CN1206405C - 性能改进了的薄纸卷 - Google Patents
性能改进了的薄纸卷 Download PDFInfo
- Publication number
- CN1206405C CN1206405C CNB998087157A CN99808715A CN1206405C CN 1206405 C CN1206405 C CN 1206405C CN B998087157 A CNB998087157 A CN B998087157A CN 99808715 A CN99808715 A CN 99808715A CN 1206405 C CN1206405 C CN 1206405C
- Authority
- CN
- China
- Prior art keywords
- volume
- paper
- machine direction
- millimeters
- gram
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/032—Controlling transverse register of web
- B65H23/0328—Controlling transverse register of web by moving the winding device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/28—Wound package of webs
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
- D21F11/145—Making cellulose wadding, filter or blotting paper including a through-drying process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1924—Napkins or tissues, e.g. dressings, toweling, serviettes, kitchen paper and compresses
Landscapes
- Paper (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
Abstract
一种传送织物带,其或者利用专门织造的通过使薄纸的空气侧形成横截机器方向占优势条状突起,和/或通过使纸的重复的表面特征相对于卷内的相邻的纸的表面特征偏移,例如通过给穿透干燥器织物带提供偏移缝,可改进薄纸卷的特性。两种技术给制成的薄纸提供改进的性能,以提供卷松密度和卷坚实度的改进的结合。
Description
技术领域
本发明涉及造纸领域,特别涉及卷松密度和卷坚实度改进的薄纸卷及其制造方法。
背景技术
穿透干燥薄纸最近取得了长足的发展,它可提供松密度和柔软度的独特的结合。在某种程度上,制造这种薄纸的方法包括利用穿透干燥织物带,该穿透干燥织物带具有又高又长的机器方向节,以便使制成的薄纸具有高的纹理。当这种纸用来制造纸浴巾或纸巾料时,为了销售给消费者,它们卷绕成卷。然而,尽管制成的薄纸具有高松密度和高的纹理,在卷绕成卷时,由于在卷成的纸卷中纸的突起与相邻的纸的相应的凹限配合,因此,纸有“嵌套”的趋势。结果,卷成的纸卷具有良好的坚实度,但没有表现出上佳的卷松密度,该卷松密度适合纸本身表现现的高纹理。
因此,需要一种赋予薄纸卷良好的坚实度和高松密度的方法,该薄纸具有高松密度和高纹理。
发明内容
现在已发现通过改进在制造薄纸的方法中使用的织物带,可提高薄纸卷的松密度/坚实度的性能,所述薄纸包括穿透干燥薄纸。制成的卷具有高松密度和高坚实度,特别是对于由较软的纸制成的卷更是如此。
因此,一方面,本发明涉及一种制造穿透干燥薄纸的方法,其步骤包括(a)将造纸纤维的含水悬浮液淀积在成形织物带上,以形成湿纸幅;(b)使湿纸幅脱水到约20%至约30%的稠度;(c)将脱水过的纸幅从成形织物带传送到传送织物带的纸侧,该传送织物带以比成形织物带慢约10%至约80%的速度移动;(d)将纸幅传送到穿透干燥织物带,该穿透干燥织物带具有每6.4516平方厘米(平方英寸)约5至约300个压节,该压节高出织物带平面至少约0.127毫米(0.005英寸),其中纸幅肉眼可见的重新布置,以便与穿透干燥织物带的表面一致;和(e)使纸幅穿透干燥,其中传送织物带的纸侧包含横截机器方向(CD)占优势的沟槽,以便使薄纸的空气侧具有横截机器方向占优势的条状突起。
如这里所使用的,薄纸的“干燥器侧”是在穿透干燥期间纸面向穿透干燥织物带的侧面,纸的“空气侧”是在穿透干燥期间纸面向离开穿透干燥织物带的侧面。当纸卷绕成制品卷时,通常最好纸的空气侧是面向卷芯的纸侧,而纸的干燥器侧是纸的面向外的侧面。
而且,如这里所使用的,术语“横截机器方向占优势”指条状突起或沟槽相对于纸或织物带的横截机器方向以约44°或更小,更具体的是约20°或更小,而再具体的是约10°或更小的角度分布。条状突起可平行于纸的横截机器方向。类似的,术语“机器方向占优势”指所述特征相对于纸或织物带的机器方向以约44°或更小,更具体的是约20°或更小,而再具体的是约10°或更小的角度分布。所述机器方向占优势特征也可平行或基本平行于纸或织物带的机器方向。
条状突起可连续横贯纸的宽度延伸,但由于织造织物长丝的部分滑动,实际上,在给定的纸内的条状突起的长度随机变化。因此,条状突起的长度可以是约3毫米或更大,更具体的是从约3毫米至约300毫米,更具体的是从约5毫米至约50毫米,而更加具体的是从约5毫米至约25毫米,并包括上述范围的组合。对应于传送织物带的横截机器方向占优势的长丝之间的间隙的条状空起的宽度在约0.3毫米或更大,更具体的从约0.3毫米至约3毫米,再具体的从约0.5毫米至约1.5毫米。另外,在传送织物带内的单根横截机器方向占优势长丝可由多根横截机器方向占优势长丝代替,该多根横截机器方向占优势长丝在顶上相互堆叠,以形成织物带内的更深的横截机器方向占优势沟槽,以便形成纸的空气侧内的较高的条状突起。
在另一方面,本发明涉及具有空气侧和干燥器侧的薄纸,纸的干燥器侧具有平行不连续的成列的机器方向占优势的凸出枕状的区域,这些区域是通过穿透干燥织物带内的又高又长的机器方向占优势节之间的间隙来施加到纸上,其中在成列的凸出枕状的区域内的不连续部分是横截机器方向占优势沟槽,这些沟槽看起来象在纸的空气侧上的横截机器方向占优势的条状突起。在成列的凸出枕状的区域内的不连续部分基本上消除了当纸卷绕成卷时在纸内成列的凸出枕状的区域发生嵌套的趋势。
在另一方面,本发明涉及制造穿透干燥薄纸的方法,其步骤包括(a)将具有约1%或更小稠度的造纸纤维的含水悬浮液淀积在成形织物带上,以形成湿纸幅;(b)使湿纸幅脱水到约20%至约30%的稠度;(c)将脱水过的纸幅从成形织物带传送到传送织物带,该传送织物带以比成形织物带慢约10%至约80%的速度移动;(d)将纸幅传送到穿透干燥织物带,该穿透干燥织物带具有每6.4516平方厘米(平方英寸)从约5至约300个压节,该压节高出织物带的平面至少约0.127毫米(0.005英寸),其中将纸幅肉眼可见地重新布置,以便与穿透干燥织物带的表面一致;和(e)使纸幅穿透干燥,其中穿透干燥织物带具有一个偏移缝,该偏移缝导致穿透干燥织物带的机器方向纱线布置成与织物带的机器方向形成约2°或更小,具体是约1°或更小,更具体是从约0.05°至约1°,再具体是从约0.1°至约0.6°的角度。如这里所使用的,“偏移”是指在一般的接缝操作期间无意中可能出现织物带的边缘的横截机器方向上移动超出之后形成接缝。偏移缝的概念将在对附图11描述时更详细的描述。
在另一方面,本发明涉及一种薄纸,它通常包括平行的成列的凸出枕状的区域,这些区域布置成与纸的机器方向成一个锐角。该角度可以是从约0.05°至约2°,更具体的是从约0.05°至约1°,再具体的是从约0.1°至约0.6°。该角度导致在穿透干燥织物带中出现一个偏移缝,并且基本上消除了在卷绕成卷时纸发生嵌套的趋势。相对于不使卷摆动的情况下由相同纸材料卷绕成所述卷,通过使卷摆动,纸幅以一定幅度和频率卷绕在该卷上,该幅度和频率可消除纸幅的特征校直和嵌套的趋势,并增加卷松密度/卷坚实度比值,因而对于传统接缝的织物带,可获得类似的结果。
在另一方面,本发明涉及一种薄纸卷,该薄纸卷具有每克16立米厘米或更大的卷松密度和8毫米或更小的卷坚实度。
在另一方面,本发明涉及一种薄纸卷,它具有每克20平米厘米或更大的卷松密度/卷坚实度比值,和从约0.508至1.27毫米(0.02至约0.05英寸)的纸厚度。
在另一方面,本发明涉及一种薄纸卷,它具有每克20平方厘米或更大的卷松密度/卷坚实度比值,和约8或更小的几何平均挺度。
在另一方面,本发明涉及一种薄纸卷,它具有每克约350厘米或更大的卷松密度/卷坚实度/单纸纸厚度比值,和约8或更小的几何平均挺度。
根据本发明制成的薄纸卷的卷松密度可以是每克纤维16立方厘米或更大,更具体的是每克纤维17立方厘米或更大,再具体的是每克纤维从约17至约20立方厘米。
根据本发明制成的薄纸卷的卷坚实度是约11毫米或更小,具体的是约8毫米或更小,更具体的是约7毫米或更小,再具体的约6毫米或更小,更加具体的从约4至约7毫米。
根据本发明制成的薄纸卷的卷松密度/卷坚实度的比值可以是每克20平方厘米或更大,更具体的是每克约25平方厘米或更大,再具体的是每克从约25至约55平方厘米。
适用于本发明的目的的薄纸的单张纸厚度可以是从约0.51至约1.27毫米(0.02至约0.05英寸),更具体的是从约0.64至约1.14毫米(0.025至约0.045英寸)。
适用于本发明目的的薄纸的几何平均挺度可以是约8或更小,具体是约5或更小,更具体是从约2至约5。
本发明的薄纸卷的卷松密度/卷坚实度/单张纸厚度的比值可以是每克约350厘米或更大,具体是每克约390厘米或更大,更具体是每克约430厘米或更大,更加具体是每克从约350至约550厘米。
除了直接与制品纸卷的冲击性能有关的上述性能之外,适用于本发明的目的纸的吸收能力可以是每克纤维约5或更多克水,更具体是每克纤维从约5至约8克的水,再具体的是每克纤维从约5.5至约7克的水。
而且,适用于本发明目的的纸的吸收率可以是4秒或更小,具体是从约1至约4秒,更具体的是从约2至约3秒。
如这里所使用的,“卷松密度”是不包括芯体积的卷绕制品的松密度,它参见图2最易理解。图2表示具有一个芯的一个典型的卷制品,纸制品围绕该芯卷绕。卷制品的半径设计为“R”,而芯的半径设计为“r”。卷的宽度或长度设计为“L”。所有的单位以“厘米”表示。以立方厘米(cc)表示的制品卷的体积“RV”是制品的体积减去芯的体积,即RV=(πR2L)-(πr2L)。制品卷重量“W”是卷的重量减去芯的重量,它以克(g)为单位。或者,卷重量“W”可通过以每平方米克数表示的纸的基础重量乘于以平方米表示的纸的面积(长乘宽)来计算。任一种方式,以每克立方厘米数(cc/g)表示的“卷松密度”是“RV”除以“W”。
如这里所使用的,“卷坚实度”是在受控制的条件下测量的一个探测器穿入卷内的长度,参见图3很容易理解,它表示用来确定卷坚实度的设备。该设备由Kershaw Instrumentation,Inc.,Swedesboro,NJ购得,并以型号为RDT-101卷密度测试仪为人所知。图3表示待测的一个纸巾卷80,它支承在一个芯轴81上。当试验开始时,横向台82开始向卷移动。安装在横向台上的是传感探测器83。横向台的移动使传感探测器与纸巾卷接触。当传感探测器与纸巾卷接触时,作用在测力传感器上的力超过6克的低设定点,将移动显示器调为零,并开始指示探测器的穿入。当作用在传感探测器上的力超过687克的高设定点时,横向台停止,移动显示器指示以毫米计的贯入量。测试仪记录下该读数。接着,测试仪使纸巾卷芯轴上旋转90度,并重复该试验。卷坚实度值是两个读数的平均值,它以毫米表示。试验在-5±1℃(73.4±1.8°F)和50±2%相对湿度的受控制的环境下进行。在试验前,卷处于该环境条件下至少4小时。
如这里所使用的,“几何平均挺度”是几何平均斜率除以几何平均抗张强度;这里几何平均抗张强度是机器方向抗张强度和横截机器方向抗张强度的乘积的平方根,它用每7.62厘米(3英寸)的克数表示;而几何平均斜率是机器方向斜率和横截机器方向斜率的乘积的平方根,它用每7.62厘米(3英寸)的克数表示;这里的机器方向斜率和横截机器方向斜率在专利权人为Wendt等人,名为“制造软薄纸制品的方法”,1998年5月5日公开的美国专利5746887中描述,该文在此提供作为参考。
如这里所使用的,“单张纸厚度”是根据TAPPI试验方法T402“纸、板、纸浆手抄纸及相关产品的标准环境负荷和试验大气”来进行测量,并利用EMVECO 200-A微测量仪器自动测微仪(EMVECO,Inc.,Oregon)对一张纸进行测量。该测微仪具有一个直径为56.4毫米(22.2英寸)的砧座,和每6.45平方厘米(每平方英寸)132克的砧座压力(2.0千克)。
如这里所使用的,薄纸的“吸收能力”通过将薄纸切割成10.16厘米×10.16厘米(4英寸乘4英寸)的方纸,将20张纸放成一叠,这样,所有方纸相对于薄纸的机器方向朝向相同,并将方纸叠的角钉在一起,以形成20块纸垫。将该纸垫放进一个金属丝网篮内,且钉固点向下,下降到一个水池内,该水池温度保持在23℃±2℃。当垫完全湿润时,将它取走,并允许它在金属丝网篮内排水30秒。在30秒后保持在垫内的水的重量是吸收的量。该值除以垫的重量来确定吸收能力,吸收能力用来表示每克纤维吸收的水的克数。
如这里所使用的,除了垫的尺寸是6.35厘米×6.35厘米(2.5英寸乘2.5英寸)之外,薄纸的“吸收率”由与吸收能力相同的程序确定。在下降到水池内之后,垫完全湿透所花费的时间是以秒表示的吸收率。较高的值表示水吸收的速率较慢。
根据本发明制造穿透干燥薄纸的一般的方法在专利权人为Farrington等人,名为“软薄纸”,1997年8月12日公开的美国专利5656132,专利权人为Wendt等人,名为“制造软薄纸产品的方法”,1997年9月30日公开的美国专利5672248中描述,这两篇文献在此提供作为参考。
用于本发明目的的薄纸可具有一个、两个、三个或多个层,并可湿压、穿透干燥、不起绉穿透干燥或湿法模制和干燥。它们可用于面巾纸、浴巾纸、纸巾、餐巾纸等,尽管最大的用途是用在卷制品形式例如浴巾纸和纸巾。
附图说明
图1表示制造本发明的不起绉的穿透干燥薄纸的方法的示意图;
图2表示计算“卷松密度”的典型的卷制品的示意图;
图3表示用来测量“卷坚实度”的设备的典型示意图;
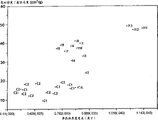
图4表示本发明的制品(标记“11”-“113”对应于下面的例子1-13),如例14中所述不使用本发明的方法形成的对比点(标记为“对比”),和许多商业上可购得的纸巾(根据它们是否是单层或双层制品,分别可选择的标记为“C1”或“C2”)的卷松密度与卷坚实度比较的图表,它表示本发明的制品所获得的高卷松密度和高卷坚实度的结合;
图5是本发明的制品和许多商业上可购得的纸巾的卷松密度/卷坚实度比值与单张纸厚度比较的图表,该纸巾具有与图4一样标记的数据点,该图表示本发明的获得由给定厚度的薄纸构成的坚实大体积卷的方法的效率;
图6是与上述图4和图5类似的卷松密度/卷坚实度比值与几何平均挺度比较的图表,它表示本发明的提供软(低挺度)纸的高松密度和高坚实度的方法的能力;
图7表示与上述图4、5和6类似的卷松密度/卷坚实度/单张纸厚度比值与几何平均挺度比较的图表,它还表示本发明的为给定厚度的软薄纸提供高松密度和高坚实度的方法的效率;
图8A和8B分别表示根据本发明制成的不起绉穿透干燥薄纸与不使用本发明的方法制成类似的纸的干燥器侧(顶侧)照片,它表示在机器方向上平行的成列的凸出枕状的区域,这些区域由传送织物带赋予纸上的横截机器方向占优势沟槽中断;
图9A和9B分别表示图8A和图8B的纸的空气侧(底侧)的照片,它还表示由传送织物带赋予薄纸的条状压痕,在纸的该侧是条状突起;
图10是用来在纸的空气侧内形成条状突起的传送织物带的纸侧的照片;
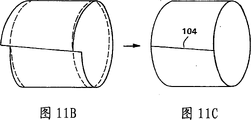
图11A、11B和11C是根据本发明的一个方面在使用的织物带中形成偏移缝的方法所包含的步骤的示意图。
具体实施方式
现在参见附图来详细的描述本发明。
图1表示根据本发明制造不起绉穿透干燥薄纸的方法。图中所示是一个双长网成形机,它具有一个分层的造纸流浆箱10,该造纸流浆箱将造纸纤维的含水悬浮液的液流11喷射或淀积在成形织物带12和13之间。纸幅粘接到成形织物带13上,当纸幅部分脱水到干燥重量的约10%的稠度时,该成形织物带13用来支承和承载在工艺中新形成的湿纸幅下游。湿纸幅可进行补充脱水,例如通过真空抽吸,与此同时,湿纸幅由成形织物带支承。
然后,湿纸幅从成形织物带传送到传送织物带17,该传送织物带17以比成形织物带慢的速度移动,以便向纸幅施加增加的机器方向伸张率。最好借助真空推力瓦18进行轻触传送,以避免湿纸幅受压。根据使用的方法赋予本发明所需的卷性能,传送织物带可以是具有又高又长的压节的织物带,这通常在专利权人为Wendt等人的前述美国专利5672248中描述,或者它可具有较平滑的表面,例如Asten934,937,939,959,Albany94M或Appleton Mills 2164-B33。如果传送织物带用来向纸提供横截机器方向占优势条,传送织物带在专利权人为Chiu,名为“具有粘接经纱的多层造纸织物带”,1993年6月15日公开的美国专利5219004的图5、6和7中描述,该文在此提供作为参考。更具体的是,参见Chiu的图6所示的传送织物带,传送织物带的纸侧是织物带的具有由长丝144形成的长的横截机器方向占优势浮纹的一侧,在纸内由传送织物赋予的横截机器方向占优势条对应于在横截机器方向占优势长丝144之间形成的沟槽。
然后,借助真空传送辊20或真空传送推力瓦,将纸幅从传送织物带传送到穿透干燥织物带19。穿透干燥织物带可以相对于传送织物带以约相同或不同的速度移动。如果需要,穿透干燥织物带可以较慢的速度移动,以便进一步增强机器方向伸张率。传送最好是在真空帮助下进行,以确保纸的变形与穿透干燥织物带一致,这样产生所需的松密度和挠曲度;横截机器方向伸张率和外观。穿透干燥织物带最好是通常在Wendt等人的专利中描述的又高又长的压节式穿透干燥织物带。
用于纸幅传送的真空度从约75至约380毫米汞柱(3至约15英寸汞柱),最好约254毫米(10英寸)汞柱。除了或代替利用真空将纸幅吸到下一个织物带上,真空推力瓦(负压)可利用正压补充或代替,以便从纸幅的相对侧将纸幅吹送到下一个织物带上。而且,一个或多个真空辊用来代替真空推力瓦。
当由穿透干燥织物带支承时,纸幅通过穿透干燥器21最终干燥到约94%或更大的稠度,然后传送到承载织物带22上。利用承载织物带22和可选择的承载织物带25,干燥过的原纸23输送到卷筒24。利用一个可选择的加压转向辊26,便于纸幅从承载织物带22传送到织物带25。为此目的的适当的承载织物带是Albany International 84M或94M和Asten959或937。所有这些是具有精细图案的较平滑的织物带。尽管未表示,卷筒砑光或随后的脱机砑光可用来提高原纸的平滑度和柔软度。
图2和3已经结合卷松密度和卷坚实度测量在前面作了描述。
图4、5、6和7是根据下述例子制成的本发明的制品与商业上可购得的制品的一些性质相比较的图表。
图8A和8B分别表示根据本发明(8A)制成不起绉穿透干燥薄纸与不使用本发明的方法(8B)制成类似的纸的干燥器侧的照片。参见图8A,它表示在机器方向上平行的成列的凸出枕状的区域85,这些区域由本发明的薄纸内的横截机器方向占优势沟槽86中断。在图8B中,对应于横截机器方向占优势沟槽的结构不存在。
图9A和9B分别表示图8A和图8B的纸的空气侧的照片,图中所示是由传送织物带赋予薄纸的空气侧的横截机器方向占优势条状突起91。
图10是根据本发明的一个方面的Appleton Mills 2054-A33的传送织物带的纸侧的照片,该传送织物带用来将横截机器方向占优势的条状突起赋予图8A和9A中所示的纸的空气侧。
图11A、11B和11C是根据本发明用来形成带偏移缝的织物带的步骤的示意图。首先,如图11A所示,织物带100平放,并确定偏移度。平行的偏移线102和103靠近所示的织物带的边缘。这些线相对于织物带的边缘的角度表示相对于织物带的机器方向的偏移角。然后,如图11B所示,织物带与对齐的偏移线形成连续的环。然后,织物带的两个相邻的边缘缝合到一起。接着超出的织物带材料例如热封刀或其它适当的装置切去毛边,留下图11C所示的偏移织物带。本发明的结果是,形成的织物带的接缝104不垂直于织物带的机器方向。
例子
例子1
参见图1,如上所述根据本发明制造一种不起绉的穿透干燥薄纸。更具体的是,利用包括50%干重的北方软木牛皮纸纤维(NSWK);25%北方软木漂白化学热机制浆纤维(BCTMP),和25%南方硬木牛皮纸纤维(SHWK)的配料制造不分层的单层薄纸。
NSWK纤维在约4%稠度下制浆30分,并在制浆后稀释至约3.2%。BCTMP和SHWK纤维以50∶50的比例结合在一起,并在约4%稠度下制浆30分钟,然后在制浆后,稀释至约3.2%。Kymene557LX以基于总流为10千克/公吨浆的量添加到每个浆流中。NSWK纤维以1.0马力-日(0.75千瓦日)/公吨精练。然后,浆流混合,并稀释到约0.18%的稠度。稀释的悬浮液分别送到C卷绕、双长网、吸收成形辊,具有成形织物带(12和13)的成形机,该成形织物带分别是Asten 867A和Appleton Mills(AM)2164-B33织物带。两个成形织物带的速度是7.93米/分(1562英尺/分)。然后,在传送到以1250fpm(25%急速传送)移动到传送织物带(17)之前,通过从成形织物带下方使用真空抽吸,使新形成的纸幅脱水到约24%的稠度。传送织物带是Appleton Mills 2054-A33,其以粗糙的横截机器方向占优势长丝运行到纸侧(见图10)。牵拉152毫米(6英寸)真空汞柱的真空推力瓦用来将纸幅传送到传送织物带上。
然后纸幅传送到穿透干燥织物带(19)上,该穿透干燥织物带是Appleton Mills t1205-1。穿透干燥织物带以约6.35米/秒(1250英尺/分)的速度运行。纸幅承载于在约177℃(350°F)的温度下操作的蜂窝式穿透干燥机上,并干燥到约97%稠度的最终干燥度。然后制成的不起绉薄纸在两个508毫米(20英寸)直径的钢辊之间的0.028毫米(0.011英寸)的固定间隙下砑光,并卷绕成具有40.6毫米(1.6英寸)直径的芯上的最终产品卷。
制成的最纸产品具有如下性质:基础重量,38.6克/平方米(22.8磅/2880平方英尺);机器方向抗张强度,2480克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,2370克/76.2毫米(3英寸)样品宽度;机器方向伸张率,20.1%;横截机器方向伸张率9.0%;机器方向斜率,6.05千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,9.29千克/76.2毫米(3英寸)样品宽度;几何平均挺度,3.10;单张纸厚度,0.84毫米(0.033英寸);卷松密度,16.7立方厘米/克;卷坚实度,4.16毫米,卷松密度除以卷坚实度,40.1平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,480厘米/克;吸收能力,6.1克水/克纤维;吸收率,1.9秒;卷直径,132毫米(5.19英寸);卷长度,18.3米(60.0英尺)。
例2
除了利用包括50%NSWK,25%BCTMP,和25%北方硬木牛皮纸纤维NHWK的配料,NSWK以1.5马力-日(1.1千瓦日)/公吨精练,穿透干燥织物带是Appleton Mills t1205-2织物带,且制成的原纸是在0.178毫米(0.007英寸)的固定间隙下砑光外,按照与例子1所述相同的方式制造单层纸巾。
制成的最终产品具有如下性质:基础重量,38.1克/平方米(22.4磅/2880平方英尺);机器方向抗张强度,2540克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,1680克/76.2毫米(3英寸)样品宽度;机器方向伸张率,18.7%;横截机器方向伸张率10.3%;机器方向斜率,5.43千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,6.36千克/76.2毫米(3英寸)样品宽度;几何平均挺度,2.84;单张纸厚度,0.86毫米(0.034英寸);卷松密度,17.1立方厘米/克;卷坚实度,7.1毫米;卷松密度除以卷坚实度,24.1平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,280厘米/克;吸收能力,6.56克水/克纤维;吸收率,3.3秒;卷直径,132毫米(5.20英寸);卷长度,19.1米(62.5英尺)。
例子3
除了传送织物带是Appleton Mills t1605-2织物带,而穿透干燥织物带是成0.273度的最终偏移角的Appleton Mills t1205-2偏移缝织物带外,按照与例子2所述相同的方式制造单层纸巾。
制成的最终产品具有如下性质:基础重量,37.1克/平方米(21.8磅/2880平方英尺);机器方向抗张强度,2130克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,1970克/76.2毫米(3英寸)样品宽度;机器方向伸张率,17.5%;横截机器方向伸张率13.0%;机器方向斜率,9.13千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,5.06千克/76.2毫米(3英寸)样品宽度;几何平均挺度,3.31;单张纸厚度,0.86毫米(0.034英寸);卷松密度,19.4立方厘米/克;卷坚实度,5.85毫米;卷松密度除以卷坚实度,33.2平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,390厘米/克;吸收能力,6.78克水/克纤维;吸收率,2.2秒;卷直径,138毫米(5.43英寸);卷长度,19.1米(62.5英尺)。
例子4
除了制成的原纸是在0.127毫米(0.005英寸)的固定间隙下砑光外,按照与例子3所述相同的方式制造单层纸巾。
制成的最终产品具有如下性质:基础重量,36.7克/平方米(21.6磅/2880平方英尺);机器方向抗张强度,2250克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,1660克/76.2毫米(3英寸)样品宽度;机器方向伸张率,18.5%,横截机器方向伸张率11.8%;机器方向斜率,8.98千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,4.47千克/76.2毫米(3英寸)样品宽度;几何平均挺度,3.28;单张纸厚度,0.81毫米(0.032英寸);卷松密度,19.1立方厘米/克;卷坚实度,6.20毫米;卷松密度除以卷坚实度,30.8平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,380厘米/克;吸收能力,6.83克水/克纤维;吸收率,2.1秒;卷直径,136毫米(5.35英寸);卷长度,19.1米(62.5英寸)。
例子5
除了NSWK以3.0马力-日(2.2千瓦日)/公吨精练,Kymene557LX以12千克/公吨纤维的比率添加,传送织物带是Appleton Mills t216-3织物带,且制成的原纸是在0.127毫米(0.005英寸)的固定间隙下砑光外,按照与例子3所述相同的方式制造单层纸巾。
制成的最终产品具有如下性质:基础重量,37.8克/平方米(22.2磅/2880平方英尺);机器方向抗张强度,2870克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,2460克/76.2毫米(3英寸)样品宽度;机器方向伸张率,18.3%;横截机器方向伸张率11.3%;机器方向斜率,11.1千克/76.2毫米(3英寸)样品宽度,横截机器方向斜率,6.20千克/76.2毫米(3英寸)样品宽度;几何平均挺度,3.12;单张纸厚度,0.74毫米(0.029英寸);卷松密度,18.1立方厘米/克;卷坚实度,4.85毫米;卷松密度除以卷坚实度,37.3平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,500厘米/克;吸收能力,6.0克水/克纤维;吸收率,2.5秒;卷直径,135毫米(5.32英寸);卷长度,19.1米(62.5英尺)。
例子6
除了制成的原纸是在0.178毫米(0.007英寸)的固定间隙下砑光外,按照与例子5所述相同的方式制单层纸巾。
制成的最终产品具有如下性质:基础重量,37.9克/平方米(22.3磅/2880平方英尺);机器方向抗张强度,3330克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,2610克/76.2毫米(3英寸)样品宽度;机器方向伸张率,20.3%;横截机器方向伸张率11.7%;机器方向斜率,10.9千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,6.85千克/76.2毫米(3英寸)样品宽度;几何平均挺度,2.92;单张纸厚度,0.81毫米(0.032英寸);卷松密度,19.3立方厘米/克;卷坚实度,5.0毫米;卷松密度除以卷坚实度,38.6平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,480厘米/克;吸收能力,6.14克水/克纤维;吸收率,2.5秒;卷直径,139毫米(5.47英寸);卷长度,19.1米(62.5英尺)。
例子7
除了传送织物带是Appleton Mills 2054-A33织物带外,按照与例子5所述相同的方式制造单层纸巾。
制成的最终产品具有如下性质:基础重量,37.6克/平方米(22.1磅/2880平方英尺);机器方向抗张强度,3260克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,2120克/76.2毫米(3英寸)样品宽度;机器方向伸张率,19.1%;横截机器方向伸张率9.4%;机器方向斜率,5.98千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,9.4千克/76.2毫米(3英寸)样品宽度;几何平均挺度,2.85;单张纸厚度,0.79毫米(0.031英寸);卷松密度,17.6立方厘米/克;卷坚实度,4.90毫米;卷松密度除以卷坚实度,35.9平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,460厘米/克;吸收能力,5.85克水/克纤维;吸收率,2.74秒;卷直径,133毫米(5.24英寸);卷长度,19.1米(62.5英尺)。
例子8
除了制成的原纸是在0.178毫米(0.007英寸)的固定间隙下砑光外,按照与例子7所述相同的方式制造单层薄纸。
制成的最终产品具有如下性质:基础重量,37.9克/平方米(22.3磅/2880平方英尺);机器方向抗张强度,3330克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,2270克/76.2毫米(3英寸)样品宽度;机器方向伸张率,17.4%;横截机器方向伸张率10.5%;机器方向斜率,6.6千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,8.8千克/76.2毫米(3英寸)样品宽度;几何平均挺度,2.8;单张纸厚度,0.81毫米(0.032英寸);卷松密度,18.4立方厘米/克;卷坚实度,4.45毫米;卷松密度除以卷坚实度,41.3平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,510厘米/克;吸收能力,5.98克水/克纤维;吸收率,3.0秒;卷直径,136毫米(5.35英寸);卷长度,19.1米(62.5英尺)。
例子9
除了成形稠度约为0.25%外,按照与例子7所述相同的方式制造单层薄纸。
制成的最终产品具有如下性质:基础重量,37.8克/平方米(22.2磅/2880平方英尺);机器方向抗张强度,2940克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,2210克/76.2毫米(3英寸)样品宽度;机器方向伸张率,16.5%;横截机器方向伸张率10.0%;机器方向斜率,6.65千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,8.50千克/76.2毫米(3英寸)样品宽度;几何平均挺度,3.0;单张纸厚度,0.76毫米(0.030英寸);卷松密度,17.8立方厘米/克;卷坚实度,4.55毫米;卷松密度除以卷坚实度,39.1平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,520厘米/克;吸收能力,6.0克水/克纤维;吸收率,2.8秒;卷直径,136毫米(5.28英寸);卷长度,19.1米(62.4英尺)。
例子10
除了制成的原纸是在0.178毫米(0.007英寸)的固定间隙下砑光外,按照与例子9所述相同的方式制造单层薄纸。
制成的最终产品具有如下性质:基础重量,37.8克/平方米(22.3磅/2880平方英尺);机器方向抗张强度,3220克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,2370克/76.2毫米(3英寸)样品宽度;机器方向伸张率,18.5%;横截机器方向伸张率10.5%;机器方向斜率,6.06千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,8.67千克/76.2毫米(3英寸)样品宽度;几何平均挺度,2.63;单张纸厚度,0.84毫米(0.033英寸);卷松密度,18.4立方厘米/克;卷坚实度,4.9毫米;卷松密度除以卷坚实度,37.6平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,450厘米/克;吸收能力,5.89克水/克纤维;吸收率,2.8秒;卷直径,136毫米(5.35英寸);卷长度,19.1米(62.5英尺)。
例子11
除了制成的原纸没有砑光外,按照与例子2所述相同的方式制造单层薄纸。
制成的最终产品具有如下性质:基础重量,40.1克/平方米(23.6磅/2880平方英尺);机器方向抗张强度,2570克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,2290克/76.2毫米(3英寸)样品宽度;机器方向伸张率,19.9%,横截机器方向伸张率12.6%;机器方向斜率,8.98千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,10.2千克/76.2毫米(3英寸)样品宽度;几何平均挺度,3.93;单张纸厚度,1.14毫米(0.045英寸);卷松密度,20.9立方厘米/克;卷坚实度,4.35毫米;卷松密度除以卷坚实度,48.1平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,420厘米/克;吸收能力,6.56克水/克纤维;吸收率3.2秒;卷直径,151毫米(5.95英寸);卷长度,19.7米(65.0英尺)。
例子12
除了制成的原纸没有砑光外,按照与例子3所述相同的方式制造单层薄纸。
制成的最终产品具有如下性质:基础重量,38.3克/平方米(22.5磅/2880平方英尺);机器方向抗张强度,2600克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,2410克/76.2毫米(3英寸)样品宽度;机器方向伸张率,19.6%;横截机器方向伸张率13.2%;机器方向斜率,12.3千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,8.74千克/76.2毫米(3英寸)样品宽度;几何平均挺度,4.13;单张纸厚度,1.09毫米(0.043英寸);卷松密度,23.2立方厘米/克;卷坚实度,4.9毫米;卷松密度除以卷坚实度,47.3平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,430厘米/克;吸收能力,6.41克水/克纤维;吸收率,2.2秒;卷直径,155毫米(6.1英寸);卷长度,19.7米(65.1英尺)。
例子13
除了制成的原纸没有砑光外,按照与例子7所述相同的方式制造单层薄纸。
制成的最终产品具有如下性质:基础重量,38.6克/平方米(22.7磅/2880平方英尺);机器方向抗张强度,3430克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,2620克/76.2毫米(3英寸)样品宽度;机器方向伸张率,21.6%;横截机器方向伸张率10.7%;机器方向斜率,7.67千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,14.2千克/76.2毫米(3英寸)样品宽度;几何平均挺度,3.46;单张纸厚度,1.07毫米(0.042英寸);卷松密度,21.7立方厘米/克;卷坚实度,4.40毫米;卷松密度除以卷坚实度,49.2平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,460厘米/克;吸收能力,5.98克水/克纤维;吸收率,2.8秒;卷直径,150毫米(5.90英寸);卷长度,19.2米(63.5英尺)。
例子14(对比样)
除了传送织物带是AM 2164-B33织物带,制成的原纸是在27.9毫米(0.011英寸)的固定间隙下砑光外,按照与例子1所述相同的方式制造单层薄纸。
制成的最终产品具有如下性质:基础重量,38.1克/平方米(22.4磅/2880平方英尺);机器方向抗张强度,2670克/76.2毫米(3英寸)样品宽度;横截机器方向抗张强度,2170克/76.2毫米(3英寸)样品宽度;机器方向伸张率,19.1%;横截机器方向伸张率9.0%;机器方向斜率,19.6千克/76.2毫米(3英寸)样品宽度;横截机器方向斜率,10.6千克/76.2毫米(3英寸)样品宽度;几何平均挺度,5.98;单张纸厚度,0.84毫米(0.033英寸);卷松密度,17.0立方厘米/克;卷坚实度,10.4毫米;卷松密度除以卷坚实度,16.3平方厘米/克;卷松密度除以坚实度再除以单张纸厚度,200厘米/克;吸收能力,6.0克水/克纤维;吸收率,2.0秒;卷直径,1325毫米(5.19英寸);卷长度,18.2米(60.0英尺)。
可以理解仅为了说明的目的的前述例子不限制在本发明的范围内,本发明的范围由下面的权利要求书和所有等同范围限制。
Claims (6)
1.一种薄纸卷,它具有每克16立方厘米或更大的卷松密度,以及8毫米或更小的卷坚实度。
2.如权利要求1所述的薄纸卷,其特征在于,卷坚实度是7毫米或更小。
3.如权利要求1所述的薄纸卷,其特征在于,卷坚实度是6毫米或更小。
4.如权利要求1所述的薄纸卷,其特征在于,卷坚实度是4至7毫米。
5.如权利要求1所述的薄纸卷,其特征在于,卷松密度是每克17立方厘米或更大,卷坚实度是6毫米或更小。
6.如权利要求1所述的薄纸卷,其特征在于,卷松密度是每克17立米厘米至每克20立方厘米,且卷坚实度是4毫米至7毫米。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12981498A | 1998-08-06 | 1998-08-06 | |
| US09/129814 | 1998-08-06 | ||
| US09/129,814 | 1998-08-06 | ||
| US16686398A | 1998-10-06 | 1998-10-06 | |
| US09/166,863 | 1998-10-06 | ||
| US09/166863 | 1998-10-06 |
Related Child Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2005100660888A Division CN1670306A (zh) | 1998-08-06 | 1999-08-06 | 性能改进了的薄纸卷 |
| CNA2005100660892A Division CN1670307A (zh) | 1998-08-06 | 1999-08-06 | 性能改进了的薄纸卷 |
| CNA2005100660873A Division CN1670305A (zh) | 1998-08-06 | 1999-08-06 | 性能改进了的薄纸卷 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1309736A CN1309736A (zh) | 2001-08-22 |
| CN1206405C true CN1206405C (zh) | 2005-06-15 |
Family
ID=26827938
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2005100660892A Pending CN1670307A (zh) | 1998-08-06 | 1999-08-06 | 性能改进了的薄纸卷 |
| CNA2005100660888A Pending CN1670306A (zh) | 1998-08-06 | 1999-08-06 | 性能改进了的薄纸卷 |
| CNA2005100660873A Pending CN1670305A (zh) | 1998-08-06 | 1999-08-06 | 性能改进了的薄纸卷 |
| CNB998087157A Expired - Fee Related CN1206405C (zh) | 1998-08-06 | 1999-08-06 | 性能改进了的薄纸卷 |
Family Applications Before (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2005100660892A Pending CN1670307A (zh) | 1998-08-06 | 1999-08-06 | 性能改进了的薄纸卷 |
| CNA2005100660888A Pending CN1670306A (zh) | 1998-08-06 | 1999-08-06 | 性能改进了的薄纸卷 |
| CNA2005100660873A Pending CN1670305A (zh) | 1998-08-06 | 1999-08-06 | 性能改进了的薄纸卷 |
Country Status (10)
| Country | Link |
|---|---|
| EP (2) | EP1109969B1 (zh) |
| JP (1) | JP4465111B2 (zh) |
| KR (1) | KR100606305B1 (zh) |
| CN (4) | CN1670307A (zh) |
| AR (1) | AR019469A1 (zh) |
| AU (1) | AU744482B2 (zh) |
| BR (1) | BR9912644A (zh) |
| DE (2) | DE69938316D1 (zh) |
| TW (1) | TW580530B (zh) |
| WO (1) | WO2000008253A1 (zh) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6547926B2 (en) | 2000-05-12 | 2003-04-15 | Kimberly-Clark Worldwide, Inc. | Process for increasing the softness of base webs and products made therefrom |
| EP1282506B1 (en) | 2000-05-12 | 2008-08-06 | Kimberly-Clark Worldwide, Inc. | Paper |
| US6607635B2 (en) | 2000-05-12 | 2003-08-19 | Kimberly-Clark Worldwide, Inc. | Process for increasing the softness of base webs and products made therefrom |
| EP1442173B1 (en) | 2001-11-02 | 2008-03-12 | Kimberly-Clark Worldwide, Inc. | Fabric comprising nonwoven elements for use in the manufacture of tissue products having visually discernable background texture regions bordered by curvilinear decorative elements and method of manufacturing a tissue product |
| US6821385B2 (en) | 2001-11-02 | 2004-11-23 | Kimberly-Clark Worldwide, Inc. | Method of manufacture of tissue products having visually discernable background texture regions bordered by curvilinear decorative elements using fabrics comprising nonwoven elements |
| US6787000B2 (en) | 2001-11-02 | 2004-09-07 | Kimberly-Clark Worldwide, Inc. | Fabric comprising nonwoven elements for use in the manufacture of tissue products having visually discernable background texture regions bordered by curvilinear decorative elements and method thereof |
| US6746570B2 (en) | 2001-11-02 | 2004-06-08 | Kimberly-Clark Worldwide, Inc. | Absorbent tissue products having visually discernable background texture |
| US6749719B2 (en) | 2001-11-02 | 2004-06-15 | Kimberly-Clark Worldwide, Inc. | Method of manufacture tissue products having visually discernable background texture regions bordered by curvilinear decorative elements |
| US6790314B2 (en) | 2001-11-02 | 2004-09-14 | Kimberly-Clark Worldwide, Inc. | Fabric for use in the manufacture of tissue products having visually discernable background texture regions bordered by curvilinear decorative elements and method thereof |
| US6676807B2 (en) | 2001-11-05 | 2004-01-13 | Kimberly-Clark Worldwide, Inc. | System and process for reducing the caliper of paper webs |
| US6755940B2 (en) | 2001-12-20 | 2004-06-29 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for caliper control of a fibrous web |
| US6727004B2 (en) | 2002-07-24 | 2004-04-27 | Kimberly-Clark Worldwide, Inc. | Multi-ply paper sheet with high absorbent capacity and rate |
| US6887348B2 (en) | 2002-11-27 | 2005-05-03 | Kimberly-Clark Worldwide, Inc. | Rolled single ply tissue product having high bulk, softness, and firmness |
| TWI268972B (en) | 2002-11-27 | 2006-12-21 | Kimberly Clark Co | Rolled tissue products having high bulk, softness, and firmness |
| US7127951B2 (en) | 2003-11-07 | 2006-10-31 | Kimberly-Clark Worldwide, Inc. | Roll firmness measuring system and process |
| ITFI20040102A1 (it) | 2004-04-29 | 2004-07-29 | Guglielmo Biagiotti | Metodo e dispositivo per la produzione di carta tissue |
| US7524399B2 (en) | 2004-12-22 | 2009-04-28 | Kimberly-Clark Worldwide, Inc. | Multiple ply tissue products having enhanced interply liquid capacity |
| JP2006280616A (ja) * | 2005-03-31 | 2006-10-19 | Daio Paper Corp | エンボス付与シート製品 |
| ITFI20050218A1 (it) | 2005-10-20 | 2007-04-21 | Guglielmo Biagiotti | Perfezionamenti ai metodi e dispositivi per la produzione di carte tissue e velo di carta da questi derivante |
| US8574399B2 (en) | 2011-09-21 | 2013-11-05 | Kimberly-Clark Worldwide, Inc. | Tissue products having a high degree of cross machine direction stretch |
| US8481133B2 (en) * | 2011-09-21 | 2013-07-09 | Kimberly-Clark Worldwide, Inc. | High bulk rolled tissue products |
| US8940376B2 (en) * | 2012-02-07 | 2015-01-27 | Kimberly-Clark Worldwide, Inc. | High bulk tissue sheets and products |
| US8702905B1 (en) | 2013-01-31 | 2014-04-22 | Kimberly-Clark Worldwide, Inc. | Tissue having high strength and low modulus |
| JP6277654B2 (ja) * | 2013-10-03 | 2018-02-14 | セイコーエプソン株式会社 | シート製造装置 |
| KR102442684B1 (ko) * | 2013-11-14 | 2022-09-13 | 쥐피씨피 아이피 홀딩스 엘엘씨 | 고흡수성 및 고캘리퍼를 갖는 연성 흡수성 시트, 및 연성 흡수성 시트의 제조 방법 |
| EP4077808A4 (en) | 2019-12-18 | 2023-11-29 | Essity Hygiene and Health Aktiebolag | PAPER PRODUCT AND METHOD AND APPARATUS FOR MANUFACTURING SAME |
| US11427967B2 (en) | 2020-08-31 | 2022-08-30 | Kimberly-Clark Worldwide, Inc. | Multi-ply tissue products having improved cross-machine direction properties |
| US11299856B2 (en) | 2020-08-31 | 2022-04-12 | Kimberly-Clark Worldwide, Inc. | Single ply tissue having improved cross-machine direction properties |
| US11286623B2 (en) | 2020-08-31 | 2022-03-29 | Kimberly-Clark Worldwide, Inc. | Single ply tissue having improved cross-machine direction properties |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4671983A (en) * | 1985-06-12 | 1987-06-09 | Marcal Paper Mills, Inc. | Embossments for minimizing nesting in roll material |
| US5356364A (en) * | 1991-02-22 | 1994-10-18 | Kimberly-Clark Corporation | Method for embossing webs |
| ES2122038T3 (es) * | 1992-08-26 | 1998-12-16 | Procter & Gamble | Correa para la fabricacion de papel con configuracion semicontinua y papel fabricado sobre ella. |
| CA2142805C (en) * | 1994-04-12 | 1999-06-01 | Greg Arthur Wendt | Method of making soft tissue products |
| DE4414003C2 (de) * | 1994-04-22 | 2000-04-13 | Kampf Gmbh & Co Maschf | Vorrichtung zum Aufwickeln von Warenbahnen, insbesondere Kunststoffolien in einer zwei Drehscheiben aufweisenden Mehrfach-Wendewickelmaschine |
-
1999
- 1999-07-21 TW TW088112358A patent/TW580530B/zh not_active IP Right Cessation
- 1999-07-23 AR ARP990103646A patent/AR019469A1/es unknown
- 1999-08-06 CN CNA2005100660892A patent/CN1670307A/zh active Pending
- 1999-08-06 CN CNA2005100660888A patent/CN1670306A/zh active Pending
- 1999-08-06 CN CNA2005100660873A patent/CN1670305A/zh active Pending
- 1999-08-06 EP EP99939017A patent/EP1109969B1/en not_active Expired - Lifetime
- 1999-08-06 DE DE69938316T patent/DE69938316D1/de not_active Expired - Lifetime
- 1999-08-06 DE DE69937356T patent/DE69937356T2/de not_active Expired - Lifetime
- 1999-08-06 WO PCT/US1999/017730 patent/WO2000008253A1/en active IP Right Grant
- 1999-08-06 CN CNB998087157A patent/CN1206405C/zh not_active Expired - Fee Related
- 1999-08-06 KR KR1020017001507A patent/KR100606305B1/ko not_active IP Right Cessation
- 1999-08-06 JP JP2000563869A patent/JP4465111B2/ja not_active Expired - Fee Related
- 1999-08-06 EP EP05004102A patent/EP1541756B1/en not_active Expired - Lifetime
- 1999-08-06 BR BR9912644-3A patent/BR9912644A/pt not_active Application Discontinuation
- 1999-08-06 AU AU53384/99A patent/AU744482B2/en not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| EP1109969B1 (en) | 2007-10-17 |
| AU5338499A (en) | 2000-02-28 |
| CN1670305A (zh) | 2005-09-21 |
| DE69937356D1 (de) | 2007-11-29 |
| CN1670307A (zh) | 2005-09-21 |
| JP4465111B2 (ja) | 2010-05-19 |
| JP2002522323A (ja) | 2002-07-23 |
| EP1541756B1 (en) | 2008-03-05 |
| KR100606305B1 (ko) | 2006-07-28 |
| AR019469A1 (es) | 2002-02-20 |
| EP1541756A1 (en) | 2005-06-15 |
| CN1309736A (zh) | 2001-08-22 |
| DE69937356T2 (de) | 2008-07-17 |
| WO2000008253A1 (en) | 2000-02-17 |
| EP1109969A1 (en) | 2001-06-27 |
| DE69938316D1 (de) | 2008-04-17 |
| KR20010072247A (ko) | 2001-07-31 |
| AU744482B2 (en) | 2002-02-28 |
| TW580530B (en) | 2004-03-21 |
| CN1670306A (zh) | 2005-09-21 |
| BR9912644A (pt) | 2001-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1206405C (zh) | 性能改进了的薄纸卷 | |
| US9745702B2 (en) | High bulk tissue sheets and products | |
| EP2925202B1 (en) | Smooth and bulky tissue | |
| KR101906643B1 (ko) | 높은 벌크를 갖는 롤 형태 티슈 제품 | |
| US7611605B2 (en) | Method for making rolls of tissue sheets having improved properties | |
| KR101007445B1 (ko) | 큰 비체적, 부드러움, 및 견고성을 갖는 롤형 티슈 제품 | |
| CN112203568B (zh) | 软质薄纸 | |
| CA2921683A1 (en) | Smooth bulky tissue | |
| AU2015389952B2 (en) | Smooth and bulky rolled tissue products | |
| KR100356001B1 (ko) | 종이 웨브 및 그 제조 방법과, 습윤 종이 웨브와, 종이 구조체 | |
| AU763304B2 (en) | Rolls of tissue sheets having improved properties | |
| MXPA00011250A (en) | Rolls of tissue sheets having improved properties | |
| MXPA01000288A (en) | Rolls of tissue sheets having improved properties |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |