EP1097801A1 - Piezoelectric press drive with hydraulic transmission device - Google Patents
Piezoelectric press drive with hydraulic transmission device Download PDFInfo
- Publication number
- EP1097801A1 EP1097801A1 EP00123428A EP00123428A EP1097801A1 EP 1097801 A1 EP1097801 A1 EP 1097801A1 EP 00123428 A EP00123428 A EP 00123428A EP 00123428 A EP00123428 A EP 00123428A EP 1097801 A1 EP1097801 A1 EP 1097801A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- die
- piezoactor
- transmission device
- press according
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 230000005540 biological transmission Effects 0.000 title claims abstract description 23
- 238000005520 cutting process Methods 0.000 claims abstract description 4
- 238000000465 moulding Methods 0.000 claims abstract description 4
- 230000033001 locomotion Effects 0.000 claims description 11
- 230000008878 coupling Effects 0.000 claims description 8
- 238000010168 coupling process Methods 0.000 claims description 8
- 238000005859 coupling reaction Methods 0.000 claims description 8
- 238000006073 displacement reaction Methods 0.000 description 9
- 239000012530 fluid Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000009347 mechanical transmission Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/007—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen using a fluid connection between the drive means and the press ram
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
Definitions
- the invention relates to a press, more particularly for cutting and moulding miniature components, with a reciprocating die.
- a press more particularly for cutting and moulding miniature components, with a reciprocating die in that the drive of the die is effected by at least one piezoactor and in that a more particularly hydraulic transmission device is arranged between the piezoactor and the die.
- the piezoactor offers the advantage that it has practically no moving mass as compared with a mechanical drive. Consequently, it is possible to attain very high velocities and accelerations using the press according to the invention. Using conventional presses, it is possible to manufacture approximately 2000 parts per unit of time. Using the press according to the invention, markedly increased frequencies and therefore quantities can be realised.
- the use of the piezoactor allows for the representation of any chosen force/displacement profile. In contrast, it is only possible to represent a sinusoidal force/displacement profile using conventional mechanical presses with crank drives.
- the transmission device is used in order to allow for larger displacement distances of the die.
- the transmission device is preferably a hydraulic transmission device, since mechanical transmissions usually have a clearance which is too great for precision processing in the micrometer range.
- a particular embodiment of the invention is characterised in that the transmission device comprises a double-action transmission piston, which is arranged between the piezoactor and the die.
- the transmission device comprises a double-action transmission piston, which is arranged between the piezoactor and the die.
- both the forward and the backward movement (pressure and traction) of the piezoactor is transmitted to the transmission piston. This offers the advantage that no restoring device is required for the transmission piston.
- a further particular embodiment of the invention is characterised in that the die is accommodated with clearance in a first coupling half, which is prestressed with a second coupling half.
- the coupling serves to compensate any possible displacement which may occur during the assembly of the press according to the invention. This offers the advantage that larger tolerances can be allowed in the case of the tool, which has a favourable effect on manufacturing costs.
- a further particular embodiment of the invention is characterised in that a plurality of piezoactors actuated in parallel, more particular in modular form, is coupled with the transmission device.
- This offers the advantage that it is also possible to realise large displacement distances using the press according to the invention.
- the modular construction of the press allows for rapid adaptation of the press to different product settings.
- a further particular embodiment of the invention is characterised in that a force sensor is connected to the piezoactor, which force sensor is connected to a control, which is connected to the voltage supply of the piezoactor.
- a force sensor is connected to the piezoactor, which force sensor is connected to a control, which is connected to the voltage supply of the piezoactor.
- the force sensor it is possible to continuously measure the force required for the processing operation. If the force increases during operation, this may mean that the tool is worn and needs to be replaced.
- the press according to the invention it is possible to monitor tool wear. In this manner, undesirable die breakage can be prevented.
- it is possible using the press according to the invention to vary the die force in a controlled manner via the voltage supply of the piezoactor. It is therefore possible to intervene in a controlled manner in the pressing procedure. It is thereby possible, for example, to process different materials or material thicknesses using the same tool.
- a further particular embodiment of the invention is characterised in that a motion pickup is connected to the die, which motion pickup is connected to a control, which is connected to the voltage supply of the piezoactor.
- a motion pickup is connected to the die, which motion pickup is connected to a control, which is connected to the voltage supply of the piezoactor.
- a further particular embodiment of the invention is characterised in that the control and the voltage supply of the piezoactor are connected to a function generator.
- the function generator it is possible to influence the voltage supply of the piezoactor in a controlled manner. Consequently, it is possible to preset any chosen force/displacement profile.
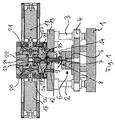
- the press shown in section in Figure 1 comprises a base plate 1. Fitted to the base plate 1 is a plurality of columns 2, 3. The columns 2, 3 are used for securing a displaceable tool receiving plate 4.
- a pressure plate 5 Arranged on the tool receiving plate 4 is a pressure plate 5.
- a tool unit 6 is disposed on the pressure plate 5.
- the tool unit 6 is formed by a lower tool half 7 and an upper tool half 8.
- a die 9 is axially displaceably guided in the upper tool half 8.
- the end of the die 9 remote from the lower tool half 7 is accommodated with clearance in a lower coupling half 10.
- the lower coupling half 10 cooperates with an upper coupling half 11, in order to couple the die 9 with a push rod 12.
- the push rod 12 is displaceably guided in a base plate 13 and projects with its end remote from the die 9 into a hydraulic transmission device 14.
- the base plate 13 belongs to the hydraulic transmission device 14 and is supported by the columns 2, 3.
- the hydraulic transmission device 14 is used to transmit the movement of two piezoactors 18, 19 via two transmission pistons 20, 21 and a suitable hydraulic fluid to the push rod 12.
- the transmission pistons 20, 21 are constructed in three parts in order to allow for the securing of sealing rings in their centre.
- the pistons 20 and 21 are accommodated in cylinder chambers 26, 27 in a housing base element 22 so as to reciprocate and are coupled with the piezoactors 18, 19.
- a hydraulic fluid duct 23 provides a connection between the end face of the pistons 20, 21 remote from the piezoactors and the push rod 12.
- Constructed on the push rod 12 is a first collar 24, which is acted upon by the hydraulic pressure on the side remote from the tool.
- a second collar 25 is constructed on the push rod 12. On the side remote from the first collar 24, the second collar 25 communicates via ducts 28, 29 with the end faces of the pistons 20, 21 facing the piezoactors. Hydraulic fluid is disposed in the cylinder chambers 26, 27.
- the block diagram illustrated in Figure 2 shows how the press illustrated in Figure 1 is controlled during operation.
- the displacement movement of the die 9 is recorded with the aid of a motion pickup.
- the piezoactors 18, 19, which are also referred to as piezo operators are equipped with force sensors.
- the motion pickup and the force sensors supply their measurement values to a control, which communicates with a function generator and the voltage supply of the piezo operators.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Description
- Figure 1
- is a section through a press according to the invention; and
- Figure 2
- is a block diagram for the control of a press according to the invention.
Claims (7)
- A press, more particularly for cutting and moulding miniature components, with a reciprocating die (9), characterised in that the drive of the die (9) is effected by means of at least one piezoactor (18, 19), and a more particularly hydraulic transmission device (14) is arranged between the piezoactor (18, 19) and the die (9).
- A press according to claim 1, characterised in that the transmission device (14) comprises a double-action transmission piston (20, 21), which is arranged between the piezoactor (18, 19) and the die (9).
- A press according to one of the preceding claims, characterised in that the die (9) is accommodated with clearance in a first coupling half (10), which is prestressed with a second coupling half (11).
- A press according to one of the preceding claims, characterised in that a plurality of piezoactors (18, 19) actuated in parallel, more particular in modular form, is coupled with the transmission device (14).
- A press according to one of the preceding claims, characterised in that a force sensor is connected to the piezoactors (18, 19), which force sensor is connected to a control, which is connected to the voltage supply of the piezoactor (18, 19).
- A press according to one of the preceding claims, characterised in that a motion pickup is connected to the die (9), which motion pickup is connected to a control, which is connected to the voltage supply of the piezoactor (18, 19).
- A press according to claim 5 or 6, characterised in that the control and the voltage supply of the piezoactor (18, 19) are connected to a function generator.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE1999153244 DE19953244A1 (en) | 1999-11-04 | 1999-11-04 | Press |
| DE19953244 | 1999-11-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1097801A1 true EP1097801A1 (en) | 2001-05-09 |
Family
ID=7928002
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00123428A Withdrawn EP1097801A1 (en) | 1999-11-04 | 2000-11-02 | Piezoelectric press drive with hydraulic transmission device |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1097801A1 (en) |
| DE (1) | DE19953244A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1602472A1 (en) | 2004-06-02 | 2005-12-07 | SMS Meer GmbH | Process and apparatus for preparing a powder compact |
| DE102005027032A1 (en) * | 2005-06-11 | 2006-12-28 | Sms Meer Gmbh | Device for producing a molded part |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20209561U1 (en) | 2002-06-19 | 2002-09-26 | Messner, Antje, 78647 Trossingen | Manufacturing tool with column frame |
| DE102007050578B4 (en) * | 2007-10-20 | 2016-02-18 | Hofer Forschungs- Und Entwicklungs Gmbh | Transmission actuator and gearbox |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60177897A (en) * | 1984-02-24 | 1985-09-11 | 日本電信電話株式会社 | Piezoelectric type drill |
| JPS63286299A (en) * | 1987-05-19 | 1988-11-22 | Komatsu Ltd | Controller for pressing machine |
| CH671187A5 (en) * | 1986-12-23 | 1989-08-15 | Autophon Ascom Ag | Sheet stamping machine - with electromagnetic drive made of piezoelectric stack controlled by a pulsed voltage |
| US5095725A (en) * | 1989-05-12 | 1992-03-17 | Fuji Electric Co., Ltd. | Press and actuator using piezoelectric element |
| US5138217A (en) * | 1989-05-12 | 1992-08-11 | Fuji Electric Co., Ltd. | Driving power unit for piezoactuator system and method |
| JPH11179600A (en) * | 1997-12-16 | 1999-07-06 | Uht Corp | Punch press |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19705893A1 (en) * | 1997-02-15 | 1998-08-20 | Wasmuth Thomas Dipl Ing | Modular setting unit for fluid control |
-
1999
- 1999-11-04 DE DE1999153244 patent/DE19953244A1/en not_active Ceased
-
2000
- 2000-11-02 EP EP00123428A patent/EP1097801A1/en not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60177897A (en) * | 1984-02-24 | 1985-09-11 | 日本電信電話株式会社 | Piezoelectric type drill |
| CH671187A5 (en) * | 1986-12-23 | 1989-08-15 | Autophon Ascom Ag | Sheet stamping machine - with electromagnetic drive made of piezoelectric stack controlled by a pulsed voltage |
| JPS63286299A (en) * | 1987-05-19 | 1988-11-22 | Komatsu Ltd | Controller for pressing machine |
| US5095725A (en) * | 1989-05-12 | 1992-03-17 | Fuji Electric Co., Ltd. | Press and actuator using piezoelectric element |
| US5138217A (en) * | 1989-05-12 | 1992-08-11 | Fuji Electric Co., Ltd. | Driving power unit for piezoactuator system and method |
| JPH11179600A (en) * | 1997-12-16 | 1999-07-06 | Uht Corp | Punch press |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 013, no. 094 (M - 804) 6 March 1989 (1989-03-06) * |
| PATENT ABSTRACTS OF JAPAN vol. 1999, no. 12 29 October 1999 (1999-10-29) * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1602472A1 (en) | 2004-06-02 | 2005-12-07 | SMS Meer GmbH | Process and apparatus for preparing a powder compact |
| US7150851B2 (en) | 2004-06-02 | 2006-12-19 | Sms Meer Gmbh | Powder press |
| DE102005027032A1 (en) * | 2005-06-11 | 2006-12-28 | Sms Meer Gmbh | Device for producing a molded part |
| DE102005027032B4 (en) * | 2005-06-11 | 2007-06-28 | Sms Meer Gmbh | Device for producing a molded part |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19953244A1 (en) | 2001-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101531434B1 (en) | Drive apparatus and method for a press machine | |
| US6240818B1 (en) | Precision blanking press with knife-edged ring and counter cylinder | |
| GB1599207A (en) | Cold forming process and apparatus | |
| EP0298456A2 (en) | Full enclosed die forging apparatus | |
| US20060101891A1 (en) | Mechanical press device | |
| EP1097801A1 (en) | Piezoelectric press drive with hydraulic transmission device | |
| CN1507377A (en) | Method employing high kinetic energy for working of material | |
| CN104972684A (en) | Pressing device for processing a workpiece | |
| EP0629496B1 (en) | Tool set type powder compacting press | |
| JP2004524978A (en) | Hydraulic mechanical closing device | |
| EP0263721B1 (en) | Hydraulic overload protector for mechanical press | |
| EP1097800A1 (en) | Piezoelectric press drive | |
| US6510786B1 (en) | Hydromechanical press drive | |
| US20040208948A1 (en) | Molding apparatus for press-forming | |
| DE59802571D1 (en) | HYDRAULIC DRIVE SYSTEM FOR PUSHERS OF FORGING PRESSES OR FORGING MACHINES | |
| ATE68409T1 (en) | PRESS FOR THE MANUFACTURE OF MOLDINGS FROM POWDER OR GRANULATE MATERIALS. | |
| CN111770831B (en) | Powder press with toggle lever drive and electric drive | |
| RU2237808C2 (en) | Power hammer for destroying oversizes of rock solids | |
| JP3917480B2 (en) | Mold clamping device and method of operating the same | |
| US6539853B1 (en) | Smart card connector with retain and eject means | |
| JPH0231619B2 (en) | ||
| CA1051229A (en) | Cam actuated ejector mechanisms for presses | |
| SU1574328A1 (en) | Arrangement for forming parts from continuous material | |
| JPH05104288A (en) | Cylinder system actuator | |
| SU967650A1 (en) | Pneumatic control system for internal hammer-vibropress |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20010615 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| 17Q | First examination report despatched |
Effective date: 20040820 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20060131 |