Technical Field
The present invention relates to a front sheet, and more particularly, to a method
for manufacturing a front sheet of a microwave oven, which is capable of generating a new
aesthetic sense by making a desired color represented thereon by means of aluminum
material, and a microwave oven with the front sheet attached thereto.
Background Art
The front sheet of the microwave oven is a part attached to a front portion of the
microwave oven in order to wrap around a front side of a door of the microwave oven or a
control panel adjacent to the door. Heretofore, a door panel or a control panel made from
synthetic resin material has been directly used, as it is, for such a front sheet of the
microwave oven, or the front sheet has been manufactured from a metallic material (e.g.,
stainless steel) having a simple metallic texture.
However, the front sheet of the microwave oven made of synthetic resin material
may be varied to a certain extent in view of colors, designs, etc., but it is still has a
shortcoming that due to material limitation of the synthetic resin material, further
variability of the design or texture cannot be provided. In addition, the front sheet of the
microwave oven may have another shortcoming that it cannot satisfy current trends that
recent designs of the electric home appliances pursue high quality exteriors.
Furthermore, the front sheet of the microwave oven may be also made of stainless
steel, like the other electric home appliances. However, the front sheet of the microwave
oven made from the stainless steel has an advantage of satisfying the metallic texture and
high quality trends, but it still has a difficulty in obtaining a desired color thereof. That is,
the coloration of the desired color onto the panel made of the stainless steel material is
practically undesirable since it should be subjected to substantially high-priced treatment
processes owing to a nature of the material. Therefore, unit cost of production for the
front sheet increases.
Summary of Invention
The object of the present invention is to provide a front sheet of a microwave oven
that can have various colors as well as a new metallic texture.
In order to achieve the above object, a method for manufacturing a front sheet of a
microwave oven according to the present invention comprises a first process including a
chemical polishing process of removing foreign materials from and polishing a surface of
an aluminum sheet so as to give a constant luster thereto, a process of forming a porous
anodic oxide film onto the surface of the aluminum sheet, a process of dipping the
aluminum sheet into a dye solution containing a dye and of penetrating the dye into a
porous film of the anodic oxide film, and a process of sealing the porous film into which
the dye has been penetrated.
A microwave oven according to the present invention comprises a colored front
sheet manufactured by anodizing and dyeing a surface of an aluminum sheet and attached
to a front side of a door portion or a control panel portion of the microwave oven.
Brief Description of Drawings
Figure 1 is an illustrative perspective view of a microwave oven according to the
present invention.
Figure 2 is a flowchart illustrating a series of processes for manufacturing a front
sheet according to the present invention.
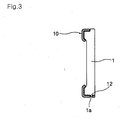
Figure 3 is a sectional view taken along a line A-A of Figure 1 in a condition that a
front sheet is attached to a microwave oven.
Detailed Description of the Preferred Embodiment
Hereinafter, preferred embodiments of the present invention will be explained in
detail with reference to the drawings.
As shown in Figure 1, a front sheet of a microwave oven according to the present
invention includes a front sheet 7 for a door panel 1 which is fixed to a front side of the
door panel of the microwave oven, and a front sheet 5 for a control panel 3 which is fixed
in order to wrap around peripheral portions of the control panel 3 installed to a side of the
door panel 1.
Such a front sheet according to the present invention is made of an aluminum plate.
Hereinafter, processes for manufacturing the front sheet according to the present invention
using the aluminum plate (hereinafter, referred to as "aluminum sheet") will be described
one after another with reference to Figure 2.
First, a thin aluminum sheet is prepared and then a process of manufacturing the
aluminum sheet into a shape of the front sheet is performed (Step 102). Indeed, this step
102 means that the aluminum sheet is completely manufactured in the shape of the front
sheet 7 for the door panel or the front sheet 5 for the control panel as shown in Figure 1.
After the aluminum sheet is completely manufactured to have the shape of the
front sheet as mentioned above, a process of treating a surface texture of the front sheet is
accomplished in a step 104. Such a texture treatment process is optional, and it means a
surface treatment process for imparting a predetermined texture such as a hair line, etc. to
the surface of the aluminum sheet. For example, a pattern such a hair is manufactured
onto the aluminum sheet surface using a metallic brush, or the surface of the aluminum
sheet is processed to have a predetermined texture by means of a sand blasting method.
After such optional step 104 is completed, a process of degreasing the surface of
the aluminum sheet is performed in a step 106. This process is a process for removing fat
ingredients stained on the surface of the aluminum sheet, that is, a process for removing
organic pollutants or contaminants with which the surface of the aluminum sheet is stained,
by means of organic solvents. After the degreasing step is completed in a manner
mentioned above, plural washing processes are performed in a step 108. The washing
process is a process of cleaning up the organic solvents and the pollutants remained on the
surface during the degreasing step. For example, the surface is cleaned up repeatedly by
means of flowing water.
After the washing step is completed, a chemical polishing process is performed in
a step 110. The chemical polishing process is a process for chemically polishing the
surface regularly in order to impart surface luster to the aluminum sheet. The chemical
polishing process may be performed by simply dipping the front sheet of the present
invention into various chemical solutions. Further, according to an embodiment of the
present invention, the chemical polishing process may be performed by dipping the
aluminum sheet into an acid solution composed of 90% phosphoric acid, 3% sulfuric acid
and 7% nitric acid during a predetermined period of time (e.g., 3 minutes). In this case, it
is preferable that the temperature of the acid solution be set to be an appropriate
temperature most suitable to the chemical polishing. In the embodiment employing the
acid solution, the most appropriate temperature of the acid solution is about 110 °°C.
Then, the surface of the aluminum sheet may have a predetermined luster after completion
of the chemical polishing.
Further processes for removing foreign materials from the surface of the aluminum
sheet, for example, the process for cleaning up the surface after removing the foreign
materials from the surfaces by means of an alkali such as sodium hydroxide, etc. may be
included between the steps 108 and 110. After completion of the chemical polishing, a
washing process is again performed in a step 112. After this washing process is
completed, acid treatment for the surface of the aluminum sheet is performed in a step 114.
The acid treatment process is a process for perfectly removing impurities contained on the
surface of the aluminum sheet. For example, the aluminum sheet cannot have a pure
surface since white spots may be created thereon due to various impurities contained
therein. Therefore; the treatment to be described below can be more perfectly performed
by completely removing the impurities adhered to the surface of the aluminum sheet.
And then, after such acid treatment is completed, an additional washing process
(Step 116) is again performed.
The foregoing processes correspond substantially to pretreatment. The
pretreatment is processes for more efficiently performing the formation of an oxide film
onto the surface of the aluminum sheet by anodic oxidation and the dyeing of the
aluminum sheet surface, as described later. Thus, after the pretreatment up to the step 116
is completed, an electrolysis process of forming the anodic oxide film onto the surface of
the aluminum sheet is performed in a step 118. The formation of the anodic oxide film is
performed by the anodic oxidation. More specifically, the anodic oxidation is performed
in a manner that the aluminum sheet is dipped into an electric furnace filled with an
electrolytic solution comprised of 80% water and 20% sulfuric acid, and that a positive
electrode and a negative electrode are applied to the aluminum sheet and the electric
furnace, respectively. And, at this time, it is most preferred that the electrolytic solution
be maintained at a temperature (e.g., 24 °°C to 27 °°C) where the anodic oxidation can be
occurred most actively.
In the anodic oxidation method, if aluminum is subject to the anodic oxidation in
the acid solution such as sulfuric acid, chromic acid, phosphoric acid, etc., a porous oxide
film is actually formed on the aluminum surface. The thickness of the porous oxide film
is determined depending on the parameters such as time duration of electrolysis, electric
current density, etc. As the time duration of electrolysis is prolonged and the current
density is raised, the porous oxide film becomes thicker. That is, the porous oxide film
grows in proportion to an energizing quantity of the electric current. In general, as the
temperature of electrolytic solution becomes low, growth of the oxide film is better and the
oxide film thus formed is harder. As the temperature of electrolytic solution becomes
high, the thinner and smoother oxide film is formed. Therefore, if the electric current is
applied to the aluminum sheet as a positive electrode, the surface of the aluminum sheet is
oxidized by oxygen generated from the positive electrode and then the aluminum oxide
film, which is substantially a very fine porous film, is formed thereon. Further, such
anodic oxide film substantially has a high hardness and has very superior characteristics in
view of wear resistance and aesthetic sense. Furthermore, in the process of forming the
anodic oxide film, more beautiful and brilliant film can be obtained, as the purity of the
aluminum becomes higher. To this end, the foregoing pretreatment including the step 114
should be performed.
If the formation of anodic oxide film onto the surface of the aluminum sheet is
completed by means of the foregoing electrolysis process, another washing process is again
performed in a step 120.
After the washing process is completed, a process of dyeing the surface of the
aluminum sheet is performed in a step 122. The dyeing process of the surface of the
aluminum sheet will be accomplished by penetrating a dye into fine pores formed on the
porous aluminum sheet surface as mentioned above. Further, as an example, a dyeing
method made by a dipping process may be used. For example, by dipping the aluminum
sheet, which is obtained from the foregoing processes, into a dye solution in which dye and
water have been mixed in a constant ratio, the dye penetrates into fine pores, by which the
surface of the aluminum sheet is substantially dyed.
Herein, when the aluminum sheet is dipped into the dye solution, it is preferred
that dye particles within the water be most actively penetrated into the fine pores on the
surface of the aluminum sheet by properly setting the temperature of the dye solution. It
is also preferred that such a temperature be set within a range of 40 °°C to 50 °°C.
From the foregoing, if the dye is penetrated into the fine pores, the surface of the
aluminum sheet can have a predetermined color. Therefore, through a series of treatment
processes mentioned above, the surface of the aluminum sheet can have a desired color.
Consequently, the front sheet of the microwave oven having a predetermined texture and a
desired color can be produced.
And, another washing process (step 124) is again performed after completion of
the aforementioned dyeing process. This washing process is a process for cleaning
unnecessary dye remained on the surface of the aluminum sheet.
If the coloration of the aluminum surface is completed after going though the
foregoing processes, a sealing process should be performed in a step 126. The sealing
process is a process for stopping up the fine pores formed in the step 118 under the state
that a predetermined quantity of the dye is put into the fine pores during the step 122.
That is, by stopping up the fine pores, into which the dye has been penetrated, so that
discoloration and removal of the dye can be prevented, the front sheet can be constructed
such that its change of color can be prevented although it has been used for a long time.
The above sealing process is performed by dipping the dyed aluminum sheet into a solution,
in which boric acid and nickel acetate are mixed with each other in a constant ratio (i.e., 5
g/l, respectively), during a predetermined period of time. It is most preferable that the
dipping process be performed at a temperature above 75 °°C and during a period of time of
about 15 minutes.
The front sheet according to the present invention is completely formed by putting
a predetermined color into the aluminum sheet through the foregoing processes. If the
surface treatment of the aluminum sheet is completed, the front sheet made of an aluminum
sheet material according to the present invention is attached to the front face of the
microwave oven in a step 128.
The front sheet of the present invention, in general, has the same configuration as
being shown in Figure 1. In order to attach the front sheet to the door panel 1 of the
microwave oven, etc., an adhesive or a double-sided tape, for example, may be used.
The front sheet of the present invention may be attached to the front face of the
microwave oven via the other various methods and constructions. Therefore, it is
apparent that the present invention should not be limited to the use of the aforementioned
adhesive, etc.
Figure 3 shows an embodiment in which a front sheet 10 of the present invention
is attached to the door panel 1 of the microwave oven. As shown, a mounting hole 1a is
formed on a side of a lower end portion of the front sheet 10, and a mounting projection 12
is formed on a lower end of the door panel 1 at a position corresponding to the mounting
hole 1a. Therefore, coupling of the front sheet 10 with the lower end of the door panel 1
is substantially maintained, since the mounting projection 12 is fitted into the mounting
hole 1a when coupling the front sheet 10 with the door panel 1. Of course, such coupling
structure may be applied to upper end portions of the front sheet 10 and the door panel 1.
However, since the upper end portion of the door panel 1 can be easily seen by a user, it is
preferable in view of its appearance that the mounting hole and projection be not exposed
outward. Therefore, it is preferable to couple the upper end portions of the front sheet 10
and the door panel 1 with each other, using the adhesive, etc. as mentioned above.
In addition to the above coupling structure, it is needless to say that the structure
for coupling the front sheet with the front face of the door, etc. may be changed or modified
to the other various forms.
Furthermore, as shown in Figures 1 and 3, it is understood that the front sheet 7 of
the present invention is installed to wrap around at least a portion of the front, lateral, upper
and lower sides of the door panel 1. In addition, edge portions, where the front side joins
with the lateral side and the upper and lower sides, respectively, are treated to have
predetermined rounded shapes. By the above treatment, whole appearance of the
microwave oven can be constructed to be much smoother.
According to the present invention constructed as such, it is understood that the
front sheet of the microwave oven is manufactured to have a desired color by using the
aluminum sheet when manufacturing the front sheet. Therefore, the microwave oven that
can have both a metallic texture and a desired color can be obtained by the application of
the present invention.
Although the present invention has been illustrated and described with reference to
the exemplified embodiments of the present invention, various changes, modifications and
additions to the present invention will be apparent to those skilled in the art without
departing from the spirit and scope of the present invention, and the present invention
should be construed only from the appended claims.