EP1248872B1 - Machine de tressage perfectionnee - Google Patents
Machine de tressage perfectionnee Download PDFInfo
- Publication number
- EP1248872B1 EP1248872B1 EP01907621A EP01907621A EP1248872B1 EP 1248872 B1 EP1248872 B1 EP 1248872B1 EP 01907621 A EP01907621 A EP 01907621A EP 01907621 A EP01907621 A EP 01907621A EP 1248872 B1 EP1248872 B1 EP 1248872B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spindles
- pair
- paths
- guide
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/02—Braiding or lacing machines with spool carriers guided by track plates or by bobbin heads exclusively
- D04C3/24—Devices for controlling spool carriers to obtain patterns, e.g. devices on guides or track plates
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C1/00—Braid or lace, e.g. pillow-lace; Processes for the manufacture thereof
- D04C1/06—Braid or lace serving particular purposes
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/02—Braiding or lacing machines with spool carriers guided by track plates or by bobbin heads exclusively
- D04C3/08—Braiding or lacing machines with spool carriers guided by track plates or by bobbin heads exclusively with means for superimposing threads or braids
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/02—Braiding or lacing machines with spool carriers guided by track plates or by bobbin heads exclusively
- D04C3/12—Braiding or lacing machines with spool carriers guided by track plates or by bobbin heads exclusively with means for introducing core threads
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/02—Braiding or lacing machines with spool carriers guided by track plates or by bobbin heads exclusively
- D04C3/24—Devices for controlling spool carriers to obtain patterns, e.g. devices on guides or track plates
- D04C3/30—Devices for controlling spool carriers to obtain patterns, e.g. devices on guides or track plates by controlling switches of guides or track plates
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/02—Braiding or lacing machines with spool carriers guided by track plates or by bobbin heads exclusively
- D04C3/38—Driving-gear; Starting or stopping mechanisms
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/40—Braiding or lacing machines for making tubular braids by circulating strand supplies around braiding centre at equal distances
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
Definitions
- the present invention relates to an improved braiding machine for the production of braided structures and, more particularly, bidirectional or tridirectional multilayer braids, tubular, of cylindrical section and / or in the form of a volume of revolution, with a straight or curved generator, of shape. regular or variable.
- FIGs 1a, 1b Annexes illustrate, schematically in perspective ( figure 1a ) and front view ( figure 1b ), a conventional braider for making a bidirectional braid consisting of two sets of son (1a, 1b), intertwined with each other at an angle to the X axis of braiding, which angle is generally between 30 and 60 °.
- the formation of the braid (T) can be carried out around a conformation mandrel (M) which, possibly, can be formed by an internal structure such as a cable, core ..., intended to be covered by said braid , said cable, core ... thus moving during the formation of the braid.
- M conformation mandrel
- the machine consists essentially of a plate (P) fixedly mounted on a frame and which supports spindles (Fa, Fb) for delivering the son (1a, 1b).
- the plate (P) is designed to have two circuits or continuous paths (Ca, Cb), which intersect each other and inside which are displaced the son of supply spindles, this movement being carried out in reverse direction for the spindles (Fa) and (Fb) which intercross each other.
- the displacement of the spindles inside the paths is obtained by controlling the summer of each zone by means of notched wheels driven in rotation, arranged in a circle, the paths substantially along the lines of meshing and thus crossing each other. at each point of meshing.
- Such conventional braiding machines make it possible to produce so-called “bidirectional” braids consisting of two series of intertwined threads forming an angle between them, and so-called “tridirectional” braids, that is to say braids in which one incorporates longitudinal son between the two sets of son arranged at an angle, said longitudinal son being fed through orifices provided in the tray.
- Such a braider design has limitations in that it therefore makes it possible to obtain only one type of multilayer articles.
- This machine is in the form of an assembly comprising essentially a fixed plate mounted on a support frame, said plate supporting an even number of son feeding spindles, which are moved along continuous circuits or guideways which overlap each other. This displacement is carried out in one direction for the even spindles and in the opposite direction for the odd spindles, the control of the movements of the spindle of each spindle being obtained by means of notched wheels, driven in rotation, arranged in a circle, the paths substantially along the meshing lines and the spindle being transferred from one notch wheel to the next at the tangency zone between said wheels.
- the machine according to the invention comprises a plurality of pairs of guide paths for the spindles, concentric paths that intersect each other, the displacement of each spindle being such that it can be transferred successively from the outer path to the inner path and conversely so as to constitute a plurality of superimposed braided layers which are not only intertwined with each other in the longitudinal direction, but also in the thickness direction, and in a manner similar to the teachings of FIG. FR 1 105915 .
- the installation according to the invention relates to an improvement made to such machines making them particularly versatile in that they allow, not only, to have such a circuit of the wire from the outside to the inside , but also and above all, allow the realization of braided structures of great thickness, structures consisting of a succession of layers of braids which can either be simply superimposed or connected together in pairs.
- the guideways are constituted by continuous grooves machined in the mass of the support plate.
- Each guide path consists of a succession of semicircles offset from one with respect to the next and connected together by a short cross section at the level of the radial crossing zone between two paths of the same pair, zone constituted by a switch which, in the following description, will be designated by the term "radial switch".
- the circumferential tangential zones between two pairs of adjacent guide paths can be equipped either with a set designated by the expression “circumferential transfer without transfer” comprising two curved grooves which tangent one to the other, and whose radius of curvature corresponds to the semicircle of each pair of guideways, that is to say a “transfer switch”, made in a manner similar to the radial switches and having two rectilinear grooves which cross in their middle and ensure the transfer of a pair of tracks to another pair of track and vice versa.
- both radial and circumferential switches consist of removable elements in the form of cylindrical pins embedded in a corresponding cage machined in the mass of the support plate. .
- the series of notched wheels are arranged concentrically, these wheels are tangent to each other and thus make it possible to make the spindles run in opposite directions from one another in the two circuits constituting a pair guideways.
- the call of the formed braid is made by any appropriate means.
- it may be distributed around a fixed support mandrel from which it is extracted by traction means. It can also be distributed around a central element that one wishes to definitively associate with the braid, for example a cable, a core, this element possibly being of cylindrical shape, or possibly having a form of revolution.
- the machine according to the invention is in the form of an assembly comprising essentially a plate (P) mounted on a fixed support frame designated by the general reference (2).
- the support plate (P) consists of sixteen identical modules (3), juxtaposed with each other.
- the external shape of these modules (3) is such that it makes it possible to produce an assembly in the form of a ring, cylindrical in its central part (5) and whose diameter is of the order of 1.80 meter, the outer faces of each module being in the form of cut sections to obtain a set whose outer shape is hexadecagonal, the diameter that circumscribing it being of the order of 3.50 meters.
- Such a structure makes it possible to have a frame of particularly simple design, as illustrated in FIGS. Figures 2a, 2b , frame which comprises pairs of shoes, designated by the same reference (4) ensuring perfect maintenance of the plate (P) in a vertical position.
- a shaping element (8) is provided at the front of the plate and is for example in the form of a cylindrical ring inside which come to bear the son forming the braid (T).
- the braider according to the invention comprises five pairs of guide tracks and five sets of notched wheels, all of said notched wheels being shown in FIG. figure 2a , thus allowing the simultaneous tracking of 320 spindles, 160 moving clockwise on five guideways, and the other 160 counterclockwise on the other five paths guidance.
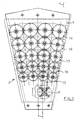
- figure 5 illustrates, front view, the structure of the guideways for the spindles and a concrete example of a multilayer braid made on such a machine, it being understood that other types of braid could be made by simple change of circumferential switches as will be seen later in the description.
- Each module (3) is in the form of a machined plate (9) whose shape is such that, after assembly on the frame, all the modules constitute a cylindrical crown in its central part, the outer faces of each of them in the form of cut sections to obtain a set whose outer shape is hexadecagonal.
- each module (3) comprises five pairs (10,11,12,13,14) of guideways for the spindles delivering the son, spindles not shown and which have a conventional general structure.
- These guideways are machined in the mass of the plate (9) and are in the form of a groove of substantially rectangular shape open towards the outside and inside which move the ogives associated with the foot of each time.
- the two guide paths (10a, 10b / 11a, 11b / 12a, 12b / 13a, 13b / 14a, 14b) of each pair are in the general form of a succession of half-circles, offset by one by cross-connected to each other radially, areas designated by the general reference (R) to the figure 5 and which tangent from one pair to the next in the circumferential direction, the tangent areas being designated by the general reference (T) to the figure 5 .
- each pair of guideways is associated with a series of notched wheels (15, 16, 17, 18, 19) arranged concentrically and tangential to one another.
- the rotation drive of the notched wheels is obtained by means of gear trains, designated by general reference (20) to the figure 4 , arranged at the rear of the plate (3) constituting the plate (1), controlled by one or more motors (M).
- the direction of rotation of the notched wheels is not only reversed from one wheel to the next for a pair of guideways, but also inverted from one series to the subsequent series with which it tangents.
- the diameter of the notched wheels (15,16,17,18,19) increases from the inner circuit (10) to the outer circuit (14).
- the notched wheels (15, 16, 17, 18, 19) associated with each pair of guide tracks (10, 11, 12, 13, 14), have a diameter of 96 mm for the wheel (15), 106 mm for the wheel (16), 118 mm for the wheel (17), 131 mm for the wheel (18) and 166 mm for the wheel respectively. (19).
- Each wheel has four notches.
- the wheels (15) are positioned on a circle whose radius with respect to the center of the plate, is equal to 980 mm, the wheels (19) being, therefore, positioned on a circle whose radius is 1, 49 meters.
- each guide path consists of a succession of half-circles offset from one with respect to the next and at the level of the radial crossing zone between two paths of the same pair, is arranged a "referral (R) having a structure as illustrated in FIGS. Figures 8 and 8a , in the general form of a cylindrical pin (21) recessed in a corresponding recess provided in the support plate.
- this pin (21) are formed two rectilinear grooves (22,23) whose ends are connected to the portions of circles of the guideways, so as to achieve contiguous circuits.
- the zones of circumferential tangency (T) between two pairs of guideways are also equipped with switches, removable, said switches can be of two types, as illustrated in FIGS. Figures 8-8a and 9-9a .
- the spindle has, inside a cylindrical cage provided at the level of the zone of tangency (T), a circumferential non-transfer switch (23), of the type illustrated in FIG. figure 9 and in the form of a cylindrical pin.
- This switch (24) comprises two curved grooves (25, 26), which tangent to one another, and whose radius of curvature corresponds to the half-circle of each pair of guideways.
- such a switch (24) is for example disposed at the tangency zone (T1) between the paths (14a) and (13b) of the pairs (14) and (13).
- each pair of circuits (10, 12, 14) thus makes it possible to produce a bidirectional or three-directional braid if a longitudinal wire is incorporated and at the output of the machine, a structure consisting of the simple superimposition of three elementary braids is obtained. .
- the switch has a structure such that each spindle delivering the wire follows a circuit from an outer guide path (14) to the inner guide path (10) and vice versa.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
- Control Of Vending Devices And Auxiliary Devices For Vending Devices (AREA)
Description
- La présente invention concerne une machine de tressage perfectionnée permettant la réalisation de structures tressées et, plus particulièrement, de tresses bidirectionnelles ou tridirectionnelles multicouches, tubulaires, de section cylindrique et/ou sous forme de volume de révolution, à génératrice droite ou courbe, de forme régulière ou variable.
- Elle a trait plus particulièrement à un nouveau type de machine permettant de réaliser de telles tresses constituées d'une pluralité de couches tressées liées les unes aux autres ou simplement superposées.
- Les
figures 1a,1b annexées illustrent, de manière schématique en perspective (figure 1a ) et vue de face (figure 1b ), une tresseuse conventionnelle permettant de réaliser une tresse bidirectionnelle constituée de deux séries de fils (1a,1b), entrecroisés entre eux en formant un angle par rapport à l'axe X de tressage, angle qui en général est compris entre 30 et 60°. - La formation de la tresse (T) peut être réalisée autour d'un mandrin de conformation (M) qui, éventuellement, peut être formé par une structure interne tel qu'un câble, noyau..., destiné à être recouvert par ladite tresse, ledit câble, noyau ... se déplaçant donc lors de la formation de la tresse.
- D'une manière générale, pour réaliser de telles tresses, la machine se compose essentiellement d'un plateau (P) monté fixe sur un bâti et qui supporte des fuseaux (Fa, Fb) permettant de délivrer les fils (1a,1b).
- Le plateau (P) est conçu de manière à présenter deux circuits ou chemins continus (Ca,Cb), qui se recoupent mutuellement et à l'intérieur desquels sont déplacés les fuseaux d'alimentation en fils, ce déplacement étant réalisé en sens inverse pour les fuseaux (Fa) et (Fb) qui s'entrecroisent donc mutuellement.
- Le principe général d'une telle structure est par exemple décrit dans le document
US-A-5357839 . Le documentCH 169 324 - Dans la suite de la description, la zone de recoupement entre les deux circuits ou chemins continus sera désignée par l'expression « croisement ou entrecroisement dans le sens radial ».
- Le déplacement des fuseaux à l'intérieur des chemins, est obtenu en commandant le fut de chaque fuseau par l'intermédiaire de roues à encoches entraînées en rotation, disposées selon un cercle, les chemins suivant sensiblement les lignes d'engrènement et se croisant donc à chaque point d'engrènement.
- De telles machines de tressage conventionnelles permettent soit de réaliser des tresses dites « bidirectionnelles » constituées de deux séries de fils entrecroisés en formant un angle entre eux, et des tresses dites « tridirectionnelles », c'est-à-dire des tresses dans lesquelles on incorpore des fils longitudinaux entre les deux séries de fils disposés en biais, lesdits fils longitudinaux étant alimentés au travers d'orifices prévus dans le plateau.
- Depuis fort longtemps, comme cela ressort notamment du brevet
GB-A-899 117 FR-A-1 105 915 - Dans les documents précités, pour obtenir cette pluralité de couches, on utilise un plateau comportant une pluralité de chemins de guidage pour les fuseaux, chemins disposés concentriquement depuis la partie centrale du plateau jusqu'à sa périphérie extérieure.
- Le déplacement des fuseaux le long de ces chemins de guidage est toujours obtenu au moyen de roues à encoches, et des plaques de déviation permettent d'assurer le transfert des fuseaux depuis le chemin extérieur jusqu'au chemin intérieur et inversement.
- Par ailleurs, dans une telle machine, si l'on considère le déplacement d'un fuseau élémentaire, celui-ci est toujours transféré depuis le chemin externe vers le chemin interne et inversement, sans possibilité de pouvoir modifier la manière dont les différentes couches sont liées entre elles.
- Une telle conception de tresseuse présente des limites par le fait qu'elle ne permet donc d'obtenir qu'un seul type d'articles multicouches.
- Or on a trouvé, et c'est ce qui fait l'objet de la présente invention, une nouvelle conception de machines de tressage, qui permet de réaliser des tresses bidirectionnelles ou tridirectionnelles multicouches, lesdites couches étant soit simplement superposées les unes aux autres, soit de préférence reliées entre elles, du type selon
US 5 357 839 A . - Cette machine se présente sous la forme d'un ensemble comprenant essentiellement un plateau monté fixe sur un bâti support, ledit plateau supportant un nombre pair de fuseaux d'alimentation en fils, fuseaux qui sont déplacés le long de circuits ou chemins de guidage continus qui se recoupent mutuellement. Ce déplacement est réalisé dans un sens pour les fuseaux pairs et en sens inverse pour les fuseaux impairs, la commande des déplacements du fut de chaque fuseau étant obtenue par l'intermédiaire de roues à encoches, entraînées en rotation, disposées selon un cercle, les chemins suivant sensiblement les lignes d'engrènement et le fuseau étant transféré d'une roue à encoches à la suivante au niveau de la zone de tangence entre lesdites roues.
- La machine conforme à l'invention comporte une pluralité de paires de chemins de guidage pour les fuseaux, chemins concentriques qui se recoupent mutuellement, le déplacement de chaque fuseau étant tel qu'il puisse être transféré successivement du chemin extérieur jusqu'au chemin intérieur et inversement de manière à constituer une pluralité de couches tressées superposées qui, non seulement, sont entrecroisées entre elles dans le sens longitudinal, mais également dans le sens de l'épaisseur, et ce d'une manière similaire aux enseignements du
FR 1 105915 - L'installation conforme à l'invention concerne un perfectionnement apporté à de telles machines les rendant particulièrement polyvalentes par le fait qu'elles permettent, non seulement, d'avoir un tel circuit du fil allant de l'extérieur jusqu'à l'intérieur, mais également et surtout, autorisent la réalisation de structures tressées de grande épaisseur, structures constituées d'une succession de couches de tresses qui peuvent soit être simplement superposées, soit reliées entre elles deux à deux.
- La machine conforme à l'invention comprend aussi les installations suivantes :
- le plateau est constitué d'une pluralité de modules élémentaires juxtaposés les uns aux autres, chaque module comportant au moins trois paires de chemins de guidage pour les fuseaux délivrant les fils, et de préférence cinq voire sept paires de chemins, les chemins de chaque paire s'entrecroisant entre eux dans le sens radial et tangentant ou s'entrecroisant d'une paire à la suivante dans le sens circonférentiel ;
- les fuseaux sont déplacés à une vitesse constante le long des chemins de guidage par l'intermédiaire de roues à encoches associées à chaque paire de chemins de guidage, roues disposées concentriquement sur la face avant du plateau support, les moyens d'entraînement en rotation desdites roues étant, quant à eux, montés à l'arrière dudit plateau support et étant constitués de trains d'engrenages associés à des moyens de synchronisation commandés soit par un moteur unique, soit par un moteur propre à chaque module ;
- au niveau des zones de tangence circonférentielle entre deux paires de chemins de guidage, le plateau support comporte des aiguillages, amovibles, permettant :
- ■ soit d'assurer le déplacement du fuseau le long du même chemin de guidage ;
- ■ soit d'autoriser le transfert du fuseau qui chemine sur l'une des paires de chemins de guidage à un chemin de guidage de la paire adjacente et inversement.
- Dans la machine conforme à l'invention, les chemins de guidage sont constitués par des gorges continues usinées dans la masse du plateau support.
- Chaque chemin de guidage est constitué d'une succession de demi-cercles décalés de l'un par rapport au suivant et raccordés entre eux par une courte section droite au niveau de la zone de croisement radial entre deux chemins d'une même paire, zone constituée par un aiguillage qui, dans la suite de la description, sera désigné par l'expression « aiguillage radial ».
- Par ailleurs, conformément à l'invention, les zones de tangence circonférentielles entre deux paires de chemins de guidage adjacentes, peuvent être équipées soit par un ensemble désigné par l'expression « aiguillage circonférentiel sans transfert » comportant deux gorges courbes qui tangentent l'une à l'autre, et dont le rayon de courbure correspond au demi-cercle de chaque paire de chemins de guidage, soit d'un « aiguillage de transfert », réalisé d'une manière similaire aux aiguillages radiaux et comportant deux gorges rectilignes qui se croisent en leur milieu et assurent le transfert d'une paire de piste à une autre paire de piste et inversement.
- Conformément à l'invention, les aiguillages tant radiaux que circonférentiels, avec ou sans transfert dans le cas des aiguillages circonférentiels, sont constitués d'éléments amovibles se présentant sous la forme de pions cylindriques encastrables dans une cage correspondante usinée dans la masse du plateau support.
- Dans une machine conforme à l'invention, les séries de roues à encoches sont disposées concentriquement, ces roues sont tangentes entre elles et permettent ainsi de faire cheminer les fuseaux en sens inverse l'un de l'autre dans les deux circuits constituant une paire de chemins de guidage.
- L'appel de la tresse formée est réalisé par tout moyen approprié.
- Par exemple, elle peut être distribuée autour d'un mandrin support fixe duquel elle est extraite par des moyens de traction. Elle peut également être distribuée autour d'un élément central que l'on souhaite associer définitivement à la tresse, par exemple un câble, un noyau, cet élément pouvant être soit de forme cylindrique, soit éventuellement avoir une forme de révolution.
- L'invention et les avantages qu'elle apporte seront cependant mieux compris grâce à l'exemple concret de réalisation donné ci-après à titre indicatif, mais non limitatif, et qui est illustré par les schémas annexés dans lesquels :
- les
figures 1a et 1b illustrent, comme vu précédemment, l'état antérieur de la technique pour réaliser une tresse bidirectionnelle monocouche ; - les
figures 2a et 2b sont respectivement des vues simplifiées d'une machine réalisée conformément à l'invention, comportant cinq paires de chemins de guidage, représentées en vue de face (figure 2a ) et en élévation de côté (figure 2b ), cinq fuseaux (F) étant seulement représentés de manière schématique à cettefigure 2b ; - les
figures 3 et4 sont respectivement des vues en élévation et en coupe selon l'axe AA de lafigure 3 d'un module élémentaire entrant dans la réalisation d'une tresseuse conforme à l'invention, les fuseaux n'étant pas représentés ; - la
figure 5 est une vue de face montrant la structure et la forme des cinq paires de chemins de guidage concentriques, définissant les circuits des fuseaux de fils et la manière dont les différentes couches peuvent être entrecroisées entre elles sur l'épaisseur de la tresse ; - la
figure 6 est une vue en perspective, partiellement éclatée, montrant plus précisément la structure générale de l'ensemble des moyens constituant un module élémentaire permettant de réaliser une tresseuse conforme à l'invention, les fuseaux n'étant pas représentés ; - la
figure 6a illustre une vue en perspective, partiellement éclatée, d'une forme de réalisation conforme à l'invention dans laquelle l'ensemble des moyens d'entraînement des roues à encoches est obtenu par l'intermédiaire de trains d'engrenage répartis sur deux modules ou secteurs consécutifs ; - la
figure 7 est une vue en perspective de dessous, montrant le principe de l'entraînement en rotation des roues à encoches qui assurent le déplacement des fuseaux le long des chemins de guidage ; - la
figure 7a illustre une forme de réalisation concrète et précise des trains d'engrenage assurant l'entraînement en rotation des roues à encoches selon un mode de réalisation selon lequel lesdits engrenages sont répartis sur deux modules ou secteurs consécutifs ; - les
figures 8 et 8a sont des vues de détail, montrant schématiquement en perspective la structure des aiguillages de transfert radiaux et circonférentiels qui permettent d'assurer le guidage des fuseaux tant au niveau de la zone de croisement d'une paire de chemins de guidage que dans le sens circonférentiel pour assurer le transfert d'un fuseau qui chemine sur l'une des paires de chemins de guidage à un chemin de guidage de la paire adjacente et inversement, et ce conformément à l'invention ; - les
figures 9 et 9a illustrent, quant à elle, la structure d'un « aiguillage circonférentiel », sans transfert du fuseau entre deux paires de pistes consécutives. - En se reportant aux
figures 2a et 2b , la machine conforme à l'invention se présente sous la forme d'un ensemble comprenant essentiellement un plateau (P) monté sur un bâti support fixe désigné par la référence générale (2). - Dans cette forme de réalisation, le plateau support (P) est constitué de seize modules (3) identiques, juxtaposés les uns aux autres.
- La forme extérieure de ces modules (3) est telle qu'elle permet de réaliser une ensemble se présentant sous la forme d'une couronne, cylindrique dans sa partie centrale (5) et dont le diamètre est de l'ordre de 1,80 mètre, les faces extérieures de chaque module se présentant sous la forme de pans coupés permettant d'obtenir une ensemble dont la forme extérieure est hexadécagonale, le diamètre qui le circonscrit étant de l'ordre de 3,50 mètres.
- Une telle structure permet d'avoir un bâti de conception particulièrement simple, tel qu'illustré aux
figures 2a,2b , bâti qui comporte des paires de sabots, désignés par la même référence (4) assurant un maintien parfait du plateau (P) en position verticale. - Ces sabots sont supportés par des montants latéraux (6) et sur une embase (7) assurant ainsi une stabilité parfaite.
- Un élément conformateur (8) est prévu à l'avant du plateau et se présente par exemple sous la forme d'un anneau cylindrique à l'intérieur duquel viennent prendre appui les fils formant la tresse (T).
- Dans la forme de réalisation illustrée, la tresseuse conforme à l'invention comporte cinq paires de chemins de guidage et cinq séries de roues à encoches, la totalité desdites roues à encoches étant représentées à la
figure 2a , permettant ainsi d'assurer le cheminement simultané de 320 fuseaux, 160 se déplaçant dans le sens des aiguilles d'une montre sur cinq chemins de guidage, et les 160 autres dans le sens inverse des aiguilles d'une montre sur les cinq autres chemins de guidage. - La structure d'un module élémentaire (3) entrant dans la constitution d'une machine conforme à l'invention ainsi que le fonctionnement de cette dernière, ressort clairement des figures annexées 3 à 9.
- Dans l'ensemble de ces figures, les fuseaux (F) n'ont pas été représentés par mesure de simplification et sont simplement schématisés par leurs ogives aux
figures 8 et 9 montrant la manière dont ils sont guidés au niveau des deux types d'aiguillage dont peut être équipée la machine conforme à l'invention. - Les figures annexées illustrent en détail un mode de réalisation concret d'un module élémentaire (3) constituant le plateau (P) d'une installation conforme à l'invention, installation composée de seize modules accolés les uns aux autres comme cela ressort de la
figure 2a . - Par ailleurs, la
figure 5 illustre, vue de face, la structure des chemins de guidage pour les fuseaux ainsi qu'un exemple concret d'une tresse multicouches réalisée sur une telle machine, étant entendu que d'autres types de tresse pourraient être réalisés par simple changement des aiguillages circonférentiels comme cela sera vu dans la suite de la description. - Chaque module (3) se présente sous la forme d'une plaque usinée (9) dont la forme est telle, qu'après montage sur le bâti, l'ensemble des modules constituent une couronne cylindrique dans sa partie centrale, les faces extérieures de chacun d'eux se présentant sous la forme de pans coupés permettant d'obtenir un ensemble dont la forme extérieure est hexadécagonale.
- Dans cette forme de réalisation, chaque module (3) comporte cinq paires (10,11,12,13,14) de chemins de guidage pour les fuseaux délivrant les fils, fuseaux non représentés et qui ont une structure générale conventionnelle. Ces chemins de guidage sont usinés dans la masse de la plaque (9) et se présentent sous la forme d'une gorge de forme sensiblement rectangulaire ouverte vers l'extérieur et à l'intérieur de laquelle se déplacent les ogives associées au pied de chaque fuseau.
- Les deux chemins de guidage (10a, 10b/11a, 11b/12a, 12b/13a, 13b/14a, 14b) de chaque paire se présentent sous la forme générale d'une succession de demi-cercles, décalés de l'un par rapport au suivant, qui s'entrecroisent entre eux dans le sens radial, zones désignées par la référence générale (R) à la
figure 5 et qui tangentent d'une paire à la suivante dans le sens circonférentiel, les zones de tangentement étant désignées par la référence générale (T) à lafigure 5 . - Ainsi que cela ressort plus particulièrement des
figures 3 et4 , chaque paire de voies de guidage est associée à une série de roues à encoches (15,16,17,18,19) disposées concentriquement et qui tangentent les unes aux autres. - L'entraînement en rotation des roues à encoches (voir
figures 4 ,6 et7 ) est obtenu par l'intermédiaire de trains d'engrenages, désignés par la référence générale (20) à lafigure 4 , disposés à l'arrière de la plaque (3) constituant le plateau (1), commandés par un ou plusieurs moteurs (M). - Les
figures 6a et7a illustrent une forme concrète et précise de réalisation des trains d'engrenages et de synchronisation pour l'entraînement en rotation des cinq séries de plateaux à encoches, lesdits engrenages étant, ainsi que cela ressort de ces figures, répartis sur plusieurs niveaux et sur deux modules ou secteurs (3) consécutifs. - Le sens de rotation des roues à encoches est non seulement inversé d'une roue à la suivante pour une paire de chemins de guidage, mais également inversé d'une série à la série consécutive avec laquelle elle tangente.
- Par suite, dans la solution conforme à l'invention, comme dans le cas d'une tresseuse conventionnelle telle qu'illustrée aux
figures 1a,1b , si l'on considère une paire de chemins de guidage, les fuseaux (Fa, Fb) se déplacent en sens inverse dans chaque chemin et les fils s'entrecroisent donc au niveau des zones (R). - Le diamètre des roues à encoches (15,16,17,18,19) est croissant en allant du circuit intérieur (10) au circuit extérieur (14).
- A titre indicatif, selon une forme de réalisation concrète, les roues à encoches (15,16,17,18,19) associées à chaque paire de chemins de guidage (10,11,12,13,14), ont respectivement un diamètre de 96 mm pour la roue (15), de 106 mm pour la roue (16), de 118 mm pour la roue (17), de 131 mm pour la roue (18) et de 166 mm pour la roue (19).
- Chaque roue comporte quatre encoches.
- Dans chaque module (3), il est donc possible de déplacer simultanément vingt fuseaux.
- Les roues (15) sont positionnées sur un cercle dont le rayon par rapport au centre du plateau, est égal à 980 mm, les roues (19) se trouvant donc, quant à elles, positionnées sur un cercle dont le rayon est de 1,49 mètre.
- Comme indiqué précédemment, chaque chemin de guidage est constitué d'une succession de demi-cercles décalés de l'un par rapport au suivant et au niveau de la zone de croisement radial entre deux chemins d'une même paire, est disposé un « aiguillage radial » (R) ayant une structure telle qu'illustré aux
figures 8 et 8a , se présentant sous la forme générale d'un pion cylindrique (21) encastrable dans un évidement correspondant prévu dans la plaque support. - Dans ce pion (21), sont réalisées deux gorges rectilignes (22,23) dont les extrémités se raccordent aux portions de cercles des chemins de guidage, de manière à réaliser des circuits contigus.
- Si l'on considère la paire de chemins de guidage (14a,14b), un tel aiguillage de transfert permet donc d'assurer le déplacement des fuseaux (Fa) et (Fb) le long des deux chemins (14a,14b), et ce en sens inverse l'un de l'autre.
- Conformément à l'invention, les zones de tangence circonférentielles (T) entre deux paires de chemins de guidage sont équipées également d'aiguillages, amovibles, lesdits aiguillages pouvant être de deux types, tels qu'illustrés aux
figures 8-8a et 9-9a . - Tout d'abord, si l'on souhaite que le fuseau poursuive son circuit dans le même chemin, on dispose, à l'intérieur d'une cage cylindrique prévue au niveau de la zone de tangence (T), un aiguillage circonférentiel sans transfert (23), du type illustré à la
figure 9 et se présentant sous la forme d'un pion de forme cylindrique. - Cet aiguillage (24) comporte deux gorges (25,26) courbes, qui tangentent l'une à l'autre, et dont le rayon de courbure correspond au demi-cercle de chaque paire de chemins de guidage.
- A titre indicatif, si l'on se reporte à la
figure 5 , un tel aiguillage (24) se trouve par exemple disposé au niveau de la zone de tangence (T1) entre les chemins (14a) et (13b) des paires (14) et (13). - Par suite, le fuseau (Fa) qui circule dans le chemin (14a) continuera son trajet dans le même chemin et le fuseau (Fb) qui circule dans le chemin (13b) continuera également à circuler dans ledit chemin.
- En revanche, il peut être envisagé d'assurer le transfert d'un fuseau circulant dans une paire de chemins dans un chemin d'une paire adjacente. Il suffit, pour ce faire, d'équiper la zone (T) d'un aiguillage de transfert similaire à l'aiguillage (R) utilisé au niveau des zones de croisement radial.
- En se reportant toujours à la
figure 5 , un tel aiguillage, référencé par la référence (T2), permet d'assurer le transfert du fuseau (Fa) qui circule dans le circuit (13a) à l'intérieur du circuit correspondant (14a) de la paire adjacente (14) et, inversement de transférer le fuseau (Fb) du circuit (13b) dans le circuit correspondant (14b) de la paire (14). - Grâce à une telle structure de machine, il est donc possible de réaliser une grande pluralité de structures tressées.
- Tout d'abord, il peut être envisagé de réaliser une structure constituée de trois tresses tubulaires superposées les unes aux autres en mettant en travail uniquement les paires de circuits référencées (10,12,14), les zones de contact circonférentielles entre chaque piste étant équipées d'aiguillages sans transfert du type illustré à la
figure 9 . - Par suite, chaque paire de circuits (10,12,14) permet donc de réaliser une tresse bidirectionnelle ou tridirectionnelle si l'on incorpore un fil longitudinal et en sortie de machine, on obtient une structure constituée de la simple superposition de trois tresses élémentaires.
- Il est également possible de travailler d'une manière similaire aux enseignements du
FR-1 105 915 - Dans un tel cas, l'aiguillage a une structure telle que chaque fuseau délivrant le fil suive un circuit allant d'un chemin de guidage extérieur (14) au chemin de guidage intérieur (10) et inversement.
- Enfin, et ainsi que cela ressort de la
figure 5 , une telle machine permet de réaliser des structures multicouches dans lesquelles, dans les voies extrêmes, à savoir celle (10) qui est le plus à l'intérieur et celle (14) qui est le plus à l'extérieur, l'une des voies (10b) et (14a) par exemple des deux voies de guidage est toujours parcourue par la même série de fuseaux alors que, dans les deux voies restantes (10a-14b) et les trois paires de voies intermédiaires (11,12,13) des aiguillages (T2) permettent, dans les zones de tangence circonférentielle (T), une circulation des fuseaux d'une paire de voies à la voie tournant dans le même sens de la paire qui lui est consécutive. - En procédant d'une telle manière, on obtient donc dans la partie centrale de la structure, un liage de deux couches tressées entre elles.
- Par rapport aux solutions antérieures, une telle conception de machine présente une très grande souplesse d'utilisation et permet d'obtenir une multiplicité de types d'articles.
- Bien entendu, l'invention n'est pas limitée à l'exemple concret donné précédemment, mais elle en couvre toutes les variantes réalisées dans le même esprit.
Claims (2)
- Machine de tressage se présentant sous la forme d'un ensemble comprenant essentiellement un plateau (P) monté fixe sur un bâti support, ledit plateau supportant un nombre pair de fuseaux (Fa,Fb) d'alimentation en fils, et étant constitué d'une pluralité de modules élémentaires (3) juxtaposés les uns aux autres de manière circonférentielle, de telle sorte à constituer une couronne, lesdits fuseaux étant déplacés le long de circuits ou chemins de guidage continus qui se recoupent mutuellement, ce déplacement étant réalisé en sens inverse pour les fuseaux pairs (Fa) par rapport à celui des fuseaux impairs (Fb), la commande des déplacements du fut de chaque fuseau étant obtenue par l'intermédiaire de roues à encoches (15,16,17,18,19), entraînées en rotation, disposées selon un cercle, les chemins suivant sensiblement les lignes d'engrènement et les fuseaux étant transférés d'une roue à encoches à la suivante au niveau de la zone de tangence entre lesdites roues, le plateau support (P) comportant au niveau desdites zones (T) de tangence circonférentielle des aiguillages (21,24), amovibles, permettant :■ soit d'assurer le déplacement du fuseau le long du même chemin de guidage ;■ soit d'autoriser le transfert du fuseau qui chemine sur l'une des paires de chemins de guidage à un chemin de guidage de la paire adjacente et inversement,
dans laquelle les fuseaux (Fa,Fb) sont déplacés à une vitesse constante le long des chemins de guidage par l'intermédiaire de roues à encoches associées à chaque paire de chemins de guidage, roues disposées concentriquement sur la face avant du plateau support, les moyens d'entraînement en rotation desdites roues étant, quant à eux, montés à l'arrière dudit plateau support et étant constitués de trains engrenages (20) associés à des moyens de synchronisation commandés soit par un moteur unique, soit par un moteur (M) propre à chaque module ;
caractérisée en ce que :- chaque module du plateau (P)comporte au moins trois paires de chemins de guidage pour les fuseaux (Fa,Fb) délivrant les fils, les chemins de chaque paire s'entrecroisant entre eux dans le sens radial et tangentant ou s'entrecroisant d'une paire à la suivante dans le sens circonférentiel ;- et en ce que les chemins de guidage des fuseaux sont constitués par des gorges continues usinées dans la masse du plateau support, chaque chemin de guidage étant constitué d'une succession de demi-cercles décalés de l'un par rapport au suivant et raccordés entre eux par une courte section droite au niveau de la zone de croisement radial entre deux chemins d'une même paire, les zones de tangence circonférentielles (T) entre deux paires de chemins de guidage adjacentes comportant une cage usinée dans la masse du plateau support apte à recevoir soit un aiguillage circonférentiel (24) sans transfert (T1) comportant deux gorges courbes qui tangentent l'une à l'autre, et dont le rayon de courbure correspond au demi-cercle de chaque paire de chemins de guidage, soit un aiguillage (21) de transfert (T2) comportant deux gorges rectilignes qui se croisent en leur milieu et permettant d'assurer le transfert du fuseau d'une paire de pistes à une autre paire de pistes et inversement. - Machine selon la revendication 1, caractérisée en ce que le plateau support (P) se présente sous la forme d'une couronne, cylindrique dans sa partie centrale (5), et dont les faces extérieures se présentent sous la forme de pans coupés, le bâti support comportant des appuis (4) contre les faces planes de la périphérie du plateau (P), assurant ainsi un maintien en position verticale de ce dernier, les fuseaux de distribution de fils étant quant à eux orientés horizontalement.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0000725 | 2000-01-20 | ||
| FR0000725A FR2804133B1 (fr) | 2000-01-20 | 2000-01-20 | Machine de tressage perfectionnee |
| PCT/FR2001/000155 WO2001053583A1 (fr) | 2000-01-20 | 2001-01-18 | Machine de tressage perfectionnee |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1248872A1 EP1248872A1 (fr) | 2002-10-16 |
| EP1248872B1 true EP1248872B1 (fr) | 2010-10-06 |
Family
ID=8846126
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01907621A Expired - Lifetime EP1248872B1 (fr) | 2000-01-20 | 2001-01-18 | Machine de tressage perfectionnee |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1248872B1 (fr) |
| AT (1) | ATE483839T1 (fr) |
| DE (1) | DE60143187D1 (fr) |
| ES (1) | ES2350916T3 (fr) |
| FR (1) | FR2804133B1 (fr) |
| WO (1) | WO2001053583A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103975101A (zh) * | 2011-10-17 | 2014-08-06 | 后续医疗股份有限公司 | 编织机构及其使用方法 |
| EP2831336A2 (fr) | 2012-03-30 | 2015-02-04 | Teufelberger Gesellschaft M.B.H. | Corde à âme et gaine |
| US9631303B2 (en) | 2011-10-17 | 2017-04-25 | Sequent Medical, Inc. | Braiding mechanism and methods of use |
| US9845572B2 (en) | 2012-03-30 | 2017-12-19 | Tuefelberger Fiber Rope Gmbh | Core-sheath rope |
| US10378132B2 (en) | 2016-12-22 | 2019-08-13 | Fractal Braid, Inc. | Apparatus and methods for material manipulation |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009020053A1 (de) * | 2009-05-06 | 2010-11-11 | August Herzog Maschinenfabrik Gmbh & Co. Kg | Flechtmaschine |
| ES2763326T3 (es) | 2012-12-07 | 2020-05-28 | Vostech B V | Armadura textil triaxial, procedimiento de producción de armaduras textiles triaxiales y pieza de material de composite |
| US9839253B2 (en) | 2014-12-10 | 2017-12-12 | Nike, Inc. | Last system for braiding footwear |
| CN104846542B (zh) * | 2015-04-13 | 2017-10-17 | 徐州恒辉编织机械有限公司 | 一种可自动转换纱线排布的编织机构 |
| US10060057B2 (en) | 2015-05-26 | 2018-08-28 | Nike, Inc. | Braiding machine with non-circular geometry |
| US10280538B2 (en) | 2015-05-26 | 2019-05-07 | Nike, Inc. | Braiding machine and method of forming an article incorporating a moving object |
| US10238176B2 (en) | 2015-05-26 | 2019-03-26 | Nike, Inc. | Braiding machine and method of forming a braided article using such braiding machine |
| US9920462B2 (en) * | 2015-08-07 | 2018-03-20 | Nike, Inc. | Braiding machine with multiple rings of spools |
| DE102016013486B3 (de) * | 2016-11-11 | 2018-01-04 | Admedes Schuessler Gmbh | Flechtmaschine und Weiche für eine Flechtmaschine |
| DE102017000467B3 (de) | 2017-01-19 | 2018-03-15 | Admedes Schuessler Gmbh | MHG-Flechtmaschine mit magnetischen Flügelrädern |
| DE102017203161B4 (de) * | 2017-02-27 | 2018-10-31 | Leoni Kabel Gmbh | Flechtmaschine |
| CN110016762B (zh) * | 2019-04-28 | 2024-11-05 | 徐州恒辉编织机械有限公司 | 一种可实现x、y型编织物的编织平台 |
| FR3137690B1 (fr) | 2022-07-05 | 2024-07-12 | Arianegroup Sas | Ensemble de tressage modulaire |
| FR3137691B1 (fr) | 2022-07-05 | 2024-11-01 | Arianegroup Sas | Machine de tressage avec des fuseaux à support amovible |
| US12509806B2 (en) | 2022-07-05 | 2025-12-30 | Arianegroup Sas | Braiding machine with a reserve zone |
| FR3137689B1 (fr) | 2022-07-05 | 2024-08-02 | Arianegroup Sas | Machine de tressage avec aiguillage vers une zone de réserve |
| EP4311527A1 (fr) | 2022-07-29 | 2024-01-31 | Intressa Vascular S.A. | Prothèse endovasculaire tressée 3d implantable pour le remodelage d'une aorte disséquée |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5357839A (en) * | 1990-07-12 | 1994-10-25 | Albany International Corp. | Solid braid structure |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH169324A (de) * | 1932-12-09 | 1934-05-31 | Debrunner & Co Aktiengesellsch | Geleiseführung für die Klöppel von Flechtmaschinen. |
| BE529026A (fr) * | 1953-05-21 | 1900-01-01 | ||
| US2960905A (en) * | 1959-08-18 | 1960-11-22 | Edward C Scanlon | Braiding machine bobbin carrier |
| EP0113196A1 (fr) * | 1982-12-01 | 1984-07-11 | Cambridge Consultants Limited | Structure tubulaire tissée |
-
2000
- 2000-01-20 FR FR0000725A patent/FR2804133B1/fr not_active Expired - Fee Related
-
2001
- 2001-01-18 AT AT01907621T patent/ATE483839T1/de not_active IP Right Cessation
- 2001-01-18 DE DE60143187T patent/DE60143187D1/de not_active Expired - Lifetime
- 2001-01-18 EP EP01907621A patent/EP1248872B1/fr not_active Expired - Lifetime
- 2001-01-18 WO PCT/FR2001/000155 patent/WO2001053583A1/fr not_active Ceased
- 2001-01-18 ES ES01907621T patent/ES2350916T3/es not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5357839A (en) * | 1990-07-12 | 1994-10-25 | Albany International Corp. | Solid braid structure |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10260183B2 (en) | 2011-10-17 | 2019-04-16 | Sequent Medical, Inc. | Braiding mechanism and methods of use |
| CN103975101A (zh) * | 2011-10-17 | 2014-08-06 | 后续医疗股份有限公司 | 编织机构及其使用方法 |
| CN103975101B (zh) * | 2011-10-17 | 2016-09-07 | 后续医疗股份有限公司 | 编织机构及其使用方法 |
| CN106192198A (zh) * | 2011-10-17 | 2016-12-07 | 后续医疗股份有限公司 | 编织机构 |
| US9528205B2 (en) | 2011-10-17 | 2016-12-27 | Sequent Medical, Inc | Braiding mechanism and methods of use |
| US9631303B2 (en) | 2011-10-17 | 2017-04-25 | Sequent Medical, Inc. | Braiding mechanism and methods of use |
| US10907283B2 (en) | 2011-10-17 | 2021-02-02 | Sequent Medical, Inc. | Braiding mechanism and methods of use |
| CN106192198B (zh) * | 2011-10-17 | 2020-06-05 | 后续医疗股份有限公司 | 编织机构 |
| US10260182B2 (en) | 2011-10-17 | 2019-04-16 | Sequent Medical, Inc. | Braiding mechanism and methods of use |
| US9845571B2 (en) | 2012-03-30 | 2017-12-19 | Teufelberger Gesellschaft M.B.H. | Core-sheath rope |
| US9845572B2 (en) | 2012-03-30 | 2017-12-19 | Tuefelberger Fiber Rope Gmbh | Core-sheath rope |
| EP2831336A2 (fr) | 2012-03-30 | 2015-02-04 | Teufelberger Gesellschaft M.B.H. | Corde à âme et gaine |
| US10640897B2 (en) | 2016-12-22 | 2020-05-05 | Fractal Braid, Inc. | Apparatus and methods for material manipulation |
| US10378132B2 (en) | 2016-12-22 | 2019-08-13 | Fractal Braid, Inc. | Apparatus and methods for material manipulation |
| US11008683B2 (en) | 2016-12-22 | 2021-05-18 | Fractal Braid, Inc. | Apparatus and methods for material manipulation |
Also Published As
| Publication number | Publication date |
|---|---|
| DE60143187D1 (de) | 2010-11-18 |
| FR2804133A1 (fr) | 2001-07-27 |
| EP1248872A1 (fr) | 2002-10-16 |
| WO2001053583A1 (fr) | 2001-07-26 |
| FR2804133B1 (fr) | 2002-04-05 |
| ATE483839T1 (de) | 2010-10-15 |
| ES2350916T3 (es) | 2011-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1248872B1 (fr) | Machine de tressage perfectionnee | |
| EP0839941B1 (fr) | Structure tubulaire tressée pour pièce composite, sa réalisation et ses applications | |
| FR2658869A1 (fr) | Machine a pistons radiaux et son procede de fabrication. | |
| EP1523630B2 (fr) | Actionneur mecanique incluant un ecrou a cames helicoidales | |
| FR2576228A1 (fr) | Procede et dispositif pour la realisation de gorges sur une paroi de revolution | |
| EP0538088B1 (fr) | Rotor multipale, notamment pour hélice arrière anticouple d'hélicoptère et procédé pour sa réalisation | |
| WO2015015096A1 (fr) | Tambour muni de secteurs mobiles pour la confection d'un pneumatique | |
| FR2584579A1 (fr) | Machine de montage de filtres de cigarettes | |
| FR2616454A1 (fr) | Appareil de tressage | |
| US7833232B2 (en) | Epilator | |
| EP4556611A1 (fr) | Machine de tressage avec une zone de réserve | |
| FR2643839A1 (fr) | Procede et machine pour former des nervures de renforcement interne dans un tube ou tuyau d'echangeur de chaleur | |
| EP3027401B1 (fr) | Tambour muni de secteurs mobiles pour la confection d'un pneumatique | |
| JP5597159B2 (ja) | 歯車構造体の製造方法及び歯車構造体の中間構造体 | |
| FR2846481A1 (fr) | Procede et dispositif d'insertion d'un enroulement dans un stator, avec stratification du chignon | |
| FI71627B (fi) | Ackumulator foer tvinnings- eller dubbleringsanordning | |
| KR102003380B1 (ko) | 종이컵 제조를 위한 패러렐 구동 방식의 종이컵 성형기 | |
| EP1554209B1 (fr) | Dispositif de renvidage d'un fil sur un support entraine en rotation | |
| WO2024009022A1 (fr) | Ensemble de tressage modulaire, un procédé de modification de la taille d'une machine de tressage et un procédé de tressage d'une structure tressé | |
| EP0053556B1 (fr) | Dispositif d'acheminement en courbe d'objets allongés | |
| BE1013406A3 (fr) | Machine de fabrication de brosses. | |
| FR3057046A3 (fr) | Engrenage a diametre variable | |
| FR3137691A1 (fr) | Machine de tressage avec des fuseaux à support amovible | |
| FR3057043A3 (fr) | Engrenage a diametre variable. | |
| FR2504851A1 (fr) | Filiere d'extrusion d'un filet ou grillage en matiere thermoplastique |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20020708 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| 17Q | First examination report despatched |
Effective date: 20061228 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CARDIATIS S.A. |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 60143187 Country of ref document: DE Date of ref document: 20101118 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Effective date: 20110118 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20101006 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101006 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101006 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110207 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101006 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101006 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101006 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101006 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20110707 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: DAS PATENT IST AUFGRUND DES WEITERBEHANDLUNGSANTRAGS VOM 08.09.2011 REAKTIVIERT WORDEN. |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BRAUNPAT BRAUN EDER AG Ref country code: FR Ref legal event code: ST Effective date: 20110930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110131 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 60143187 Country of ref document: DE Effective date: 20110707 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101006 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101006 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: HOLEESTRASSE 87, 4054 BASEL (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190620 Year of fee payment: 19 Ref country code: IT Payment date: 20190624 Year of fee payment: 19 Ref country code: ES Payment date: 20190621 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20190624 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190624 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190612 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60143187 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200118 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200118 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200119 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230505 |