EP1147525B1 - Procede et dispositif de fabrication d'isolateurs composites - Google Patents
Procede et dispositif de fabrication d'isolateurs composites Download PDFInfo
- Publication number
- EP1147525B1 EP1147525B1 EP99968343A EP99968343A EP1147525B1 EP 1147525 B1 EP1147525 B1 EP 1147525B1 EP 99968343 A EP99968343 A EP 99968343A EP 99968343 A EP99968343 A EP 99968343A EP 1147525 B1 EP1147525 B1 EP 1147525B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- core
- screening
- appliance
- mould
- screen
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B19/00—Apparatus or processes specially adapted for manufacturing insulators or insulating bodies
Definitions
- the invention relates to a method for producing composite insulators According to the preamble of the first claim and a device for Production of composite insulators according to the preamble of the nineteenth Claim.
- High voltage insulators are out of the conventional materials Porcelain and glass increasingly also manufactured as composite insulators.
- Composite insulators consist of a rod or tubular core, which is in turn, for example composed of glass fibers reinforced epoxy resin and a screen sheath, divided into a sheath around the core with a number spaced, plate-shaped umbrellas or one or more spiral Umbrellas, wherein the screen cover of a material with insulating properties consists.
- These materials include elastomeric materials, for example polymeric plastics. With such materials, the core can easily wrap, before by means of a subsequent thermal treatment of the material final obtains its desired mechanical and electrical properties.
- the core of a composite insulator serves to absorb the forces generated by the Suspension acting on the insulator, and therefore carries at its ends appropriately designed fittings, usually made of metal.
- the screen cover should electrical flashovers, usually due to weather conditions prevent.
- Composite insulators have compared to the conventional insulators made of glass or Porcelain the advantage that they are much lighter. Besides, they have due the dirt and water-repellent material of the shield covers very good Isolation properties and are therefore particularly suitable for areas with strong polluted atmosphere. This property is only achieved if the Coating of the core is not interrupted at any point or lifted off the core, for example, by joints, seams or columns.
- the object of the present invention is a method and a device to imagine with which the manufacture of composite insulators with any Number of annular shields and a continuous screen cover is possible.
- An inventive Device for producing the composite insulators is characterized by the Features of claim nineteen.
- the shape While the core is being stopped, the shape is filled with the Material of the screen cover filled and a screen formed
- the mold is opened, the screen released and the advance of the core is initiated again.
- the supply of the material is so controlled that the order of the material is not interrupted until that Umbrella shell is completely made.
- the screen cover at any point of the composite insulator joints, seams or columns.
- the surface of the screens can adhere to the mold walls stay. This makes the umbrellas difficult to shape and it is the Risk of their surface being damaged.
- the tendency to stick may be due to the material can be, but also by the adhesion of the screen surface to the shaping Surfaces of the mold, the mold walls, are caused when the supply of Air is difficult to the places where the screen surface of the mold walls should solve.
- step in forming the umbrellas advantageous: filling the Shape is monitored with at least one pressure sensor on or in the mold. at a certain, the degree of desired filling corresponding pressure the mold opens a given gap. For this purpose, first in Feed direction of the core forward mold half in the feed direction of the core shifted, for example, by about a millimeter to the pressure on the Reduce material and solve its adhesion to the mold walls. Only after the mold is fully opened to release the screen.
- the adhesion to the shaping surfaces of the mold can be so great be that their overcoming must be supported by further process steps.
- the Detachment of the screen surface by air supply to the screen surface, in particular at particularly endangered areas of the screen such as the umbrella root, supported become.
- channels are provided in the mold walls, which on the forming surfaces finish.
- the channels are shaping Surface closed by valves which then open when peeling the screen surfaces of the mold walls creates a negative pressure. The replacement can be assisted with compressed air injected through the valves.
- the detachment of the screen surfaces from the mold walls can also be mechanical by rotating at least one mold half opposite the other around the Longitudinal axis of the core are supported, possibly on the mold walls adhering material is released due to the shearing motion.
- the seen in the transport direction forward mold half must be at least two parts be formed to by opening in a substantially radial direction, through Pull apart or open, to clear the way for the screen.
- Both mold halves can also be designed in two parts.
- opening the mold the halves of one half of the mold can be offset in time from the halves of the mold other half of the mold to be opened, the part halves turn in a in the substantially radial direction away from the core.
- the Heat treatment may be limited to the curing of the surface, so that The umbrella can be easily shaped.
- the final heat treatment would then take place in a further process step. But the heat treatment can also the entire required process for curing the material of the Cover screen.
- the faucets are attached, with those at the one Side of the insulator itself and on the other side the electrical conductor is attached.
- the ends of the core must be free from Be the material of the screen cover.
- an inventive Composite insulator is first used when the beginning of the core from the Device for applying the material of the screen sheath emerges, the order of the Material exposed as long as that for the attachment of the fitting provided length has left the device. If at the end of the core of the Point is reached, from which he should wear the fitting, the supply of the material interrupted. The coat then tears at the further advancement of the core at the Device for applying the material from and the core remains naked.
- Another way to obtain a sheath-free end of the core is to the rod with continuous promotion of the shell material jerkily around the piece to advance, which should remain free. Due to its viscosity ruptures the Sheath material from advancing and is only reapplied when the core with the usual feed rate through the device for Applying the screen cover is transported.
- a simplification of the workflow for the production of a composite insulator is achieved, if not each core individually of the device for applying the material the screen cover must be supplied. If provided for the cores rod or the tube of glass fiber reinforced plastic is so long that at least two Composite insulators can be made one after another, can be a finished molded Composite insulator or at least the already finished molded part of the composite insulator be guided by a heater without a support on the still uncured material of the shielding is required. Then the Composite insulator or at least the part of the composite insulator, already the Heat treatment was subjected to the heat treatment Unaiding wearing part, which is the device for applying the Material of the shield has already left.
- the manufacturing process can also be carried out continuously, if in each case a following core with the previous core to a continuous rod or tube of great length is connected. With a corresponding quality of connection of the rods or Tubes together there is the possibility of composite insulators of different Length to manufacture one after the other.
- the length of the composite insulators will not more determined by the length of the individually supplied cores, but by the predetermined number of screens.
- the cores are then separated when the given number of screens and thus the given length of a Composite insulator is achieved.
- the connection can for example by a Sticking together of the rods or pipes or a thermal bonding done.
- connection of the rods or tubes should only be used to To produce a continuous rod or a continuous pipe of great length and the joints do not meet the mechanical requirements for the core meet a composite insulator, such a junction as a body for Separating finished composite insulators are set.
- the composite insulators can advantageously be moved so that after the application of the material of the shielding shell already formed parts of the composite insulator to produce the required material properties of finished screen sheath are thermally treated, while the material for Forming of the remaining part of the composite insulator or already for Forming the subsequent composite insulator on the continuous core is applied when due to the supply of long rods or tubes for individual separation of cores continuous production of Composite insulators is provided.
- the material for Forming of the remaining part of the composite insulator or already for Forming the subsequent composite insulator on the continuous core is applied when due to the supply of long rods or tubes for individual separation of cores continuous production of Composite insulators is provided.
- these process variants must, in Contrary to the state of the art, no longer on the complete completion a composite insulator to be serviced before the required thermal Treatment can be done.
- the heating section which is the composite insulator is equipped with a hot air blower, which ensures a uniform Temperature distribution and thus for a uniform heating of the screen cover provides.
- the material of the shielding shell has a correspondingly high dipole moment, for example, silicone rubber (HTV) or ethylene-propylene copolymer (EPM) also a vulcanization with high-energy radiation, for example with a microwave, possible.
- HTV silicone rubber
- EPM ethylene-propylene copolymer
- the handling of the composite insulators during their manufacture becomes particular facilitated by the fact that at least one already finished composite insulator that still connected via the core with the following, not yet finished composite insulator is supported by a conveyor.
- the conveyor is the Heating device downstream.
- the continuous bar or the continuous one Pipe from which the finished composite insulators are cut off is on one side Side in the drive rollers of the feed device for the rod or tube stored and on the other side by a finished composite insulator supported. This makes it possible, a not yet ready composite insulator without Supporting his still soft umbrella case during its shaping and subsequent thermal treatment to transport. A deformation or Damage to the screen cover is avoided.
- the conveyor can for example, be a non-driven conveyor belt on which already finished Composite insulators rest with the outer circumference of their screens.
- the Composite insulators are moved solely by the advance of the core. Of the Feed takes place by means of a feed device through the device for Applying the material of the screen cover through.
- the conveyor belt is moving only by the composite insulators resting on it.
- the Conveyor can also be driven. Their drive with the Drive the rod or tube synchronously done.
- FIG. 1 shows the construction of a composite insulator according to the invention, such as FIG he the inventive device for the production of composite insulators before Separating from the core of the subsequent composite insulator leaves.
- the composite insulator 1 consists of a core 2, which is provided with a screen cover. 3 is covered.
- the shield shell 3 is divided into a shell 4 and annular Screens 5. For the sake of clarity, only one screen 5 is shown here.
- One Composite insulator has five sections.
- the section A represents the first end 6. It has no jacket 4. This free end 6 has a dimension 8, the Attachment of a fitting, not shown here is required.
- section B is the core 2 coated with a jacket 4.
- section C is the annular Screen 5 and in section D, the core 2 is also coated with a jacket 4.
- the region E comprises the second end 7 of the insulator 1 and has the dimension 9, which is required for attachment of the other, not shown here fitting. At the region E is in turn followed by an area A of the following insulator 101 which is not fully illustrated here and not yet complete should be completed.
- the core 2 and the core 102 of the subsequent composite insulator 101 in the present embodiment a continuous rod 14.
- the core can also be formed from tubes.
- the jacket-free one follows End 7 of the core 2 of the composite insulator 1, to the separation point 10, the first end 106 of the core 102 of the composite insulator 101, on which also a valve should be attached. This end 106 is therefore also free in a length 108 from the jacket 4.
- Figure 2 shows schematically an embodiment of an inventive Device 11 for the production of composite insulators. It is only the invention contributing features shown and described.
- the apparatus 11 for producing composite insulators comprises in the present Embodiment essentially means 12 for applying the Material of the shield sheaths 3, a feed rod 13 via a long rod 14 is supplied from glass fiber reinforced plastic from which the cores 2, 102 of the Composite insulators 1, 101 are formed. Furthermore, the device 11 includes a Form 15 for shaping the screens 5, in front of the device 12 for application the material of the shield sheaths 3 is arranged. Close to the device 12 in the present embodiment, a heating section 16 for thermal Treatment of the material of the screen cover, a transport device 17 and a Separator 18 for separating the finished composite insulators 1 from the rod 14 on. The rod 14 is made by forming shorter sections 19 is composed. While the cores 2 of the finished composite insulators 1 of the rod 14 are separated before entering the device 12 for Applying the material of the shield covers 3 new sections 19 added, so that a continuous production of composite insulators is possible.
- connection of two sections, rods or tubes depends on the envisaged procedures. If only composite insulators are to be produced exactly As long as the interconnected bars or tubes, each bar forms or every tube a core. These cores only need each other so far to be connected, that a common transport is possible. That's enough For example, already the connection of two at the end faces abutting rods or pipes by means of adhesive tape.
- the Connecting the sections 19 with the end of the rod 14 takes place permanently through Gluing in an adhesive device 21, which is shown in Figure 3.
- She is the one Device 12 for applying the material of the shield covers 3 connected upstream.
- the Adhesive device 21 may for example by means of rollers 22 on a suspension rail 23 slidably suspended to during the gluing process the To be able to join feed movement of the rod 14.
- the adhesive device 21 stops with a fixed gripper 24 the rod 14 during the bonding process firmly.
- the portion 19 is fed via support rollers 28, whose distance from one another is adjustable to the diameter of the sections.
- adhesive is applied to the end face 20 of the rod 14 applied.
- the portion 19 by means of the gripper 25 in the direction of arrow 30th with its end face 20 against the wetted with adhesive end face 20 of the rod 14th pressed and held until the adhesive bond is resilient. While this time travels the adhesive device 21 in the feed direction 31 of the rod 14, which is possible by running on the hanging rail 23.
- the grippers 24 and 25 are opened and the adhesive device 12 at the still free end of the just glued portion 19 driven to there the glue next section.
- the production of composite insulators can be fully automatic, with the Processes in the individual devices by means of a control device 32nd be coordinated with each other.
- the individual facilities are via signal and Control lines 33 connected to the controller 32.
- the device 12 When starting the device 11 for the production of composite insulators 1 is a rod 14 in the feed direction 31 through the open drive rollers 34 of the Feed device 13 in the spray head 35 of the device 12 for applying the Material of the shield shell introduced.
- the device 12 is in the present Embodiment an extruder.
- the material 36 from which the screen covers. 3 are molded in the present embodiment an HTV silicone rubber. He is as a band of a supply roll in a known manner by a rotating Worm 37 drawn into the extruder 39 and annular by a rod 14 surrounding nozzle in the spray head 35 and in evenly thick layer on the rod 14 applied.
- the application of the material 36 for the screen cover 3 occurs evenly, the drive 40 of the screw 37 via a synchronization controller 41 connected to the feed device 13 of the rod 14.
- the screen cover 3 well on the core 102 of the still to be produced Composite insulator 101 adheres is in a device 42, in the present Embodiment of the feed device 13 is connected upstream and the rod 14th goes through, applied an adhesive. Furthermore, a length measuring device 43 provided, which rests with a Tastrad 44 on the surface of the rod 14. With the length measuring device 43, the feed of the rod 14 is monitored, the length of the Cores 2 and 102 and the distances of the screens measured from each other and the Separator 18 and the order of the material of the screen covers 3 controlled.
- the rod 14 is inserted so far into the spray head 35 that its front page with the outlet opening of the annular nozzle, not shown here matches. Then it will be the feed device 13 is turned on, the extruder 12, the means for Applying the material 36 of the screen covers 3, but not yet. Only when the staff 14, which is from now on the future core of a new composite insulator to the the by the attachment of the valve predetermined length 8, section A in Figure 1, from the spray head 35 is exited, the extruder 12 is turned on and the Material 36 applied to form a screen cover 3. This is the first coat 4 formed. After the predetermined by the controller 32 length through the length measuring device 43 has been detected, the feed of the rod 14th stopped. Section B of the composite insulator is thus made.
- the screw 37 continues to promote the Material 36 for forming the screen cover 3 in the area C. This swells the extrudate 45 from the application nozzle concentrically around the rod 14. After the time is the Promotion of the extrudate 45 stopped and formed from a screen 5.
- a mold 15 For shaping a screen 5, a mold 15 is used. It consists of two Halves 46 and 47, wherein the first half 46 directly to the front of the Spray head 35 is arranged, at which the rod 14 exits.
- the second mold half 47 is, seen in the transport direction 31 of the rod 14, behind the first mold half 46th arranged.
- the two mold halves 46 and 47 are divided in a plane 48 in the is substantially perpendicular to the longitudinal axis 26 of the rod 14, as through the right angle 49 is indicated. While the first mold half 46 fixed to the Spray head 35 is connected, the second mold half 47 along the longitudinal axis 26 of the rod 14 for closing in the direction of the first mold half 46 and to Opening are moved away from her, as indicated by the double arrow 50.
- the second mold half 47 at least once again divided into two halves 51 and 52, wherein the Dividing plane 53 is perpendicular to the first dividing plane 48 and through the Longitudinal axis 26 of the rod 14 goes.
- the division of the mold half 47 allows their Partial halves 51 and 52 substantially radially to the longitudinal axis 26 of the rod 14, ie in to move substantially in the division plane 48, as by the double arrow 54 is hinted at.
- the two halves 51 and 52 of the mold half 47 can by means of a device 55 are opened and closed, as with the double arrow 54th is also indicated. Possible, but not shown here, is also a unfolding the two halves as two wings.
- the device takes over 55 even the opening and closing of the two mold halves 46 and 47 for Shaping the screens.
- the device 55 is connected via a control line 33 with the Control device 32 connected.
- the shape of a screen 5 can also be made so that the mold 15 already is closed when the feed of the rod 14 is stopped. That for the Forming a screen provided extrudate 45 is then in the closed Form promoted. Again, the flow rate of the extrudate from the Control device 32 are preset over time. It is also possible Control of the filling quantity via pressure sensors in the form 15 or on the walls the mold halves 46 and 47, as not shown here.
- the mold half 47 Since the mold half 47 is again divided into two halves 51 and 52, can whose parting line creates a ridge. To avoid this as far as possible by a corresponding shaping of the edges of the partial halves, for example By rounding, the formation of a sharp and thus disturbing ridge avoided become.
- the mold half 47 for shaping the bottom of the Umbrellas be provided so that with the one-piece mold half 46, the top of the Umbrellas can be formed completely burr-free.
- the mold 15 After the shaping of a screen 5, the mold 15 has the screen without Release damage to its surface.
- the mold halves 46 and 47 must be carefully opened, so that the screen surface is not damaged. It can be done this way be that filling the mold 15 by means not shown here pressure sensors is monitored. At a given, the degree of desired filling corresponding pressure, the mold is opened a predetermined gap. This will be First, the mold half 47 in total slowly and in the direction of the longitudinal axis 26th of the rod 14 retracted, for example by about one millimeter, to the pressure to reduce the material and to solve its adhesion to the mold walls.
- the mold is fully opened to release the umbrella and the two Part halves 51 and 52 radially to the longitudinal axis 26, in the direction of arrow 54, pulled apart.
- the screen 5 is lifted from the mold half 46.
- the extruder 12 With switching on the feed device 13 for advancing the rod 14 is at the same time the extruder 12 is turned on, so that the screen 5 without Interruption of the coating of the jacket connects.
- the length of the applied Mantels 4 to the formation of another screen is through the Control device 32 determined. After by the length measuring 43, the predetermined length of the shell 4 has been found, the Feed device 13 stopped and composite insulators with multiple screens the shaping of another screen takes place.
- the extruder 12th is subordinate.
- a thermal treatment of the still soft material of the shield shell 3 so that he required for an insulator obtained mechanical and electrical properties.
- the heating section 16 is a continuous furnace in the present embodiment.
- the Heat treatment of the raw screen covers is done according to the inventive method with hot air. This is a uniform, a local Overheating avoiding heating of the screen covers ensured.
- the hot air is generated by means of a blower 56 with a downstream heater 57 and blown evenly into the continuous furnace 16.
- the temperature and the Air flow rate are controlled by the controller 32.
- the length of the Continuous furnace 16 and the thermal treatment of the screen cover are on the Material of the screen and the feed rate of the rod 14 tuned.
- the order is via the controller 32 of the material 36 of the screen cover 3 is stopped while the advancement of the rod 14 continues.
- the order of the Material of the shield shell remains interrupted until the Length measuring device 43 has determined that the rod 14 by such a distance has been advanced, which corresponds to the length used to attach the fittings on the just finished with the screen cover and the subsequent, still composite insulator to be produced is required.
- the thickness of the Saw blade of the separator 18 taken into account. After that, the application of the Material for the shield shell of the following composite insulator again added.
- two finished composite insulators 1 are already on the transport device 17 accumulated.
- the Separator 18 At the transport device 17 is the Separator 18 at such a distance from its beginning, the guide roller 59, arranged that in addition to two completely finished composite insulators 1 also still at least one already fully cured screen 5 one more composite insulator 101 to be finished rests on the conveyor belt 58. Thereby becomes a good support of the still to be finished composite insulator 101 reached.
- the separator 18 is with respect to the length of the produced Composite insulators can be moved into appropriate positions, as with the double arrow 60 is indicated. For this purpose, the separator 18, for example, with rollers 61 be slidably suspended on a suspension rail 62.
- the separator 18 After a Positioning by the length measuring device 43 from the controller 32 at directs a location of the transport device 17, where on the conveyor belt 58 the Separation point 10 between two composite insulators 1 is located, for separating at the Cut point 10 delivered and retracted after the separation process again, such as indicated by the double arrow 63.
- the separation of the finished Composite insulators occur whenever a screen is being formed and the Feed device 13 of the rod 14 is.
- the separator 18 fixed with a the Verbundisolator 1 undeliverable gripper 64 the end 7 of the separated Composite insulator during the separation process. From the still continuous bar 14, the core 2 of the insulator 1 is separated with a saw 65. After this Separation process, the gripper 64 is opened and withdrawn and the Separator 18 returns to its original position.
- the severed Composite insulator 1 can now be removed for further processing or will when restarting the transport device 17 to a not shown here Transported collection point.
- the formation of the rod 14 can be chosen so that each glued rod only as long as the core of a composite insulator. That would be each splice at the same time again a separation point 10 and no core would be a Clipping site included.
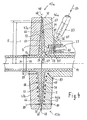
- the mold 15a is closed and consists of the mold half 46a, in front of here Not shown spray head is arranged, and the mold half 47a.
- the two Mold halves 46a and 47a are divided in the dividing plane 48 perpendicular to the Longitudinal axis 26 of the rod 14 is, as indicated by the right angle 49.
- the dividing plane 48 simultaneously forms the bottom 66 of the screen 5.
- Die Top 67 of the screen 5 lies in the mold half 46a.
- the shaping of the screen 5 is already completed. In front of the screen 5 extends on the rod 14 of the Sheath 4 of the screen cover 3.
- a ridge formed by the parting line 68 of the two mold halves 46a and 47a is prevented by the following measures: Dosing of the extrudate to form a screen is done so that the Shaping a screen 5 provided molding space 69 of the mold 15 a not to Dividing line 68 is filled. The radial extent R of the mold space 69 is greater than the actually achieved radius r of the screen 5. The parting line 68 is in Edge region 70 of the screen 5 is not closed.
- the parting line 68 between the Both mold halves 46a and 47a can be either on the entire circumference of the mold 15a be open, so that the two mold halves are spaced from each other, or the two mold halves abut each other, but point radially directed, on the Circumferentially distributed grooves, which form channels in closed form to Escape of the air from the mold cavity 69 during molding of the screen. 5
- the shaping surface 72 of the mold half 47 a, the bottom 66 of the Shade forms 5, is smooth in the present embodiment. She can, too concentric be wavy or ribbed. This creates umbrellas with larger Creepage distance. With umbrellas designed in this way, there are fewer compared to smooth umbrellas Umbrellas required per insulator.
- the central opening 73 in the mold half 47 a, with the jacket 4 coated core 102 has a larger diameter than 74 Diameter 75 of the core 102 with jacket 4.
- the difference should be about 0.5 mm be.
- the air poppet valves 77 in the mold halves be provided. They are preferred to be arranged in the areas of the mold, in due to the difficult access to air, the risk of sticking the Screen surface is largest, as in the area of the screen root.
- the present Embodiment is in the mold half 46a a poppet valve in the region of Umbrella root 78 arranged.
- the plate 79 of the valve 77 is flush with the forming surfaces 71 of Mold half 46a from.
- the valve disk 79 is acted upon by a valve stem 80
- Spring 81 is pulled into the valve seat 82.
- the force of the springs 81 is set so that upon reaching a certain negative pressure, which occurs when opening the mold, the plate 79th of the valve 77 lifts off the valve seat 82.
- the negative pressure is set so that a Deformation of the screen 5 is avoided. In addition to the inflow of air presses the plate 79 on the screen surface and lifts them from the forming surfaces 71 off.
- the detachment of the screen 5 from the mold walls can additionally by the supply be supported by compressed air 84 by means of the nozzle 83.
- the nozzle 83 with set their conical mouthpiece 85 in the funnel-shaped adapter 86, the over a channel 87 is connected to the poppet valve 77 and above the valve disk 79 opens. If the compressed air supply 84 is initiated, the valve plate 79 is against the Stressed by the spring 81 from the valve seat 82 and gives the supply of air in the Shaping room 69 free.
- a short-term compressed air supply can also be on the verge of opening the form. This releases the screen surface at the critical points even before opening the two mold halves of the mold walls.
- a mold 15b shown below the longitudinal axis 26 of the rod 14 is another possible embodiment a mold 15b shown. With the shape 15 a matching features are with the same reference numerals.
- the two mold halves 46b and 47b with a heater for thermal treatment the material of the umbrella cover equipped.
- the mold halves 46b and 47b are in at certain distances from each other heating wires 88 inserted, which have connections 89 are connected to a not shown, controllable current source.
- the current and the time can be a predetermined temperature and thus a predetermined state of the material of the shielding shell can be achieved.
- the final thermal treatment would then be in take a continuous furnace.
- the last-described embodiment of a mold may additionally, as here not shown and described, with the previously described embodiment with The valves are combined for the supply of air.
Landscapes
- Insulating Bodies (AREA)
- Insulators (AREA)
Claims (33)
- Procédé de fabrication d'isolateurs composites, dans lequel un noyau en matériau composite en forme de barreau ou de tube déplacé dans sa direction longitudinale est revêtu d'une gaine isolante formée d'un matériau à propriétés isolantes dans une installation pour l'application du matériau, au moins une ailette étant formée à partir dudit matériau,
caractérisé par le fait que pour le façonnage de l'ailette, on stoppée l'avance du noyau, qu'on façonne une ailette annulaire à l'aide d'un moule approché du noyau derrière l'installation d'application du matériau des gaines isolantes, vu dans la direction de transport, qu'après le façonnage de l'ailette on reprend l'avance du noyau et on poursuit l'application du matériau de gaine isolante sur le noyau et qu'on n'interrompt pas l'application du matériau de la gaine isolante sur le noyau avant que la gaine isolante soit entièrement fabriquée. - Procédé selon la revendication 1, caractérisé par le fait que le moule pour le façonnage des ailettes coupé essentiellement dans un plan perpendiculaire à l'axe longitudinal du noyau, pour éviter la formation de bavures n'est pas rempli entièrement jusqu'au plan de joint avec le matériau de la gaine isolante.
- Procédé selon la revendication 1 ou 2, caractérisé par le fait que pour réduire l'adhérence du matériau de la gaine isolante sur les parois de moule on utilise un matériau avec une plasticité de William élevée.
- Procédé selon la revendication 1 ou 2, caractérisé par le fait que pour réduire l'adhérence du matériau de la gaine isolante sur les parois de moule on utilise un additif anti-adhérence.
- Procédé selon une des revendications 1 à 4, caractérisé par le fait qu'on surveille le niveau de remplissage de matériau de la gaine isolante dans le moule à l'aide de la pression engendrée par le matériau dans le moule et qu'à une pression donnée qui correspond au degré de remplissage souhaité on ouvre le moule avec une largeur d'ouverture prédéterminée.
- Procédé selon une des revendications 1 à 5, caractérisé par le fait qu'on aide le décollement de la surface de l'ailette des parois de moule par injection d'air le long de la surface de l'ailette
- Procédé selon une des revendications 1 à 6, caractérisé par le fait qu'on aide le décollement de la surface de l'ailette des parois de moule en tournant au moins une moitié de moule par rapport à l'autre autour de l'axe longitudinal du noyau.
- Procédé selon une des revendications 1 à 7, caractérisé par le fait qu'au moins la moitié de moule qui, vu dans la direction d'avance du noyau, est placée devant l'autre moitié de moule est subdivisée en sous-moitiés et par le fait que ces sous-moitiés sont ouvertes de manière décalée dans le temps l'une par rapport à l'autre.
- Procédé selon une des revendications 1 à 8, caractérisé par le fait que lors de la fabrication d'un isolateur composite, on interrompt l'application de matériau de la gaine isolante sur le noyau sur une longueur prédéterminée à son début et après la formation de la gaine isolante à son extrémité, et qu'on fixe les accessoires de l'isolateur à ces extrémités.
- Procédé selon une des revendications 1 à 9, caractérisé par le fait qu'un noyau a une longueur qui permet son utilisation pour la fabrication d'au moins deux isolateurs composites.
- Procédé selon une des revendications 1 à 10, caractérisé par le fait qu'on lie un noyau suivant au noyau qui le précède pour former un barreau ou un tube continu de grande longueur aux fins de fabriquer en continu l'un derrière l'autre plusieurs isolateurs composites.
- Procédé selon une des revendications 1 à 11, caractérisé par le fait qu'on soumet à un traitement thermique les parties de gaine isolante terminées de façonnage, après l'application du matériau de la gaine isolante, aux fins d'obtenir les propriétés de matériau requises, pendant qu'on applique sur le noyau le matériau nécessaire au moulage des parties restantes de la gaine isolante ou au moulage de la gaine isolante de l'isolateur composite suivant.
- Procédé selon une des revendications 1 à 11, caractérisé par le fait que les ailettes sont traitées thermiquement dans le moule.
- Procédé selon la revendication 13, caractérisé par le fait que les ailettes sont soumises à prétraitement thermique dans le moule puis subissent séparément un traitement thermique pour la réticulation définitive des ailettes.
- Procédé selon une des revendications 12 ou 14, caractérisé par le fait que le traitement thermique du matériau de la gaine isolante a lieu dans un four continu au moyen d'air chaud.
- Procédé selon une des revendications 12 ou 14, caractérisé par le fait que le traitement thermique du matériau de la gaine isolante a lieu au moyen de micro-ondes.
- Procédé selon une des revendications 10 à 16, caractérisé par le fait qu'au moins un isolateur composite terminé, encore lié par le noyau à l'isolateur composite qui le suit est supporté par un dispositif de transport et qu'ainsi l'isolateur composite suivant est tenu sans support entre le dispositif pour l'application du matériau de la gaine isolante et le dispositif de transport.
- Procédé selon une des revendications 1 à 17, caractérisé par le fait qu'on produit les uns à la suite des autres des isolateurs composites avec un nombre différent d'ailettes.
- Dispositif pour la fabrication d'isolateurs composites comportant un dispositif d'avance pour le noyau en forme de barreau ou de tube, des installations pour l'application du matériau des gaines isolantes sur le noyau et pour le façonnage des ailettes, ainsi qu'une installation de chauffage pour le traitement thermique du matériau, notamment pour la mise en oeuvre du procédé selon une des revendications 1 à 18, caractérisé par le fait que qu'à la suite de l'installation (12) pour l'application du matériau (36) des gaines isolantes (3) est disposé un moule (15, 15a, 15b) pour le façonnage d'au moins une ailette annulaire (5) à partir du matériau des gaines isolantes.
- Dispositif selon la revendication 19, caractérisé par le fait que le moule (15, 15a, 15b) pour le façonnage d'une ailette (5) peut être divisé en deux moitiés (46, 47 ; 46a, 47a, 46b, 47b) dans un premier plan (48), perpendiculaire (49) à l'axe longitudinal (26) du noyau (102) de l'isolateur composite (101) à fabriquer.
- Dispositif selon la revendication 20, caractérisé par le fait que la première moitié (46, 46a, 46b) du moule (15, 15a, 15b), vu dans la direction d'avance (31) du noyau (102) de l'isolateur composite (101) à fabriquer, est disposée directement à l'embouchure de l'installation (12) pour l'application du matériau (36) de la gaine isolante (3).
- Dispositif selon la revendication 20 ou 21, caractérisé par le fait que la seconde moitié (47) du moule (15), vu dans la direction d'avance (31) du noyau (102) de l'isolateur composite (101) à fabriquer peut être divisée dans un deuxième plan (53), que le deuxième plan (53) est essentiellement perpendiculaire au premier plan (48) et que les sous-moitiés de moule (51, 52) de la moitié de moule (47) peuvent être déplacées essentiellement axialement (50) et radialement (54) par rapport à l'axe longitudinal (26) du noyau (102).
- Dispositif selon une des revendications 19 à 22, caractérisé par le fait que l'extension radiale (R) de la chambre de moule (69) dans le moule (15, 15a, 15b) est supérieure au rayon (r) des ailettes (5) moulées.
- Dispositif selon une des revendications 19 à 23, caractérisé par le fait qu'un poste de chauffage (16) est disposé derrière l'installation (12) pour l'application du matériau (36) des gaines isolantes (3) pour le traitement thermique du matériau.
- Dispositif selon la revendication 24, caractérisé par le fait que le poste de chauffage (16) comprend une soufflante de circulation d'air chaud (56, 57).
- Dispositif selon la revendication 24, caractérisé par le fait que le poste de chauffage (16) comprend une source de rayonnement à forte énergie, de préférence des micro-ondes.
- Dispositif selon une des revendications 19 à 26, caractérisé par le fait que le moule (15b) pour le formage des ailettes (5) comporte un dispositif de chauffage (85, 86), au moins pour le prétraitement thermique du matériau (36) d'une gaine isolante (3).
- Dispositif selon une des revendications 19 à 27, caractérisé par le fait qu'en amont de l'installation (12) pour l'application du matériau (36) des gaines isolantes (3) est placée une installation (21) pour assembler entre eux des tronçons (19) en un barreau (14) ou un tube de grande longueur qui peut être introduit dans le l'installation (12) et par le fait que les noyaux (102) des isolateurs composites (101) à fabriquer peuvent être façonnés à la longueur nécessaire à partir du barreau (14).
- Dispositif selon une des revendications 19 à 28, caractérisé par le fait que l'installation (12) pour l'application du matériau (36) des gaines isolantes (3) coopère avec un appareil de mesure de longueurs (43) sur le barreau (40) ou sur le tube et par le fait que l'application du matériau (36) pour la formation des gaines isolantes (3) peut être commandée en fonction de l'avance (31) du barreau (14) ou du tube.
- Dispositif selon la revendication 29, caractérisé par le fait que l'installation (12) pour l'application du matériau (36) pour la formation des gaines isolantes (3) est commandée en fonction de l'avance (31) du barreau (14) ou du tube de telle sorte que les parties d'extrémité (6, 7, ; 106) des isolateurs composites (1, 101) restent libres de gaine isolante (3) sur une longueur prédéterminée (8, 9 ; 108) pour le raccordement des accessoires de fixation.
- Dispositif selon la revendication 29, caractérisé par le fait que la vitesse d'avance (31) du barreau (14) ou du tube peut être contrôlée de telle sorte que les parties d'extrémité (6, 7, ; 106) des isolateurs composites (1, 101) restent libres de gaine isolante (3) sur une longueur prédéterminée (8, 9 ; 108) pour le raccordement des accessoires de fixation.
- Dispositif selon une des revendications 28 à 31, caractérisé par le fait qu'à la suite de l'installation (12) pour l'application du matériau (36) des gaine isolante (3) est placée une installation de tronçonnage (18) pour séparer les isolateurs composites (1) terminés de longueur prédéfinie, et par le fait que l'installation de tronçonnage (18) coopère avec le dispositif de mesure de longueur (43) pour mesurer la longueur sur le barreau (14) ou le tube amené.
- Dispositif selon une des revendications 19 à 22, caractérisé par le fait qu'il est prévu un dispositif de transport (17) à l'aide duquel les isolateurs composites (1) terminés peuvent être transportés en reposant sur la périphérie de leurs ailettes (3) et par le fait que le dispositif de transport (17) est disposé à une distance de l'installation (12) pour l'application du matériau (36) des gaines isolantes (3) et le cas échéant du poste de chauffage (16) telle, que les isolateurs composites (101) puissent être transportés sans support en reposant sur les gaines isolantes (3) non encore réticulées.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19858215A DE19858215C2 (de) | 1998-12-17 | 1998-12-17 | Verfahren und Vorrichtung zur Herstellung von Verbundisolatoren |
| DE19858215 | 1998-12-17 | ||
| PCT/EP1999/009639 WO2000036615A1 (fr) | 1998-12-17 | 1999-12-08 | Procede et dispositif de fabrication d'isolateurs composites |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1147525A1 EP1147525A1 (fr) | 2001-10-24 |
| EP1147525B1 true EP1147525B1 (fr) | 2005-04-27 |
Family
ID=7891391
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99968343A Expired - Lifetime EP1147525B1 (fr) | 1998-12-17 | 1999-12-08 | Procede et dispositif de fabrication d'isolateurs composites |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1147525B1 (fr) |
| AT (1) | ATE294446T1 (fr) |
| DE (2) | DE19858215C2 (fr) |
| ES (1) | ES2242445T3 (fr) |
| WO (1) | WO2000036615A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008009333A1 (de) | 2008-02-14 | 2009-08-20 | Lapp Insulator Gmbh & Co. Kg | Feldgesteuerter Verbundisolator |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR0114638A (pt) * | 2000-10-13 | 2004-02-10 | Lapp Insulator Gmbh & Co Kg | Produção de isoladores compostos por injeção de anteparos individuais em uma haste |
| DE10062870A1 (de) * | 2000-10-13 | 2002-04-18 | Ceramtec Ag | Herstellung von Verbundisolatoren durch Anspritzen von Einzelschirmen an einen Strunk |
| DE10132375A1 (de) * | 2001-07-07 | 2003-01-16 | Trench Germany Gmbh | Verfahren und Vorrichtung zur Herstellung eines elektrischen Kunststoffisolators |
| DE102009051155A1 (de) * | 2009-10-29 | 2011-05-05 | Verfahrenstechnik Hübers GmbH | Vorrichtung zum Herstellen von Kunststoff-Verbundformkörpern und damit hergestellter Formkörper |
| DE102011088248A1 (de) | 2011-12-12 | 2013-06-13 | Wacker Chemie Ag | Verfahren zur Herstellung von Verbundisolatoren |
| CN116118115A (zh) * | 2022-11-17 | 2023-05-16 | 江西红星瓷业有限公司 | 一种具有定位结构的绝缘子成型模具 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4312123A (en) * | 1979-03-12 | 1982-01-26 | Interpace Corporation | Methods of making high voltage electrical insulators and oil-less bushings |
| US5223190A (en) * | 1991-02-01 | 1993-06-29 | Pirelli Cavi S.P.A. | Apparatus and method to make composite insulators for electric overhead lines |
| JP2804451B2 (ja) * | 1995-03-23 | 1998-09-24 | 日本碍子株式会社 | 複合碍子製造用圧縮成形金型 |
| DE19629796C5 (de) * | 1996-07-24 | 2004-12-16 | Lapp Insulator Gmbh & Co. Kg | Kunststoffverbundisolator mit spiralförmigem Schirm und Verfahren zu seiner Herstellung |
-
1998
- 1998-12-17 DE DE19858215A patent/DE19858215C2/de not_active Expired - Fee Related
-
1999
- 1999-12-08 ES ES99968343T patent/ES2242445T3/es not_active Expired - Lifetime
- 1999-12-08 WO PCT/EP1999/009639 patent/WO2000036615A1/fr active IP Right Grant
- 1999-12-08 EP EP99968343A patent/EP1147525B1/fr not_active Expired - Lifetime
- 1999-12-08 AT AT99968343T patent/ATE294446T1/de active
- 1999-12-08 DE DE59911995T patent/DE59911995D1/de not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008009333A1 (de) | 2008-02-14 | 2009-08-20 | Lapp Insulator Gmbh & Co. Kg | Feldgesteuerter Verbundisolator |
| DE202009018686U1 (de) | 2008-02-14 | 2012-11-06 | Lapp Insulators Gmbh | Feldgesteuerter Verbundisolator |
| US8637769B2 (en) | 2008-02-14 | 2014-01-28 | Lapp Insulators Gmbh | Field-controlled composite insulator and method for producing the composite insulator |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE294446T1 (de) | 2005-05-15 |
| WO2000036615A1 (fr) | 2000-06-22 |
| DE19858215A1 (de) | 2000-06-21 |
| ES2242445T3 (es) | 2005-11-01 |
| DE19858215C2 (de) | 2003-07-24 |
| DE59911995D1 (de) | 2005-06-02 |
| EP1147525A1 (fr) | 2001-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0995579B1 (fr) | Procédé de production en continu d'un tube composite avec manchon, et appareil pour la mise en oeuvre du procédé | |
| EP2247434A1 (fr) | Procédé et dispositif de production de profilés en plastique renforcés par des fibres | |
| DE102008051121B4 (de) | Vorrichtung und Verfahren zum Drapieren und Vorformen gekrümmter Profilstrukturteile aus Fasergewirken | |
| DE3874271T2 (de) | Verfahren und einrichtung zur herstellung von mehrschicht-schlaeuchen. | |
| DE10360471B4 (de) | Verfahren und Vorrichtung zum Aufbringen einer Verstärkung auf ein Kunststoffrohr durch ein Wickelschweißverfahren | |
| EP1897672B2 (fr) | Procédé et dispositif destinés à la fabrication de préformes en matière plastique en forme de bande | |
| EP0328096A1 (fr) | Procédé et appareil pour le moulage par compression de corps en matière thermoplastique | |
| EP1147525B1 (fr) | Procede et dispositif de fabrication d'isolateurs composites | |
| DE1504623A1 (de) | Vorrichtung zur Herstellung von Schichtmaterialien | |
| DE2855076C3 (de) | Verfahren und Vorrichtung zum Herstellen von rohrförmigen Gehäusen oder Hüllen aus thermoplastischem, heißschrumpfbarem Material | |
| DE1175421B (de) | Verfahren und Vorrichtung zum Herstellen von Hohlprofilen aus thermoplastischem Kunststoff | |
| DE69819021T2 (de) | Verfahren und apparat zur herstellung eines elektrischen isolators | |
| CH625994A5 (en) | Process and device for producing mouldings, in particular pipe bends, from pipes of thermoplastic foam | |
| DE19612196C2 (de) | Verfahren und Vorrichtung zur Herstellung von Verbundwerkstoffisolatoren | |
| EP1415308B1 (fr) | Production d'isolateurs composites par moulage par injection de differents ecrans sur un fut | |
| DE2556605A1 (de) | Verfahren und vorrichtung zur formung von faserfilzen | |
| DE19944513C1 (de) | Verfahren zur Herstellung eines Hochspannungsisolators, Hochspannungsisolator sowie Vorrichtung zur Durchführung eines solchen Verfahrens | |
| DE3781912T2 (de) | Verfahren zur herstellung eines verbundrohres und vorrichtung zur durchfuehrung des verfahrens. | |
| EP0891510B1 (fr) | Procede de production d'un element de robinetterie pour tubes, en materiau thermosoudable | |
| DE102016110323B4 (de) | Fasertemperiereinrichtung, Faserappliziervorrichtung, Faserlegeanlage sowie Verfahren zum Temperieren | |
| DE102013007530A1 (de) | Herstellung eines doppellagigen Wellrohres mit Rohrmuffe | |
| WO2002081178A1 (fr) | Dispositif de realisation de tubes ondules a double paroi | |
| EP1429905B1 (fr) | Revetement de pistes conductrices | |
| DE1255292B (de) | Vorrichtung zum Verformen eines Rohres aus Kunststoff | |
| EP1985433B1 (fr) | Procédé de fabrication de profilés en plastique tubulaires |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20010717 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: LAPP INSULATOR GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050427 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050427 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59911995 Country of ref document: DE Date of ref document: 20050602 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050727 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050727 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ISLER & PEDRAZZINI AG |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: LAPP INSULATOR GMBH & CO. KG |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: ERR Free format text: NOTIFICATION HAS NOW BEEN RECEIVED FROM THE EUROPEAN PATENT OFFICE THAT THE CORRECT NAME OF THE APPLICANT/PROPRIETOR IS: LAPP INSULATOR GMBH & CO. KG THIS CORRECTION WILL BE PUBLISHED IN THE EUROPEAN PATENT BULLETIN 05/35 DATED 20050831. |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051010 |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: LAPP INSULATOR GMBH & CO. KG Effective date: 20050831 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2242445 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051231 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051231 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20060130 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: ISLER & PEDRAZZINI AG;POSTFACH 1772;8027 ZUERICH (CH) |
|
| BERE | Be: lapsed |
Owner name: *LAPP INSULATOR G.M.B.H. & CO. K.G. Effective date: 20051231 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: LAPP INSULATORS GMBH Free format text: LAPP INSULATOR GMBH & CO. KG#BAHNHOFSTRASSE 5#95632 WUNSIEDEL (DE) -TRANSFER TO- LAPP INSULATORS GMBH#BAHNHOFSTRASSE 5#95632 WUNSIEDEL (DE) |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20181213 Year of fee payment: 20 Ref country code: SE Payment date: 20181219 Year of fee payment: 20 Ref country code: DE Payment date: 20181220 Year of fee payment: 20 Ref country code: IE Payment date: 20181214 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20181219 Year of fee payment: 20 Ref country code: FR Payment date: 20181218 Year of fee payment: 20 Ref country code: IT Payment date: 20181218 Year of fee payment: 20 Ref country code: GB Payment date: 20181219 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20190121 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59911995 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20191207 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 294446 Country of ref document: AT Kind code of ref document: T Effective date: 20191208 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20191207 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MK9A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20191208 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20201002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20191209 |