EP1400324A1 - A grip device for products to be automatically sliced - Google Patents
A grip device for products to be automatically sliced Download PDFInfo
- Publication number
- EP1400324A1 EP1400324A1 EP03020923A EP03020923A EP1400324A1 EP 1400324 A1 EP1400324 A1 EP 1400324A1 EP 03020923 A EP03020923 A EP 03020923A EP 03020923 A EP03020923 A EP 03020923A EP 1400324 A1 EP1400324 A1 EP 1400324A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- products
- grip
- soles
- vacuum
- grip device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B11/00—Work holders not covered by any preceding group in the subclass, e.g. magnetic work holders, vacuum work holders
- B25B11/005—Vacuum work holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/018—Holding the work by suction
Definitions
- the present invention refers to a grip device for products to be automatically sliced.
- the grip arms are operated by steering mechanisms and step by step adjustable feeding devices for the timed slicing with automatic moving backwards according to the filling of the wrapping trays and/or the preset weight of the sliced product.
- Object of the present invention is to remove the above-mentioned drawbacks. According to the present invention, this and other purposes resulting from the following description are obtained by a grip device for products to be automatically sliced having the characterizing features of claim 1.
- the grip device for products to be automatically sliced of the present invention allows obtaining the following results: during the pressing and forming step of the compacted and frozen product, each mould of product to be sliced is associated and engaged to a side sole that, engages with some suction means connected to a vacuum suction device during the slicing step. Said suction means laterally sustain the moulds and keep them perfectly aligned on the supports of the slicing machines with respect to the blades.
- Each mould can be completely sliced until it reaches the lateral sole with a very small amount of rejects.
- the grip device of the present invention can be advantageously adopted to slice the moulds of compacted frozen and vacuum wrapped products and, particularly, for compacted and frozen products obtained using moulds made of two U-shaped half shells that are opposite coupled and associated to an elastic body such as a carriage spring that externally engages to the integral side bottom of the upper half shell.
- Said spring is preloaded during the initial pressing step at room temperature with the possibility to progressively release its tension against the bottom and pressing against the meats in order to recover their natural shrinkage and an almost perfect forming during the subsequent refrigeration at low temperature.
- Said moulds are not described in detail as they are already known and object of the Italian patent application no. RE2000U000014 filed on March 23 rd , 2000.
- the advantages obtained by the grip device of the present invention essentially consist in that the almost even configuration of the moulds with the faces placed in a parallel and orthogonal position with respect to the length of the product allows obtaining slices with the same weight and shape from the beginning of the slicing step to end of the lateral sole, thus considerably reducing rejects.
- Other advantages consist in the fact that the slicing is securely carried out and jams, working times and rejects are greatly reduced thus obtaining an economic advantage and a product with high aesthetical qualities as regards the shape of the slices, their accurate placing, their exact number and correspondence to the preset weight.
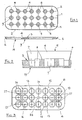
- the grip device for products to be automatically sliced of the present invention comprises soles 1 preferably made of plastic material for food but not limited to it with a lip-shaped peripheral frame 2.
- This shape allows their application both in the forming of moulds of compacted and vacuum-wrapped products and, particularly, in the form of moulds of compacted products obtained by means of the moulds described and claimed in the previously mentioned Italian patent application with a correct positioning against the steel walls so as to avoid peripheral extrusions of the meats during the pressing step.
- From the internal surface 3 of the soles 1 some circular cutting dies 4 equipped with a circumferential lip 5 with a cutting truncated conical-shaped line 6 protrude.
- each cutting die there is a recess 7 from the base of which various pins 8 starting from the bottom of the same recess protrude overcoming the level 3 of the internal surface of the soles 1.
- the cutting peripheral edge 6 of the cutting dies 4 whose function is to penetrate and constrain the meats of the moulds 10 of the product to be sliced during the pressing step (if the above-mentioned moulds are used) or with vacuum meats (if any traditional mould with a vacuum wrapped product is used). Meats can also partially get into the recess 7 but in a limited way as they are prevented from the pins 8 sustaining them while an empty space remains below.
- each cutting die 4 there is a pass-through hole 9.
- the moulds of meats 10 that are so connected to the correspondent lateral soles 1 and subsequently frozen, are then conveyed to the slicing machines to be turned into sliced product wrappings having an equal weight, quantity of slices and general aspect (except for the accepted tolerances).
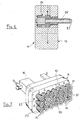
- some grip heads 11 are installed, on their front surfaces 12 the same number of cylindrical bodies 13 equipped with as many bellow suction cups 14, corresponding to the number of holes 9 present on the cutting dies 4 are placed.
- a stiffening ring 15 is preferably applied inside the first circular fold of each bellow suction cup 14 in order to keep the external lip in shape.
- the cylindrical bodies 13 are equipped with a central pass-through hole 16 connecting to an intermediate common chamber 17 that, in its turn, is connected through a valve 18 to a vacuum apparatus which is not shown.
- the moulds 10 are then placed on conveyor belts and conveyed to the high speed slicing machines; each of them sequentially moves forward step by step and aligns with the front surface 12 of a grip head 11 through the corresponding sole 1; in this way, each hole 9 of each sole 1 is aligned with a correspondent cylindrical body 13 of the grip head 11 with the relevant bellow suction cup 14 that gets into contact with the external surface 19 of the same sole.
- a feeler pin 20 equipped with a return spring 21 for the vacuum activation is placed; by means of its push rod 22, it "feels" the presence of the soles 1 with their relevant moulds 10 when the external surface 19 of the same soles is placed in the front part and leans to the suction cups 14.
- the push rod 22 is pushed by the soles 1 and moves backwards so that its rear extension 22' protruding in the opposite part of the grip head 11 gets out and presses against the actuator 23 of a microswitch 24 in order to activate the vacuum production system which is required to obtain the adhesion between the parts.
- the same effect of vacuum activation and keeping causes the loading of the springs 25 of the mechanical ejectors 26 whose pushers 27 protrude from the front surface 12 between the suction cups 14 and lean against the same external surface 19 of the soles 1.
- the holes 16 of the cylindrical bodies 13 are made with a higher diameter than the correspondent holes 9 of the soles 1 in order to avoid that too much air gets in if there is no meat in front of some holes 9 and the vacuum adhesion can be kept for the time required to wholly slice each mould.
- the moulds 10 of compacted and frozen products connected to the soles 1 and vacuum-constrained to the grip head 11 are then submitted to the high speed slicing.
- an end stop feeler pin the slicing machine is provided with, which is not shown, will act on the valve 18 in order to stop the vacuum flow and open it to the atmosphere.
- the suction cups completely lose their adhesion to the surface 19 of the sole 1, thus allowing the pushers 27 of the ejector means 26 together with the push rod 22 of the feeler pin 20 to take their original positions by the extensions of the relevant return springs 25 and 21 with the subsequent detachment of the sole 1 from the head 11.
- the sole 1 will be conveyed into appropriate collection bays while the trolley and the relevant head 11, moving backwards allow the repositioning of a new mould 10 equipped with the sole 1 and the beginning of a new slicing cycle.
- the grip heads 11 can be applied to any type of high speed slicing machines equipped with the required programmable motions of the slicing systems.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Meat, Egg Or Seafood Products (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Confectionery (AREA)
- Container Filling Or Packaging Operations (AREA)
Abstract
Description
- The present invention refers to a grip device for products to be automatically sliced.
- It is known that cold pork meats and/or rare meats such as raw hams, cooked hams, Tyrol smoked hams and dried salt beef are presently put on the market also after having been previously sliced. In order to reach this purpose, products are more or less regularly formed according to the moulds and then frozen. The moulds are subsequently placed on conveyor belts leading them to the high speed slicing machines that are equipped with toothed pliers arms or opposite curved toothed pliers arms.
- The grip arms are operated by steering mechanisms and step by step adjustable feeding devices for the timed slicing with automatic moving backwards according to the filling of the wrapping trays and/or the preset weight of the sliced product.
- Even though the above-described procedure is widely used, is not free from drawbacks:
- a) the grip teeth of the pliers often get stuck among the nerves of the meats to be treated so that the end part of the moulds of frozen product gets caught and blocked in position thus causing the interruption of the automatic operating cycle of the slicing machines; the cycle can start again only after having manually removed the stuck residue with a clear waste of time and productivity;
- b) the starting part of the frozen product is almost always quite uneven and therefore the first slices that are cut and collected into the wrapping trays are neither regular nor whole and, consequently, in addition to the lack of appearance of at least the first wrapping of each mould, it is difficult to reach the preset weight, comprised within the fixed margin of tolerance, therefore the wrappings having a lower or a higher weight are rejected;
- c) the portion of product kept by the pliers cannot be sliced because if the cutting disk of the slicing machine gets in touch with the pliers teeth, it breaks or damage due to its very high speed and to the quality of the material it is made of; the portion of product that cannot be sliced is usually quite considerable and it is therefore removed and collected into containers to be used for secondary food uses such as the preparation of meat sauces and the like, whose values are undoubtedly lower than the ones of the sliced hams.
-
- Object of the present invention is to remove the above-mentioned drawbacks. According to the present invention, this and other purposes resulting from the following description are obtained by a grip device for products to be automatically sliced having the characterizing features of
claim 1. - The grip device for products to be automatically sliced of the present invention allows obtaining the following results: during the pressing and forming step of the compacted and frozen product, each mould of product to be sliced is associated and engaged to a side sole that, engages with some suction means connected to a vacuum suction device during the slicing step. Said suction means laterally sustain the moulds and keep them perfectly aligned on the supports of the slicing machines with respect to the blades.
- Each mould can be completely sliced until it reaches the lateral sole with a very small amount of rejects.
- The grip device of the present invention can be advantageously adopted to slice the moulds of compacted frozen and vacuum wrapped products and, particularly, for compacted and frozen products obtained using moulds made of two U-shaped half shells that are opposite coupled and associated to an elastic body such as a carriage spring that externally engages to the integral side bottom of the upper half shell. Said spring is preloaded during the initial pressing step at room temperature with the possibility to progressively release its tension against the bottom and pressing against the meats in order to recover their natural shrinkage and an almost perfect forming during the subsequent refrigeration at low temperature. Said moulds are not described in detail as they are already known and object of the Italian patent application no. RE2000U000014 filed on March 23rd, 2000.
- The advantages obtained by the grip device of the present invention essentially consist in that the almost even configuration of the moulds with the faces placed in a parallel and orthogonal position with respect to the length of the product allows obtaining slices with the same weight and shape from the beginning of the slicing step to end of the lateral sole, thus considerably reducing rejects. Other advantages consist in the fact that the slicing is securely carried out and jams, working times and rejects are greatly reduced thus obtaining an economic advantage and a product with high aesthetical qualities as regards the shape of the slices, their accurate placing, their exact number and correspondence to the preset weight.
- The manufacturing and functional features of the grip device of the present invention can be better understood from the following description wherein reference is made to the figures of the attached drawings representing an embodiment which is given only by way of non-limitative example wherein:
- Figure 1 is a schematic lateral and front view of the front sole of the grip device of the present invention;
- Figure 2 is a schematic view of a partial cross section of one of the cutting dies of the sole of figure 1;
- Figure 3 is a schematic front view of the grip head with suction cups of the grip device of the present invention;
- Figure 4 is a schematic view of a cross section of the grip head with suction cups according to the present invention, obtained in correspondence with a vacuum control feeler pin;
- Figure 5 is a schematic view of a cross section of the grip head with suction cups of the grip device of the present invention, obtained in correspondence with a suction cup element;
- Figure 6 is a schematic view of a cross section of the grip head with suction cups according to the present invention, obtained in correspondence with an ejector;
- Figure 7 is a perspective front schematic view of the grip head with suction cups according to the present invention;
- Figure 8 is a perspective rear schematic view of the same grip head of Figure 7 aligned with a front sole in the previous coupling step.
-
- With reference to the figures, the grip device for products to be automatically sliced of the present invention comprises
soles 1 preferably made of plastic material for food but not limited to it with a lip-shapedperipheral frame 2. This shape allows their application both in the forming of moulds of compacted and vacuum-wrapped products and, particularly, in the form of moulds of compacted products obtained by means of the moulds described and claimed in the previously mentioned Italian patent application with a correct positioning against the steel walls so as to avoid peripheral extrusions of the meats during the pressing step. From theinternal surface 3 of thesoles 1 some circular cutting dies 4 equipped with acircumferential lip 5 with a cutting truncated conical-shaped line 6 protrude. Inside each cutting die there is arecess 7 from the base of whichvarious pins 8 starting from the bottom of the same recess protrude overcoming thelevel 3 of the internal surface of thesoles 1. The cuttingperipheral edge 6 of thecutting dies 4 whose function is to penetrate and constrain the meats of themoulds 10 of the product to be sliced during the pressing step (if the above-mentioned moulds are used) or with vacuum meats (if any traditional mould with a vacuum wrapped product is used). Meats can also partially get into therecess 7 but in a limited way as they are prevented from thepins 8 sustaining them while an empty space remains below. - The penetration of the meats in the external undercut of the
cutting dies 4 and in therecess 7 after they are submitted to the subsequent freezing step, guarantee a lasting constraint of themoulds 10 to thesoles 1. Moreover, thesame pins 8, in the final slicing step, have the function of avoiding the sinking of the meat inside thecavity 7 so that last slices of themould 10 do not show localized tinning of the product in correspondence with saidrecesses 7. - In the central part of the
recess 7 of each cutting die 4 there is a pass-throughhole 9. The moulds ofmeats 10 that are so connected to the correspondentlateral soles 1 and subsequently frozen, are then conveyed to the slicing machines to be turned into sliced product wrappings having an equal weight, quantity of slices and general aspect (except for the accepted tolerances). - On any type of known slicing machines, such as pneumatically operated, hydraulic or electrical ones, some
grip heads 11 are installed, on theirfront surfaces 12 the same number ofcylindrical bodies 13 equipped with as manybellow suction cups 14, corresponding to the number ofholes 9 present on thecutting dies 4 are placed. Astiffening ring 15 is preferably applied inside the first circular fold of eachbellow suction cup 14 in order to keep the external lip in shape. Thecylindrical bodies 13 are equipped with a central pass-throughhole 16 connecting to an intermediatecommon chamber 17 that, in its turn, is connected through avalve 18 to a vacuum apparatus which is not shown. - The
moulds 10 are then placed on conveyor belts and conveyed to the high speed slicing machines; each of them sequentially moves forward step by step and aligns with thefront surface 12 of agrip head 11 through thecorresponding sole 1; in this way, eachhole 9 of each sole 1 is aligned with a correspondentcylindrical body 13 of thegrip head 11 with the relevantbellow suction cup 14 that gets into contact with theexternal surface 19 of the same sole. - On the same
front surface 12, between thesuction cups 14, afeeler pin 20 equipped with areturn spring 21 for the vacuum activation is placed; by means of itspush rod 22, it "feels" the presence of thesoles 1 with theirrelevant moulds 10 when theexternal surface 19 of the same soles is placed in the front part and leans to thesuction cups 14. Thepush rod 22 is pushed by thesoles 1 and moves backwards so that its rear extension 22' protruding in the opposite part of thegrip head 11 gets out and presses against theactuator 23 of a microswitch 24 in order to activate the vacuum production system which is required to obtain the adhesion between the parts. The same effect of vacuum activation and keeping causes the loading of thesprings 25 of themechanical ejectors 26 whosepushers 27 protrude from thefront surface 12 between thesuction cups 14 and lean against the sameexternal surface 19 of thesoles 1. - Through the operation on the vacuum system, a vacuum inside the
intermediate chamber 17, the pass-throughholes 16, thecylindrical bodies 13, thesuction cups 14 until the inner part of empty spaces comprised between thepins 8 of therecess 7 that are present inside thecircular cutting dies 4 of thesoles 1 engaging the product that makes themoulds 10 is obtained; this vacuum is appropriate and enough to return and keep eachmould 10 in correct constraint against thegrip head 11 during the whole slicing operation. - The
holes 16 of thecylindrical bodies 13 are made with a higher diameter than thecorrespondent holes 9 of thesoles 1 in order to avoid that too much air gets in if there is no meat in front of someholes 9 and the vacuum adhesion can be kept for the time required to wholly slice each mould. - The
moulds 10 of compacted and frozen products connected to thesoles 1 and vacuum-constrained to thegrip head 11 are then submitted to the high speed slicing. - At the end of the operation, when last slice of product placed near the edge of the
peripheral frame 2 of thesoles 1 has been cut, an end stop feeler pin, the slicing machine is provided with, which is not shown, will act on thevalve 18 in order to stop the vacuum flow and open it to the atmosphere. - The suction cups completely lose their adhesion to the
surface 19 of the sole 1, thus allowing thepushers 27 of the ejector means 26 together with thepush rod 22 of thefeeler pin 20 to take their original positions by the extensions of therelevant return springs head 11. The sole 1 will be conveyed into appropriate collection bays while the trolley and therelevant head 11, moving backwards allow the repositioning of anew mould 10 equipped with the sole 1 and the beginning of a new slicing cycle. - The
grip heads 11 can be applied to any type of high speed slicing machines equipped with the required programmable motions of the slicing systems. - Even though the present invention has been described and illustrated according to an embodiment that is given only by way of non-limitative example, some changes and variants can be made by a technician skilled in the art according to the above-mentioned description. It is therefore clear that the present invention is meant to include all the changes and variants falling within the spirit and the protection field of the appended claims.
Claims (14)
- A grip device for products to be automatically sliced, characterized in that it comprises soles (1) that, on one side, engage with a lateral side of moulds (10) containing the compacted product that is subsequently frozen through a lip-shaped peripheral frame (2) and cutting dies (4) having a circumferential cutting edge (6) and, on the opposite side, they vacuum engage with a grip head (11) equipped with suction cups (14) and cylindrical bodies (13) connected to a vacuum assembly by pass-through holes (9) present on them; said grip head (11) comprising actuator means (20-24) of the vacuum assembly and ejector means (25-27) of the released soles (1) of the product (10) that has been already sliced.
- The grip device for products to be automatically sliced according to claim 1, characterized in that the soles (1) are made of plastic material for food with a lip-shaped peripheral frame (2) that substantially corresponds to the shape of the side surface of a mould (10).
- The grip device for products to be automatically sliced according to claims 1 or 2, characterized in that from the inner surface (3) of the soles (1) some cutting dies (4) equipped with a peripheral lip (5) having a truncated conical-shaped cutting line (6) protrude, in their inner part there is a recess (7) from the base of which some pins (8) whose extension is higher than the internal surface level protrude.
- The grip device for products to be automatically sliced according to claim 3, characterized in that the cutting dies (4) are circular-shaped.
- The grip device for products to be automatically sliced according to any of the previous claims, characterized in that the peripheral cutting edges (6) of the cutting dies (4) penetrate and constrain into the meats of the side surfaces of the moulds (10) of the product to be sliced during the compacting and freezing step; said meats getting also partially into the recesses (7) of the same cutting dies.
- The grip device for products to be automatically sliced according to any of the previous claims, characterized in that the cutting dies (4) of the sole (1) are equipped with pass-through holes (9) in the central part of their recesses (7) going out to the external surface (19).
- The grip device for products to be automatically sliced according to any of the previous claims, characterized in that the pneumatic-command grip head (11) comprises a front surface (12) upon which as many cylindrical bodies (13) extending outwards and equipped with bellow suction cups (14) as the holes (9) present on the external surface (19) of the cutting dies (4) of the soles (1) are placed; said bellow suction cups (14) of said head (11) and said holes (9) of said soles (1) being aligned and approached on the same external surface (19).
- The grip device for products to be automatically sliced according to any of the previous claims, characterized in that the moulds (10), placed on the conveyor belts and sequentially conveyed step by step to the high speed slicing machines, frontally align with said grip head (11) through the external surface (19) of the corresponding sole (1), with every hole (9) of the sole aligned with the correspondent cylindrical body (13) of the grip head (11) and the relevant bellow suction cup (14) getting in touch with the external surface (19) of the same sole.
- The grip device for products to be automatically sliced according to any of the previous claims, characterized in that inside the first circular fold of each bellow suction cup (14) a stiffening ring (15) is applied.
- The grip device for products to be automatically sliced according to any of the previous claims, characterized in that the cylindrical bodies (13) of the grip head (11) have a pass-through hole (16) connecting to a common intermediate chamber (17) being in its turn in contact with a vacuum system through a valve.
- The grip device for products to be automatically sliced according to any of the previous claims, characterized in that on the front surface (12) of the grip head (11) between the bellow suction cups (14) at least one feeler pin (20) with a return spring (21) for the vacuum activation is placed; its push rod (22) can be moved backward according to the presence of the soles (1) with their relevant moulds (10), when the external surface (19) of the same cutting dies is placed in front of the bellow suction cups (14) and leans to them and the rear extension (22') of the push rod (22) protruding from the opposite side of the grip head (11) is extended and pressed on the actuator (23) of an activation microswitch (24) for the operation of the vacuum production system that produces the adhesion between the parts.
- The grip device for products to be automatically sliced according to any of the previous claims, characterized in that, on the front surface (23) of the grip head (11), between the bellow suction cups (14), some mechanical ejectors (26) equipped with loading springs (25) and pushers (27) are placed and protrude; together with the feeler pin (22) they form the means to detach the sole (1) from the grip head (11) during the vacuum deactivation step.
- The grip device for products to be automatically sliced according to any of the previous claims, characterized in that the vacuum system activated through the valve (18) produces a vacuum inside the intermediate chamber (17) inside the pass-through holes (16) of the cylindrical bodies (13) inside the bellow suction cups (14) of the grip head (11) inside the holes (9) and the empty spaces comprised between the pins (8) of the recesses (6) that are present in the cutting dies (4) of the soles (1) that engage the products making the moulds (10); this vacuum returns and keeps each mould (10) constrained against the grip head (11) during the slicing step.
- The grip device for products to be automatically sliced according to any of the previous claims, characterized in that the holes (16) of the cylindrical bodies (13) of the grip head (11) are made with a higher diameter than the correspondent holes (9) of the soles (1).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000070A ITRE20020070A1 (en) | 2002-09-19 | 2002-09-19 | SOCKET DEVICE FOR PRODUCTS TO BE SLICED AUTOMATICALLY. |
| ITRE20020070 | 2002-09-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1400324A1 true EP1400324A1 (en) | 2004-03-24 |
| EP1400324B1 EP1400324B1 (en) | 2005-11-09 |
Family
ID=11454267
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03020923A Expired - Lifetime EP1400324B1 (en) | 2002-09-19 | 2003-09-16 | A grip device for products to be automatically sliced |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1400324B1 (en) |
| AT (1) | ATE309071T1 (en) |
| DE (1) | DE60302195D1 (en) |
| IT (1) | ITRE20020070A1 (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100700413B1 (en) | 2005-09-12 | 2007-03-27 | 강석주 | Holding-down feeders for the meat slicers |
| WO2007113360A1 (en) * | 2006-04-03 | 2007-10-11 | Fundación Fatronik | Grip device |
| EP2095920A1 (en) * | 2008-02-29 | 2009-09-02 | Reifenhäuser, Uwe, Dipl.-Ing. | Method for cutting a string-shaped food and cutting machine |
| EP2095918A1 (en) * | 2008-02-29 | 2009-09-02 | Reifenhäuser, Uwe, Dipl.-Ing. | Method for cutting a string-form food and cutting machine |
| DE102013215723A1 (en) * | 2013-08-08 | 2015-02-12 | Deutsches Institut Für Lebensmitteltechnik E.V. | Suction pad with ejector for food |
| WO2019040163A1 (en) * | 2017-08-24 | 2019-02-28 | Cozzini Llc | Method of slicing a food item and slicing mechanism employing a gripping element that generates a vacuum grip |
| CN110383253A (en) * | 2017-02-10 | 2019-10-25 | 欧普菲有限公司 | Method, integrated testing instrument and computer program product |
| CN113183058A (en) * | 2021-04-19 | 2021-07-30 | 湖北宏博汽车工业智能装备有限公司 | Universal clamp |
| US11207792B2 (en) | 2017-02-07 | 2021-12-28 | Weber Maschinenbau Gmbh Breidenbach | Gripper, cutting apparatus and method for cutting a product |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112339485A (en) * | 2020-10-29 | 2021-02-09 | 福大利珠宝(深圳)有限公司 | Automatic pattern turning machine |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB207177A (en) * | 1922-11-14 | 1924-04-10 | Saint Gobain | Improved suction-plate device for lifting and transporting articles |
| US3905408A (en) * | 1974-03-29 | 1975-09-16 | Capital Machine Co | Vacuum flitch table for veneer slicer |
| US4015494A (en) * | 1975-06-24 | 1977-04-05 | Cashin Systems Corporation | Cold cut slicing system |
| US5139245A (en) * | 1990-06-05 | 1992-08-18 | Deutsche Airbus Gmbh | Jig for setting up and clamping work pieces |
| US5386751A (en) * | 1992-04-10 | 1995-02-07 | Man Roland Druckmaschinen Ag | Method and apparatus for forming and gripping a web beginning of a replacement roll |
| DE10024913A1 (en) * | 2000-05-19 | 2001-11-29 | Schindler & Wagner Gmbh & Co | Slicer machine has cutting-head, feeder table, forward feed appliance, holder, suction head and vacuum chamber and filter |
-
2002
- 2002-09-19 IT IT000070A patent/ITRE20020070A1/en unknown
-
2003
- 2003-09-16 AT AT03020923T patent/ATE309071T1/en not_active IP Right Cessation
- 2003-09-16 DE DE60302195T patent/DE60302195D1/en not_active Expired - Lifetime
- 2003-09-16 EP EP03020923A patent/EP1400324B1/en not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB207177A (en) * | 1922-11-14 | 1924-04-10 | Saint Gobain | Improved suction-plate device for lifting and transporting articles |
| US3905408A (en) * | 1974-03-29 | 1975-09-16 | Capital Machine Co | Vacuum flitch table for veneer slicer |
| US4015494A (en) * | 1975-06-24 | 1977-04-05 | Cashin Systems Corporation | Cold cut slicing system |
| US5139245A (en) * | 1990-06-05 | 1992-08-18 | Deutsche Airbus Gmbh | Jig for setting up and clamping work pieces |
| US5386751A (en) * | 1992-04-10 | 1995-02-07 | Man Roland Druckmaschinen Ag | Method and apparatus for forming and gripping a web beginning of a replacement roll |
| DE10024913A1 (en) * | 2000-05-19 | 2001-11-29 | Schindler & Wagner Gmbh & Co | Slicer machine has cutting-head, feeder table, forward feed appliance, holder, suction head and vacuum chamber and filter |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100700413B1 (en) | 2005-09-12 | 2007-03-27 | 강석주 | Holding-down feeders for the meat slicers |
| WO2007113360A1 (en) * | 2006-04-03 | 2007-10-11 | Fundación Fatronik | Grip device |
| ES2283214A1 (en) * | 2006-04-03 | 2007-10-16 | Fundacion Fatronik | Grip device |
| US9132563B2 (en) | 2008-02-29 | 2015-09-15 | Uwe Reifenhaeuser | Method for cutting a loaf-shaped food using a cutting machine |
| EP2095918A1 (en) * | 2008-02-29 | 2009-09-02 | Reifenhäuser, Uwe, Dipl.-Ing. | Method for cutting a string-form food and cutting machine |
| RU2508188C2 (en) * | 2008-02-29 | 2014-02-27 | Уве РАЙФЕНХОЙЗЕР | Food product loaf cutting method as well as cutting machine |
| EP2095920A1 (en) * | 2008-02-29 | 2009-09-02 | Reifenhäuser, Uwe, Dipl.-Ing. | Method for cutting a string-shaped food and cutting machine |
| DE102013215723A1 (en) * | 2013-08-08 | 2015-02-12 | Deutsches Institut Für Lebensmitteltechnik E.V. | Suction pad with ejector for food |
| EP2842703A1 (en) | 2013-08-08 | 2015-03-04 | Deutsches Institut für Lebensmitteltechnik e.V. | Suction gripper with ejector for food |
| US11207792B2 (en) | 2017-02-07 | 2021-12-28 | Weber Maschinenbau Gmbh Breidenbach | Gripper, cutting apparatus and method for cutting a product |
| CN110383253A (en) * | 2017-02-10 | 2019-10-25 | 欧普菲有限公司 | Method, integrated testing instrument and computer program product |
| US11481295B2 (en) | 2017-02-10 | 2022-10-25 | Optofidelity Oy | Method, an all-in-one tester and computer program product |
| WO2019040163A1 (en) * | 2017-08-24 | 2019-02-28 | Cozzini Llc | Method of slicing a food item and slicing mechanism employing a gripping element that generates a vacuum grip |
| US11059197B2 (en) | 2017-08-24 | 2021-07-13 | Cozzini Llc | Method of slicing a food item and slicing mechanism employing a gripping element that generates a vacuum grip |
| US11358296B2 (en) | 2017-08-24 | 2022-06-14 | Cozzini Llc | Method of slicing a food item and slicing mechanism employing a gripping element that generates a vacuum grip |
| CN113183058A (en) * | 2021-04-19 | 2021-07-30 | 湖北宏博汽车工业智能装备有限公司 | Universal clamp |
Also Published As
| Publication number | Publication date |
|---|---|
| DE60302195D1 (en) | 2005-12-15 |
| ATE309071T1 (en) | 2005-11-15 |
| EP1400324B1 (en) | 2005-11-09 |
| ITRE20020070A0 (en) | 2002-09-19 |
| ITRE20020070A1 (en) | 2004-03-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1400324B1 (en) | A grip device for products to be automatically sliced | |
| CA1279792C (en) | Patty molding mechanism for whole fiber food product | |
| US4334339A (en) | Mold device with movable compression insert | |
| US4338702A (en) | Apparatus for making a ground food patty | |
| US4272864A (en) | Method for making food patty | |
| EP0311056B1 (en) | Paper interleaver for food patty | |
| US3939530A (en) | Molding apparatus | |
| US3963402A (en) | Method and apparatus for making shaped shells for hors d'oeuvres, snacks and the like, and food articles prepared thereby | |
| IE45049B1 (en) | Apparatus for inserting a sizing disc into a tubular casing | |
| US6383068B1 (en) | Food portioning apparatus and method | |
| US3913175A (en) | Hamburger patty forming machine | |
| US4187581A (en) | Molding device | |
| JPH07108210B2 (en) | Automatic dumpling forming machine | |
| WO2005018347A2 (en) | Molding apparatus for forming food patties having top and bottom surface contours | |
| US3880295A (en) | Vacuum gripper device for slicing machine | |
| US3729774A (en) | Apparatus and methods for preparing skewered food products | |
| US3433647A (en) | Process for producing fish steaks | |
| US10492502B2 (en) | Paper interleaver | |
| USRE31857E (en) | Method for making food patty | |
| CA2381279A1 (en) | Cutting and calibrating device | |
| US20020146494A1 (en) | Apparatus and method for preparing food product | |
| US6521280B1 (en) | Forming of frozen foodstuffs | |
| JP4769497B2 (en) | Food material molding apparatus and food material molding method | |
| US20220234769A1 (en) | Bread slicer allowing sliced bread to be bagged | |
| EP2025231A1 (en) | Machine for producing foodstuffs |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20040625 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: PARMACOTTA S.P.A. |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: CH Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: LI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60302195 Country of ref document: DE Date of ref document: 20051215 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060209 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060209 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060209 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060410 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060510 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060930 |
|
| 26N | No opposition filed |
Effective date: 20060810 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061229 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20070916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060916 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070916 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051109 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20100927 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110916 |