EP1172626A2 - Use of a heat exchanger - Google Patents
Use of a heat exchanger Download PDFInfo
- Publication number
- EP1172626A2 EP1172626A2 EP01113370A EP01113370A EP1172626A2 EP 1172626 A2 EP1172626 A2 EP 1172626A2 EP 01113370 A EP01113370 A EP 01113370A EP 01113370 A EP01113370 A EP 01113370A EP 1172626 A2 EP1172626 A2 EP 1172626A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- channels
- heat exchanger
- group
- webs
- tubular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/0041—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for only one medium being tubes having parts touching each other or tubes assembled in panel form
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/03—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits
- F28D1/0391—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits a single plate being bent to form one or more conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0025—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits being formed by zig-zag bend plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/06—Constructions of heat-exchange apparatus characterised by the selection of particular materials of plastics material
- F28F21/065—Constructions of heat-exchange apparatus characterised by the selection of particular materials of plastics material the heat-exchange apparatus employing plate-like or laminated conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2225/00—Reinforcing means
- F28F2225/04—Reinforcing means for conduits
Definitions
- the invention relates to the use of a Heat exchanger with the features explained in claim 1.
- Known heat exchangers of this type are used as coolers for the Cooling water or the lubricating oil of internal combustion engines (cf. DE 199 39 531 C1) and as an aggregate for Condensation dryer (see DE 198 38 525 A1) designed and characterized by a low weight as well through a simple and inexpensive to build Construction.
- the object of the present invention is heat exchangers of this kind to lead to a new area of application according to the invention in the use of the heat exchanger Temperature control or climate control in rooms exists.
- the use of the heat exchanger thus offers, for example, the Possibility of the passenger compartment of vehicles or Building rooms both to cool and to warm, depending after what combination of appropriate media according to claims 2 or 3 through the channels of the a formed plastic film Media guide body are passed through.
- the heat exchanger shown in FIG. 1 forms one example Heating register for heating a passenger compartment one by one Internal combustion engine driven vehicle. He points in known manner on a frame 10, the side Frame legs 12 and 14 are box-shaped.
- the Frame leg 12 contains one via an inlet connection 16 connectable with the cooling water return flow of the internal combustion engine Water inlet chamber, while the frame leg 14 a Contains water drainage chamber that has an outlet nozzle 18 connectable to a water pump of the internal combustion engine is.
- Both frame legs 12, 14 have an upper and one lower, preferably U-shaped frame legs in cross section 20 and 22 connected to each other in a corner stiff manner.
- a heating network is provided within the frame 10, which consists of a variety of individual, for example horizontal extending and superimposed liquid or Water pipes 24 is formed. These are at the end, as in known with the two chambers of the frame legs 12, 14th in connection, the sealed arrangement of Water pipes 24 of the heating network on the frame legs 12, 14 using cast resin or other suitable means can be accomplished.
- the frame legs 12, 14 and the in the frame 10 integrated liquid or water pipes 24 form a media guide body.
- the water pipes 24 preferably have the according to FIGS. 6a and 6b Cross section of a flat tube and are in the frame 10, in a common level, one above the other, provided that their flat tube wall parts 26 and 28 lie one above the other.
- both pipe wall parts 26 and 28 are in on the outside Pipe longitudinal direction at a distance from each other transversely to Pipe-axis-extending, shaft-like channels, lamellar webs 30 are provided so that the Media flowing through the heat exchanger are crossed.
- the water pipes 24 consist of pressure and hydrolysis-resistant, temperature-compatible, high-strength Plastic, such as PA 6.6, PEI, PEEK, PAI or PPS, these in two steps from a plastic film 32 by preferably 0.30 mm.
- This plastic film 32 is, for example, in one Thermoforming tool using a vacuum reshaped and into the shape shown in FIGS. 4a and 4b brought.
- the plastic film 32 thereby has two film halves 32a and 32b, which extend in the longitudinal direction of the film extending, inverted groove-like depression 34 with each other are flexibly connected.
- the side walls 36, 38 of this recess 34 expand it continuously to the outside and point to this in cross section Pitch circle shape.
- the bottom 40 of this recess 34 has Cross-section preferably in the form of a semicircle.
- the cross-sectional shape of the groove-like recess 34 provides sure that the plastic film 32 will fold in a way leaves that both film halves 32a and 32b congruent come to lie on top of each other (see FIGS. 6a and 6b) and themselves then the tube wall parts 26, 28 to the longitudinal side, through the Channel bottom 40 formed connecting edge extend parallel and thus the pipe cross-section over the entire pipe width is equal to.
- Both film halves 32a and 32b each have an outer Longitudinal edge piece 42 or 44, which to the adjoining Pipe wall part 26 or 28 are stepped in such a way that with the congruent assignment of both film halves 32a and 32b the tube wall parts run parallel to one another.
- the plastic film 32 has its longitudinal edge pieces 42 and 44 just tightly connect what for example by gluing or folding, but preferably by welding.
- the lamellar webs 30 have due to the deep-drawing or possibly a U-shaped embossing process Cross section with two web wall parts. These are after the Thermal treatment of the plastic film 32 connected together and thereby so stiffened that one in the water pipes 24 possibly high operating pressure of the heat exchanger it is ensured that the webs 30 expand Side and thus a reduction in the cross section of the shaft-like air channels 46 defined by the webs 30 and a consequent reduction in the hot air throughput cannot result.
- the lamellar webs 30 can be perpendicular to Extend pipe longitudinal axis. However, the in 5 shown slightly curved web formation, whereby in the folded state of the plastic film 32 the Ridges 30 support each other, as shown in FIG. 7 is indicated.
- the height of the webs 30 can thereby be smaller by half be selected as if they were linear and are supported directly on the adjacent water pipe 24 would. In the latter case, the webs 30 would have to both Film halves 32a and 32b also offset from one another to a gap are formed, the engagement of the webs 30 of the one film half between those of the other Half of the film again a reduction in the cross section of the Warm air ducts would result.
- the plastic film 32 has another reinforcement insert that increases their strength Form of a grid 48, which is made of glass or carbon fibers with a length of preferably 30 mm.
- fibers made of highly tear-resistant material are like aramid.
- the grid 48 is in this case in the plastic film 32 oriented that to form the webs 30, the network breakthroughs 50 Take a diamond shape in the vertical direction of the bridge. The oblique course the mesh threads 52 at an angle of 45 ° the grid 48 during the thermal transformation of the Plastic film 32 great elasticity or stretch.
- the plastic film can be short or long fibers are reinforced, advantageously short fibers with a relatively large web height and long fibers, for example can be used with a relatively short web height.
- the frame legs 20, 22 come in the explained In this respect, the formation of the water pipes 24 according to the invention essential importance than by this at accordingly operating pressures occurring, inflation of the water pipes 24 is prevented in the vertical direction of their webs 30.
- the heat exchanger shown in FIGS. 9-15 has for example five horizontal levels of indoor air flowed through, preferably approximately in cross section cylindrical room air channels 110, which are at a radial distance run parallel to each other and from level to level are preferably offset.
- Cross to the Room air channels 110 and extend parallel to their levels are rectangular in cross-section in a total of six levels or shaft-like cooling air channels 112.
- Both types of channels 110 and 112 are one above the other stacked, preferably rectangular plates 114 one a plate pack forming a media guide body, which in turn each consist of two identical shapes and plate parts 16 and 18 symmetrically assigned to one another are made (see Figs. 11 and 12).
- these plate parts 116, 118 in one piece from a film of thermoplastic material, preferably polypropylene. You may as well in one piece from a foil made of heat-conducting metal, preferably aluminum.
- Each plate member 118 is along its two opposite longitudinal edge pieces 120 and 122 with such 120 'and 122' designated the one symmetrically assigned to them Plate part 116 preferably by gluing, welding, Pressure joining or folding tightly connected.
- Each plate part 116 or 118 is also provided with cooling room air molded, parallel, channel-like, in Cross-section semi-circular recesses 124 equipped. These can become cylindrical tubes or flat tubes complete, although in the latter case it is favorable, the two flat tube wall parts corrugated in cross section train.
- To form the cooling air channels 112 are to the Plate parts 116, 118 extend transversely to their depressions 124 and the airtight longitudinal edge parts 120, 122 extending, vertically protruding and parallel to each other Molded webs 126.
- the heat exchanger is used to control the temperature of the room air the web wall parts of the double-walled webs 126 preferably connect each other tightly to ensure that these do not become Can inflate side.
- Each plate 114 is thus characterized by upper and lower, in webs 126 lying in a common vertical plane. Recesses 124 and webs 126 give the thin Plastic films of preferably only 0.20 mm to 0.40 mm Thick existing plate parts 116, 118 a stiffness that ensures that in the mutual, firm bond of stacked plates 114 according to FIG stiffened media guide body is achieved.
- the webs 126 of a plate 114 for forming the cooling air channels 112 engage between these webs 126 of a plate 114 located below or above them, preferably in such a way that adjacent webs 126 touch one another (1st variant ) .
- the webs 126 of two plates 114 as indicated by dash-dotted lines, to engage in the middle between those of the other plate 116, as a result of which the number of cooling air ducts 112 can be doubled and the efficiency of the heat exchanger increases (second variant) .
- the plates 114 of the plate package or media guide body are together in one at their ends preferably made of plastic holding frame 128 or 130 kept sealed, which by means of an adhesive 132, preferably made of cast resin.
- the webs 126 of the upper and lower plates 114 are for Formation of the outside of the heat exchanger Cooling air channels 112 each through a board 132 or 134 covered, which is also on the end in the holding frame 128, 130 are set.
- the heat exchanger thus formed does not itself have any Formation of the channels 110 necessary for the condensate drain Housing on. It is a structural unit in a housing opening of an air conditioning unit can be inserted, to which Handling a handle 138 on its front face is provided. It can just as well be stuck in such a device be installed.
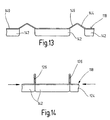
- FIGS. 13 and 14 An inventive method for manufacturing the plate parts 18 made of metal foil is shown in FIGS. 13 and 14 illustrated.
- vacuum thermoforming can be used become.
- the foil is preheated and in a tool, preferably in a single stroke, in the desired shape drawn. The aforementioned process step of Pushing them together is then not necessary.
- Tools are fins or sword-like metal strips used, the webs 126 shown in the figures molding.
- the fin or sword-like metal strips do not cut through the plastic film, it will quasi deep-drawn. In this way, one in Circumferential direction closed circumferential contour of the web sections 150 and a rounded leading edge 152 is reached.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
Description
Die Erfindung bezieht sich auf die Verwendung eines
Wärmetauschers mit den im Anspruch 1 erläuterten Merkmalen.The invention relates to the use of a
Heat exchanger with the features explained in
Bekannte Wärmetauscher dieser Bauart sind als Kühler für das Kühlwasser oder das Schmieröl von Verbrennungsmotoren (vergl. DE 199 39 531 C1) sowie als Aggregat für Kondensationswäschetrockner (vergl. DE 198 38 525 A1) konzipiert und zeichnen sich durch ein geringes Gewicht sowie durch eine im Aufbau einfache und kostengünstig zu fertigende Konstruktion aus. Known heat exchangers of this type are used as coolers for the Cooling water or the lubricating oil of internal combustion engines (cf. DE 199 39 531 C1) and as an aggregate for Condensation dryer (see DE 198 38 525 A1) designed and characterized by a low weight as well through a simple and inexpensive to build Construction.
Aufgabe der vorliegenden Erfindung ist es, Wärmetauscher dieser Art einem neuen Anwendungsbereich zuzuführen, der erfindungsgemäß in der Verwendung des Wärmetauschers zur Temperaturregelung bzw. Klimaführung in Räumen besteht.The object of the present invention is heat exchangers of this kind to lead to a new area of application according to the invention in the use of the heat exchanger Temperature control or climate control in rooms exists.
Der Einsatz des Wärmetauschers bietet somit bspw. die Möglichkeit, die Fahrgastzelle von Fahrzeugen oder Gebäuderäumen sowohl zu kühlen als auch zu erwärmen, je nachdem, in welcher Kombination entsprechende Medien entsprechend den Ansprüchen 2 oder 3 durch die Kanäle des aus einer umgeformten Kunststofffolie gebildeten Medienführungskörpers hindurch geleitet werden.The use of the heat exchanger thus offers, for example, the Possibility of the passenger compartment of vehicles or Building rooms both to cool and to warm, depending after what combination of appropriate media according to claims 2 or 3 through the channels of the a formed plastic film Media guide body are passed through.
Wird demgemäß durch die rohrartigen Kanäle Kältemittel zur Luftentfeuchtung zwecks Luftkühlung hindurchgeleitet, bildet der Wärmetauscher einen Kondensator, während dieser beim Hindurchführen von erhitztem Kühlwasser durch diese Kanäle die Funktion eines Heizregisters zur Erwärmung der Raumluft in Gebäuden oder in einer Fahrgastzelle übernimmt.Is accordingly refrigerant through the tubular channels Dehumidification passed for the purpose of air cooling, forms the heat exchanger has a condenser, while this is Passing heated cooling water through these channels Function of a heating register for heating the room air in Buildings or in a passenger compartment.
In der Zeichnung sind Ausführungsbeispiele von im Sinne der Erfindung verwendbaren Wärmetauschern dargestellt. Es zeigen:
Figur 1- eine Vorderansicht eines ursprünglich einen Kühler für das Kühlwasser einer Verbrennungskraftmaschine bildenden, erfindungsgemäß als Heizregister zur Erwärmung einer Fahrgastzelle verwendbaren Wärmetauschers;
- Figur 2
- einen Querschnitt des Wärmetauschers, entlang der Linie II-II der Fig. 1 gesehen.
- Figur 3
- einen in Fig. 2 durch einen strichpunktierten Kreis angedeuteten Ausschnitt, in vergrößertem Maßstab;
- Figuren 4a und 4b
- jeweils einen Querschnitt durch eine Kunststofffolie zur Bildung eines mit lamellenartigen Stegen bestückten Flüssigkeitsrohres;
- Figur 5
- eine Draufsicht auf die Kunststofffolie, in verkürzter Darstellung;
- Figuren 6a und 6b
- jeweils einen Querschnitt durch ein aus einer Folie gemäß Fig. 4a bzw. 4b gebildetes Flüssigkeitsrohr;
- Figur 7
- einen Schnitt entlang der Linie VII-VII der Fig. 3; und
- Figur 8
- die linke Hälfte der Fig. 4a in stark vergrößerter und teilweise aufgebrochen gezeigter Darstellung.
- Figur 9
- einen Längsschnitt eines zur Klimatisierung eines
Raumes durch Regelung der Raumluftfeuchtigkeit
vorgesehenen Wärmetauschers entlang der Linie B-B
der
Figur 10; Figur 10- einen Querschnitt des Wärmetauschers entlang der Linie A-A der Figur 9;
- Figur 11
- einen durch einen strichpunktierten Kreis angedeuteten Ausschnitt der Darstellung gemäß Figur 9, in stark vergrößertem und verkürztem Maßstab;
Figur 12- eine schaubildliche Darstellung eines einen Medienführungskörper bildenden Plattenpakets des Wärmetauschers gemäß Figur 9 und 10;
- Figur 13
- einen Teillängsschnitt durch ein als Zuschnitt vorgeformtes Plattenteil aus Aluminiumfolie;
Figur 14- eine Darstellung des Plattenteils gemäß Figur 13, in zusammengeschobenem Zustand;
- Figur 15
- eine schematische Schnittansicht der zueinander versetzten Anordnung von Stegteilstücken.
- Figure 1
- a front view of a heat exchanger originally forming a cooler for the cooling water of an internal combustion engine and usable according to the invention as a heating register for heating a passenger compartment;
- Figure 2
- a cross section of the heat exchanger, seen along the line II-II of FIG. 1.
- Figure 3
- a section indicated by a dash-dotted circle in Figure 2, on an enlarged scale;
- Figures 4a and 4b
- in each case a cross section through a plastic film to form a liquid tube equipped with lamellar webs;
- Figure 5
- a plan view of the plastic film, in a shortened view;
- Figures 6a and 6b
- in each case a cross section through a liquid tube formed from a film according to FIGS. 4a and 4b;
- Figure 7
- a section along the line VII-VII of Fig. 3; and
- Figure 8
- the left half of FIG. 4a in a greatly enlarged and partially broken-open representation.
- Figure 9
- a longitudinal section of a heat exchanger provided for air conditioning a room by regulating the room air humidity along the line BB of FIG. 10;
- Figure 10
- a cross section of the heat exchanger along the line AA of Figure 9;
- Figure 11
- a section of the representation of Figure 9 indicated by a dash-dotted circle, in a greatly enlarged and shortened scale;
- Figure 12
- a perspective view of a plate pack forming a media guide body of the heat exchanger according to Figures 9 and 10;
- Figure 13
- a partial longitudinal section through a plate part preformed as a blank made of aluminum foil;
- Figure 14
- an illustration of the plate part according to Figure 13, in the pushed together state;
- Figure 15
- is a schematic sectional view of the staggered arrangement of web sections.
Der in Fig. 1 gezeigte Wärmetauscher bildet beispielsweise ein
Heizregister zur Erwärmung einer Fahrgastzelle eines von einem
Verbrennungsmotor getriebenen Fahrzeuges. Er weist in
bekannter Weise einen Rahmen 10 auf, dessen seitliche
Rahmenschenkel 12 und 14 kastenartig ausgebildet sind. Der
Rahmenschenkel 12 enthält eine über einen Eintrittsstutzen 16
mit dem Kühlwasserrückfluss des Verbrennungsmotors verbindbare
Wasserzuflusskammer, während der Rahmenschenkel 14 eine
Wasserabflusskammer enthält, die über einen Austrittsstutzen
18 an eine Wasserpumpe des Verbrennungsmotors anschließbar
ist.The heat exchanger shown in FIG. 1 forms one example
Heating register for heating a passenger compartment one by one
Internal combustion engine driven vehicle. He points in
known manner on a
Beide Rahmenschenkel 12, 14 sind über einen oberen und einen
unteren, im Querschnitt vorzugsweise U-förmigen Rahmenschenkel
20 und 22 miteinander ecksteif verbunden.Both
Innerhalb des Rahmens 10 ist ein Heiznetz vorgesehen, das aus
einer Vielzahl von einzelnen, sich beispielsweise horizontal
erstreckenden und übereinander angeordneten Flüssigkeits- bzw.
Wasserrohren 24 gebildet ist. Diese stehen endseitig, wie an
sich bekannt, mit den beiden Kammern der Rahmenschenkel 12, 14
in Verbindung, wobei die abgedichtete Anordnung der
Wasserrohre 24 des Heiznetzes an den Rahmenschenkeln 12, 14
mittels Gießharz oder auf andere geeignete Weise
bewerkstelligt sein kann. Die Rahmenschenkel 12, 14 sowie die
in den Rahmen 10 integrierten Flüssigkeits- bzw. Wasserrohre
24 bilden einen Medienführungskörper. A heating network is provided within the
Im Folgenden wird die Konstruktion der Wasserrohre 24 sowie
deren Fertigung im Einzelnen erläutert:In the following the construction of the
Die Wasserrohre 24 weisen gemäß Fig. 6a und 6b bevorzugt den
Querschnitt eines Flachrohres auf und sind im Rahmen 10, in
einer gemeinsamen Ebene übereinanderliegend, so vorgesehen,
dass ihre flachen Rohrwandteile 26 und 28 übereinanderliegen.
An beiden Rohrwandteilen 26 und 28 sind außenseitig in
Rohrlängsrichtung im Abstand voneinander sich quer zur
Rohrachsrichtung erstreckende, schachtartige Kanäle bildende,
lamellenartige Stege 30 vorgesehen, so dass die den
Wärmetauscher durchströmenden Medien kreuzend geführt sind.The
Die Wasserrohre 24 bestehen aus druck- und
hydrolysebeständigem, temperaturgeeignetem, hochfestem
Kunststoff, wie PA 6.6, PEI, PEEK, PAI oder PPS, wobei diese
in zwei Arbeitsgängen aus einer Kunststofffolie 32 von
vorzugsweise 0,30 mm gefertigt werden.The
Diese Kunststofffolie 32 wird beispielsweise in einem
Tiefziehwerkzeug unter Anwendung eines Unterdruckes thermisch
umgeformt und in die in den Fig. 4a und 4b gezeigte Form
gebracht.This
Die Kunststofffolie 32 weist dadurch zwei Folienhälften 32a
und 32b auf, die über eine sich in Folienlängsrichtung
erstreckende, umgekehrt rinnenartige Vertiefung 34 miteinander
biegsam verbunden sind.The
Die Seitenwände 36, 38 dieser Vertiefung 34 erweitern diese
kontinuierlich nach außen und weisen hierzu im Querschnitt
Teilkreisform auf. Der Boden 40 dieser Vertiefung 34 weist im
Querschnitt vorzugsweise die Form eines Halbkreises auf.The
Die Querschnittsform der rinnenartigen Vertiefung 34 stellt
sicher, dass sich die Kunststofffolie 32 in einer Weise falten
lässt, dass beide Folienhälften 32a und 32b deckungsgleich
übereinander zu liegen kommen (s. Fig. 6a und 6b) und sich
dann die Rohrwandteile 26, 28 bis zur längsseitigen, durch den
Rinnenboden 40 gebildeten Verbindungskante parallel erstrecken
und damit der Rohrquerschnitt über die gesamte Rohrbreite
gleich ist.The cross-sectional shape of the groove-
Beide Folienhälften 32a und 32b weisen jeweils ein äußeres
Längsrandstück 42 bzw. 44 auf, die zu dem sich anschließenden
Rohrwandteil 26 bzw. 28 stufenförmig derart abgesetzt sind,
dass bei deckungsgleicher Zuordnung beider Folienhälften 32a
und 32b die Rohrwandteile zueinander parallel verlaufen. Zur
Fertigstellung der Wasserrohre 24 sind dann nach dem Falten
der Kunststofffolie 32 deren Längsrandstücke 42 und 44
lediglich noch dicht miteinander zu verbinden, was
beispielsweise durch Kleben oder Falzen, vorzugsweise jedoch
durch Schweißen, zu bewerkstelligen ist. Both film halves 32a and 32b each have an outer
Die lamellenartigen Stege 30 weisen aufgrund des Tiefzieh-
oder gegebenenfalls eines Prägevorganges einen U-förmigen
Querschnitt mit zwei Stegwandteilen auf. Diese werden nach der
Thermobehandlung der Kunststofffolie 32 miteinander verbunden
und dadurch so ausgesteift, dass bei einem in den Wasserrohren
24 ggf. herrschenden hohen Betriebsdruck des Wärmetauschers
sichergestellt ist, dass sich ein Aufblähen der Stege 30 zur
Seite hin und damit eine Verkleinerung des Querschnitts der
durch die Stege 30 definierten, schachtartigen Luftkanäle 46
und eine dadurch bedingte Verringerung des Warmluftdurchsatzes
nicht ergeben kann.The
Die lamellenartige Stege 30 können sich senkrecht zur
Rohrlängsachse erstrecken. Zu bevorzugen ist jedoch die in
Fig. 5 gezeigte, leicht bogenförmig gekrümmte Stegausbildung,
wobei in zusammengeklapptem Zustand der Kunststofffolie 32 die
Stege 30 sich aufeinander abstützen, wie dies in Fig. 7
angedeutet ist.The
Die Höhe der Stege 30 kann dadurch um die Hälfte kleiner
gewählt werden, als wenn diese geradlinig ausgebildet wären
und sich unmittelbar am benachbarten Wasserrohr 24 abstützen
würden. Im letzteren Falle müssten die Stege 30 an beiden
Folienhälften 32a und 32b zueinander auch auf Lücke versetzt
angeformt werden, wobei aus dem Eingriff der Stege 30 der
einen Folienhälfte zwischen diejenigen der anderen
Folienhälfte wiederum eine Verkleinerung des Querschnitts der
Warmluftkanäle resultieren würde.The height of the
Wie die Fig. 4b und 6b zeigen, besteht bei diesem
Ausführungsbeispiel der Kunststofffolie 32 im Vergleich zu
demjenigen der Fig. 4a und 6a ein konstruktiver Unterschied
darin, dass die flachseitigen Rohrwandteile 26, 28 einen
gewellten Querschnitt aufweisen, wobei die beiden Wellenlinien
vorzugsweise zueinander parallel verlaufen. Dadurch ist,
aufgrund der so erzielten Oberflächenvergrößerung bei
kontinuierlichem Querschnitt des Flachrohres, eine wesentliche
Temperatursteigerung für die zu erwärmende Luft erzielbar.As shown in FIGS. 4b and 6b, this exists
Embodiment of the
Wie aus Fig. 8 ersichtlich ist, weist die Kunststofffolie 32
noch eine deren Festigkeit erhöhende Verstärkungseinlage in
Form eines Gitternetzes 48 auf, das aus Glas- oder Kohlefasern
mit einer Länge von vorzugsweise 30 mm bestehen kann.
Insbesondere sind hierfür Fasern aus hochreißfestem Material,
wie Aramid, geeignet.As can be seen from FIG. 8, the
Das Gitternetz 48 ist hierbei in der Kunststofffolie 32 derart
orientiert, dass zur Bildung der Stege 30 die Netzdurchbrüche
50 in Steghochrichtung Rautenform einnehmen. Der Schrägverlauf
der Netzfäden 52 unter einem Winkel von 45° verleiht hierbei
dem Gitternetz 48 bei der thermischen Umformung der
Kunststofffolie 32 große Elastizität bzw. Dehnfähigkeit. The
Alternativ hierzu kann die Kunststofffolie mit kurzen oder langen Fasern verstärkt werden, wobei vorteilhaft kurze Fasern bei relativ großer Steghöhe und lange Fasern bspw. Gitternetze bei relativ kurzer Steghöhe zum Einsatz kommen können.Alternatively, the plastic film can be short or long fibers are reinforced, advantageously short fibers with a relatively large web height and long fibers, for example can be used with a relatively short web height.
Den Rahmenschenkeln 20, 22 kommt bei der erläuterten
erfindungsgemäßen Ausbildung der Wasserrohre 24 insofern noch
wesentliche Bedeutung zu, als durch diese bei entsprechend
auftretenden Betriebsdrücken ein Aufblähen der Wasserrohre 24
in Hochrichtung ihrer Stege 30 unterbunden wird.The
Der in den Figuren 9 - 15 dargestellte Wärmetauscher weist
beispielsweise fünf horizontale Ebenen von von Raumluft
durchströmten, im Querschnitt vorzugsweise in etwa
zylindrischen Raumluftkanälen 110 auf, die in radialem Abstand
zueinander parallel verlaufen und von Ebene zu Ebene
vorzugsweise auf Lücke versetzt sind. Quer zu den
Raumluftkanälen 110 und parallel zu deren Ebenen erstrecken
sich in insgesamt sechs Ebenen im Querschnitt rechteckförmige
bzw. schachtartige Kühlluftkanäle 112.The heat exchanger shown in FIGS. 9-15 has
for example five horizontal levels of indoor air
flowed through, preferably approximately in cross section
cylindrical
Beide Arten von Kanälen 110 und 112 sind durch übereinander
gestapelte, vorzugsweise rechteckförmige Platten 114 eines
einen Medienführungskörper bildenden Plattenpaketes gebildet,
die ihrerseits jeweils aus zwei zueinander gleich geformten
und einander symmetrisch zugeordneten Plattenteilen 16 und 18
hergestellt sind (siehe Fig. 11 und 12). Both types of
Im vorliegenden Falle sind diese Plattenteile 116, 118
einstückig aus einer Folie aus thermoplastischem Kunststoff,
vorzugsweise Polypropylen, gefertigt. Sie können ebenso gut
einstückig aus einer Folie aus gut wärmeleitendem Metall,
vorzugsweise Aluminium, geformt sein.In the present case, these
Jedes Plattenteil 118 ist entlang seiner beiden
gegenüberliegenden Längsrandstücke 120 und 122 mit solchen mit
120' und 122' bezeichneten des diesen symmetrisch zugeordneten
Plattenteils 116 vorzugsweise durch Kleben, Verschweißen,
Druckfügen oder Falzen dicht verbunden.Each
Zur Bildung der Raumluftkanäle 110 für die feuchte bzw. zu
kühlende Raumluft ist jedes Plattenteil 116 bzw. 118 mit
eingeformten, zueinander parallelen, rinnenartigen, im
Querschnitt halbkreisförmigen Vertiefungen 124 ausgestattet.
Diese können sich zu zylindrischen Rohren oder zu Flachrohren
ergänzen, wobei es im letzteren Falle günstig ist, die beiden
flachseitigen Rohrwandteile im Querschnitt gewellt
auszubilden. Zur Bildung der Kühlluftkanäle 112 sind an die
Plattenteile 116, 118 sich quer zu deren Vertiefungen 124 bzw.
deren luftdicht miteinander verbundenen Längsrandteilen 120,
122 erstreckende, senkrecht abragende und zueinander parallele
Stege 126 angeformt. To form the
Dient der Wärmetauscher zur Temperierung der Raumluft, sind
die Stegwandteile der doppelwandigen Stege 126 vorzugsweise
gegenseitig fest miteinander zu verbinden, um sicherzustellen,
dass sich diese bei entsprechenden Arbeitsdrücken nicht zur
Seite hin aufblähen können.The heat exchanger is used to control the temperature of the room air
the web wall parts of the double-
Jede Platte 114 zeichnet sich somit durch obere und untere, in
einer gemeinsamen vertikalen Ebene liegende Stege 126 aus.
Vertiefungen 124 und Stege 126 verleihen den aus dünnen
Kunststoffolien von vorzugsweise lediglich 0,20 mm bis 0,40 mm
Dicke bestehenden Plattenteilen 116, 118 eine Steifigkeit, die
sicherstellt, dass im gegenseitigen, festen Verbund von
aufeinandergestapelten Platten 114 gemäß Figur 9 ein in sich
ausgesteifter Medienführungskörper erzielt wird.Each
In diesen Plattenverbund greifen, wie Figur 11 zeigt, die
Stege 126 einer Platte 114 zur Bildung der Kühlluftkanäle 112
zwischen zwei Stege 126 einer sich darunter bzw. darüber
befindenden Platte 114 ein, vorzugsweise derart, dass sich
benachbarte Stege 126 einander berühren (1. Variante). Es ist
aber auch denkbar, die Stege 126 zweier Platten 114, wie
strichpunktiert angedeutet, jeweils mittig zwischen diejenigen
der anderen Platte 116 eingreifen zu lassen, wodurch sich die
Anzahl der Kühlluftkanäle 112 verdoppeln läßt und die
Effizienz des Wärmetauschers steigt (2. Variante). 11, the
Die Platten 114 des Plattenpaketes bzw. Medienführungskörpers
sind an ihren Stirnenden gemeinsam jeweils in einem
vorzugsweise aus Kunststoff bestehenden Halterahmen 128 bzw.
130 abgedichtet gehalten, was mittels eines Klebers 132,
vorzugsweise aus Gießharz, bewerkstelligt ist.The
Die Stege 126 der oberen und unteren Platten 114 sind zur
Bildung von am Wärmetauscher außenseitig liegenden
Kühlluftkanälen 112 jeweils durch eine Platine 132 bzw. 134
abgedeckt, die stirnseitig gleichfalls in den Halterahmen 128,
130 festgelegt sind.The
Der so gebildete Wärmetauscher weist somit selbst kein zur
Bildung der Kanäle 110 für den Kondensatabfluss erforderliches
Gehäuse auf. Er ist als Baueinheit in eine Gehäuseöffnung
eines Klimatisierungsgerätes einschiebbar, wobei zu dessen
Handhabung an seiner vorderen Stirnseite ein Handgriff 138
vorgesehen ist. Er kann ebensogut in einem solchen Gerät fest
installiert sein.The heat exchanger thus formed does not itself have any
Formation of the
Ein erfindungsgemäßes Verfahren zur Fertigung der Plattenteile
18 aus Metallfolie ist in den Figuren 13 und 14
veranschaulicht.An inventive method for manufacturing the
In eine Aluminiumfolie 140 werden in Längsrichtung der zu
bildenden Führungskanäle 110 für die Raumluft rinnenartige
Vertiefungsteilstücke 142 und quer zu deren Längserstreckung
giebeldachartige Abschnitte 144, 146 eingeformt. Hierzu werden
durchgehende, rinnenförmige Vertiefungen und quer hierzu und
in dieselbe Einformungsrichtung giebeldachartige Abschnitte
eingeformt. Schließlich wird die Folie 140 in
Erstreckungsrichtung der rinnenartigen Vertiefungsteilstücke
142 derart zusammengeschoben, dass sich diese stirnseitig
berühren und die beiden Hälften der giebeldachartig
ausgeformten Abschnitte 144, 146 zur Ausbildung der Stege 126
im Wesentlichen aneinander anliegen.In an
Zur Fertigung der Plattenteile aus Kunststofffolie,
beispielsweise Polypropylen, in einer zu bevorzugenden Dicke
von ca. 0,20 mm kann eine Vakuum-Thermo-Umformung angewandt
werden. Die Folie wird vorgeheizt und in einem Werkzeug,
vorzugsweise in einem einzigen Zug, in die gewünschte Form
gezogen. Der vorstehend erwähnte Verfahrensschritt des
Zusammensschiebens ist dann nicht erforderlich. In dem
Werkzeug sind finnen- oder schwertartige Metallstreifen
eingesetzt, welche die in den Figuren dargestellten Stege 126
ausformen.For manufacturing the plate parts from plastic film,
for example polypropylene, in a preferred thickness
of about 0.20 mm, vacuum thermoforming can be used
become. The foil is preheated and in a tool,
preferably in a single stroke, in the desired shape
drawn. The aforementioned process step of
Pushing them together is then not necessary. By doing
Tools are fins or sword-like metal strips
used, the
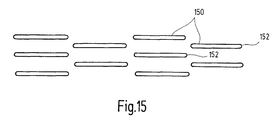
Wie aus Figur 15 ersichtlich ist, sind, gemäß einer weiteren
Ausführungsform, die Stegteilstücke 150 in Längsrichtung
geteilt und quer zu ihrer Längsrichtung versetzt zueinander
angeordnet. Die finnen- oder schwertartigen Metallstreifen
durchtrennen die Kunststofffolie nicht, sondern diese wird
quasi tiefgezogen. Auf diese Weise wird eine in
Umfangsrichtung geschlossene Umfangskontur der Stegteilstücke
150 und eine verrundete Anströmkante 152 erreicht.As can be seen from Figure 15, according to another
Embodiment, the
Claims (3)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10034568 | 2000-07-14 | ||
| DE2000134568 DE10034568A1 (en) | 2000-07-14 | 2000-07-14 | Use of a heat exchanger having a media guiding body with two groups of crossing channels for controlling the temperature and/or climate in rooms |
| DE10057240 | 2000-11-18 | ||
| DE10057240A DE10057240C1 (en) | 1999-08-20 | 2000-11-18 | Use of a heat exchanger having a media guiding body with two groups of crossing channels for controlling the temperature and/or climate in rooms |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1172626A2 true EP1172626A2 (en) | 2002-01-16 |
| EP1172626A3 EP1172626A3 (en) | 2003-11-26 |
Family
ID=26006400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01113370A Ceased EP1172626A3 (en) | 2000-07-14 | 2001-06-01 | Use of a heat exchanger |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20020005279A1 (en) |
| EP (1) | EP1172626A3 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202004007070U1 (en) * | 2004-05-03 | 2005-09-15 | Akg Thermotechnik Gmbh & Co Kg | A heat exchanger for domestic condensing clothes dryers has a stack of thin wall tubes with corrugated metal fins between the layers |
| EP2423633A2 (en) * | 2009-04-20 | 2012-02-29 | Kyungdong Navien Co., Ltd. | Heat exchanger |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1020483C1 (en) * | 2002-04-26 | 2003-10-28 | Oxycell Holding Bv | Heat exchanger and method for manufacturing thereof. |
| JP2004092942A (en) * | 2002-08-29 | 2004-03-25 | Denso Corp | Heat exchanger |
| JP2004125270A (en) * | 2002-10-02 | 2004-04-22 | Denso Corp | Heat exchanger and its manufacturing method |
| US20050274013A1 (en) * | 2004-06-09 | 2005-12-15 | Integral Technologies, Inc. | Low cost vehicle heat exchange devices manufactured from conductive loaded resin-based materials |
| US20060000590A1 (en) * | 2004-06-09 | 2006-01-05 | Integral Technologies, Inc. | Low cost vehicle heat exchange devices manufactured from conductive loaded resin-based materials |
| US20060021745A1 (en) * | 2004-07-28 | 2006-02-02 | Karl Fritze | Heat exchanger and fluid reservoir |
| DE102009013943A1 (en) * | 2009-03-19 | 2010-09-23 | Frank Will | Oil lubrication system |
| JP5727327B2 (en) * | 2011-08-08 | 2015-06-03 | 株式会社神戸製鋼所 | Heat exchanger |
| FR3050519B1 (en) * | 2016-04-25 | 2019-09-06 | Novares France | HEAT EXCHANGER OF PLASTIC MATERIAL AND VEHICLE COMPRISING THIS HEAT EXCHANGER |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19838525A1 (en) | 1997-09-03 | 1999-03-04 | Joma Polytec Kunststofftechnik | Cross-flow heat exchanger for condensing airing unit based on stacked plates |
| DE19939531C1 (en) | 1999-08-20 | 2001-02-01 | Joma Polytec Kunststofftechnik | Liquid cooler for internal combustion engines, comprises a plurality of liquid pipes which together with their cooling fins are made of at least one hot-formable plastic foil |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8824052D0 (en) * | 1988-10-13 | 1988-11-23 | Advanced Design & Mfg Ltd | Improvements in & relating to heat exchangers |
| US5335414A (en) * | 1993-03-29 | 1994-08-09 | Exaire Co. | Heat transfer cell and manufacturing apparatus |
| US5582241A (en) * | 1994-02-14 | 1996-12-10 | Yoho; Robert W. | Heat exchanging fins with fluid circulation lines therewithin |
-
2001
- 2001-06-01 EP EP01113370A patent/EP1172626A3/en not_active Ceased
- 2001-07-05 US US09/897,939 patent/US20020005279A1/en not_active Abandoned
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19838525A1 (en) | 1997-09-03 | 1999-03-04 | Joma Polytec Kunststofftechnik | Cross-flow heat exchanger for condensing airing unit based on stacked plates |
| DE19939531C1 (en) | 1999-08-20 | 2001-02-01 | Joma Polytec Kunststofftechnik | Liquid cooler for internal combustion engines, comprises a plurality of liquid pipes which together with their cooling fins are made of at least one hot-formable plastic foil |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202004007070U1 (en) * | 2004-05-03 | 2005-09-15 | Akg Thermotechnik Gmbh & Co Kg | A heat exchanger for domestic condensing clothes dryers has a stack of thin wall tubes with corrugated metal fins between the layers |
| EP2423633A2 (en) * | 2009-04-20 | 2012-02-29 | Kyungdong Navien Co., Ltd. | Heat exchanger |
| EP2423633A4 (en) * | 2009-04-20 | 2014-04-30 | Kyungdong Navien Co Ltd | Heat exchanger |
| US9250021B2 (en) | 2009-04-20 | 2016-02-02 | Kyungdong Navien Co., Ltd. | Heat exchanger |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1172626A3 (en) | 2003-11-26 |
| US20020005279A1 (en) | 2002-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1992898B1 (en) | Heat exchanger for gaseous media | |
| EP1504230B2 (en) | Heat exchanger, in particular charge-air cooler | |
| DE102004003790A1 (en) | Heat exchangers, in particular oil / coolant coolers | |
| DE19815584A1 (en) | Manufacturing method for manufacturing cylindrical heat exchanger manifolds | |
| DE102009015849A1 (en) | heat exchangers | |
| EP1172626A2 (en) | Use of a heat exchanger | |
| EP0982427B1 (en) | Cross flow heat exchanger for laundry drier with condenser | |
| DE10345695A1 (en) | Artificial resin heat exchanger for vehicle air conditioner has heat exchange plate parts and holding part formed integrally by extrusion of resin material | |
| DE102009034303A1 (en) | Heat exchanger | |
| DE202012012919U1 (en) | Pipe heat exchanger according to the countercurrent principle with parallel flow channels with increased heat-transferring surface | |
| DE102008026120A1 (en) | Heat exchange core, heat exchanger and evaporator of a refrigeration or refrigeration cycle device | |
| EP0907061B1 (en) | Heat exchanger for an air conditioning system of an automotive vehicle | |
| DE19963795A1 (en) | Heating, ventilation and/or air conditioning system with thermal circuit contg. evaporator partitioning plate(s) and/or end plate(s) ends coupled to alignment plate ends via damping element | |
| DE102007052888A1 (en) | Heat transfer radiator, for motor vehicle air conditioning, has assembled water tanks with flat tubes and stiffened side sections soldered at the narrow sides of the unit | |
| DE19838525C2 (en) | Cross-flow heat exchangers for condensation dryers and manufacturing processes | |
| DE10302412A1 (en) | Heat exchanger, especially gas cooler for coolant circuit for vehicle air conditioning system, has manifold bent from a prefabricated strip with edges with tongues, central region with cut-outs | |
| DE10057240C1 (en) | Use of a heat exchanger having a media guiding body with two groups of crossing channels for controlling the temperature and/or climate in rooms | |
| DE10112697A1 (en) | Heat transfer radiator has adjacent segments with connection regions for insertion into each other | |
| EP1662223B1 (en) | Heat exchanger and method of fabrication | |
| EP2310756B1 (en) | Insert element for inserting in a device for moistening, cleaning and/or cooling a fluid, in particular a gas, such as, for example, air, and a method for producing an insert body with such a insert element | |
| DE10241635A1 (en) | Flat pipe heat exchanger for a heating or air-conditioning system of a motor vehicle comprises a collecting tube, and flat pipe elements connected to the collecting tube and having a torsion region | |
| EP0268831A1 (en) | Plate fin | |
| EP1106729A2 (en) | Cross flow heat exchanger for laundry drier with condenser | |
| DE10134761C2 (en) | Heat exchanger, in particular for the thermal coupling of a glycol-water circuit and a high pressure refrigerant circuit | |
| EP2372286A2 (en) | Heat exchanger |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20040525 |
|
| AKX | Designation fees paid |
Designated state(s): DE IT |
|
| 17Q | First examination report despatched |
Effective date: 20040723 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN REFUSED |
|
| 18R | Application refused |
Effective date: 20050523 |