EP1281777A1 - Rolled h-shaped steel having uniform microstructure and uniform mechanical properties and method for producing the same - Google Patents
Rolled h-shaped steel having uniform microstructure and uniform mechanical properties and method for producing the same Download PDFInfo
- Publication number
- EP1281777A1 EP1281777A1 EP01919779A EP01919779A EP1281777A1 EP 1281777 A1 EP1281777 A1 EP 1281777A1 EP 01919779 A EP01919779 A EP 01919779A EP 01919779 A EP01919779 A EP 01919779A EP 1281777 A1 EP1281777 A1 EP 1281777A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolling
- section
- flange portion
- flange
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/0815—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel from flat-rolled products, e.g. by longitudinal shearing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/088—H- or I-sections
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
Definitions
- the present invention relates to an H-section used as a member for building structures and, in particular, to a rolled H-section having uniform microstructures and uniform mechanical properties, and to a method of producing the rolled H-section.
- section steels for example H-sections
- the cross-sectional dimensions of section steels, for example H-sections, produced by hot rolling greatly vary depending on the sizes of products, and there may be cases where the amounts of rolling reduction at the time of rolling and temperature histories during and after the rolling greatly vary depending on positions in a cross section.
- a 1/2 flange portion (hereinafter referred to as a fillet portion) within a flange portion, at which the flange and a web are joined together, is characterized in that the amount of strain caused by rolling is small as compared with the other portions of the flange and, in addition to that, this portion is forcedly worked in a high temperature range.
- microstructural disparities are generated among different positions in a cross section of a flange portion thereof.
- These microstructural disparities have an influence on mechanical properties such as strength and toughness and, more specifically, constitute a main factor in decreasing the strength and toughness of a fillet portion.
- Such disparities in material quality within a cross section tend to stand out in the case of a large size and a thick wall size, and tend to stand out in the case of a heavy building structure using such H-sections.
- the prescribed values of mechanical properties such as strength and toughness have so far been assured by making up for decreases in the strength and toughness of a fillet portion, that is the weakest portion, by a method of increasing the addition amount of alloy or the like.
- the mechanical properties of portions other than a fillet portion are superior to those of the fillet portion and are distributed at a level sufficient to satisfy the prescribed values; however, there is a case where a member having disparities in material quality within a cross section of a flange portion is inappropriate for use in a stricter steel structure design. That is to say, a problem arising in a case where an accidental large load is imposed on such a member is that cracks originate in a fillet portion.
- envisaged is a method of controlling microstructures by making use of the introduction of working strain caused by a large-reduction rolling in a rolling stage and subsequent recuperation and recrystallization phenomena.
- rolling H-sections it has so far been impossible to uniformalize the microstructures because of the restrictions on their production as it is shown hereafter.
- the production processes of an H-section consists of a breakdown process for rolling a heated cast steel into an H-shaped rough form (hereinafter referred to as a rough formed cast steel) and intermediate and finish rolling processes for forming it into a product having prescribed sizes in thickness, width and height.
- a cast steel is formed so that the proportion of the flange thickness of a rough formed cast steel finished in a breakdown process to the web thickness thereof comes close to the proportion of the flange thickness of a product to the web thickness thereof.
- the above-mentioned rolling method tends to cause the temperature of a web to drop remarkably during rolling and to increase the temperature variations within an H-shaped cross section.
- the distribution of temperatures shows the maximum value at a fillet and the minimum value at the middle of a web, and the temperature difference between them becomes as large as 150 to 200°C in some cases.
- the present invention solves the above-mentioned various problems and provides rolled H-sections of various sizes produced by hot rolling and, in particular, rolled H-sections each having uniform mechanical properties within a cross section thereof by reducing microstructural variations in respective portions of each of the H-sections of large sizes and thick-walled sizes, and a method of producing the H-sections.
- the present invention has been established in order to achieve the above-mentioned object and the gist of the present invention is as follows:
- a 1/2 flange portion (fillet portion) at which the flange and a web are joined together has a small amount of strain caused by rolling as compared with the other portions of the flange, and in addition to that, this portion is forcedly worked in a high temperature range. Therefore, within the very same member, microstructural disparities are generated among different positions in a cross section of the flange portion and the microstructural disparities cause the strength and toughness of the fillet portion to decrease.
- the microstructure of the web portion tends to become finer than that of the flange portion because the web portion undergoes the production conditions of comparatively low temperature and large reduction. Further, along with this, the web portion tends to have lower hardenability and a lower pearlite rate than the flange portion.
- microstructural disparities have a significant influence on strength and toughness, and more specifically, cause the yield ratio of a web portion to increase. Further, the microstructural disparities and material quality disparities tend to be conspicuous when the proportion of the thickness of a flange to that of a web is large and the thickness of the web portion is thin.
- a method of shortening the time required up to the production by rolling more specifically, a method of limiting the extension length of a steel material, namely reducing the weight of a cast steel, and accelerating the rolling and conveying speed, has so far been tried.
- an H-section produced by conventional production processes has material quality disparities existing between a web and a flange, and there may be a case where such an H-section is inappropriate for a member used in a strict steel structure design, depending on the conditions.
- a conventional H-section is used as a member of a structure designed to be earthquake-proof, there is a danger that, when a large earthquake happens, a collapse pattern unpredictable in a designing stage may occur due to the disparities in material quality generated within a cross section of the member.
- the present inventors made various studies to eliminate the above-mentioned microstructural disparities and, as a result, discovered that to control the average grain sizes of ferrite or the average rates of pearlite in microstructures on the basis of a 1/4 flange portion in a cross section of an H-section and/or to control mechanical properties such as yield strength and tensile strength at a 1/2 flange portion, a web portion and a fillet portion are important factors. This will be now explained in detail.
- the mechanical properties of a steel material having microstructures mainly composed of a ferrite phase and a pearlite phase can be predicted from the grain size of ferrite and the rate of pearlite.
- plastic deformation starts to appear in the ferrite phase which is softer than the pearlite phase, and thereby the steel material yields.
- the mechanical properties depend on the crystal grain size of ferrite. That is to say, it has been shown theoretically and experimentally that yield strength has dependence on the grain size of ferrite, and specifically has a linear correlation with the square root of the ferrite grain size.
- tensile strength depends not only on the strength of ferrite which is a soft phase but also on the strength of pearlite which is a hard phase. This is because a rupture limit in a tensile test, which represents tensile strength, results from the plastic deformation of both ferrite and pearlite. Since the tensile strength of a composite structure is generally considered to be the weighted average of the tensile strengths of phases constituting the structure, the total sum of each product of the strength and the rate of a constituent phase in the structure can be used as a predictive expression of the tensile strength.
- tensile strength is a quantity which depends on the grain size of ferrite and the rate of pearlite because of the two reasons that the ferrite rate is equal to a value acquired by subtracting the pearlite rate from 1 because the number of main constituent phases is two and that the dependency of tensile strength on the grain size of pearlite is negligible because the plastic deformation of pearlite is very small compared with the plastic deformation of ferrite.
- the tensile strength of a steel material is expressed by the following experimental formula (1) according to Pickering and the strength level of a rolled steel is substantially determined by the values of alloy-designed chemical constituents, the rate of pearlite, and the grain size of ferrite:
- Tensile strength (MPa) 15.4 (19.1 + 1.8 [Mn] + 5.4 [Si] + 0.25 [% pearlite] + 0.5d -1/2 where, d is a ferrite grain size (mm).
- the crystal grain size of ferrite is determined by the number of ferrite transformation sites and the growth rate of the ferrite crystals during the transformation of austenite into ferrite, and depends chiefly on the following conditions: 1) the grain size of austenite just before it is transformed into ferrite, and 2) a temperature at working, the amount of strain, a cooling rate in a transformation range and the like, in a working and heat treatment represented by an accelerated cooling type controlled rolling (TMCP). Further, the rate of pearlite is mainly determined by the transformation temperature of the pearlite.
- the present invention actualizes the uniformity of microstructures and that of mechanical properties in a cross section of an H-section by reducing microstructural disparities among a web, a flange and a fillet of the rolled H-section formed by rolling using the methods shown hereafter.
- the following measures can be enumerated as methods of eliminating microstructural disparities among a 1/4 flange portion, a 1/2 flange portion and a fillet portion and uniformalizing their mechanical properties:
- the deviations of the average grain sizes of ferrite in microstructures of a 1/2 flange portion and a fillet portion from that of a 1/4 flange portion are within ⁇ 15% thereof or the deviations of the average rates of pearlite in the microstructures of a 1/2 flange portion and a fillet portion from that of a 1/4 flange portion are within ⁇ 8% thereof.
- This composition range corresponds to the chemical compositions of a rolled steel for general structure, a rolled steel for welded structure, a rolled steel for building structure and the like defined as SN400, SS400, SM400, SN490, SM490, etc. in the JIS standards.
- This composition range represents the tensile strengths of 400 MPa to 610 MPa and allows achieving high toughness and high weldability. Further, when a carbon equivalent is within this range, the microstructure of a steel having such composition is mainly composed of a ferrite phase and a pearlite phase and, as mentioned above, a mechanism comes into existence wherein the microstructure has an influence on mechanical properties.
- the carbon equivalent formula shown in the claims is described also in the JIS standards, and it is shown there that the lower the value is, the more excellent the weldability is. Further, with respect to toughness, it is empirically known that the lower the value of the carbon equivalent formula is, the better is the value of toughness obtained.
- Nb at 0.005 to 0.035 mass % is added to the chemical composition satisfying the above-mentioned limited range of the carbon equivalent formula in order to improve strength and toughness. It is known that the addition of Nb acts so as to suppress recrystallization of steel. For example, even in a case where Nb at 0.005 mass %, that is the minimum amount of Nb addition, is added, a non-recrystallization temperature range can be raised to a temperature range of, for example, the order of 950°C, provided that the carbon equivalent is in the range according to the present invention.
- the concentration of added Nb exceeds 0.035 mass %, coarse Nb-based carbides disperse, which may impair the toughness and weldability of a base metal. Therefore, the upper limit of Nb is set at 0.035 mass %.
- the reason why the reheating temperature of a cast steel is limited to within the temperature range of 1,100 to 1,300°C at the time of starting the rolling of an H-section is that heating up to 1,100°C or higher is required in order to make plastic deformation easy when a section steel is produced by hot rolling, and that the upper limit is set at 1,300°C from the viewpoints of the capability and economical efficiency of a reheating furnace.
- a heated cast steel is then rolled and formed in the processes of rough rolling, intermediate rolling and finish rolling.
- a large-reduction rolling with a reduction ratio of 20% or more per pass in the intermediate rolling process can be mentioned.
- the reason why the temperature range is limited to 950 to 1,100°C when a large-reduction rolling with a reduction ratio of 20% or more per pass is adopted is that the effect of recrystallization on fining the grain size in an austenite structure is maximized within this temperature range. The more the strain is imposed during rolling, the finer the grain size in the structure of austenite after recrystallization is.
- the effect of recrystallization per pass on fining a grain size tends to decrease as the frequency of rolling increases.
- a part of work-induced strain is accumulated in austenite grains, acts as ferrite transformation nuclei in the austenite grains, and has the function of fining the grain size of a microstructure finally.
- the number of rolling passes is reduced, the time required to roll a reheated cast steel into an H-section of a prescribed size is shortened, and temperature differences among portions in a cross section of the H-section are reduced. That is to say, temperature differences among the portions during a rolling pass are reduced and thus variations in the temperature histories of the portions are reduced.
- the temperature of a fillet gradually comes closer to the temperature of a web or that of a flange, and microstructural disparities within a cross section are further reduced.
- a method of cooling the flange so that the surface temperature of the flange portion is cooled down to 750°C or lower just after the water cooling and rolling the steel material while the surface of the steel material is recuperated is effective for fining the grain size of a microstructure, and, by applying the method at least once or by repeating it a plurality of times, the effect of fining a grain size is further exhibited.
- this water cooling gives a temperature gradient extending from the surface layer portion of the flange to the interior, increases the permeation of working by rolling into the interior as compared with a case where water cooling is not applied, and also gives the effect of assisting the fining of the size of grains in the inner part of the wall thickness.
- the number of repetition of the water cooling and the recuperation rolling depends on the thickness of a rolled material, the thickness of a flange for example, and two or more repetitions are employed when the thickness is large.
- a reason to limit the temperature of the surface layer portion of a cooled flange to 750°C or lower is that the cooling is performed not only to lower the temperature of a rolled material but also to obtain the effect of revealing the function of suppressing the quench hardening of a surface layer portion.
- a rolled material is once cooled down to the austenite-ferrite transformation temperature (Ar 3 temperature) or lower by water cooling to transform austenite into ferrite, and undergoes a process of rolling the material in the austenite-ferrite two-phase domain and a process of transforming the ferrite, which is transformed once by recuperating heat and raising the temperature before the subsequent rolling pass, into austenite again as a reverse transformation, and by these processes, the grain size of the microstructure in the surface layer portion is fined, the hardenability can be remarkably lowered, and the quench-hardening of the surface layer portion can be prevented even when an accelerated cooling is applied after the completion of rolling.
- the austenite-ferrite transformation temperature Ar 3 temperature
- the purpose of finish cooling the flange portion at a cooling rate of 0.5 to 10°C/sec. after the completion of rolling is to suppress the grain growth of ferrite by an accelerated cooling and thus to uniformalize the microstructures of the respective portions in the cross section with their grains being kept fine, and also to increase the rate of pearlite in a structure and thus to obtain targeted strength with the small amounts of alloys.
- Experimentally produced steels were melted and refined in a basic oxygen furnace and cast into cast steels 240 to 300 mm in thickness by a continuous casting method, and the cast steels were heated and then rolled into H-sections.
- an H-section production method comprising a breakdown process basically by the use of groove rolling, an intermediate rolling process by the use of a group of intermediate universal mills comprising an edger mill and a universal mill, and a finish rolling process by the use of a universal mill.
- this method may include an additional skew-roll rolling process for controlling the height of the web of an H-section.
- a cast steel is shaped so as to have a proper flange width and web height by being rolled in the width direction of the cast steel by the use of rolling rolls each having a plurality of grooves disposed therein, each of which grooves has a projection in the center of the groove bottom which width is different from those of other grooves.
- the flange width is shaped by the edger mill, and the web thickness and the flange thickness are shaped by the universal mill.
- the steel is shaped by the finishing mill into the prescribed size of an H-section.
- a cast steel undergoes the above-mentioned rolling in a breakdown process and thereafter a single web rolling process by the use of grooves, called flat pass rolling.
- the reduction of the thickness of the web in the early stage in consequence of the single web rolling causes the temperature drops of the web in the succeeding processes to be conspicuous, and the web has to be rolled in a low temperature range as compared with the other portions.
- a reduction ratio per pass in the universal mill is relatively small in the intermediate rolling process, the time needed for the production by rolling is prolonged, temperature differences among the portions are expanded accordingly, and that causes the disparities of rolling temperature histories.
- microstructures shown in Table 1 were obtained when the above-mentioned process was used to produce H-sections each having a web thickness of 9 mm, a flange thickness of 12 mm, a web height of 500 mm and a flange width of 200 mm, and H-sections of large size each having a web thickness of 40 mm, a flange thickness of 60 mm, a web height of 500 mm and a flange width of 500 mm.
- an H-section according to the present invention which uniformalizes strength within a cross section, can be obtained not only in the cases of the above-described sizes but also similarly in the cases of, for example, an H-section of heavy wall thickness having a web thickness of 40 mm, a flange thickness of 60 mm, a web height of 500 mm and a flange width of 500 mm, and an H-section of large size having a web thickness of 19 mm, a flange thickness of 37 mm, a web height of 300 mm and a flange width of 900 mm.
- the mechanical properties of the H-sections thus produced were obtained by taking test pieces from positions at 1/4 and 1/2 (1/4B and 1/2B) of the total width (B) of a flange 2 along the center line located in the center (1/2t 2 ) of the wall thickness t 2 of the flange 2, and from a position at 1/2 (1/2H) of the height of the web along the center line located in the center of the wall thickness of a web 3, as shown in Fig. 1.
- 1/4B corresponds to a 1/4 flange portion, 1/2B to a fillet portion or 1/2 flange portion, and 1/2H to a 1/2 web portion.
- Table 1 shows the results of measuring the average grain sizes of ferrite and the average rates of pearlite in the microstructures of a 1/4 flange portion, a fillet portion and a 1/2 web portion, and proportions between those values of two portions, namely a 1/4 flange portion and a fillet portion, and between those values of two portions, namely a 1/4 flange portion and a 1/2 web portion, with respect to each of the experimentally produced steels.
- the average grain sizes of ferrite and the average rates of pearlite of the steels according to the present invention distribute in the ranges specified by the present invention, those of conventional steels (comparative steels) do not satisfy the ranges specified by the present invention and therefore desired strength or toughness has not been achieved.
- a method of measuring the average grain sizes of ferrite and the average rates of pearlite based on microstructural observation is not specifically restricted. At least an optical microscope can be used for the observation, and when an average value is to be obtained, it is desirable to measure each value in a visual field about 0.4 mm x about 0.4 mm or larger in size within a domain in which local variations in an observed portion are judged to be sufficiently small.
- Flange portion microstructure measurement results of invented steels and conventional steels (comparative steels) No.. Name of portion Position in Fig.
- Table 3 shows the results of measuring the yield strength and tensile strength of a 1/4 flange portion, a fillet portion and a 1/2 web portion, and the proportions between those values of two portions, namely a 1/4 flange portion and a fillet portion, and between those values of two portions, namely a 1/4 flange portion and a 1/2 web portion, with respect to each of the experimentally produced steels.
- the average grain sizes of ferrite and the average rates of pearlite of the steels according to the present invention distribute in the ranges specified by the present invention
- those of conventional steels (comparative steels) do not satisfy the ranges specified by the present invention and therefore desired strength or toughness has not been achieved.
- the size of test pieces for measuring tensile strength and yield strength is not specifically restricted, it is desirable to use at least JIS standards and a method compliant with JIS standards.
- the present invention makes it possible to provide an H-section having few microstructural disparities among respective portions of the H-section and having uniform mechanical properties within a cross section of the H-section.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Metal Rolling (AREA)
Abstract

Description
- The present invention relates to an H-section used as a member for building structures and, in particular, to a rolled H-section having uniform microstructures and uniform mechanical properties, and to a method of producing the rolled H-section.
- The cross-sectional dimensions of section steels, for example H-sections, produced by hot rolling greatly vary depending on the sizes of products, and there may be cases where the amounts of rolling reduction at the time of rolling and temperature histories during and after the rolling greatly vary depending on positions in a cross section. With respect to an H-section in particular, a 1/2 flange portion (hereinafter referred to as a fillet portion) within a flange portion, at which the flange and a web are joined together, is characterized in that the amount of strain caused by rolling is small as compared with the other portions of the flange and, in addition to that, this portion is forcedly worked in a high temperature range. As a result of this, within the very same member, microstructural disparities are generated among different positions in a cross section of a flange portion thereof. These microstructural disparities have an influence on mechanical properties such as strength and toughness and, more specifically, constitute a main factor in decreasing the strength and toughness of a fillet portion. Such disparities in material quality within a cross section tend to stand out in the case of a large size and a thick wall size, and tend to stand out in the case of a heavy building structure using such H-sections.
- To cope with the problems mentioned above, the prescribed values of mechanical properties such as strength and toughness have so far been assured by making up for decreases in the strength and toughness of a fillet portion, that is the weakest portion, by a method of increasing the addition amount of alloy or the like. In such a case, the mechanical properties of portions other than a fillet portion are superior to those of the fillet portion and are distributed at a level sufficient to satisfy the prescribed values; however, there is a case where a member having disparities in material quality within a cross section of a flange portion is inappropriate for use in a stricter steel structure design. That is to say, a problem arising in a case where an accidental large load is imposed on such a member is that cracks originate in a fillet portion. When a conventional H-section is used as a member of a structure designed to be earthquake-proof, for example, there is a danger that, when a large earthquake happens, a collapse pattern unpredictable at a designing stage may occur due to disparities in material quality generated within a cross section of the member.
- In the meantime, to employ production conditions, such as alloys, processes and the like, for assuring the mechanical properties of a fillet portion, namely the weakest portion, results in the excessive assurance of the mechanical properties of the other cross-sectional positions in excess of their prescribed lower limits. Then, the excessive assurance produces the problems of inefficiency and lack of economy entailing an unnecessary price increase of a steel material. Besides, another problem here is that a flange portion and a web portion are different from each other in their microstructures because there are differences between the two in their reduction ratios and rolling temperature histories. Accordingly, it is essential to decrease the disparities in material quality within a cross section in order to more economically produce H-sections of the same specifications.
- As a technology of producing an H-section having more uniform mechanical properties in view of the above described problems, envisaged is a production method of combining controlled rolling with accelerated cooling by cooling the outside surface of a flange with water, as disclosed in Japanese Unexamined Patent Publication No. H6-228634 for example. By this technology, it is possible to bring the rolling temperature history of a 1/4 flange and that of a fillet close to each other and to uniformalize the mechanical properties in a cross section of the flange portion by adjusting the water distribution in the width direction on the outside surface of the flange, namely, by convergently cooling with water the vicinity of the center of the flange width, which corresponds to the fillet, but it is difficult to uniformalize the microstructures and to sufficiently suppress disparities in strength by controlling the temperature distribution over the entire cross section including a web before the start of the water cooling and during the water cooling only using water cooling.
- Further, envisaged is a method of controlling microstructures by making use of the introduction of working strain caused by a large-reduction rolling in a rolling stage and subsequent recuperation and recrystallization phenomena. However, in the case of rolling H-sections, it has so far been impossible to uniformalize the microstructures because of the restrictions on their production as it is shown hereafter.
- The production processes of an H-section consists of a breakdown process for rolling a heated cast steel into an H-shaped rough form (hereinafter referred to as a rough formed cast steel) and intermediate and finish rolling processes for forming it into a product having prescribed sizes in thickness, width and height. According to a conventional production method, a cast steel is formed so that the proportion of the flange thickness of a rough formed cast steel finished in a breakdown process to the web thickness thereof comes close to the proportion of the flange thickness of a product to the web thickness thereof. This is required in order to prevent shape defects of a steel product in the longitudinal direction, such as web waves (caused by web buckling) and flange tears (caused by a difference in elongation between end portions), and defects thereof in dimensions such as thickness, width and height; these defects are developed when the proportion of the reduction of a flange thickness to that of a web thickness considerably deviates from 1 in subsequent intermediate and finish rolling processes, in particular, in a flange-web simultaneous reduction process called universal rolling.
- Since the thickness of a web is thinner than that of a flange in the size of an H-section, in most cases, the above-mentioned rolling method tends to cause the temperature of a web to drop remarkably during rolling and to increase the temperature variations within an H-shaped cross section. In such a case, the distribution of temperatures shows the maximum value at a fillet and the minimum value at the middle of a web, and the temperature difference between them becomes as large as 150 to 200°C in some cases.
- When controlled rolling is carried out by utilizing recuperation and recrystallization with the aim of uniformly fining microstructures while temperature variations exist within an H-shaped cross section, it is necessary to apply a large-reduction rolling to each of a flange, a fillet and a web at each appropriate time, respectively. If a rolling is carried out with the proportion of the reduction of a flange thickness to that of a web thickness being close to 1 as mentioned above, a large-reduction rolling must be applied in a wide temperature range.
- In order to achieve this, it is essential to increase the cross-sectional size of a rough formed cast steel finished in a breakdown process, and this in turn requires the size increase of a cast steel that is a raw material and a new formative technology of producing a rough formed cast steel having a large cross section in the breakdown process. These have been difficult to achieve as they have involved economical problems caused by a decrease in casting work efficiency and the like and technical problems such as the development of a yet-to-be achieved production method of a rough formed cast steel having a large cross section.
- Accordingly, in an existing process, universal rolling has been carried out by controlling each of the reduction ratios of a flange and a web to at most 15 to 18% per pass in the temperature range from 950 to 1,100°C.
- As a method of fining microstructures, which is substituted for a method of rolling and water cooling control, there is a production method wherein microstructures are fined and uniformalized, even under the condition of a low reduction ratio, by dispersing intragranular ferrite transformation nuclei in austenite, as disclosed in Japanese Unexamined Patent Publication Nos. H4-279247 and H4-279248. However, this requires controlling the amount of dissolved oxygen and the generation and dispersion of oxides serving as the intragranular ferrite transformation nuclei at the stage of steelmaking, and thus, this brings about cost increasing factors such as the augmentation of secondary refining process capability to cope with a mass production. Accordingly, this production method does not suit the production of general-purpose steels premised by mass production.
- Further, as technologies for producing a large-sized or thick-wall-sized H-section in view of the above mentioned problems, proposed are the technologies of reducing the grain sizes of microstructures by utilizing the precipitation of V and N, for example, in Japanese Examined Patent Publication Nos. S62-50548 and S62-54862 and Japanese Unexamined Patent Publication No. H10-60576. However, in a case where an H-section is produced by using these technologies, though disparities in microstructures within a cross section of the H-section can be mitigated to some extent, these measures are insufficient to provide uniform microstructures and/or mechanical properties. Moreover, under the present situation, there is a problem also from the viewpoint of economical efficiency since there is a concern about an increase in the production cost caused by the addition of V.
- Further, there is a so-called welded H-section produced by welding steel plates together in order to solve the above-mentioned problems. However, since it involves many production processes compared with a rolled H-section, and in addition to this, the production efficiency is low, it has problems with the economical efficiency in the H-section market and the supply capability to the market. Further, uniform microstructures and/or mechanical properties within a cross section of an H-section can not always be obtained since there are cases where the mechanical properties of a weld part differ from those of a base metal depending on weld conditions.
- The present invention solves the above-mentioned various problems and provides rolled H-sections of various sizes produced by hot rolling and, in particular, rolled H-sections each having uniform mechanical properties within a cross section thereof by reducing microstructural variations in respective portions of each of the H-sections of large sizes and thick-walled sizes, and a method of producing the H-sections.
- The present invention has been established in order to achieve the above-mentioned object and the gist of the present invention is as follows:
- (1) A rolled H-section having uniform
microstructures and uniform mechanical properties,
characterized in that: the H-section is produced from a
cast steel having a chemical composition containing Ceq,
defined by the carbon equivalent formula Ceq = C + Si/24
+ Mn/6 + Ni/40 + Cr/5 + Mo/4 + V/14, at 0.15 to 0.40 mass
%; and the microstructures satisfy any one or more of the
following conditions on the basis of a 1/4 flange portion
in a cross section of said H-section:
- 1) the deviations of the average grain sizes of ferrite in the microstructures of a 1/2 flange portion and a fillet portion from that of the 1/4 flange portion are within ± 15% thereof,
- 2) the deviation of the average grain size of ferrite in the microstructure of a 1/2 web portion from that of the 1/4 flange portion is within ± 15% thereof,
- 3) the deviations of the average rates of pearlite in the microstructures of a 1/2 flange portion and a fillet portion from that of the 1/4 flange portion are within ± 8% thereof, and
- 4) the deviation of the average rate of pearlite in the microstructure of a 1/2 web portion from that of the 1/4 flange portion is within ± 8% thereof.
- (2) A method of producing a rolled H-section having
uniform microstructures and uniform mechanical
properties, characterized in that: the H-section is
produced from a cast steel having a chemical composition
containing Ceq, defined by the carbon equivalent formula
Ceq = C + Si/24 + Mn/6 + Ni/40 + Cr/5 + Mo/4 + V/14, at
0.15 to 0.40 mass %; and the microstructures satisfy any
one or more of the following conditions on the basis of a
1/4 flange portion in a cross section of said H-section
by applying a finish rolling wherein the finish rolling
temperatures, each expressed in terms of a surface
temperature during the finish rolling, of the three
portions, namely a 1/4 flange portion, a fillet portion
and a 1/2 web portion in a cross section of the H-section,
vary within 50°C:
- 1) the deviations of the average grain sizes of ferrite in the microstructures of a 1/2 flange portion and a fillet portion from that of the 1/4 flange portion are within ± 15% thereof,
- 2) the deviation of the average grain size of ferrite in the microstructure of a 1/2 web portion from that of the 1/4 flange portion is within ± 15% thereof,
- 3) the deviations of the average rates of pearlite in the microstructures of a 1/2 flange portion and a fillet portion from that of the 1/4 flange portion are within ± 8% thereof, and
- 4) the deviation of the average rate of pearlite in the microstructure of a 1/2 web portion from that of the 1/4 flange portion is within ± 8% thereof.
- (3) A method of producing a rolled H-section having uniform microstructures and uniform mechanical properties according to the item (2), characterized in that a cast steel containing Nb at 0.005 to 0.035 mass % added further to the chemical composition according to the item (2) is finish rolled with a total reduction ratio of 60% or more at each of a flange portion and a web portion while the temperature of the surface of the steel material is 950°C or lower.
- (4) A method of producing a rolled H-section having
uniform microstructures and uniform mechanical properties
according to the item (2) or (3), characterized in that
the rolling is carried out by either one of the following
two rolling methods or by the combination thereof:
- 1) a method of commencing a rolling after heating a cast steel in the temperature range from 1,100 to 1,300°C and rolling the cast steel one or more times applying a reduction ratio of 20% or more per pass to each of a flange and a web while the average temperature along the wall thickness of the flange and web portions is within the range between 950 and 1,100°C, and
- 2) a method of applying a finish rolling while each of the finish rolling temperatures of the three portions, namely a 1/4 flange portion, a fillet portion and a 1/2 web portion, is in the range from 650°C to 860°C.
- (5) A method of producing a rolled H-section having
uniform microstructures and uniform mechanical properties
according to the item (3) or (4), characterized in that
the production is carried out by further applying either
one of the following two processes or the combination
thereof:
- 1) a process group wherein the process of cooling a flange to a surface layer temperature of 750°C or lower by cooling the flange with water between the passes of reverse rolling in an intermediate rolling process and rolling the material during the course of heat recuperation between the passes of said reverse rolling is applied once or more times, and
- 2) a process of applying an accelerated cooling with water at an average cooling rate of 0.5 to 10°C/sec. in the period of time after the completion of rolling in the finish rolling process until a temperature reaches 500°C (here, if the process 2) is not included, natural cooling is adopted down to 500°C after the completion of the rolling).
-
-
- Fig. 1 is a schematic view showing the portions of an H-section and the positions where test pieces are cut out.
- Fig. 2 is a graph showing the transition of the average grain size of austenite after recrystallization depending on the rolling temperature history.
-
- As mentioned above, in a flange portion of an H-section, a 1/2 flange portion (fillet portion) at which the flange and a web are joined together has a small amount of strain caused by rolling as compared with the other portions of the flange, and in addition to that, this portion is forcedly worked in a high temperature range. Therefore, within the very same member, microstructural disparities are generated among different positions in a cross section of the flange portion and the microstructural disparities cause the strength and toughness of the fillet portion to decrease. That is, when an H-section having a web portion whose wall thickness is thinner than that of a flange portion is produced in a conventional hot rolling process, the microstructure of the web portion tends to become finer than that of the flange portion because the web portion undergoes the production conditions of comparatively low temperature and large reduction. Further, along with this, the web portion tends to have lower hardenability and a lower pearlite rate than the flange portion.
- The microstructural disparities have a significant influence on strength and toughness, and more specifically, cause the yield ratio of a web portion to increase. Further, the microstructural disparities and material quality disparities tend to be conspicuous when the proportion of the thickness of a flange to that of a web is large and the thickness of the web portion is thin. In order to mitigate the low-temperature and large-reduction conditions at a web portion and to bring the rolling temperature history of the web portion close to that of a flange portion, a method of shortening the time required up to the production by rolling, more specifically, a method of limiting the extension length of a steel material, namely reducing the weight of a cast steel, and accelerating the rolling and conveying speed, has so far been tried. As a consequence, however, a measure sufficient to obtain a uniform microstructure at the respective portions in a cross section has not been taken. As mentioned above, an H-section produced by conventional production processes has material quality disparities existing between a web and a flange, and there may be a case where such an H-section is inappropriate for a member used in a strict steel structure design, depending on the conditions. For example, when a conventional H-section is used as a member of a structure designed to be earthquake-proof, there is a danger that, when a large earthquake happens, a collapse pattern unpredictable in a designing stage may occur due to the disparities in material quality generated within a cross section of the member.
- Therefore, the present inventors made various studies to eliminate the above-mentioned microstructural disparities and, as a result, discovered that to control the average grain sizes of ferrite or the average rates of pearlite in microstructures on the basis of a 1/4 flange portion in a cross section of an H-section and/or to control mechanical properties such as yield strength and tensile strength at a 1/2 flange portion, a web portion and a fillet portion are important factors. This will be now explained in detail.
- The mechanical properties of a steel material having microstructures mainly composed of a ferrite phase and a pearlite phase can be predicted from the grain size of ferrite and the rate of pearlite. When a deformation is imposed on this steel material, plastic deformation starts to appear in the ferrite phase which is softer than the pearlite phase, and thereby the steel material yields. In a polycrystalline structure which is seen in a regular steel material, it is generally known that the mechanical properties depend on the crystal grain size of ferrite. That is to say, it has been shown theoretically and experimentally that yield strength has dependence on the grain size of ferrite, and specifically has a linear correlation with the square root of the ferrite grain size. In the case of steel materials having the same composition in particular, the square root of the ferrite grain size and the yield strength are linked to each other by a single rectilinear relation. This shows that, if the average grain sizes of ferrite in the microstructures of the steel materials having the same composition are substantially uniformalized, the yield strengths of the steel materials become substantially equal.
- In the meantime, tensile strength depends not only on the strength of ferrite which is a soft phase but also on the strength of pearlite which is a hard phase. This is because a rupture limit in a tensile test, which represents tensile strength, results from the plastic deformation of both ferrite and pearlite. Since the tensile strength of a composite structure is generally considered to be the weighted average of the tensile strengths of phases constituting the structure, the total sum of each product of the strength and the rate of a constituent phase in the structure can be used as a predictive expression of the tensile strength. In the case of a steel material mainly composed of a ferrite phase and a pearlite phase, a value acquired by adding the product of the strength and the rate of the pearlite phase to the product of the strength and the rate of the ferrite phase linearly correlates with tensile strength.
- In this event, tensile strength is a quantity which depends on the grain size of ferrite and the rate of pearlite because of the two reasons that the ferrite rate is equal to a value acquired by subtracting the pearlite rate from 1 because the number of main constituent phases is two and that the dependency of tensile strength on the grain size of pearlite is negligible because the plastic deformation of pearlite is very small compared with the plastic deformation of ferrite. For example, the tensile strength of a steel material is expressed by the following experimental formula (1) according to Pickering and the strength level of a rolled steel is substantially determined by the values of alloy-designed chemical constituents, the rate of pearlite, and the grain size of ferrite:
- This shows that tensile strengths are substantially the same if the average grain size of ferrite and the average rate of pearlite are substantially uniform in the microstructures of steel materials having the same composition. Accordingly, in order to keep a uniform strength in a cross section of an H-section, it is indispensable to apply the process control of rolling and cooling to each portion of the cross section.
- The crystal grain size of ferrite is determined by the number of ferrite transformation sites and the growth rate of the ferrite crystals during the transformation of austenite into ferrite, and depends chiefly on the following conditions: 1) the grain size of austenite just before it is transformed into ferrite, and 2) a temperature at working, the amount of strain, a cooling rate in a transformation range and the like, in a working and heat treatment represented by an accelerated cooling type controlled rolling (TMCP). Further, the rate of pearlite is mainly determined by the transformation temperature of the pearlite.
- On the basis of the above-mentioned principles, the present invention actualizes the uniformity of microstructures and that of mechanical properties in a cross section of an H-section by reducing microstructural disparities among a web, a flange and a fillet of the rolled H-section formed by rolling using the methods shown hereafter. The following measures can be enumerated as methods of eliminating microstructural disparities among a 1/4 flange portion, a 1/2 flange portion and a fillet portion and uniformalizing their mechanical properties:
- 1 ○ To sufficiently fine the structure of austenite after recrystallization at not only a 1/4 flange portion but also a 1/2 flange portion and a fillet portion by applying a large-reduction rolling with a reduction ratio of 20% or more for example, and thereby to fine microstructures finally.
- 2 ○ To sufficiently fine the structure of austenite after recrystallization at not only a 1/4 flange portion but also a 1/2 flange portion and a fillet portion by rolling a material in a relatively low temperature range within a recrystallization temperature range (950°C or higher, for example), and thereby to fine microstructures finally. In order to realize the rolling in a relatively low temperature range, a method of cooling the flange with water between passes can be envisaged.
- 3 ○ To suppress the grain growth of ferrite by accelerated cooling using water cooling after the completion of rolling, and thereby to increase the rate of pearlite in a structure.
-
- Further, the following measures can be enumerated as methods of eliminating microstructural disparity between a 1/4 flange portion and a 1/2 web portion:
- 1) To eliminate a single rolling pass which uses a pass groove for a web, called a flat pass rolling, in a breakdown process, and thereby to suppress a temperature drop in the web during the rolling. Here, in order to actualize such a process, it is essential to employ a so-called universal breakdown rolling process wherein a single rolling pass for the web is used in a universal rolling process succeeding the breakdown process.
- 2) To shorten the time required for rolling, and thereby to suppress an increase in temperature differences among portions in a cross section of an H-section.
- 3) To sufficiently fine the grain sizes of austenite structures after recrystallization at not only a 1/4 flange portion but also a fillet portion by applying a large-reduction rolling, and thereby to fine the microstructures finally.
- 4) To fine the grain sizes of austenite structures after recrystallization at not only a 1/4 flange portion but also a fillet portion by applying rolling in a relatively low temperature range within a recrystallization temperature range (950°C or higher, for example), and thereby to fine the microstructures finally. In order to actualize the rolling in the relatively low temperature range, a method of cooling a steel material with water between rolling passes can be envisaged.
- 5) To bring the rolling temperature histories of
three portions, namely a flange, a fillet and a web,
within a non-recrystallization temperature range close to
each other. As concrete methods therefor, it is
sufficient to control the following items:
- To suppress differences in total reduction ratio among the portions in the non-recrystallization temperature range. Differences in strain introduced by rolling among the portions are reduced if a total reduction ratio of 60% or more can be secured during the reduction from a wall thickness at the upper limit of the non-recrystallization temperature range (the upper limit being of the order of 950°C in terms of a temperature at the surface of a steel material, for example, in the case of a steel containing Nb among the components of the present invention) down to the wall thickness of a product.
- To suppress differences in finishing temperatures among the portions. If temperatures during a finish rolling (hereinafter referred to as finishing temperatures) at the steel material surfaces of the three portions, namely a flange, a fillet and a web, are all 860°C or lower, the grain sizes of microstructures are sufficiently fined. However, if they are lower than 650°C, the microstructures are partly transformed into ferrite to cause work-induced ferrite to be generated during the rolling, which deteriorates mechanical properties, in particular toughness. Therefore, the lower limit of the finishing temperature is set at 650°C. Further, if the differences in finishing temperatures among the three portions can be suppressed within 50°C, microstructural disparities among the portions are reduced.
- 6) To suppress the grain growth of ferrite by accelerated cooling at a cooling rate of 0.5 to 10.0°C/sec. after the completion of rolling, and thereby to increase the rates of pearlite and bainite in a structure.
-
- According to the present invention, as mentioned above, it is necessary that the deviations of the average grain sizes of ferrite in microstructures of a 1/2 flange portion and a fillet portion from that of a 1/4 flange portion are within ± 15% thereof or the deviations of the average rates of pearlite in the microstructures of a 1/2 flange portion and a fillet portion from that of a 1/4 flange portion are within ± 8% thereof. Here, the reasons why the range of a uniform microstructure is limited to within ± 15% in terms of the average grain size of ferrite and within ± 8% in terms of the average rate of pearlite are that the results of experiments have made it clear that, as long as these limits are maintained, it is possible to control the variations of mechanical properties such as strength and toughness to within about ± 5%, that is, when the average grain size of ferrite and the average rate of pearlite are within the above-mentioned limits, substantially uniform mechanical properties can be obtained.
- In the case of industrial production, a certain degree of tolerance is required. With respect to tensile strength and yield strength, they can be judged to be uniform if the extent of variations is such that variations in the tensile strength and yield strength are within 5% and variations in yield ratios are within 3%. For example, if any one or more of the following conditions are satisfied, mechanical properties are determined to be uniform in a cross section of an H-section. An H-section sufficiently satisfying these conditions can be obtained by employing the production method according to the present invention.
- On the basis of a 1/4 flange portion:
- 1) A rolled H-section having uniform mechanical properties wherein the deviations of the yield strengths of a 1/2 flange portion and a fillet portion from that of the 1/4 flange portion are within ± 5% thereof.
- 2) The deviations of the yield ratios (yield strength/tensile strength) of a 1/2 flange portion and a fillet portion from that of the 1/4 flange portion are within ± 3% thereof.
- 3) The deviations of the yield strengths and tensile strengths of a 1/2 flange portion and a fillet portion from those of the 1/4 flange portion are within ± 5% thereof, respectively.
- 4) The deviations of the yield ratios (yield strength/tensile strength) and tensile strengths of a 1/2 flange portion and a fillet portion from those of the 1/4 flange portion are within ± 3% and ± 5% thereof, respectively.
- 5) The deviation of the yield strength of a 1/2 web portion from that of the 1/4 flange portion is within ± 5% thereof.
- 6) The deviation of the yield ratio of a 1/2 web portion from that of the 1/4 flange portion is within ± 3% thereof.
- 7) The deviations of the yield strength and tensile strength of a 1/2 web portion from those of the 1/4 flange portion are within ± 5% thereof, respectively.
- 8) The deviations of the yield ratio and tensile strength of a 1/2 web portion from those of the 1/4 flange portion are within ± 3% and ± 5% thereof, respectively.
-
- Next, the reason why the range of the carbon equivalent in a steel of the present invention is limited to 0.15 to 0.40 mass % will be explained hereafter. The carbon equivalent in the present invention is determined by the carbon equivalent formula Ceq = C + Si/24 + Mn/6 + Ni/40 + Cr/5 + Mo/4 + V/14 and it ranges from 0.15 to 0.40 mass %. This composition range corresponds to the chemical compositions of a rolled steel for general structure, a rolled steel for welded structure, a rolled steel for building structure and the like defined as SN400, SS400, SM400, SN490, SM490, etc. in the JIS standards. This composition range represents the tensile strengths of 400 MPa to 610 MPa and allows achieving high toughness and high weldability. Further, when a carbon equivalent is within this range, the microstructure of a steel having such composition is mainly composed of a ferrite phase and a pearlite phase and, as mentioned above, a mechanism comes into existence wherein the microstructure has an influence on mechanical properties. In addition, the carbon equivalent formula shown in the claims is described also in the JIS standards, and it is shown there that the lower the value is, the more excellent the weldability is. Further, with respect to toughness, it is empirically known that the lower the value of the carbon equivalent formula is, the better is the value of toughness obtained.
- Further, according to the present invention, Nb at 0.005 to 0.035 mass % is added to the chemical composition satisfying the above-mentioned limited range of the carbon equivalent formula in order to improve strength and toughness. It is known that the addition of Nb acts so as to suppress recrystallization of steel. For example, even in a case where Nb at 0.005 mass %, that is the minimum amount of Nb addition, is added, a non-recrystallization temperature range can be raised to a temperature range of, for example, the order of 950°C, provided that the carbon equivalent is in the range according to the present invention. Further, if the concentration of added Nb exceeds 0.035 mass %, coarse Nb-based carbides disperse, which may impair the toughness and weldability of a base metal. Therefore, the upper limit of Nb is set at 0.035 mass %.
- Next, the reasons why the conditions of controlled rolling and controlled cooling are limited, which are the features of the present invention, will be explained hereafter.
- The reason why the reheating temperature of a cast steel is limited to within the temperature range of 1,100 to 1,300°C at the time of starting the rolling of an H-section is that heating up to 1,100°C or higher is required in order to make plastic deformation easy when a section steel is produced by hot rolling, and that the upper limit is set at 1,300°C from the viewpoints of the capability and economical efficiency of a reheating furnace.
- A heated cast steel is then rolled and formed in the processes of rough rolling, intermediate rolling and finish rolling.
As one of the features of the rolling process according to the present invention, a large-reduction rolling with a reduction ratio of 20% or more per pass in the intermediate rolling process can be mentioned. The reason why the temperature range is limited to 950 to 1,100°C when a large-reduction rolling with a reduction ratio of 20% or more per pass is adopted is that the effect of recrystallization on fining the grain size in an austenite structure is maximized within this temperature range. The more the strain is imposed during rolling, the finer the grain size in the structure of austenite after recrystallization is. In the case of a rolling with a reduction ratio of less than 20% which has so far been employed, the grain sizes of the recrystallized structures of a web and a flange have been sufficiently fined; however, the grain size of the recrystallized structure of a fillet portion has not been sufficiently fined because a work-induced strain introduced into the fillet portion has been relatively small. On the other hand, by adopting a rolling with a reduction ratio of 20% or more in the above-described temperature range, the fining of the grain size of the recrystallized structure of a fillet has sufficiently progressed and it has been possible to obtain an austenite structure having grains substantially as fine as those of the web and flange portions. - Further, the higher the frequency of large-reduction rolling with a reduction ratio of 20% or more is, the more the fining of the grain size in the austenite structure advances, as shown in Fig. 2. However, as the average grain size of austenite after recrystallization converges at a value which depends on working conditions, the effect of recrystallization per pass on fining a grain size tends to decrease as the frequency of rolling increases. In this event, a part of work-induced strain is accumulated in austenite grains, acts as ferrite transformation nuclei in the austenite grains, and has the function of fining the grain size of a microstructure finally.
- Further, by adding a large-reduction rolling to a production process, the number of rolling passes is reduced, the time required to roll a reheated cast steel into an H-section of a prescribed size is shortened, and temperature differences among portions in a cross section of the H-section are reduced. That is to say, temperature differences among the portions during a rolling pass are reduced and thus variations in the temperature histories of the portions are reduced.
- In addition to the conditions of a large-reduction rolling, by employing the water cooling of a flange portion between rolling passes and after the completion of rolling, the uniformalizing of the microstructures of respective portions in a cross section and the uniformalizing of the mechanical properties thereof are further accelerated.
- By employing the water cooling of a flange portion between rolling passes, the temperature of a fillet gradually comes closer to the temperature of a web or that of a flange, and microstructural disparities within a cross section are further reduced. Here, with respect to the water cooling of a flange between rolling passes, a method of cooling the flange so that the surface temperature of the flange portion is cooled down to 750°C or lower just after the water cooling and rolling the steel material while the surface of the steel material is recuperated is effective for fining the grain size of a microstructure, and, by applying the method at least once or by repeating it a plurality of times, the effect of fining a grain size is further exhibited. In addition, this water cooling gives a temperature gradient extending from the surface layer portion of the flange to the interior, increases the permeation of working by rolling into the interior as compared with a case where water cooling is not applied, and also gives the effect of assisting the fining of the size of grains in the inner part of the wall thickness.
- The number of repetition of the water cooling and the recuperation rolling depends on the thickness of a rolled material, the thickness of a flange for example, and two or more repetitions are employed when the thickness is large. Here, a reason to limit the temperature of the surface layer portion of a cooled flange to 750°C or lower is that the cooling is performed not only to lower the temperature of a rolled material but also to obtain the effect of revealing the function of suppressing the quench hardening of a surface layer portion. That is to say, a rolled material is once cooled down to the austenite-ferrite transformation temperature (Ar3 temperature) or lower by water cooling to transform austenite into ferrite, and undergoes a process of rolling the material in the austenite-ferrite two-phase domain and a process of transforming the ferrite, which is transformed once by recuperating heat and raising the temperature before the subsequent rolling pass, into austenite again as a reverse transformation, and by these processes, the grain size of the microstructure in the surface layer portion is fined, the hardenability can be remarkably lowered, and the quench-hardening of the surface layer portion can be prevented even when an accelerated cooling is applied after the completion of rolling.
- Further, the purpose of finish cooling the flange portion at a cooling rate of 0.5 to 10°C/sec. after the completion of rolling is to suppress the grain growth of ferrite by an accelerated cooling and thus to uniformalize the microstructures of the respective portions in the cross section with their grains being kept fine, and also to increase the rate of pearlite in a structure and thus to obtain targeted strength with the small amounts of alloys.
- The present invention will be explained hereafter based on examples.
- Experimentally produced steels were melted and refined in a basic oxygen furnace and cast into cast steels 240 to 300 mm in thickness by a continuous casting method, and the cast steels were heated and then rolled into H-sections.
- As the conditions for the hot rolling, employed was an H-section production method comprising a breakdown process basically by the use of groove rolling, an intermediate rolling process by the use of a group of intermediate universal mills comprising an edger mill and a universal mill, and a finish rolling process by the use of a universal mill. Here, this method may include an additional skew-roll rolling process for controlling the height of the web of an H-section.
- Under this production method by rolling, in the breakdown process, a cast steel is shaped so as to have a proper flange width and web height by being rolled in the width direction of the cast steel by the use of rolling rolls each having a plurality of grooves disposed therein, each of which grooves has a projection in the center of the groove bottom which width is different from those of other grooves. In succession, in the intermediate rolling process, the flange width is shaped by the edger mill, and the web thickness and the flange thickness are shaped by the universal mill. Further, in the finish rolling process, the steel is shaped by the finishing mill into the prescribed size of an H-section.
- On the other hand, in the conventional method, a cast steel undergoes the above-mentioned rolling in a breakdown process and thereafter a single web rolling process by the use of grooves, called flat pass rolling. However, the reduction of the thickness of the web in the early stage in consequence of the single web rolling causes the temperature drops of the web in the succeeding processes to be conspicuous, and the web has to be rolled in a low temperature range as compared with the other portions. Further, since a reduction ratio per pass in the universal mill is relatively small in the intermediate rolling process, the time needed for the production by rolling is prolonged, temperature differences among the portions are expanded accordingly, and that causes the disparities of rolling temperature histories.
- In this example, the uniformity of microstructures and the uniformity of mechanical properties such as tensile strength and yield strength were achieved by eliminating the flat pass rolling in the breakdown process and shortening the time required for the production by rolling by using large-reduction rolling in the intermediate rolling process. For example, microstructures shown in Table 1 were obtained when the above-mentioned process was used to produce H-sections each having a web thickness of 9 mm, a flange thickness of 12 mm, a web height of 500 mm and a flange width of 200 mm, and H-sections of large size each having a web thickness of 40 mm, a flange thickness of 60 mm, a web height of 500 mm and a flange width of 500 mm. In addition, the mechanical properties of an H-section according to the present invention, which uniformalizes strength within a cross section, can be obtained not only in the cases of the above-described sizes but also similarly in the cases of, for example, an H-section of heavy wall thickness having a web thickness of 40 mm, a flange thickness of 60 mm, a web height of 500 mm and a flange width of 500 mm, and an H-section of large size having a web thickness of 19 mm, a flange thickness of 37 mm, a web height of 300 mm and a flange width of 900 mm.
- The mechanical properties of the H-sections thus produced were obtained by taking test pieces from positions at 1/4 and 1/2 (1/4B and 1/2B) of the total width (B) of a
flange 2 along the center line located in the center (1/2t2) of the wall thickness t2 of theflange 2, and from a position at 1/2 (1/2H) of the height of the web along the center line located in the center of the wall thickness of aweb 3, as shown in Fig. 1. Here, 1/4B corresponds to a 1/4 flange portion, 1/2B to a fillet portion or 1/2 flange portion, and 1/2H to a 1/2 web portion. The reason why these portions are selected to evaluate the properties is that the 1/4 flange portion (1/4B) and the fillet portion (1/2B) can be considered to represent the properties of the flange portion of an H-section. Here, measurement was carried out on a cross section of an H-section in every case. - Table 1 shows the results of measuring the average grain sizes of ferrite and the average rates of pearlite in the microstructures of a 1/4 flange portion, a fillet portion and a 1/2 web portion, and proportions between those values of two portions, namely a 1/4 flange portion and a fillet portion, and between those values of two portions, namely a 1/4 flange portion and a 1/2 web portion, with respect to each of the experimentally produced steels. In the stage of production, whereas the average grain sizes of ferrite and the average rates of pearlite of the steels according to the present invention distribute in the ranges specified by the present invention, those of conventional steels (comparative steels) do not satisfy the ranges specified by the present invention and therefore desired strength or toughness has not been achieved. Here, a method of measuring the average grain sizes of ferrite and the average rates of pearlite based on microstructural observation is not specifically restricted. At least an optical microscope can be used for the observation, and when an average value is to be obtained, it is desirable to measure each value in a visual field about 0.4 mm x about 0.4 mm or larger in size within a domain in which local variations in an observed portion are judged to be sufficiently small.
Flange portion microstructure measurement results of invented steels and conventional steels (comparative steels) No.. Name of portion Position in Fig. 1 Average ferrite grain size (µm) Grain size proportion (%) Average pearlite rate (%) Proportion of rate (%) Invented steel 1 1/4 flange, 1/4B 1/2t 16.2 21.0 fillet, 1/2B 1/2t 17.8 9.9 19.1 -9.0 1/2 web 1/2W 1/2t 12.6 -22.2 23.4 11.4 2 1/4 flange, 1/4B 1/2t 14.7 16.7 fillet, 1/2B 1/2t 17.2 17.0 15.7 -6.0 1/2 web 1/2W 1/2t 11.9 -19.0 18.7 12.0 3 1/4 flange, 1/4B 1/2t 18.2 35.4 fillet, 1/2B 1/2t 21.4 17.6 31.5 -11.0 1/2 web 1/2W 1/2t 16.1 -11.5 38.7 9.3 4 1/4 flange, 1/4B 1/2t 10.5 19.8 fillet, 1/2B 1/2t 13.4 27.6 17.9 -9.6 1/2 web 1/2W 1/2t 8.7 -17.1 21.1 6.6 5 1/4 flange, 1/4B 1/2t 9.2 17.2 fillet, 1/2B 1/2t 10.3 12.0 17.1 -0.6 1/2 web 1/2W 1/2t 7.5 -18.5 19.3 12.2 6 1/4 flange, 1/4B 1/2t 13.4 9.8 fillet, 1/2B 1/2t 15.7 17.2 8.8 -10.2 1/2 web 1/2W 1/2t 13.5 0.7 10.3 5.1 7 1/4 flange, 1/4B 1/2t 11.2 42.1 fillet, 1/2B 1/2t 11.9 6.3 41.3 -1.9 1/2 web 1/2W 1/2t 9.9 -11.6 46.1 9.5 8 1/4 flange, 1/4B 1/2t 17.8 39.6 fillet, 1/2B 1/2t 20.1 12.9 35.7 -9.8 1/2 web 1/2W 1/2t 17.1 -3.9 41.0 3.5 9 1/4 flange, 1/4B 1/2t 8.1 18.2 fillet, 1/2B 1/2t 9.1 12.3 16.9 -7.1 1/2 web 1/2W 1/2t 6.7 -17.3 19.6 7.7 10 1/4 flange, 1/4B 1/2t 10.8 6.1 fillet, 1/2B 1/2t 12.8 18.5 5.8 -4.9 1/2 web 1/2W 1/2t 9.7 -10.2 6.5 6.6 Invented steel 11 1/4 flange, 1/4B 1/2t 8.1 17.2 fillet, 1/2B 1/2t 8.7 7.4 16.2 -5.8 1/2 web 1/2W 1/2t 8.2 1.2 16.6 -3.5 12 1/4 flange, 1/4B 1/2t 14.2 16.2 fillet, 1/2B 1/2t 16.0 12.7 15.1 -6.8 1/2 web 1/2W 1/2t 12.5 -12.0 16.8 3.7 Comparative steel 13 1/4 flange, 1/4B 1/2t 10.1 16.7 fillet, 1/2B 1/2t 12.2 20.8 14.3 -14.1 1/2 web 1/2W 1/2t 8.3 -17.8 18.5 11.1 14 1/4 flange, 1/4B 1/2t 9.2 16.2 fillet, 1/2B 1/2t 12.4 34.8 14.5 -10.7 1/2 web 1/2W 1/2t 7.4 -19.6 19.4 19.5 15 1/4 flange, 1/4B 1/2t 8.6 14.5 fillet, 1/2B 1/2t 12.2 41.9 12.3 -15.2 1/2 web 1/2W 1/2t 6.6 -23.3 16.5 13.8 16 1/4 flange, 1/4B 1/2t 21.5 42.7 fillet, 1/2B 1/2t 25.4 18.1 38.7 -9.4 1/2 web 1/2w 1/2t 16.4 -23.7 48.1 12.6 17 1/4 flange, 1/4B 1/2t 18.1 39.5 fillet, 1/2B 1/2t 22.1 22.1 35.8 -9.4 1/2 web 1/2W 1/2t 13.2 -27.1 43.4 9.9 18 1/4 flange, 1/4B 1/2t 12.1 20.1 fillet, 1/2B 1/2t 14.8 22.3 18.1 -10.0 1/2 web 1/2W 1/2t 9.8 -19.0 22.4 11.4 19 1/4 flange, 1/4B 1/2t 8.9 22.8 fillet, 1/2B 1/2t 10.5 18.0 20.6 -9.6 1/2 web 1/2W 1/2t 7.1 -20.2 25.1 10.1 20 1/4 flange, 1/4B 1/2t 12.3 23.6 fillet, 1/2B 1/2t 15.1 22.8 20.4 -13.6 1/2 web 1/2W 1/2t 9.9 -19.5 26.5 12.3 - It has been made clear that an H-section having uniform microstructures at three portions, namely a 1/4 flange portion, a fillet portion and a 1/2 web portion, can be produced by setting the reduction ratio of a large-reduction rolling at 20% or more in an intermediate rolling process and further combining appropriately the following rolling temperature conditions with the cooling conditions between rolling passes and after rolling as shown in Table 2, under the rolling method described in Example 1.
- Variations in the finish rolling temperatures are within 50°C among three portions, namely a 1/4 flange portion, a fillet portion and a 1/2 web portion.
- Finish rolling temperatures are not lower than 650°C and not higher than 860°C at the three portions, namely a 1/4 flange portion, a fillet portion and a 1/2 web portion.
- A total reduction ratio in the temperature range of 950°C or lower is 60% or more at both a flange portion and a web portion (here, this condition is restricted only to a case where Nb is added).
- The surface layer portion of a flange is cooled down to 750°C or lower by cooling the flange with water between passes and the material is rolled during the recuperation between passes.
- The average cooling rate of an accelerated cooling with water is 0.5 to 10°C/sec. after the completion of rolling until the temperature reaches 500°C.
- In addition, the combination of the production conditions of the invented steels in Table 1 is shown in Table 2.




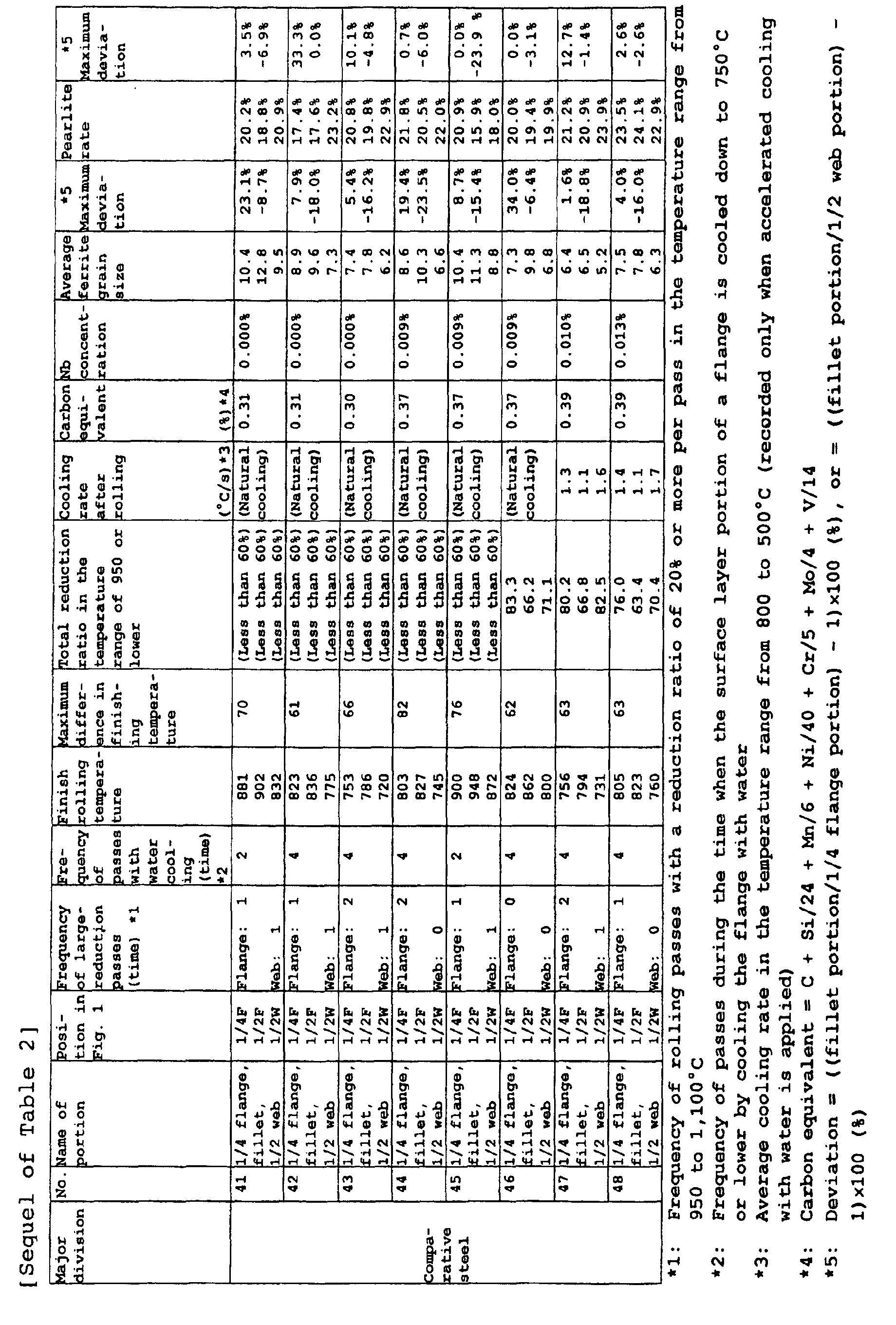
- The mechanical properties of H-sections produced by the method similar to that employed in Example 1 are shown in Table 3.
- Table 3 shows the results of measuring the yield strength and tensile strength of a 1/4 flange portion, a fillet portion and a 1/2 web portion, and the proportions between those values of two portions, namely a 1/4 flange portion and a fillet portion, and between those values of two portions, namely a 1/4 flange portion and a 1/2 web portion, with respect to each of the experimentally produced steels. In a stage of production, whereas the average grain sizes of ferrite and the average rates of pearlite of the steels according to the present invention distribute in the ranges specified by the present invention, those of conventional steels (comparative steels) do not satisfy the ranges specified by the present invention and therefore desired strength or toughness has not been achieved. Here, although the size of test pieces for measuring tensile strength and yield strength is not specifically restricted, it is desirable to use at least JIS standards and a method compliant with JIS standards.


- As explained above, the present invention makes it possible to provide an H-section having few microstructural disparities among respective portions of the H-section and having uniform mechanical properties within a cross section of the H-section.
Claims (5)
- A rolled H-section having uniform microstructures and uniform mechanical properties, characterized in that: the H-section is produced from a cast steel having a chemical composition containing Ceq, defined by the carbon equivalent formula Ceq = C + Si/24 + Mn/6 + Ni/40 + Cr/5 + Mo/4 + V/14, at 0.15 to 0.40 mass %; and the microstructures satisfy any one or more of the following conditions on the basis of a 1/4 flange portion in a cross section of said H-section:1) the deviations of the average grain sizes of ferrite in the microstructures of a 1/2 flange portion and a fillet portion from that of the 1/4 flange portion are within ± 15% thereof,2) the deviation of the average grain size of ferrite in the microstructure of a 1/2 web portion from that of the 1/4 flange portion is within ± 15% thereof,3) the deviations of the average rates of pearlite in the microstructures of a 1/2 flange portion and a fillet portion from that of the 1/4 flange portion are within ± 8% thereof, and4) the deviation of the average rate of pearlite in the microstructure of a 1/2 web portion from that of the 1/4 flange portion is within ± 8% thereof.
- A method of producing a rolled H-section having uniform microstructures and uniform mechanical properties, characterized in that: the H-section is produced from a cast steel having a chemical composition containing Ceq, defined by the carbon equivalent formula Ceq = C + Si/24 + Mn/6 + Ni/40 + Cr/5 + Mo/4 + V/14, at 0.15 to 0.40 mass %; and the microstructures satisfy any one or more of the following conditions on the basis of a 1/4 flange portion in a cross section of said H-section by applying a finish rolling wherein the finish rolling temperatures, each expressed in terms of a surface temperature during the finish rolling, of the three portions, namely a 1/4 flange portion, a fillet portion and a 1/2 web portion in a cross section of the H-section, vary within 50°C:1) the deviations of the average grain sizes of ferrite in the microstructures of a 1/2 flange portion and a fillet portion from that of the 1/4 flange portion are within ± 15% thereof,2) the deviation of the average grain size of ferrite in the microstructure of a 1/2 web portion from that of the 1/4 flange portion is within ± 15% thereof,3) the deviations of the average rates of pearlite in the microstructures of a 1/2 flange portion and a fillet portion from that of the 1/4 flange portion are within ± 8% thereof, and4) the deviation of the average rate of pearlite in the microstructure of a 1/2 web portion from that of the 1/4 flange portion is within ± 8% thereof.
- A method of producing a rolled H-section having uniform microstructures and uniform mechanical properties according to claim 2, characterized in that a cast steel containing Nb of 0.005 to 0.035 mass % added further to the chemical composition according to claim 2 is finish rolled with a total reduction ratio of 60% or more at each of a flange portion and a web portion while the temperature of the surface of the steel material is 950°C or lower.
- A method of producing a rolled H-section having uniform microstructures and uniform mechanical properties according to claim 2 or 3, characterized in that the rolling is carried out by either one of the following two rolling methods or by the combination thereof:1) a method of commencing a rolling after heating a cast steel in the temperature range from 1,100 to 1,300°C and rolling the cast steel one or more times applying a reduction ratio of 20% or more per pass to each of a flange and a web while the average temperature along the wall thickness of the flange and web portions is within the range between 950 and 1,100°C, and2) a method of applying a finish rolling while each of the finish rolling temperatures of the three portions, namely a 1/4 flange portion, a fillet portion and a 1/2 web portion, is in the range from 650°C to 860°C.
- A method of producing a rolled H-section having uniform microstructures and uniform mechanical properties according to claim 3 or 4, characterized in that the production is carried out by further applying either one of the following two processes or the combination thereof:1) a process group wherein the process of cooling a flange to a surface layer temperature of 750°C or lower by cooling the flange with water between the passes of reverse rolling in an intermediate rolling process and rolling the material during the course of heat recuperation between the passes of said reverse rolling is applied once or more times, and2) a process of applying an accelerated cooling with water at an average cooling rate of 0.5 to 10°C/sec. in the period of time after the completion of rolling in the finish rolling process until a temperature reaches 500°C (here, if the process 2) is not included, natural cooling is adopted down to 500°C after the completion of the rolling).
Applications Claiming Priority (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000102299 | 2000-04-04 | ||
| JP2000102299 | 2000-04-04 | ||
| JP2000109778 | 2000-04-11 | ||
| JP2000109778 | 2000-04-11 | ||
| JP2000296547 | 2000-09-28 | ||
| JP2000296547 | 2000-09-28 | ||
| JP2001000695 | 2001-01-05 | ||
| JP2001000695 | 2001-01-05 | ||
| PCT/JP2001/002931 WO2001075182A1 (en) | 2000-04-04 | 2001-04-04 | Rolled h-shaped steel having uniform microstructure and uniform mechanical properties and method for producing the same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1281777A1 true EP1281777A1 (en) | 2003-02-05 |
| EP1281777A4 EP1281777A4 (en) | 2005-02-02 |
| EP1281777B1 EP1281777B1 (en) | 2010-06-23 |
Family
ID=27481192
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01919779A Expired - Lifetime EP1281777B1 (en) | 2000-04-04 | 2001-04-04 | A method of producing a rolled h-shaped steel having uniform microstructure and uniform mechanical properties |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1281777B1 (en) |
| JP (1) | JP4231226B2 (en) |
| TW (1) | TW541342B (en) |
| WO (1) | WO2001075182A1 (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006011617A1 (en) * | 2004-07-28 | 2006-02-02 | Nippon Steel Corporation | Shaped steel excellent in fire resistance and producing method therefor |
| WO2008100292A2 (en) | 2006-10-16 | 2008-08-21 | Genelux Corporation | Modified vaccinia virus strains for use in diagnostic and therapeutic methods |
| US7662398B2 (en) | 2003-06-18 | 2010-02-16 | Genelux Corporation | Microorganisms for therapy |
| US8137904B2 (en) | 2002-06-05 | 2012-03-20 | Genelux Corporation | Light emitting microorganisms and cells for diagnosis and therapy of diseases associated with wounded or inflamed tissue |
| US8568707B2 (en) | 2001-07-31 | 2013-10-29 | Genelux Corporation | Light emitting microorganisms and cells for diagnosis and therapy of tumors |
| CN103834861A (en) * | 2014-03-20 | 2014-06-04 | 莱芜钢铁集团有限公司 | 320MPa low-temperature resistant hot-rolled H-shaped steel and preparation method thereof |
| CN104004957A (en) * | 2014-06-12 | 2014-08-27 | 莱芜钢铁集团有限公司 | Method for producing H-type steel with small compression ratio and for low temperature through oxide metallurgy technology |
| US20210032732A1 (en) * | 2018-01-30 | 2021-02-04 | Jfe Steel Corporation | Steel material for line pipes, method for producing the same, and method for producing line pipe |
| US11041231B2 (en) | 2017-03-15 | 2021-06-22 | Nippon Steel Corporation | H-section steel and method of producing the same |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005059032A (en) * | 2003-08-08 | 2005-03-10 | Jfe Steel Kk | Method for manufacturing h-beam having narrow flange width |
| WO2013089089A1 (en) | 2011-12-15 | 2013-06-20 | 新日鐵住金株式会社 | High-strength extra-thick steel h-beam |
| CN102644035B (en) * | 2012-04-17 | 2013-11-06 | 马钢(集团)控股有限公司 | Cooling after rolling method for high-weather fastness hot-rolled H-steel with yield strength up to 460MPa |
| EP2865779B1 (en) | 2012-11-26 | 2018-03-21 | Nippon Steel & Sumitomo Metal Corporation | H-Section steel and process for producing same |
| EP2975149B1 (en) | 2013-03-14 | 2019-05-01 | Nippon Steel & Sumitomo Metal Corporation | H-shaped steel and process for manufacturing same |
| JP2022074057A (en) * | 2020-10-29 | 2022-05-17 | Jfeスチール株式会社 | Projecting h-beam and method for producing the same |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0589424A2 (en) * | 1992-09-24 | 1994-03-30 | Nippon Steel Corporation | Shape steel material having high strength, high toughness and excellent fire resistance and process for producing rolled shape steel of said material |
| US5738739A (en) * | 1993-02-04 | 1998-04-14 | Nippon Steel Corporation | Method for producing low carbon equivalent rolled steel shapes by controlled rolling |
| EP0940477A1 (en) * | 1998-03-05 | 1999-09-08 | Kawasaki Steel Corporation | Wide-flange beams made from a steel with high toughness and yield strength, and process for manufacturing these products |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5357116A (en) * | 1976-11-05 | 1978-05-24 | Nippon Steel Corp | Production of high tensile h-beam steel with excellent weldability for low t emperature service |
| JPS56123350A (en) | 1980-02-28 | 1981-09-28 | Nippon Steel Corp | High tensile steel for welded structure with superior weld crack resistance |
| JPS56127750A (en) | 1980-03-10 | 1981-10-06 | Nippon Steel Corp | Structural high tensile steel with reduced stress aging brittleness |
| JPH09137218A (en) * | 1995-11-13 | 1997-05-27 | Kawasaki Steel Corp | Manufacture of wide flange shape for building construction |
| JP3440710B2 (en) | 1996-08-23 | 2003-08-25 | Jfeスチール株式会社 | H-section steel excellent in toughness of fillet portion and method for producing the same |
-
2001
- 2001-04-04 JP JP2001573054A patent/JP4231226B2/en not_active Expired - Fee Related
- 2001-04-04 TW TW90108189A patent/TW541342B/en not_active IP Right Cessation
- 2001-04-04 EP EP01919779A patent/EP1281777B1/en not_active Expired - Lifetime
- 2001-04-04 WO PCT/JP2001/002931 patent/WO2001075182A1/en active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0589424A2 (en) * | 1992-09-24 | 1994-03-30 | Nippon Steel Corporation | Shape steel material having high strength, high toughness and excellent fire resistance and process for producing rolled shape steel of said material |
| US5738739A (en) * | 1993-02-04 | 1998-04-14 | Nippon Steel Corporation | Method for producing low carbon equivalent rolled steel shapes by controlled rolling |
| EP0940477A1 (en) * | 1998-03-05 | 1999-09-08 | Kawasaki Steel Corporation | Wide-flange beams made from a steel with high toughness and yield strength, and process for manufacturing these products |
Non-Patent Citations (1)
| Title |
|---|
| See also references of WO0175182A1 * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8568707B2 (en) | 2001-07-31 | 2013-10-29 | Genelux Corporation | Light emitting microorganisms and cells for diagnosis and therapy of tumors |
| US8642257B2 (en) | 2001-07-31 | 2014-02-04 | Genelux Corporation | Vaccinia virus for diagnosis and therapy of tumors |
| US8137904B2 (en) | 2002-06-05 | 2012-03-20 | Genelux Corporation | Light emitting microorganisms and cells for diagnosis and therapy of diseases associated with wounded or inflamed tissue |
| US10463730B2 (en) | 2003-06-18 | 2019-11-05 | Genelux Corporation | Microorganisms for therapy |
| US7662398B2 (en) | 2003-06-18 | 2010-02-16 | Genelux Corporation | Microorganisms for therapy |
| WO2006011617A1 (en) * | 2004-07-28 | 2006-02-02 | Nippon Steel Corporation | Shaped steel excellent in fire resistance and producing method therefor |
| EP2415783A1 (en) | 2006-10-16 | 2012-02-08 | Genelux Corporation | Modified vaccinia virus strains for use in a diagnostic and therapeutic method |
| EP2426142A2 (en) | 2006-10-16 | 2012-03-07 | Genelux Corporation | Modified vaccinia virus strains for use in a diagnostic and therapeutic method |
| WO2008100292A2 (en) | 2006-10-16 | 2008-08-21 | Genelux Corporation | Modified vaccinia virus strains for use in diagnostic and therapeutic methods |
| CN103834861A (en) * | 2014-03-20 | 2014-06-04 | 莱芜钢铁集团有限公司 | 320MPa low-temperature resistant hot-rolled H-shaped steel and preparation method thereof |
| CN104004957A (en) * | 2014-06-12 | 2014-08-27 | 莱芜钢铁集团有限公司 | Method for producing H-type steel with small compression ratio and for low temperature through oxide metallurgy technology |
| US11041231B2 (en) | 2017-03-15 | 2021-06-22 | Nippon Steel Corporation | H-section steel and method of producing the same |
| US20210032732A1 (en) * | 2018-01-30 | 2021-02-04 | Jfe Steel Corporation | Steel material for line pipes, method for producing the same, and method for producing line pipe |
| US12037666B2 (en) * | 2018-01-30 | 2024-07-16 | Jfe Steel Corporation | Steel material for line pipes, method for producing the same, and method for producing line pipe |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4231226B2 (en) | 2009-02-25 |
| EP1281777B1 (en) | 2010-06-23 |
| EP1281777A4 (en) | 2005-02-02 |
| WO2001075182A1 (en) | 2001-10-11 |
| TW541342B (en) | 2003-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101073425B1 (en) | Process for manufacturing steel sheet having very high strength, ductility and toughness characteristics, and sheet thus produced | |
| EP1291448B1 (en) | Cold rolled steel sheet and galvanized steel sheet having strain aging hardening property and method for producing the same | |
| US6364968B1 (en) | High-strength hot-rolled steel sheet having excellent stretch flangeability, and method of producing the same | |
| EP1288316B1 (en) | Method for making high-strength high-toughness martensitic stainless steel seamless pipe | |
| US6290789B1 (en) | Ultrafine-grain steel pipe and process for manufacturing the same | |
| DK2924140T3 (en) | Process for producing a flat high-strength steel product | |
| WO2014041801A1 (en) | Hot-rolled steel sheet and method for manufacturing same | |
| EP1281777A1 (en) | Rolled h-shaped steel having uniform microstructure and uniform mechanical properties and method for producing the same | |
| EP2240618A1 (en) | High-strength steel sheet with excellent low temperature toughness and manufacturing method thereof | |
| KR101598313B1 (en) | High-strength cold-rolled steel sheet having small variations in strength and ductility, and method for producing same | |
| RU2519720C2 (en) | Method of making strips from low-alloy steel | |
| KR20090122371A (en) | Steel material having excellent high-temperature strength and toughness, and method for production thereof | |
| WO2020209060A1 (en) | Square steel tube, method for manufacturing same, and building structure | |
| US20220373108A1 (en) | Electric resistance welded steel pipe, method for producing the same, line pipe, and building structure | |
| JP5082667B2 (en) | High-strength thick steel plate with excellent arrest properties and method for producing the same | |
| KR101185977B1 (en) | Fire-resistant steel excellent in high-temperature strength, toughness and reheat embrittlement resistance and process for production of the same | |
| US20220018008A1 (en) | Method for Producing Thermo-Mechanically Produced Hot-Rolled Strip Products | |
| JP2008189987A (en) | Hot rolled steel sheet for tailored blank, and tailored blank | |
| EP3964600A1 (en) | Ultra-high strength steel sheet having excellent shear workability and method for manufacturing same | |
| JP2009287086A (en) | High-strength thick steel plate having excellent arrest property in 45 degree direction to rolling direction and method for producing the same | |
| JP2024028929A (en) | High strength steel sheet and manufacturing method thereof | |
| WO2020170775A1 (en) | Square steel pipe, method for manufacturing same, and building structure | |
| KR20210014055A (en) | High strength steel sheet and manufacturing method thereof | |
| WO2021131460A1 (en) | High-strength seamless steel pipe and method for manufacturing same | |
| JP2012041611A (en) | Method for manufacturing high strength steel sheet excellent in stability of mechanical property |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20021031 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE GB LU |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20041221 |
|
| 17Q | First examination report despatched |
Effective date: 20070518 |
|
| RTI1 | Title (correction) |
Free format text: A METHOD OF PRODUCING A ROLLED H-SHAPED STEEL HAVING UNIFORM MICROSTRUCTURE AND UNIFORM MECHANICAL PROPERTIES |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): GB LU |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): GB LU |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110324 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20170329 Year of fee payment: 17 Ref country code: LU Payment date: 20170324 Year of fee payment: 17 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180404 |