preferably less than 30 minutes at room temperature, more preferably less than 10 minutes, from the time of mixing the two components. In special cases even an early strength of less than 5 minutes may be desired.
- two-component polyurethane or (meth) acrylate adhesives have pot lives at room temperature of preferably less than 20 minutes, in particular less than 10 minutes. In special cases, a pot life of less than 5 minutes is advantageous. It has proven particularly advantageous if the two-component (meth) acrylate or polyurethane adhesive has a thixotropic behavior.
- Such thixotropy can be achieved via chemical or physical thixotropy.
- the adhesive is of pasty consistency.
- the thixotropic or pasty consistency is particularly advantageous because they accomplish that an abrasive which is inserted into the adhesive is held in this position at least until the adhesive is sufficiently crosslinked to allow this through the strength structure.
- the thixotropy is particularly preferred since, due to the thixotropic behavior, the abrasives can be easily inserted into the adhesive and then kept in position anyway, without them tipping uncontrollably by their own weight.
- a two-component (meth) acrylate or Polyurethane adhesive as needed other ingredients such as fillers, Desiccants, catalysts, thixotropic agents, additives such as adhesion promoters, Light stabilizers, defoamers, leveling agents, impact modifiers contain.
- fillers Desiccants, catalysts, thixotropic agents, additives such as adhesion promoters, Light stabilizers, defoamers, leveling agents, impact modifiers.
- additives such as adhesion promoters, Light stabilizers, defoamers, leveling agents, impact modifiers
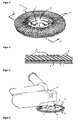
- FIG. 2 describes a flapper disk 9 which has a flap wheel 9 represents preferred embodiment of an abrasive composite body.
- the abrasives are 2 lamellar grinding elements that partially overlap and fan-like arranged on an abrasive carrier 1 and by means of a two-component (meth) acrylate or polyurethane adhesive is glued to the abrasive carrier 1.
- This structure can also be called Denote roof tile-like arrangement of the abrasive slats.
- the Abrasive carrier 1 in this case has a shape of a circular disc.
- the Disc preferably has a through hole 5 in the center, through which a rotary spindle 7 can get.
- the abrasive carrier 1 preferably a reinforcing ring 6.
- Figure 3 describes a partial cross section along the line AA through the peripheral region of the flap disc 9 and shows the Roof-like partially overlapping abrasive 2, with the abrasive particles 3 on the surface.
- the abrasives are with a polyurethane or (Meth) acrylate adhesive 4 connected to the abrasive carrier 1.
- FIG. 4 describes a view of a grinding machine 8 with a via a rotary spindle 7, which through the through hole. 5 connected flap wheel 9.
- the flap disc has me the abrasive carrier 1 of disc-like shape, radially bonded Abrasive 2.
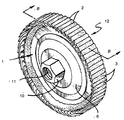
- FIG. 5 describes a lamellar grinding wheel 12, which has a further lamella grinding wheel 12 represents preferred embodiment of an abrasive composite body.
- the abrasives are 2 lamellar grinding elements that partially overlap are arranged on an abrasive carrier 1 and by means of a two-component (meth) acrylate or polyurethane adhesive 4 with the Abrasive carrier 1 are glued.
- the abrasives 2 are hereby the circumferential surface of the Lamellenschleifrades.
- the lamellar grinding wheel has in Achstician preferably a through hole and optionally one Nut 10 with a thread 11 on the inside of the nut. Farther the lamellar grinding wheel preferably has a reinforcing ring 6.
- Figure 6 describes a partial cross section along the line BB through the peripheral region of a Lamellenschleifrades 12 and shows the Roof-like partially overlapping abrasive 2, with the abrasive particles 3 on the surface.
- the abrasives are with a polyurethane or (Meth) acrylate adhesive 4 connected to the abrasive carrier 1.
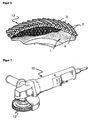
- FIG. 7 describes a schematic view of a Grinder 13 with a lamella grinding wheel 12th
- an abrasive composite body shows an arrangement in which the abrasive carrier 1 is a wheel and the Abrasive 2, in particular of lamellar shape, radially on the Radletons III vertically projecting from the peripheral surface with a two-component polyurethane or (meth) acrylate adhesive 4 are bonded.
- an abrasive composite body represents an abrasive belt.
- the sanding belt can be a bow or an endless belt be.
- the present invention also includes a method for producing an abrasive composite body.
- This method comprises at least the steps described below.
- the two components of a two-component polyurethane or (meth) acrylate adhesive 4 are mixed together. This is done with conventional mixing equipment, in particular by means of a static mixer.
- the mixed adhesive is applied to the abrasive carrier, preferably in the form of a bead of adhesive. This occurs where the abrasives are to be bonded to the abrasive carrier, especially in the peripheral areas of a disk or wheel.
- the mixed adhesive is contacted with at least one abrasive before expiry of the pot life of the adhesive.
- This contacting is preferably carried out such that the abrasive, which is preferably a lamellar abrasive element, is inserted into the mixed and applied to the abrasive carrier 1 uncured adhesive substantially vertical to the abrasive carrier surface, so that a part of the surface is coated with adhesive.
- the abrasive which is preferably a lamellar abrasive element
- the curing of the adhesive takes place.
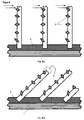
- abrasives inserted side by side in the uncured adhesive are controllably brought into an inclined orientation from the substantially vertical orientation.
- a fan-like or roof-tile-like partial overlap of the abrasives 2 is achieved, as indicated schematically in FIG. 8 b.
- This is achieved in particular by a tangential force which preferably acts on the abrasive material on the side opposite the adhesive, as is indicated schematically in FIG. 8a. It is advantageous if the dislike of the abrasive does not occur until all the abrasive has been contacted with the adhesive.
- this tilting of the laminar sanding elements is preferably achieved by a combined rotational-pressure movement of a body in contact with the free edges of the upstanding laminar sanding elements.
- the surface of the abrasive carrier 1 and / or the abrasive 2 are subjected to a chemical or physical pre-treatment prior to bonding.
- Such pretreatment includes, for example, grinding, brushing, sand blasting, treatment with detergents, primer solutions or primers. This can lead, for example, to increased adhesion and thus to higher safety and / or load capacity of the abrasive composite.
- the steps of mixing, application, contacting and curing typically occur at a temperature between 10 ° C and 180 ° C, usually between 20 ° C and 80 ° C, especially between 20 ° C and 40 ° C. This is preferably done at room temperature. This described method is to be used in particular when the adhesive 4 used shows a thixotropic behavior and / or has a pasty consistency.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
Description
Die Erfindung betrifft das Herstellen von Schleifmittelverbundkörpern.The invention relates to the production of abrasive composite bodies.
Schleifmittel werden seit langem verwendet um Werkstoffe zu
bearbeiten. Schleifmittel bestehen unter anderem aus schleifaktiven
kornartigen Partikeln, welche mittels eines Bindemittels auf einem
Trägermaterial fixiert sind.
DE 198 53 550 C1 beschreibt eine Fächerschleifscheibe, in welcher in
einer auf einer Unterlage aufgebrachten Grundbindungsschicht vorhanden ist,
in welcher eine Streulage von Schleifkörnern aufgebracht ist.
US 5,722,881 beschreibt die Verwendung von Epoxiden zum
Verkleben von Schleiflamellen auf ein Schleifrad.
Nachteilig an Epoxiden ist, dass sie entweder über sehr lange
Aushärtezeiten verfügen oder aber durch Hitze ausgehärtet werden müssen.
Dies bedingt, dass für eine effiziente Massenproduktion lange Standzeiten
und/oder hohe Energiekosten für die Aushärtung benötigt werden, was eine
Verteuerung des Produktionsprozesses mit sich bringt.Abrasives have long been used to process materials. Among other things, abrasives consist of abrasive particle-like particles which are fixed on a carrier material by means of a binder.
DE 198 53 550 C1 describes a flap disc in which there is present in a base bond layer applied to a base, in which a scattering layer of abrasive grains is applied.
US 5,722,881 describes the use of epoxies for bonding abrasive flaps to a grinding wheel.
A disadvantage of epoxies is that they either have very long curing times or have to be cured by heat. This requires that for efficient mass production long service lives and / or high energy costs for curing are required, which entails an increase in the cost of the production process.
Es ist deshalb die Aufgabe der vorliegenden Erfindung Schleifmittelverbundkörper
zur Verfügung zu stellen, welche auf eine Art produziert werden
können, welche die Nachteile des Standes der Technik nicht aufweisen.
Überraschenderweise wurde gefunden, dass dies durch ein
Schleifmittelverbundkörper gemäss dem Anspruch 1, sowie ein Verfahren zu
dessen Herstellung gemäss Anspruch 18 ermöglicht wird. It is therefore the object of the present invention to provide abrasive composites which can be produced in a manner which does not have the disadvantages of the prior art.
Surprisingly, it has been found that this is made possible by an abrasive composite according to
Dies wird insbesondere durch die Verwendung eines zweikomponentigen Polyurethan- oder (Meth)acrylat-Klebstoffs gemäss Anspruch 15 oder 16 erreicht. Zweikomponentige Polyurethan- oder (Meth)-acrylat-Klebstoffs verfügen über eine extrem schnelle Aushärtung und ermöglichen insbesondere ein schnelles Verkleben bereits bei Raumtemperatur. Dadurch sind schnelle Verarbeitungszeiten und eine energiesparende industrielle Massenproduktion dieser Schleifmittelverbundkörper ermöglicht.This is done in particular by the use of a two-component polyurethane or (meth) acrylate adhesive according to Claim 15 or 16 reached. Two-component polyurethane or (meth) acrylate adhesive have an extremely fast curing and in particular allow rapid bonding already at room temperature. As a result, fast processing times and one energy-saving industrial mass production of these abrasive composite bodies allows.
Im folgenden werden anhand der Zeichnungen Ausführungsbeispiele der Erfindung näher erläutert. Gleiche Elemente sind in den verschiedenen Figuren mit den gleichen Bezugszeichen versehen. Richtung von Kräften sind mit Pfeilen angegeben.In the following, embodiments will be described with reference to the drawings the invention explained in more detail. Same elements are in the different Figures provided with the same reference numerals. Direction of forces are indicated by arrows.
Es zeigen:
- Fig. 1
- einen Teilquerschnitt durch die Anordnung Schleifmittelträger/Schleifmittel/Klebstoff,
- in Fig. 1 a) Schleifmittel mit Schleifmittelträger längsflächig verklebt,
- in Fig. 1 b) Schleifmittel mit Schleifmittelträger stirnflächig verklebt,
- in Fig. 1 c) möglicher Aufbau eines Schleifmittels;
- Fig. 2
- eine Aufsicht auf eine Fächerschleifscheibe;
- Fig. 3
- einen Teilquerschnitt durch eine Fächerschleifscheibe entlang der Linie AA;
- Fig. 4
- eine Aufsicht auf eine Schleifmaschine mit Fächerschleifscheibe;
- Fig. 5
- eine Aufsicht auf ein Lamellenschleifrad;
- Fig. 6
- einen Teilquerschnitt durch ein Lamellenschleifrad entlang der Linie BB;
- Fig. 7
- eine Aufsicht auf eine Schleifmaschine mit Lamellenschleifrad;
- Fig. 8
- einen Teilquerschnitt durch Schleifverbundkörper zur Illustrierung
von dessen Herstellung,
- in Fig. 8a) eingesteckte Schleifmittel
- in Fig. 8b) nach dem Abkippen der Schleifmittel
- Fig. 1
- a partial cross section through the arrangement abrasive carrier / abrasive / adhesive,
- in FIG. 1 a) longitudinally bonded abrasive with abrasive carrier,
- in Fig. 1 b) adhesively bonded abrasive with abrasive carrier front surface,
- in Figure 1 c) possible structure of an abrasive;
- Fig. 2
- a view of a flapper disc;
- Fig. 3
- a partial cross section through a flap disc along the line AA;
- Fig. 4
- a plan view of a grinding machine with flap disc;
- Fig. 5
- a plan view of a Lamellenschleifrad;
- Fig. 6
- a partial cross section through a Lamellenschleifrad along the line BB;
- Fig. 7
- a view of a grinding machine with Lamellenschleifrad;
- Fig. 8
- a partial cross-section through abrasive composite to illustrate its manufacture,
- in Fig. 8a) inserted abrasive
- in Fig. 8b) after tilting the abrasive
Es sind nur die für das unmittelbare Verständnis der Erfindung wesentlichen Elemente gezeigt.It is only essential for the immediate understanding of the invention Elements shown.
Die vorliegende Erfindung betrifft einen Schleifverbundkörper, welcher
mindestens einen Schleifmittelträger, mindestens ein Schleifmittel sowie
mindestens einen ausgehärteten zweikomponentigen Polyurethan- oder
(Meth)acrylat-Klebstoff, der Schleifmittelträger und Schleifmittel miteinander
verbindet, umfasst. Weiterhin sind an der Oberfläche des Schleifmittels
abrasive Partikel vorhanden.
Unter "(Meth)acrylat" werden im gesamten vorliegenden Dokument
sowohl die Ester von Acrylsäure als auch von Methacrylsäure verstanden.The present invention relates to an abrasive composite comprising at least one abrasive backing, at least one abrasive, and at least one cured two-part polyurethane or (meth) acrylate adhesive that bonds abrasive backing and abrasive. Furthermore, abrasive particles are present on the surface of the abrasive.
By "(meth) acrylate" is meant throughout the present document both the esters of acrylic acid and of methacrylic acid.
Weiterhin umfasst die vorliegende Erfindung die Verwendung eines zweikomponentigen (Meth)acrylat-Klebstoffs, bei welchem die erste Komponente mindestens ein (Meth)acrylat-Monomer enthält und die zweite Komponente mindestens einen Radikalstarter enthält, in der Herstellung eines Schleifverbundkörpers zum Verkleben von Schleifmittelträger und Schleifmittel.Furthermore, the present invention comprises the use of a two-component (meth) acrylate adhesive in which the first Component contains at least one (meth) acrylate monomer and the second Component contains at least one radical starter, in the preparation of a Abrasive composite for bonding abrasive carrier and abrasive.
Weiterhin umfasst die vorliegende Erfindung die Verwendung eines zweikomponentigen Polyurethanklebstoffs, bei welchem die erste Komponente mindestens ein Polyamin oder ein Polyol enthält und die zweite Komponente mindestens ein Polyisocyanat enthält, in der Herstellung eines Schleifverbundkörpers zum Verkleben von Schleifmittelträger und Schleifmittel.Furthermore, the present invention comprises the use of a two-component polyurethane adhesive in which the first component at least one polyamine or a polyol and the second component contains at least one polyisocyanate, in the preparation of a Abrasive composite for bonding abrasive carrier and abrasive.
Schliesslich umfasst die vorliegende Erfindung ein Verfahren zur Herstellung eines Schleifverbundkörpers, welches die folgenden Arbeitsschritte umfasst: Mischen der zwei Komponenten eines zweikomponentigen Polyurethan- oder (Meth)acrylat-Klebstoffs, Applikation des gemischten Klebstoffes auf den Schleifmittelträger, Kontaktieren des gemischten Klebstoffes mit dem mindestens einen Schleifmittel sowie Aushärten des Klebstoffes.Finally, the present invention comprises a method for Production of an abrasive composite body, which includes the following steps includes: mixing the two components of a two-component Polyurethane or (meth) acrylate adhesive, application of the mixed Adhesive to the abrasive backing, contacting the mixed Adhesive with the at least one abrasive and curing the Adhesive.
Figur 1 zeigt schematisch einen Schleifmittelverbundkörper, welcher
einen Schleifmittelträger 1, der mittels eines zweikomponentigen (Meth)acrylatoder
Polyurethan-Klebstoffs mit einem Schleifmittel 2 verklebt ist, umfasst. Das
Schleifmittel kann hierbei flächig (Fig. 1 a) oder auf der Stirnseite oder die
Stirnfläche umfassend (Fig. 1 b) verklebt sein.
An der Oberfläche des Schleifmittels 2 sind abrasive Partikel 3
vorhanden. Die abrasiven Partikel 3 sind aus Materialien, wie sie dem
Fachmann auf diesem Gebiet bekannt sind. Beispielsweise handelt es sich hier
um natürliche oder synthetische Materialien wie Schmirgel, Granat, Flint,
Quarz, Korund, Kaliumfluoroborat, Kryolith, Chiolith, Diamant, Siliziumcarbid,
kubisches Bornitrid (CBN) oder dergleichen. Es ist weiterhin bekannt, dass
diese Partikel in verschiedenen Arten von Körnungen und Kornformen
vorhanden sein können. Der Fachmann wählt je nach Schleifproblem das oder
die geeigneten Materialien in der jeweilig angepassten Körnung oder
Körnungmischungen in der jeweilig optimalen Kornform aus. Das Schleifmittel
kann diese Partikel auf der gesamten Oberfläche oder nur auf gewissen
Bereichen aufwiesen. Bevorzugt sind jedoch die abrasiven Partikel 3 lediglich
auf einer Seite des Schleifmittels 2 vorhanden.
Besonders bevorzugt sind als Schleifmittel 2 ist ein lamellenförmiges
Schleifmittelelement.
Das Schleifmittel, beziehungsweise das lamellenförmige Schleifmittelelement,
kann seinerseits sehr unterschiedlich aufgebaut sein. Einerseits kann
es aus einem starren Material und abrasiven Partikel 3 bestehen,
beispielsweise herstellbar durch Guss- oder Sinterprozesse von Metall oder
Duromeren oder reaktiven Harzen gegebenenfalls unter Einstreuen oder
Einwalzen der abrasiven Partikel. Andererseits können sie aus mindestens
einem Gewebe oder Papier 101, mindestens einem Bindemittel 102 sowie den
abrasiven Partikel 3 aufgebaut sein, wie schematisch in Figur 1 c dargestellt.
Als Gewebe gelten auch Gelege oder Gewirke. Die hierfür eingesetzten Fasern
sind Kohlenstoff-, Glas-, Nylon- Aramid-, Baumwoll- oder Polyesterfasern
sowie Mischungen daraus. Als Bindemittel 102 für das Einbetten der abrasiven
Partikel kommen diverse polymere Kunstharze in Frage, insbesondere
Reaktionsprodukte auf Basis von Polyepoxiden, Poly(meth)acrylaten oder
Polyurethanen. Beispielsweise sind Bindemittel auf Basis von Phenol-Formaldehydharzen
beziehungsweise Polyimiden sehr geeignet. Weiterhin
geeignet als Bindmittel hierfür sind die zweikomponentigen (Meth)acrylat- oder
Polyurethanklebstoffe 4 beziehungsweise deren zugrundliegende ungefüllten
reaktiven Komponenten.
Es versteht sich von selbst dass, im Falle eines Gewebes, Geleges
oder Gewirkes 101 das Bindemittel 102 zwischen die Fasern eindringen kann
und demzufolge das Gewebe, Gelege oder Gewirke nicht nur einseitig, wie in
Figur 1 c dargestellt, sondern auch vollständig vom Bindemittel umgeben sein
kann. Ebenso klar ist, dass die abrasiven Partikel nicht nur umgeben von
Bindemittel 102 sondern auch vom Gewebe, Gelege oder Gewirke 101,
beziehungsweise deren Fasern, sein können.
Besonders bevorzugt sind die abrasiven Partikel eingebettet in das
Bindemittel, d.h. die Partikel 3 sind teilweise vom Bindemittel 102 umgeben
und ein Teil der Oberfläche des Partikels ist frei.
Zusätzlich zum Bindemittel kann gegebenenfalls noch ein Deckbinder
verwendet werden, welche über dem Bindemittel 102 angebracht wird und
beispielsweise das Bindemittel vor äusseren Einflüssen schützt.FIG. 1 schematically shows an abrasive composite body comprising an
On the surface of the abrasive 2
Particularly preferred as
The abrasive, or the lamellar abrasive element, in turn, can be constructed very differently. On the one hand, it can consist of a rigid material and
It goes without saying that, in the case of a woven fabric, fabric or knitted
The abrasive particles are particularly preferably embedded in the binder, ie the
In addition to the binder, it is optionally also possible to use a capping agent which is applied over the
Der Schleifmittelträger 1 hat eine Trägerfunktion für das Schleifmittel 2.
Üblicherweise ist der Schleifmittelträger mit einer Maschine verbunden,
insbesondere durch Anpresskräfte verbunden, so dass das Schleifmittel unter
Dreh- oder Schubbewegungen mit dem zu schleifenden Material in Kontakt
gelangt und dabei Abtragsarbeit geleistet wird.
Der Schleifmittelträger ist entweder aus einem starren Material wie
Metall oder duromere Kunststoffen oder aus einem elastischen Material
gefertigt. Elastische Materialien verfügen über den Vorteil, dass sie sich
einfach an die Konturen des zu schleifenden Werkstücks anpassen können,
und dadurch insbesondere geeignet sind für feine Schleifarbeiten oder bei
Werkstücken mit komplexer Oberflächengeometrie. Nachteilig an den
elastischen Schleifmittelträgern ist die geringere mechanische Belastbarkeit
sowie reduzierte Lebensdauer des Schleifmittelträgers.
Starre Materialien als Schleifmittelträger haben zwar höhere
mechanische Belastbarkeit, sind jedoch schwierig zu gebrauchen für
Schleifarbeiten an Werkstücken, die grosse Anteile an nicht-planen
Oberflächen aufweisen.
Der Schleifmittelträger 1 ist bevorzugt eine kreisförmige Scheibe, ein
Rad oder ein Band. Hierbei ist das Schleifmittel 2 bevorzugt auf der
flächenmässig grössten Oberfläche der Scheibe oder des Rades oder des
Bandes, insbesondere in radialen Richtung der Scheibe oder des Rades, mit
dem Schleifmittelträger 1 verklebt.
Eine weitere vorteilhafte Möglichkeit ist, dass das Schleifmittel 2 auf
der Umfangfläche des Rades oder der kreisförmigen Scheibe mit dem
Schleifmittelträger 1, insbesondere in radialer Ausrichtung, verklebt ist.The
The abrasive carrier is made of either a rigid material such as metal or thermosetting plastics or an elastic material. Elastic materials have the advantage that they can easily adapt to the contours of the workpiece to be ground, and are therefore particularly suitable for fine grinding work or workpieces with complex surface geometry. A disadvantage of the elastic abrasive carriers is the lower mechanical strength and reduced life of the abrasive carrier.
Although rigid materials as abrasive carriers have higher mechanical strength, but are difficult to use for grinding workpieces that have large amounts of non-planar surfaces.
The
A further advantageous possibility is that the abrasive 2 on the peripheral surface of the wheel or the circular disc with the
Der Klebstoff, welcher zum Verkleben von Schleifmittelträger 1 und
Schleifmittel 2 verwendet wird, ist ein zweikomponentiger Polyurethan- oder
(Meth)acrylat-Klebstoff. Der Klebstoff 4 reagiert bei Raumtemperatur bereits
sehr schnell. Es ist jedoch nicht ausgeschlossen, dass der Klebstoff auch bei
höhern Temperaturen ausgehärtet wird. Der Klebstoff wird insbesondere bei
einer Temperatur zwischen 10°C und 180°C, insbesondere zwischen 20°C und
80°C, bevorzugt zwischen 20°C und 40°C, meist bevorzugt bei
Raumtemperatur, ausgehärtet. Insbesondere beim zweikomponentigen
(Meth)acrylat-Klebstoff ist es jedoch aus Sicherheitsgründen abzuraten, bei der
Applikation und beim Aushärten höhere Temperaturen anzuwenden.The adhesive used for bonding
Wenn der Klebstoff ein zweikomponentige (Meth)acrylat-Klebstoff 4 ist,
umfasst die erste Komponente mindestens ein (Meth)acrylat-Monomer. Sowohl
mono-, di-, tri-, tetra- als auch penta- (Meth)acrylat-funktionelle Monomere sind
geeignet. Insbesondere sind als (Meth)acrylatmonomere geeignet Methylmethacrylat,
Isobornyl(meth)acrylat, Cyclohexyl(meth)acrylat, t-Butyl(meth)acrylat,
Tetrahydrofurfuryl(meth)acrylat, Dicyclopentadienyl(meth)acrylat, Dicyclopentadienyloxyethyl(meth)acrylat,
Ethylenglycoldi(meth)acrylat, Di-, Tri-, Tetraethylenglycoldi(meth)acrylat,
Propylenglycoldi(meth)acrylat Di-, Tri-, Tetrapropylenglycoldi(meth)acrylat,
Butandioldi(meth)acrylat, Hexandioldi(meth)acrylat,
Epoxy(meth)acrylate - insbesondere herstellbar aus (Meth)acrylsäure und Bisphenol-A-Diglycidylether,
Bisphenol-A-Diglycidylether-Oligomeren, Bisphenol-A
oder ethoxyliertem Bisphenol-A - Trimethyloltri(meth)acrylat, Pentaerythritoltetra(meth)acrylat,
Dipentaerythritolpenta(meth)acrylat, sowie Mischungen
dieser Monomere.
Bevorzugt haben die (Meth)acrylatmonomere eine Glasübergangstemperatur
von mehr als 55°C.
Es kann unter gewissen Umständen vorteilhaft sein, Methylmethacrylat
als (Meth)acrylat-Monomer auszuwählen. Beispielsweise kann dies der Fall
sein, wenn der intensive Geruch dieses Monomers nicht stört. Bevorzugt sind
jedoch nicht oder nur schwach riechende Monomere.
Bevorzugt umfasst die erste Komponente des zweikomponentigen
(Meth)acrylat-Klebstoffes mindestens ein Monomer ausgewählt aus der
Gruppe umfassend Isobornyl(meth)acrylat, Tetrahydrofurfuryl(meth)acrylat,
Diethylenglycoldi(meth)acrylat, Epoxy(meth)acrylate, insbesondere herstellbar
aus (Meth)acrylsäure und Bisphenol-A-Diglycidylether, Bisphenol-A-Diglycidylether-Oligomeren,
Bisphenol-A oder ethoxyliertem Bisphenol-A, Trimethyloltri(meth)acrylat,
sowie deren Mischungen.
Insbesondere bevorzugt sind Methacrylate.When the adhesive is a two-component (meth)
Preferably, the (meth) acrylate monomers have a glass transition temperature greater than 55 ° C.
It may be advantageous under some circumstances to select methyl methacrylate as the (meth) acrylate monomer. For example, this may be the case if the intense odor of this monomer does not interfere. However, preference is not or only weak-smelling monomers.
The first component of the two-component (meth) acrylate adhesive preferably comprises at least one monomer selected from the group comprising isobornyl (meth) acrylate, tetrahydrofurfuryl (meth) acrylate, diethylene glycol di (meth) acrylate, epoxy (meth) acrylates, in particular preparable from (Meth ) acrylic acid and bisphenol A diglycidyl ether, bisphenol A diglycidyl ether oligomers, bisphenol A or ethoxylated bisphenol A, trimethyloltri (meth) acrylate, and mixtures thereof.
Especially preferred are methacrylates.
Die zweite Komponente des zweikomponentigen (Meth)acrylat-Klebstoffes umfasst mindestens einen Radikalstarter. Als Radikalstarter sind alle die dem Fachmann auf dem Gebiet der (Meth)acrylat-Klebstoffe bekannten Radikalstarter. Sowohl thermische als auch photochemische Radikalstarter möglich. Bevorzugt sind als Radikalstarter Peroxide, insbesondere organische Peroxide, bevorzugt Benzoylperoxid. The second component of the two-component (meth) acrylate adhesive includes at least one radical starter. As radical starters are all those known to one skilled in the art of (meth) acrylate adhesives Radical initiator. Both thermal and photochemical radical starters possible. Preferred free-radical initiators are peroxides, in particular organic ones Peroxides, preferably benzoyl peroxide.
Besonders geeignet haben sich für diesen Zweck zweikomponentige
(Meth)acrylat-Klebstoffe aus der SikaFast® Reihe (kommerziell erhältlich bei
Sika Schweiz AG, Zürich), oder wie sie aus WO 02/070620, bekannt sind.
Der Vollständigkeit halber sei hier noch erwähnt, dass es grundsätzlich
auch möglich ist, anstelle eines zweikomponentigen (Meth)acrylat-Klebstoffes
auch einen einkomponentigen (Meth)acrylat-Klebstoff einzusetzen, der
photochemisch ausgehärtet wird. Dies wird durch Bestrahlen mit einer
Lichtquelle, insbesondere mit einer Quecksilberhochdrucklampe oder mit
einem Laser, erreicht. Nachteilig bei dieser Lösung ist jedoch die
Notwendigkeit einer solchen Lichtquelle und unter Umständen das Problem,
dass bei gewissen Ausführungsformen gemäss der vorliegenden Erfindung mit
einem Schattenwurf im Bereich des Klebstoffs zu rechnen ist.Two-component (meth) acrylate adhesives from the SikaFast® series (commercially available from Sika Schweiz AG, Zurich), or as known from WO 02/070620, have proven particularly suitable for this purpose.
For the sake of completeness, it should also be mentioned here that in principle it is also possible, instead of a two-component (meth) acrylate adhesive, to use a one-component (meth) acrylate adhesive which is cured photochemically. This is achieved by irradiation with a light source, in particular with a high-pressure mercury lamp or with a laser. A disadvantage of this solution, however, is the need for such a light source and possibly the problem that is to be expected in certain embodiments according to the present invention with a shadow in the area of the adhesive.
Wenn der Klebstoff ein zweikomponentiger Polyurethan-Klebstoff ist,
umfasst die erste Komponente des Klebstoffs mindestens ein Polyol oder ein
Polyamin und die zweite Komponente umfasst mindestens ein Polyisocyanat.
Ein Polyamin ist ein Molekül mit zwei oder mehr Amin-funktionellen
Gruppen, insbesondere primäre Amin-Gruppen. Beispiele für solche Polyamine
sind aliphatische Polyamine wie Ethylendiamin, 1,2- und 1,3-Propandiamin, 2-Methyl-1,2-propandiamin,
2,2-Dimethyl-1,3-propandiamin, 1,3- und 1,4-Butandiamin,
1,3- und 1,5-Pentandiamin, 1,6-Hexandiamin, 2,2,4- und 2,4,4-Trimethylhexamethylendiamin
und Mischungen davon, 1,7-Heptandiamin, 1,8-Octandiamin,
4-Aminomethyl-1,8-octandiamin, 1,9-Nonandiamin, 1,10-Decandiamin,
1,11-Undecandiamin, 1,12-Dodecandiamin, Methyl-bis-(3-aminopropyl)amin,
1,5-Diamino-2-methylpentan (MPMD), 1,3-Diaminopentan
(DAMP), 2,5-Dimethyl-1,6-hexamethylendiamin, cycloaliphatische Polyamine
wie 1,3- und 1,4-Diaminocyclohexan, Bis-(4-aminocyclohexyl)-methan, Bis-(4-amino-3-methylcyclohexyl)-methan,
Bis-(4-amino-3-ethylcyclohexyl)-methan,
Bis-(4-amino-3,5-dimethylcyclohexyl)-methan, 1-Amino-3-aminomethyl-3,5,5-trimethylcyclohexan
(= Isophorondiamin oder IPDA), 2- und 4-Methyl-1,3-diaminocyclohexan
und Mischungen davon, 1,3- und 1,4-Bis-(aminomethyl)-cyclohexan,
1-Cyclohexylamino-3-aminopropan, 2,5(2,6)-Bis-(aminomethyl)-bicyclo[2.2.1
]heptan (NBDA, hergestellt von Mitsui Chemicals), 3(4),8(9)-Bis-(aminomethyl)-tricyclo[5.2.1.02,6]decan,
3,9-Bis-(3-aminopropyl)-2,4,8,10-tetraoxaspiro[5.5]undecan,
1,3- und 1,4-Xylylendiamin, Ethergruppen-haltige
aliphatische Polyamine wie Bis-(2-aminoethyl)ether, 4,7-Dioxadecan-1,10-diamin,
4,9-Dioxadodecan-1,12-diamin und höhere Oligomere davon,
Polyoxyalkylen-Polyamine mit theoretisch zwei oder drei Aminogruppen,
erhältlich beispielsweise unter dem Namen Jeffamine® (hergestellt von
Huntsman Chemicals), aromatische Amine, wie beispielsweise 3,5-Diethyl-2,4(2,6)-diaminotoluol
(Lonzacure DETDA®), 3,5-Dimethylthiotoluylendiamin
(Ethacure 300®), 4,4'-Methylen-bis-(2,6-diethylanilin) (MDEA), 4,4'-Methylenbis-(3-chlor-2,6-diethylanilin)
(MCDEA), sowie Mischungen der vorgenannten
Polyamine.When the adhesive is a two-component polyurethane adhesive, the first component of the adhesive comprises at least one polyol or a polyamine and the second component comprises at least one polyisocyanate.
A polyamine is a molecule having two or more amine functional groups, especially primary amine groups. Examples of such polyamines are aliphatic polyamines such as ethylenediamine, 1,2- and 1,3-propanediamine, 2-methyl-1,2-propanediamine, 2,2-dimethyl-1,3-propanediamine, 1,3- and 1, 4-butanediamine, 1,3- and 1,5-pentanediamine, 1,6-hexanediamine, 2,2,4- and 2,4,4-trimethylhexamethylenediamine and mixtures thereof, 1,7-heptanediamine, 1,8-octanediamine , 4-aminomethyl-1,8-octanediamine, 1,9-nonanediamine, 1,10-decanediamine, 1,11-undecanediamine, 1,12-dodecanediamine, methyl bis (3-aminopropyl) amine, 1,5- Diamino-2-methylpentane (MPMD), 1,3-diaminopentane (DAMP), 2,5-dimethyl-1,6-hexamethylenediamine, cycloaliphatic polyamines such as 1,3- and 1,4-diaminocyclohexane, bis (4-aminocyclohexyl ) -methane, bis (4-amino-3-methylcyclohexyl) -methane, bis (4-amino-3-ethylcyclohexyl) -methane, bis (4-amino-3,5-dimethylcyclohexyl) -methane, 1- Amino-3-aminomethyl-3,5,5-trimethylcyclohexane (= isophorone diamine or IPDA), 2- and 4-methyl-1,3-diaminocyclohexane and mixtures thereof, 1,3- and 1,4-bis- (aminomethyl) cyclohexane, 1-cyclohexylamino-3-amine o-propane, 2,5 (2,6) -bis (aminomethyl) -bicyclo [2.2.1] heptane (NBDA, manufactured by Mitsui Chemicals), 3 (4), 8 (9) -bis (aminomethyl) tricyclo [5.2.1.0 2,6 ] decane, 3,9-bis (3-aminopropyl) -2,4,8,10-tetraoxaspiro [5.5] undecane, 1,3- and 1,4-xylylenediamine, ether group-containing aliphatic polyamines such as bis (2-aminoethyl) ether, 4,7-dioxadecane-1,10-diamine, 4,9-dioxadodecane-1,12-diamine and higher oligomers thereof, polyoxyalkylene polyamines having theoretically two or three amino groups, available, for example, under the name Jeffamine® (manufactured by Huntsman Chemicals), aromatic amines such as 3,5-diethyl-2,4 (2,6) -diaminotoluene (Lonzacure DETDA®), 3,5-dimethylthiotoluylenediamine (Ethacure 300® ), 4,4'-methylenebis (2,6-diethylaniline) (MDEA), 4,4'-methylenebis (3-chloro-2,6-diethylaniline) (MCDEA), as well as mixtures of the aforementioned polyamines.
Ein Polyol ist ein Molekül mit zwei oder mehr Hydroxy-funktionellen Gruppen. Es können beispielsweise die folgenden handelsüblichen Polyole oder beliebige Mischungen davon eingesetzt werden:
- Polyoxyalkylenpolyole, auch Polyetherpolyole genannt, welche das
Polymerisationsprodukt von Ethylenoxid, 1,2-Propylenoxid, 1,2-
oder 2,3-Butylenoxid, Tetrahydrofuran oder Mischungen davon sind, eventuell polymerisiert mit Hilfe eines Startermoleküls mit zwei oder drei aktiven H-Atomen wie beispielsweise Wasser oder Verbindungen mit zwei oder drei OH-Gruppen und/oder NH2 Gruppen. Eingesetzt werden können sowohl Polyoxyalkylenpolyole, die einen niedrigen Ungesättigtheitsgrad aufweisen (gemessen nach ASTM D-2849-69 und angegeben in Milliequivalent Ungesättigtheit pro Gramm Polyol (mEq/g)), hergestellt beispielsweise mit Hilfe von sogenannten Double Metal Cyanide Complex Katalysatoren (kurz DMC-Katalysatoren), als auch Polyoxyalkylenpolyole mit einem höheren Ungesättigtheitsgrad, hergestellt beispielsweise mit Hilfe von anionischen Katalysatoren wie NaOH, KOH oder Alkalialkoholaten. Speziell geeignet sind Polyoxypropylendiole und -triole mit einem Ungesättigtheitsgrad tiefer als 0.02 mEq/g und mit einem Molekulargewicht im Bereich von 1000 - 30'000 g/mol, Polyoxypropylendiole und -triole mit einem Molekulargewicht von 400 - 8'000 g/mol, sowie sogenannte "EO-endcapped" (ethylene oxide-endcapped) Polyoxypropylendiole oder -triole. Letztere sind spezielle Polyoxypropylenpolyoxyethylenpolyole, die beispielsweise dadurch erhalten werden, dass reine Polyoxypropylenpolyole nach Abschluss der Polypropoxylierung mit Ethylenoxid alkoxyliert werden und dadurch primäre Hydroxylgruppen aufweisen. Unter `Molekulargewicht' oder `Molgewicht' versteht man hierbei und im Folgenden stets das Molekulargewichtsmittel Mw. - Polyhydroxyterminierte Polybutadienpolyole;
- Polyesterpolyole, hergestellt beispielsweise aus zwei- bis dreiwertigen Alkoholen wie beispielsweise 1,2-Ethandiol, Diethylenglykol, 1,2-Propandiol, Dipropylenglykol, 1,4-Butandiol, 1,5-Pentandiol, 1,6-Hexandiol, Neopentylglykol, Glycerin, 1,1,1-Trimethylolpropan oder Mischungen der vorgenannten Alkohole mit organischen Dicarbonsäuren oder deren Anhydride oder Ester wie beispielsweise Bernsteinsäure, Glutarsäure, Adipinsäure, Korksäure, Sebacinsäure, Dodecandicarbonsäure, Maleinsäure, Fumarsäure, Phthalsäure, Isophthalsäure, Terephthalsäure und Hexahydrophthalsäure oder Mischungen der vorgenannten Säuren, sowie Polyesterpolyole aus Lactonen wie beispielsweise ε-Caprolacton;
- Polyetherpolyole oder Polyesterpolyole hergestellt aus 4- oder mehrwertigen Alkohole, wie Pentaerythrit, Sorbit, Mannit und andere Zuckerbasierte Alkohole.
- Polycarbonatpolyole, wie sie durch Umsetzung beispielsweise der oben genannten - zum Aufbau der Polyesterpolyole eingesetzten - Alkohole mit Dialkylcarbonaten, Diarylcarbonaten oder Phosgen zugänglich sind.
Zusätzlich zu diesen genannten Polyolen können niedrigmolekulare Verbindungen mit zwei oder mehr Hydroxylgruppen wie beispielsweise 1,2-Ethandiol, 1,2-
- Polyoxyalkylenpolyole, also called polyether polyols, which are the polymerization of ethylene oxide, 1,2-propylene oxide, 1,2- or 2,3-butylene oxide, tetrahydrofuran or mixtures thereof, possibly polymerized using a starter molecule having two or three active H atoms such as For example, water or compounds having two or three OH groups and / or NH 2 groups. Both polyoxyalkylene polyols having a low level of unsaturation (measured according to ASTM D-2849-69 and expressed in milliequivalents of unsaturation per gram of polyol (mEq / g)) prepared, for example, with the aid of so-called double metal cyanide complex catalysts (in short DMC) can be used. Catalysts), as well as polyoxyalkylene polyols having a higher degree of unsaturation, prepared for example with the aid of anionic catalysts such as NaOH, KOH or alkali metal alkoxides. Particularly suitable are polyoxypropylene diols and triols having a degree of unsaturation lower than 0.02 meq / g and having a molecular weight in the range of 1000-30,000 g / mol, polyoxypropylene diols and triols having a molecular weight of 400-8,000 g / mol, and so-called "ethylene oxide-endcapped" polyoxypropylene diols or triols. The latter are special polyoxypropylene-polyoxyethylene polyols obtained, for example, by alkoxylating pure polyoxypropylene polyols with ethylene oxide after completion of the polypropoxylation and thereby having primary hydroxyl groups. By `molecular weight` or` molecular weight` is meant here and always below the molecular weight average M w .
- Polyhydroxy-terminated polybutadiene polyols;
- Polyester polyols prepared, for example, from dihydric to trihydric alcohols, for example 1,2-ethanediol, diethylene glycol, 1,2-propanediol, dipropylene glycol, 1,4-butanediol, 1,5-pentanediol, 1,6-hexanediol, neopentyl glycol, glycerol, 1,1,1-trimethylolpropane or mixtures of the abovementioned alcohols with organic dicarboxylic acids or their anhydrides or esters such as succinic, glutaric, adipic, suberic, sebacic, dodecanedicarboxylic, maleic, fumaric, phthalic, isophthalic, terephthalic and hexahydrophthalic or mixtures of the aforementioned acids , and polyester polyols from lactones such as ε-caprolactone;
- Polyether polyols or polyester polyols prepared from 4- or polyhydric alcohols, such as pentaerythritol, sorbitol, mannitol and other sugar-based alcohols.
- Polycarbonate polyols, as they are accessible by reacting, for example, the abovementioned alcohols used to form the polyesterpolyols with dialkyl carbonates, diaryl carbonates or phosgene.
In addition to these mentioned polyols, low molecular weight compounds having two or more hydroxyl groups such as 1,2-ethanediol, 1,2- and 1,3-propanediol, neopentyl glycol, diethylene glycol, triethylene glycol, the isomeric dipropylene glycols and tripropylene glycols, the isomeric butanediols, pentanediols, Hexanediols, heptanediols, octanediols, nonanediols, decanediols, undecanediols, 1,3- and 1,4-cyclohexanedimethanol, hydrogenated bisphenol A, 1,1,1-trimethylolethane, 1,1,1-trimethylolpropane, glycerol and sugar alcohols and other higher alcohols be used.
Ein Polyisocyanat ist ein Molekül mit zwei oder mehr IsocyanatGruppen. Insbesondere handelt es sich hierbei um ein Polyurethanprepolymer, welches herstellbar ist aus Polyisocyanaten, insbesondere ausgewählt aus der Gruppe umfassend 1,6-Hexamethylendiisocyanat (HDI), 2,4- und 2,6-Toluylendiisocyanat (TDI), 4,4'-Diphenylmethandiisocyanat (MDI), 1-Isocyanato-3,3,5-trimethyl-5-isocyanatomethyl-cyclohexan (=Isophorondiisocyanat oder IPDI), deren Isomeren, deren Polymeren sowie deren Gemische, und Polyolen, insbesondere der bereits oben erwähnten Polyolen, insbesondere Polyoxyalkylenpolyolen.A polyisocyanate is a molecule having two or more isocyanate groups. In particular, this is a polyurethane prepolymer, which can be prepared from polyisocyanates, in particular selected from Group comprising 1,6-hexamethylene diisocyanate (HDI), 2,4- and 2,6-toluene diisocyanate (TDI), 4,4'-diphenylmethane diisocyanate (MDI), 1-isocyanato-3,3,5-trimethyl-5-isocyanatomethylcyclohexane (= Isophorone diisocyanate or IPDI), their isomers, their polymers and mixtures thereof, and polyols, in particular the polyols already mentioned above, in particular polyoxyalkylene polyols.
Besonders geeignet haben sich für diesen Zweck zweikomponentige Polyurethanklebstoff aus der SikaForce® Reihe (kommerziell erhältlich bei Sika Schweiz AG, Zürich).Particularly suitable for this purpose have two-component Polyurethane adhesive from the SikaForce® series (commercially available from Sika Schweiz AG, Zurich).
Die Frühfestigkeit, zumindest bis zur Erreichung einer genügend hohen
Frühfestigkeit, die das Transportieren des Schleifmittelverbundkörpers erlaubt,
eines zweikomponentiger Polyurethan- oder (Meth)acrylat-Klebstoffe ist bei
Raumtemperatur vorzugsweise innerhalb von weniger als 30 Minuten,
insbesondere weniger als 10 Minuten, gerechnet ab Mischen der zwei
Komponenten. In Sonderfällen kann sogar eine Frühfestigkeit von weniger als
5 Minuten erwünscht sein.
Weiterhin verfügen zweikomponentiger Polyurethan- oder
(Meth)acrylat-Klebstoffe über Topfzeiten bei Raumtemperatur von
vorzugsweise weniger als 20 Minuten, insbesondere von weniger als 10
Minuten. In besonderen Fällen ist eine Topfzeit von weniger als 5 Minuten
vorteilhaft.
Als besonders vorteilhaft hat sich gezeigt, wenn der zweikomponentige
(Meth)acrylat- oder Polyurethan-Klebstoff über ein thixotropes Verhalten
verfügt. Eine solche Thixotropierung kann über chemische oder physikalische
Thixotropierung erreicht werden. Weiterhin kann es von Vorteil sein, dass der
Klebstoff von pastöser Konsistenz ist. Die Thixotropierung oder pastöse
Konsistenz ist vor allem vorteilhaft, weil sie bewerkstelligen, dass ein
Schleifmittel, welches in den Klebstoff eingesteckt wird, in dieser Position
mindestens solange gehalten wird, bis der Klebstoff genügend vernetzt ist, um
dies durch den Festigkeitsaufbau zu ermöglichen. Die Thixotropierung ist
besonders bevorzugt, da durch das thixotrope Verhalten, die Schleifmittel
einfach in den Klebstoff eingesteckt werden können und dann trotzdem in
Position gehalten werden, ohne dass sie durch ihr Eigengewicht unkontrolliert
abkippen.The early strength, at least until a sufficiently high early strength that allows the abrasive composite to be transported, of a two-component polyurethane or (meth) acrylate adhesive is preferably less than 30 minutes at room temperature, more preferably less than 10 minutes, from the time of mixing the two components. In special cases even an early strength of less than 5 minutes may be desired.
Furthermore, two-component polyurethane or (meth) acrylate adhesives have pot lives at room temperature of preferably less than 20 minutes, in particular less than 10 minutes. In special cases, a pot life of less than 5 minutes is advantageous.
It has proven particularly advantageous if the two-component (meth) acrylate or polyurethane adhesive has a thixotropic behavior. Such thixotropy can be achieved via chemical or physical thixotropy. Furthermore, it may be advantageous that the adhesive is of pasty consistency. The thixotropic or pasty consistency is particularly advantageous because they accomplish that an abrasive which is inserted into the adhesive is held in this position at least until the adhesive is sufficiently crosslinked to allow this through the strength structure. The thixotropy is particularly preferred since, due to the thixotropic behavior, the abrasives can be easily inserted into the adhesive and then kept in position anyway, without them tipping uncontrollably by their own weight.
Weiterhin kann ein zweikomponentiger (Meth)acrylat- oder Polyurethan-Klebstoff je nach Bedarf weitere Bestandteile wie Füllstoffe, Trockenmittel, Katalysatoren, Thixotropiermittel, Additive wie Haftvermittler, Lichtschutzmittel, Entschäumer, Verlaufsmittel, Schlagzähigkeitsmodifikatoren enthalten. Der Fachmann wird bei deren Einsatz sein Fachwissen benutzen und in jeweils eine oder beide Komponenten einsetzen.Furthermore, a two-component (meth) acrylate or Polyurethane adhesive as needed other ingredients such as fillers, Desiccants, catalysts, thixotropic agents, additives such as adhesion promoters, Light stabilizers, defoamers, leveling agents, impact modifiers contain. The skilled person will use his expertise in their use and insert in each one or both components.
Figur 2 beschriebt eine Fächerschleifscheibe 9, welche eine
bevorzugte Ausführungsform eines Schleifmittelverbundkörpers darstellt. Hier
sind die Schleifmittel 2 lamellenförmige Schleifelemente, die teilüberlappend
und fächerartig zueinander auf einem Schleifmittelträger 1 angeordnet sind und
mittels eines zweikomponentigen (Meth)acrylat- oder Polyurethan-Klebstoffs
mit dem Schleifmittelträger 1 verklebt ist. Diese Struktur lässt sich auch als
dachziegelartige Anordnung der Schleifmittellamellen bezeichnen. Der
Schleifmittelträger 1 hat hierbei eine Form einer kreisförmigen Scheibe. Die
Scheibe hat bevorzugt eine Durchgangsbohrung 5 im Zentrum, durch welches
eine Drehspindel 7 gelangen kann. Weiterhin besitzt der Schleifmittelträger 1
bevorzugt einen Verstärkungsring 6.FIG. 2 describes a
Figur 3 beschreibt einen Teil-Querschnitt entlang der Linie AA durch
den peripheren Bereich der Fächerschleifscheibe 9 und zeigt die
dachziegelartig teilüberlappenden Schleifmittel 2, mit den abrasiven Partikel 3
an deren Oberfläche. Die Schleifmittel sind mit einem Polyurethan- oder
(Meth)acrylat-Klebstoff 4 mit dem Schleifmittelträger 1 verbunden.Figure 3 describes a partial cross section along the line AA through
the peripheral region of the
Figur 4 schliesslich beschreibt eine Ansicht einer Schleifmaschine 8
mit einer über eine Drehspindel 7, welche durch die Durchgangsbohrung 5
verbundenen Fächerschleifscheibe 9. Die Fächerschleifscheibe verfügt über
mir dem Schleifmittelträger 1 von scheibenartiger Gestalt, radial verklebte
Schleifmittel 2.Finally, FIG. 4 describes a view of a grinding
Figur 5 beschriebt eine Lamellenschleifrad 12, welches eine weitere
bevorzugte Ausführungsform eines Schleifmittelverbundkörpers darstellt. Hier
sind die Schleifmittel 2 lamellenförmige Schleifelemente, die teilüberlappend
auf einem Schleifmittelträger 1 angeordnet sind und mittels eines
zweikomponentigen (Meth)acrylat- oder Polyurethan-Klebstoffs 4 mit dem
Schleifmittelträger 1 verklebt sind. Die Schleifmittel 2 befinden sich hierbei auf
der Umlauffläche des Lamellenschleifrades. Das Lamellenschleifrad besitzt im
Achspunkt vorzugsweise eine Durchgangsbohrung und gegebenenfalls einen
Mutter 10 mit einem Gewinde 11 auf der Innenseite der Mutter. Weiterhin
verfügt das Lamellenschleifrad vorzugsweise über einen Verstärkungsring 6.FIG. 5 describes a
Figur 6 beschreibt einen Teil-Querschnitt entlang der Linie BB durch
den peripheren Bereich eines Lamellenschleifrades 12 und zeigt die
dachziegelartig teilüberlappenden Schleifmittel 2, mit den abrasiven Partikel 3
an deren Oberfläche. Die Schleifmittel sind mit einem Polyurethan- oder
(Meth)acrylat-Klebstoff 4 mit dem Schleifmittelträger 1 verbunden.Figure 6 describes a partial cross section along the line BB through
the peripheral region of a
Figur 7 schliesslich beschreibt eine schematische Ansicht eines Schleifgerätes 13 mit einer über einem Lamellenschleifrad 12.Finally, FIG. 7 describes a schematic view of a Grinder 13 with a lamella grinding wheel 12th
Eine weitere bevorzugte Ausführungsform eines Schleifverbundkörpers
stellt eine Anordnung dar, in der Schleifmittelträger 1 ein Rad ist und die
Schleifmittel 2, insbesondere von Lamellengestalt, radial auf der
Radumfangsfläche vertikal von der Umfangsfläche abstehend mit einem
zweikomponentigen Polyurethan- oder (Meth)acrylat-Klebstoffs 4 verklebt sind.Another preferred embodiment of an abrasive composite body
shows an arrangement in which the
Eine weitere bevorzugte Ausführungsform eines Schleifverbundkörpers
stellt ein Schleifband dar. Hier ist der Schleifmittelträger 1 mit dem Schleifmittel
2 flächig mit einem zweikomponentigen Polyurethan- oder (Meth)acrylat-Klebstoffs
4 verklebt. Das Schleifband kann ein Bogen oder ein Endlosband
sein.Another preferred embodiment of an abrasive composite body
represents an abrasive belt. Here is the
Weiterhin umfasst die vorliegende Erfindung auch ein Verfahren zum
Herstellung eines Schleifmittelverbundkörpers.
Dieses Verfahren umfasst zumindest die im folgenden beschriebenen
Schritte. Es werden die zwei Komponenten eines zweikomponentigen
Polyurethan- oder (Meth)acrylat-Klebstoffs 4 miteinander gemischt. Dies erfolgt
mit üblichen Mischgeräten, insbesondere mittels eines Statikmischers.
Anschliessend wird der gemischte Klebstoff auf den Schleifmitteträger
appliziert, bevorzugt in Form einer Klebstoffraupe. Dies erfolgt dort, wo die
Schleifmittel mit dem Schleifmittelträger verbunden werden sollen,
insbesondere in den peripheren Bereichen einer Scheibe oder eines Rades.
Anschliessend wird der gemischte Klebstoff mit mindestens einem Schleifmittel
vor Ablauf der Topfzeit des Klebstoffs kontaktiert.
Diese Kontaktierung erfolgt vorzugsweise derart, dass das
Schleifmittel, welches bevorzugt ein lamellenförmiges Schleifmittelelement ist,
in den gemischten und auf den Schleifmittelträger 1 applizierten
unausgehärteten Klebstoff im wesentlichen vertikal zur Schleifmittelträgeroberfläche
eingesteckt wird, so dass ein Teil der Oberfläche von Klebstoff umhüllt
ist. Eine solchen Anordnung ist in Figur 8 a) schematisch widergegeben.
Schliesslich erfolgt das Aushärten des Klebstoffs.
Zwischen Kontaktieren der Schleifmittel mit dem gemischten Klebstoff
und der Aushärtung des Klebstoffs erfolgt vorzugsweise noch ein Schritt des
Abneigens der Schleifmittel. Dadurch werden nebeneinander in den
unausgehärteten Klebstoff eingesteckte Schleifmittel aus der im wesentlichen
vertikalen Orientierung kontrolliert in eine geneigte Orientierung gebracht.
Dadurch wird eine fächerartige oder dachziegelartigen Teilüberlappung der
Schleifmittel 2 erreicht, wie sie in Figur 8 b schematisch angegeben ist. Dies
wird insbesondere durch eine Tangentialkraft erreicht, welche an den
Schleifmittel vorzugsweise an der dem Klebstoff entgegengesetzten Seite
angreift, wie dies in Figur 8a schematisch angegeben ist.
Es ist vorteilhaft, wenn die Abneigung der Schleifmittel erst erfolgt,
nachdem alle Schleifmittel mit dem Klebstoff in Kontakt gebracht worden sind.
Im Falle der Herstellung einer Fächerschleifscheibe 9 wird dieses
Abneigen der lamellenförmigen Schleifelemente vorzugsweise durch eine
kombinierte Dreh-Druckbewegung eines mit den freien Kanten der
aufstehenden lamellenförmigen Schleifelemente in Kontakt stehenden Körpers
erreicht.
Weiterhin kann es von Vorteil sein, dass die Oberfläche des
Schleifmittelträger 1 und/oder des Schleifmittels 2 vor der Verklebung einer
chemischen oder physikalischen Vorbehandlung unterworfen werden. Eine
solche Vorbehandlung beinhaltet beispielsweise Schleifen, Bürsten,
Sandstrahlen, Behandeln mit Reinigungsmitteln, Haftvermittlerlösungen oder
Primern. Dies kann beispielsweise zu erhöhter Haftung und damit zu höherer
Sicherheit und/oder Belastbarkeit des Schleifmittelverbundes führen.
Die Schritte des Mischens, der Applikation, des Kontaktieren und des
Aushärtens erfolgen typischerweise bei einer Temperatur zwischen 10°C und
180°C, üblicherweise zwischen 20°C und 80°C, insbesondere zwischen 20°C
und 40°C. Bevorzugt erfolgt dies bei Raumtemperatur.
Dieses beschriebene Verfahren ist dann vor allem einzusetzen, wenn
der verwendete Klebstoff 4 ein thixotropes Verhalten zeigt und/oder eine
pastöse Konsistenz aufweist. Furthermore, the present invention also includes a method for producing an abrasive composite body.
This method comprises at least the steps described below. The two components of a two-component polyurethane or (meth)
This contacting is preferably carried out such that the abrasive, which is preferably a lamellar abrasive element, is inserted into the mixed and applied to the
Between contacting the abrasives with the mixed adhesive and curing the adhesive, there is preferably still a step of averaging the abrasives. As a result, abrasives inserted side by side in the uncured adhesive are controllably brought into an inclined orientation from the substantially vertical orientation. As a result, a fan-like or roof-tile-like partial overlap of the
It is advantageous if the dislike of the abrasive does not occur until all the abrasive has been contacted with the adhesive.
In the case of manufacturing a
Furthermore, it may be advantageous that the surface of the
The steps of mixing, application, contacting and curing typically occur at a temperature between 10 ° C and 180 ° C, usually between 20 ° C and 80 ° C, especially between 20 ° C and 40 ° C. This is preferably done at room temperature.
This described method is to be used in particular when the adhesive 4 used shows a thixotropic behavior and / or has a pasty consistency.
- 11
- SchleifmittelträgerAbrasive backing
- 22
- Schleifmittelabrasive
- 33
- Abrasive PartikelAbrasive particles
- 44
- Polyurethan-oder (Meth)acrylat-KlebstoffPolyurethane or (meth) acrylate adhesive
- 101101
- Gewebe oder PapierTissue or paper
- 102102
- Bindemittelbinder
- 55
- DurchgangsbohrungThrough Hole
- 66
- Verstärkungsringreinforcement ring
- 77
- Drehspindelspindle
- 88th
- Schleifmaschinegrinding machine
- 99
- FächerschleifscheibeFlap disc
- 1010
- Muttermother
- 1111
- Gewindethread
- 1212
- Lamellenschleifradflap wheel
- 1313
- Schleifgerätsharpener
Claims (23)
mindestens einen Schleifmittelträger (1),
mindestens ein Schleifmittel (2), an dessen Oberfläche abrasive Partikel (3) vorhanden sind,
sowie mindestens ein ausgehärteter Klebstoff (4), der Schleifmittelträger (1) und Schleifmittel (2) miteinander verbindet,
dadurch gekennzeichnet, dass der Klebstoff (4) ein zweikomponentiger Polyurethan- oder (Meth)acrylat-Klebstoff (4) ist.Comprising abrasive composite
at least one abrasive carrier (1),
at least one abrasive (2) having abrasive particles (3) on its surface,
and at least one cured adhesive (4) which bonds abrasive carrier (1) and abrasive (2) together,
characterized in that the adhesive (4) is a two-component polyurethane or (meth) acrylate adhesive (4).
die erste Komponente des Klebstoffs mindestens ein (Meth)acrylat-Monomer, insbesondere ausgewählt aus der Gruppe umfassend Isobornyl(meth)acrylat, Tetrahydrofurfuryl(meth)acrylat, Diethylenglycoldi-(meth)acrylat, Epoxy(meth)acrylate, insbesondere herstellbar aus (Meth)acrylsäure und Bisphenol-A-Diglycidylether, Bisphenol-A-Diglycidylether-Oligomeren, Bisphenol-A oder ethoxyliertem Bisphenol-A, Trimethyloltri(meth)acrylat, sowie deren Mischungen, enthält,
und
die zweite Komponente mindestens einen Radikalstarter insbesondere ein organisches Peroxid, bevorzugt Benzoylperoxid, enthält.An abrasive composite according to any one of the preceding claims, characterized in that the cured two-component (meth) acrylate adhesive (4) is obtained by mixing two components, wherein
the first component of the adhesive at least one (meth) acrylate monomer, in particular selected from the group comprising isobornyl (meth) acrylate, tetrahydrofurfuryl (meth) acrylate, diethylene glycol di (meth) acrylate, epoxy (meth) acrylates, in particular preparable from (Meth ) acrylic acid and bisphenol A diglycidyl ether, bisphenol A diglycidyl ether oligomers, bisphenol A or ethoxylated bisphenol A, trimethyloltri (meth) acrylate, and mixtures thereof,
and
the second component contains at least one radical initiator, in particular an organic peroxide, preferably benzoyl peroxide.
und
die zweite Komponente mindestens ein Polyisocyanat enthält, insbesondere ein Polyurethanprepolymer, welches herstellbar ist aus Polyisocyanaten, insbesondere ausgewählt aus der Gruppe umfassend 1,6-Hexamethylendiisocyanat (HDI), 2,4- und 2,6-Toluylendiisocyanat (TDI), 4,4'-Diphenylmethandiisocyanat (MDI), 1-Isocyanato-3,3,5-trimethyl-5-isocyanatomethyl-cyclohexan (=Isophorondiisocyanat oder IPDI), deren Isomeren sowie deren Gemische, und Polyolen, insbesondere Polyoxyalkylenpolyolen. An abrasive composite according to any one of claims 1 to 12, characterized in that the cured two-component polyurethane adhesive (4) is obtained by mixing two components, the first component of the adhesive being at least one polyol or a polyamine,
and
the second component contains at least one polyisocyanate, in particular a polyurethane prepolymer which can be prepared from polyisocyanates, in particular selected from the group comprising 1,6-hexamethylene diisocyanate (HDI), 2,4- and 2,6-toluene diisocyanate (TDI), 4,4 'Diphenylmethane diisocyanate (MDI), 1-isocyanato-3,3,5-trimethyl-5-isocyanatomethyl-cyclohexane (= isophorone diisocyanate or IPDI), their isomers and mixtures thereof, and polyols, in particular polyoxyalkylene polyols.
aus einer zweiten Komponente, welche mindestens einen Radikalstarter insbesondere ein organisches Peroxid, bevorzugt Benzoylperoxid, enthält,
in der Herstellung eines Schleifverbundkörpers gemäss einem der Ansprüche 1 bis 14 zum Verkleben von Schleifmittelträger (1) und Schleifmittel (2).Use of a two-component (meth) acrylate adhesive consisting of a first component which comprises at least one (meth) acrylate monomer, in particular selected from the group comprising isobornyl (meth) acrylate, tetrahydrofurfuryl (meth) acrylate, diethylene glycol di (meth) acrylate, epoxy (meth) acrylates, in particular preparable from (meth) acrylic acid and bisphenol A diglycidyl ether, bisphenol A digylcidyl ether oligomers, bisphenol A or ethoxylated bisphenol A, trimethyloltri (meth) acrylate, and mixtures thereof, and contains
from a second component which contains at least one radical initiator, in particular an organic peroxide, preferably benzoyl peroxide,
in the manufacture of an abrasive composite according to any one of claims 1 to 14 for bonding abrasive carrier (1) and abrasive (2).
und
einer zweiten Komponente, welche mindestens ein Polyisocyanat enthält, insbesondere mindestens ein Polyurethanprepolymer, herstellbar aus, insbesondere mindestens einem Polyisocyanat und mindestens einem Polyol,
in der Herstellung eines Schleifverbundkörpers gemäss einem der Ansprüche 1 bis 14 zum Verkleben von Schleifmittelträger (1) und Schleifmittel (2).Use of a two-component polyurethane adhesive consisting of a first component which contains at least one polyamine or a polyol,
and
a second component which comprises at least one polyisocyanate, in particular at least one polyurethane prepolymer, preparable from, in particular at least one polyisocyanate and at least one polyol,
in the manufacture of an abrasive composite according to any one of claims 1 to 14 for bonding abrasive carrier (1) and abrasive (2).
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03027086A EP1535700A1 (en) | 2003-11-25 | 2003-11-25 | Composite abrasive article |
| EP04804572A EP1689560A1 (en) | 2003-11-25 | 2004-11-25 | Composite abrasive bodies |
| PCT/EP2004/053097 WO2005051599A1 (en) | 2003-11-25 | 2004-11-25 | Composite abrasive bodies |
| US11/896,573 US20080200106A1 (en) | 2003-11-25 | 2007-09-04 | Composite abrasive bodies |
| US12/923,873 US20110023376A1 (en) | 2003-11-25 | 2010-10-13 | Composite abrasive bodies |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03027086A EP1535700A1 (en) | 2003-11-25 | 2003-11-25 | Composite abrasive article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1535700A1 true EP1535700A1 (en) | 2005-06-01 |
Family
ID=34442871
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03027086A Withdrawn EP1535700A1 (en) | 2003-11-25 | 2003-11-25 | Composite abrasive article |
| EP04804572A Withdrawn EP1689560A1 (en) | 2003-11-25 | 2004-11-25 | Composite abrasive bodies |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04804572A Withdrawn EP1689560A1 (en) | 2003-11-25 | 2004-11-25 | Composite abrasive bodies |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US20080200106A1 (en) |
| EP (2) | EP1535700A1 (en) |
| WO (1) | WO2005051599A1 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102073668B1 (en) * | 2012-11-09 | 2020-02-05 | 니폰 덴키 가라스 가부시키가이샤 | Initial crack formation device, and formation method |
| JP6488318B2 (en) * | 2014-10-27 | 2019-03-20 | 大明化学工業株式会社 | Polishing brush |
| KR102260659B1 (en) * | 2014-12-23 | 2021-06-08 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | Shaped abrasive particles and method of forming same |
| US9914864B2 (en) | 2014-12-23 | 2018-03-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and method of forming same |
| US9707529B2 (en) | 2014-12-23 | 2017-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Composite shaped abrasive particles and method of forming same |
| US11945944B2 (en) | 2016-12-07 | 2024-04-02 | 3M Innovative Properties Company | Flexible abrasive article |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3699727A (en) * | 1971-04-30 | 1972-10-24 | Minnesota Mining & Mfg | Abrasive article and method of fabrication |
| US5170593A (en) * | 1991-03-18 | 1992-12-15 | Jason, Inc. | Method of making a perforated strip abrasive tool |
| DE10022106C1 (en) * | 2000-05-08 | 2001-07-26 | Helmut Weis Gmbh | Method for attaching sanding or polishing strips to a rotary head or disk comprises applying sanding or polishing material to strips of textile stuck to it which are coated with high viscosity, moisture-curable, one component adhesive |
| US20010052391A1 (en) * | 1995-11-16 | 2001-12-20 | 3M Innovative Properties Company | Surface treating articles and method of making same |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3925034A (en) * | 1973-05-14 | 1975-12-09 | Res Abrasive Products Inc | Resin bonded grinding wheel containing gas-filled thermoplastic resin beads and method of making it |
| US4331453A (en) * | 1979-11-01 | 1982-05-25 | Minnesota Mining And Manufacturing Company | Abrasive article |
| US4751138A (en) * | 1986-08-11 | 1988-06-14 | Minnesota Mining And Manufacturing Company | Coated abrasive having radiation curable binder |
| US5082667A (en) * | 1988-06-07 | 1992-01-21 | Abbott Laboratories | Solid pharmaceutical dosage in tablet triturate form and method of producing same |
| US5178646A (en) * | 1992-01-22 | 1993-01-12 | Minnesota Mining And Manufacturing Company | Coatable thermally curable binder presursor solutions modified with a reactive diluent, abrasive articles incorporating same, and methods of making said abrasive articles |
| DE69331839T2 (en) * | 1992-01-29 | 2002-12-12 | Takeda Chemical Industries, Ltd. | Fast-dissolving tablet and its manufacture |
| GB2282144B (en) * | 1993-08-11 | 1997-10-15 | Minnesota Mining & Mfg | Element comprising abrasive particles embedded in hot-melt adhesive on a substrate |
| DE4416113A1 (en) * | 1994-05-06 | 1995-11-09 | Bayer Ag | Water-dispersible polyisocyanate preparations |
| US5722881A (en) * | 1996-08-30 | 1998-03-03 | Merit Abrasive Products, Inc. | Flap wheel |
| US6024981A (en) * | 1997-04-16 | 2000-02-15 | Cima Labs Inc. | Rapidly dissolving robust dosage form |
| DE19853550C1 (en) * | 1998-11-20 | 2000-03-09 | Ver Schmirgel & Maschf | Flat grinding disc has laminated plate with grinding inclusions and covering layer |
| EP1266724A1 (en) * | 2001-06-12 | 2002-12-18 | sia Abrasives Industries AG | Grinding disc, intermediate product and manufacturing method of such a grinding disc |
-
2003
- 2003-11-25 EP EP03027086A patent/EP1535700A1/en not_active Withdrawn
-
2004
- 2004-11-25 WO PCT/EP2004/053097 patent/WO2005051599A1/en not_active Application Discontinuation
- 2004-11-25 EP EP04804572A patent/EP1689560A1/en not_active Withdrawn
-
2007
- 2007-09-04 US US11/896,573 patent/US20080200106A1/en not_active Abandoned
-
2010
- 2010-10-13 US US12/923,873 patent/US20110023376A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3699727A (en) * | 1971-04-30 | 1972-10-24 | Minnesota Mining & Mfg | Abrasive article and method of fabrication |
| US5170593A (en) * | 1991-03-18 | 1992-12-15 | Jason, Inc. | Method of making a perforated strip abrasive tool |
| US20010052391A1 (en) * | 1995-11-16 | 2001-12-20 | 3M Innovative Properties Company | Surface treating articles and method of making same |
| DE10022106C1 (en) * | 2000-05-08 | 2001-07-26 | Helmut Weis Gmbh | Method for attaching sanding or polishing strips to a rotary head or disk comprises applying sanding or polishing material to strips of textile stuck to it which are coated with high viscosity, moisture-curable, one component adhesive |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1689560A1 (en) | 2006-08-16 |
| WO2005051599A1 (en) | 2005-06-09 |
| US20110023376A1 (en) | 2011-02-03 |
| US20080200106A1 (en) | 2008-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60005793T2 (en) | METHOD FOR PRODUCING A GRINDED OBJECT AND GRINDED OBJECTS MANUFACTURED THEREFOR | |
| DE69212319T2 (en) | ABRASIVE COMPOSITIONS AND ITEMS CONTAINING THEM | |
| DE60022099T2 (en) | ABRASIVE METHOD AND METHOD FOR GRINDING GLASS | |
| DE69530780T2 (en) | COATED ABRASIVE OBJECT AND METHOD FOR THE PRODUCTION THEREOF | |
| DE4026336A1 (en) | TURNING TOOL | |
| EP1565529B1 (en) | Curable emulsions and abrasive articles therefrom | |
| JP2008308687A (en) | Honeycomb sandwich panel and use of two-component polyurethane adhesive in production of the same | |
| US20110023376A1 (en) | Composite abrasive bodies | |
| US4150955A (en) | Deformable non-cellular polyurethane polishing wheel | |
| US20130288060A1 (en) | Adhesive for rotor blades for wind power plants | |
| DE102013004947A1 (en) | Process for the preparation of chemical-mechanical polishing layers | |
| DE102013004942A1 (en) | Process for the preparation of chemical mechanical polishing layers having a window | |
| JPS6257467A (en) | Coating agent composition | |
| DE2317507A1 (en) | LOW DENSITY GRINDING MATERIAL USING ISOCYANURATE RESIN | |
| DE10392153T5 (en) | Abrasive and polishing method using the same | |
| US4048765A (en) | Non-cellular polyurethane wheel in a process for finishing a metal workpiece | |
| JP2002537455A (en) | Heat resistant polyurethane polymer | |
| DE3042643A1 (en) | Grinding or honing element - contains corundum shaped into platelets sharp granular abrasive and organic or inorganic bonding agent | |
| US3778241A (en) | Spheroidal peening particles adhesively bonded to a woven cloth | |
| DE69417415T2 (en) | GRINDING BELT WITH AN ENDLESS, BENDABLE, SEAMLESS CARRIER AND PRODUCTION METHOD | |
| EP1728807A1 (en) | Two-component hot melt adhesive containing water | |
| EP1138440B1 (en) | Grinding tool and method of manufacturing the same | |
| DD248313A1 (en) | METHOD FOR PRODUCING A SANDING BODY COMPOSITE | |
| DE10227805B4 (en) | Coated abrasive belt with improved adhesive and process for its preparation | |
| JP2020002574A (en) | Two-part mixed cold-cure type pavement material and elastic pavement method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20051201 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070426 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20070907 |