The invention relates to a press, more particularly for
cutting and moulding miniature components, with a
reciprocating die.
On account of the large moving masses, conventional
mechanical presses are unsuitable for the precision
processing of small parts in the electronics field or are
very expensive to manufacture.
It is the object of the invention to provide a small and
compact press which can be economically manufactured. In
particular, precision processing in the micrometer range is
to be possible.
This object is attained in a press, more particularly for
cutting and moulding miniature components, with a
reciprocating die in that the drive of the die is effected
by at least one piezoactor and in that a more particularly
hydraulic transmission device is arranged between the
piezoactor and the die. The piezoactor offers the
advantage that it has practically no moving mass as
compared with a mechanical drive. Consequently, it is
possible to attain very high velocities and accelerations
using the press according to the invention. Using
conventional presses, it is possible to manufacture
approximately 2000 parts per unit of time. Using the press
according to the invention, markedly increased frequencies
and therefore quantities can be realised. In addition, the
use of the piezoactor allows for the representation of any
chosen force/displacement profile. In contrast, it is only
possible to represent a sinusoidal force/displacement
profile using conventional mechanical presses with crank
drives.
Whilst it is possible using the piezoactor to realise
relatively large forces, it is only possible to realise
relative small displacement distances. The transmission
device is used in order to allow for larger displacement
distances of the die. The transmission device is
preferably a hydraulic transmission device, since
mechanical transmissions usually have a clearance which is
too great for precision processing in the micrometer range.
A particular embodiment of the invention is characterised
in that the transmission device comprises a double-action
transmission piston, which is arranged between the
piezoactor and the die. In the double-action principle,
both the forward and the backward movement (pressure and
traction) of the piezoactor is transmitted to the
transmission piston. This offers the advantage that no
restoring device is required for the transmission piston.
A further particular embodiment of the invention is
characterised in that the die is accommodated with
clearance in a first coupling half, which is prestressed
with a second coupling half. In this manner, a so-called
floating die guidance is realised. The coupling serves to
compensate any possible displacement which may occur during
the assembly of the press according to the invention. This
offers the advantage that larger tolerances can be allowed
in the case of the tool, which has a favourable effect on
manufacturing costs.
A further particular embodiment of the invention is
characterised in that a plurality of piezoactors actuated
in parallel, more particular in modular form, is coupled
with the transmission device. This offers the advantage
that it is also possible to realise large displacement
distances using the press according to the invention.
Furthermore, the modular construction of the press allows
for rapid adaptation of the press to different product
settings.
A further particular embodiment of the invention is
characterised in that a force sensor is connected to the
piezoactor, which force sensor is connected to a control,
which is connected to the voltage supply of the piezoactor.
Using the force sensor, it is possible to continuously
measure the force required for the processing operation.
If the force increases during operation, this may mean that
the tool is worn and needs to be replaced. Using the press
according to the invention, it is possible to monitor tool
wear. In this manner, undesirable die breakage can be
prevented. Furthermore, it is possible using the press
according to the invention to vary the die force in a
controlled manner via the voltage supply of the piezoactor.
It is therefore possible to intervene in a controlled
manner in the pressing procedure. It is thereby possible,
for example, to process different materials or material
thicknesses using the same tool.
A further particular embodiment of the invention is
characterised in that a motion pickup is connected to the
die, which motion pickup is connected to a control, which
is connected to the voltage supply of the piezoactor.
Using the motion pickup, it is possible on the one hand to
monitor the movement of the transmission piston or the die.
On the other hand, it is possible to intervene in a
controlled manner in the pressing procedure via the control
and the voltage supply of the piezoactor.
A further particular embodiment of the invention is
characterised in that the control and the voltage supply of
the piezoactor are connected to a function generator. As a
result of the function generator, it is possible to
influence the voltage supply of the piezoactor in a
controlled manner. Consequently, it is possible to preset
any chosen force/displacement profile.
Further advantages, features and details of the invention
will be clear from the following description, in which an
embodiment of the invention is described in detail with
reference to the drawings. In this respect, the features
mentioned in the claims and the description can be
fundamental to the invention either individually or in any
chosen combination. In the drawings:
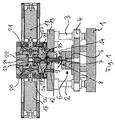
- Figure 1
- is a section through a press according to the
invention; and
- Figure 2
- is a block diagram for the control of a press
according to the invention.
The press shown in section in Figure 1 comprises a base
plate 1. Fitted to the base plate 1 is a plurality of
columns 2, 3. The columns 2, 3 are used for securing a
displaceable tool receiving plate 4.
Arranged on the tool receiving plate 4 is a pressure plate
5. A tool unit 6 is disposed on the pressure plate 5. The
tool unit 6 is formed by a lower tool half 7 and an upper
tool half 8. A die 9 is axially displaceably guided in the
upper tool half 8.
The end of the die 9 remote from the lower tool half 7 is
accommodated with clearance in a lower coupling half 10.
The lower coupling half 10 cooperates with an upper
coupling half 11, in order to couple the die 9 with a push
rod 12. The push rod 12 is displaceably guided in a base
plate 13 and projects with its end remote from the die 9
into a hydraulic transmission device 14. The base plate 13
belongs to the hydraulic transmission device 14 and is
supported by the columns 2, 3.
The hydraulic transmission device 14 is used to transmit
the movement of two piezoactors 18, 19 via two transmission
pistons 20, 21 and a suitable hydraulic fluid to the push
rod 12. The transmission pistons 20, 21 are constructed in
three parts in order to allow for the securing of sealing
rings in their centre. The pistons 20 and 21 are
accommodated in cylinder chambers 26, 27 in a housing base
element 22 so as to reciprocate and are coupled with the
piezoactors 18, 19. A hydraulic fluid duct 23 provides a
connection between the end face of the pistons 20, 21
remote from the piezoactors and the push rod 12.
Constructed on the push rod 12 is a first collar 24, which
is acted upon by the hydraulic pressure on the side remote
from the tool. In addition, a second collar 25 is
constructed on the push rod 12. On the side remote from
the first collar 24, the second collar 25 communicates via
ducts 28, 29 with the end faces of the pistons 20, 21
facing the piezoactors. Hydraulic fluid is disposed in the
cylinder chambers 26, 27.
In Figure 1, the piezoactors 18 and 19 are in their
displaced state. The transmission pistons 20 and 21 have
moved towards one another. Consequently, the push rod 12
and the die 9 have been moved towards the pressure plate 5.
When the piezoactors 18, 19 move away from one another,
this also results in the transmission pistons 20, 21 moving
away from one another. Consequently, the hydraulic fluid
disposed on the side of the pistons 20, 21 remote from the
piezoactors is displaced. This displacement is transmitted
via the ducts 28, 29 to the second collar 25 of the push
rod 12. In this manner, the push rod 12 is moved back into
its starting position.
The block diagram illustrated in Figure 2 shows how the
press illustrated in Figure 1 is controlled during
operation. On the one hand, the displacement movement of
the die 9 is recorded with the aid of a motion pickup. In
addition, the piezoactors 18, 19, which are also referred
to as piezo operators, are equipped with force sensors.
The motion pickup and the force sensors supply their
measurement values to a control, which communicates with a
function generator and the voltage supply of the piezo
operators.