EP1529477A1 - Hygienepapiertücher und Papierbahn aus mehreren miteinander verbundenen Hygienepapiertüchern - Google Patents
Hygienepapiertücher und Papierbahn aus mehreren miteinander verbundenen Hygienepapiertüchern Download PDFInfo
- Publication number
- EP1529477A1 EP1529477A1 EP20030025657 EP03025657A EP1529477A1 EP 1529477 A1 EP1529477 A1 EP 1529477A1 EP 20030025657 EP20030025657 EP 20030025657 EP 03025657 A EP03025657 A EP 03025657A EP 1529477 A1 EP1529477 A1 EP 1529477A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hygiene
- edge
- edges
- hygiene paper
- paper sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47K—SANITARY EQUIPMENT; ACCESSORIES THEREFOR, e.g. TOILET ACCESSORIES
- A47K10/00—Body-drying implements; Toilet paper; Holders therefor
- A47K10/16—Paper towels; Toilet paper; Holders therefor
Definitions
- the present invention relates to a hygiene paper sheet having a substantially rectangular basic shape with four edges, wherein each two edges thereof oppose each other in a parallel relationship. Corner points are formed at the intersection of each two of the four edges, having no parallel relationship.
- the invention further relates to a paper web being constituted by a plurality of interconnected hygiene paper sheets as described above.
- paper includes tissue paper, as well as non-woven.
- a tissue paper is defined as a soft absorbent paper having a low basis weight.
- the total basis weight of multiple-ply tissue products is preferably equal to a maximum of 65 g/m 2 , more preferably to a maximum of 50 g/m 2 .
- Its density is typically below 0.6 g/cm 3 , preferably below 0.30 g/cm 3 and more preferably between 0.08 and 0.20 g/cm 3 .
- tissue is distinguished from paper production by its extremely low basis weight and its much higher tensile energy absorption index (see DIN EN 12625-4 and DIN EN 12625-5). Paper and tissue paper also differ in general with regard to the modulus of elasticity that characterizes the stress-strain properties of these planar products as a material parameter.
- a tissue's high tensile energy absorption index results from the outer or inner creping.
- the former is produced by compression of the paper web adhering to a dry cylinder as a result of the action of a crepe doctor or in the latter instance as a result of a difference in speed between two wires ("fabrics"). This causes the still moist, plastically deformable paper web to be internally broken up by compression and shearing, thereby rendering it more stretchable under load than an uncreped paper.
- Moist tissue paper webs are usually dried by the so-called Yankee drying, the through air drying (TAD) or the impulse drying method.
- the fibers contained in the tissue paper are mainly cellulosic fibres, such as pulp fibers from chemical pulp (e.g. Kraft sulfite and sulfate pulps), mechanical pulp (e.g. ground wood), thermo mechanical pulp, chemo-mechanical pulp and/or chemo-thermo mechanical pulp (CTMP). Pulps derived from both deciduous (hardwood) and coniferous (softwood) can be used.
- the fibers may also be or include recycled fibers, which may contain any or all of the above categories.
- the fibers can be treated with additives - such as fillers, softeners, such as quaternary ammonium compounds and binders, such as conventional dry-strength agents or wet-strength agents used to facilitate the original paper making or to adjust the properties thereof.
- additives such as fillers, softeners, such as quaternary ammonium compounds and binders, such as conventional dry-strength agents or wet-strength agents used to facilitate the original paper making or to adjust the properties thereof.
- the tissue paper may also contain other types of fibers, e.g. regenerated cellulosic fibres or synthetic fibers enhancing, for instance, strength, absorption, smoothness or softness of the paper.
- Tissue paper may be converted to the final tissue product in many ways, for example, by embossing or laminating it into a multi-ply product, rolled or folded.
- non-woven ISO 9092, DIN EN 29092
- non-woven a large number of extremely varied production processes are used, such as the air-laid and spun-laced techniques as well as wet-laid techniques.
- the non- woven includes mats, non-woven fabrics and finished products made thereof.
- Non-wovens may also be called textile-like composite materials, which represent flexible porous fabrics that are not produced by the classic methods of weaving warp and weft or by looping.
- non-wovens are produced by intertwining, cohesive or adhesive bonding of fibres, or a combination thereof.
- the non-woven material can be formed of natural fibres, such as cellulose or cotton fibres, but can also consist of synthetic fibres, such as Polyethylene (PE), polypropylene (PP), polyurethane (PU), polyester, nylon or regenerated cellulose, or a mix of different fibres.
- the fibres may, for example, be present in the form of endless fibres of pre-fabricated fibres of a finite length, as synthetic fibres produced in situ, or in the form of staple fibres.
- the nonwovens according to the invention may thus consist of mixtures of synthetic and cellulose fibrous material, e.g. natural vegetable fibres (see ISO 9092, DIN EN 29092).
- the paper sheet of the present invention is preferably used in hygiene or wiping products.
- non-woven ISO 9092, DIN EN 29092
- the term non-woven is applied to a wide range of products which, in terms of their properties, are located between those of paper (cf. DIN 6730, May 1996) and cardboard (DIN 6730) on the one hand, and textiles on the other hand.
- non-woven a large number of extremely varied production processes are used, such as the air-laid and spun-laced techniques as well as wet-laid techniques.
- the non- woven includes mats, non-woven fabrics and finished products made thereof.
- Non-wovens may also be called textile-like composite materials, which represent flexible porous fabrics that are not produced by the classic methods of weaving warp and weft or by looping.
- non-wovens are produced by intertwining, cohesive or adhesive bonding of fibres, or a combination thereof.
- the non-woven material can be formed of natural fibres, such as cellulose or cotton fibres, but can also consist of synthetic fibres, such as Polyethylene (PE), polypropylene (PP), polyurethane (PU), polyester, nylon or regenerated cellulose, or a mix of different fibres.
- the fibres may, for example, be present in the form of endless fibres of pre-fabricated fibres of a finite length, as synthetic,fibres produced in situ, or in the form of staple fibres.
- the nonwovens according to the invention may thus consist of mixtures of synthetic and cellulose fibrous material, e.g. natural vegetable fibres (see ISO 9092, DIN EN 29092).
- Hygiene paper sheets such as handkerchiefs, facials, kitchen towels and toilet paper having a rectangular basic shape are generally known from daily life. More particular, all known sheet products or webs of a plurality of interconnected sheets available on the market have a uniform strictly rectangular shape.
- the paper sheet products create the optical impression of a stiff, board-type flat structure without any flexibility. Moreover, the overall appearance of the paper sheet product is uninviting.
- the technical problem underlying the present invention is to provide a hygiene paper sheet or a paper web of a plurality of hygiene paper sheets having an improved appearance compared to the prior art, in particular with respect to its visual softness, as well as its visual attractiveness while still maintaining its desired properties for use, such as absorbability etc.
- a hygiene paper sheet having a substantially rectangular basic shape with four edges, the intersection of two edges forming a corner point, wherein at least one edge is formed in a non-straight manner in an area defined between two corner points each of the two corner points being formed by the intersection of the at least one edge with a corresponding other edge.
- the passage "having a substantially rectangular basic shape” is to be understood as to be only the basic shape of the paper sheet, but not the actual shape. That is, the edges do not have to be straight and the corners may be broken, so that the uniform rectangular basic shape is broken and only virtually present.
- the Applicant found that if at least one edge is formed in a non-straight manner in an area defined between two corner points, the strictly rectangular shape known from the prior art products is broken open so as to improve the appearance of the paper sheet regarding its visual softness and attractiveness. In particular, as the sharp edges of the paper sheet have been removed, it looks softer and more attractive than sheets having a uniform rectangular shape. In addition, in case e. g. of the double soft embossing, the vibration and clear chatter marks can be reduced.
- the corner is rounded.
- the corner may also be chamfered, wherein the chamfer encloses preferably an angle of about 135° with each edge connected by the chamfer.
- the angle is constituted by the chamfer on the one hand and the virtual edge of the substantially rectangular basic shape intersecting with the chamfer.
- At least one edge of the hygiene paper sheet is curved in the area between the two corner points, wherein the at least one edge may be wave-shaped.
- the at least one edge could also be arc-shaped.
- the at least one edge of the hygiene paper sheet is formed in a zigzag pattern in the area between the two corner points.
- At least two edges opposing each other a formed in the non-straight manner.
- the shape of opposing edges is complementary.
- the present invention also suggests a paper web being constituted by a plurality of interconnected hygiene paper sheets as described above.
- the hygiene paper sheets are interconnected to each other by means of perforations, wherein the perforations are formed in the non-straight manner in the area between two corner points.
- opposing edges of the hygiene paper sheets connected to the edges formed by the perforations are strait in an area between two corner points each of the two corner points being formed in the intersection of one of the two opposing edges with one of the edges formed by the perforations.
- a further object of the present invention is to provide a suitable method for manufacturing such products, which is solved respectively by the methods defined in claims 14 and 16.
- Fig. 1 shows a hygiene paper sheet 1 according to the present invention.
- the paper sheet 1 has a substantially rectangular basic shape indicated by the broken line.
- the rectangular basic shape has four edges 2a-d, each two edges 2a,b;2b,c;2c,d;2d,a form a corner point 3a-d at their intersection.
- Each two adjacent corner points 3a-d define an area A in between, as it is depicted in Fig. 1 only for corner points 3b and c (in the following reference is only made to this edge, though the other edges are equally formed).
- the edge 2c running between two adjacent corner points 3b,c and, thus, being located in the area A is formed in a non-straight manner.
- the corner points 3b,c are not directly connected to each other by a straight edge or line, respectively.
- the corners conventionally formed by the connection of two edges. i.e. the corners formed at the corner points by the broken line
- all four corners are removed, that is all four edges 2a-d are chamfered before they reach the respective corner points 3a-d.
- the angle ⁇ between the chamfer 4a-d and the respective edge 2a-d to which the chamfer is connected is preferably 135°.
- the invention should not be limited to this angle. In fact, the angle between the chamfer 4a-d and one edge 2a-d to which the chamfer is connected and the angle between the chamfer 4a-d and the other edge 2a-d to which the chamfer is connected could also be different.
- Fig. 2 shows a hygiene paper sheet 1 according to a further embodiment of the present invention. From this embodiment may be taken that the hygiene sheet 1 does not have to be formed symmetrical.
- one 2d of the four edges 2a-d is formed in a straight manner within the area defined between two corner points 3b and c.
- the other three edges 2a,b,d are formed within the area defined between two adjacent corner points 3c,d;d,a;a,b in a non-straight manner. So, two opposing edges 2b,d are curved. In particular, these two edges 2b,d are wave-shaped.
- this third edge 2a is formed in a non-straight manner between two adjacent corner points 3d,a, because the edge 2a does not completely extend between the two corner points 3d,a. More particularly the part at which the edge 2a is arched (near the corner points 3d,a), it does not coincide with the visual edge of the substantially rectangular basic shape indicated by the broken line.
- the hygiene paper sheet 1 has two opposed edges 2a,c formed in a wave-shape. It is apparent that these wave shapes are complementary. This can be best achieved by producing the hygiene paper sheet 1 from a web, wherein the opposed edges are crosswise to a machine direction (MD) in which the paper web runs. In particular, the paper web is cut transverse to the machine direction so that concurrently the same, but complementary cut is formed on two opposed edges of two subsequent paper sheets of the paper web. The methof of manufacture is described in more detail below.
- MD machine direction
- the hygiene paper sheet When at least two opposed edges are formed in a non-straight manner, that is the straight-lines of the substantially rectangular basic shape are broken, the hygiene paper sheet will be provided with an visual appearance that gives the impression of depth similar to that of soft textile material.
- the hygiene paper sheet may be border embossed or printed as it is known in the art. Further, the border embossing within the area between two corner points in which the edge is formed in a non-straight manner may have a different width to reinforce perspective impression of depths.
- the cut of the at least one edge in a non-straight manner may be technically realized by the so-called laser cut technology described below.
- a similar method is also known from EP 1 305 132.
- the most prior art cutting devices are only suitable to produce straight line cuts.
- a device for cutting the edge of a paper web in a longitudinal direction, that is in parallel to the machine direction (MD) is schematically shown.
- a paper web is running with high speed in the machine direction (MD).
- the web is cut into a plurality of hygiene paper sheets 1 or perforated and rolled so as to provide a hygiene paper web being constituted of a plurality of hygiene paper sheets being interconnected to each other by means of perforations.
- a laser source 7 is located above one or both of the longitudinal edges 2a,c (with reference to Fig. 1 to 4 the edges could also be indicated 2b,d) of the paper web.
- the laser source 7 is movable, so that the laser beam 6 moves transverse to the direction of movement of the web so as to cut the edge 2a into pattern, e.g. a wave pattern 5 as shown in Fig. 5.
- the longitudinal edge 2a or both longitudinal edges 2a,c of the paper web are cut into a wave shape.
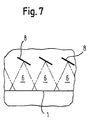
- a further method is shown. Compared to the one shown in Fig. 5 this device enables to conduct a complete cross cut through a web transverse to the machine direction. In fact, such a device enables to provide a kind of a laser curtain across the whole paper web, so as to enable a cross cut or a cross perforation. Such a laser curtain can be achieved in different ways.
- the laser source 7 is constituted by a plurality of single laser sources set in a row, which are controlled by one common means.
- a further possibility would be a row of laser sources which are controlled by mirrors 8.
- the mirrors 8could oscillate with the same frequency so that a specific area could be energized by the different laser beams.
- a continuous paper web being constituted of a plurality of interconnected hygiene paper sheets is to be produced, a plurality of cuts are conducted side by side across the paper web so as to form a perforation.
- the perforation is preferably formed in the non-straight manner, whereas the longitudinal edges of the paper web remain substantially straight. In this way, if the hygiene paper web is distributed in the form of a roll, the strait longitudinal edges form a substantially flat bottom and top of the cylindrical roll, whereas the perforated edges in the non-straight manner improve visual appearance and softness.
- the oscillating mirrors could be fixed mirrors disposed in a row, which need to be so close, that the perforated cut is created.
- the mirrors are semi-transparent so as to only divert a part of the laser beam energy so that the rest of the energy could be used by the subsequent mirrors.
Landscapes
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Sanitary Thin Papers (AREA)
- Paper (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03025657.2A EP1529477B1 (de) | 2003-11-07 | 2003-11-07 | Hygienepapiertücher und Papierbahn aus mehreren miteinander verbundenen Hygienepapiertüchern |
| PL121242U PL67723Y1 (pl) | 2003-11-07 | 2004-11-02 | Arkusz papieru toaletowego |
| PL04370969A PL370969A1 (en) | 2003-11-07 | 2004-11-02 | Toilet paper sheet, paper band and method for production of toilet paper band and method for production of toilet paper sheets |
| CO04110417A CO5640061A2 (es) | 2003-11-07 | 2004-11-03 | Lamina de papel higienico y red de papel de una pluralidad de laminas de papel higienico interconectada |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03025657.2A EP1529477B1 (de) | 2003-11-07 | 2003-11-07 | Hygienepapiertücher und Papierbahn aus mehreren miteinander verbundenen Hygienepapiertüchern |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1529477A1 true EP1529477A1 (de) | 2005-05-11 |
| EP1529477B1 EP1529477B1 (de) | 2017-03-22 |
Family
ID=34429305
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03025657.2A Expired - Lifetime EP1529477B1 (de) | 2003-11-07 | 2003-11-07 | Hygienepapiertücher und Papierbahn aus mehreren miteinander verbundenen Hygienepapiertüchern |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1529477B1 (de) |
| CO (1) | CO5640061A2 (de) |
| PL (2) | PL370969A1 (de) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010109404A3 (en) * | 2009-03-27 | 2011-01-06 | Kimberly-Clark Worldwide, Inc. | Toilet paper roll having angled sides |
| US8268429B2 (en) | 2010-06-21 | 2012-09-18 | The Procter & Gamble Company | Perforated web product |
| US8283013B2 (en) | 2010-06-21 | 2012-10-09 | The Procter & Gamble Company | Uniquely perforated web product |
| US8287977B2 (en) | 2010-06-21 | 2012-10-16 | The Procter & Gamble Company | Uniquely perforated web product |
| US8287976B2 (en) | 2010-06-21 | 2012-10-16 | The Procter & Gamble Company | Uniquely perforated web product |
| US8443725B2 (en) | 2010-06-21 | 2013-05-21 | The Procter & Gamble Company | Method of perforating a web |
| US8468938B2 (en) | 2010-06-21 | 2013-06-25 | The Procter & Gamble Company | Apparatus for perforating a web material |
| US8535483B2 (en) | 2010-06-21 | 2013-09-17 | The Procter & Gamble Company | Apparatus for uniquely perforating a web material |
| US8757058B2 (en) | 2010-06-21 | 2014-06-24 | The Procter & Gamble Company | Process for perforating a web |
| US8763523B2 (en) | 2010-06-21 | 2014-07-01 | The Procter & Gamble Company | Method of perforating a web material |
| US8763526B2 (en) | 2010-06-21 | 2014-07-01 | The Procter & Gamble Company | Apparatus for perforating a web material |
| US9259848B2 (en) | 2010-06-21 | 2016-02-16 | The Procter & Gamble Company | Method for providing a web with unique lines of weakness |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US405412A (en) | 1889-06-18 | Perforated paper | ||
| JPH06133894A (ja) | 1992-10-27 | 1994-05-17 | Shigeru Ochiai | 波形衛生用ロール紙及びその製造方法 |
| JPH0884685A (ja) | 1994-09-19 | 1996-04-02 | Sohei Shiroshita | 非直線型ミシン目入りトイレットペーパー |
| DE10038104A1 (de) | 2000-08-04 | 2002-03-21 | Sca Hygiene Prod Gmbh | Vorrichtung zum Trennen und/oder Perforieren |
-
2003
- 2003-11-07 EP EP03025657.2A patent/EP1529477B1/de not_active Expired - Lifetime
-
2004
- 2004-11-02 PL PL04370969A patent/PL370969A1/xx unknown
- 2004-11-02 PL PL121242U patent/PL67723Y1/pl unknown
- 2004-11-03 CO CO04110417A patent/CO5640061A2/es not_active Application Discontinuation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US405412A (en) | 1889-06-18 | Perforated paper | ||
| JPH06133894A (ja) | 1992-10-27 | 1994-05-17 | Shigeru Ochiai | 波形衛生用ロール紙及びその製造方法 |
| JPH0884685A (ja) | 1994-09-19 | 1996-04-02 | Sohei Shiroshita | 非直線型ミシン目入りトイレットペーパー |
| DE10038104A1 (de) | 2000-08-04 | 2002-03-21 | Sca Hygiene Prod Gmbh | Vorrichtung zum Trennen und/oder Perforieren |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 018, no. 433 (C - 1237) 12 August 1994 (1994-08-12) * |
| PATENT ABSTRACTS OF JAPAN vol. 1996, no. 08 30 August 1996 (1996-08-30) * |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010109404A3 (en) * | 2009-03-27 | 2011-01-06 | Kimberly-Clark Worldwide, Inc. | Toilet paper roll having angled sides |
| US8221864B2 (en) | 2009-03-27 | 2012-07-17 | Kimberly-Clark Worldwide, Inc | Toilet paper roll having angled sides |
| US8268429B2 (en) | 2010-06-21 | 2012-09-18 | The Procter & Gamble Company | Perforated web product |
| US8283013B2 (en) | 2010-06-21 | 2012-10-09 | The Procter & Gamble Company | Uniquely perforated web product |
| US8287977B2 (en) | 2010-06-21 | 2012-10-16 | The Procter & Gamble Company | Uniquely perforated web product |
| US8287976B2 (en) | 2010-06-21 | 2012-10-16 | The Procter & Gamble Company | Uniquely perforated web product |
| US8443725B2 (en) | 2010-06-21 | 2013-05-21 | The Procter & Gamble Company | Method of perforating a web |
| US8468938B2 (en) | 2010-06-21 | 2013-06-25 | The Procter & Gamble Company | Apparatus for perforating a web material |
| US8535483B2 (en) | 2010-06-21 | 2013-09-17 | The Procter & Gamble Company | Apparatus for uniquely perforating a web material |
| US8757058B2 (en) | 2010-06-21 | 2014-06-24 | The Procter & Gamble Company | Process for perforating a web |
| US8763523B2 (en) | 2010-06-21 | 2014-07-01 | The Procter & Gamble Company | Method of perforating a web material |
| US8763526B2 (en) | 2010-06-21 | 2014-07-01 | The Procter & Gamble Company | Apparatus for perforating a web material |
| US9259848B2 (en) | 2010-06-21 | 2016-02-16 | The Procter & Gamble Company | Method for providing a web with unique lines of weakness |
Also Published As
| Publication number | Publication date |
|---|---|
| PL67723Y1 (pl) | 2015-04-30 |
| CO5640061A2 (es) | 2006-05-31 |
| EP1529477B1 (de) | 2017-03-22 |
| PL370969A1 (en) | 2005-05-16 |
| PL121242U1 (pl) | 2013-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5383778A (en) | Strength control embossing apparatus | |
| US6423397B1 (en) | Embossed absorbent paper sheet | |
| CA2426383C (en) | Creped towel and tissue incorporating high yield fiber | |
| AU2008354617B2 (en) | Hygiene or wiping product comprising at least one patterned ply and method for patterning the ply | |
| CA2325682C (en) | Multi-ply embossed absorbent paper products | |
| US8647105B2 (en) | Embossing system and product made thereby with both perforate bosses in the cross machine direction and a macro pattern | |
| EP1529477B1 (de) | Hygienepapiertücher und Papierbahn aus mehreren miteinander verbundenen Hygienepapiertüchern | |
| US10344432B2 (en) | Absorbent paper product and method for manufacturing such absorbent paper product | |
| EP1504886A2 (de) | In Querrichtung geprägtes saugfähiges Papierprodukt | |
| MX2011005774A (es) | Producto fibroso con un relieve entramado y metodo para producir el mismo. | |
| AU2952199A (en) | Extensible paper web and method of forming | |
| US20050100715A1 (en) | Hygiene paper sheet and paper web of a plurality interconnected hygiene paper sheets | |
| MX2011005775A (es) | Rodillo de estampado en relieve para producir productos fibrosos con un relieve entramado, dispositivo que emplea dicho rodillo de estampado en relieve y proyecciones de en relieve en dicho rodillo de estampado en relieve. | |
| CA2665546A1 (en) | Paper product with visual signaling upon use | |
| EP1099539A1 (de) | Ein- oder mehrlagiges, saugfähiges geprägtes Papierprodukt | |
| EP1525977B1 (de) | Vorrichtung und Verfahren zum Prägen ein mehrlagiges Papier Produkt | |
| US20070042209A1 (en) | Multi-ply planar absorbent product and process for manufacturing such a product | |
| EP4676732A1 (de) | Tissueprodukte mit dreidimensionalem prägedesign | |
| US20130143726A1 (en) | System and method for forming ruffles on a web | |
| WO2005095713A1 (en) | Multi-ply planar absorbent product and process for manufacturing such a product | |
| AU2024330224A1 (en) | Embossed tissue products with three-dimensional structure | |
| WO2025178739A1 (en) | Embossing roll containing oblique-shaped embossing elements and process for using same | |
| HK1230680B (zh) | 吸收性纸产品和用於制造这种吸收性纸产品的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040720 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20081119 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20160929 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAR | Information related to intention to grant a patent recorded |
Free format text: ORIGINAL CODE: EPIDOSNIGR71 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| INTC | Intention to grant announced (deleted) | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| INTG | Intention to grant announced |
Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 876843 Country of ref document: AT Kind code of ref document: T Effective date: 20170415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 60350026 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170623 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 876843 Country of ref document: AT Kind code of ref document: T Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170622 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170724 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 60350026 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| 26N | No opposition filed |
Effective date: 20180102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170322 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20171107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171107 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180731 Ref country code: BE Ref legal event code: MM Effective date: 20171130 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171130 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171107 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 60350026 Country of ref document: DE Representative=s name: HOFFMANN - EITLE PATENT- UND RECHTSANWAELTE PA, DE Ref country code: DE Ref legal event code: R081 Ref document number: 60350026 Country of ref document: DE Owner name: ESSITY OPERATIONS MANNHEIM GMBH, DE Free format text: FORMER OWNER: SCA HYGIENE PRODUCTS GMBH, 68305 MANNHEIM, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171130 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20031107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170322 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20221011 Year of fee payment: 20 Ref country code: DE Payment date: 20220621 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 60350026 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171107 |