EP1178864B1 - Sheet forming machine - Google Patents
Sheet forming machine Download PDFInfo
- Publication number
- EP1178864B1 EP1178864B1 EP01917079A EP01917079A EP1178864B1 EP 1178864 B1 EP1178864 B1 EP 1178864B1 EP 01917079 A EP01917079 A EP 01917079A EP 01917079 A EP01917079 A EP 01917079A EP 1178864 B1 EP1178864 B1 EP 1178864B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet metal
- roller
- metal forming
- forming machine
- feed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D17/00—Forming single grooves in sheet metal or tubular or hollow articles
- B21D17/04—Forming single grooves in sheet metal or tubular or hollow articles by rolling
Definitions
- the invention relates to a sheet metal forming machine, comprising one machine frame, a first one on the machine frame first roll axis rotatably mounted rolling tool, a second, rotatable about a second roll axis and with the first roll tool interacting rolling tool, which in one Delivery bearing is rotatably mounted, which in turn opposite the machine frame transverse to the first roll axis by means of a Feed drive is movable and lockable, so that a Infeed position of the second rolling tool relative to the first Rolling tool is adjustable, and a rolling drive for at least one of the roll axes.
- Such a sheet metal forming machine is known from DE-C-843 536 known, for example, manual operation of the infeed drive and manual adjustment of the roller drive intended.
- the invention is therefore based on the object of a sheet metal forming machine to improve the generic type in such a way that it is as easy to operate as possible.
- This task is the beginning of a sheet metal forming machine described type according to the invention solved in that the Infeed drive as position controllable by a control Delivery drive is formed, by means of which the second Rolling tool can be moved into predefined delivery positions is that the roller drive is designed as a controllable roller drive is and that with the control roll axis positions Roll axes are detectable and roll axis positions and delivery positions are interlinkable.
- Such a sheet metal forming machine provides that the Control assigns delivery positions to the roll axis positions and stores this as a data record in a memory.
- the memory records for at least stores a forming cycle of a workpiece.
- a particularly comfortable and particularly user-friendly Solution provides that the data records in the course of a manually controlled, with the sheet metal forming machine in one Workpiece actually performed by the forming cycle Control are detectable.
- This solution has the advantage that the user of the sheet metal forming machine through a first workpiece conventionally manual setting of the roll axis positions and the delivery positions can reshape and at the same time reshaping the assignment of delivery positions via the learning mode and can save roll axis positions, so that for subsequent forming of workpieces of the same type then the forming is controlled by the controller can.
- a particularly advantageous solution provides that with the Control in a forming mode a controlled forming a Workpiece is feasible, in which the control by Reading the stored data the saved assignment of the Delivery positions to the roller axis stations by activation of the feed drive realized automatically.
- the operator can set the maximum speed in simply specify the machining of the workpiece observe and can always visualize the forming process check while controlling the individual roll axis positions then automatically assigns the delivery items.
- the control has a speed limit mode in which the maximum possible with the control in the forming mode Speed of the roll axis movement deviates from that manually definable speed of the roll axis movement is adjustable.
- the Control automatically influences the roll axis movement and can reduce the speed of the roll axis movement.
- transition to such a speed limit mode can always occur, for example, when a Infeed movement should take place by the infeed drive.
- a particularly advantageous form of implementation Speed limit mode provides that the Control the maximum possible speed of the roll axis movement the maximum possible speed of the infeed movement so that the assignment of delivery item and The roll axis position is maintained.
- the assignment could, for example, by separate data records where the information about the roll axis movement are assigned to the roll axis positions.
- a particularly favorable solution provides that the Information about roll axis movements in the data records comprehensive the roll axis positions and the delivery positions are included.
- a particularly favorable embodiment provides that control in the speed limit mode a change in the direction of movement of the roll axis movement Speed of the roll axis movement according to a predetermined History reduced to zero and then again according to a predetermined course in the reverse Direction increases.
- the control works particularly expediently when it based on information associated with future roll axis positions enters speed limit mode and thus, so to speak, "foresighted” according to the future settings to be carried out already the speed adapts to the roll axis movement.
- Such a sheet metal forming machine is preferably a so-called beading machine trained.
- Feed drive arranged on a projection of the head part, so that the cantilever of the headboard be sufficiently stable must, in particular to carry the feed drive and to absorb the necessary forces.
- a further solution according to the invention is therefore the task to improve a sheet metal forming machine according to the preamble of claim 19, that the headboard is structurally advantageous and simple can be.
- a sheet metal forming machine according to the upper limit of claim 19 is known from DE-C-843 536.
- This task is covered in a sheet metal forming machine one machine frame, a first one on the machine frame Roll axis rotatably mounted rolling tool, a second around a second roll axis rotatable and with the first roll tool interacting rolling tool, which in one Delivery bearing is rotatably mounted, which in turn opposite the machine frame transverse to the first roll axis by means of a Feed drive is movable and lockable, so that a Infeed position of the second rolling tool relative to the first Rolling tool is adjustable, and a rolling drive for at least one of the roll axes, where the machine frame has a stand with one has this arranged head part, in the head part the first rolling tool is rotatable about the first rolling axis is stored and the delivery warehouse for the second rolling tool is arranged in the head part, according to the invention solved in that the delivery bearing on a The end area facing the rolling tools is located in the head part extending arm is mounted and that the feed drive outside a cantilever of the head part on the machine frame is arranged and
- the arm creates movement for the delivery warehouse too the possibility for the delivery of the delivery warehouse required forces essentially outside the cantilever of the headboard over the machine frame.
- a particularly favorable solution provides that the arm Part of a lever mechanism that can be driven by the feed drive which is a constructively particularly favorable option creates the forces acting on the delivery warehouse outside transfer the cantilever to the machine frame.
- lever gear is over a bearing axis is mounted on the machine frame, which in Distance from the rolling tools is arranged.
- a particularly favorable arrangement of the bearing axis provides that this is arranged in the base of the head part, so that those transferred from the bearing axis to the machine frame Tractive forces in an area of the stand supported by the stand Headboard, namely the base, act and therefore a simple one Stabilization of the bearing axis bearing relative to Stand is possible.
- lever gear sees that this includes a second arm on which the Infeed drive works.
- the second arm of the lever gear can basically be in extend any direction. To be as compact as possible Type of sheet metal forming machines according to the invention received, it is preferably provided that the second arm extends towards the stand.
- Sheet metal forming machine provides that the feed drive over a reduction gear acts on the arm. Has this solution the advantage that sufficient with already low drive power great forces for the movement of the delivery warehouse can be generated, so that in particular the possibility consists of using an electric motor.
- the reduction gear can be of various types and Be trained.
- One possibility would be the reduction gear trained as a conventional gear transmission. However, it is particularly cheap, especially around apply great forces when the reduction gear is on Wedge gear includes.
- Such a wedge gear can be a spindle gear, for example or be an eccentric gear.
- a special one favorable solution provides that the wedge gear Cam gear is.
- Such a cam mechanism can be used constructively realize particularly simple means if that Cam gear has a cam, which on a cam follower arranged on the lever gear acts.
- the cam mechanism is designed so that the cam on the cam follower in the sense of a Infeed of the second rolling tool onto the first rolling tool acts so that the cam gear the required great force for the delivery of the second rolling tool on the can generate first rolling tool.
- the lever gear a has elastic energy storage, which in the sense of a Moving the second rolling tool relative to the first rolling tool opposite to the infeed direction at first Arm works.
- the lever gear can in principle be of any complexity, on the one hand the first arm and on the other hand the second Arm are arranged.
- a particularly simple constructive The solution provides that the lever mechanism has an angle lever comprising the first arm and the second arm and with the first arm in the headboard and with the second arm extends in the stand.
- the head part 18 is firmly connected to the stand 16 and points from its above the stand 16 arranged base 20 a laterally above the stand 16th projection 22 extending beyond.
- first tool shaft 30 is above the End 28 of the bearing sleeve 24 with a front end 34 over and carries a first rolling tool 40, which is non-rotatable is connected to the first tool shaft 30.
- first tool shaft 30 extends through the Bearing sleeve 24 through and thus also through the projection 22nd and the base 20 of the head portion 18 through and on one of the Cantilever 22 opposite side over the stand 16 and the head part 18 out to a rear end 36, which by a drive designated as a whole by 42, preferably an electric drive motor 44 with a Reduction gear 46, can be driven.
- first tool shaft 30 also carries an intermediate pinion 48, which in the region of the base 20 of the head part 18 between the bearing sleeve 24 and the rear end 36 is arranged and with which a second tool shaft 50 is drivable, the one on the stand 16 opposite Side of the first tool shaft 30 is and around second roll axis 52 is rotatable.
- the second tool shaft 50 also extends over the Cantilever 22 of the head portion 18 and carries on front end 54, a second rolling tool 60, which with the first rolling tool 40 in the sense of rolling sheet metal processing of a workpiece 64 interacts, for example to provide the workpiece 64 with a bead 66.
- the second tool shaft 50 also extends into the Head part 18 and through the projection 22 to the base 20 and ends in the base 20 area a rear end 56.
- the second tool shaft 50 is rotatably supported on the one hand by a in the area of the rear end 56 arranged rear side opposite the machine frame 10 pivotally mounted pivot bearing 68 and a near the front end 54 arranged delivery bearing 70, which in Distance from the second rolling tool 60, preferably arranged approximately over the end region 28 of the bearing sleeve 24 is.
- a drive is close to driving the second tool shaft 50 the rear pivot bearing 68, preferably immediately next to this, arranged intermediate pinion 72 is provided, which is in direct engagement with the intermediate pinion 48 stands.
- the drive 42 first drives the first tool shaft 30 and via the intermediate pinions 48 and 72 driving derived from the first tool shaft 30 the second tool shaft 50.
- first arm 80 of a lever gear designated 82 provided, which at a front end 84 delivery bearings arranged in the projection 22 of the head part 18 70 carries and starting from its front end 84 the projection 22 to the base 20 of the head part 18th extends. That arranged in the area of a rear end 86 the rear pivot bearing 68 for the second tool shaft 50 is either independently pivotable on the machine frame 10 stored or held at the rear end 86 and with the Arm 80 swiveling. Furthermore, the first arm 80 is in the area of the rear end 86 about a pivot axis 88 by means of journals 89 in the area of the base 20 of the head part 18 on the machine frame 10 pivoted.
- the pivot axis 88 is preferably close to the rear Pivot bearing 68 and the intermediate pinion 72, preferably right next to these or enforces them, so that the pivoting movement of the first arm 80 about the pivot axis 88 to reach different delivery positions of the second rolling tool 60 so that the intermediate pinion 72 always remains in engagement with the intermediate pinion 48 and thus always the rotational movement of the second tool shaft 50 coupled with the rotational movement of the first tool shaft 30 remains.
- the lever gear 82 further includes a rigid with the first Arm 80 connected second arm 90, which is based on whose rear end 86 extends in the direction of the foot part 12 and is preferably arranged within the stand 16 and at its end 94 facing away from the pivot axis 88 a curve follower 96 in the form of a rotatable on an axis 99 stored role.
- the curve follower 96 lies at one by one relative to the Stand 16 fixed axis of rotation 98 rotatable with respect to the stator 16 mounted cam 100 one which is located radially outside of the axis of rotation 98 and is spiral to the axis of rotation 98 extending trajectory 102 carries, so that accordingly the rotational position of the cam 100 of the cam followers 96 at different distances from the axis of rotation 98 is positionable.
- the cam plate 100 is included as a whole 110 designated feed drive, which preferably has an electric motor 112 and a transmission 114.
- the second arm 90 is by means of an elastic Energy storage 116, which acts on the one hand on the stand 16 and on the other hand always on the second arm 90 by an elastic Force is applied to curve follower 96 on the trajectory 102 is present.
- the cam 100 by the feed drive 110th rotated the distance of the curve follower 96 from the Axis of rotation 98 can be varied and thus the second arm 90 is due its pivotability about the pivot axis 88 compared to the Machine frame 10 pivotable, resulting in the simultaneous
- the first arm 80 can also be pivoted to the machine frame 10, in particular relative to the head part 18, results.
- the curve follower 96 is now relative to the cam 100 arranged that an increase in the distance of the curve follower 96 from the axis of rotation 98 to a delivery of the Feed bearing 70 leads in the direction of the first roll axis 32, that is to a delivery of the second rolling tool 60 in Direction of the first rolling tool 40.
- the first arm 80 and the second arm 90 are of the Lever gear 82 each consisting of two cheek parts 80a and 80b or 90a and 90b, between which the delivery bearing 70 and the rear pivot bearing 68 of the second tool shaft 50 lie and each in turn on the bearing pin 89a and 89b on the machine frame 10 in the area of the base 20 of the Headboard are stored. Furthermore, the cheek parts 90a and 90b connected by an axis 99, on which the curve follower 96 is rotatably supported.
- a controller designated as a whole with 120 is provided, which, as shown in Fig. 3, a central processor 122, with which on the one hand a controller 124 for the Infeed drive 110 and on the other hand a controller 126 for the Roll drive 42 controllable.
- the positioning drive 110 is a position transmitter 128 assigned and the roller drive 42, a position transmitter 130, the can also be queried via the central processor 122.
- the central processor 122 are also external Foot switch 132 the desired speed for the rolling movement, that is, predeterminable and for the roller drive 42 a manual control panel 134, for example shown in FIG. 4, by means of a manually adjustable via a rotary knob 136 Encoder 138 the delivery position of the second rolling tool 60. Furthermore, a switch field 140 is provided, which one Switch 142 for switching between two opposite ones Direction of rotation of the roller drive 42, a switch 144 to switch between fast and slow running of the Roller drive 42 and two switches 146 and 148 for retraining from manual mode to learning mode or manual mode operation of the delivery positions controlled by the controller 120, as explained in detail below.
- the central processor 122 has a memory 150 assigned in which data records 152 can be stored, in which individual roll axis positions R, delivery positions Z and movement direction information BR of the roll axis movement assigned.
- an exemplary workpiece becomes 64 processed in a forming cycle, whereby by the Foot switch 132 and the one adjustable by switch 144 slow motion mode with the individual roll axis positions approached at low speed and additionally with the encoder 138 manually set the desired delivery positions so that the central processor 122 in the Is able, on the one hand via the position transmitter 130 and the Position encoder 128 the roll axis positions and the delivery positions in addition to information about the direction of movement to detect the roll axis movement and in the memory 150 as data records 152.
- the central processor 122 can now execute in the memory 150 the data records 152 correspond to the respective roll axis positions R assigned delivery positions Z and the corresponding Determine direction of movement BR so that the central processor 122 is able to control the feed drive 110 in such a way that the second rolling tool 60 in the corresponding Roll axis positions R in the stored feed positions Z stands and also the roller drive 42 in the desired Direction of movement BR runs.
- Such a forming cycle is shown in FIG. 5, for example shown.
- the infeed position Z1 assigned to the roll axis position R0 approached.
- the roll axis drive 42 of the central processor 122 started and at the same time the Feed drive 110 controlled so that in the roll axis position R1 the second rolling tool 60 in the delivery position Z2 stands.
- the roller axle drive is in this infeed position 42 continued to operate until the roll axis position R2.
- control is activated again of the feed drive 110, in such a way that when reached the roll axis position R3 has reached the infeed position Z3.
- the roll axis drive continues in this infeed position Z3 42 controlled, up to a roll axis position R4 and starting with the roll axis position R4 being reached Feed drive 110 driven again so that the When the roll axis position R5 is reached the delivery position Z4 is reached.
- the roll axis position R5 controlled simultaneously by the central processor 122 Change of direction of movement BR0 of the roll axis drive so that this moves in the reverse direction BR1 again until the roll axis position R6 is reached.
- the roll axis position R6 After the roll axis position R6 has been reached, another takes place Control the feed drive 110 so that when the Roll axis position R7 the infeed position Z5 is reached.
- a speed limit mode is provided which the Speed of the roll axis movement deviates from that of Foot switch 132 provided maximum speed changed, if the central processor 122 due to the known Response times of the feed drive 110 recognize that the delivery positions Z stored in the data records 152 at the corresponding roll axis positions cannot be reached can.
- the central processor 122 the speed of the roller drive 42 so far that the speed of the infeed movement can follow the individual roll axis positions and thus the maintain correspondence corresponding to records 152 can be.
- the central processor 122 preferably works Records 152 look ahead, that is, if a certain roll axis position RX has already been reached by the central processor 122 records 152 are analyzed, the future roll axis positions correspond to RX + ⁇ , so that a forward-looking decision can be made as to whether a Reduction of the speed of the roller drive 42 deviating from that specified by foot switch 132 maximum speed is required to complete the mapping the delivery positions Z to the roll axis positions R upright to receive or in a future roll axis position R to be able to reverse the direction of what inevitably a reduction in the speed of the Roll axis movement to zero and subsequent acceleration requires.
- the speed limit mode is preferred designed to limit the Speed corresponding to a central processor 122 predetermined fixed value takes place.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Powder Metallurgy (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Press Drives And Press Lines (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Golf Clubs (AREA)
- Winding Of Webs (AREA)
Abstract
Description
Die Erfindung betrifft eine Blechumformmaschine, umfassend ein Maschinengestell, ein erstes am Maschinengestell um eine erste Rollachse drehbar gelagertes Rollwerkzeug, ein zweites, um eine zweite Rollachse drehbares und mit dem ersten Rollwerkzeug zusammenwirkendes Rollwerkzeug, welches in einem Zustellager drehbar gelagert ist, das seinerseits gegenüber dem Maschinengestell quer zur ersten Rollachse mittels eines Zustellantriebs bewegbar und feststellbar ist, so daß eine Zustellposition des zweiten Rollwerkzeugs relativ zum ersten Rollwerkzeug einstellbar ist, und einen Rollantrieb für mindestens eine der Rollachsen.The invention relates to a sheet metal forming machine, comprising one machine frame, a first one on the machine frame first roll axis rotatably mounted rolling tool, a second, rotatable about a second roll axis and with the first roll tool interacting rolling tool, which in one Delivery bearing is rotatably mounted, which in turn opposite the machine frame transverse to the first roll axis by means of a Feed drive is movable and lockable, so that a Infeed position of the second rolling tool relative to the first Rolling tool is adjustable, and a rolling drive for at least one of the roll axes.
Eine derartige Blechumformmaschine ist aus der DE-C-843 536 bekannt, bei diesen ist zum Beispiel eine manuelle Betätigung des Zustellantriebs und eine manuelle Einstellung des Rollantriebs vorgesehen.Such a sheet metal forming machine is known from DE-C-843 536 known, for example, manual operation of the infeed drive and manual adjustment of the roller drive intended.
Der Erfindung liegt daher die Aufgabe zugrunde, eine Blechumformmaschine der gattungsgemäßen Art derart zu verbessern, daß diese möglichst einfach betreibbar ist.The invention is therefore based on the object of a sheet metal forming machine to improve the generic type in such a way that it is as easy to operate as possible.
Diese Aufgabe wird bei einer Blechumformmaschine der eingangs beschriebenen Art erfindungsgemäß dadurch gelöst, daß der Zustellantrieb als durch eine Steuerung positionssteuerbarer Zustellantrieb ausgebildet ist, mittels welchem das zweite Rollwerkzeug in definiert vorgebbare Zustellpositionen bewegbar ist, daß der Rollantrieb als steuerbarer Rollantrieb ausgebildet ist und daß mit der Steuerung Rollachsstellungen der Rollachsen erfaßbar sind und Rollachsstellungen und Zustellpositionen miteinander verknüpfbar sind. This task is the beginning of a sheet metal forming machine described type according to the invention solved in that the Infeed drive as position controllable by a control Delivery drive is formed, by means of which the second Rolling tool can be moved into predefined delivery positions is that the roller drive is designed as a controllable roller drive is and that with the control roll axis positions Roll axes are detectable and roll axis positions and delivery positions are interlinkable.
Der Vorteil der erfindungsgemäßen Lösung ist darin zu sehen, daß mit dieser ein vereinfachter Betrieb der Blechumformmaschine möglich ist, da durch die Verknüpfung von Zustellpositionen und Rollachsstellungen die Zustellung des zweiten Rollwerkzeugs zum ersten Rollwerkzeug durch die Steuerung erfolgen kann.The advantage of the solution according to the invention can be seen in that with this a simplified operation of the sheet metal forming machine is possible because by linking delivery items and roll axis positions the delivery of the second Rolling tool to the first rolling tool by the controller can be done.
Dabei kann die Verknüpfung von Rollachsstellungen und Zustellpositionen grundsätzlich in beliebiger Art und Weise erfolgen, beispielsweise in der Art, wie dies bei NCgesteuerten Maschinen bekannt ist.The linkage of roll axis positions and Delivery items in any way take place, for example in the way this is done with NC-controlled Machines is known.
Eine besonders vorteilhafte und einfache Lösung zum Betrieb einer derartigen Blechumformmaschine sieht vor, daß die Steuerung den Rollachsstellungen Zustellpositionen zuordnet und diese als Datensatz in einem Speicher speichert.A particularly advantageous and simple solution for operation Such a sheet metal forming machine provides that the Control assigns delivery positions to the roll axis positions and stores this as a data record in a memory.
Eine derartige Zuordnung von Zustellpositionen zu Rolldchsstellungen erlaubt es, in einfacher Weise beim Anfahren der einzelnen Rollachsstellungen die diesen zugeordneten Zustellpositionen durch die Steuerung selbsttätig gesteuert anfahren zu lassen.Such an assignment of delivery positions to rolling roof positions allows in a simple manner when starting the individual roll axis positions the assigned delivery positions start automatically controlled by the control allow.
Hinsichtlich der Ausbildung des Speichers ist es besonders vorteilhaft, wenn der Speicher Datensätze für mindestens einen Umformzyklus eines Werkstücks speichert.It is special with regard to the design of the memory advantageous if the memory records for at least stores a forming cycle of a workpiece.
Es ist aber auch denkbar, den Speicher so auszubilden, daß dieser in der Lage ist, mehrere unterschiedliche Umformzyklen für unterschiedliche Werkstücke zu speichern und die Möglichkeit schafft, für das jeweils umzuformende Werkstück den geeigneten Umformzyklus aufzurufen. But it is also conceivable to design the memory so that this is able to perform several different forming cycles for different workpieces and the possibility creates the for the workpiece to be formed call a suitable forming cycle.
Hinsichtlich der Art, wie die Datensätze von der Steuerung erfaßt werden, sind die unterschiedlichsten Möglichkeiten denkbar. Es ist beispielsweise denkbar, die Datensätze über numerische Daten der Steuerung vorzugeben und von der Steuerung in dem Speicher ablegen zu lassen.Regarding the way the records from the controller are recorded are the most varied of options conceivable. For example, it is conceivable to use the data records to specify numerical data of the control and of the To have the control stored in the memory.
Eine andere Möglichkeit ist die, über eine Computersimulation die Datensätze festzulegen und von der Steuerung in dem Speicher abspeichern zu lassen.Another possibility is through computer simulation define the data records and the controller in the Allow memory to be saved.
Eine besonders günstige und vor allem für den Benutzer der Blechumformmaschine einfache Lösung sieht vor, daß die Steuerung mit einem Lernmodus eine Zuordnung von Zustellpositionen zu Rollachsstellungen erfaßt.A particularly cheap and especially for the user of the Sheet metal forming machine simple solution provides that the Control with a learning mode an assignment of delivery items recorded for roll axis positions.
In einem derartigen Lernmodus könnten beispielsweise tatsächliche Rollachsstellungen und Zustellpositionen der Steuerung vorgebbar und dann damit von der Steuerung in dem Lernmodus erfaßbar sein.In such a learning mode, for example, actual Roll axis positions and infeed positions of the control can be specified and then by the controller in the learning mode be detectable.
Eine besonders komfortable und insbesondere benutzerfreundliche Lösung sieht vor, daß die Datensätze im Lauf eines manuell gesteuerten, mit der Blechumformmaschine an einem Werkstück tatsächlich durchgeführten Umformzyklus von der Steuerung erfaßbar sind.A particularly comfortable and particularly user-friendly Solution provides that the data records in the course of a manually controlled, with the sheet metal forming machine in one Workpiece actually performed by the forming cycle Control are detectable.
Diese Lösung hat den Vorteil, daß der Benutzer der Blechumformmaschine ein erstes Werkstück konventionell durch manuelle Einstellung der Rollachsstellungen und der Zustellpositionen umformen kann und gleichzeitig bei dem Umformen des Werkstücks über den Lernmodus die Zuordnung von Zustellpositionen und Rollachsstellungen abspeichern kann, so daß bei nachfolgenden Umformungen von Werkstücken derselben Art dann die Umformung gesteuert durch die Steuerung erfolgen kann.This solution has the advantage that the user of the sheet metal forming machine through a first workpiece conventionally manual setting of the roll axis positions and the delivery positions can reshape and at the same time reshaping the assignment of delivery positions via the learning mode and can save roll axis positions, so that for subsequent forming of workpieces of the same type then the forming is controlled by the controller can.
Eine besonders vorteilhafte Lösung sieht vor, daß mit der Steuerung in einem Umformmodus ein gesteuertes Umformen eines Werkstücks durchführbar ist, bei welchem die Steuerung durch Lesen der gespeicherten Daten die gespeicherte Zuordnung der Zustellpositionen zu den Rollenachsstellen durch Ansteuern des Zustellantriebs selbsttätig realisiert.A particularly advantageous solution provides that with the Control in a forming mode a controlled forming a Workpiece is feasible, in which the control by Reading the stored data the saved assignment of the Delivery positions to the roller axis stations by activation of the feed drive realized automatically.
Hinsichtlich der Vorgabe der Rollachsbewegung sind dabei die unterschiedlichsten Möglichkeiten denkbar. Es wäre beispielsweise bei einer komfortablen Lösung denkbar, auch die Rollachsbewegung von der Steuerung selbsttätig gesteuert durchführen zu lassen, wobei in diesem Falle der Steuerung dann auch Daten über den Ablauf der Rollachsbewegung bei dem Umformzyklus vorgegeben werden müssen.With regard to the specification of the roll axis movement, these are different possibilities conceivable. It would be, for example conceivable with a comfortable solution, also the Roll axis movement automatically controlled by the control to be carried out, in which case the controller then also data about the course of the roll axis movement at the Forming cycle must be specified.
Als besonders zweckmäßig, insbesondere hinsichtlich einer einfachen Bedienbarkeit der Blechumformmaschine, hat es sich jedoch erwiesen, wenn im Umformmodus die maximale Geschwindigkeit der Rollachsbewegung beim Umformen manuell vorgebbar ist.As particularly useful, especially with regard to one It is easy to use the sheet metal forming machine however, proved when in the forming mode the maximum Manual roll axis movement speed during forming can be specified.
Das heißt, daß der Bediener der Blechumformmaschine stets die Möglichkeit hat, diese anzuhalten, beispielsweise wenn er Probleme bei der Bearbeitung des Werkstücks erkennt. This means that the operator of the sheet metal forming machine always Has the possibility to stop it, for example if he Detects problems when machining the workpiece.
Ferner kann der Bediener die maximale Geschwindigkeit in einfacher Weise vorgeben, die Bearbeitung des Werkstücks beobachten und kann somit stets den Umformprozeß visuell kontrollieren, während die Steuerung den einzelnen Rollachsstellungen dann automatisch die Zustellpositionen zuordnet.Furthermore, the operator can set the maximum speed in simply specify the machining of the workpiece observe and can always visualize the forming process check while controlling the individual roll axis positions then automatically assigns the delivery items.
Um bei der manuellen Vorgabe der maximalen Geschwindigkeit ungeeignete Umformprozesse auszuschließen, die beispielsweise dadurch entstehen können, daß die vorgegebene maximale Geschwindigkeit der Rollachsbewegung die Präzision des Umformens beeinträchtigt, ist vorgesehen, daß die Steuerung einen Geschwindigkeitsbegrenzungsmodus aufweist, in welchem mit der Steuerung im Umformmodus die maximal mögliche Geschwindigkeit der Rollachsbewegung abweichend von der manuell vorgebbaren Geschwindigkeit der Rollachsbewegung einstellbar ist.In order to manually set the maximum speed to exclude unsuitable forming processes, for example can arise from the fact that the predetermined maximum Speed of the roll axis movement the precision of the Forming impaired, it is provided that the control has a speed limit mode in which the maximum possible with the control in the forming mode Speed of the roll axis movement deviates from that manually definable speed of the roll axis movement is adjustable.
Das heißt, daß in dem Geschwindigkeitsbegrenzungsmodus die Steuerung selbsttätig aktiv die Rollachsbewegung beeinflussen und die Geschwindigkeit der Rollachsbewegung reduzieren kann.That is, in the speed limit mode, the Control automatically influences the roll axis movement and can reduce the speed of the roll axis movement.
Der Übergang in einen derartigen Geschwindigkeitsbegrenzungsmodus kann beispielsweise stets dann erfolgen, wenn eine Zustellbewegung durch den Zustellantrieb erfolgen soll.The transition to such a speed limit mode can always occur, for example, when a Infeed movement should take place by the infeed drive.
Eine besonders vorteilhafte Realisierungsform eines derartigen Geschwindigkeitsbegrenzungsmodus sieht vor, daß die Steuerung die maximal mögliche Geschwindigkeit der Rollachsbewegung an die maximal mögliche Geschwindigkeit der Zustellbewegung so anpaßt, daß die Zuordnung von Zustellposition und Rollachsstellung aufrecht erhalten bleibt. A particularly advantageous form of implementation Speed limit mode provides that the Control the maximum possible speed of the roll axis movement the maximum possible speed of the infeed movement so that the assignment of delivery item and The roll axis position is maintained.
Im Zusammenhang mit der bisherigen Erläuterung der einzelnen Ausführungsformen der erfindungsgemäßen Blechumformmaschine wurde nicht näher darauf eingegangen, inwieweit über die Zuordnung von Zustellpositionen zu Rollachsstellungen hinausgehend Informationen durch die Steuerung gespeichert werden. Als besonders vorteilhaft hat es sich dabei erwiesen, wenn mit der Steuerung Informationen über die Rollachsbewegung speicherbar sind.In connection with the previous explanation of each Embodiments of the sheet metal forming machine according to the invention the extent to which the Assignment of delivery positions to roll axis positions Information is saved by the controller. It has proven to be particularly advantageous if with the control information about the roll axis movement are storable.
Besonders günstig ist es dabei, wenn die Informationen über die Rollachsbewegung den Rollachsstellungen zugeordnet sind.It is particularly favorable if the information about the roll axis movement are assigned to the roll axis positions.
Die Zuordnung könnte beispielsweise durch separate Datensätze erfolgen, bei welchen die Information über die Rollachsbewegung den Rollachsstellungen zugeordnet sind.The assignment could, for example, by separate data records where the information about the roll axis movement are assigned to the roll axis positions.
Eine besonders günstige Lösung sieht jedoch vor, daß die Informationen über Rollachsbewegungen in den Datensätzen umfassend die Rollachsstellungen und die Zustellpositionen miterfaßt sind.A particularly favorable solution, however, provides that the Information about roll axis movements in the data records comprehensive the roll axis positions and the delivery positions are included.
Hinsichtlich der zu erfassenden Informationen über die Rollachsbewegung sind die unterschiedlichsten Möglichkeiten denkbar. Besonders vorteilhaft ist es, wenn als Information über die Rollachsbewegungen mindestens Informationen über die Bewegungsrichtung der Rollachsbewegung gespeichert sind.Regarding the information to be collected about the Roll axis movement are the most diverse possibilities conceivable. It is particularly advantageous if as information at least information about the roll axis movements Direction of movement of the roll axis movement are stored.
Es ist aber auch denkbar, als Information über die Rollachsbewegung Geschwindigkeitsinformationen oder Beschleunigungsinformationen zu speichern. But it is also conceivable as information about the roll axis movement Speed information or acceleration information save.
Bei der Speicherung von Informationen über die Rollachsbewegung ist es ebenfalls vorteilhaft, wenn die Steuerung in den Geschwindigkeitsbegrenzungsmodus dann übergeht, wenn eine Änderung der Bewegungsrichtung der Rollachsbewegung erfolgen soll.When storing information about the roll axis movement it is also advantageous if the control in goes over the speed limit mode when one Change the direction of movement of the roll axis movement should.
Eine besonders günstige Ausführungsform sieht dabei vor, daß die Steuerung in dem Geschwindigkeitsbegrenzungsmodus bei einer Änderung der Bewegungsrichtung der Rollachsbewegung die Geschwindigkeit der Rollachsbewegung entsprechend einem vorgegebenen Verlauf auf Null reduziert und nachfolgend wieder entsprechend einem vorgegebenen Verlauf in der umgekehrten Richtung steigert.A particularly favorable embodiment provides that control in the speed limit mode a change in the direction of movement of the roll axis movement Speed of the roll axis movement according to a predetermined History reduced to zero and then again according to a predetermined course in the reverse Direction increases.
Um die Steuerung in die Lage zu versetzen, möglichst rechtzeitig die notwendigen Ansteuerungen vornehmen zu können, ist bei einer besonders günstigen Lösung vorgesehen, daß die Steuerung ausgehend von der momentanen Rollachsstellung die zukünftigen Rollachsstellungen zugeordneten Informationen erfaßt.In order to enable the control system, as early as possible to be able to make the necessary controls provided in a particularly favorable solution that the Control based on the current roll axis position information assigned to future roll axis positions detected.
Besonders zweckmäßig arbeitet die Steuerung dann, wenn sie aufgrund zukünftigen Rollachsstellungen zugeordneten Informationen in den Geschwindigkeitsbegrenzungsmodus übergeht und somit sozusagen "vorausschauend" entsprechend den zukünftig durchzuführenden Einstellungen bereits die Geschwindigkeit der Rollachsbewegung anpaßt.The control works particularly expediently when it based on information associated with future roll axis positions enters speed limit mode and thus, so to speak, "foresighted" according to the future settings to be carried out already the speed adapts to the roll axis movement.
Hinsichtlich der Ausbildung der Blechumformmaschine wurden im Zusammenhang mit der bisherigen Erläuterung der einzelnen Ausführungsformen keine näheren Angaben gemacht. So sieht ein besonders vorteilhaftes Ausführungsbeispiel der erfindungsgemäßen Blechumformmaschine vor, daß das Maschinengestell einen Ständer mit einem auf diesem angeordneten Kopfteil aufweist, daß in dem Kopfteil das erste Rollwerkzeug um die erste Rollachse drehbar gelagert ist und daß das Zustellager für das zweite Rollwerkzeug in dem Kopfteil angeordnet ist.With regard to the training of the sheet metal forming machine in Connection with the previous explanation of the individual Embodiments made no further details. So one sees particularly advantageous embodiment of the invention Sheet metal forming machine before that the machine frame has a stand with a head part arranged thereon, that in the head part the first rolling tool around first roll axis is rotatably mounted and that the delivery bearing for the second rolling tool is arranged in the head part.
Eine derartige Blechumformmaschine ist vorzugsweise als sogenannte Sickenmaschine ausgebildet.Such a sheet metal forming machine is preferably a so-called beading machine trained.
Bei einer derartigen Sickenmaschine ist üblicherweise der Zustellantrieb an einer Auskragung des Kopfteils angeordnet, so daß die Auskragung des Kopfteils ausreichend stabil sein muß, um insbesondere auch den Zustellantrieb zu tragen und die erforderlichen Kräfte aufzunehmen.In such a beading machine is usually the Feed drive arranged on a projection of the head part, so that the cantilever of the headboard be sufficiently stable must, in particular to carry the feed drive and to absorb the necessary forces.
Einer weiteren erfindungsgemäßen Lösung liegt daher die Aufgabe zugrunde, eine Blechumformmaschine gemäß Oberbegriff des Anspruchs 19 derart zu verbessern, daß das Kopfteil konstruktiv vorteilhafter und einfacher ausgeführt werden kann. Eine Blechumformmaschine gemäß Obergebriff des Anspruchs 19 ist aus der DE-C-843 536 bekannt.A further solution according to the invention is therefore the task to improve a sheet metal forming machine according to the preamble of claim 19, that the headboard is structurally advantageous and simple can be. A sheet metal forming machine according to the upper limit of claim 19 is known from DE-C-843 536.
Diese Aufgabe wird bei einer Blechumformmaschine umfassend ein Maschinengestell, ein erstes am Maschinengestell um eine Rollachse drehbar gelagertes Rollwerkzeug, ein zweites um eine zweite Rollachse drehbares und mit dem ersten Rollwerkzeug zusammenwirkendes Rollwerkzeug, welches in einem Zustellager drehbar gelagert ist, das seinerseits gegenüber dem Maschinengestell quer zur ersten Rollachse mittels eines Zustellantriebs bewegbar und feststellbar ist, so daß eine Zustellposition des zweiten Rollwerkzeugs relativ zum ersten Rollwerkzeug einstellbar ist, und einen Rollantrieb für mindestens eine der Rollachsen, wobei das Maschinengestell einen Ständer mit einem auf diesem angeordneten Kopfteil aufweist, in dem Kopfteil das erste Rollwerkzeug um die erste Rollachse drehbar gelagert ist und das Zustellager für das zweite Rollwerkzeug in dem Kopfteil angeordnet ist, erfindungsgemäß dadurch gelöst, daß das Zustellager an einem den Rollwerkzeugen zugewandten Endbereich eines sich im Kopfteil erstreckenden Arms gelagert ist und daß der Zustellantrieb außerhalb einer Auskragung des Kopfteils am Maschinengestell angeordnet ist und auf den Arm wirkt.This task is covered in a sheet metal forming machine one machine frame, a first one on the machine frame Roll axis rotatably mounted rolling tool, a second around a second roll axis rotatable and with the first roll tool interacting rolling tool, which in one Delivery bearing is rotatably mounted, which in turn opposite the machine frame transverse to the first roll axis by means of a Feed drive is movable and lockable, so that a Infeed position of the second rolling tool relative to the first Rolling tool is adjustable, and a rolling drive for at least one of the roll axes, where the machine frame has a stand with one has this arranged head part, in the head part the first rolling tool is rotatable about the first rolling axis is stored and the delivery warehouse for the second rolling tool is arranged in the head part, according to the invention solved in that the delivery bearing on a The end area facing the rolling tools is located in the head part extending arm is mounted and that the feed drive outside a cantilever of the head part on the machine frame is arranged and acts on the arm.
Mit dieser Lösung wird erreicht, daß die Auskragung des Kopfteils nicht mehr den Zustellantrieb tragen muß und somit an diese geringere Stabilitätsanforderungen zu stellen sind.With this solution it is achieved that the projection of the head part no longer has to carry the feed drive and thus on these lower stability requirements are required.
Außerdem schafft der Arm zur Bewegung des Zustellagers auch die Möglichkeit, die für die Zustellung des Zustellagers erforderlichen Kräfte im wesentlichen außerhalb der Auskragung des Kopfteils über das Maschinengestell abzufangen.In addition, the arm creates movement for the delivery warehouse too the possibility for the delivery of the delivery warehouse required forces essentially outside the cantilever of the headboard over the machine frame.
Eine besonders günstige Lösung sieht dabei vor, daß der Arm Teil eines mit dem Zustellantrieb antreibbaren Hebelgetriebes ist, welches eine konstruktiv besonders günstige Möglichkeit schafft, die auf das Zustellager wirkenden Kräfte außerhalb der Auskragung auf das Maschinengestell zu übertragen.A particularly favorable solution provides that the arm Part of a lever mechanism that can be driven by the feed drive which is a constructively particularly favorable option creates the forces acting on the delivery warehouse outside transfer the cantilever to the machine frame.
Besonders günstig ist es dabei, wenn das Hebelgetriebe über eine Lagerachse am Maschinengestell gelagert ist, welche im Abstand von den Rollwerkzeugen angeordnet ist.It is particularly favorable if the lever gear is over a bearing axis is mounted on the machine frame, which in Distance from the rolling tools is arranged.
Besonders günstig ist es dabei, wenn die Lagerachse außerhalb der Auskragung des Kopfteils angeordnet ist. It is particularly favorable if the bearing axis is outside the projection of the head part is arranged.
Besonders günstig ist es dabei, wenn die Lagerachse in einem den Rollwerkzeugen abgewandten Bereich des Maschinengestells angeordnet ist.It is particularly advantageous if the bearing axis in one area of the machine frame facing away from the rolling tools is arranged.
Eine besonders günstige Anordnung der Lagerachse sieht vor, daß diese in der Basis des Kopfteils angeordnet ist, so daß die von der Lagerachse auf das Maschinengestell übertragenen Zugkräfte in einem von dem Ständer unterstützten Bereich des Kopfteils, nämlich der Basis, wirken und somit eine einfache Stabilisierung der Lagerung der Lagerachse relativ zum Ständer möglich ist.A particularly favorable arrangement of the bearing axis provides that this is arranged in the base of the head part, so that those transferred from the bearing axis to the machine frame Tractive forces in an area of the stand supported by the stand Headboard, namely the base, act and therefore a simple one Stabilization of the bearing axis bearing relative to Stand is possible.
Eine besonders günstige Ausführung des Hebelgetriebes sieht vor, daß dieses einen zweiten Arm umfaßt, auf welchen der Zustellantrieb wirkt.A particularly favorable version of the lever gear sees that this includes a second arm on which the Infeed drive works.
Der zweite Arm des Hebelgetriebes kann grundsätzlich sich in beliebige Richtungen erstrecken. Um eine möglichst kompakte Bauart der erfindungsgemäßen Blechumformmaschinen zu erhalten, ist vorzugsweise vorgesehen, daß der zweite Arm sich in Richtung des Ständers erstreckt.The second arm of the lever gear can basically be in extend any direction. To be as compact as possible Type of sheet metal forming machines according to the invention received, it is preferably provided that the second arm extends towards the stand.
Diese Art der Ausbildung des Hebelgetriebes schafft die Möglichkeit, die Betätigung des Hebelgetriebes in den Bereich des Ständers zu legen und somit in einen Bereich der Blechumformmaschine, welcher einfach mit großer Stabilität versehen werden kann.This type of training of the lever mechanism creates the Possibility of operating the lever gear in the area of the stand and thus into an area of the sheet metal forming machine, which simply provides great stability can be.
Eine besonders günstige Ausbildung der erfindungsgemäßen Blechumformmaschine sieht vor, daß der Zustellantrieb über ein Untersetzungsgetriebe auf den Arm wirkt. Diese Lösung hat den Vorteil, daß mit bereits geringer Antriebsleistung ausreichend große Kräfte für die Bewegung des Zustellagers erzeugt werden können, so daß insbesondere die Möglichkeit besteht, einen Elektromotor einzusetzen.A particularly favorable design of the invention Sheet metal forming machine provides that the feed drive over a reduction gear acts on the arm. Has this solution the advantage that sufficient with already low drive power great forces for the movement of the delivery warehouse can be generated, so that in particular the possibility consists of using an electric motor.
Das Untersetzungsgetriebe kann in unterschiedlichster Art und Weise ausgebildet sein. Eine Möglichkeit wäre die, das Untersetzungsgetriebe als konventionelles Zahnradgetriebe auszubilden. Besonders günstig ist es jedoch, insbesondere um große Kräfte aufzubringen, wenn das Untersetzungsgetriebe ein Keilgetriebe umfaßt.The reduction gear can be of various types and Be trained. One possibility would be the reduction gear trained as a conventional gear transmission. However, it is particularly cheap, especially around apply great forces when the reduction gear is on Wedge gear includes.
Ein derartiges Keilgetriebe kann beispielsweise ein Spindelgetriebe oder ein Exzentergetriebe sein. Eine besonders günstige Lösung sieht jedoch vor, daß das Keilgetriebe ein Kurvengetriebe ist.Such a wedge gear can be a spindle gear, for example or be an eccentric gear. A special one favorable solution, however, provides that the wedge gear Cam gear is.
Ein derartiges Kurvengetriebe läßt sich konstruktiv mit besonders einfachen Mitteln dann realisieren, wenn das Kurvengetriebe eine Kurvenscheibe aufweist, welche auf einen am Hebelgetriebe angeordneten Kurvenfolger wirkt.Such a cam mechanism can be used constructively realize particularly simple means if that Cam gear has a cam, which on a cam follower arranged on the lever gear acts.
Vorzugsweise ist dabei das Kurvengetriebe so ausgebildet, daß die Kurvenscheibe auf den Kurvenfolger im Sinne einer Zustellung des zweiten Rollwerkzeugs auf das erste Rollwerkzeug einwirkt, so daß das Kurvengetriebe die erforderliche große Kraft zur Zustellung des zweiten Rollwerkzeugs auf das erste Rollwerkzeug erzeugen kann.Preferably, the cam mechanism is designed so that the cam on the cam follower in the sense of a Infeed of the second rolling tool onto the first rolling tool acts so that the cam gear the required great force for the delivery of the second rolling tool on the can generate first rolling tool.
Um außerdem auch die Möglichkeit zu haben, das zweite Rollwerkzeug von dem ersten Rollwerkzeug wegbewegen zu können, ist vorzugsweise vorgesehen, daß das Hebelgetriebe einen elastischen Kraftspeicher aufweist, welcher im Sinne eines Bewegens des zweiten Rollwerkzeugs gegenüber dem ersten Rollwerkzeug entgegengesetzt zur Zustellrichtung auf den ersten Arm wirkt.To also have the option of the second rolling tool to be able to move away from the first rolling tool it is preferably provided that the lever gear a has elastic energy storage, which in the sense of a Moving the second rolling tool relative to the first rolling tool opposite to the infeed direction at first Arm works.
Das Hebelgetriebe kann prinzipiell beliebig komplex sein, wobei einerseits der erste Arm und andererseits der zweite Arm angeordnet sind. Eine besonders einfache konstruktive Lösung sieht vor, daß das Hebelgetriebe einen Winkelhebel umfaßt, der den ersten Arm und den zweiten Arm bildet und sich mit dem ersten Arm im Kopfteil und mit dem zweiten Arm im Ständer erstreckt.The lever gear can in principle be of any complexity, on the one hand the first arm and on the other hand the second Arm are arranged. A particularly simple constructive The solution provides that the lever mechanism has an angle lever comprising the first arm and the second arm and with the first arm in the headboard and with the second arm extends in the stand.
Weitere Merkmale und Vorteile der Erfindung sind Gegenstand der nachfolgenden Beschreibung sowie der zeichnerischen Darstellung eines Ausführungsbeispiels.Other features and advantages of the invention are the subject the following description and the graphic representation of an embodiment.
In der Zeichnung zeigen:
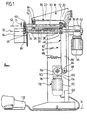
- Fig. 1
- einen vertikalen Schnitt durch eine erfindungsgemäße Blechumformmaschine;
- Fig. 2
- eine Seitensicht in Richtung des Pfeils A in Fig. 1;
- Fig. 3
- eine schematische Darstellung einer erfindungsgemäßen Steuerung;
- Fig. 4
- eine Darstellung eines Bedienfeldes für die erfindungsgemäße Steuerung und
- Fig. 5
- ein Diagram, welches die Zuordnung von Zustellpositionen zu Rollachsstellungen im Verlauf eines Umformzyklus darstellt.
- Fig. 1
- a vertical section through a sheet metal forming machine according to the invention;
- Fig. 2
- a side view in the direction of arrow A in Fig. 1;
- Fig. 3
- a schematic representation of a controller according to the invention;
- Fig. 4
- a representation of a control panel for the control according to the invention and
- Fig. 5
- a diagram showing the assignment of delivery positions to roll axis positions in the course of a forming cycle.
Ein Ausführungsbeispiel einer in Fig. 1 dargestellten
Blechumformmaschine, beispielsweise einer Sickenmaschine
umfaßt ein als Ganzes mit 10 bezeichnetes Maschinengestell,
welches mit einem Fuß 12 auf einer Grundfläche 14 steht und
einen sich über dem Fuß 12 erhebenden Ständer 16 aufweist,
der sich bis zu einem als Ganzes mit 18 bezeichneten Kopfteil
erstreckt. Das Kopfteil 18 ist fest mit dem Ständer 16 verbunden
und weist ausgehend von seiner über dem Ständer 16
angeordneten Basis 20 eine sich seitlich über den Ständer 16
hinaus erstreckende Auskragung 22 auf.An embodiment of one shown in Fig. 1
Sheet metal forming machine, for example a beading machine
comprises a machine frame designated as a whole by 10,
which stands with a
In der Auskragung 22 des Kopfes 18 ist eine fest mit dem
Ständer 16 verbundene Lagerhülse 24 vorgesehen, welche mit
einem Endbereich 26 im Ständer 16 verankert ist und mit dem
gegenüberliegenden Endbereich 28 im Abstand vom Ständer 16
endet. Die Lagerhülse 24 dient zur Lagerung einer sich quer
zum Ständer 16, vorzugsweise ungefähr horizontal, erstreckenden
ersten Werkzeugwelle 30, die um eine erste Rollachse 32
drehbar ist. Die erste Werkzeugwelle 30 steht dabei über das
Ende 28 der Lagerhülse 24 mit einem vorderen Ende 34 über und
trägt an diesem ein erstes Rollwerkzeug 40, welches drehfest
mit der ersten Werkzeugwelle 30 verbunden ist.In the
Ferner erstreckt sich die erste Werkzeugwelle 30 durch die
Lagerhülse 24 hindurch und somit auch durch die Auskragung 22
und die Basis 20 des Kopfteils 18 hindurch und auf einer der
Auskragung 22 gegenüberliegenden Seite über den Ständer 16
und das Kopfteil 18 hinaus bis zu einem rückwärtigen Ende 36,
welches durch einen als Ganzes mit 42 bezeichneten Antrieb,
vorzugsweise einen elektrischen Antriebsmotor 44 mit einem
Untersetzungsgetriebe 46, antreibbar ist.Furthermore, the
Ferner trägt die erste Werkzeugwelle 30 noch ein Zwischenritzel
48, welches im Bereich der Basis 20 des Kopfteils 18
zwischen der Lagerhülse 24 und dem rückwärtigen Ende 36
angeordnet ist und mit welchem eine zweite Werkzeugwelle 50
antreibbar ist, die auf einer dem Ständer 16 gegenüberliegenden
Seite der ersten Werkzeugwelle 30 liegt und um eine
zweite Rollachse 52 drehbar ist.Furthermore, the
Die zweite Werkzeugwelle 50 erstreckt sich ebenfalls über die
Auskragung 22 des Kopfteils 18 hinaus und trägt an ihrem
vorderen Ende 54 ein zweites Rollwerkzeug 60, welches mit dem
ersten Rollwerkzeug 40 im Sinne einer rollenden Blechbearbeitung
eines Werkstücks 64 zusammenwirkt, um beispielsweise
das Werkstück 64 mit einer Sicke 66 zu versehen.The
Die zweite Werkzeugwelle 50 erstreckt sich ferner in das
Kopfteil 18 hinein und dabei durch die Auskragung 22 hindurch
bis in die Basis 20 und endet im Bereich der Basis 20 mit
einem rückwärtigen Ende 56.The
Die drehbare Lagerung der zweiten Werkzeugwelle 50 erfolgt
einerseits durch ein im Bereich des rückwärtigen Endes 56
angeordnetes rückseitiges gegenüber dem Maschinengestell 10
schwenkbar gelagertes Schwenklager 68 sowie ein nahe dem
vorderen Ende 54 angeordnetes Zustellager 70, welches im
Abstand von dem zweiten Rollwerkzeug 60, vorzugsweise
ungefähr über dem Endbereich 28 der Lagerhülse 24 angeordnet
ist. The
Ferner ist zum Antrieb der zweiten Werkzeugwelle 50 ein nahe
dem rückseitigen Schwenklager 68, vorzugsweise unmittelbar
neben diesem, angeordnetes Zwischenritzel 72 vorgesehen,
welches mit dem Zwischenritzel 48 in unmittelbarem Eingriff
steht.Furthermore, a drive is close to driving the
Somit erfolgt durch den Antrieb 42 zunächst ein Antreiben der
ersten Werkzeugwelle 30 und über die Zwischenritzel 48 und 72
ein von der ersten Werkzeugwelle 30 abgeleitetes Antreiben
der zweiten Werkzeugwelle 50.Thus, the
Bei der erfindungsgemäßen Blechumformmaschine ist nun das
zweite Rollwerkzeug 60 quer zur ersten Rollachse 32 in einer
Richtung 74, vorzugsweise ungefähr vertikal parallel zu einer
durch die erste Rollachse 32 hindurch verlaufenden Ebene,
bewegbar, um das zweite Rollwerkzeug 60 relativ zum ersten
Rollwerkzeug 40 zur Bearbeitung des Werkstücks definiert
zustellen zu können, das heißt, um das zweite Rollwerkzeug 60
in definierten Zustellpositionen relativ zum ersten Rollwerkzeug
40 positionieren zu können.In the sheet metal forming machine according to the invention that is now
Um dies zu erreichen, ist ein sich in dem Kopfteil 18
erstreckender erster Arm 80 eines mit 82 bezeichneten Hebelgetriebes
vorgesehen, welcher an einem vorderen Ende 84 das
in der Auskragung 22 des Kopfteils 18 angeordnete Zustellager
70 trägt und sich von seinem vorderen Ende 84 ausgehend durch
die Auskragung 22 bis zur Basis 20 des Kopfteils 18
erstreckt. Das im Bereich eines hinteren Endes 86 angeordnete
das rückseitige Schwenklager 68 für die zweite Werkzeugwelle
50 ist entweder selbständig am Maschinengestell 10 schwenkbar
gelagert oder an dem hinteren Ende 86 gehalten und mit dem
Arm 80 schwenkbar. Ferner ist der erste Arm 80 im Bereich des
hinteren Endes 86 um eine Schwenkachse 88 mittels Lagerzapfen
89 im Bereich der Basis 20 des Kopfteils 18 am Maschinengestell
10 schwenkbar gelagert.In order to achieve this, one is in the
Vorzugsweise liegt dabei die Schwenkachse 88 nahe des rückseitigen
Schwenklagers 68 und des Zwischenritzels 72, vorzugsweise
unmittelbar neben diesen oder durchsetzt diese, so
daß die Schwenkbewegung des ersten Armes 80 um die Schwenkachse
88 zum Erreichen unterschiedlicher Zustellpositionen
des zweiten Rollwerkzeugs 60 so erfolgt, daß das Zwischenritzel
72 stets in Eingriff mit dem Zwischenritzel 48 bleibt
und somit die Drehbewegung der zweiten Werkzeugwelle 50 stets
mit der Drehbewegung der ersten Werkzeugwelle 30 gekoppelt
bleibt.The
Das Hebelgetriebe 82 umfaßt ferner einen starr mit dem ersten
Arm 80 verbundenen zweiten Arm 90, welcher sich ausgehend von
dessen hinterem Ende 86 in Richtung des Fußteils 12 erstreckt
und vorzugsweise innerhalb des Ständers 16 angeordnet ist und
an seinem der Schwenkachse 88 abgewandt liegenden Ende 94
einen Kurvenfolger 96 in Form einer auf einer Achse 99 drehbar
gelagerten Rolle trägt.The
Der Kurvenfolger 96 liegt dabei an einer um eine relativ zum
Ständer 16 feststehend angeordnete Drehachse 98 drehbar
gegenüber dem Ständer 16 gelagerten Kurvenscheibe 100 an, die
eine zur Drehachse 98 radial außen liegende und spiralförmig
zur Drehachse 98 verlaufende Bahnkurve 102 trägt, so daß entsprechend
der Drehstellung der Kurvenscheibe 100 der Kurvenfolger
96 in unterschiedlichen Abständen zur Drehachse 98
positionierbar ist. The
Die Kurvenscheibe 100 ist dabei durch einen als Ganzes mit
110 bezeichneten Zustellantrieb antreibbar, welcher vorzugsweise
einen Elektromotor 112 und ein Getriebe 114 aufweist.The
Ferner ist der zweite Arm 90 mittels eines elastischen
Kraftspeichers 116, der einerseits am Ständer 16 angreift und
andererseits am zweiten Arm 90 stets so durch eine elastische
Kraft beaufschlagt, daß der Kurvenfolger 96 an der Bahnkurve
102 anliegt.Furthermore, the
Wird nun die Kurvenscheibe 100 durch den Zustellantrieb 110
gedreht, so ist der Abstand des Kurvenfolgers 96 von der
Drehachse 98 variierbar und somit der zweite Arm 90 aufgrund
seiner Schwenkbarkeit um die Schwenkachse 88 gegenüber dem
Maschinengestell 10 verschwenkbar, woraus die gleichzeitige
Verschwenkbarkeit des ersten Arms 80 ebenfalls zum Maschinengestell
10, insbesondere relativ zum Kopfteil 18, resultiert.Now the
Durch die Anordnung des Zustellagers 70 an dem vorderen Ende
84 des ersten Arms 80 führt eine Bewegung des Kurvenfolgers
96 gleichzeitig zu einer Bewegung des Zustellagers 70 quer
zur ersten Rollachse 32 und somit zu einer Bewegung des
zweiten Rollwerkzeugs 60 in Richtung 74.By arranging the
Der Kurvenfolger 96 ist nun relativ zur Kurvenscheibe 100 so
angeordnet, daß eine Vergrößerung des Abstandes des Kurvenfolgers
96 von der Drehachse 98 zu einer Zustellung des
Zustellagers 70 in Richtung auf die erste Rollachse 32 führt,
das heißt zu einer Zustellung des zweiten Rollwerkzeugs 60 in
Richtung auf das erste Rollwerkzeug 40. Das heißt, daß die
auf die Rollwerkzeuge 40 und 60 wirkenden Gegenkräfte von dem
Hebelgetriebe 82 so übertragen werden, daß diese zu einer
Druckbeaufschlagung der Bahnkurve 102 durch den Kurvenfolger
96 führen, so daß der elastische Kraftspeicher 116, beispielsweise
in Form einer Feder so auf das Hebelgetriebe 82
wirkt, daß mit diesem das zweite Rollwerkzeug 60 so weit von
dem ersten Rollwerkzeug 40 weg bewegbar ist, wie es die
Stellung der Kurvenscheibe 100 zuläßt.The
Vorzugsweise sind der erste Arm 80 und der zweite Arm 90 des
Hebelgetriebes 82 jeweils aus zwei Wangenteilen 80a und 80b
bzw. 90a und 90b gebildet, zwischen denen das Zustellager 70
und das rückseitige Schwenklager 68 der zweiten Werkzeugwelle
50 liegen und die jeweils ihrerseits über die Lagerzapfen 89a
und 89b am Maschinengestell 10 im Bereich der Basis 20 des
Kopfteils gelagert sind. Ferner sind die Wangenteile 90a und
90b durch eine Achse 99 miteinander verbunden, auf welcher
der Kurvenfolger 96 drehbar gelagert ist.Preferably, the
Damit werden die beim Umformen auf das Zustellager 70 wirkenden
Gegenkräfte durch das Hebelgetriebe 82 nicht im Bereich
der Auskragung 22 des Kopfteils 18 in das Maschinengestell 10
eingeleitet, sondern außerhalb der Auskragung 22 nämlich
einerseits durch die Schwenkachse 88 in die Basis 20 des
Kopfteils 18 und andererseits durch die relativ zum Ständer
16 gelagerte Drehachse 98 in den Ständer 16 selbst.This means that those acting on the delivery bearing 70 during the forming process
Opposing forces by the
Zum Betreiben der erfindungsgemäßen Blechumformmaschine ist
eine als Ganzes mit 120 bezeichnete Steuerung vorgesehen,
welche wie in Fig. 3 dargestellt, einen zentralen Prozessor
122 aufweist, mit welchem einerseits ein Regler 124 für den
Zustellantrieb 110 und andererseits ein Regler 126 für den
Rollantrieb 42 ansteuerbar. To operate the sheet metal forming machine according to the invention
a controller designated as a whole with 120 is provided,
which, as shown in Fig. 3, a
Ferner ist dem Zustellantrieb 110 ein Positionsgeber 128
zugeordnet und dem Rollantrieb 42 ein Stellungsgeber 130, die
ebenfalls über den zentralen Prozessor 122 abfragbar sind.Furthermore, the
Dem zentralen Prozessor 122 sind ferner über einen externen
Fußschalter 132 die gewünschte Geschwindigkeit für die Rollbewegung,
das heißt für den Rollantrieb 42 vorgebbar und über
ein Handbedienfeld 134, beispielsweise dargestellt in Fig. 4,
mittels eines manuell über einen Drehknopf 136 einstellbaren
Gebers 138 die Zustellposition des zweiten Rollwerkzeugs 60.
Ferner ist ein Schalterfeld 140 vorgesehen, welches einen
Schalter 142 für das Umschalten zwischen zwei entgegengesetzten
Drehrichtungen des Rollantriebs 42, einen Schalter
144 zum Umschalten zwischen Schnellauf und Langsamlauf des
Rollantriebs 42 und zwei Schalter 146 und 148 zum Umschulten
von manuellem Betrieb auf Lernbetrieb bzw. manuellem Betrieb
auf durch die Steuerung 120 gesteuerten Betrieb der Zustellpositionen,
wie nachfolgend im einzelnen erläutert.The
Ferner ist dem zentralen Prozessor 122 ein Speicher 150
zugeordnet, in welchem Datensätze 152 speicherbar sind, in
welchen einzelnen Rollachsstellungen R, Zustellpositionen Z
und Bewegungsrichtungsinformationen BR der Rollachsbewegung
zugeordnet sind.Furthermore, the
Diese einzelnen Datensätze werden in dem Speicher 150 von dem
zentralen Prozessor 122 beispielsweise im Lauf eines Lernmodus
abgelegt, welcher mit dem Schalter 146 einstellbar ist.These individual records are stored in
In einem derartigen Lernmodus wird ein exemplarisches Werkstück
64 in einem Umformzyklus bearbeitet, wobei durch den
Fußschalter 132 und den durch den Schalter 144 einstellbaren
langsamen Bewegungsmodus die einzelnen Rollachsstellungen mit
geringer Geschwindigkeit angefahren werden und zusätzlich mit
dem Geber 138 manuell die gewünschten Zustellpositionen eingestellt
werden, so daß der zentrale Prozessor 122 in der
Lage ist, einerseits über den Stellungsgeber 130 und den
Positionsgeber 128 die Rollachsstellungen und die Zustellpositionen
zusätzlich zur Information über die Bewegungsrichtung
der Rollachsbewegung zu erfassen und in dem Speicher
150 als Datensätze 152 abzulegen.In such a learning mode, an exemplary workpiece becomes
64 processed in a forming cycle, whereby by the
Sind sämtliche Datensätze 152 des Umformzyklus für ein Werkstück
64 in dem Speicher 150 abgelegt, können weitere in derselben
Art und Weise zu bearbeitende Werkstücke 64 in einem
von dem zentralen Prozessor 122 gesteuerten Umformmodus, einschaltbar
durch den Schalter 148, abgearbeitet werden, in
welchem dem zentralen Prozessor 122 über den Fußschalter 132
die gewünschte Geschwindigkeit der Rollachsbewegung vorgegeben
wird.Are all
Entsprechend den sich dabei einstellenden Rollachsstellungen
kann nun der zentrale Prozessor 122 in dem Speicher 150 durch
die Datensätze 152 die den jeweiligen Rollachsstellungen R
zugeordneten Zustellpositionen Z und die entsprechende
Bewegungsrichtung BR ermitteln, so daß der zentrale Prozessor
122 in der Lage ist, den Zustellantrieb 110 so anzusteuern,
daß das zweite Rollwerkzeug 60 in den entsprechenden
Rollachsstellungen R in den gespeicherten Zustellstellungen Z
steht und außerdem der Rollantrieb 42 in der gewünschten
Bewegungsrichtung BR verläuft.Corresponding to the roll axis positions that arise
the
Ein derartiger Umformzyklus ist beispielsweise in Fig. 5 dargestellt. Such a forming cycle is shown in FIG. 5, for example shown.
So wird beispielsweise bei Einschalten des Umformmodus durch
den zentralen Prozessor 122 zunächst ausgehend von der
Zustellposition Z0 durch Zustellung des zweiten Rollwerkzeugs
60 die der Rollachsstellung R0 zugeordnete Zustellposition Z1
angefahren. Anschließend wird der Rollachsantrieb 42 von dem
zentralen Prozessor 122 gestartet und gleichzeitig der
Zustellantrieb 110 angesteuert, so daß bei der Rollachsstellung
R1 das zweite Rollwerkzeug 60 in der Zustellposition
Z2 steht. In dieser Zustellposition wird der Rollachsantrieb
42 weiterbetrieben, bis zur Rollachsstellung R2. Bei
Erreichen der Rollachsstellung R2 setzt wieder ein Ansteuern
des Zustellantriebs 110 ein, und zwar so, daß bei Erreichen
der Rollachsstellung R3 die Zustellposition Z3 erreicht ist.
In dieser Zustellposition Z3 wird weiter der Rollachsantrieb
42 angesteuert, bis zu einer Rollachsstellung R4 und
beginnend mit Erreichen der Rollachsstellung R4 wird der
Zustellantrieb 110 wieder angetrieben und zwar so, daß zum
Zeitpunkt des Erreichens der Rollachsstellung R5 die Zutellposition
Z4 erreicht ist. In der Rollachsstellung R5 erfolgt
gleichzeitig gesteuert durch den zentralen Prozessor 122 ein
Wechsel der Bewegungsrichtung BR0 des Rollachsantriebs so,
daß dieser sich in umgekehrter Bewegungsrichtung BR1 bewegt
und zwar wiederum bis zum Erreichen der Rollachsstellung R6.
Nach Erreichen der Rollachsstellung R6 erfolgt ein weiteres
Ansteuern des Zustellantriebs 110 so, daß bei Erreichen der
Rollachsstellung R7 die Zustellposition Z5 erreicht ist.For example, when the forming mode is switched on
the
Bei Erreichen der Rollachsstellung R7 erfolgt wiederum eine
Umkehr der Bewegungsrichtung BR1 und die Bewegungsrichtung
BR0 und anschließend ein Ansteuern des Rollantriebs 42 bis zu
einer Rollachsstellung R8. Nach Erreichen der Rollachsstellung
R8 wird der Rollachsantrieb 42 angehalten und es
erfolgt ein Ansteuern des Zustellantriebs 110 derart, daß das
zweite Rollwerkzeug 60 wiederum in die Zustellposition Z0
übergeht.When the roll axis position R7 is reached, there is again a
Reversal of the direction of movement BR1 and the direction of movement
BR0 and then driving the
Um nun sicherzustellen, daß trotz der von dem Fußschalter 132
vorgegebenen maximalen Geschwindigkeit der Rollachsbewegung
die Zustellbewegung folgen kann und in der jeweiligen
Rollachsstellung R auch die dieser zugeordnete Zustellposition
Z erreicht wird, ist noch zusätzlich zum Umformmodus
ein Geschwindigkeitsbegrenzungsmodus vorgesehen, welcher die
Geschwindigkeit der Rollachsbewegung abweichend von der vom
Fußschalter 132 vorgesehenen maximalen Geschwindigkeit verändert,
wenn der zentrale Prozessor 122 aufgrund der bekannten
Einstellzeiten des Zustellantriebs 110 erkennt, daß die
in den Datensätzen 152 gespeicherten Zustellpositionen Z bei
den entsprechenden Rollachsstellungen nicht erreicht werden
können. In diesem Geschwindigkeitsbegrenzungsmodus setzt der
zentrale Prozessor 122 die Geschwindigkeit des Rollantriebs
42 soweit herab, daß die Geschwindigkeit der Zustellbewegung
den einzelnen Rollachsstellungen folgen kann und somit die
den Datensätzen 152 entsprechende Zuordnung aufrechterhalten
werden kann.To ensure that, despite the
Hierzu arbeitet vorzugsweise der zentrale Prozessor 122 die
Datensätze 152 vorausschauend ab, das heißt, daß dann, wenn
eine bestimmte Rollachsstellung RX erreicht ist, bereits von
dem zentralen Prozessor 122 Datensätze 152 analysiert werden,
die zukünftigen Rollachsstellungen RX + Δ entsprechen, so daß
bereits vorausschauend entschieden werden kann, ob eine
Reduzierung der Geschwindigkeit des Rollantriebs 42
abweichend von der durch den Fußschalter 132 vorgegebenen
maximalen Geschwindigkeit erforderlich ist, um die Zuordnung
der Zustellpositionen Z zu den Rollachsstellungen R aufrecht
zu erhalten oder um bei einer zukünftigen Rollachsstellung R
in der Lage zu sein, die Bewegungsrichtung umzukehren, was
zwangsläufig eine Reduzierung der Geschwindigkeit der
Rollachsbewegung auf Null und anschließende Beschleunigung
erfordert.For this purpose, the
In beiden Fällen ist vorzugsweise der Geschwindigkeitsbegrenzungsmodus
so ausgebildet, daß eine Begrenzung der
Geschwindigkeit entsprechend einem dem zentralen Prozessor
122 vorgegebenen festen Wert erfolgt.In both cases the speed limit mode is preferred
designed to limit the
Speed corresponding to a
Es ist aber auch möglich, die Begrenzung der Geschwindigkeit in Abhängigkeit von den durchzuführenden Zustellbewegungen oder Änderungen der Bewegungsrichtung erfolgt.But it is also possible to limit the speed depending on the delivery movements to be carried out or changes in the direction of movement.
Claims (32)
- Sheet metal forming machine comprising a machine frame (10), a first roller tool (40) mounted on the machine frame (10) for rotation about a first roller axis (32), a second roller tool (60) rotatable about a second roller axis (52) and interacting with the first roller tool (40), said second roller tool being mounted for rotation in a feed bearing (70), said bearing being for its part movable and fixable in position in relation to the machine frame (10) transversely to the first roller axis (32) by means of a feed drive (110) so that a feed position (Z) of the second roller tool (60) relative to the first roller tool (40) is adjustable, and a roller drive (42) for at least one of the roller axes (32, 52), characterized in that the feed drive (110) is designed as a feed drive controllable as to its position by a control (120), the second roller tool (60) being movable by means of said drive into feed positions (Z) predeterminable in a defined manner, that the roller drive (42) is designed as a controllable roller drive, and that roller axis positions (R) of the roller axes (32, 52) are recordable and roller axis positions (R) and feed positions (Z) are linkable to one another by the control (120).
- Sheet metal forming machine as defined in claim 1, characterized in that the control (120) allocates feed positions (Z) to the roller axis positions (R) and stores these in a memory (150) as sets of data (152).
- Sheet metal forming machine as defined in claim 2, characterized in that sets of data (152) for at least one forming cycle of a workpiece (64) are storable in the memory (150).
- Sheet metal forming machine as defined in any one of the preceding claims, characterized in that the control (120) records an allocation of feed positions (Z) to roller axis positions (R) in a learning mode.
- Sheet metal forming machine as defined in claim 4, characterized in that the association of feed positions (Z) and roller axis positions (R) is recordable by the control (120) in the course of a manually controlled forming cycle actually carried out on a workpiece (64) with the sheet metal forming machine.
- Sheet metal forming machine as defined in any one of the preceding claims, characterized in that a controlled forming of a workpiece (64) can be carried out with the control (120) in a forming mode during which the control (120), by reading the stored data, automatically brings about the stored allocation of the feed positions (T) to the roller axis positions (R) by activating the feed drive (110).
- Sheet metal forming machine as defined in claim 6, characterized in that in the forming mode the maximum speed of the roller axis movement during the forming is manually predeterminable.
- Sheet metal forming machine as defined in claim 6 or 7, characterized in that the control (120) has a speed limiting mode in which the maximum possible speed of the roller axis movement is adjustable with the control (120) in the forming mode in deviation from the manually predetermined speed of the roller axis movement.
- Sheet metal forming machine as defined in claim 8, characterized in that the control (120) changes to the speed limiting mode when a feed movement is to be brought about.
- Sheet metal forming machine as defined in claim 8 or 9, characterized in that the control (120) in the speed limiting mode adapts the maximum possible speed of the roller axis movement to the maximum possible speed of the feed movement such that the association of feed position (Z) and roller axis position (R) is maintained.
- Sheet metal forming machine as defined in any one of the preceding claims, characterized in that information (BR) concerning the roller axis movement can be stored with the control (120).
- Sheet metal forming machine as defined in claim 11, characterized in that the information (BR) concerning the roller axis movement is allocated to the roller axis positions (R).
- Sheet metal forming machine as defined in claim 11 or 12, characterized in that the information (BR) concerning the roller axis movement is co-recorded in the sets of data (152) comprising the roller axis positions (R) and the feed positions (Z).
- Sheet metal forming machine as defined in any one of claims 11 to 13, characterized in that the information concerning the roller axis movement is information concerning the direction of movement (BR) of the roller axis movement.
- Sheet metal forming machine as defined in any one of claims 11 to 14, characterized in that the control (120) transfers into the speed limiting mode when a change in the direction of movement (BR) of the roller axis movement is to take place.
- Sheet metal forming machine as defined in claim 15, characterized in that the control (120) in the speed limiting mode reduces the speed of the roller axis movement to zero in accordance with a predetermined course during a change in the direction of movement (BR) of the roller axis movement and subsequently increases the speed again in the opposite direction in accordance with a predetermined course.
- Sheet metal forming machine as defined in any one of the preceding claims, characterized in that the control (120) records the information associated with future roller axis positions proceeding from th current roller axis position.
- Sheet metal forming machine as defined in claim 17, characterized in that the control (120) transfers into the speed limiting mode on account of the information associated with future roller axis positions (R).
- Sheet metal forming machine as defined in the preamble to claim 1 or as defined in any one of the preceding claims, the machine frame (10) having a column (16) with a top end section (18) arranged thereon, the first roller tool (40) being mounted in the top end section (18) so as to be rotatable about the first roller axis (32), and the feed bearing (70) for the second roller tool (60) being arranged in the top end section (18), characterized in that the feed bearing (70) is mounted on an end area (84), facing the roller tools (40, 60), of an arm (80) extending in the top end section (18), and that the feed drive (70) is arranged on the machine frame (10) outside a projection (22) of the top end section (18) and acts on the arm (80).
- Sheet metal forming machine as defined in claim 19, characterized in that the arm (80) is part of a lever gearing (82) drivable by the feed drive (110).
- Sheet metal forming machine as defined in claim 20, characterized in that the lever gearing (82) is mounted on the machine frame (10) via a bearing axle (88) arranged at a distance from the roller tools (40, 60).
- Sheet metal forming machine as defined in claim 21, characterized in that the bearing axle (88) is arranged outside the projection (22) of the top end section (18).
- Sheet metal forming machine as defined in claim 21 or 22, characterized in that the bearing axle (88) is arranged in an area of the machine frame (10) facing away from the roller tools (40, 60).
- Sheet metal forming machine as defined in claim 22 or 23, characterized in that the bearing axle (88) is arranged in the base (20) of the top end section (18).
- Sheet metal forming machine as defined in any one of claims 20 to 24, characterized in that the lever gearing (82) has a second arm (96) on which the feed drive (110) acts.
- Sheet metal forming machine as defined in claim 25, characterized in that the second arm (90) extends in the direction of the column (16).
- Sheet metal forming machine as defined in any one of claims 19 to 26, characterized in that the feed drive (110) acts on the first arm via a reduction gear (96, 100).
- Sheet metal forming machine as defined in claim 27, characterized in that the reduction gear comprises a wedge gear (96, 100).
- Sheet metal forming machine as defined in claim 28, characterized in that the wedge gear is designed as a cam gear (96, 100).
- Sheet metal forming machine as defined in claim 29, characterized in that the cam gear has a cam disk (100) acting on a cam follower (96) in the sense of advancing the second roller tool (60) towards the first roller tool (40).
- Sheet metal forming machine as defined in claim 29, characterized in that an elastic biasing means (116) is provided for acting on the first arm (80) in the sense of a movement of the second roller tool (60) in relation to the first roller tool (40) in the opposite direction to the direction of feed.
- Sheet metal forming machine as defined in any one of claims 20 to 31, characterized in that the lever gearing (82) comprises an angle lever extending with the first arm (80) in the top end section (18) an with the second arm (90) in the column (16).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10013801A DE10013801A1 (en) | 2000-03-20 | 2000-03-20 | Sheet metal forming machine |
| DE10013801 | 2000-03-20 | ||
| PCT/EP2001/002595 WO2001070427A1 (en) | 2000-03-20 | 2001-03-08 | Sheet forming machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1178864A1 EP1178864A1 (en) | 2002-02-13 |
| EP1178864B1 true EP1178864B1 (en) | 2003-07-09 |
Family
ID=7635650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01917079A Expired - Lifetime EP1178864B1 (en) | 2000-03-20 | 2001-03-08 | Sheet forming machine |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6591651B2 (en) |
| EP (1) | EP1178864B1 (en) |
| JP (1) | JP2003527970A (en) |
| AT (1) | ATE244612T1 (en) |
| CA (1) | CA2374400A1 (en) |
| DE (2) | DE10013801A1 (en) |
| DK (1) | DK1178864T3 (en) |
| ES (1) | ES2202284T3 (en) |
| PT (1) | PT1178864E (en) |
| WO (1) | WO2001070427A1 (en) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1015773C2 (en) * | 2000-07-21 | 2002-01-22 | Johan Massue | Method and device for deforming a hollow workpiece. |
| NL1016348C2 (en) | 2000-07-21 | 2002-01-22 | Johan Massue | Method and forming machine for deforming a hollow workpiece. |
| DE10209154A1 (en) * | 2002-03-01 | 2003-09-11 | Sig Cantec Gmbh & Co Kg | Device for forming and / or folding can bodies |
| ES2303934T5 (en) † | 2003-09-25 | 2012-05-31 | Mabi Ag | Sheet rolling machine for corrugated, flanged and similar sheet metal |
| JP2007021547A (en) * | 2005-07-19 | 2007-02-01 | Asano:Kk | Apparatus for working pipe |
| US7536889B1 (en) * | 2006-08-04 | 2009-05-26 | Mueller Thomas L | Rotary rolling machine |
| TWI341554B (en) * | 2007-08-02 | 2011-05-01 | Enthone | Copper metallization of through silicon via |
| CN101862778B (en) * | 2009-04-16 | 2012-05-30 | 杨岩顺 | Rotary folding type hydraulic channeling machine |
| AT510949B1 (en) * | 2010-12-17 | 2015-07-15 | Trumpf Maschinen Austria Gmbh | CONTROL AND CONTROL DEVICE FOR A BEND PRESS |
| SE535574C2 (en) | 2011-06-01 | 2012-10-02 | Jansson Lars | Sewing and folding machine |
| DE102013105468B4 (en) * | 2013-05-28 | 2015-10-01 | Schuler Pressen Gmbh | Method for controlling a press with variable gear ratio |
| US9333548B2 (en) * | 2013-08-12 | 2016-05-10 | Victaulic Company | Method and device for forming grooves in pipe elements |
| WO2019092629A1 (en) * | 2017-11-10 | 2019-05-16 | Promau S.R.L. | Apparatus and method for support and controlled advancement of a metal sheet in a bending machine for obtaining cylindrical or truncated cone structures |
| WO2023023318A1 (en) * | 2021-08-19 | 2023-02-23 | Milwaukee Electric Tool Corporation | Tool and method for roll grooving a workpiece |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE843536C (en) * | 1950-08-29 | 1952-07-10 | Theo Dr-Ing Krueckels | Beading machine |
| DE1089714B (en) * | 1956-09-27 | 1960-09-29 | Karl Hundhausen | Machine for beading, chipping, cutting and bending sheet metal, pipes and profiles |
| CH492489A (en) * | 1968-05-21 | 1970-06-30 | Chr Haeusler Fa | Flanging machine for flanging boiler bottoms |
| NL173488C (en) * | 1981-03-13 | 1984-02-01 | Fontijne Bv Machine | RIM PROFILE. |
| IT1178379B (en) * | 1983-08-04 | 1987-09-09 | Hurth Masch Zahnrad Carl | MACHINE TOOL TROLLEY POSITIONING DEVICE COMPARED TO A FIXED PART OF THE MACHINE |
| IT1234881B (en) * | 1988-02-25 | 1992-06-02 | Danieli Off Mecc | CAGE WITH SWINGING ROLLERS WITH ANGLED AXES. |
| US4869088A (en) * | 1988-07-05 | 1989-09-26 | Kazuo Kadotani | Ring shaping apparatus |
| DE3936200C1 (en) * | 1989-10-31 | 1990-12-13 | Leifeld Gmbh & Co, 4730 Ahlen, De | |
| EP0477752B1 (en) * | 1990-09-28 | 1995-03-29 | Promau S.R.L. | Programmable plate bending machine |
| JPH11342440A (en) * | 1998-05-28 | 1999-12-14 | Nippon Seiko Kk | Tool controller |
-
2000
- 2000-03-20 DE DE10013801A patent/DE10013801A1/en not_active Ceased
-
2001
- 2001-03-08 DK DK01917079T patent/DK1178864T3/en active
- 2001-03-08 ES ES01917079T patent/ES2202284T3/en not_active Expired - Lifetime
- 2001-03-08 DE DE50100359T patent/DE50100359D1/en not_active Expired - Lifetime
- 2001-03-08 JP JP2001568611A patent/JP2003527970A/en active Pending
- 2001-03-08 PT PT01917079T patent/PT1178864E/en unknown
- 2001-03-08 EP EP01917079A patent/EP1178864B1/en not_active Expired - Lifetime
- 2001-03-08 AT AT01917079T patent/ATE244612T1/en active
- 2001-03-08 WO PCT/EP2001/002595 patent/WO2001070427A1/en active IP Right Grant
- 2001-03-08 CA CA002374400A patent/CA2374400A1/en not_active Abandoned
- 2001-11-19 US US09/996,031 patent/US6591651B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| ATE244612T1 (en) | 2003-07-15 |
| DE10013801A1 (en) | 2001-10-18 |
| PT1178864E (en) | 2003-11-28 |
| DK1178864T3 (en) | 2003-10-27 |
| US20020083750A1 (en) | 2002-07-04 |
| JP2003527970A (en) | 2003-09-24 |
| EP1178864A1 (en) | 2002-02-13 |
| ES2202284T3 (en) | 2004-04-01 |
| WO2001070427A1 (en) | 2001-09-27 |
| DE50100359D1 (en) | 2003-08-14 |
| US6591651B2 (en) | 2003-07-15 |
| CA2374400A1 (en) | 2001-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1178864B1 (en) | Sheet forming machine | |
| DE2837368C2 (en) | Honing machine | |
| DE2721553C3 (en) | Machine for grinding and polishing workpieces with spherical surfaces, especially lenses | |
| DE2934345C2 (en) | Dressing device for a plate-shaped grinding wheel on a tooth flank grinding machine | |
| EP0881041B1 (en) | Burnishing machine for crankshafts | |
| EP0949021B1 (en) | Device for the forming of wire, with a wire braking device | |
| DE3441530A1 (en) | RECEIVING DEVICE FOR THE TOOL OF A CUTTING PRESS | |
| EP1025953B1 (en) | Machine tool | |
| DE2505985C3 (en) | Saw sharpening machine for sharpening teeth of different tooth tip heights | |
| DE69702860T2 (en) | DEVICE FOR MOVING A PART OF A MACHINE AND APPLYING A FORCE AT THE END OF MOVEMENT | |
| EP1724033A2 (en) | Machine for forming beads, edges and the like on metal sheets | |
| DE3108746A1 (en) | Crank-shaft deep-rolling or burnishing machine | |
| WO2004033124A1 (en) | Bending machine | |
| DE1901325C3 (en) | Milling machine for post-forming machining of rotating workpieces | |
| DE2752709A1 (en) | PAINT COATING MACHINE | |
| DE1452733B2 (en) | Machine for cutting and sifting cylindrical cans | |
| WO2001062408A1 (en) | Bending device for bending plastically deformable strip material | |
| EP0818253A2 (en) | Turret punching press | |
| DE1911696A1 (en) | Tool transfer device for automatic machine tools | |
| DE1935804A1 (en) | Feed drive for machine tool slides with numerically controlled electric stepper motor and hydraulic amplifier | |
| DE2737598A1 (en) | GEAR MACHINING MACHINE FOR FRONT EDGES OF GEARS | |
| DE1502090C (en) | Contour milling device | |
| DE8906544U1 (en) | Turret cutting press with rotating tool | |
| DE9405417U1 (en) | Turret cutting press | |
| DE2044379A1 (en) | Device for the cutting rounding of the tooth ends of gears |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20011130 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20020603 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030709 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50100359 Country of ref document: DE Date of ref document: 20030814 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KIRKER & CIE SA |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20030403841 Country of ref document: GR |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20031110 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20030709 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2202284 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040414 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20090227 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20090122 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090120 Year of fee payment: 9 Ref country code: GR Payment date: 20090123 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20100908 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100308 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100308 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101004 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100308 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20130312 Year of fee payment: 13 Ref country code: DK Payment date: 20130312 Year of fee payment: 13 Ref country code: FI Payment date: 20130312 Year of fee payment: 13 Ref country code: ES Payment date: 20130313 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20130309 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20130226 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20130312 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20140331 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20141001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140308 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 244612 Country of ref document: AT Kind code of ref document: T Effective date: 20140308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141001 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140308 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20150428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50100359 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE MB, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140309 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20160127 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140331 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50100359 Country of ref document: DE Representative=s name: HOEGER, STELLRECHT & PARTNER PATENTANWAELTE MB, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200221 Year of fee payment: 20 Ref country code: DE Payment date: 20200326 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20200313 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200214 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50100359 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170308 |