EP1431184B1 - Cigarettes packaging apparatus - Google Patents
Cigarettes packaging apparatus Download PDFInfo
- Publication number
- EP1431184B1 EP1431184B1 EP20030027917 EP03027917A EP1431184B1 EP 1431184 B1 EP1431184 B1 EP 1431184B1 EP 20030027917 EP20030027917 EP 20030027917 EP 03027917 A EP03027917 A EP 03027917A EP 1431184 B1 EP1431184 B1 EP 1431184B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cigarettes
- cigarette
- check
- shaft
- shafts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 235000019504 cigarettes Nutrition 0.000 title claims description 150
- 238000004806 packaging method and process Methods 0.000 title claims description 8
- 230000004888 barrier function Effects 0.000 claims description 6
- 230000007704 transition Effects 0.000 claims description 2
- 230000008030 elimination Effects 0.000 claims 1
- 238000003379 elimination reaction Methods 0.000 claims 1
- 238000007493 shaping process Methods 0.000 claims 1
- 238000007689 inspection Methods 0.000 description 27
- 238000003860 storage Methods 0.000 description 7
- 230000002950 deficient Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000013872 defecation Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/28—Control devices for cigarette or cigar packaging machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/04—Arranging, feeding, or orientating the cigarettes
- B65B19/10—Arranging cigarettes in layers each comprising a predetermined number
- B65B19/105—Arranging cigarettes in layers each comprising a predetermined number using rotary drums for withdrawal of successive layers from a hopper
Definitions
- the invention relates to a device for packaging ordered groups of rod-shaped objects, namely cigarette groups with cigarettes, which can be removed from a cigarette magazine by pushing out of at least one shaft unit of substantially upright cigarette trays, above the shaft unit aligned a cigarette supply adjacent and superimposed cigarettes is formed, and wherein at a distance above the cigarette trays in the region of the cigarette supply, a transversely extending control unit is formed of a series of substantially upright inspection shafts and wherein the passage of individual, successive cigarettes through the control shafts are monitored by sensors which generate a signal when the flow of cigarettes is interrupted in the area of at least one inspection slot.
- the rod-shaped objects are cigarettes, from which cigarette groups are formed as contents of a cigarette pack.
- the (cigarette)) magazine is a common part of a cigarette packaging machine.
- the cigarettes produced elsewhere are supplied to the magazine continuously or batchwise and filled into an upper storage container or hopper.
- the cigarettes are pushed out by slides or plungers to form the groups of cigarettes.
- the invention has for its object to form the aforementioned device or the (cigarette) magazine so that any disturbances due to malposition of cigarettes can be better detected.
- the device according to the invention is characterized by the features of claim 1.
- the cigarettes inside the store are in a constant downward movement to the shafts due to the removal of groups of cigarettes.
- a control unit acting as a filter is formed within the supply, allowing only properly aligned cigarettes to pass through.
- An approximately across lying or otherwise incorrectly positioned cigarette remains at the top of the control unit, namely the control wells and causes the further flow is interrupted locally. This error is detected immediately and automatically by the sensors, triggering an error message. The incorrectly positioned cigarette can then be eliminated by a machine operator.
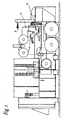
- Fig. 1 shows an application example of a packaging machine for cigarettes 10. Specifically, it is about the production of cigarette packs of the type folding box.
- a cigarette magazine 11 is an indispensable part of a packaging machine for cigarettes 10. In the area of this cigarette magazine 11, the cigarettes 10 produced elsewhere are introduced into the packaging process.
- the cigarette magazine 11 is formed in the upper part as a storage container 12 for cigarettes 10. Down close to the reservoir 12 cigarette bins 13. These are narrow, substantially upright channels in which the cigarettes 10 are conveyed downwards in upright rows, each one above the other.
- the cigarette trays 13 are bounded by shaft walls 14, which have a wedge-shaped decreasing wall thickness down.
- a plurality of cigarette shafts 13 form a shaft group or a shaft unit 15. From each of these shaft units 15 at the bottom of a cigarette group 16 is ejected in the longitudinal direction of the cigarette.
- the cigarette groups 16 are inserted in a cigarette conveyor directly adjacent to the shaft units 15, in the present example in a pocket of a cigarette turret 17.
- the cigarette magazine 11 shown in FIG. 1 is designed such that four shaft units 15 are provided four cigarette groups 16 are simultaneously ejected.
- the cigarette trays 13 are open at the top, that is, on the inlet side facing the storage container 12 for cigarettes 10.
- a cigarette supply 18 is constantly maintained by supplying cigarettes into the open-topped storage container 12.
- the cigarettes 10 are aligned next to each other, but without the formation of a specific formation. Under dead weight, the cigarettes 10 gradually reach the area of the cigarette shafts 13 and enter each one of the cigarette shafts 13 one by one.
- distribution organs are mounted at the upper ends of the shaft walls 14, namely profiled vibrating bars 19 rotating about their own longitudinal axis.
- the storage container 12 is bounded by side walls 20 which converge downwards in the direction of the shaft units 15, ie in a funnel shape.
- the shaft units 15 and outer walls 21 thereof are arranged in continuation of the side walls 20.
- a transverse cigarette is shown, hereinafter referred to as a false cigarette 22.
- parts of cigarettes, for example filters 23, may cause a disturbance.
- a (single) filter 23 or the like When the cigarette supply 18 with a defective cigarette 22, a (single) filter 23 or the like is conveyed down to the entrance side of the cigarette ducts 13, it follows that a number of cigarette ducts 13 are not supplied because of the transverse defective cigarette 22. This then results in that no or incomplete cigarette groups 16 are formed in this area.
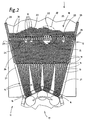
- a control unit 24 is installed at a distance above the cigarette shafts 13 in the region of the cigarette supply 18. This preferably extends over the entire width of the storage container 12, that is, over the full width of the cigarette supply 18.
- the control unit 24 forms a plurality of upright inspection shafts 25 through which correctly aligned cigarettes 10 can pass during the downward movement.
- a transverse bad cigarette 22, a filter 23 or about an upright misalignment cigarette 22 can not pass through the inspection box 25, so remain before or above the control unit 24. From this situation, an error signal is derived, and as a result, the bad cigarette 22 and the filter 23 are eliminated.
- the cigarettes 10 in the reservoir 12 can continue to be moved downwardly outside the area of the false cigarette 22 or the filter 23, respectively.
- a sub-store 26 formed below the control unit 24 is accordingly filled up unchanged and is available over the full width of the cigarette magazine 11 to the cigarette shafts 13. Accordingly, despite a fault situation, the cigarette bays 13 are still completely supplied with cigarettes 10.
- the control unit 24 consists of a series of parallel guide webs 27. These are equally spaced from each other and juxtaposed and extend across the cigarette magazine 11 and through the reservoir 12 in the longitudinal direction of the cigarette 10.
- the cigarette magazine 11 is bounded transversely to the cigarettes 10 by a front wall 28 and a rear wall 29. The distance between the front wall 28 and the rear wall 29 is slightly larger than the length of a cigarette 10.
- the guide webs 27 of the control unit 24 are completely attached to the rear wall 29.
- the guide webs 27 delimit the substantially upright inspection shafts 25 whose width or free passage cross-section is slightly larger than the diameter of a cigarette 10.
- the aligned cigarettes 10 can therefore individually, successively slide through a control shaft 25 for partial stock 26.
- a cigarette 10 in Deformation for example, a transverse bad cigarette 22 or a single filter 23, however, can not pass a control shaft 25, but is above the control unit 24 retained by this (Fig. 2, Fig. 3).
- the guide webs 27 are angled or arc-shaped, so that due to the parallel arrangement of the guide webs 27 curved inspection bays 25 arise.
- the height of the inspection shafts 25 or the guide webs 27 is limited, namely chosen such that in each case about three to ten cigarettes 10 are received in a control shaft 25, in the embodiment according to FIGS. 3 to 5 three and a half cigarettes 10.
- a special feature is the monitoring of the inspection shafts 25. If a number of inspection shafts 25 - or at least a single inspection shaft 25 - does not permit cigarette flow due to a bad cigarette 22, the vacancy of the inspection shaft 25 is detected and a signal derived therefrom.
- each inspection pit 25 is equipped with at least one sensor 31. This is arranged laterally, namely on the rear wall 29. The sensor 31, in particular a reflection light barrier, each observes a control shaft 25 along its (horizontal) longitudinal extent.
- the sensors 31 are arranged in the upper region of the inspection shafts 25. If the sensor 31 or the light barrier is free - because of missing cigarettes 10 - an information signal is derived from this.
- the miss cigarette 22 and / or the filter 23 is manually removed.
- the front wall 28 of the cigarette magazine 11 has a flap 32 which is located in the region of the control unit and allows manual access to the wrong cigarette 22 - immediately above the control unit 24. After removing the Fehlzigarette 22 and closing the flap 32, the unhindered outflow of the cigarettes 10 in the area of the inspection wells 25 continue to run.
- the sensors 31 are arranged eccentrically within the inspection shafts 25, namely at the edge of a control shaft 25 or directly at a guide web 27 delimiting the inspection shaft 25.
- the sensors 31 are thus in the region of lateral, wedge-shaped gaps 33 between successive cigarettes 10 within the control shaft 25.
- the sensors 31 are cyclically acted upon by the cigarettes 10 passed by or the photocell temporarily released, namely, when a gap 33 is formed in the region of the light barrier. This will record a dynamic image of the cigarettes 10 being moved past in the correct position.
- a malposition is detected.
- control shafts 25 are formed, which have a greater height due to a corresponding configuration of the guide webs 27, so that approximately six to seven cigarettes 10 are received in a control shaft 25.
- the guide webs 27 consist of two at an obtuse angle to each other directed web legs 36, 37 of different lengths.
- the upper, shorter web leg 36 forms by chamfer 38 a broadened, funnel-like entry region for the cigarettes 10.
- Form and arrangement of the guide webs 27 also causes in this embodiment, that only correctly aligned cigarettes 10 can flow through the inspection shafts 25 (Fig. 11).
- An incorrectly positioned, for example, false cigarette 22 is fixed in the entry region of a control shaft 25 (FIG. 9).
- the sensors 31 are positioned approximately in the middle of the inspection shafts 25, for example in the region of the rounded transition from the upper web leg 36 to the lower web leg 37.
- inspection shafts 25 are shut off at their lower outlet end, by a movable closure member in the form of a rod or a closure plunger 34. Each inspection shaft 25 is associated with such a closure plunger 34. Upon detection of an error, the affected inspection slot 25 or the affected inspection slots 25 are shut off (FIGS. 3, 4, 9, 10).
- the shutter plungers 34 remain in this position until the error is cleared and the affected control shafts 25 are released.
- the correctly positioned cigarettes 10 enter the free control shafts 25 and initially rest on the shutter plungers 34 (FIGS. 4, 10) until they are in position the starting position (Fig. 8, Fig. 11) are moved back. Now, the cigarettes 10 can flow freely, namely to fill a funnel-shaped free space 35 below the affected by the Fehlzigarette 22 inspection wells 25th
- the closing plungers 34 are movable in the longitudinal direction, by mechanical or pneumatic actuation.
- the closure plunger 34 are inserted via the rear wall 29 of the cigarette magazine 11 in the respective inspection slot 25.
- the rear wall 29 is provided with openings for the passage of the shutter plunger 34.
- each closing plunger 34 is movable transversely to the cigarettes 10. In the starting position, each closing plunger 34 lies below the associated guide web 27 (FIG. 11). By transverse movement of the shutter plunger 34 reaches into the region of the associated inspection slot 25 (Fig. 9, Fig. 10).
- each shutter plunger 34 For transverse movement of each shutter plunger 34 is attached to a pivot web 39. This is moved along a pivot angle 39, whereby a corresponding transverse movement of the shutter plunger 34 (along a circular arc) is formed.
- the pivoting web 39 is mounted on a pivot pin 40, which in turn is rotatable by an actuator, in the present case by a transversely directed finger 41, acting on the free end of an actuator, namely a (pneumatic) plunger 42.
- This causes the Pivoting movement of the finger 41 by extension movement and thus the transverse movement of the shutter plunger 34.
- the opposite movement namely the return to the starting position, is carried out here by an elastic return member, namely by a tension spring 43rd
- the actuator with pivot web 39, pivot 40, finger 41, push rod 42 and tension spring 43 is attached to a bracket 44 which is fixed to the rear wall 29 of the cigarette magazine 11.
- each distributor bodies are arranged, namely about a longitudinal axis rotatable, in this case hexagonal Studttelstäbe 30. These ensure an orderly introduction of the cigarettes 10 in one of the inspection bays 25.
- the Studttelstäbe 30 are each arranged at a small distance exactly above a guide web 27 ,
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Description
Die Erfindung betrifft eine Vorrichtung zum Verpacken von geordneten Gruppen stabförmiger Gegenstände, nämlich von Zigaretten-Gruppen mit Zigaretten, die einem Zigarettenmagazin durch Ausschieben aus mindestens einer Schachteinheit von im Wesentlichen aufrechten Zigaretten-Schächten entnehmbar sind, wobei oberhalb der Schachteinheit ein Zigaretten-Vorrat aus ausgerichtet neben- und übereinander liegenden Zigaretten gebildet ist, und wobei mit Abstand oberhalb der Zigaretten-Schächte im Bereich des Zigaretten-Vorrats eine sich quer erstreckende Kontrolleinheit aus einer Reihe von im Wesentlichen aufrechten Kontrollschächten gebildet ist und wobei der Durchtritt von einzelnen, aufeinander folgenden Zigaretten durch die Kontrollschächte von Sensoren überwacht ist, die ein Signal erzeugen, wenn im Bereich mindestens eines Kontrollschachts der Durchfluss der Zigaretten unterbrochen ist.The invention relates to a device for packaging ordered groups of rod-shaped objects, namely cigarette groups with cigarettes, which can be removed from a cigarette magazine by pushing out of at least one shaft unit of substantially upright cigarette trays, above the shaft unit aligned a cigarette supply adjacent and superimposed cigarettes is formed, and wherein at a distance above the cigarette trays in the region of the cigarette supply, a transversely extending control unit is formed of a series of substantially upright inspection shafts and wherein the passage of individual, successive cigarettes through the control shafts are monitored by sensors which generate a signal when the flow of cigarettes is interrupted in the area of at least one inspection slot.
Bei den stabförmigen Gegenständen handelt es sich um Zigaretten, aus denen Zigaretten-Gruppen als Inhalt einer Zigarettenpackung gebildet werden. Das (Zigaretten) )Magazin ist üblicher Bestandteil einer Verpackungsmaschine für Zigaretten. Die anderweitig hergestellten Zigaretten werden dem Magazin kontinuierlich oder chargenweise zugeführt und in einen oberen Vorratsbehälter bzw. Magazintrichter eingefüllt. An dessen Unterseite sind die üblicherweise mehreren Einheiten bzw. Gruppen von aufrechten Schächten angeordnet, wobei jeder Schacht durch aufrechte Schachtwände begrenzt ist, derart, dass jeweils eine ausgerichtete Reihe von übereinander liegenden Zigaretten in einem Schacht Aufnahme findet. An der Unterseite der Schachtgruppen werden die Zigaretten durch Schieber oder Stößel unter Bildung der Zigarettengruppen ausgeschoben.The rod-shaped objects are cigarettes, from which cigarette groups are formed as contents of a cigarette pack. The (cigarette)) magazine is a common part of a cigarette packaging machine. The cigarettes produced elsewhere are supplied to the magazine continuously or batchwise and filled into an upper storage container or hopper. On the underside of which are usually arranged a plurality of units or groups of upright manholes, each manhole being bounded by upright manhole walls, such that in each case an aligned series of superposed cigarettes is accommodated in a manhole. At the bottom of the shaft groups, the cigarettes are pushed out by slides or plungers to form the groups of cigarettes.
Ein Problem besteht darin, dass im Bereich des Vorrats an Zigaretten Fehlstellungen einzelner Zigaretten auftreten können. Diese führen zu einer Störung, überwiegend mit der Folge einer Maschinenabschaltung.One problem is that in the area of the stock of cigarettes malpositions of individual cigarettes may occur. These lead to a fault, mainly with the result of a machine shutdown.
Die Erkennung derartiger Störungen mit Hilfe von Sensoren, die in den Schächten angeordnet sind, ist bereits aus dem Stand der Technik gemäß
Der Erfindung liegt die Aufgabe zugrunde, die eingangs genannte Vorrichtung bzw. das (Zigaretten-)Magazin so auszubilden, dass etwaige Störungen durch Fehlstellung von Zigaretten besser erkannt werden können.The invention has for its object to form the aforementioned device or the (cigarette) magazine so that any disturbances due to malposition of cigarettes can be better detected.
Zur Lösung dieser Aufgabe ist die erfindungsgemäße Vorrichtung durch die Merkmale des Anspruchs 1 gekennzeichnet.To solve this problem, the device according to the invention is characterized by the features of claim 1.
Die Zigaretten innerhalb des Vorrats befinden sich auf Grund der Entnahme von Zigarettengruppen in einer ständigen Abwärtsbewegung zu den Schächten. Erfindungsgemäß ist innerhalb des Vorrats eine wie ein Filter wirkende Kontrolleinheit gebildet, die nur korrekt liegende, ausgerichtete Zigaretten durchtreten lässt. Eine etwa quer liegende oder in anderer Weise unkorrekt positionierte Zigarette bleibt an der Oberseite der Kontrolleinheit, nämlich der Kontrollschächte liegen und bewirkt, dass der weitere Durchfluss lokal unterbrochen ist. Dieser Fehler wird unverzüglich und automatisch durch die Sensoren erfasst unter Auslösung einer Fehlermeldung. Die unkorrekt positionierte Zigarette kann dann durch einen Maschinenführer beseitigt werden.The cigarettes inside the store are in a constant downward movement to the shafts due to the removal of groups of cigarettes. According to the invention, a control unit acting as a filter is formed within the supply, allowing only properly aligned cigarettes to pass through. An approximately across lying or otherwise incorrectly positioned cigarette remains at the top of the control unit, namely the control wells and causes the further flow is interrupted locally. This error is detected immediately and automatically by the sensors, triggering an error message. The incorrectly positioned cigarette can then be eliminated by a machine operator.
Von Bedeutung ist, dass während der Fehlstellung der Zigarette und bis zur Beseitigung derselben der Durchtritt von Zigaretten durch den "Filter" außerhalb des Bereichs der Fehlzigarette fortgesetzt wird, so dass die Zufuhr der Zigaretten zu den Schächten nicht unterbrochen ist. Weitere Merkmale der Erfindung beziehen sich auf die Gestaltung der Kontrollschächte sowie Maßnahmen im Zusammenhang mit der Beseitigung von Fehlzigaretten.Importantly, during defecation of the cigarette and until its disposal, the passage of cigarettes through the "filter" continues outside the area of the failed cigarette, so that the supply of the cigarettes to the wells is not interrupted. Further features of the invention relate to the design of the inspection wells and measures related to the removal of bad cigarettes.
Weitere Einzelheiten der Erfindung werden nachfolgend anhand eines Ausführungsbeispiels eines Zigaretten-Magazins näher erläutert. Es zeigt:
- Fig. 1
- eine Verpackungsmaschine für Zigaretten in vereinfachter Seitenansicht,
- Fig. 2
- ein (Zigaretten-)Magazin als Teil der Verpackungsmaschine in Ansicht bzw. in einem Vertikalschnitt der Schnittebene II-II in Fig. 1, bei vergrößertem Maßstab,
- Fig. 3
- einen Ausschnitt III des Magazins gemäß Fig. 2 in nochmals vergrößertem Maßstab,
- Fig. 4
- die Einzelheit gemäß Fig. 3 nach Entnahme einer fehlgestellten Zigarette,
- Fig. 5
- die Einzelheit gemäß Fig. 3 bei fehlerfreier Betriebsweise,
- Fig. 6
- die Einzelheit gemäß Fig. 3 in einem Querschnitt der Schnittebene VI-VI in Fig. 3,
- Fig. 7
- die Einzelheit gemäß Fig. 6 bei Beseitigung einer fehlgestellten Zigarette,
- Fig. 8
- die Einzelheit gemäß Fig. 6 während störungsfreier Betriebsweise, entsprechend Fig. 5,
- Fig. 9
- eine Darstellung analog zu Fig. 3 eines anderen Ausführungsbeispiels eines Zigaretten-Magazins,
- Fig. 10
- eine Darstellung analog Fig. 4, nämlich die Einzelheit gemäß Fig. 9 nach Entnahme einer fehlgestellten Zigarette,
- Fig. 11
- die Vorrichtung gemäß Fig. 9 bei ordnungsgemäßer Betriebsweise,
- Fig. 12
- die Einzelheit gemäß Fig. 9 in einem Vertikalschnitt entsprechend Schnittebene XII-XII in Fig. 9,
- Fig. 13
- ein Vertikalschnitt entsprechend Fig. 12 zu der Einzelheit gemäß Fig. 10,
- Fig. 14
- eine Betätigungsvorrichtung für ein Absperrorgan eines Kontrollschachts.
- Fig. 1
- a packaging machine for cigarettes in a simplified side view,
- Fig. 2
- a (cigarette) magazine as part of the packaging machine in view or in a vertical section of the sectional plane II-II in Fig. 1, on an enlarged scale,
- Fig. 3
- a section III of the magazine of FIG. 2 on a further enlarged scale,
- Fig. 4
- the detail according to FIG. 3 after removal of a faulty cigarette,
- Fig. 5
- the detail of FIG. 3 in error-free operation,
- Fig. 6
- the detail according to FIG. 3 in a cross section of the sectional plane VI-VI in FIG. 3,
- Fig. 7
- the detail according to FIG. 6 when removing a faulty cigarette,
- Fig. 8
- the detail according to FIG. 6 during trouble-free operation, corresponding to FIG. 5,
- Fig. 9
- a representation analogous to FIG. 3 of another embodiment of a cigarette magazine,
- Fig. 10
- 4 shows an illustration analogous to FIG. 4, namely the detail according to FIG. 9 after removal of a faulty cigarette,
- Fig. 11
- the device according to FIG. 9 under proper operation,
- Fig. 12
- the detail according to FIG. 9 in a vertical section corresponding to sectional plane XII-XII in FIG. 9, FIG.
- Fig. 13
- a vertical section corresponding to FIG. 12 to the detail of FIG. 10,
- Fig. 14
- an actuator for a shut-off device of a control shaft.
Fig. 1 zeigt als Anwendungsbeispiel eine Verpackungsmaschine für Zigaretten 10. Konkret geht es um die Herstellung von Zigarettenpackungen des Typs Klappschachtel. Ein Zigaretten-Magazin 11 ist unverzichtbarer Bestandteil einer Verpackungsmaschine für Zigaretten 10. Im Bereich dieses Zigaretten-Magazins 11 werden die anderweitig hergestellten Zigaretten 10 in den Verpackungsprozess eingeführt.Fig. 1 shows an application example of a packaging machine for
Das Zigaretten-Magazin 11 ist im oberen Teil als Vorratsbehälter 12 für Zigaretten 10 ausgebildet. Unten schließen an den Vorratsbehälter 12 Zigaretten-Schächte 13 an. Es handelt sich dabei um schmale, im Wesentlichen aufrechte Kanäle, in denen die Zigaretten 10 in aufrechten Reihen, jeweils einzeln übereinander liegend, nach unten gefördert werden. Die Zigaretten-Schächte 13 sind von Schachtwänden 14 begrenzt, die eine nach unten keilförmig abnehmende Wanddicke aufweisen.The
Jeweils mehrere Zigaretten-Schächte 13 bilden eine Schachtgruppe bzw. eine Schachteinheit 15. Aus jeder dieser Schachteinheiten 15 wird am unteren Ende eine Zigaretten-Gruppe 16 in Längsrichtung der Zigaretten ausgeschoben. Die Zigaretten-Gruppen 16 werden in einem unmittelbar zu den Schachteinheiten 15 benachbarten Zigarettenförderer eingeschoben, bei dem vorliegenden Beispiel in eine Tasche eines Zigarettenrevolvers 17. Das in Fig. 1 gezeigte Zigaretten-Magazin 11 ist so ausgebildet, dass vier Schachteinheiten 15 vorgesehen sind, also jeweils gleichzeitig vier Zigaretten-Gruppen 16 ausgeschoben werden.In each case a plurality of
Die Zigaretten-Schächte 13 sind oben offen, also auf der zum Vorratsbehälter 12 zugekehrten Eintrittsseite für Zigaretten 10. Im Vorratsbehälter 12 wird durch Zuführen von Zigaretten in den oben offenen Vorratsbehälter 12 ständig ein Zigaretten-Vorrat 18 aufrecht erhalten. Im Bereich dieses Zigaretten-Vorrats 18 sind die Zigaretten 10 ausgerichtet nebeneinander liegend, jedoch ohne Bildung einer bestimmten Formation. Unter Eigengewicht gelangen die Zigaretten 10 nach und nach in den Bereich der Zigaretten-Schächte 13 und treten einzeln jeweils in einen der Zigaretten-Schächte 13 ein. Um die Einführung der Zigaretten 10 in die Zigaretten-Schächte 13 zu erleichtern, sind an den oberen Enden der Schachtwände 14 Verteilungsorgane angebracht, nämlich um die eigene Längsachse drehende, profilierte Rüttelstäbe 19.The
Der Vorratsbehälter 12 ist durch Seitenwände 20 begrenzt, die nach unten in Richtung auf die Schachteinheiten 15 konvergierend, also trichterförmig, verlaufen. Die Schachteinheiten 15 bzw. Außenwände 21 derselben sind in Fortsetzung der Seitenwände 20 angeordnet.The
Innerhalb des Zigaretten-Vorrats 18 kann es zu Fehlstellungen von Zigaretten 10 kommen, insbesondere zu Querstellungen. In den Zeichnungen ist als Beispiel eine querliegende Zigarette gezeigt, die nachfolgend als Fehlzigarette 22 bezeichnet ist. Alternativ können auch Teile von Zigaretten, zum Beispiel Filter 23 eine Störung verursachen.Within the
Wenn der Zigaretten-Vorrat 18 mit einer Fehlzigarette 22, einem (einzelnen) Filter 23 oder dergleichen abwärts gefördert wird bis zur Eintrittsseite der Zigaretten-Schächte 13 ergibt sich, dass eine Anzahl von Zigaretten-Schächten 13 wegen der querliegenden Fehlzigarette 22 nicht versorgt werden. Dies führt dann dazu, dass in diesem Bereich keine oder unvollständige Zigaretten-Gruppen 16 gebildet werden. Um dies zu vermeiden, ist mit Abstand oberhalb der Zigaretten-Schächte 13 im Bereich des Zigaretten-Vorrats 18 eine Kontrolleinheit 24 eingebaut. Diese erstreckt sich vorzugsweise über die komplette Breite des Vorratsbehälters 12, also über die volle Breite des Zigaretten-Vorrats 18. Die Kontrolleinheit 24 bildet eine Mehrzahl von aufrechten Kontrollschächten 25, durch die korrekt ausgerichtete Zigaretten 10 bei der Abwärtsbewegung hindurchtreten können. Eine querliegende Fehlzigarette 22, ein Filter 23 oder etwa eine aufrecht ausgerichtete Fehlzigarette 22 können durch den Kontrollschacht 25 nicht hindurchtreten, bleiben also vor bzw. oberhalb der Kontrolleinheit 24 liegen. Aus dieser Situation wird ein Fehlersignal abgeleitet und als Folge davon die Fehlzigarette 22 bzw. der Filter 23 beseitigt. Während der Wirkung der Fehlzigarette 22 oder des Filters 23 können die Zigaretten 10 im Vorratsbehälter 12 außerhalb des Bereichs der Fehlzigarette 22 bzw. des Filters 23 ungehindert weiterhin abwärtsbewegt werden. Ein unterhalb der Kontrolleinheit 24 gebildeter Teilvorrat 26 wird demnach unverändert aufgefüllt und steht über die volle Breite des Zigaretten-Magazins 11 den Zigaretten-Schächten 13 zu Verfügung. Trotz einer Fehlersituation werden demnach die Zigaretten-Schächte 13 weiterhin vollständig mit Zigaretten 10 versorgt.When the
Die Kontrolleinheit 24 besteht aus einer Reihe von parallelen Führungsstegen 27. Diese sind in gleichen Abständen voneinander und nebeneinander liegend angebracht und erstrecken sich quer durch das Zigaretten-Magazin 11 bzw. durch den Vorratsbehälter 12 in Längsrichtung der Zigaretten 10. Das Zigaretten-Magazin 11 ist quer zu den Zigaretten 10 durch eine Vorderwand 28 und ein Rückwand 29 begrenzt. Der Abstand zwischen Vorderwand 28 und Rückwand 29 ist etwas größer als die Länge einer Zigarette 10. Die Führungsstege 27 der Kontrolleinheit 24 sind vollständig an der Rückwand 29 angebracht.The
Die Führungsstege 27 begrenzen die im Wesentlichen aufrechten Kontrollschächte 25, deren Breite bzw. freier Durchgangsquerschnitt geringfügig größer ist als der Durchmesser einer Zigarette 10. Die ausgerichtet liegenden Zigaretten 10 können demnach einzeln, nacheinander durch einen Kontrollschacht 25 hindurchgleiten zum Teilvorrat 26. Eine Zigarette 10 in Fehlstellung, zum Beispiel eine querliegende Fehlzigarette 22 oder ein einzelner Filter 23 kann hingegen einen Kontrollschacht 25 nicht passieren, sondern wird oberhalb der Kontrolleinheit 24 von dieser zurückgehalten (Fig. 2, Fig. 3). Die Führungsstege 27 sind abgewinkelt bzw. bogenförmig gestaltet, so dass auf Grund der parallelen Anordnung der Führungsstege 27 gebogene Kontrollschächte 25 entstehen. Die Höhe der Kontrollschächte 25 bzw. der Führungsstege 27 ist begrenzt, nämlich so gewählt, dass jeweils etwa drei bis zehn Zigaretten 10 in einem Kontrollschacht 25 Aufnahme finden, bei dem Ausführungsbeispiel gemäß Fig. 3 bis Fig. 5 dreieinhalb Zigaretten 10.The
Eine Besonderheit ist die Überwachung der Kontrollschächte 25. Wenn auf Grund einer Fehlzigarette 22 eine Anzahl von Kontrollschächten 25 - oder mindestens ein einzelner Kontrollschacht 25 - keinen Zigarettendurchfluss zulässt, wird der Leerstand des Kontrollschachts 25 erkannt und hieraus ein Signal abgeleitet. Zu diesem Zweck ist jeder Kontrollschacht 25 mit mindestens einem Sensor 31 ausgestattet. Dieser ist seitlich angeordnet, nämlich an der Rückwand 29. Der Sensor 31, insbesondere eine Reflexionslichtschranke, beobachtet je einen Kontrollschacht 25 entlang dessen (horizontaler) Längserstreckung.A special feature is the monitoring of the
Bei dem Ausführungsbeispiel gemäß Fig. 3 bis Fig. 5 sind die Sensoren 31 im oberen Bereich der Kontrollschächte 25 angeordnet. Wenn der Sensor 31 bzw. die Lichtschranke frei ist - wegen fehlender Zigaretten 10 - wird hieraus ein Informationssignal abgeleitet. Bei dem gezeigten Ausführungsbeispiel wird die Fehlzigarette 22 und/oder der Filter 23 von Hand beseitigt. Zu diesem Zweck weist die Vorderwand 28 des Zigaretten-Magazins 11 eine Klappe 32 auf, die sich im Bereich der Kontrolleinheit befindet und den manuellen Zugang zu der Fehlzigarette 22 - unmittelbar oberhalb der Kontrolleinheit 24 - ermöglicht. Nach Beseitigen der Fehlzigarette 22 und Schließen der Klappe 32 kann der ungehinderte Abfluss der Zigaretten 10 im Bereich der Kontrollschächte 25 weiterlaufen.In the exemplary embodiment according to FIGS. 3 to 5, the
Die Sensoren 31 sind gemäß Fig. 3 bis Fig. 5 innerhalb der Kontrollschächte 25 außermittig angeordnet, nämlich am Rand eines Kontrollschachts 25 bzw. unmittelbar an einem den Kontrollschacht 25 begrenzenden Führungssteg 27. Die Sensoren 31 befinden sich damit im Bereich von seitlichen, keilförmigen Lücken 33 zwischen aufeinanderfolgenden Zigaretten 10 innerhalb des Kontrollschachts 25. Dadurch werden die Sensoren 31 taktweise durch die vorbeibewegten Zigaretten 10 beaufschlagt bzw. die Lichtschranke taktweise freigegeben, nämlich wenn eine Lücke 33 im Bereich der Lichtschranke gebildet wird. Dadurch wird ein dynamisches Bild der in korrekter Stellung vorbeibewegten Zigaretten 10 aufgenommen. Bei dauerhafter Unterbrechung der Lichtschranke bzw. Abdeckung der Sensoren 31 und/oder bei dauerhaft freiliegendem Sensor 31 wird eine Fehlstellung erkannt.According to FIGS. 3 to 5, the
Bei dem Ausführungsbeispiel gemäß Fig. 9 bis Fig. 11 sind Kontrollschächte 25 gebildet, die auf Grund entsprechender Ausgestaltung der Führungsstege 27 eine größere Höhe aufweise, so dass etwa sechs bis sieben Zigaretten 10 in einem Kontrollschacht 25 Aufnahme finden. Die Führungsstege 27 bestehen aus zwei unter einem stumpfen Winkel zueinander gerichteten Stegschenkeln 36, 37 unterschiedlicher Länge. Der obere, kürzere Stegschenkel 36 bildet durch Abschrägung 38 einen verbreiterten, trichterartigen Eintrittsbereich für die Zigaretten 10. Form und Anordnung der Führungsstege 27 bewirkt auch bei diesem Ausführungsbeispiel, dass nur korrekt ausgerichtete Zigaretten 10 durch die Kontrollschächte 25 hindurchfließen können (Fig. 11). Eine beispielsweise aufrecht positionierte Fehlzigarette 22 wird im Eintrittsbereich eines Kontrollschachts 25 fixiert (Fig. 9).In the exemplary embodiment according to FIGS. 9 to 11,
Bei dem Ausführungsbeispiel gemäß Fig. 9 bis 11 (und Fig. 12, Fig. 13) sind die Sensoren 31 annähernd in der Mitte der Kontrollschächte 25 positioniert, nämlich etwa im Bereich des gerundeten Übergangs vom oberen Stegschenkel 36 zum unteren Stegschenkel 37.In the embodiment according to FIGS. 9 to 11 (and FIGS. 12, 13), the
Eine weitere Besonderheit besteht darin, dass die Kontrollschächte 25 an ihrem unteren Austrittsende absperrbar sind, und zwar durch ein bewegbares Verschlussorgan in Gestalt einer Stange bzw. eines Verschlussstößels 34. Jedem Kontrollschacht 25 ist ein derartiger Verschlussstößel 34 zugeordnet. Beim Erkennen eines Fehlers wird der betroffene Kontrollschacht 25 bzw. werden die betroffenen Kontrollschächte 25 abgesperrt (Fig. 3, Fig. 4; Fig. 9, Fig. 10).Another special feature is that the
Die Verschlussstößel 34 bleiben in dieser Position bis zu Beseitigung des Fehlers und Freigabe der betroffenen Kontrollschächte 25. Die korrekt positionierten Zigaretten 10 gelangen in die freien Kontrollschächte 25 und ruhen zunächst auf den Verschlussstößeln 34 (Fig. 4, Fig. 10), bis diese in die Ausgangsstellung (Fig. 8, Fig. 11) zurückbewegt werden. Nun können die Zigaretten 10 frei abfließen, und zwar unter Auffüllung eines trichterförmigen Freiraums 35 unterhalb der von der Fehlzigarette 22 betroffenen Kontrollschächte 25.The shutter plungers 34 remain in this position until the error is cleared and the
Bei dem Ausführungsbeispiel gemäß Fig. 3 bis Fig. 8 sind die Verschlussstößel 34 (einzeln, individuell) in Längsrichtung bewegbar, und zwar durch mechanische oder pneumatische Betätigung. Die Verschlussstößel 34 werden über die Rückwand 29 des Zigaretten-Magazins 11 in den jeweiligen Kontrollschacht 25 eingeführt. Die Rückwand 29 ist mit Öffnungen für den Durchtritt der Verschlussstößel 34 versehen.In the embodiment according to FIGS. 3 to 8, the closing plungers 34 (individually, individually) are movable in the longitudinal direction, by mechanical or pneumatic actuation. The
Bei dem Ausführungsbeispiel gemäß Fig. 9 bis Fig. 13 sind die Verschlussstößel 34 quer zu den Zigaretten 10 bewegbar. In der Ausgangsstellung liegt jeder Verschlussstößel 34 unterhalb des zugeordneten Führungsstegs 27 (Fig. 11). Durch Querbewegung gelangt der Verschlussstößel 34 in den Bereich des zugeordneten Kontrollschachts 25 (Fig. 9, Fig. 10).In the embodiment according to FIGS. 9 to 13, the closing
Zur Querbewegung ist jeder Verschlussstößel 34 an einem Schwenksteg 39 angebracht. Dieser wird längs eines Schwenkwinkels 39 bewegt, wodurch eine entsprechende Querbewegung des Verschlussstößels 34 (längs eines Kreisbogens) entsteht. Der Schwenksteg 39 ist an einem Drehzapfen 40 angebracht, der seinerseits durch ein Betätigungsorgan drehbar ist, und zwar im vorliegenden Falle durch einen quer gerichteten Finger 41, auf dessen freies Ende ein Betätigungsorgan einwirkt, und zwar ein (pneumatischer) Druckstößel 42. Dieser bewirkt die Schwenkbewegung des Fingers 41 durch Ausfahrbewegung und damit die Querbewegung des Verschlussstößels 34. Die gegenläufige Bewegung, nämlich die Rückkehr in die Ausgangsstellung, wird hier durch ein elastisches Rückholorgan ausgeführt, nämlich durch eine Zugfeder 43.For transverse movement of each
Die Betätigungsvorrichtung mit Schwenksteg 39, Drehzapfen 40, Finger 41, Druckstößel 42 und Zugfeder 43 ist an einer Halterung 44 angebracht, die an der Rückwand 29 des Zigaretten-Magazins 11 befestigt ist.The actuator with
Oberhalb der Führungsstege 27 sind jeweils Verteilerorgane angeordnet, nämlich um eine Längsachse drehbare, im vorliegenden Falle sechseckige Rüttelstäbe 30. Diese sichern eine geordnete Einführung der Zigaretten 10 in einen der Kontrollschächte 25. Die Rüttelstäbe 30 sind mit geringem Abstand jeweils exakt oberhalb eines Führungsstegs 27 angeordnet.Above the
Claims (9)
- Apparatus for the packaging of ordered groups of stick-shaped articles, to be precise of cigarette groups (16) with cigarettes (10), which can be extracted from a cigarette magazine (11) by being pushed out from at least one shaft unit (15) of essentially vertical cigarette shafts (13), there being formed above the shaft unit (15) a cigarette stock (18) consisting of cigarettes (10) lying in alignment next to and above one another, and there being formed at a distance above the cigarette shafts (13), in the region of the cigarette stock (18), a transversely extending check unit (24) consisting of a series of essentially vertical check shafts (25), and the passage of individual successive cigarettes (10) through the check shafts (25) being monitored by sensors (31) which generate a signal when the throughflow of cigarettes (10) is interrupted in the region of at least one check shaft (25), characterized by the following features:a) each check shaft (25) is assigned a sensor (31) of a reflection light barrier, acting in the longitudinal direction of the cigarettes (10) for detecting the contents of the check shaft (25),b) the sensors (31) are arranged on a rear wall (29) of the cigarette magazine (11),c) the check shafts (25) are designed arcuately or in angled form by the corresponding shaping of guide webs (27) delimiting the check shafts (25), in such a way that a passage of vertical cigarettes (10) or filters (23) through a check shaft (25) is ruled out on account of the geometric shape of the latter,d) the guide webs (27) consist of two web legs (36, 37) directed at an obtuse angle to one another, the sensors (31) being positioned approximately in the middle of the check shafts (25), to be precise at the transition from the upper web leg (36) to the lower web leg (37).
- Apparatus according to Claim 1, characterized in that the height of the check shafts (25) corresponds to a diameter of three to ten successive cigarettes (10).
- Apparatus according to Claim 1 or one of the further claims, characterized in that the check shafts (25) form a funnel-like upper entry region for the cigarettes (10), in particular by bevelling (38) on the guide webs (27).
- Apparatus according to Claim 1 or one of the further claims, characterized in that the sensor (31) or the light barrier is positioned eccentrically within a check shaft (25), in such a way that the sensor (31) or its test beam is active in the region of marginal gaps (33) formed between successive cigarettes (10), a fault signal being generated by a sensor (31) when the test beam is not interrupted by cigarettes for a lengthy defined period of time.
- Apparatus according to Claim 1 or one of the further claims, characterized in that, in the absence of a throughflow of successive cigarettes (10) positioned in an ordered manner through a check shaft (25), the latter can be shut off in the region of a lower exit issue, in particular by means of a movable closing pushrod (34) for each check shaft (25), the shut-off of the check shaft (25) being capable of being cancelled when, after the elimination of a fault, cigarettes (10) lie ready in an ordered position within the respective check shaft (25).
- Apparatus according to Claim 5 or one of the further claims, characterized in that, the closing pushrods (34) are movable in their longitudinal direction or in the longitudinal direction of the cigarettes (10) out of a position outside a check shaft (25) into a shut-off position within the respective check shaft (25).
- Apparatus according to Claim 6 or one of the further claims, characterized in that the closing pushrods (34), in their initial position, are arranged beneath an assigned guide web (27), so as to point in the longitudinal direction of the latter, and can be moved by transverse movement into the region of the respective check shaft (25).
- Apparatus according to Claim 7 or one of the further claims, characterized in that each closing pushrod (34) is arranged on a pivoting web (39) and can be moved transversely by means of pivoting movement of the pivoting web (39).
- Apparatus according to Claim 1 or one of the further claims, characterized in that a vertical wall of the cigarette magazine (11), in particular a front wall (28), has in the region of the check unit (24) a flap (32) which, in the event of a fault signal, can be actuated in order to eliminate faulty cigarettes (22) or individual filters (23).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2002159219 DE10259219A1 (en) | 2002-12-17 | 2002-12-17 | Device for packaging cigarettes |
| DE10259219 | 2002-12-17 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1431184A2 EP1431184A2 (en) | 2004-06-23 |
| EP1431184A3 EP1431184A3 (en) | 2005-11-16 |
| EP1431184B1 true EP1431184B1 (en) | 2007-10-24 |
Family
ID=32336438
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20030027917 Expired - Lifetime EP1431184B1 (en) | 2002-12-17 | 2003-12-04 | Cigarettes packaging apparatus |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1431184B1 (en) |
| DE (2) | DE10259219A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024134296A1 (en) * | 2022-12-21 | 2024-06-27 | G.D S.P.A. | Method to control a hopper for a packaging machine for smoking articles |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITBO20040719A1 (en) * | 2004-11-19 | 2005-02-19 | Gd Spa | SUPPLY DEVICE ORGANIZED GROUPS OF CIGARETTES |
| CN105883043A (en) * | 2016-06-13 | 2016-08-24 | 昆明红实科技有限公司 | Pre-arrangement device for cigarettes in packing machine cigarette library GDX2 |
| CN106081236A (en) * | 2016-08-16 | 2016-11-09 | 河南新平科烟草机械有限公司 | A kind of cigarette packing machine preliminary finish device |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2709700C2 (en) | 1977-03-05 | 1987-04-23 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Device for filling trays with rod-shaped articles of the tobacco processing industry |
| DE2826539C2 (en) * | 1977-06-30 | 1984-09-27 | Molins Ltd., London | Cigarette feeder |
| IT1172946B (en) | 1983-12-20 | 1987-06-18 | Sasib Spa | DEVICE FOR THE FORMATION OF ORDINATED GROUPS OF CIGARETTES IN CIGARETTES PACKAGING MACHINES |
| DE3609094A1 (en) * | 1985-04-13 | 1986-10-23 | Maschinenfabrik Fr. Niepmann GmbH u. Co, 5820 Gevelsberg | DEVICE FOR CHECKING THE QUALITY OF ROD-SHAPED, CYLINDRICAL ITEMS, PREFERABLY CIGARETTES |
| DE3729213A1 (en) * | 1987-09-02 | 1989-03-16 | Focke & Co | DEVICE FOR CHECKING CIGARETTES AND EXCEPTIONALLY FAULTY CIGARETTES |
| DE3812689A1 (en) * | 1988-04-16 | 1989-11-02 | Focke & Co | DEVICE FOR CHECKING CIGARETTES |
| US5259402A (en) | 1991-12-04 | 1993-11-09 | Philip Morris Incorporated | Cigarette hopper vane jam prevention device |
| IT1308976B1 (en) | 1999-01-15 | 2002-01-15 | Gd Spa | METHOD FOR FORMING GROUPS OF CIGARETTES IN A CIGARETTE PACKING MACHINE. |
| DE19903777A1 (en) * | 1999-02-01 | 2000-08-03 | Focke & Co | Method and device for detecting and removing defective and / or incorrectly positioned cigarettes |
-
2002
- 2002-12-17 DE DE2002159219 patent/DE10259219A1/en not_active Withdrawn
-
2003
- 2003-12-04 DE DE50308455T patent/DE50308455D1/en not_active Expired - Lifetime
- 2003-12-04 EP EP20030027917 patent/EP1431184B1/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024134296A1 (en) * | 2022-12-21 | 2024-06-27 | G.D S.P.A. | Method to control a hopper for a packaging machine for smoking articles |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1431184A3 (en) | 2005-11-16 |
| EP1431184A2 (en) | 2004-06-23 |
| DE10259219A1 (en) | 2004-07-15 |
| DE50308455D1 (en) | 2007-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60121670T2 (en) | Device for forming cigarette groups | |
| DE60301642T2 (en) | Method and device for selecting and feeding articles | |
| DE69400785T2 (en) | Method for feeding tobacco articles, especially cigarettes, to a continuously operating packaging machine | |
| EP1026079B1 (en) | Method and device for detecting and removing defective and/or defectively positioned cigarettes | |
| EP0249791B1 (en) | Method and device for separating faulty cigarettes in combination with a cigarette packing machine | |
| DE19617014A1 (en) | Method and device for refilling filling material in the wells of a film web | |
| EP2922758A1 (en) | Method and apparatus for filling packs with products | |
| DE3344907C2 (en) | Device for supplying cigarettes | |
| EP2028142A1 (en) | Cartridge for storage rods for storing sausage-form products and method for supplying storage rods to be filled with the sausage-form products | |
| DE3808964A1 (en) | DEVICE FOR SEPARATING CIGARETTES | |
| EP0198282B1 (en) | Checking device for the quality of rod-like articles, particularly cigarettes | |
| DE69015329T2 (en) | FEEDER FOR SMALL PARTS. | |
| DE2419445A1 (en) | PACKAGING DEVICE FOR PACKAGING ROLLS, IN PARTICULAR COIN ROLLS | |
| DE3930917C2 (en) | Device for separating cigarettes | |
| EP0141322A1 (en) | Device for packing cigarettes | |
| EP0231779B1 (en) | Method and device for checking cigarettes | |
| EP1431184B1 (en) | Cigarettes packaging apparatus | |
| DE1548210A1 (en) | Machine for testing glass containers or the like. | |
| DE3509711C2 (en) | Device for supplying cigarettes to the wrapping line of a packaging machine | |
| DE4314878A1 (en) | Wrapping, box-filling and closing machine for foil-roll products | |
| DE4205879C1 (en) | ||
| DE3543232A1 (en) | DEVICE FOR THE SUPPLY OF THE CIGARETTES FOR THE COVERING SECTION OF A PACKING MACHINE | |
| WO1983001020A1 (en) | Method and device for putting work pieces in order | |
| EP0307661B1 (en) | Device for checking cigarettes and singling out faulty ones | |
| DE3723407C2 (en) | Process for forming groups of filter cigarettes in a packaging machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: FOCKE & CO. (GMBH & CO. KG) |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: 7B 65B 19/28 B Ipc: 7B 65B 19/30 A Ipc: 7A 24C 5/34 B |
|
| TPAC | Observations by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| 17P | Request for examination filed |
Effective date: 20060125 |
|
| AKX | Designation fees paid |
Designated state(s): DE GB IT |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 50308455 Country of ref document: DE Date of ref document: 20071206 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20071121 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20080725 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20151202 Year of fee payment: 13 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20161204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161204 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20171220 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20171221 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50308455 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190702 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181204 |