EP1109969B1 - Rolls of tissue sheets having improved properties - Google Patents
Rolls of tissue sheets having improved properties Download PDFInfo
- Publication number
- EP1109969B1 EP1109969B1 EP99939017A EP99939017A EP1109969B1 EP 1109969 B1 EP1109969 B1 EP 1109969B1 EP 99939017 A EP99939017 A EP 99939017A EP 99939017 A EP99939017 A EP 99939017A EP 1109969 B1 EP1109969 B1 EP 1109969B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roll
- tissue
- millimeters
- per gram
- firmness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000004744 fabric Substances 0.000 claims abstract description 105
- 238000000034 method Methods 0.000 claims abstract description 25
- 230000002745 absorbent Effects 0.000 claims description 37
- 239000002250 absorbent Substances 0.000 claims description 37
- 239000000835 fiber Substances 0.000 claims description 32
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 23
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 239000007900 aqueous suspension Substances 0.000 claims description 3
- 238000000151 deposition Methods 0.000 claims description 2
- 239000000523 sample Substances 0.000 description 62
- 210000001519 tissue Anatomy 0.000 description 48
- 238000003490 calendering Methods 0.000 description 13
- 239000000123 paper Substances 0.000 description 7
- 238000012360 testing method Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 4
- 229910052753 mercury Inorganic materials 0.000 description 4
- 210000004872 soft tissue Anatomy 0.000 description 4
- 239000002655 kraft paper Substances 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000011121 hardwood Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 238000004537 pulping Methods 0.000 description 2
- 239000011122 softwood Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000001815 facial effect Effects 0.000 description 1
- 238000004826 seaming Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/032—Controlling transverse register of web
- B65H23/0328—Controlling transverse register of web by moving the winding device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/28—Wound package of webs
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
- D21F11/145—Making cellulose wadding, filter or blotting paper including a through-drying process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1924—Napkins or tissues, e.g. dressings, toweling, serviettes, kitchen paper and compresses
Definitions
- a method for making such tissues includes the use of a throughdrying fabric having high and long machine direction knuckles which impart a high degree of texture to the resulting tissue sheet.
- a throughdrying fabric having high and long machine direction knuckles which impart a high degree of texture to the resulting tissue sheet.
- US 4671983 discloses a repeating arrangement for embossment of roll material attempting to reduce nesting of the material on a roll.
- US 5628876 discloses a secondary belt for papermaking comprising a semi-continuous patter of protuberances.
- US-A- 574 68 87 discloses a method of making a throughdried tissue sheet upon which the preamble of method claim 26 of the present invention is based.
- the "dryer side” of the tissue sheet is the side of the sheet facing the throughdrying fabric during throughdrying and the "air side” of the sheet is the side of the sheet facing away from the throughdrying fabric during throughdrying.
- the air side of the sheet be the side of the sheet facing the core of the roll and the dryer side of the sheet be the outwardly facing side of the sheet.
- cross-machine direction dominant means that the bar-like protrusions or troughs run at an angle of about 44° or less, more specifically about 20° or less, and still more specifically about 10° or less, relative to the cross-machine direction of the sheet or fabric.
- the bar-like protrusions can be parallel with the cross-machine direction of the sheet.
- machine direction dominant means that the feature in question runs at an angle of about 44° or less, more specifically about 20° or less, and still more specifically about 10° or less, relative to the machine direction of the sheet or fabric.
- the machine direction dominant feature in question can also be parallel or substantially parallel to the machine direction of the sheet or fabric.
- the bar-like protrusions can extend continuously across the width of the sheet but, due to some slippage of the woven fabric filaments, in practice the bar-like protrusions within a given sheet randomly vary in length. Accordingly, the length of the bar-like protrusions can be about 3 millimeters or greater, more specifically from about 3 millimeters to about 300 millimeters, more specifically from about 5 millimeters to about 50 millimeters, and still more specifically from about 5 millimeters to about 25 millimeters, including combinations of the foregoing ranges.
- the width of the bar-like protrusions corresponds to the spacing between the CD dominant filaments of the transfer fabric and can be about 0.3 millimeter or greater, more specifically from about 0.3 to about 3 millimeters, still more specifically from about 0.5 to about 1.5 millimeters.
- single CD dominant filaments within the transfer fabric can be replaced with multiple CD dominant filaments piled atop each other to form deeper CD dominant troughs within the fabric and therefore form higher bar-like protrusions in the air side of the sheet.
- the roll of tissue is preferably formed from a tissue sheet having an air side and a dryer side, the dryer side of the sheet having parallel discontinuous rows of machine direction dominant pillow-like elevated regions, which can be imparted to the sheet by the spaces between high and long machine direction dominant knuckles in the throughdryer fabric, wherein the discontinuities in the rows of pillow-like elevated regions are cross-machine direction dominant troughs that appear as cross-machine direction dominant bar-like protrusions on the air side of the sheet.
- the discontinuities in the rows of pillow-like elevated regions substantially suppress the tendency of the rows of pillow-like elevated regions in the sheet from nesting when the sheet is wound into a roll.
- a method of making a throughdried tissue sheet not within the scope of the present invention comprising (a) depositing an aqueous suspension of papermaking fibers having a consistency of about 1 percent or less onto a forming fabric to form a wet web; (b) dewatering the wet web to a consistency from about 20 to about 30 percent; (c) transferring the dewatered web from the forming fabric to a transfer fabric travelling at a speed from about 10 to about 80 percent slower than the forming fabric; (d) transferring the web to a throughdrying fabric having from about 5 to about 300 impression knuckles per square inch (78 to 4650 impression knuckles per dm 2 ) which are raised at least about 0.005 inch (0.13 mm) above the plane of the fabric, wherein the web is macroscopically rearranged to conform to the surface of the throughdrying fabric; and (e) throughdrying the web, wherein the throughdrying fabric has an offset seam which results in the machine direction yarns of the throughdry
- offset means that the seam is formed after the edges of the fabric have been displaced in the cross-machine direction beyond that which may occur inadvertently during normal seaming operations.
- the concept of an offset seam will be more fully described in the description of Figure 11.
- a roll of tissue mode according to the method not within the scope of the present invention may comprise a tissue sheet comprising generally parallel rows of elevated pillow-like regions running at an acute angle relative to the machine direction of the sheet.
- the angle can be from about 0.05° to about 2°, more specifically from about 0.05° to about 1°, and still more specifically from about 0.1° to about 0.6°.
- the angle results from an offset seam in the throughdrying fabric and substantially suppresses the tendency of the sheet to nest when wound into rolls.
- a similar result can be achieved with a conventionally seamed fabric, but by oscillating the roll upon which the web is being wound at an amplitude and frequency which suppresses the tendency of the features of the web to line up and nest and increases the roll bulk/roll firmness ratio relative to a roll of the same sheet material wound without oscillating the roll.
- the roll of tissue preferably has a roll bulk of 16 cubic centimeters or greater per gram and a roll firmness of 8 millimeters or less.
- the roll of tissue has a roll bulk/roll firmness ratio of 20 or more square centimeters per gram and a sheet caliper from about 0.02 to about 0.05 inch (0.51 mm to 1.27 mm).
- the roll of tissue has a roll bulk/roll firmness ratio of 20 or more square centimeters per gram and a geometric mean stiffness of about 8 or less.
- roll of tissue has a roll bulk/roll firmness/single sheet caliper ratio of about 350 or more centimeters per gram and a geometric mean stiffness of about 8 or less.
- the roll bulk for rolls of tissue made in accordance with this invention can be 16 cubic centimeters or greater per gram of fiber, more specifically about 17 cubic centimeters or greater per gram of fiber, and still more specifically from about 17 to about 20 cubic centimeters per gram.
- the roll firmness of rolls of tissue made in accordance with this invention can be about 11 millimeters or less, more specifically about 8 millimeters or less, more specifically about 7 millimeters or less, more specifically about 6 millimeters or less, and still more specifically from about 4 to about 7 millimeters.
- the roll bulk/roll firmness ratio of rolls of tissue made in accordance with this invention can be 20 or more square centimeters per gram, more specifically about 25 or more square centimeters per gram, and still more specifically from about 25 to about 55 square centimeters per gram.
- the single sheet caliper of the tissue sheets of this invention is preferably from about 0.02 to about 0.05 inch (0.51 to about 1.27 millimeters), and more preferably from about 0.025 to about 0.045 inch (0.64 to about 1.14 millimeters).
- the geometric mean stiffness of the tissue sheets useful for purposes of this invention can be about 8 or less, more specifically about 5 or less, and still more specifically from about 2 to about 5.
- the roll bulk/roll firmness/single sheet caliper ratio of rolls of tissue in accordance with this invention can be about 350 or more centimeters per gram, more specifically about 390 or more centimeters per gram, more specifically about 430 or more centimeters per gram, and still more specifically from about 350 to about 550 centimeters per gram.
- the absorbent capacity of the sheets useful for purposes of this invention can be about 5 or more grams of water per gram of fiber, more specifically from about 5 to about 8 grams of water per gram of fiber, and still more specifically from about 5.5 to about 7 grams of water per gram of fiber.
- the absorbent rate of sheets useful for purposes of this invention can be about 4 seconds or less, more specifically from about 1 to about 4 seconds, and still more specifically from about 2 to about 3 seconds.
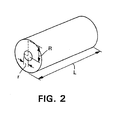
- roll bulk is the bulk of the wound product, excluding the core volume, and is most easily understood with reference to Figure 2.
- Figure 2 illustrates a typical roll product having a core, around which the paper product is wound.
- the radius of the roll product is designated as "R”
- the radius of the core is designated as "r”
- the width or length of the roll is designated as "L”. All measurements are expressed as “centimeters”.
- the product roll weight "W” is the weight of the roll minus the weight of the core, measured in grams (g).
- the roll weight "W” can be calculated by multiplying the basis weight of the sheet, expressed in grams per square meter, by the area of the sheet (length times width), expressed in square meters. Either way, the "roll bulk", expressed in cubic centimeters per gram (cc/g), is "RV" divided by "W".
- roll firmness is a measure of the extent a probe can penetrate the roll under controlled conditions and is readily understood with reference to Figure 3, which illustrates the apparatus used for determining roll firmness.
- the apparatus is available from Kershaw Instrumentation, Inc., Swedesboro, NJ and is known as a Model RDT-101 Roll Density Tester. Shown in Figure 3 is a towel roll 80 being measured, which is supported on a spindle 81.
- a traverse table 82 begins to move toward the roll.
- a sensing probe 83 mounted to the traverse table. The motion of the traverse table causes the sensing probe to make contact with the towel roll.
- the sensing probe contacts the roll
- the force exerted on the load cell exceeds the low set point of 6 grams and the displacement display is zeroed and begins indicating the penetration of the probe.
- the traverse table stops and the displacement display indicates the penetration in millimeters.
- the tester records this reading.
- the tester rotates the towel roll 90° on the spindle and repeats the test.
- the roll firmness value is the average of the two readings, expressed in millimeters.
- the test is performed in a controlled environment of 73.4 ⁇ 1.8°F (23 ⁇ 1°C) and 50 ⁇ 2% relative humidity. The rolls are conditioned in this environment at least 4 hours before testing.
- geometric mean stiffness is the geometric mean slope divided by the geometric mean tensile strength; where the geometric mean tensile strength is the square root of the product of the machine direction tensile strength and the cross-machine direction tensile strength, expressed in grams per 3 inches (7.62 cm); and where the geometric mean slope is the square root of the product of the machine direction slope and the cross machine direction slope, expressed in grams per 3 inches (7.62 cm); and where machine direction slope and cross machine direction slope are as described in U.S. 5,746,887 issued May 5, 1998 to Wendt et al. entitled Method of Making Soft Tissue Products.
- the "single sheet caliper" is measured in accordance with TAPPI test method T402 "Standard Conditioning and Testing Atmosphere For Paper, Board, Pulp Handsheets and Related Products” and is measured as one sheet using an EMVECO 200-A Microgage automated micrometer (EMVECO, Inc., Oregon).
- the micrometer has an anvil diameter of 2.22 inches (56.4 millimeters) and an anvil pressure of 132 grams per square inch (per 6.45 square centimeters) (2.0 kPa).
- the "absorbent capacity" of tissue sheets is determined by cutting the tissue sheets into 4 inches (10.3 cm) by 4 inches (10.3cm) squares, placing twenty squares into a stack such that all squares are oriented the same relative to the machine direction of the tissue, and stapling the corners of the stack together to form a 20 sheet pad.
- the pad is placed into a wire mesh basket with the staple points down and lowered into a water bath held at a temperature of 23°C ⁇ 2°C. When the pad is completely wetted, it is removed and allowed to drain for 30 seconds while in the wire basket. The weight of the water remaining in the pad after 30 seconds is the amount absorbed. This value is divided by the weight of the pad to determine the absorbent capacity, which for purposes herein is expressed as grams of water absorbed per gram of fiber.
- the "absorbent rate" of tissue sheets is determined by same procedure as for the absorbent capacity, except the size of the pad is 2.5 inches by 2.5 inches (6.35 cm x 6.35 cm).
- the time taken for the pad to completely wet out after being lowered into the water bath is the absorbent rate, expressed in seconds. Higher numbers mean that the rate at which water is absorbed is slower.
- the tissue sheets useful for purposes of this invention can have one, two, three or more plies and can be wet-pressed, throughdried, or uncreped throughdried. They can be used for facial tissues, bath tissues, paper towels, dinner napkins and the like, although the greatest utility can be found in roll product forms such as bath tissue and paper towels.
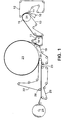
- FIG. 1 illustrates a method of making an uncreped throughdried tissue sheet in accordance with a preferred embodiment of this invention.
- a twin wire former having a layered papermaking headbox 10 which injects or deposits a stream 11 of an aqueous suspension of papermaking fibers between forming fabrics 12 and 13.
- the web is adhered to forming fabric 13, which serves to support and carry the newly-formed wet web downstream in the process as the web is partially dewatered to a consistency of about 10 dry weight percent. Additional dewatering of the wet web can be carried out, such as by vacuum suction, while the wet web is supported by the forming fabric.
- the wet web is then transferred from the forming fabric to a transfer fabric 17 travelling at a slower speed than the forming fabric in order to impart increased MD stretch into the web.
- a kiss transfer is carried out to avoid compression of the wet web, preferably with the assistance of a vacuum shoe 18.
- the transfer fabric is used to provide cross-machine direction dominant bars to the sheet, and can be as described in Figures 5, 6 and 7 of US Patent No. 5,219,004 entitled "Multi-ply Papermaking Fabric With Binder Warps" issued June 15, 1993 to Chiu.
- the sheet side of the transfer fabric is the side of the fabric having the long cross-machine direction dominant floats created by filaments 144, and the cross-machine dominant bars in the sheet imparted by the transfer fabric correspond to the troughs formed between cross-machine direction dominant filaments 144.
- the web is then transferred from the transfer fabric to the throughdrying fabric 19 with the aid of a vacuum transfer roll 20 or a vacuum transfer shoe.
- the throughdrying fabric can be traveling at about the same speed or a different speed relative to the transfer fabric. If desired, the throughdrying fabric can be run at a slower speed to further enhance MD stretch. Transfer is preferably carried out with vacuum assistance to ensure deformation of the sheet to conform to the throughdrying fabric, thus yielding desired bulk, flexibility; CD stretch and appearance.
- the throughdrying fabric is preferably of the high and long impression knuckle type generally described in Wendt et al.
- the level of vacuum used for the web transfers can be from about 3 to about 15 inches of mercury (75 to about 380 millimeters of mercury), preferably about 10 inches (254 millimeters) of mercury.
- the vacuum shoe (negative pressure) can be supplemented or replaced by the use of positive pressure from the opposite side of the web to blow the web onto the next fabric in addition to or as a replacement for sucking it onto the next fabric with vacuum.
- a vacuum roll or rolls can be used to replace the vacuum shoe(s).
- the web While supported by the throughdrying fabric, the web is final dried to a consistency of about 94 percent or greater by the throughdryer 21 and thereafter transferred to a carrier fabric 22.
- the dried basesheet 23 is transported to the reel 24 using carrier fabric 22 and an optional carrier fabric 25.
- An optional pressurized turning roll 26 can be used to facilitate transfer of the web from carrier fabric 22 to fabric 25.
- Suitable carrier fabrics for this purpose are Albany International 84M or 94M and Asten 959 or 937, all of which are relatively smooth fabrics having a fine pattern.
- reel calendering or subsequent off-line calendering can be used to improve the smoothness and softness of the basesheet.
- Figures 4, 5, 6 and 7 are plots comparing certain properties of commercially available products with the products of this invention made in accordance with the Examples described below.
- FIGs 8A and 8B are photographs of the dryer side of an uncreped throughdried tissue sheet made in accordance with a preferred embodiment of this invention (8A) and a similar sheet made without using the methods of this invention (8B).
- FIG 8A shown are the parallel rows of elevated pillow-like regions 85 running in the machine direction which are interrupted by the cross-machine direction dominant troughs 86 in the tissue sheet of the preferred embodiment.
- Figure 8B structure corresponding to the cross-machine dominant troughs is absent.
- Figures 9A and 9B are photographs of the air side of the sheets of Figures 8A and 8B, respectively. Shown are the CD dominant bar-like protrusions 91 imparted to the air side of the tissue sheet by the transfer fabric.
- Figure 10 is a photograph of the sheet side of an Appleton Mills 2054-A33 transfer fabric used to impart the cross-machine direction dominant bar-like protrusions to the air side of the sheet illustrated in Figures 8A and 9A in accordance with a preferred embodiment of this invention.
- FIGS 11A, 11B and 11C are schematic diagrams illustrating the steps used to make a fabric with an offset seam according to a method not within the scope of the present invention.
- the fabric 100 is laid flat and the degree of offset is determined.
- Parallel offset lines 102 and 103 are drawn near the edges of the fabric as shown.
- the angle of these lines relative to the edge of the fabric represents the degree of offset relative to the machine direction of the fabric.
- the fabric is then formed into a continuous loop with the offset lines aligned as shown in Figure 11B.
- the two adjacent edges of the fabric are then seamed together.
- the excess fabric material is then trimmed away using a hot knife or other suitable means, leaving an offset fabric as illustrated in Figure 11C.
- the seam 104 of the resulting fabric is not perpendicular to the machine direction of the fabric.
- An uncreped throughdried tissue sheet was made in accordance with a preferred embodiment of this invention as described above in connection with Figure 1. More specifically, a non-layered single ply towel tissue was made using a furnish comprising 50 dry weight percent northern softwood kraft fiber (NSWK), 25 % northern softwood bleached chemi-thermomechanical fiber (BCTMP), and 25 % southern hardwood kraft fiber (SHWK).
- NSWK northern softwood kraft fiber
- BCTMP northern softwood bleached chemi-thermomechanical fiber
- SHWK southern hardwood kraft fiber
- the NSWK fiber was pulped for 30 minutes at approximately 4 percent consistency and diluted to approximately 3.2 percent after pulping.
- the BCTMP and SHWK fibers were combined together in a 50:50 ratio and pulped for 30 minutes at approximately 4 percent consistency and diluted to approximately 3.2 percent after pulping.
- Kymene 557LX was added to both pulp streams at 10 kilograms per metric ton of pulp based on total flow.
- the NSWK fibers were refined at 1.0 horsepower-day (0.75 kW days) per metric ton. The pulp streams were then blended and diluted to approximately 0.18 % consistency.
- the diluted suspension was fed to a C-wrap, twin wire, suction form roll, former with forming fabrics (12 and 13) being an Asten 867A and an Appleton Mills (AM) 2164-B33 fabric respectively.
- the speed of both of the forming fabrics was 1562 feet per minute (7.93 meters/second).
- the newly formed web was then de-watered to a consistency of about 24 percent using vacuum suction from below the forming fabric before being transferred to the transfer fabric (17) travelling at 1250 fpm (25 % rush transfer.)
- the transfer fabric was an Appleton Mills 2054-A33 run with the coarse CD dominant filaments to the sheet side. (See Figure 10).
- a vacuum shoe pulling 6 inches (152 millimeters) of mercury vacuum was used to transfer the web to the transfer fabric.
- the web was then transferred to a throughdrying fabric (19), which was an Appleton Mills t1205-1.
- the through drying fabric was travelling at a speed of about 1250 feet per minute (6.35 meters/second).
- the web was carried over a Honeycomb through-dryer operating at a temperature of about 350°F (177°C) and dried to final dryness of about 97 percent consistency.
- the resulting uncreped tissue sheet was then calendered at a fixed gap of 0.011 inch (0.028 millimeter) between two 20 inches (508 millimeters) diameter steel rolls and wound into finished product rolls on 1.6 inches (40.6 millimeters) diameter cores.
- the resulting finished product had the following properties: basis weight, 22.8 pounds per 2880 square feet (38.6 grams per square meter); MD tensile, 2480 grams per 3. inches (76.2 millimeters) sample width; CD tensile, 2370 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 20.1 percent; CD stretch 9.0 percent; MD slope, 6.05 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 9.29 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 3.10; single sheet caliper, 0.033 inch (0.84 millimeter); roll bulk, 16.7 cubic centimeters per gram; roll firmness, 4.16 millimeters; roll bulk divided by roll firmness, 40.1 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 480 centimeters per gram; absorbent capacity, 6.1 grams water per gram fiber; absorbent rate, 1.9 seconds; roll diameter, 5.19 inch (132 millimeter
- a single ply towel was made as described in Example 1 except the furnish consisted of 50 percent NSWK, 25 % BCTMP, and 25 % northern hardwood kraft fiber (NHWK), the NSWK was refined at 1.5 horsepower-days (1.1 kW) per metric ton, the throughdrying fabric was an Appleton Mills t1205-2 fabric, and the resulting basesheet was calendered at a fixed gap of 0.007 inch (0.178 millimeter).
- the furnish consisted of 50 percent NSWK, 25 % BCTMP, and 25 % northern hardwood kraft fiber (NHWK)
- the NSWK was refined at 1.5 horsepower-days (1.1 kW) per metric ton
- the throughdrying fabric was an Appleton Mills t1205-2 fabric
- the resulting basesheet was calendered at a fixed gap of 0.007 inch (0.178 millimeter).
- the resulting finished product had the following properties: basis weight, 22.4 pounds per 2880 square feet (38.1 grams per square meter); MD tensile, 2540 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 1680 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 18.7 percent; CD stretch 10.3 percent; MD slope, 5.43 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 6.36 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 2.84; single sheet caliper, 0.034 inch (0.86 mm); roll bulk, 17.1 cubic centimeters per gram; roll firmness, 7.1 millimeters; roll bulk divided by roll firmness, 24.1 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 280 centimeters per gram; absorbent capacity, 6.56 grams water per gram fiber; absorbent rate, 3.3 seconds; roll diameter, 5.20 inch (132 millimeters); roll
- a single ply towel was made as described in Example 2 except the transfer fabric was an Appleton Mills t1605-2 fabric and the throughdrying fabric was an Appleton Mills t1205-2 off-seamed fabric at a finished offset angle of 0.273 degrees.
- the resulting finished product had the following properties: basis weight, 21.8 pounds per 2880 square feet (37.1 grams per square meter); MD tensile, 2130 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 1970 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 17.5 percent; CD stretch 13.0 percent; MD slope, 9.13 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 5.06 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 3.31; single sheet caliper, 0.034 (0.86 mm); roll bulk, 19.4 cubic centimeters per gram; roll firmness, 5.85 millimeters; roll bulk divided by roll firmness, 33.2 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 390 centimeters per gram; absorbent capacity, 6.78 grams water per gram fiber; absorbent rate, 2.2 seconds; roll diameter, 5.43 inch (138 millimeters); roll length,
- a single ply towel was made as described in Example 3 except the resulting basesheet was calendered at a fixed gap of 0.005 inch (0.127 millimeter).
- the resulting finished product had the following properties: basis weight, 21.6 pounds per 2880 square feet (36.7 grams per square meter); MD tensile, 2250 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 1660 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 18.5 percent; CD stretch 11.8 percent; MD slope, 8.98 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 4.47 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 3.28; single sheet caliper, 0.032 inch (0.81 mm); roll bulk, 19.1 cubic centimeters per gram; roll firmness, 6.20 millimeters; roll bulk divided by roll firmness, 30.8 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 380 centimeters per gram; absorbent capacity, 6.83 grams water per gram fiber; absorbent rate, 2.1 seconds; roll diameter, 5.35 inch (136 millimeters); roll
- a single ply towel was made as described in Example 3 except the NSWK was refined at 3.0 horsepower-days (2.2 kW days) per metric ton, Kymene 557LX was added at a rate of 12 kilograms per metric ton of fiber, the transfer fabric was an Appleton Mills t216-3 fabric, and the resulting basesheet was calendered at a fixed gap of 0.005 inch (0.127 millimeters).
- the resulting finished product had the following properties: basis weight, 22.2 pounds per 2880 square feet (37.8 grams per square meter); MD tensile, 2870 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 2460 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 18.3 percent; CD stretch 11.3 percent; MD slope, 11.1 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 6.20 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 3.12; single sheet caliper, 0.029 inch (0.74 mm); roll bulk, 18.1 cubic centimeters per gram; roll firmness, 4.85 millimeters; roll bulk divided by roll firmness, 37.3 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 500 centimeters per gram; absorbent capacity, 6.0 grams water per gram fiber; absorbent rate, 2.5 seconds; roll diameter, 5.32 inch (135 millimeters); roll
- a single ply towel was made as described in Example 5 except the resulting basesheet was calendered at a fixed gap of 0.007 inch (0.178 millimeter).
- the resulting finished product had the following properties: basis weight, 22.3 pounds per 2880 square feet (37.9 grams per square meter); MD tensile, 3330 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 2610 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 20.3 percent; CD stretch 11.7 percent; MD slope, 10.9 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 6.85 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 2.92; single sheet caliper, 0.032 inch (0.81 mm); roll bulk, 19.3 cubic centimeters per gram; roll firmness, 5.0 millimeters; roll bulk divided by roll firmness, 38.6 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 480 centimeters per gram; absorbent capacity, 6.14 grams water per gram fiber; absorbent rate, 2.5 seconds; roll diameter, 5.47 inch (139 millimeters
- a single ply towel was made as described in Example 5 except the transfer fabric was an Appleton Mills 2054-A33.
- the resulting finished product had the following properties: basis weight, 22.1 pounds per 2880 square feet (37.6 grams per square meter); MD tensile, 3260 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 2120 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 19.1 percent; CD stretch 9.4 percent; MD slope, 5.98 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 9.4 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 2.85; single sheet caliper, 0.031 inch (0.79 mm); roll bulk, 17.6 cubic centimeters per gram; roll firmness, 4.90 millimeters; roll bulk divided by roll firmness, 35.9 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 460 centimeters per gram; absorbent capacity, 5.86 grams water per gram fiber; absorbent rate, 2.74 seconds; roll diameter, 5.24 inch (133 millimeter
- a single ply towel was made as described in Example 7 except the resulting basesheet was calendered at a fixed gap of 0.007 inch (0.178 millimeter).
- the resulting finished product had the following properties: basis weight, 22.3 pounds per 2880 square feet (37.9 grams per square meter); MD tensile, 3330 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 2270 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 17.4 percent; CD stretch 10.5 percent; MD slope, 6.6 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 8.8 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 2.8; single sheet caliper, 0.032 inch (0.81 mm); roll bulk, 18.4 cubic centimeters per gram; roll firmness, 4.45 millimeters; roll bulk divided by roll firmness, 41.3 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 510 centimeters per gram; absorbent capacity, 5.98 grams water per gram fiber; absorbent rate, 3.0 seconds; roll diameter, 5.35 inch (136 millimeters
- a single ply towel was made as described in Example 7 except the former consistency was approximately 0.25 percent.
- the resulting finished product had the following properties: basis weight, 22.2 pounds per 2880 square feet (37.8 grams per square meter); MD tensile, 2940 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 2210 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 16.5 percent; CD stretch 10.0 percent; MD slope, 6.65 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 8.50 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 3.00; single sheet caliper, 0.030 inch (0.76 mm); roll bulk, 17.8 cubic centimeters per gram; roll firmness, - 4.55 millimeters; roll bulk divided by roll firmness, 39.1 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 520 centimeters per gram; absorbent capacity, 6.0 grams water per gram fiber; absorbent rate, 2.8 seconds; roll diameter, 5.28 inch (134 mill
- the resulting finished product had the following properties: basis weight, 22.3 pounds per 2880 square feet (37.8 grams per square meter); MD tensile, 3220 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 2370 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 18.5 percent; CD stretch 10.5 percent; MD slope, 6.06 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 8.67 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 2.63; single sheet caliper, 0.033 inch (0.84 mm); roll bulk, 18.4 cubic centimeters per gram; roll firmness, 4.9 millimeters; roll bulk divided by roll firmness, 37.6 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 450 centimeters per gram; absorbent capacity, 5.89 grams water per gram fiber; absorbent rate, 2.8 seconds; roll diameter, 5.35 inch (136 millimeter
- a single ply towel was made as described in Example 2 except the resulting basesheet was not calendered.
- the resulting finished product had the following properties: basis weight, 23.6 pounds per 2880 square feet (40.1 grams per square meter); MD tensile, 2570 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 2290 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 19.9 percent; CD stretch 12.6 percent; MD slope, 8.98 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 10.2 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 3.93; single sheet caliper, 0.045 inch (1.14 mm); roll bulk, 20.9 cubic centimeters per gram; roll firmness, 4.35 millimeters; roll bulk divided by roll firmness, 48.1 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 420 centimeters per gram; absorbent capacity, 6.56 grams water per gram fiber; absorbent rate, 3.2 seconds; roll diameter, 5.95 inch (151 millimeters); roll
- the resulting finished product had the following properties: basis weight, 22.5 pounds per 2880 square feet (38.3 grams per square meter); MD tensile, 2600 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 2410 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 19.6 percent; CD stretch 13.2 percent; MD slope, 12.3 kilograms per 3 inches (76:2 millimeters) sample width; CD slope, 8.74 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 4.13; single sheet caliper, 0.043 inch (1.09 mm); roll bulk, 23.2 cubic centimeters per gram; roll firmness, 4.9 millimeters; roll bulk divided by roll firmness, 47.3 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 430 centimeters per gram; absorbent capacity, 6.41 grams water per gram fiber; absorbent rate, 2.2 seconds; roll diameter, 6.1 inch (155 milli
- the resulting finished product had the following properties: basis weight, 22.7 pounds per 2880 square feet (38.6 grams per square meter); MD tensile, 3430 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 2620 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 21.6 percent; CD stretch 10.7 percent; MD slope, 7.67 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 14.2 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 3.46; single sheet caliper, 0.042 inch (1.07 mm); roll bulk, 21.7 cubic centimeters per gram; roll firmness, 4.40 millimeters; roll bulk divided by roll firmness, 49.2 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 460 centimeters per gram; absorbent capacity, 5.98 grams water per gram fiber; absorbent rate, 2.8 seconds; roll diameter, 5.90 inch (150 millimeter
- the resulting finished product had the following properties: basis weight, 22.4 pounds per 2880 square feet (38.1 grams per square meter); MD tensile, 2670 grams per 3 inches (76.2 millimeters) sample width; CD tensile, 2170 grams per 3 inches (76.2 millimeters) sample width; MD stretch, 19.1 percent; CD stretch 9.0 percent; MD slope, 19.6 kilograms per 3 inches (76.2 millimeters) sample width; CD slope, 10.6 kilograms per 3 inches (76.2 millimeters) sample width; geometric mean stiffness, 5.98; single sheet caliper, 0.033 inch (0.84 mm); roll bulk, 17.0 cubic centimeters per gram; roll firmness, 10.4 millimeters; roll bulk divided by roll firmness, 16.3 square centimeters per gram; roll bulk divided by roll firmness divided by single sheet caliper, 200 centimeters per gram; absorbent capacity, 6.0 grams water per gram fiber; absorbent rate, 2.0 seconds; roll diameter, 5.19 inch (1325 millimeters); roll length
Landscapes
- Paper (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP05004102A EP1541756B1 (en) | 1998-08-06 | 1999-08-06 | Rolls of tissue having improved properties |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12981498A | 1998-08-06 | 1998-08-06 | |
| US129814 | 1998-08-06 | ||
| US16686398A | 1998-10-06 | 1998-10-06 | |
| US166863 | 1998-10-06 | ||
| PCT/US1999/017730 WO2000008253A1 (en) | 1998-08-06 | 1999-08-06 | Rolls of tissue sheets having improved properties |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05004102A Division EP1541756B1 (en) | 1998-08-06 | 1999-08-06 | Rolls of tissue having improved properties |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1109969A1 EP1109969A1 (en) | 2001-06-27 |
| EP1109969B1 true EP1109969B1 (en) | 2007-10-17 |
Family
ID=26827938
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05004102A Expired - Lifetime EP1541756B1 (en) | 1998-08-06 | 1999-08-06 | Rolls of tissue having improved properties |
| EP99939017A Expired - Lifetime EP1109969B1 (en) | 1998-08-06 | 1999-08-06 | Rolls of tissue sheets having improved properties |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05004102A Expired - Lifetime EP1541756B1 (en) | 1998-08-06 | 1999-08-06 | Rolls of tissue having improved properties |
Country Status (10)
| Country | Link |
|---|---|
| EP (2) | EP1541756B1 (enExample) |
| JP (1) | JP4465111B2 (enExample) |
| KR (1) | KR100606305B1 (enExample) |
| CN (4) | CN1670306A (enExample) |
| AR (1) | AR019469A1 (enExample) |
| AU (1) | AU744482B2 (enExample) |
| BR (1) | BR9912644A (enExample) |
| DE (2) | DE69937356T2 (enExample) |
| TW (1) | TW580530B (enExample) |
| WO (1) | WO2000008253A1 (enExample) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU5985001A (en) | 2000-05-12 | 2001-11-20 | Kimberly Clark Co | Process for increasing the softness of base webs and products made therefrom |
| US6607635B2 (en) | 2000-05-12 | 2003-08-19 | Kimberly-Clark Worldwide, Inc. | Process for increasing the softness of base webs and products made therefrom |
| US6547926B2 (en) | 2000-05-12 | 2003-04-15 | Kimberly-Clark Worldwide, Inc. | Process for increasing the softness of base webs and products made therefrom |
| US6790314B2 (en) | 2001-11-02 | 2004-09-14 | Kimberly-Clark Worldwide, Inc. | Fabric for use in the manufacture of tissue products having visually discernable background texture regions bordered by curvilinear decorative elements and method thereof |
| US6749719B2 (en) | 2001-11-02 | 2004-06-15 | Kimberly-Clark Worldwide, Inc. | Method of manufacture tissue products having visually discernable background texture regions bordered by curvilinear decorative elements |
| WO2003040470A1 (en) | 2001-11-02 | 2003-05-15 | Kimberly-Clark Worldwide, Inc. | Fabric comprising nonwoven elements for use in the manufacture of tissue products having visually discernable background texture regions bordered curvilinear decorative elements and method of manufacture of tissue products |
| US6746570B2 (en) | 2001-11-02 | 2004-06-08 | Kimberly-Clark Worldwide, Inc. | Absorbent tissue products having visually discernable background texture |
| US6787000B2 (en) | 2001-11-02 | 2004-09-07 | Kimberly-Clark Worldwide, Inc. | Fabric comprising nonwoven elements for use in the manufacture of tissue products having visually discernable background texture regions bordered by curvilinear decorative elements and method thereof |
| US6821385B2 (en) | 2001-11-02 | 2004-11-23 | Kimberly-Clark Worldwide, Inc. | Method of manufacture of tissue products having visually discernable background texture regions bordered by curvilinear decorative elements using fabrics comprising nonwoven elements |
| US6676807B2 (en) | 2001-11-05 | 2004-01-13 | Kimberly-Clark Worldwide, Inc. | System and process for reducing the caliper of paper webs |
| US6755940B2 (en) | 2001-12-20 | 2004-06-29 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for caliper control of a fibrous web |
| US6727004B2 (en) | 2002-07-24 | 2004-04-27 | Kimberly-Clark Worldwide, Inc. | Multi-ply paper sheet with high absorbent capacity and rate |
| US6887348B2 (en) * | 2002-11-27 | 2005-05-03 | Kimberly-Clark Worldwide, Inc. | Rolled single ply tissue product having high bulk, softness, and firmness |
| TWI268972B (en) * | 2002-11-27 | 2006-12-21 | Kimberly Clark Co | Rolled tissue products having high bulk, softness, and firmness |
| US7127951B2 (en) | 2003-11-07 | 2006-10-31 | Kimberly-Clark Worldwide, Inc. | Roll firmness measuring system and process |
| ITFI20040102A1 (it) | 2004-04-29 | 2004-07-29 | Guglielmo Biagiotti | Metodo e dispositivo per la produzione di carta tissue |
| US7524399B2 (en) | 2004-12-22 | 2009-04-28 | Kimberly-Clark Worldwide, Inc. | Multiple ply tissue products having enhanced interply liquid capacity |
| JP2006280616A (ja) * | 2005-03-31 | 2006-10-19 | Daio Paper Corp | エンボス付与シート製品 |
| ITFI20050218A1 (it) | 2005-10-20 | 2007-04-21 | Guglielmo Biagiotti | Perfezionamenti ai metodi e dispositivi per la produzione di carte tissue e velo di carta da questi derivante |
| US8481133B2 (en) * | 2011-09-21 | 2013-07-09 | Kimberly-Clark Worldwide, Inc. | High bulk rolled tissue products |
| US8574399B2 (en) | 2011-09-21 | 2013-11-05 | Kimberly-Clark Worldwide, Inc. | Tissue products having a high degree of cross machine direction stretch |
| US8940376B2 (en) * | 2012-02-07 | 2015-01-27 | Kimberly-Clark Worldwide, Inc. | High bulk tissue sheets and products |
| US8702905B1 (en) | 2013-01-31 | 2014-04-22 | Kimberly-Clark Worldwide, Inc. | Tissue having high strength and low modulus |
| JP6277654B2 (ja) * | 2013-10-03 | 2018-02-14 | セイコーエプソン株式会社 | シート製造装置 |
| CN105873758B (zh) * | 2013-11-14 | 2017-09-26 | 佐治亚-太平洋消费产品有限合伙公司 | 具有高吸收性和大厚度的软吸收性片材及制造软吸收性片材的方法 |
| MX2022007532A (es) | 2019-12-18 | 2022-07-19 | Essity Hygiene & Health Ab | Producto de papel tisu y metodo y aparato para producir el mismo. |
| US11286623B2 (en) | 2020-08-31 | 2022-03-29 | Kimberly-Clark Worldwide, Inc. | Single ply tissue having improved cross-machine direction properties |
| US11427967B2 (en) | 2020-08-31 | 2022-08-30 | Kimberly-Clark Worldwide, Inc. | Multi-ply tissue products having improved cross-machine direction properties |
| US11299856B2 (en) | 2020-08-31 | 2022-04-12 | Kimberly-Clark Worldwide, Inc. | Single ply tissue having improved cross-machine direction properties |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4671983A (en) * | 1985-06-12 | 1987-06-09 | Marcal Paper Mills, Inc. | Embossments for minimizing nesting in roll material |
| US5356364A (en) * | 1991-02-22 | 1994-10-18 | Kimberly-Clark Corporation | Method for embossing webs |
| EP0656968B1 (en) * | 1992-08-26 | 1998-10-14 | The Procter & Gamble Company | Papermaking belt having semicontinuous pattern and paper made thereon |
| CA2142805C (en) * | 1994-04-12 | 1999-06-01 | Greg Arthur Wendt | Method of making soft tissue products |
| DE4414003C2 (de) * | 1994-04-22 | 2000-04-13 | Kampf Gmbh & Co Maschf | Vorrichtung zum Aufwickeln von Warenbahnen, insbesondere Kunststoffolien in einer zwei Drehscheiben aufweisenden Mehrfach-Wendewickelmaschine |
-
1999
- 1999-07-21 TW TW088112358A patent/TW580530B/zh not_active IP Right Cessation
- 1999-07-23 AR ARP990103646A patent/AR019469A1/es unknown
- 1999-08-06 DE DE69937356T patent/DE69937356T2/de not_active Expired - Lifetime
- 1999-08-06 BR BR9912644-3A patent/BR9912644A/pt not_active Application Discontinuation
- 1999-08-06 KR KR1020017001507A patent/KR100606305B1/ko not_active Expired - Lifetime
- 1999-08-06 CN CNA2005100660888A patent/CN1670306A/zh active Pending
- 1999-08-06 CN CNB998087157A patent/CN1206405C/zh not_active Expired - Fee Related
- 1999-08-06 CN CNA2005100660892A patent/CN1670307A/zh active Pending
- 1999-08-06 CN CNA2005100660873A patent/CN1670305A/zh active Pending
- 1999-08-06 AU AU53384/99A patent/AU744482B2/en not_active Expired
- 1999-08-06 EP EP05004102A patent/EP1541756B1/en not_active Expired - Lifetime
- 1999-08-06 JP JP2000563869A patent/JP4465111B2/ja not_active Expired - Fee Related
- 1999-08-06 WO PCT/US1999/017730 patent/WO2000008253A1/en not_active Ceased
- 1999-08-06 DE DE69938316T patent/DE69938316D1/de not_active Expired - Lifetime
- 1999-08-06 EP EP99939017A patent/EP1109969B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE69937356D1 (de) | 2007-11-29 |
| AR019469A1 (es) | 2002-02-20 |
| TW580530B (en) | 2004-03-21 |
| AU744482B2 (en) | 2002-02-28 |
| CN1309736A (zh) | 2001-08-22 |
| EP1541756B1 (en) | 2008-03-05 |
| WO2000008253A1 (en) | 2000-02-17 |
| CN1206405C (zh) | 2005-06-15 |
| JP2002522323A (ja) | 2002-07-23 |
| CN1670305A (zh) | 2005-09-21 |
| KR20010072247A (ko) | 2001-07-31 |
| EP1541756A1 (en) | 2005-06-15 |
| AU5338499A (en) | 2000-02-28 |
| CN1670306A (zh) | 2005-09-21 |
| EP1109969A1 (en) | 2001-06-27 |
| JP4465111B2 (ja) | 2010-05-19 |
| KR100606305B1 (ko) | 2006-07-28 |
| BR9912644A (pt) | 2001-10-09 |
| CN1670307A (zh) | 2005-09-21 |
| DE69938316D1 (de) | 2008-04-17 |
| DE69937356T2 (de) | 2008-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1109969B1 (en) | Rolls of tissue sheets having improved properties | |
| US7935409B2 (en) | Tissue sheets having improved properties | |
| US11619008B2 (en) | Smooth and bulky tissue | |
| ZA200007449B (en) | Rolls of tissue sheets having improved properties. | |
| KR101573162B1 (ko) | 높은 벌크 티슈 시트 및 제품 | |
| US11548258B2 (en) | Smooth and bulky rolled tissue products | |
| AU763304B2 (en) | Rolls of tissue sheets having improved properties | |
| MXPA01000288A (en) | Rolls of tissue sheets having improved properties | |
| MXPA00011250A (en) | Rolls of tissue sheets having improved properties |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20010228 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20030701 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE FR GB |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 69937356 Country of ref document: DE Date of ref document: 20071129 Kind code of ref document: P |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20080718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080801 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180829 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20180828 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69937356 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20190805 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20190805 |