EP1146132A1 - Hot-dip galvanized steel sheet having high strength and also being excellent in formability and galvanizing property - Google Patents
Hot-dip galvanized steel sheet having high strength and also being excellent in formability and galvanizing property Download PDFInfo
- Publication number
- EP1146132A1 EP1146132A1 EP00966468A EP00966468A EP1146132A1 EP 1146132 A1 EP1146132 A1 EP 1146132A1 EP 00966468 A EP00966468 A EP 00966468A EP 00966468 A EP00966468 A EP 00966468A EP 1146132 A1 EP1146132 A1 EP 1146132A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- weight
- less
- hot
- steel sheet
- galvanizability
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005246 galvanizing Methods 0.000 title claims abstract description 51
- 229910001335 Galvanized steel Inorganic materials 0.000 title description 7
- 239000008397 galvanized steel Substances 0.000 title description 7
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 83
- 239000010959 steel Substances 0.000 claims abstract description 83
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 31
- 238000004519 manufacturing process Methods 0.000 claims abstract description 25
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 11
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 11
- 229910052720 vanadium Inorganic materials 0.000 claims abstract description 10
- 239000012535 impurity Substances 0.000 claims abstract description 6
- 229910052751 metal Inorganic materials 0.000 claims abstract description 4
- 239000002184 metal Substances 0.000 claims abstract description 4
- 238000010438 heat treatment Methods 0.000 claims description 74
- 238000001816 cooling Methods 0.000 claims description 40
- 238000000034 method Methods 0.000 claims description 23
- 238000005244 galvannealing Methods 0.000 claims description 16
- 238000005097 cold rolling Methods 0.000 claims description 10
- 238000005098 hot rolling Methods 0.000 claims description 9
- 229910052802 copper Inorganic materials 0.000 claims description 7
- 229910052759 nickel Inorganic materials 0.000 claims description 6
- 239000011572 manganese Substances 0.000 description 30
- 230000008569 process Effects 0.000 description 18
- 229910000734 martensite Inorganic materials 0.000 description 17
- 229910052799 carbon Inorganic materials 0.000 description 15
- 239000000203 mixture Substances 0.000 description 15
- 230000003247 decreasing effect Effects 0.000 description 14
- 238000005554 pickling Methods 0.000 description 14
- 229910052748 manganese Inorganic materials 0.000 description 12
- 238000005096 rolling process Methods 0.000 description 12
- 229910001566 austenite Inorganic materials 0.000 description 9
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 8
- 239000010955 niobium Substances 0.000 description 8
- 239000010936 titanium Substances 0.000 description 8
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 7
- 238000000137 annealing Methods 0.000 description 7
- 230000007547 defect Effects 0.000 description 7
- 238000002474 experimental method Methods 0.000 description 7
- 229910052710 silicon Inorganic materials 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 238000007654 immersion Methods 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 229910052804 chromium Inorganic materials 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 5
- 229910052698 phosphorus Inorganic materials 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 4
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 4
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 4
- 229910001563 bainite Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 150000001247 metal acetylides Chemical class 0.000 description 4
- 229910052750 molybdenum Inorganic materials 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 229910052757 nitrogen Inorganic materials 0.000 description 4
- 239000011574 phosphorus Substances 0.000 description 4
- 239000002244 precipitate Substances 0.000 description 4
- 230000000717 retained effect Effects 0.000 description 4
- 239000010703 silicon Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 229910052717 sulfur Inorganic materials 0.000 description 4
- 239000011593 sulfur Substances 0.000 description 4
- 229910018137 Al-Zn Inorganic materials 0.000 description 3
- 229910018573 Al—Zn Inorganic materials 0.000 description 3
- -1 TiC Chemical class 0.000 description 3
- 238000005275 alloying Methods 0.000 description 3
- 239000011575 calcium Substances 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000003679 aging effect Effects 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 229910001567 cementite Inorganic materials 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 239000011259 mixed solution Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- OXNIZHLAWKMVMX-UHFFFAOYSA-N picric acid Chemical compound OC1=C([N+]([O-])=O)C=C([N+]([O-])=O)C=C1[N+]([O-])=O OXNIZHLAWKMVMX-UHFFFAOYSA-N 0.000 description 1
- 238000004881 precipitation hardening Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- HRZFUMHJMZEROT-UHFFFAOYSA-L sodium disulfite Chemical compound [Na+].[Na+].[O-]S(=O)S([O-])(=O)=O HRZFUMHJMZEROT-UHFFFAOYSA-L 0.000 description 1
- 235000010262 sodium metabisulphite Nutrition 0.000 description 1
- 238000009628 steelmaking Methods 0.000 description 1
- 238000007669 thermal treatment Methods 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/024—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by cleaning or etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0278—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular surface treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0478—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing involving a particular surface treatment
Definitions
- the present invention relates to a method for producing hot-dip galvanized high-strength steel sheets (including hot-dip galvannealed high-strength steel sheets) which are suitable for use as automotive inner panels, outer panels, etc.
- the steel sheet In order to produce a hot-dip galvanized high-strength steel sheet, the steel sheet must have superior galvanizability and must have the desired strength and workability after the steel sheet passes through a molten zinc bath, or after the steel sheet is further subjected to galvannealing.
- solid solution hardening elements such as Mn, Si, and P
- precipitation hardening elements such as Ti, Nb, and V
- a steel sheet with a complex structure in which a ferrite matrix contains a low-temperature transformed phase having martensite as a principal phase (also including retained austenite), is known.
- the steel sheet with this complex structure has non-aging properties at room temperature and a low yield ratio, and has superior workability and superior bake hardenability after working.
- the steel sheet with a complex structure is produced by heating at temperatures in the ferrite and austenite ( ⁇ + ⁇ ) two-phase region, followed by quenching by water-cooling, gas-cooling, or the like.
- Temper softening easily occurs as the amounts of alloying elements, such as Mn and Si, are decreased. On the other hand, when the amounts of such alloying elements are increased, hot-dip galvanizability is decreased. Ultimately, in the steel sheet with a complex structure, since martensite is tempered in the galvanizing process, it has been difficult to make workability and high strength, which are characteristics thereof, compatible with each other and also to develop satisfactory galvanizability, using the conventional techniques.
- PCT/JP99/04385 is an invention relating to a high-strength steel sheet to which Mo and Cr have been added, which are significantly important in producing a dual-phase galvanized steel sheet with a complex structure in which the matrix ferrite contains the low-temperature transformed phase having martensite as the principal phase.
- Mo and Cr are very expensive elements and are constituents which are too costly for the production of general-purpose, inexpensive galvanized steel sheet to which the present invention is directed.
- Mo is added to the material containing a large amount of Mn in order to produce a more favorably dual-phase sheet steel with a complex structure, if Mo is added, the thickness of a band-like structure in the steel sheet is increased.
- high-temperature annealing is absolutely necessary.
- the high-temperature heating is effective for galvanizability when double heating is performed, the high-temperature heating acts adversely when single heating is performed, and thus it is not necessarily a condition suitable for to reconciling the two processes.
- PCT/JP00/02547 relates to a galvanized steel sheet with a complex structure to which 1.0% to 3.0% of Mn and 0.3% to 1.8% of Si are added, and which contains the retained austenite phase and the tempered martensite phase which are very important in improving the strength-elongation balance.
- a primary heating-cooling process and a secondary heating-cooling process must be combined.
- quenching treatment must be performed rapidly at a cooling rate of 10°C/s or more, down to the Ms temperature or less, resulting in processing difficulties.
- at least one other heating-cooling process must be performed before the CGL line.
- the present inventors have made every effort to carry out research to solve the problems described above and have discovered a hot-dip galvanized high-strength steel sheet having superior workability and galvanizability even if Mo and Cr are not added, and even if the retained austenite phase and the tempered martensite phase are not contained, as well as a method for producing the same, thus achieving the present invention.
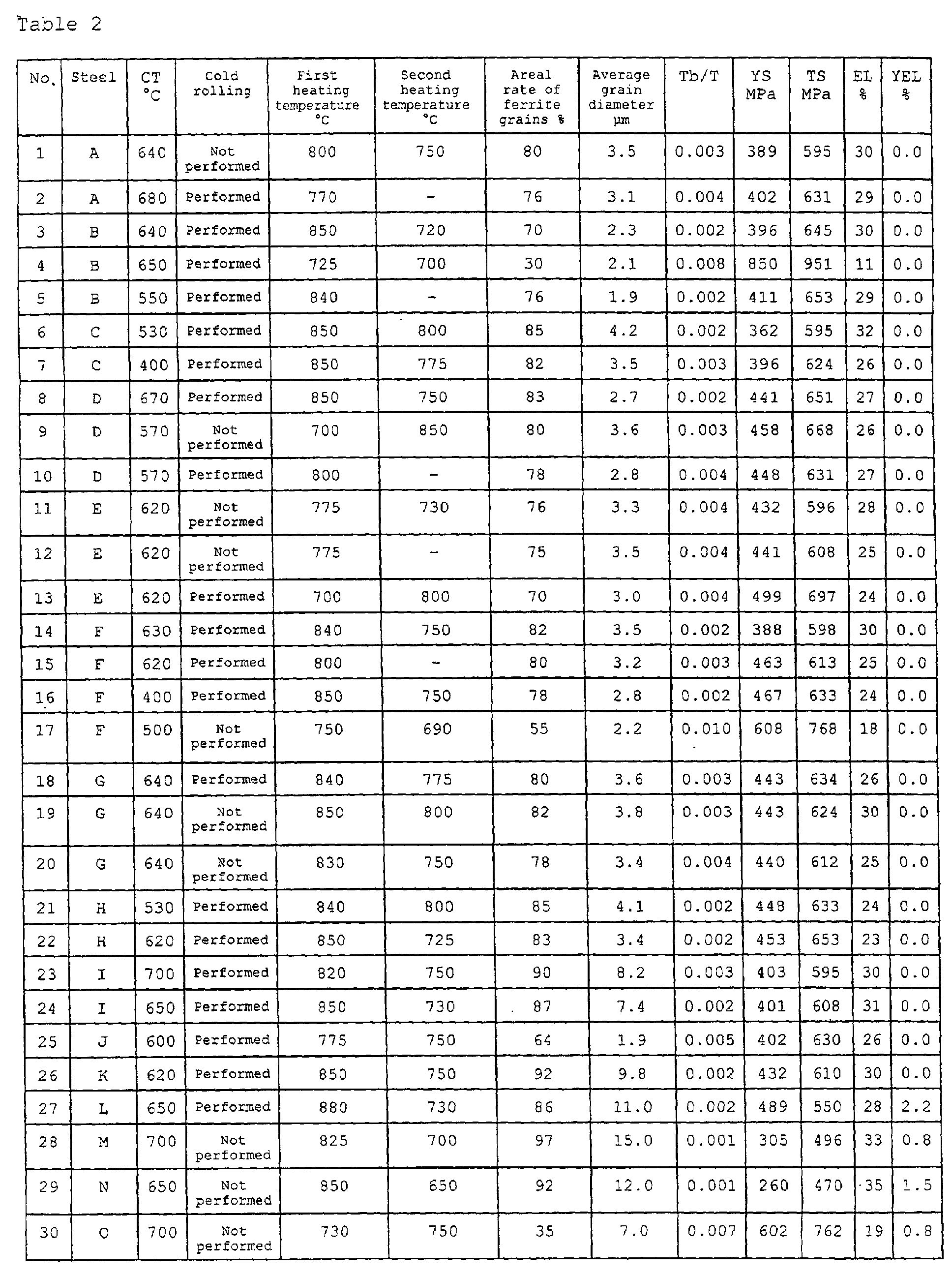
- a sheet bar having a thickness of 30 mm and the chemical composition including 0.08% by weight of C, 0.01% by weight of Si, 1.9% by weight of Mn, 0.011% by weight of P, 0.002% by weight of S, 0.04% by weight of Al, 0.0022% by weight of N, 0.02% by weight of Ti, and 0.05% by weight of Nb was heated to 1,200°C and rolled by a 5-pass hot rolling to produce a hot-rolled sheet with a thickness of 2.8 mm. Next, heat treatment was performed for 1 hour at 400°C or 650°C, which corresponded to treatment at a coiling temperature (CT).
- CT coiling temperature
- Pickling treatment was then performed, followed by cold rolling to produce a cold-rolled sheet with a thickness of 1.4 mm, which was held while being heated at 700°C to 850°C for 1 minute, and was cooled to 500°C at a rate of 10°C/s.
- Galvanizing was performed, followed by holding for 40 s, and galvannealing was performed by heating to 550°C at a rate of 10°C/s, immediately followed by cooling to room temperature at a rate of 10°C/s. Temper rolling was then performed with a rolling reduction of 1.0%.
- tensile characteristics (TS, YS, and El) were measured using JIS No. 5 test pieces for tensile testing, and galvanizability was also investigated.
- the surfaces were visually inspected, using the following criteria.
- Galvanizing was performed, followed by holding for 40 s, and galvannealing was performed by heating to 550°C at a rate of 10°C/s, immediately followed by cooling to room temperature at a rate of 10°C/s. Temper rolling was then performed with a rolling reduction of 1.0%.
- compositions are shown in percent by mass.
- Carbon is one of the important, basic elements constituting a steel, and in particular, in the present invention, carbon precipitates carbides of Ti, Nb, and V, thus increasing strength, and also improves strength via the bainite phase and the martensite phase which are generated at low temperatures. If the carbon content is less than 0.01% by weight, the precipitates, as well as the bainite phase and the martensite phase, are not easily generated. If the carbon content exceeds 0.20% by weight, spot weldability is decreased. Therefore, the carbon content is set in the range of 0.01% to 0.20% by weight. Additionally, the carbon content is preferably set at 0.03% to 0.15% by weight.
- silicon is an element which improves workability, such as elongation, by decreasing the amount of a solid solution of carbon in the ⁇ phase, if the silicon content exceeds 1.0% by weight, spot weldability and galvanizability are decreased, and thus the upper limit is set at 1.0% by weight. Additionally, the silicon content is preferably set at 0.5% by weight or less. Since it is expensive to limit the silicon content to less than 0.005% by weight, preferably, the lower limit is set at 0.005% by weight.
- Manganese is one of the important components in the present invention; it is an element which suppresses the transformation in the complex structure and stabilizes the ⁇ phase. However, if the manganese content is 1.5% by weight or less, the effect thereof is not exhibited, and if the manganese content exceeds 3.0% by weight, spot weldability and galvanizability are significantly impaired. Therefore, manganese is added in the range of more than 1.5% to 3.0% by weight, and preferably, in the range of 1.6% to 2.5% by weight.
- the upper limit is set at 0.10% by weight.
- the phosphorus content is preferably limited to 0.05% by weight or less. Since it is expensive to limit the phosphorus content to less than 0.001% by weight, the lower limit is preferably set at 0.001% by weight.
- the sulfur content is preferably decreased as much as possible. Therefore, in the present invention, the upper limit is set at 0.05% by weight or less. Additionally, the sulfur content is more preferably limited to 0.010% by weight or less. Since it is expensive to limit the sulfur content to less than 0.0005% by weight, the lower limit is preferably set at 0.0005% by weight.
- Aluminum is an element which acts as a deoxidizing agent in the steel making process and which is effective in pinning N, which causes strain aging, as AlN.
- the aluminum content since the aluminum content exceeding 0.10% by weight results in an increase in production costs, the aluminum content must be limited to 0.10% by weight or less. Additionally, the aluminum content is preferably set at 0.050% by weight. If the aluminum content is less than 0.005% by weight, sufficient deoxidation cannot be performed, and thus the lower limit is preferably set at 0.005% by weight.
- the nitrogen content must be limited to 0.010% by weight or less. Additionally, the nitrogen content is preferably set at 0.0050% by weight or less. Since it is expensive to limit the nitrogen content to less than 0.0005% by weight, the lower limit is preferably set at 0.0005% by weight.
- Titanium, niobium, and vanadium form carbides and are effective elements to increase the strength of the steel, and 0.01% to 1.0% by weight of at least one selected from the group consisting of the above elements is added.
- the effects described above can be obtained by the addition of 0.01% by weight or more in total of the above elements, if the content thereof exceeds 1.0% by weight, the cost is increased, and also the amounts of fine precipitates excessively increase, thus suppressing recovery and recrystallization after cold rolling, and also decreasing ductility (elongation). Therefore, the total amount of these elements to be added is set at 0.01% to 1.0% by weight, and preferably at 0.010% to 0.20% by weight.
- Copper and nickel form the second phase, such as martensite, thus being effective elements in increasing the strength of the steel, and are added as necessary.
- the content of Cu and Ni in total is set in the range of 0.010 to 3.0% by weight. Since it is expensive to limit the content of each element to less than 0.005% by weight, the lower limit for each element is preferably set at 0.005% by weight.
- Ca and REM 0.001% to 0.10% by weight
- the content thereof is preferably set at 0.001% by weight or more. However, if the total content exceeds 0.1% by weight, the cost is increased. Therefore, the content of Ca and REM is preferably set in the range of 0.001% to 0.10% by weight or less, and more preferably, the total content is set in the range of 0.002% to 0.05% by weight.
- Ferrite phase 50% by weight or more in areal rate
- the present invention is directed to automotive steel sheets which require high workability, and if the areal rate of the ferrite phase is less than 50% by weight, it is difficult to maintain necessary ductility and stretch-flanging properties. Additionally, when more satisfactory ductility is required, the ferrite percentage is preferably set at 75% by weight or more in areal rate. Examples of ferrite also include bainitic ferrite and acicular ferrite which do not contain precipitates of carbides, in addition to so-called ferrite.
- a steel sheet was embedded in a resin so that the cross section of the steel sheet was viewed, etching was performed by immersing it in a mixed solution of "an aqueous solution in which 1 g of sodium pyrosulfite was added to 100 ml of pure water" and "a solution in which 4 g of picric acid was added to 100 ml of ethanol” in the ratio of 1:1, at room temperature for 120 seconds, and the ferrite phase (black portion) and the second phase (white portion) were separated.
- the areal rate of ferrite was measured by an image analyzer with a magnifying power of 1,000.
- the ferrite grain diameter is set at 10 ⁇ m or less.
- the average grain diameter is determined by the value which is larger when compared between the value measured by planimetry according to ASTM based on a photograph of the sectional structure and the nominal grain diameter measured by a cutting method (for example, reported by Umemoto, et al. in "Thermal Treatment” 24 (1984) 334). Additionally, in the present invention, it is not necessary to particularly specify the types of the second phase (e.g., martensite, bainite, pearlite, and cementite).
- the types of the second phase e.g., martensite, bainite, pearlite, and cementite.
- the band-like structure includes a group of second phases in which concentrated surface layers of C and Mn which cohere along grain boundaries mainly in the cooling process of the slab are rolled during hot rolling or during the subsequent cold rolling and are formed like a column or layer in the rolling direction and in the sheet width direction, in a steel having large amounts of C and Mn.
- the reason for setting the ratio Tb/T of the average thickness Tb of such a band-like structure to the thickness T of the steel sheet at 0.005 or less is that when a large amount of Mn is contained as in the present invention, the thickness of the band-like second phase structure containing C and Mn as principal ingredients is increased in the structure of the hot-rolled sheet, resulting in a difficulty in producing a high-strength steel sheet in which hard martensite is homogeneously dissolved in the ferrite matrix. Consequently, in order to efficiently produce a high-strength steel sheet, C and Mn which are concentrated in the band-like second phase must be dissolved, and the ratio of the average thickness Tb of the band-like structure and the thickness T of the sheet serves as a measure thereof. If the relationship Tb/T ⁇ 0.005 is satisfied, good results can be obtained.
- a steel sheet was embedded in a resin so that the cross section of the steel sheet was viewed, etching was performed by immersing it in a 3% nital solution at room temperature for 15 seconds, and 20 pieces of column-like, layered structure of the second phase were measured by an image analyzer with a magnifying power of 1,500 to obtain the average thickness Tb.
- a steel slab having the composition described above is hot-rolled by a conventional method, followed by coiling at 750 to 450°C. If the coiling temperature is less than 450°C, carbides, such as TiC and NbC, are not easily generated, resulting in a shortage in strength, and an internal oxidation layer is not easily formed just below the surface of the steel sheet, thus being unable to suppress the concentration of Mn in the surface of the steel sheet. On the other hand, if coiling is performed at a temperature exceeding 750°C, the thickness of a scale is increased and pickling efficiency is decreased, and also variations in material quality are increased among the tip, center, and rear end in the longitudinal direction of the coil, and the edge section and the center section in the coil width direction. Additionally, the coiling temperature is preferably set at 700 to 550°C.
- the hot-rolled sheet is descaled by pickling treatment, as necessary, and as hot-rolled, or after cold-rolling is further performed, heating is performed at 750°C or more by a continuous galvanizing line, followed by cooling, and then galvanizing is performed while cooling.
- heating is performed at 750°C or more by a continuous annealing line or the like.
- heating is performed at 700°C or more by a continuous galvanizing line, followed by cooling, and galvanizing is performed, preferably, at 420 to 600°C, while cooling.
- the Mn content concentrated in the ⁇ phase is increased, and thus the martensite phase can be properly dissolved in the ferrite matrix.
- the second heating is performed at 700°C or more.
- the second heating is inevitably performed in the continuous galvanizing line. If the second heating temperature is less than 700°C, the surface of the steel sheet is not reduced, and galvanizing defects easily occur.
- the second heating temperature is preferably set in the range of 750 to 800°C.
- pickling treatment is preferably performed in order to remove the concentrated surface layer of Mn, etc., generated in the first heating and to improve galvanizability thereafter.
- the pickling treatment is performed, preferably, at 30 to 70°C, in a 1 to 10% HCl solution, for approximately 3 to 10 s.
- galvanizing is performed, and in some cases, after galvanizing is performed, galvannealing may be performed successively.
- the average cooling rate for the steel sheets from heating to galvanizing was set at 10°C/s, immersion in a galvanizing bath with the conditions described below was performed, and then the areal weight was adjusted to 60 g/m 2 by gas-wiping. Next, heating was performed to 490°C, followed by holding for 20 s, and then cooling was performed to 200°C or less at an average cooling rate of 20°C/s.
- Galvanizing was performed in a process (1) including first heating in a continuous annealing line - pickling - second heating in a continuous galvanizing line, or a process (2) including heating in a continuous galvanizing line - galvanizing. Furthermore, with respect to some portions thereof, galvannealing was performed.
- the production conditions for the above are shown in Table 4.
- the average cooling rate for the steel sheets from heating to galvanizing was set at 10°C/s, immersion in a galvanizing bath with the conditions described below was performed, and then the areal weight was adjusted to 60 g/m 2 by gas-wiping. Next, heating was performed to 490°C, followed by holding for 20 s, and then cooling was performed to 200°C or less at an average cooling rate of 20°C/s.
- the average cooling rate for the steel sheets from heating to galvanizing was set at 10°C/s, immersion in a galvanizing bath with the conditions described below was performed, and then the areal weight was adjusted to 60 g/m 2 by gas-wiping. Next, heating was performed to 490°C, followed by holding for 20 s, and then cooling was performed to 200°C or less at an average cooling rate of 20°C/s.
- the present invention it is possible to provide a hot-dip galvanized high-strength steel sheet in which satisfactory galvanizability is obtained, the yield ratio is decreased, the TS ⁇ El balance is satisfactory. Therefore, the present invention can reduce weight and improve gas mileage in automobiles, thus greatly contributing to improvement in the global environment.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Coating With Molten Metal (AREA)
Abstract
Description
- Composition: 0.15% Al-Zn
- Temperature: 470°C
- Immersion time: 1 s
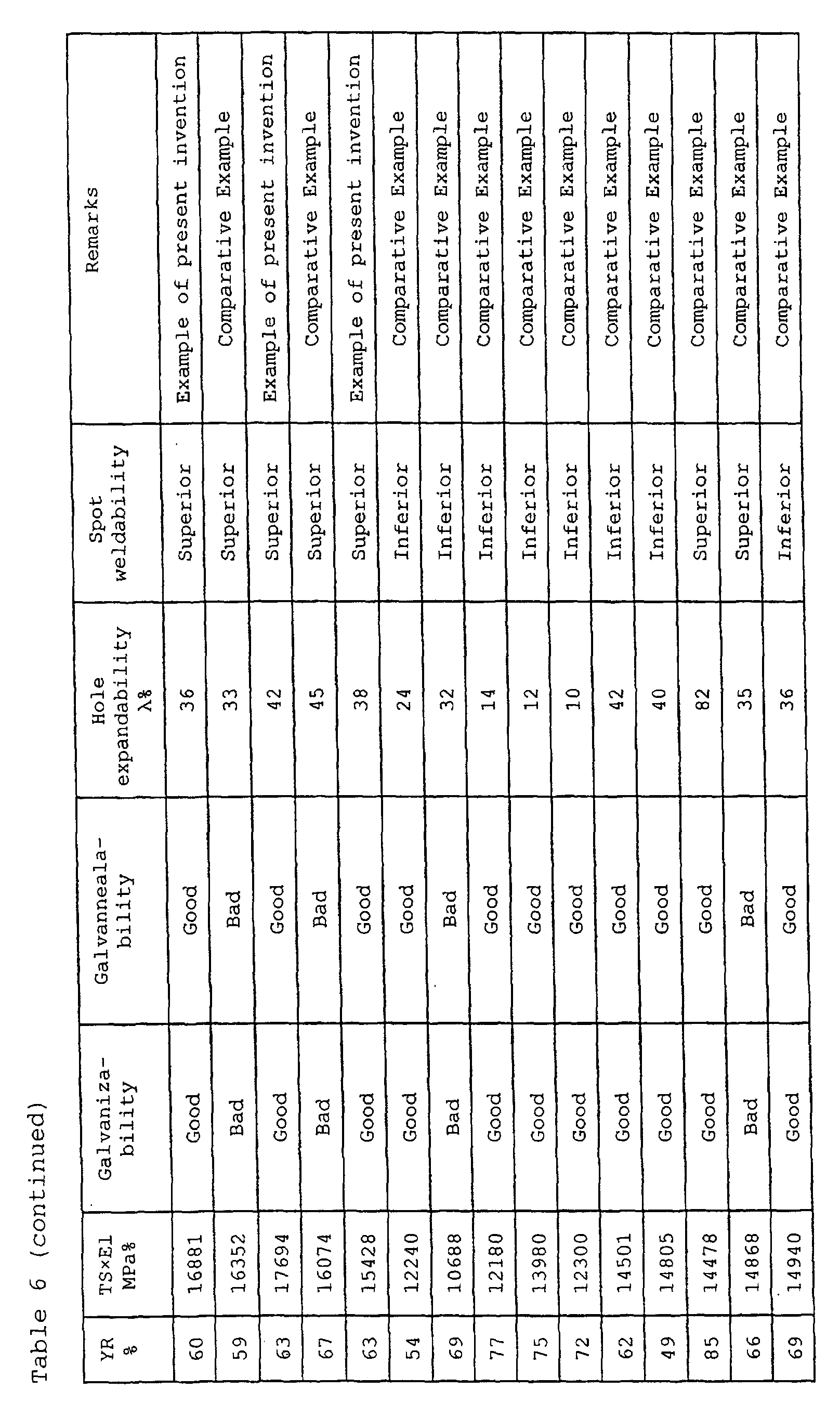
- Mechanical characteristics (investigated by tensile test and hole expanding test) Using No. 5 test pieces according to JIS Z 2204 collected from the steel sheets in a direction at right angles to the rolling direction, yield strength (YS), tensile strength (TS), elongation at break (El), and yield elongation (YE1) were measured according to JIS Z 2241.In order to investigate stretch-flanging properties, the hole expanding rate (λ) was measured by a hole expanding test according to JFS T 1001.
- Galvanizability
- Good: No non-galvanized defects
- Partially Good: Non-galvanized defects occurred in some parts
- Bad: Many non-galvanized defects occurred
- Galvannealability
- Good: Completely free from galvannealing blurs
- Partially Good: Galvannealing blurs slightly observed
- Bad: Galvannealing blurs significantly observed
- Spot Weldability Spot welding was performed under the following welding conditions. That is, a welding electrode with a dome tip diameter of 6 Φ was used with an electrode force of 3.10 kN, a welding current of 7 kA, a squeeze time of 25 cyc., a setup time of 3 cyc., a welding time of 13 cyc., and a holding time of 25 cyc. A tensile load by a tensile shear test according to JIS Z 3136 (TSS) and a tensile load by a cross tensile test according to JIS Z 3137 (CTS) were applied, and the test pieces in which the tensile shear loads were 8,787 N or more corresponding to the standard tensile shear load at a sheet thickness of 1.2 mm, and in which the ductility ratio (CTS/TSS) is 0.25 or more were evaluated as "superior", and the test pieces which did not satisfy the above values were evaluated as "inferior".As is clear from Tables 1 and 2, in the examples of the present invention, tensile properties with a TS of 590 to 690 MPa and an El of 25% by weight or more are observed, and satisfactory TS × El balances with 15,000 MPa·wt% or more are observed, and also there is no particular problems with respect to galvanizability, galvannealability, and spot weldability.
- Composition: 0.15% Al-Zn
- Temperature: 470°C
- Immersion time: 1 s
- Composition: 0.15% Al-Zn
- Temperature: 470°C
- Immersion time: 1 s







Claims (11)
- A hot-dip galvanized high-strength steel sheet having superior workability and galvanizability comprising:0.01% to 0.20% by weight of C;1.0% by weight or less of Si;more than 1.5% to 3.0% by weight of Mn;0.10% by weight or less of P;0.05% by weight or less of S;0.10% by weight or less of Al;0.010% by weight or less of N;0.010% to 1.0% by weight in total of at least one element selected from the group consisting of Ti, Nb, and V; andthe balance being Fe and incidental impurities;wherein the steel sheet has the metal structure in which the areal rate of the ferrite phase is 50% or more, the ferrite phase has an average grain diameter of 10 µm or less, and the thickness of a band-like structure comprising the second phase satisfies the relationship Tb/T ≤ 0.005, where Tb is the average thickness in the sheet thickness direction of the band-like structure and T is the thickness of the steel sheet.
- A hot-dip galvanized high-strength steel sheet having superior workability and galvanizability according to Claim 1, further comprising 3.0% by weight or less in total of at least one of Cu and Ni.
- A hot-dip galvanized high-strength steel sheet having superior workability and galvanizability according to one of Claims 1 and 2, further comprising 0.001% to 0.010% by weight or less in total of at least one of Ca and REM.
- A method for producing a hot-dip galvanized high-strength steel sheet having superior workability and galvanizability comprising the steps of:hot-rolling a slab comprising:0.01% to 0.20% by weight of C;1.0% by weight or less of Si;more than 1.5% to 3.0% by weight of Mn;0.10% by weight or less of P;0.05% by weight or less of S;0.10% by weight or less of Al;0.010% by weight or less of N;0.010% to 1.0% by weight in total of at least one element selected from the group consisting of Ti, Nb, and V; andthe balance being Fe and incidental impurities, followed by coiling at 750 to 450°C;performing, optionally, cold-rolling;heating the resulting hot-rolled sheet or cold-rolled sheet to a temperature of 750°C or more; andsubjecting the sheet to hot-dip galvanizing during a cooling step from this temperature.
- A method for producing a hot-dip galvanized high-strength steel sheet having superior workability and galvanizability according to Claim 4, wherein the slab further comprises 3.0% by weight or less in total of at least one of Cu and Ni.
- A method for producing a hot-dip galvanized high-strength steel sheet having superior workability and galvanizability according to one of Claims 4 and 5, wherein the slab further comprises 0.001% to 0.10% by weight or less in total of at least one of Ca and REM.
- A method for producing a hot-dip galvanized high-strength steel sheet having superior workability and galvanizability according to any one of Claims 4 to 6, wherein the method further comprises the step of galvannealing the sheet.
- A method for producing a hot-dip galvanized high-strength steel sheet having superior workability and galvanizability comprising the steps of:hot-rolling a slab comprising:0.01% to 0.20% by weight of C;1.0% by weight or less of Si;more than 1.5% to 3.0% by weight of Mn;0.10% by weight or less of P;0.05% by weight or less of S;0.10% by weight or less of Al;0.010% by weight or less of N;0.010% to 1.0% by weight in total of at least one element selected from the group consisting of Ti, Nb, and V; andthe balance being Fe and incidental impurities; coiling the hot-rolled sheet at 750 to 450°C; performing, optionally, cold-rolling;heating the resulting hot-rolled sheet or cold-rolled sheet to 750°C or more;cooling and then heating the sheet to a temperature of 700°C or more; andsubjecting the sheet to hot-dip galvanizing during a cooling step from this temperature.
- A method for producing a hot-dip galvanized high-strength steel sheet having superior workability and galvanizability according to Claim 8, wherein the slab further comprises 3.0% by weight or less in total of at least one of Cu and Ni.
- A method for producing a hot-dip galvanized high-strength steel sheet having superior workability and galvanizability according to one of Claims 8 and 9, wherein the slab further comprises 0.001% to 0.10% by weight or less in total of at least one of Ca and REM.
- A method for producing a hot-dip galvanized high-strength steel sheet having superior workability and galvanizability according to one of Claims 9 and 10, wherein the method further comprises the step of galvannealing the sheet.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30073999 | 1999-10-22 | ||
| JP30073999 | 1999-10-22 | ||
| JP2000002110 | 2000-07-12 | ||
| JP2000211028 | 2000-07-12 | ||
| PCT/JP2000/007115 WO2001031077A1 (en) | 1999-10-22 | 2000-10-13 | Hot-dip galvanized steel sheet having high strength and also being excellent in formability and galvanizing property |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1146132A1 true EP1146132A1 (en) | 2001-10-17 |
| EP1146132A4 EP1146132A4 (en) | 2002-06-05 |
| EP1146132B1 EP1146132B1 (en) | 2007-02-21 |
Family
ID=26562439
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00966468A Expired - Lifetime EP1146132B1 (en) | 1999-10-22 | 2000-10-13 | Hot-dip galvanized steel sheet having high strength and also being excellent in formability and galvanizing property |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6537394B1 (en) |
| EP (1) | EP1146132B1 (en) |
| KR (1) | KR100572179B1 (en) |
| CN (1) | CN1124358C (en) |
| AU (1) | AU773014B2 (en) |
| CA (1) | CA2353492C (en) |
| DE (1) | DE60033498T2 (en) |
| TW (1) | TW521095B (en) |
| WO (1) | WO2001031077A1 (en) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1616971A1 (en) * | 2003-12-05 | 2006-01-18 | JFE Steel Corporation | High strength cold rolled steel sheet and method for production thereof |
| EP1808505A1 (en) * | 2004-10-06 | 2007-07-18 | Nippon Steel Corporation | High strength thin steel plate excellent in elongation and bore expanding characteristics and method for production thereof |
| DE102006054300A1 (en) * | 2006-11-14 | 2008-05-15 | Salzgitter Flachstahl Gmbh | High-strength dual-phase steel with excellent forming properties |
| WO2008110670A1 (en) * | 2007-03-14 | 2008-09-18 | Arcelormittal France | Steel for hot working or quenching with a tool having an improved ductility |
| US7608155B2 (en) | 2006-09-27 | 2009-10-27 | Nucor Corporation | High strength, hot dip coated, dual phase, steel sheet and method of manufacturing same |
| CN102094149A (en) * | 2011-03-08 | 2011-06-15 | 攀钢集团钢铁钒钛股份有限公司 | Niobium-containing high-strength hot-galvanized steel plate and production method thereof |
| US8435363B2 (en) | 2007-10-10 | 2013-05-07 | Nucor Corporation | Complex metallographic structured high strength steel and manufacturing same |
| CN104245999B (en) * | 2012-04-18 | 2016-06-22 | 杰富意钢铁株式会社 | High-strength hot-dip zinc-coated steel sheet and manufacture method thereof |
| EP3303647B1 (en) | 2015-06-03 | 2019-03-20 | Salzgitter Flachstahl GmbH | Deformation-hardened component made of galvanized steel, production method therefor and method for producing a steel strip suitable for the deformation-hardening of components |
| US11155902B2 (en) | 2006-09-27 | 2021-10-26 | Nucor Corporation | High strength, hot dip coated, dual phase, steel sheet and method of manufacturing same |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030129444A1 (en) * | 2000-11-28 | 2003-07-10 | Saiji Matsuoka | Composite structure type high tensile strength steel plate, plated plate of composite structure type high tensile strength steel and method for their production |
| JP4911123B2 (en) * | 2002-03-29 | 2012-04-04 | Jfeスチール株式会社 | Cold rolled steel sheet with ultrafine grain structure |
| KR100949694B1 (en) * | 2002-03-29 | 2010-03-29 | 제이에프이 스틸 가부시키가이샤 | Cold rolled steel sheet having ultrafine grain structure and method for producing the same |
| KR20040078878A (en) * | 2003-03-06 | 2004-09-13 | 니찌아스 카부시키카이샤 | Anti-squeal shim and structure for attaching the same |
| US8337643B2 (en) * | 2004-11-24 | 2012-12-25 | Nucor Corporation | Hot rolled dual phase steel sheet |
| US7959747B2 (en) * | 2004-11-24 | 2011-06-14 | Nucor Corporation | Method of making cold rolled dual phase steel sheet |
| US7442268B2 (en) * | 2004-11-24 | 2008-10-28 | Nucor Corporation | Method of manufacturing cold rolled dual-phase steel sheet |
| US20080175743A1 (en) * | 2005-03-31 | 2008-07-24 | Jfr Steel Corporation, A Corporation Of Japan | Alloyed Hot-Dip Galvanized Steel Sheet and Method of Producing the Same |
| WO2009115877A1 (en) * | 2008-03-19 | 2009-09-24 | Nucor Corporation | Strip casting apparatus with casting roll positioning |
| US20090236068A1 (en) | 2008-03-19 | 2009-09-24 | Nucor Corporation | Strip casting apparatus for rapid set and change of casting rolls |
| US20090288798A1 (en) * | 2008-05-23 | 2009-11-26 | Nucor Corporation | Method and apparatus for controlling temperature of thin cast strip |
| KR101076092B1 (en) * | 2008-09-29 | 2011-10-21 | 현대제철 주식회사 | Hot dip galvanized hot rolled steel sheet having high strength and high elongation property and the method for manufacturing the same |
| JP5394709B2 (en) * | 2008-11-28 | 2014-01-22 | 株式会社神戸製鋼所 | Super high strength steel plate with excellent hydrogen embrittlement resistance and workability |
| JP4998756B2 (en) * | 2009-02-25 | 2012-08-15 | Jfeスチール株式会社 | High-strength hot-dip galvanized steel sheet excellent in workability and manufacturing method thereof |
| DE102009053368A1 (en) * | 2009-11-14 | 2011-05-19 | Bayerische Motoren Werke Aktiengesellschaft | Process and manufacturing plant for producing a sheet metal part with a corrosion protection coating |
| JP5786319B2 (en) * | 2010-01-22 | 2015-09-30 | Jfeスチール株式会社 | High strength hot-dip galvanized steel sheet with excellent burr resistance and method for producing the same |
| CN101914727B (en) * | 2010-09-15 | 2012-04-25 | 武汉钢铁(集团)公司 | Steel plate with good low-temperature toughness for locomotive head and production method thereof |
| CN102011119B (en) * | 2010-09-17 | 2013-09-18 | 马鞍山钢铁股份有限公司 | Dual-phase steel color metallographic coloring agent and color display method thereof |
| WO2013047821A1 (en) | 2011-09-30 | 2013-04-04 | 新日鐵住金株式会社 | High-strength galvannealed steel sheet of high bake hardenability, high-strength alloyed galvannealed steel sheet, and method for manufacturing same |
| JP5316634B2 (en) * | 2011-12-19 | 2013-10-16 | Jfeスチール株式会社 | High-strength steel sheet with excellent workability and method for producing the same |
| CN102716905B (en) * | 2012-06-18 | 2014-11-19 | 首钢总公司 | Method for producing cold-rolled sheet for surface coating and plating base plate |
| CN102899561A (en) * | 2012-10-23 | 2013-01-30 | 鞍钢股份有限公司 | High-strength cold-formed thin steel plate and manufacturing method thereof |
| RU2505618C1 (en) * | 2012-12-04 | 2014-01-27 | Закрытое акционерное общество "Омутнинский металлургический завод" | Low-alloy structural steel with increased strength |
| US10544475B2 (en) | 2013-04-02 | 2020-01-28 | Nippon Steel Corporation | Hot-stamped steel, cold-rolled steel sheet and method for producing hot-stamped steel |
| WO2015177582A1 (en) * | 2014-05-20 | 2015-11-26 | Arcelormittal Investigación Y Desarrollo Sl | Double-annealed steel sheet having high mechanical strength and ductility characteristics, method of manufacture and use of such sheets |
| KR101561007B1 (en) * | 2014-12-19 | 2015-10-16 | 주식회사 포스코 | High strength cold rolled, hot dip galvanized steel sheet with excellent formability and less deviation of mechanical properties in steel strip, and method for production thereof |
| BR112018073110A2 (en) | 2016-08-08 | 2019-03-06 | Nippon Steel & Sumitomo Metal Corp | steel plate |
| RU2645622C1 (en) * | 2017-05-23 | 2018-02-26 | Публичное акционерное общество "Северсталь" (ПАО "Северсталь") | Method for production of hot galvanised roll stock for cold die forming |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05106007A (en) * | 1991-10-15 | 1993-04-27 | Nkk Corp | Production of high strength galvannealed steel sheet excellent in film characteristic as well as in balance between strength and ductility |
| JPH05112830A (en) * | 1991-10-18 | 1993-05-07 | Nisshin Steel Co Ltd | Manufacture of low yield ratio-hot rolled high tensile strength galvanized steel sheet excellent in pitting corrosion resistance |
| JPH10183252A (en) * | 1996-12-24 | 1998-07-14 | Nisshin Steel Co Ltd | Production of cold rolled steel sheet or hot dip plated steel sheet excellent in surface property and workability |
| JPH11323443A (en) * | 1998-05-12 | 1999-11-26 | Nkk Corp | High strength hot dip galvanized steel sheet excellent in blister resistance and machinability |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3037767B2 (en) * | 1991-01-21 | 2000-05-08 | 川崎製鉄株式会社 | Low yield ratio high strength hot-dip galvanized steel sheet and method for producing the same |
| JP3459500B2 (en) * | 1995-06-28 | 2003-10-20 | 新日本製鐵株式会社 | High-strength galvannealed steel sheet excellent in formability and plating adhesion and method for producing the same |
| JP3874821B2 (en) * | 1995-08-08 | 2007-01-31 | 日新製鋼株式会社 | Manufacturing method of high strength hot-dip galvanized steel sheet with excellent deep drawability |
| JP3374644B2 (en) * | 1996-03-28 | 2003-02-10 | 株式会社神戸製鋼所 | High-strength hot-rolled steel sheet, high-strength galvanized steel sheet excellent in pitting corrosion resistance and workability, and methods for producing them |
-
2000
- 2000-10-13 CA CA002353492A patent/CA2353492C/en not_active Expired - Fee Related
- 2000-10-13 WO PCT/JP2000/007115 patent/WO2001031077A1/en active IP Right Grant
- 2000-10-13 US US09/868,674 patent/US6537394B1/en not_active Expired - Lifetime
- 2000-10-13 AU AU76857/00A patent/AU773014B2/en not_active Ceased
- 2000-10-13 CN CN00804149A patent/CN1124358C/en not_active Expired - Fee Related
- 2000-10-13 EP EP00966468A patent/EP1146132B1/en not_active Expired - Lifetime
- 2000-10-13 KR KR1020017007932A patent/KR100572179B1/en not_active IP Right Cessation
- 2000-10-13 DE DE60033498T patent/DE60033498T2/en not_active Expired - Lifetime
- 2000-10-20 TW TW089122204A patent/TW521095B/en not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05106007A (en) * | 1991-10-15 | 1993-04-27 | Nkk Corp | Production of high strength galvannealed steel sheet excellent in film characteristic as well as in balance between strength and ductility |
| JPH05112830A (en) * | 1991-10-18 | 1993-05-07 | Nisshin Steel Co Ltd | Manufacture of low yield ratio-hot rolled high tensile strength galvanized steel sheet excellent in pitting corrosion resistance |
| JPH10183252A (en) * | 1996-12-24 | 1998-07-14 | Nisshin Steel Co Ltd | Production of cold rolled steel sheet or hot dip plated steel sheet excellent in surface property and workability |
| JPH11323443A (en) * | 1998-05-12 | 1999-11-26 | Nkk Corp | High strength hot dip galvanized steel sheet excellent in blister resistance and machinability |
Non-Patent Citations (5)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 017, no. 458 (C-1100), 20 August 1993 (1993-08-20) -& JP 05 106007 A (NKK CORP), 27 April 1993 (1993-04-27) * |
| PATENT ABSTRACTS OF JAPAN vol. 017, no. 468 (C-1102), 26 August 1993 (1993-08-26) -& JP 05 112830 A (NISSHIN STEEL CO LTD), 7 May 1993 (1993-05-07) * |
| PATENT ABSTRACTS OF JAPAN vol. 1998, no. 12, 31 October 1998 (1998-10-31) -& JP 10 183252 A (NISSHIN STEEL CO LTD), 14 July 1998 (1998-07-14) * |
| PATENT ABSTRACTS OF JAPAN vol. 2000, no. 02, 29 February 2000 (2000-02-29) & JP 11 323443 A (NKK CORP), 26 November 1999 (1999-11-26) * |
| See also references of WO0131077A1 * |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1616971A1 (en) * | 2003-12-05 | 2006-01-18 | JFE Steel Corporation | High strength cold rolled steel sheet and method for production thereof |
| EP1616971A4 (en) * | 2003-12-05 | 2006-05-17 | Jfe Steel Corp | High strength cold rolled steel sheet and method for production thereof |
| US7608156B2 (en) | 2003-12-05 | 2009-10-27 | Jfe Steel Corporation | High strength cold rolled steel sheet and method for manufacturing the same |
| EP1808505A1 (en) * | 2004-10-06 | 2007-07-18 | Nippon Steel Corporation | High strength thin steel plate excellent in elongation and bore expanding characteristics and method for production thereof |
| EP1808505A4 (en) * | 2004-10-06 | 2012-04-25 | Nippon Steel Corp | High strength thin steel plate excellent in elongation and bore expanding characteristics and method for production thereof |
| US7608155B2 (en) | 2006-09-27 | 2009-10-27 | Nucor Corporation | High strength, hot dip coated, dual phase, steel sheet and method of manufacturing same |
| US11155902B2 (en) | 2006-09-27 | 2021-10-26 | Nucor Corporation | High strength, hot dip coated, dual phase, steel sheet and method of manufacturing same |
| DE102006054300A1 (en) * | 2006-11-14 | 2008-05-15 | Salzgitter Flachstahl Gmbh | High-strength dual-phase steel with excellent forming properties |
| WO2008110670A1 (en) * | 2007-03-14 | 2008-09-18 | Arcelormittal France | Steel for hot working or quenching with a tool having an improved ductility |
| WO2008132303A1 (en) * | 2007-03-14 | 2008-11-06 | Arcelormittal France | Steel for tool-less hot forming or quenching with improved ductility |
| US9611517B2 (en) | 2007-03-14 | 2017-04-04 | Arcelormittal France | Process for manufacturing steel, for hot forming or quenching in a tool, having improved ductility |
| US8722203B2 (en) | 2007-03-14 | 2014-05-13 | Arcelormittal France | Steel, for hot forming or quenching in a tool, having improved ductility |
| US9157138B2 (en) | 2007-10-10 | 2015-10-13 | Nucor Corporation | Complex metallographic structured high strength steel and method of manufacturing |
| EP2209926A4 (en) * | 2007-10-10 | 2016-10-19 | Nucor Corp | Complex metallographic structured steel and method of manufacturing same |
| US8435363B2 (en) | 2007-10-10 | 2013-05-07 | Nucor Corporation | Complex metallographic structured high strength steel and manufacturing same |
| CN102094149A (en) * | 2011-03-08 | 2011-06-15 | 攀钢集团钢铁钒钛股份有限公司 | Niobium-containing high-strength hot-galvanized steel plate and production method thereof |
| CN104245999B (en) * | 2012-04-18 | 2016-06-22 | 杰富意钢铁株式会社 | High-strength hot-dip zinc-coated steel sheet and manufacture method thereof |
| EP3303647B1 (en) | 2015-06-03 | 2019-03-20 | Salzgitter Flachstahl GmbH | Deformation-hardened component made of galvanized steel, production method therefor and method for producing a steel strip suitable for the deformation-hardening of components |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1146132B1 (en) | 2007-02-21 |
| CN1341154A (en) | 2002-03-20 |
| CA2353492C (en) | 2004-10-26 |
| KR100572179B1 (en) | 2006-04-18 |
| WO2001031077A1 (en) | 2001-05-03 |
| CN1124358C (en) | 2003-10-15 |
| EP1146132A4 (en) | 2002-06-05 |
| DE60033498T2 (en) | 2007-10-31 |
| DE60033498D1 (en) | 2007-04-05 |
| AU7685700A (en) | 2001-05-08 |
| TW521095B (en) | 2003-02-21 |
| US6537394B1 (en) | 2003-03-25 |
| AU773014B2 (en) | 2004-05-13 |
| KR20010080778A (en) | 2001-08-22 |
| CA2353492A1 (en) | 2001-05-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6537394B1 (en) | Method for producing hot-dip galvanized steel sheet having high strength and also being excellent in formability and galvanizing property | |
| KR102402864B1 (en) | High-strength galvanized steel sheet and manufacturing method thereof | |
| CA2731492C (en) | Hot rolled dual phase steel sheet, and method of making the same | |
| EP2182080B1 (en) | High yield ratio and high-strength hot-dip galvanized steel sheet excellent in workability and production method thereof | |
| US7608155B2 (en) | High strength, hot dip coated, dual phase, steel sheet and method of manufacturing same | |
| US7959747B2 (en) | Method of making cold rolled dual phase steel sheet | |
| EP2527484B1 (en) | Method for manufacturing a high-strength galvanized steel sheet having excellent formability and spot weldability | |
| US11155902B2 (en) | High strength, hot dip coated, dual phase, steel sheet and method of manufacturing same | |
| EP3929321B1 (en) | Hot-pressed member, cold-rolled steel sheet for hot pressing, and manufacturing methods therefor | |
| JP3233743B2 (en) | High strength hot rolled steel sheet with excellent stretch flangeability | |
| EP3889282A1 (en) | High-strength steel sheet and method for producing same | |
| JP3698046B2 (en) | High-strength hot-dip galvanized steel sheet excellent in workability and plating property and method for producing the same | |
| JP4924052B2 (en) | High yield ratio high tensile cold-rolled steel sheet and method for producing the same | |
| JP4664475B2 (en) | High-strength cold-rolled steel sheet and high-strength plated steel sheet excellent in workability and spot weldability and manufacturing method thereof | |
| JPH10130776A (en) | High ductility type high tensile strength cold rolled steel sheet | |
| JP4358418B2 (en) | Low yield ratio high strength cold-rolled steel sheet and plated steel sheet excellent in hole expansibility and method for producing the same | |
| JP2001226741A (en) | High strength cold rolled steel sheet excellent in stretch flanging workability and producing method therefor | |
| JP4320198B2 (en) | Manufacturing method of high-strength cold-rolled steel sheets with excellent impact properties and shape freezing properties | |
| JP2000345288A (en) | High strength steel sheet excellent in formability and weldability and its production | |
| JP2004292869A (en) | High strength hot dip galvannealed steel sheet having excellent press formability, and production method therefor | |
| EP4194578A1 (en) | High-strength cold rolled steel sheet, high-strength plated steel sheet, method for manufacturing high-strength cold rolled steel sheet, and method for manufacturing high-strength plated steel sheet | |
| JP3332172B2 (en) | High strength hot rolled steel sheet with excellent strength-stretch flange balance and strength-ductility balance | |
| JPH11279682A (en) | High strength steel sheet good in workability and spot weldability and its production | |
| JP3687400B2 (en) | Manufacturing method of high strength thin steel sheet with excellent workability and plating properties | |
| JPH11209823A (en) | Manufacture of high strength steel sheet excellent in press formability |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20010607 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20020418 |
|
| AK | Designated contracting states |
Kind code of ref document: A4 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7C 22C 38/00 A, 7C 21D 9/46 B, 7C 22C 38/04 B, 7C 22C 38/12 B, 7C 22C 38/14 B, 7C 23C 2/02 B, 7C 23C 2/06 B, 7C 21D 8/04 B |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: JFE STEEL CORPORATION |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): BE DE FR GB NL |
|
| 17Q | First examination report despatched |
Effective date: 20040625 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR GB NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070221 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070221 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60033498 Country of ref document: DE Date of ref document: 20070405 Kind code of ref document: P |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20071122 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150908 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20151007 Year of fee payment: 16 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20161013 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161102 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161013 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20171011 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60033498 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190501 |